Rz шероховатость: Ra, Rz, параметры, обозначение, виды
alexxlab | 18.02.2023 | 0 | Разное
РА, Rz, Rq, Rt поверхности шероховатость тестер SRT-5000 С литий-ионные аккумуляторные батареи
Характеристики Галерея Характер продукции Спросите цитату
Характеристики
Основная информация
Место происхождения: Пекин
Фирменное наименование: HUATEC
Сертификация: ISO, CE, GOST
Номер модели: SRT5000
экран дисплея: Дисплей OLED, высокая яркость, отсутствие перспективы
Параметр: Rz Rq Rt Ра
Длина забора (mm): 0,25, 0,80, 2,50
Батареи: батареи иона лития перезаряжаемые
Датчик: в построенном индуктивном типе
Высокий свет:
поверхностный тестер финиша
,метр поверхностной шершавости
Оплата и доставка Условия
Упаковывая детали: стандартный пакет экспорта
Время доставки: 1-4days
Условия оплаты: T / T, PayPal, Western Union
Поставка способности: 500pcs в месяц
Характеристики
Галерея
Характер продукции
Тестер SRT-5000 шероховатости поверхности
Ключевые слова: шероховатость поверхности, поверхностный финиш, портативный тестер шершавости, Ра шершавости, портативный тестер шершавости, mitutoyo тестера шершавости, машина шершавости испытывая, поверхностный тестер финиша, изготовление тестера шероховатости поверхности, тестер SRT5000 шероховатости поверхности andheld manufactureH испытывая машины шершавости
Особенности:
Возникновение используя дизайн прессформы тяги алюминиевый, прочный, способность значительную, согласие взаимодействия анти–электромагнитизма с настоящим новым веянием дизайна.
Путем использование высокоскоростных процессоров DSP для преобразования данных и вычисления, скорость измерять и вычисления значительно улучшена.
Жидкий кристалл принимает популярный дисплей OLED, высокую яркость, никакую перспективу, широкую температуру. Соответствующее для различных применений.
Используя батареи иона лития перезаряжаемые, оно может работать долгие часы без влияния памяти. Он также может работать с поручать. Поручая время коротко, пока время работы от батарей длинно.
Используйте общий интерфейс USB для того чтобы поручить и сообщение. Заряжатель пользы особенный или порт USB компьютера chargeIt удобных и быстрых.
Дисплей LCD матрицы точки, сообщение интерфейса богат.
Контроль в реальном времени силы и дисплея батареи лития, электрический заряд и своевременные напоминают потребителям.
Функция автоматического выключения, потребление низкой мощности и аппаратный проект делают аппаратуру рабочие часы превышают. Соответствующее для всех видов пользы поля.
Датчики возглавляют имеют защищают дверь, которые защищают голову датчиков эффектно. Гарантируйте верность измерений.
СПЕЦИФИКАЦИИ:
Параметры измерения (µm): Rz Rq Rt Ра
Длина хода (mm): 6
Пробовать длину (mm): 0,25, 0,80, 2,50
Длина оценки (mm): 1,25, 4,0,
Ряд измерения (µm): Ра: 0,05 | 10,0
Rz: 0,1 | 50
Ошибка индикации: ±15%
Varation индикации: <12%
Радиус дуги подсказки иглы касания и угол датчика
Радиус дуги подсказки: 10 µm±1 µm
Угол: 90
Измерение силы иглы касания датчика статическое и свой тариф
Измерение силы иглы касания статическое: ≤ 0.016N
Тариф измерения силы: ≤ 800N/m
Давление проводника датчика главное: ≤ 0.5N
Размер контура: 106 mm×70 mm×24 mm
Вес: 200g
Условия рабочей Среды
Температура: -20℃~40℃
Относительная влажность: Не окружать никакую вибрацию и никакое въедливое средство.
Стандартные аксессуары тестера SRT-5000 шероховатости поверхности:
Главный блок …………… . .1pc.
Переносная сумка ………… 1 ПК.
Руководство деятельности ……. 1 ПК.
Плита 1 стандартного образца [c
Сертификат продукта 1 ПК
тег:
Таблица шероховатости металла: виды и классы шероховатости
Опубликовано 2023-01-14
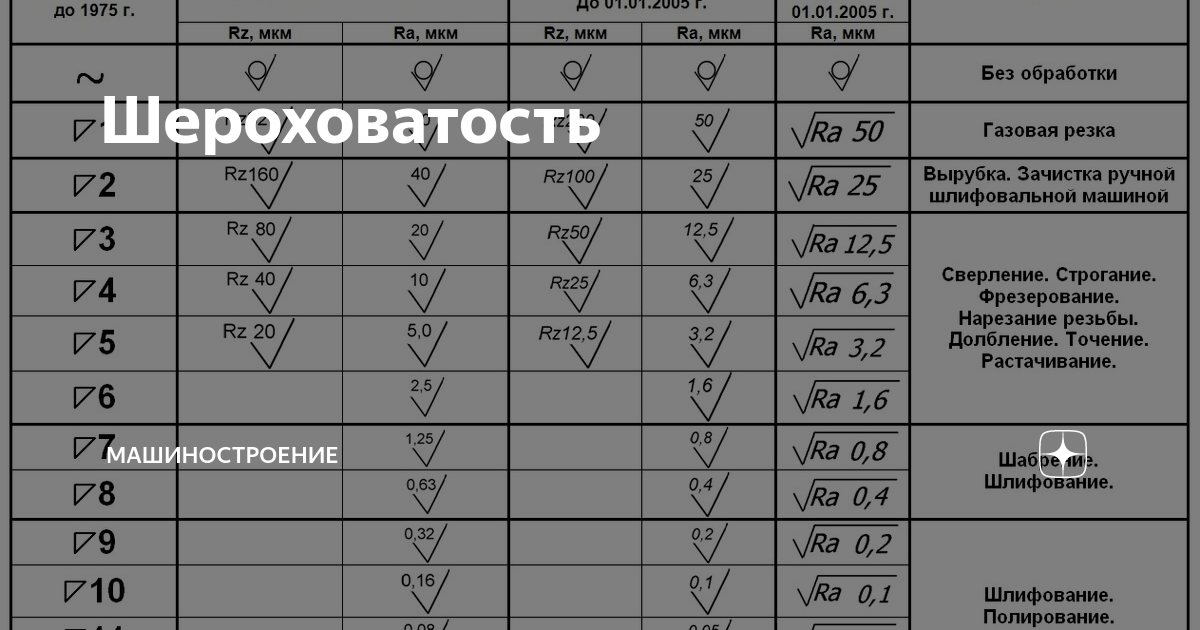
- Виды поверхностей по классам шероховатостей
- Числовые значения параметров шероховатости
- Наружные цилиндрические поверхности
- Внутренние цилиндрические поверхности
- Литье
- Плоскости
После механической обработки металлов поверхность заготовки не идеально ровная.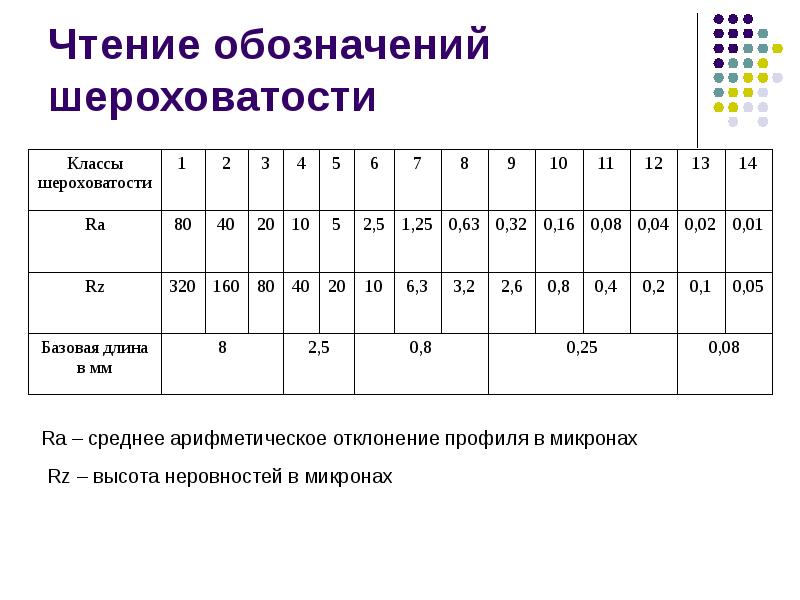 Невооруженным глазом заметить микрометры зазубрин, царапин или перепадов сложно. Однако их размеры четко описаны в ГОСТ 2789-73.
Невооруженным глазом заметить микрометры зазубрин, царапин или перепадов сложно. Однако их размеры четко описаны в ГОСТ 2789-73.
Минимальная деформация поверхности после обработки и называется шероховатостью металла.
При увеличении площади обрабатываемой поверхности растет и коэффициент шероховатости. На чертежах, как правило, обозначают следующие типы шероховатостей и параметры:
- Ra – среднее арифметическое отклонение профиля.
- Rz – выборка из десяти точек, по которым определяется высота неровности.
- Pmax – максимальная высота неровности.
- Sm – средний шаг неровности.
- S – средний шаг местных выступов на металле.
- Tp – относительная опорная длина, где p – это уровень сечения заготовки.
Шероховатость поверхности влияет на работу деталей машин так:
- Нарушение характера сопряжения деталей за счет быстрого износа (смятия) выступов профиля.
- Снижается жесткость в стыковых соединениях.
- Быстрое разрушение уплотнителя за счет шероховатой поверхности валов.
- Усталостная прочность снижается из-за неровностей, которые выступают в роли концентраторов напряжения.
- Шероховатость негативно влияет на герметичность соединений, качество гальванических связей.
- Точность измерения деталей ниже при шероховатой поверхности.
- Коррозия быстрее поражает поверхность с грубой обработкой.
Виды поверхностей по классам шероховатостей
Рассмотрим виды поверхностей металла по классам шероховатости:
- Без обработки – это состояние поставки, то есть механическая обработка отсутствует.
- Класс 1 – нерабочие контуры деталей (формы) для литья, штамповки или поковки.
- Класс 2 – заготовки под сварку, торцы пружин сжатия, опоры или масляные каналы в силовых валах.
- Класс 3 – несопрягаемые поверхности в неответственных деталях (основания, корпусы, отверстия и пазы, торцы валов).
- Класс 4 – прилегающие поверхности, но не посадочные (опорные плоскости корпусов, наружные поверхности зубчатых колес, канавки, фаски, закругления).

- Класс 5 – неответственные торцы, использование под втулки, шлицевые валы, выточки, шаровые поверхности ниппелей.
- Класс 6 – деталь используется, как поверхность выступающих частей быстровращающихся механизмов, зубья конических и цилиндрических колес.
- Класс 7– трущиеся поверхности деталей с малой нагрузкой, посадочные поверхности, наружные диаметры шлицевого соединения.
- Класс 8 – это посадочные поверхности с длительным сохранением заданной поставки, а также притираемые поверхности в герметичных соединениях.
- Класс 9 – это трущиеся поверхности в деталях с сильной нагрузкой, работающие в условиях постоянного трения, рабочие поверхности направляющих.
- Класс 10 – поверхность деталей, которые работают на трение и задают точность работы механизма.
- Класс 11 – рабочие шейки валов в быстроходных станках и механизмах, рабочие поверхности измерительных приборов.
- Класс 12 – зеркальные валики на координатно-расточных станках, поверхности шкал с оптическими отсчетами.

Чем выше класс неровности, тем меньше выражены неровности на микрометровом уровне. Соответственно, требования к обработке поверхностей классов 10-12 наиболее высоки, так как от них зависит качество готовой продукции.
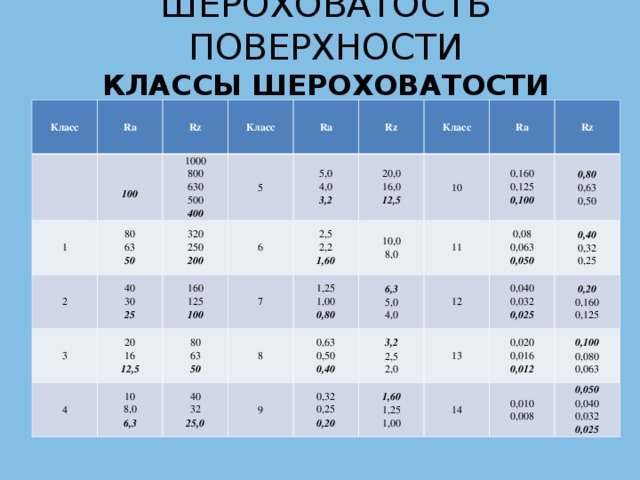
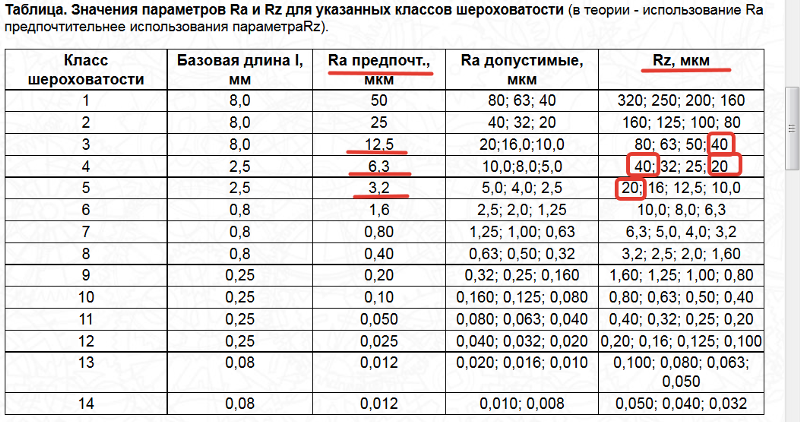
Числовые значения параметров шероховатости
| Классы шероховатости | Параметры шероховатости | Базовая длина L,мм | |||||
|---|---|---|---|---|---|---|---|
| Ra | Rz | ||||||
| грубее 1-го | — | — | 100 | 630 | 500 | 400 | 25 |
| 1 | 80 | 63 | 50 | 320 | 250 | 200 | 8,0 |
| 2 | 40 | 32 | 25 | 160 | 125 | 100 | |
| 3 | 20 | 16,0 | 12,5 | 80 | 63 | 50 | |
| 4 | 10 | 8,0 | 6,3 | 40 | 32 | 25 | 2,5 |
| 5 | 5,0 | 4,0 | 3,2 | 20 | 16 | 12,5 | |
| 6 | 2,5 | 2,0 | 1,6 | 10,0 | 8,0 | — | 0,8 |
| 7 | 1,25 | 1,0 | 0,80 | 6,3 | 5,0 | 4,0 | |
| 8 | 0,63 | 0,50 | 0,40 | 3,2 | 2,5 | 2,0 | |
| 9 | 0,32 | 0,25 | 0,20 | 1,60 | 1,25 | 1,00 | 0,25 |
| 10 | 0,160 | 0,125 | 0,100 | 0,80 | 0,63 | 0,50 | |
| 11 | 0,080 | 0,063 | 0,050 | 0,40 | 0,32 | 0,25 | |
| 12 | 0,040 | 0,032 | 0,025 | 0,20 | 0,16 | 0,125 | |
| 13 | 0,020 | 0,016 | 0,012 | 0,100 | 0,080 | 0,063 | 0,08 |
| 14 | 0,010 | 0,008 | — | 0,050 | 0,040 | 0,032 | |
Примечание: выделенные числовые значения параметров шероховатости рекомендованы к применению в машиностроении. Применение параметра Ra предпочтительно.
Применение параметра Ra предпочтительно.
Шероховатость поверхности при механических методах обработки
Наружные цилиндрические поверхности
| Методы обработки | Параметры шероховатости, мкм | |||||||||||||
| Rz | Ra | Rz | ||||||||||||
| 320 | 160 | 80 | 40 | 20 | 2,5 | 1,25 | 0,63 | 0,32 | 0,16 | 0,08 | 0,04 | 0,1 | ||
| Обтачивание | Предварительное | |||||||||||||
| Чистовое | ||||||||||||||
| Тонкое | ||||||||||||||
| Шлифование | Предварительное | |||||||||||||
| Чистовое | ||||||||||||||
| Тонкое | ||||||||||||||
| Притирка | Грубая | |||||||||||||
| Средняя | ||||||||||||||
| Тонкая | ||||||||||||||
| Отделка абразивным полотном | ||||||||||||||
| Обкатывание роликом | ||||||||||||||
| Шлифование-отделка (супер-финиширование) | ||||||||||||||
Внутренние цилиндрические поверхности
| Методы обработки | Параметры шероховатости, мкм | |||||||||||||
| Rz | Ra | Rz | ||||||||||||
| 320 | 160 | 80 | 40 | 20 | 2,5 | 1,25 | 0,63 | 0,32 | 0,16 | 0,08 | 0,04 | 0,1 | ||
| Растачивание | Предварительное | |||||||||||||
| Чистовое | ||||||||||||||
| Тонкое | ||||||||||||||
| Сверление | ||||||||||||||
| Зенкерование | Черновое (по корке) | |||||||||||||
| Чистовое | ||||||||||||||
| Развертывание | Нормальное | |||||||||||||
| Точное | ||||||||||||||
| Тонкое | ||||||||||||||
| Протягивание | ||||||||||||||
| Внутреннее шлифование | Предварительное | |||||||||||||
| Чистовое | ||||||||||||||
| Калибрование шариком | ||||||||||||||
| Притирка | Грубая | |||||||||||||
| Средняя | ||||||||||||||
| Тонкая | ||||||||||||||
| Шлифование – притирка (хонингование) | Нормаль- ное | |||||||||||||
| Зеркальное | ||||||||||||||
Литье
| Методы обработки | Параметры шероховатости, мкм | |||||||||||||
| Rz | Ra | Rz | ||||||||||||
| 320 | 160 | 80 | 40 | 20 | 2,5 | 1,25 | 0,63 | 0,32 | 0,16 | 0,08 | 0,04 | 0,1 | ||
| В землю | ||||||||||||||
| В оболочковыe формы | ||||||||||||||
| По выплавляемым моделям | ||||||||||||||
Плоскости
| Методы обработки | Параметры шероховатости, мкм | |||||||||||||
| Rz | Ra | Rz | ||||||||||||
| 320 | 160 | 80 | 40 | 20 | 2,5 | 1,25 | 0,63 | 0,32 | 0,16 | 0,08 | 0,04 | 0,1 | ||
| Строгание | Предварительное | |||||||||||||
| Чистовое | ||||||||||||||
| Тонкое | ||||||||||||||
| Цилиндрическое фрезерование | Предварительное | |||||||||||||
| Чистовое | ||||||||||||||
| Тонкое | ||||||||||||||
| Торцевое фрезерование | Предварительное | |||||||||||||
| Чистовое | ||||||||||||||
| Тонкое | ||||||||||||||
| Торцевое точение | Предварительное | |||||||||||||
| Чистовое | ||||||||||||||
| Тонкое | ||||||||||||||
| Плоское шлифование | Предварительное | |||||||||||||
| Чистовое | ||||||||||||||
| Притирка | Грубая | |||||||||||||
| Средняя | ||||||||||||||
| Тонкая | ||||||||||||||
Оцените нашу статью
[Всего голосов: 2 Рейтинг статьи: 5]
Когда Rz не Rz – Мичиганская метрология
Rz всегда Rz… не так ли? Обычно, но не обязательно.
Rz, средняя максимальная высота поверхности, является одним из наиболее широко используемых параметров текстуры поверхности. Он рассчитывается путем нахождения максимальной высоты от пика до впадины в пределах каждой длины выборки, а затем усреднения этих значений.
Rz имеет запутанную историю… но важно отметить, что практически все современные инструменты и программное обеспечение теперь вычисляют Rz одинаково. Несмотря на эту конвергенцию, все еще есть подводные камни, о которых вам нужно знать.
Rz рассчитывается сегодня следующим образом. Разница высот между самым высоким пиком и самой низкой впадиной определяется на каждой длине выборки. Затем эти значения усредняются по длине оценки, чтобы получить Rz. Это значение может обозначаться как Rz(DIN) в соответствии с немецким стандартом DIN 4768, в котором оно было впервые определено.
Сегодня все стандарты ISO, ASME и JIS определяют Rz с помощью этого расчета. Но это не всегда было так просто.
Когда был разработан стандарт JIS B0601, расчет Rz имел важное отличие: высота от пика до впадины на каждой длине выборки определялась с использованием0015 пять самых высоких пиков и пять самых глубоких долин, а не только один пик и долина. Это определение Rz иногда называют Rz(JIS).
Поскольку Rz(JIS) использует в пять раз больше точек, вклад самых экстремальных точек, как правило, несколько уменьшается. По этой причине Rz(JIS) всегда меньше, чем Rz(DIN).
В разные периоды с 1980-х по 1990-е годы стандарты ISO, ASME и JIS определяли Rz как Rz (JIS), и не всегда в одно и то же время. Это несоответствие создало большую путаницу: деталь, прошедшая окончательную проверку на одном предприятии, может быть отклонена при входном контроле на следующем просто потому, что на предприятиях использовались разные определения Rz!
Сегодня все стандарты определяют Rz по методу Rz(DIN) , используя один пик и одну впадину для расчета максимального отношения пика к впадине на длине выборки, а затем усредняя все значения по длине оценки. Когда программное обеспечение показывает «Rz», это означает Rz (DIN). Стандарт ASME также требует указания количества используемых длин выборки. Например, «Rz20» указывает, что Rz должен быть рассчитан для 20 длин выборки.
Когда программное обеспечение показывает «Rz», это означает Rz (DIN). Стандарт ASME также требует указания количества используемых длин выборки. Например, «Rz20» указывает, что Rz должен быть рассчитан для 20 длин выборки.
Тем не менее, есть ситуации, в которых Rz может сбить с толку:
- На старых чертежах Rz может указываться как Rz (JIS)
- Старые системы измерения и программное обеспечение могут рассчитывать Rz как Rz (JIS)
- Некоторые поставщики могут использовать чертежи или программное обеспечение, обозначающее Rz как Rz (JIS).
В качестве дополнительной сложности некоторые датчики будут делить всю длину оценки на пять и вычислять Rz по этим пяти «выборкам». Короткая трасса даст вам пять коротких «сэмплов», длинная трасса — пять длинных «сэмплов!»
Если вы начинаете видеть значения Rz, отличные от ожидаемых от процесса, или значения, отличные от тех, которые измеряет ваш поставщик или клиент:
- Проверьте, как на чертеже указано Rz, и что Rz вычисляется в соответствии с чертежом.

- Проверьте, как измерительная система и программное обеспечение рассчитывают Rz. В документации должны быть описаны расчеты; если нет, свяжитесь с продавцом.
- Убедитесь, что оценивается указанное количество длин выборки. Другая длина оценки даст другое значение Rz.
- Некоторое программное обеспечение включает как Rz(JIS), так и Rz(DIN) для поддержки старых чертежей. Убедитесь, что для анализа данных используется один и тот же правильный параметр.
Если вы хотите узнать больше о параметрах Rz и многих других практических вопросах, ознакомьтесь с Книга ответов по текстуре поверхности Карла Мусольфа и Марка Мальбурга. Он полон отличных идей о том, как определять, измерять и анализировать текстуру поверхности.
Вы также можете узнать больше о наших онлайн- и очных занятиях , чтобы глубже погрузиться в анализ текстуры поверхности.
PHASE II SRG-4600 Ra, Rz, Rq, Rt, Rs, Rsm, Rmax, Rpc, Rmr Параметр шероховатости Компаратор поверхности
Нажмите на изображение, чтобы увеличить
Перейти в конец галереи изображений
Перейти к началу галереи изображений
Технические характеристики Подробности Отзывы
| Марка | ФАЗА II |
|---|---|
| Модель № | СРГ-4600 |
| Диаметр наконечника | 5 мкм |
| Стандарты | ИСО; ДИН; JIS; АНСИ |
| Доступный параметр шероховатости | Ra, Rz, Rq, Rt, Rs, Rsm, Rmax, Rpc, Rmr |
| Тип | Измеритель шероховатости поверхности |
| Отсечка IC | 0,009/0,03/0,09 дюйма (0,25/0,8/2,5 мм) |
| Вывод данных | USB |
| Размеры | 4,68 x 1,85 x 2,55 дюйма |
| Фильтр | RC, PC-RC, GAUSSIAN, DP |
| Точность измерения | ≤±10% |
| Диапазон измерения | Ra, Rq: 0,01–40 мкм, Rz, Rt, Rm: 0,02–160 мкм |
| Рабочая температура | 41°F-104°F (5°C-40°C) |
| Блок питания | Литий-ионная аккумуляторная батарея |
| Стойка 65 | 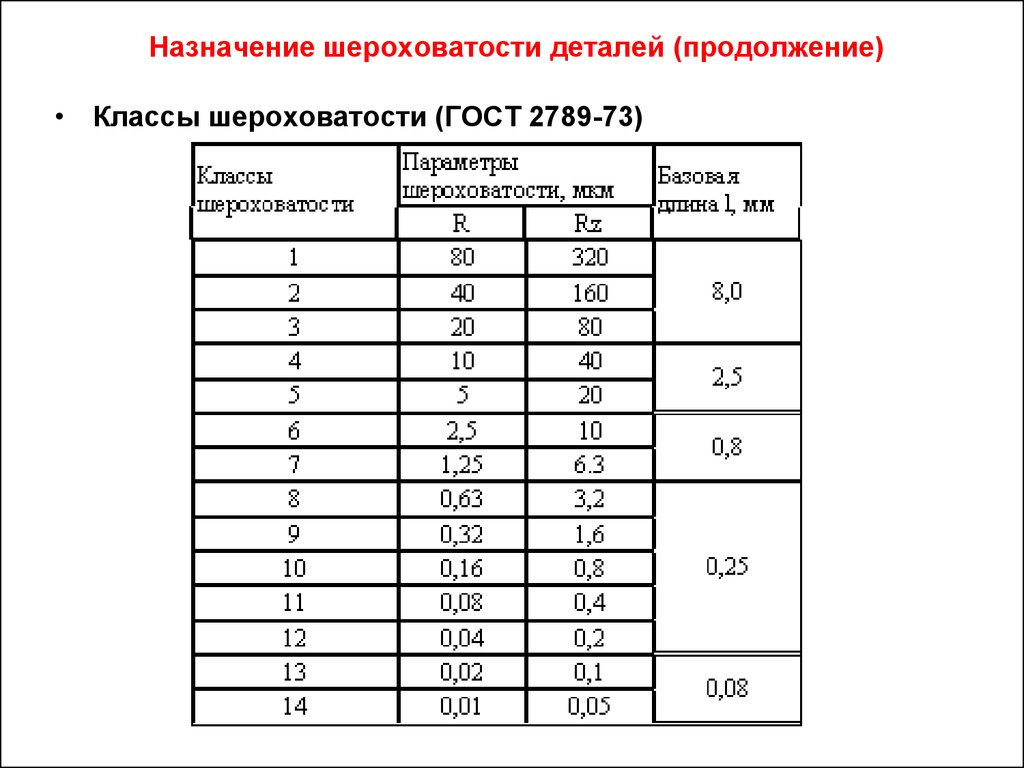 65″> Да 65″> Да |
| Повторяемость | ≤6% |
| Разрешение | 3 разрешения: 0,01 мкм/+/-20 мкм; 0,02 мкм/+/-40 мкм; 0,04 мкм/+/-80 мкм |
| Тип наконечника | Алмаз, радиус: 5 мкм |
| Возможности отслеживания | Скорости трассировки (3): скорость 1 мм/с (длина выборки 2,5 мм); скорость 0,5 мм/с (длина выборки 0,8 мм); скорость 0,135 мм/с (длина выборки 0,25 мм) |
| Вес | 0,97 фунта. |
| Страна происхождения | ИМПОРТ |
| Ограничения на доставку | Доставка UPS (прямая поставка) |
Многие продукты для металлообработки содержат металлы, на которые распространяется последнее предупреждение в соответствии с Предложением 65.