Rz и ra соотношение: Шероховатость поверхности ra и rz: параметры, таблица. Шероховатость поверхности
alexxlab | 06.03.2023 | 0 | Разное
Публикация не была найдена — Студопедия
Поделись
Обозначение шероховатости до 01.01.2005 г.
– Ra ≤ 0,32 мкм
– Rz ≤ 20 мкм
–Rmax ≤ 1 мкм
Ra ≤ 0,63 мкм;
Sm ≤ 0,06 мм на ℓ = 2,5 мм;
tр на уровне сечения р =50 % не менее 60% на базовой длине ℓ = 8мм;
Направление неровностей произвольное.
| Ra, мкм | Rz =Rmax мкм | ℓ, мм | Класс |
| до 0,025 | до 0,10 | 0,08 | 13 |
| св 0,025 до 0,4 | Св 0,10 до 1,6 | 0,25 | 8 -12 |
| Св 0,4 до 3,2 | Св 1,6 до 12,5 | 0,8 | 9 -5 |
 5 5
| Св 12,5 до 50 | 2,5 | 5 – 3 |
| Св 12.5 до 100 | Св 50 до 400 | 3 -1 |
| Класс | Rz | Ra | Приборы Ra , мкм | Ra. Дополнительно рекомендуемое |
| 1 | 320 –160 | 80 – 40 | ||
| 2 | 160 – 80 | 40 – 20 | ||
| 3 | 80 – 40 | 20 – 10 | 12,5 | |
| 4 | 40 – 20 | 10 – 5 | 6,3 | |
| 5 | 20 – 10 | 5 – 2,5 | 3,2 | |
| 6 | 10 – 5 | 2,5 – 1,25 | 1,6 | |
| 7 | 6,3 – 3,2 | 1,25 – 0,63 | 0,8 | |
| 8 | 3,2 – 1,6 | 0,63 – 0,32 | 0,5 | 0,4 |
| 9 | 1,6 – 0,8 | 0,32 – 0,16 | 0,25 | 0,2 |
| 10 | 0,8 – 0,4 | 0,16 – 0,08 | 0,125 | 0,1 |
| 11 | 0,4 – 0,2 | 0,08 – 0,04 | 0,063 | 0,05 |
| 12 | 0,2 – 0,1 | 0,04 – 0,02 | 0,032 | 0,025 |
| 13 | 0,1 – 0,05 | Не нормир.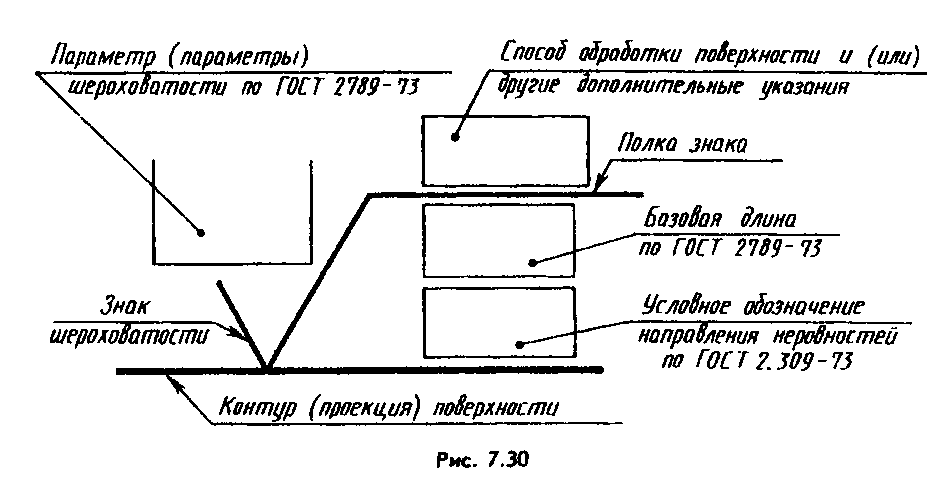 | Не нормир. | Не нормир. |
| 14 | 0,05 – 0,025 | Не нормир. | Не нормир. | Не нормир. |
Соотношения между допусками макрогеометрии и высотными параметрами шероховатости поверхностей
Связь между высотными параметрами шероховатости поверхностей и допусками макрогеометрии формально отсутствует, поскольку в ГОСТ 24642– 81 сказано, что шероховатость не входит в погрешности формы. Разные системы отсчета отклонений (от прилегающих элементов для формы поверхностей и от среднего профиля для высотных параметров шероховатости) как будто подтверждают такой подход. Однако в том же стандарте отмечено, что при высотных параметрах шероховатости, соизмеримых с отклонениями формы, их необходимо учитывать. Поскольку расстояния между впадинами и выступами микрорельефа в некоторых случаях оказываются большими, чем значения допусков формы, теоретически годные по макрогеометрии детали могут быть забракованы, например при контроле отклонений формы, что следует рассматривать как неоднозначную ситуацию.
Максимальные значения высотных параметров шероховатости, ограничиваемые такими лимитирующими допусками макрогеометрии, как допуск размера, расположения или формы, должны быть меньше лимитирующего допуска в 2…3 раза. Лимитирующий допуск, как правило, ограничивает шероховатость двух поверхностей или двух противоположных элементов одной поверхности, с высотными параметрами которых дополнительно будут комплексироваться отклонения формы, расположения и размера. Если лимитирующим является допуск формы номинально цилиндрической поверхности, представленное соотношение сохраняется. Как исключение можно рассматривать ситуацию, когда шероховатостьоднократно накладывается на реальные отклонения формы и/или расположения, а параметры шероховатости могут превышать половину лимитирующего допуска (например, если лимитирующими высотные параметры шероховатости являются допуски формы плоской поверхности, торцового или полного торцового биения).
Исходя из предложенного основополагающего правила, следует критично подходить к рекомендациям, представленным в РТМ 2 Н31-4–81, в котором соотношения между высотными параметрами шероховатости и допусками размера, формы или расположения поверхностей представлены обезличенно. В результате в назначении высотных параметров шероховатости можно ошибиться в два раза. В этом документе “условия” для назначения параметров Ra и Rz оговорены, исходя из допусков размеров и относительной геометрической точности допусков формы или расположения поверхностей. Нормы, приведенные в документе, и фактические соотношения, заданные этими нормами могут представлены в таблице 4.
Анализ данных документа РТМ 2 Н31-4–81, сведенных в таблицу 4, подтверждаетказывает неудачный выбор подходов к нормированию. Для нормальной повышенной и высокой относительной геометрической точности допусков формы или расположения заданы соотношения между допуском размера и параметрами шероховатости. Очевидное неудобство выбранного подхода в том, что он скрывает реальные соотношения между высотными параметрами шероховатости и лимитирующим допуском. Следствие принятого подхода– неоправданное разнообразие не представленных в документе в явном виде фактических множителей в соотношениях (в таблице выделены двойной рамкой).Формальное повышение требований якобы вдвое на каждой более высокой ступени (колонки 2 и 3 таблицы) фактически приводит к ужесточению высотных параметров на 37,5 % на всем диапазоне, что демонстрируют соотношения в колонках 4 и 5 таблицы.
Следствие принятого подхода– неоправданное разнообразие не представленных в документе в явном виде фактических множителей в соотношениях (в таблице выделены двойной рамкой).Формальное повышение требований якобы вдвое на каждой более высокой ступени (колонки 2 и 3 таблицы) фактически приводит к ужесточению высотных параметров на 37,5 % на всем диапазоне, что демонстрируют соотношения в колонках 4 и 5 таблицы.
Поскольку формальное повышение требований к параметрам шероховатости в два раза фактически приводит к их ужесточению на 25 % (от уровня А к уровню В), или менее чем на 20 % (на 16,7 % от уровня В к уровню С), можно утверждать, что принятая в данном документе методика нормирования высотных параметров шероховатости в зависимости от допусков размеров и относительной точности допусков формы и расположения поверхностей является неоправданно усложненной и приводит к избыточному разнообразию рекомендуемых для нормирования соотношений.
В качестве соотношений, приемлемых для нормирования высотных параметров шероховатости поверхностей по лимитирующим значениям допусков макрогеометрии можно предложить для тривиальных случаев
Ra ≤ 0,10 Tlim , (1)
или, исходя из того, что для традиционных технологических процессов Rz примерно в 4 раза превышает Ra,
Rz ≤ 0,40 Tlim , (2)
а для случаев с особо жесткими лимитирующими допусками
Ra ≤ 0,15 Tlim , (3)
или
Rz ≤ 0,60 Tlim . (4)
(4)
Таблица 4
Рекомендуемые соотношения высотных параметров шероховатости и допусков макрогеометрии поверхностей (по РТМ 2 Н31-4–81)
Уровни относительной геометрической точности допусков формы или расположения | Соотношения параметров шероховатости поверхностей и допусков макрогеометрии, не более | Примечание | |||
Ra | Rz | Ra | Rz | ||
А (нормальная) | 0,050 IТ | 0,20 IТ | 0,08 Tlim | 0,33 Tlim | – |
В (повышенная) | 0,025 IТ | 0,10 IТ | 0,06 Tlim | 0,25 Tlim | – |
С (высокая) | 0,012 IТ | 0,05 IТ | 0,05 Tlim | 0,20 Tlim | – |
“Особо высокая” | – | – | 0,15 Tlim | 0,60 Tlim | Выше уровня С |
Без указания уровня | – | – | 0,10 Tlim | 0,40 Tlim | При заданных допусках биения |
Примечания: 1.
2. Выделенные двойной рамкой соотношения в РТМ 2 Н31-4–81 не представлены.
Использование предложенных соотношений (1…4) существенно упрощает назначение высотных параметров шероховатости поверхностей, поскольку не требует решения каждой из частных задач в избыточно усложненной постановке и обращения к таблицам документа РТМ 2 Н31-4–81.
Особым случаем выбора значений высотных параметров шероховатости поверхностей является назначение этих параметров на поверхности, сопрягаемые с подшипниками качения. Рекомендации по выбору норм точности для этих поверхностей приведены в ГОСТ 3325– 85. Некорректность рекомендаций наблюдается как в предлагаемых значениях допусков формы и биений, так и в значениях Ra, которые не согласованы с лимитирующими допусками макрогеометрии (рекомендуемые значения Ra в значительной степени превышают возможные согласованные значения).
Некорректность предлагаемых значений допусков формы и биений заключается в том, что они не согласованы со значениями соответствующих допусков по ГОСТ 24643– 81, устанавливающему значения допусков формы и расположения поверхностей.
Функциональная метрологическая экспертиза обеспечивает положительный результат и считается законченной только в том случае, если все экспертируемые параметры объекта стали контролепригодными. Если в ходе экспертизы обнаружены неконтролепригодные параметры, появляется необходимость либо корректировки параметров объекта (его перепроектирования), либо разработки новых средств измерений или методик выполнения измерений.
Справочные таблицыSurface Finish.
—–
2003
В. При механической обработке или шлифовке деталей чистота поверхности является определяющим параметром. При работе с немецкими гравюрами Rz используется для описания характеристик поверхности. стандарты DIN. Может ли кто-нибудь порекомендовать перекрестный справочный лист, показывающий Rz, Ra и RMS? Ра и RMS легко найти.
Заранее спасибо.
Джеральд Пиотровски
Machinery Co. – Уорренвилль, Иллинойс
2003
A. Популярный вопрос. Подобные вопросы мы получаем примерно раз в месяц. First Rz и RMS — это одно и то же; однако они измеряются по-разному. Rz является результатом стандартов ISO 9000 и конкретно измеряется по 5 пикам и впадинам в 10 точках на детали. RMS не указывает эти факторы.
Соотношение Ra к среднеквадратичному значению зависит от производственного процесса и может варьироваться от 1,11 до 2,10.
AF Kenton
владелец бизнеса на пенсии – Хатборо, Пенсильвания
2007
A. Недавно мы приобрели прибор для проверки шероховатости поверхности, и мне сообщили, что RMS и Rq — это одно и то же, а не RMS и Rz?
Тони Поттс
изготовитель – Уоррен, Мичиган
Профилометр: Pocket-Surf
Доп. Ссылка
Ссылка
Ваши покупки делают отделку.com возможной
A. Tony P.,
Хотя мои познания в механической отделке не сравнимы с познаниями мистера Кентона, я полагаю, что он допустил ошибку, и что вы правы в том, что Rq, а не Rz, по сути, «то же самое». вещь” как RMS.
Одно из самых быстрых, но четких описаний различий между Ra, RMS, Rmax и Rz находится на странице www.ptonline.com/articles/200403fa3.html
. математическая связь между RMS и Ra довольно исчерпывающе. Они не могут быть преобразованы, потому что они не измеряют совершенно одно и то же, но они отслеживают друг друга, так что иногда возможны довольно хорошие приблизительные преобразования, как сказал г-н Кентон. Удачи.
С уважением,
Тед Муни, ЧП
Стремление жить Алоха
finish.com – Пайн-Бич, Нью-Джерси
7 августа 2008 г.
В. Как преобразовать 1,86 Ra в значение Rz?
Милинд Д Шопешваркар
Менеджер – Индия
2003
В. Что такое Rmax и среднеквадратичное значение? Является ли Ra и Rz одинаковыми по значению, т. Е. Первый представляет стандарт ISO. и последний для стандарта DIN? Как эти значения рассчитываются теоретически, что подразумевается для поверочного прибора?
Что такое Rmax и среднеквадратичное значение? Является ли Ra и Rz одинаковыми по значению, т. Е. Первый представляет стандарт ISO. и последний для стандарта DIN? Как эти значения рассчитываются теоретически, что подразумевается для поверочного прибора?
Сачин Рохатги
Автомобили – Сахибабад, Уттар-Прадеш, Индия
2006
A. Вот вам удобный перекрестный справочник. Он показывает разницу между стандартами.
www.clearlakedication.com/pdf/surface_finish_chart.pdf#search=’surface%20finish%20RMS%20chart’
Craig Jackson
– Greenville, South Carolina
A.
Sachin,
Rmax немного отличается, и вам не следует пытаться приблизить его с точки зрения других измерений, поскольку он предназначен для другой цели. По сути, это самый глубокий из пяти соседних пиков и впадин, и его обычно используют при гальванике и полировке не как меру общей шероховатости, а как указание на наличие видимых царапин на поверхности.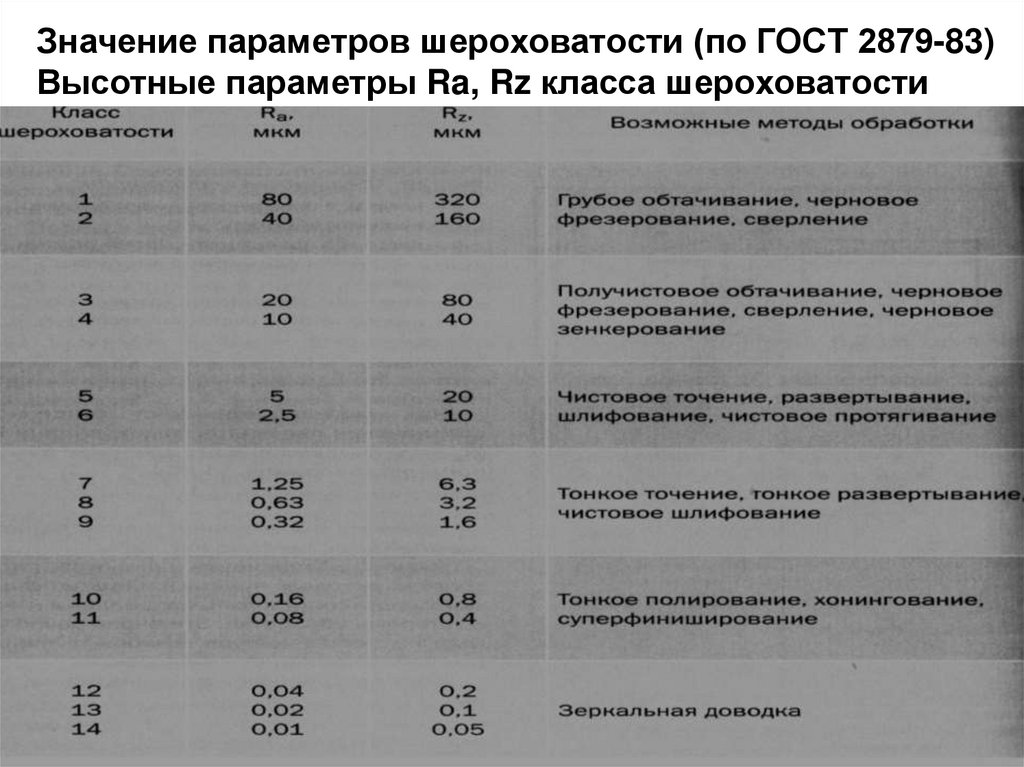
Miland,
Rz является самым сложным из всех, потому что на протяжении многих лет у него было три разных определения 🙁
Приблизительное преобразование между Ra и Rz хорошо объяснено на http://www.mmsonline.com/ article/1102gage.html, и вас, вероятно, немного обескураживает тот факт, что «коэффициент преобразования» будет зависеть от того, в каком направлении вы совершаете преобразование. Если вы контролируете через Rz, но ваш клиент будет измерять в Ra, вы должны разделить свой Rz на от 4 до 7,6, чтобы угадать Ra, который он будет считывать.
Если вы управляете через Ra, но ваш клиент будет измерять в Rz, вы должны умножить Ra более чем на 7,6 и до 20, чтобы угадать значение Rz, которое он прочитает.
Суть всего этого в том, что нормально «преобразовать» один параметр в другой, чтобы дать себе общее представление о том, на что похожа другая шкала шероховатости, но они измеряют разные вещи, поэтому реального преобразования не существует. Если ваш клиент будет измерять параметр, отличный от вашего, вы рискуете провалить его проверку, если не примените очень большой коэффициент безопасности при выполнении своих «конверсий».
Если ваш клиент будет измерять параметр, отличный от вашего, вы рискуете провалить его проверку, если не примените очень большой коэффициент безопасности при выполнении своих «конверсий».
С уважением,
Тед Муни, ЧП
Стремление жить Алоха
finish.com – Пайн-Бич, Нью-Джерси
Профилометр
Доп. Ссылка
Ваши покупки делают отделку.com возможной
20 июня 2009 г.
В. Есть ли корреляция между Ra и Rmax при измерении шероховатости поверхности?
Процесс Chandrashekhar P
англ. – Девас (МП) Индия
22 июня 2009 г.
А. Привет, Чандрашекхар. Мы добавили ваш запрос в ветку, которая, надеюсь, ответит на него. Существует некоторая небольшая степень корреляции, похожая на тот факт, что высокие люди, как правило, весят больше, чем низкие люди. Но точного соотношения нет. Если я скажу вам, что одна из моих невесток ростом 5 футов 8 дюймов, а другая 5 футов 2 дюйма, вы можете предположить, что чем выше, тем тяжелее, и шансы будут в вашу пользу, но вы можете ошибаюсь 🙂
Если я скажу вам, что одна из моих невесток ростом 5 футов 8 дюймов, а другая 5 футов 2 дюйма, вы можете предположить, что чем выше, тем тяжелее, и шансы будут в вашу пользу, но вы можете ошибаюсь 🙂
С уважением,
Тед Муни, ЧП
Стремление жить Алоха
finish.com – Пайн-Бич, Нью-Джерси
3 августа 2009 г.
В. Материал, который мы закупаем, поставляется с контрольным листом, измеряющим Ry. У нас есть возможность измерять только Ra, и мы не можем позволить себе купить машину для измерения Ry. Является ли Ry таким же, как Rmax, или Rz, макс. от вершины до долины? Есть ли уравнение для ок. преобразовать из Ry в Ra? Спасибо.
Устройство для финишной обработки труб Ron Homolak
– Марион, Южная Каролина
4 августа 2009 г.
A. Привет, Рон. Как видите, мы добавили ваш запрос в ветку, которая частично отвечает на него. Да, насколько я понимаю, Ry — это то же самое, что и Rmax .
Да, насколько я понимаю, Ry — это то же самое, что и Rmax .
Но вот нельзя преобразовать Ry в Ra и наоборот . Давайте посмотрим на это с точки зрения мастера: никелирование выровняет шероховатую полированную поверхность и создаст красивую, гладкую, зеркальную поверхность, но не заполнит серьезную царапину, а только подчеркнет ее. Таким образом, гальванопластика предпочитает отбраковывать любые детали с глубокими царапинами, а не тратить деньги на переработку дефектных деталей. Значение Ry говорит ему, насколько глубоки самые сильные царапины.
Ra, средняя шероховатость, может быть важна для применения коэффициента трения, для ситуаций со смазкой, для общего вида без отделки и по другим причинам, но это не говорит наливчику, что ему нужно знать, и он не может вычислить от средней шероховатости какая самая глубокая царапина.
С уважением,
Тед Муни, ЧП
Стремление жить Алоха
finish.com – Пайн-Бич, Нью-Джерси
11 ноября 2009 г.
A. Пример компаратора:
Ra 116 (дюймы) = Ra 2,95 (метрические) = Rmax 374 (дюймы) = Ry 9,5 (метрические)
на прецизионный эталонный образец Mitutoyo.
Макс Тернмайр
– Белойт, Висконсин
3 мая 2011 г.
В. Установите ползунок под коромысло в двигателе. С одной стороны в верхней части выточена сфера, а в нижней — плоская поверхность. В настоящее время его производит немецкая компания, и мы ищем поставщика из США, и у всех есть проблемы с отделкой Rz6.3 в сфере и плоском дне. Мы отправили им новые детали для анализа, чтобы преобразовать их в Ra, но они вернулись с Ra в Ry, и в ответе говорилось, что они используются пластинщиками. Я не думаю, что нам нужна гладкая стеклянная поверхность, скорее немного шероховатая, чтобы удерживать масляную пленку. Я удивлен, что профилометры не сделают преобразование.
Брэд Би
инженер – Ливония, Мичиган
4 мая 2011 г.
A. Привет, Брэд.
Из всех запутанных и почти бесчисленных спецификаций шероховатости поверхности Rz является наихудшим, поскольку существует 3 различных шкалы и значений Rz. Как отмечено в прекрасной статье Алекса Табенкина «Каждому Его собственный параметр» в июньском выпуске «Quality Digest» (www.qualitydigest.com/june01/html/surface.html): «Если ваш отпечаток вызывает значение Rz без дополнительных объяснений, должны сработать предупреждающие сигналы. Возможно, тикает бомба замедленного действия».
Для начала вам нужно выяснить, по какому стандарту должны измеряться эти детали. Вероятно, это стандарт ISO/ASME, но это только предположение.
С уважением,
Тед Муни, ЧП
Стремление жить Алоха
finish.com – Пайн-Бич, Нью-Джерси
17 сентября 2013 г.
В. Здравствуйте. Я работаю на промышленном двигателе MFGR, и они только что поставили мне Mitutoyo SJ-400.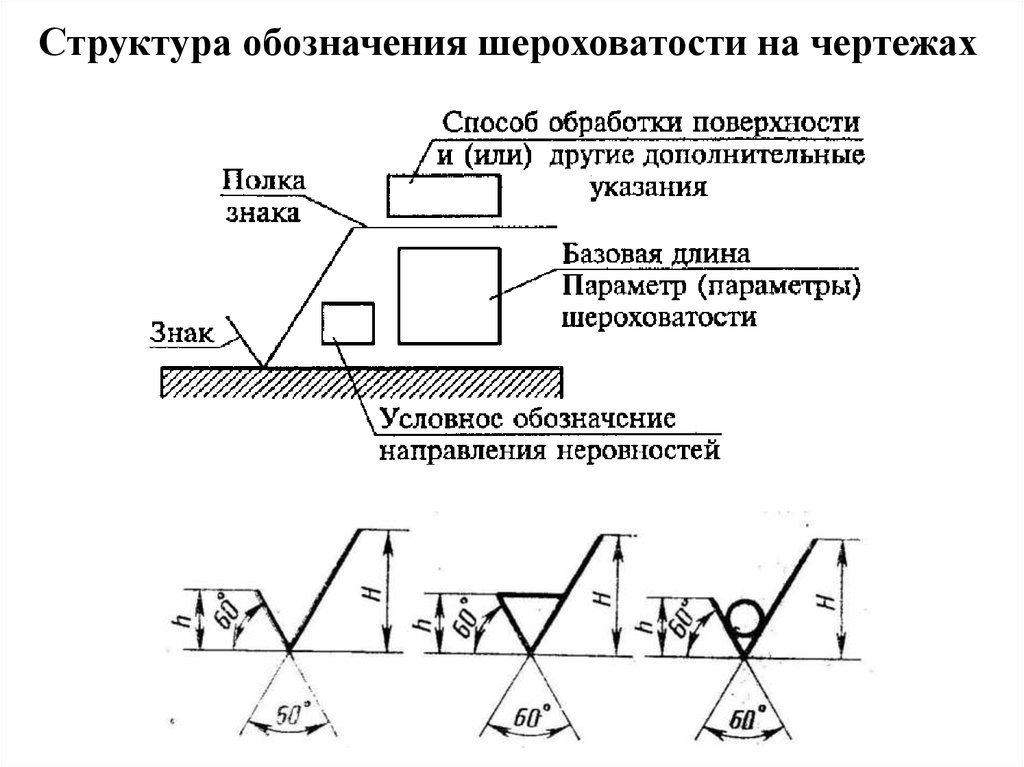 Мне нужно измерить шероховатость поверхности блока цилиндров и головки блока цилиндров.
Мне нужно измерить шероховатость поверхности блока цилиндров и головки блока цилиндров.
Какое измерение лучше всего использовать Ra, Ry, Rz, Rq?
Я всего лишь механик, а не машинист, поэтому, пожалуйста, потерпите меня, я новичок в этом.
Глен Диаз де Туэста
– Бристоль, Вирджиния
19 сентября 2013 г.
А. Привет, Глен. Возможно, для этого приложения можно использовать «принятую» или «традиционную» шкалу, и другой механик или машинист из этой отрасли может сказать нам обе… но я сомневаюсь в этом. Есть какая-то причина, по которой вы измеряете эту шероховатость, поэтому вам нужно выяснить, кто хочет знать шероховатость и зачем (или хотя бы в каком масштабе она им нужна). Удачи.
С уважением,
Тед Муни, ЧП
Стремление жить Алоха
finish.com – Пайн-Бич, Нью-Джерси
20 сентября 2013 г.
A. Как вы собираетесь измерять шероховатость? Если у вас есть профилометр, у него обычно есть настройки для измерения Ra, RMS и многого другого. Если детали, которые вы изготавливаете, предназначены для заказчика, обычно имеются спецификации по обработке поверхности.
AF Kenton
владелец бизнеса на пенсии – Хатборо, Пенсильвания
30 декабря 2013 г.
В. Всем привет, я наткнулся на отпечаток, на котором после механической обработки имеется выноска с шероховатостью поверхности менее 1,6 МИКРОН. Мой вопрос заключается в том, каким будет преобразование в Ra/µin. Я использую Mitutoyo SJ-201. Я не был уверен, что это так же просто, как переключение на мм в функции мм/дюйм? Кто-нибудь может помочь?
Э. Рич
– Боксборо, Массачусетс, США
Декабрь 2013 г.
A. Hi E.,
Согласно сообщению Max T от 11 ноября 2009 г. , Mitutoyo говорит «Ra 116 (дюймы) = Ra 2,95 (метрические) = Rmax 374 (дюймы) = Ry 9,5 (метрические)» .
, Mitutoyo говорит «Ra 116 (дюймы) = Ra 2,95 (метрические) = Rmax 374 (дюймы) = Ry 9,5 (метрические)» .
К сожалению, насколько мне известно, предположить, что “шероховатость поверхности” подразумевает чтение Ра, было бы прыжком веры.
С уважением,
Тед Муни, ЧП
Стремление жить Алоха
finish.com – Пайн-Бич, Нью-Джерси
21 августа 2015 г.
В. Учитывая все происходящее в мире «глобальное производство», почему нет «стандартных» средств измерения чистоты поверхности? Почему это должно быть так запутанно??
Грег ДеБлай
– Каледония Мичиган США
Август 2015 г.
A. Привет, Грег, я полностью сочувствую! Каждый раз, когда я хочу попытаться ответить на опубликованный вопрос по этой теме, мне приходится снова все это просеивать и пытаться вспомнить его ровно настолько, чтобы ответить. В следующем месяце ничего из этого не осталось в моих банках памяти, и мне приходится начинать все сначала 🙁
В следующем месяце ничего из этого не осталось в моих банках памяти, и мне приходится начинать все сначала 🙁
Но на самом деле дело в том, что для разных применений важны разные типы шероховатости, а не просто разные степени шероховатости. В моей области гальваники, например, никелирование может сгладить и придать блеск грубо отполированной стальной поверхности, скрыв тысячи очень крошечных царапин, но … покрытие скорее подчеркнет, чем скроет более глубокие царапины. Поэтому нам нужна шкала шероховатости, учитывающая, насколько глубока самая глубокая царапина, чтобы мы знали, пригодна ли поверхность для покрытия. Для фрикционных приложений самая глубокая царапина может вообще не иметь значения, и нас может полностью интересовать средняя глубина царапин; сколько масла просачивается через уплотнительное кольцо, может быть наиболее предсказуемо на основе какого-либо другого параметра шероховатости; визуальный блеск и зеркальность могут быть относительно не затронуты неровностями поверхности определенного рисунка и т. д. Я думаю, что Эйнштейн работал над Великой объединенной теорией шероховатости поверхности 🙂
д. Я думаю, что Эйнштейн работал над Великой объединенной теорией шероховатости поверхности 🙂
С уважением,
Тед Муни, ЧП RET
Стремление жить Алоха
finish.com – Пайн-Бич, Нью-Джерси
24 августа 2015 г.
A. Грег,
Несколько лет назад один из парней из одного из подкомитетов ASTM по стали, в котором я работаю, загорелся идеей составить какой-то стандарт отделки поверхности. После нескольких бесплодных совещаний рабочей группы он пришел к выводу, что проблема слишком сложна, ни у кого нет жизнеспособных идей, как заставить ее работать, и решил, что если кто-то и решит ее, то это будет не он.
Если кто-то еще чувствует себя готовым принять вызов, ASTM всегда открыт для введения нового стандарта. Однако это похоже на то, что уже произошло бы, если бы это было вообще практично.
Рэй Кремер
Stellar Solutions, Inc.
McHenry, Illinois
24 августа 2015 г.
FYI Кажется, что разные отрасли требуют разных параметров, чтобы соответствовать их потребностям или функционированию конечного продукта. Я придумал способ оценить оборудование для удаления чистовой обработки поверхности; однако это не отвечает потребностям универсального кода для шероховатости или гладкости. Можно подумать, что такие группы, как SME, ASME и т. д., попытаются решить эту проблему.
AF Kenton
владелец бизнеса на пенсии – Hatboro, Pennsylvania
Finishing.com стал возможным благодаря …
этот текст заменен на bannerText
Вопрос, ответ или комментарий в ЭТОЙ теме -или- Начать НОВУЮ тему
Отказ от ответственности: с помощью этих страниц невозможно полностью диагностировать проблему отделки или опасность операции. Вся представленная информация предназначена для общего ознакомления и не является профессиональным мнением или политикой работодателя автора. Интернет в значительной степени анонимен и непроверен; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Интернет в значительной степени анонимен и непроверен; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Если вы ищете продукт или услугу, связанную с отделкой металлов, проверьте эти каталоги:
О компании/Контакты – Политика конфиденциальности – ? – Reviews Wiki
Ra – средняя шероховатость поверхности . Rz — это разница между самым высоким «пиком» и самой глубокой «впадиной» на поверхности.
Аналогично, Что такое обработка поверхности RT? Rt- общая высота профиля шероховатости : Разница между высотой Zp самого высокого пика и глубиной Zv самой глубокой впадины в пределах оценочной длины ln (рис. 7).
Что такое обработка поверхности PMR? Pmr Коэффициент относительной длины материала основного профиля . Wmr Относительная длина материала профиля волнистости. ( В ДЕЛО из a шероховатость профиль ) Что такое 9000 значение? Что означает Ра? … 1, Раис среднее арифметическое абсолютных значений отклонений высоты профиля от средней линии , зарегистрированных в пределах оценочной длины. Проще говоря, Ra — это среднее значение набора отдельных измерений пиков и впадин поверхности.
Проще говоря, Ra — это среднее значение набора отдельных измерений пиков и впадин поверхности.
Во-вторых Что такое отделка поверхности TP? Среднее расстояние между неровностями профиля, Sm, представляет собой среднее значение расстояния между неровностями профиля в пределах оценочной длины. Отношение длины опоры профиля, tp, отношение длины опоры профиля к расчетной длине на заданном уровне .
Что такое RA и RT?
Ra равно целому среднему значению всех абсолютных отклонений профиля шероховатости от центральной линии в пределах длины измерения. … Максимальная высота пика до впадины Rt (DIN 4748) — это расстояние по вертикали между самым высоким пиком и самым низким пиком профиля шероховатости R в пределах общего расстояния измерения lm.
затем Как узнать, какое у меня покрытие поверхности? Чистота поверхности может быть измерена двумя способами: контактным и бесконтактным методами . Контактные методы включают перетаскивание измерительного пера по поверхности; эти приборы называются профилометрами.
Что такое высота пика до долины? высота от пика до впадины измеряет максимальную глубину неровностей поверхности на заданной длине образца, и наибольшее значение глубины принимается для измерения . Его получают путем измерения площади материала над произвольно выбранной базовой линией в сечении и площади огибающего прямоугольника. 1.
Что такое обработка поверхности 63?
Изм. RMA (RA) Стенд для среднеквадратичного значения (средняя шероховатость), это термин, используемый для измерения шероховатости поверхности, RMS 63 – это , гладкая поверхность , RMS 125 – это средняя производственная поверхность, RMS 25 – это очень чистая гладкая поверхность.
Что означает чистота поверхности 125? В 125 отделка означает 125 миллионных долей дюйма или 0,000125″.
Что такое обработка поверхности RSK?
Асимметрия (Rsk) равна мера среднего значения первой производной поверхности (отклонение поверхности от симметрии) . Отрицательное значение Rsk указывает на то, что поверхность состоит из впадин, тогда как говорят, что поверхность с положительной асимметрией содержит в основном пики и неровности.
Что такое обработка поверхности Ra 1.6? Таблица преобразования шероховатости поверхности
| Таблица преобразования шероховатости поверхности | ||
|---|---|---|
| Ra (микрометры) | Ra (микродюймы) | RMS |
| 0.4 | 16 | 17.6 |
| 0.8 | 32 | 32.5 |
| 1.6 | 63 | 64.3 |
How do you calculate Ra?
Ra рассчитывается как Среднее значение шероховатости поверхности, измеренное микроскопическими пиками и впадинами .
…
Это означает, что вы:
- Измерение высоты по микроскопическим пикам и впадинам.
- Вычислите КВАДРАТ каждого значения измерения.
- Вычислите СРЕДНЕЕ (или среднее) этих чисел (в квадрате).
- Найдите КОРЕНЬ из этого числа.
Что такое единица шероховатости?
Средняя шероховатость обычно измеряется либо в микрон (мкм), либо в микродюймах (мкдюйм, мкдюйм).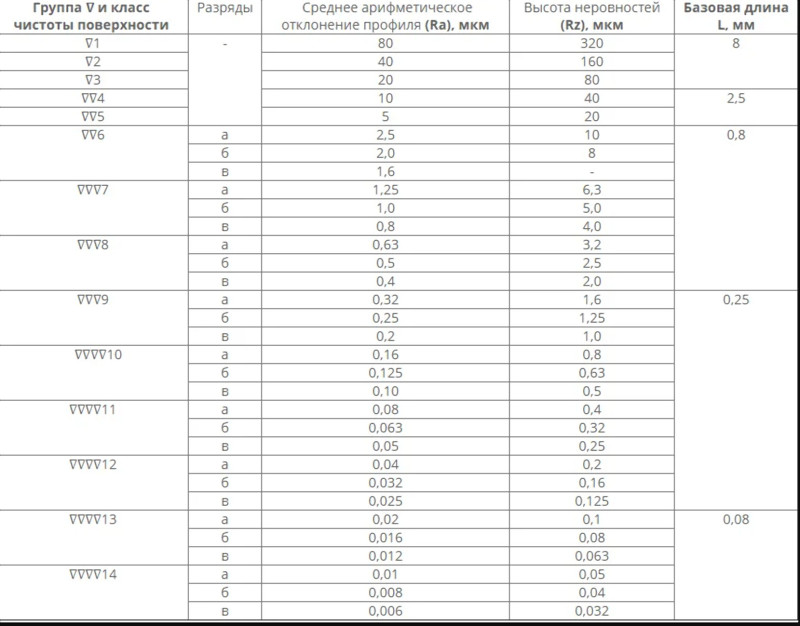 Один микрон равен примерно 40 микродюймам (µ”). Также обратите внимание, что «микрон» и «микрометр» эквивалентны, и оба термина обычно используются. Ключевой факт: у Ра есть юниты.
Один микрон равен примерно 40 микродюймам (µ”). Также обратите внимание, что «микрон» и «микрометр» эквивалентны, и оба термина обычно используются. Ключевой факт: у Ра есть юниты.
Что такое символы отделки поверхности? Шероховатость поверхности на чертеже представлена перевернутыми треугольниками . Базовый символ состоит из двух ветвей разной длины, наклоненных примерно под углом 60° к линии, изображающей рассматриваемую поверхность. Символ должен быть представлен тонкой линией.
Какие бывают виды отделки поверхности? Отделка поверхности может варьироваться от гладкой и блестящей до шероховатой и неотражающей . Несколько распространенных отделок поверхности обычно состоят из специального зерна, травления, пескоструйной обработки, полировки и трафаретной печати.
Почему важна отделка поверхности?
Отделка поверхности может влиять на способность детали противостоять износу и усталости ; способствовать или разрушать эффективную смазку; увеличивать или уменьшать трение и/или истирание с сопрягаемыми деталями; и противостоять коррозии.
Что такое конец PV? Конец p/v = ( высота / высота конец ) высота = высота пика. высота начала = высота впадины в начале пика. высота конца = высота впадины в конце вершины.
Как вручную рассчитать соотношение между пиками и впадинами?
Home p/v вычисляет отношение высоты пика к пику, у которого начало пика равно точке впадины. В данном случае это высота пика в 1,192 минуты, деленная на высоту впадины. End p/v вычисляет отношение высоты пика к пику, у которого конец пика равен точке впадины.
Как рассчитывается отношение пика к минимуму? Если вспомнить из совета №74, отношение высоты пика к высоте впадины рассчитывается как начало п/в или конец п/в . Высота относительно большого пика в 1,005 минуты заканчивается точкой впадины, поэтому Empower Software сообщает о конце p/v.
Что такое обработка поверхности N6?
Несущие поверхности…. N6 = 0,8 мм (микром) Тонко притертые поверхности…. N1 = 0,025 мм (микром)
Является ли более высокое качество поверхности более гладким? В целом, чем ниже Ra, тем выше чистота производственного применения сосуда.