С 193: С-193 Станок токарный настольный повышенной точности. Паспорт, схемы, характеристики, описание
alexxlab | 29.05.2023 | 0 | Разное
С-193 Станок токарный настольный повышенной точности. Паспорт, схемы, характеристики, описание
Сведения о производителе токарного настольного станка С-193
Производителем настольного токарного станка С-193 является Кироваканский завод прецизионных станков, КЗПС г. Кировокан (сегодня г. Ванадзор), Армения.
Станки, выпускаемые Кироваканским заводом прецизионных станков, КЗПС
- 1Д601 – станок токарный настольный Ø 125
- 1Е604 – станок токарно-винторезный повышенной точности Ø 200
- 2Д103П – станок сверлильный вертикальный с плавающим столом Ø 3
- 2М103П – станок сверлильный настольный Ø 3
- 16Б05П – станок токарно-винторезный повышенной точности Ø 250
- 16В02А – станок токарный настольный повышенной точности Ø 140 х 275
- 16Т02П – станок токарный настольный повышенной точности Ø 125
- 16Т04А – станок токарный особо высокой точности Ø 200 х 350
- 16У03П – станок токарно-винторезный повышенной точности Ø 160
- 16У04П – станок токарно-винторезный повышенной точности Ø 200
- 1600 – станок токарный настольный повышенной точности Ø 100
- 1603 – станок токарно-винторезный повышенной точности Ø 160
- С-155, СА-155 – станок сверлильный настольный Ø 3
- С-193 – станок токарный настольный повышенной точности Ø 200
- С193н – станок токарный настольный повышенной точности Ø 200
С-193 Настольный токарный станок повышенной точности.
 Назначение, область применения
Назначение, область примененияНастольный универсальный токарный станок модели С-193 повышенной точности предназначается для точных работ токарных работ по дереву, пластмассам и металлу, выполняемых в цанге, в патроне, на планшайбе и в центрах.
На станке С-193 могут выполниться наружная обточка, расточка, сверление и другие операции. Применение приспособлений дает возможность выполнять на станке, кроме точения, наружное и внутреннее шлифование, нарезание резьбы, фрезерование и нарезание зуба.
Станок С-193 применяется для точных токарных работ и инструментальных и опытных цехах часовой и приборостроительной промышленности.
Токарный станок С-193, оснащенный набором приспособлений, может использоваться также для работы токарями-механиками.
Общий вид токарного станка С-193
Фото токарного станка С-193
Фото токарного станка С-193. Смотреть в увеличенном масштабе
Фото токарного станка С-193
Фото токарного станка С-193. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Фото токарного станка С-193
Фото токарного станка С-193. Смотреть в увеличенном масштабе
Фото токарного станка С-193
Фото токарного станка С-193. Смотреть в увеличенном масштабе
Фото токарного станка С-193
Фото токарного станка С-193. Смотреть в увеличенном масштабе
Расположение составных частей и органов управления токарным станком С-193
Расположение органов управления токарным станком С-193
Расположение органов управления токарно-винторезным станком С-193. Смотреть в увеличенном масштабе
Конструкция токарного станка С-193
На фиг. 22 дан общий вид токарного станка типа С-193. Этот станок предназначается для обработки заготовок, устанавливаемых в центрах, в цанге, в кулачковом патроне или на планшайбе. Высота центров станка 100 мм, а расстояние между ними — 500 мм. Диаметр отверстий шпинделя равен 20 мм, а наибольший диаметр прутка, обрабатываемого в цанге , — 14 мм. Габариты станка: длина 1250 мм, ширина 590 мм, высота 1210 мм. Станок приводится в движение от электродвигателя мощностью 1 кВт, делающего 1420 об/мин. В результате наличия бесступенчатого редуктора станок имеет широкие возможности регулирования скоростей шпинделя, что позволяет установить нужное число оборотов, а следовательно, осуществить наивыгоднейший режим резания. Наибольшее число оборотов шпинделя — 3000, а наименьшее — 150 в минуту. Суппорт можно перемещать от руки вдоль станины и укреплять в нужном положении маховичком-гайкой 1, помещенным под суппортом. После закрепления суппорта в нужном положении резец, укрепленный на резцовой части суппорта, можно подавать в поперечном направлении маховичком 2, а в продольном — маховичком 3. Продольное и поперечное перемещения резца регулируются лимбом с точностью до 0,01 мм. В продольном и поперечном направлениях резец перемещается за один оборот лимба на 2 мм. Резцовые салазки могут быть повернуты на угол 90°. При использовании станка для сверления заготовок в пиноль задней бабки непосредственно или при помощи патрона укрепляется сверло.
Габариты станка: длина 1250 мм, ширина 590 мм, высота 1210 мм. Станок приводится в движение от электродвигателя мощностью 1 кВт, делающего 1420 об/мин. В результате наличия бесступенчатого редуктора станок имеет широкие возможности регулирования скоростей шпинделя, что позволяет установить нужное число оборотов, а следовательно, осуществить наивыгоднейший режим резания. Наибольшее число оборотов шпинделя — 3000, а наименьшее — 150 в минуту. Суппорт можно перемещать от руки вдоль станины и укреплять в нужном положении маховичком-гайкой 1, помещенным под суппортом. После закрепления суппорта в нужном положении резец, укрепленный на резцовой части суппорта, можно подавать в поперечном направлении маховичком 2, а в продольном — маховичком 3. Продольное и поперечное перемещения резца регулируются лимбом с точностью до 0,01 мм. В продольном и поперечном направлениях резец перемещается за один оборот лимба на 2 мм. Резцовые салазки могут быть повернуты на угол 90°. При использовании станка для сверления заготовок в пиноль задней бабки непосредственно или при помощи патрона укрепляется сверло.
При обработке детали в центрах центр задней бабки вместе с пинолью закрепляют от продольного перемещения рукояткой 6.
Для закрепления детали в цанговом патроне пользуются маховичком 7 цангодержателя.
Во избежание вибраций шпинделя, отражающихся на чистоте поверхности обрабатываемой детали, шпиндель станка разгружен от натяжения ремня. Таким образом, исключена возможность передачи ремнем толчков, а следовательно, и вибраций, которые сказываются особенно в том случае, если концы ремня недостаточно хорошо соединены друг с другом.
При обработке длинных и тонких деталей к станку прилагается откидной люнет.
К рассматриваемому станку прилагаются устройства, дающие возможность, помимо точения, производить наружное и внутреннее шлифование, нарезание резьбы резцом, фрезерование, нарезание зубьев колес, сверление.
Как было указано выше, станок приводится в движение электродвигателем. Последний укрепляется на нижней плите между тумбами под защитным кожухом.
Для удобства выполнения работ на станке предусмотрено двойное управление. Педаль 8 служит для включения и выключения шпинделя, а также для реверсирования хода станка. Для ручного же управления вращением шпинделя служит рукоятка 9.
Для изменения числа оборотов шпинделя пользуются маховичком 10.
Для быстрой остановки шпинделя конструкцией станка предусмотрено тормозное устройство, действующее от рычага 11.
Для вращения шпинделя вручную служит маховичок 12, а для стопорения шпинделя — рукоятка 13.
В тормозном шкиве расположены четыре ряда отверстий. Три ряда, имеющие 100, 60 и 40 отверстий, используются для деления обрабатываемой детали, а четвертый ряд с 12 отверстиями — для стопорения шпинделя при выполнении ручных работ или же работ по фрезерованию.
Как было указано выше, к станку прилагается ряд устройств. Эти устройства приводятся в движение от специального электродвигателя, для включения и выключения которого служит рукоятка 14.
Станок имеет индивидуальное освещение. Лампа для освещения с гибким рукавом укреплена на корыте станка. С левой стороны левой тумбы помещен выключатель 15 индивидуального освещения. На верху правой тумбы помещается поворотный литой ящик для инструментов.
Схема кинематическая токарного станка С-193
Кинематическая схема токарного станка С-193
Кинематическая схема токарного станка С-193. Смотреть в увеличенном масштабе
Кинематическая схема токарного станка С-193 приведена на фиг. 23. Как видно из рассматриваемой схемы, электродвигатель через упругую муфту 1 передает движение приемному валу 2 шарикового бесступенчатого редуктора. Выходной вал 3 редуктора при помощи пластинчатой предохранительной муфты 4 передает движение на ведущий шкив 5. Пластинчатая предохранительная муфта предохраняет редуктор от перегрузки его при работе станка. Плоским ремнем движение от шкива 5 передается ведомому шкиву 6, установленному на шпинделе станка.
Плоским ремнем движение от шкива 5 передается ведомому шкиву 6, установленному на шпинделе станка.
Передняя шейка шпинделя имеет двойной конус, задняя же имеет цилиндрическую форму и вращается в разрезной втулке, имеющей наружный конус. Задняя и передняя опоры подтягиваются при помощи гаек. Около задней опоры, как видно из фиг. 23, установлен регулируемый упорный шариковый подшипник, который, с одной стороны, служит для разгрузки передней конической опоры, а с другой — для восприятия части осевых усилий, возникающих на шпинделе станка. Усилие, воспринимаемое этим подшипником, передается на корпус бабки. Для натяжения ремня между ведущим 5 и ведомым шкивом 6 устанавливается натяжной ролик 7. Для выполнения серийных сверлильных работ к станку С-193 прилагается рычажная задняя бабка, которую устанавливают вместо обычной задней бабки. Сверло устанавливают в цангу, которую укрепляют в пиноли задней бабки, имеющей для этой цели конусное отверстие. Пиноль перемещают в корпусе задней бабки при помощи рычага, вследствие чего рассматриваемая задняя бабка и носит название рычажной в отличие от обычной, которая называется винтовой, так как у ней пиноль подается винтом. Наибольший ход пиноли у рычажной бабки равен 100 мм.
Наибольший ход пиноли у рычажной бабки равен 100 мм.
Для передачи движения устройствам для шлифования и фрезерования служит отдельный электродвигатель, делающий 1400 об/мин и имеющий мощность 0,25 кВт. От электродвигателя движение устройствам передается через контрпривод. Контрпривод состоит из плиты, на которую устанавливается электродвигатель, и стойки, несущей на себе две пары роликов, направляющих круглый ремень на ведомый шкив приспособления. Натяжение ремня осуществляется изменением положения роликов. Контрпривод крепится к заднему платику корыта.
Конструкция токарного станка С-193
Устройство для фрезерования к токарному станку С-193
Устройство для фрезерования к токарному станку С-193. Смотреть в увеличенном масштабе
На фиг. 24 показано устройство 1 для фрезерования и деления, устанавливаемое и прикрепляемое к верхней части суппорта станка. Фрезу устанавливают и закрепляют в шпинделе приспособления или с помощью цанги, или на специальной оправке. Вертикальное перемещение фрезы осуществляется от маховичка при помощи ходового винта. Наибольшая величина вертикального перемещения равна 90 мм, перемещение на одно деление лимба соответствует 0,02 мм.
Вертикальное перемещение фрезы осуществляется от маховичка при помощи ходового винта. Наибольшая величина вертикального перемещения равна 90 мм, перемещение на одно деление лимба соответствует 0,02 мм.
Устройство для деления 2 крепится с левой стороны передней бабки и представляет собой простую делительную головку с характеристикой, равной 60. Червячное колесо делительной головки устанавливается на шпиндель станка, сообщая ему соответствующий поворот. Конструкцией делительной головки предусмотрено выключение червяка из зацепления с червячным колесом, что дает возможность освободить шпиндель. К делительному устройству (к делительной головке) прилагают четыре делительных диска, характеристика которых приведена в табл. 3. На рассматриваемой фигуре можно видеть установленную рычажную бабку вместо обычной винтовой.
Делительные диски к токарному станку С-193
Устройство для наружного шлифования к токарному станку С-193
Устройство для наружного шлифования к токарному станку С-193. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
На фиг. 25 показано устройство для наружного шлифования. Устройство устанавливают и крепят на верхней части суппорта. Шпиндель вращается на трех радиальных шариковых подшипниках. Шлифовальный круг устанавливают с левой стороны шпинделя между двумя фланцами и крепят на шпинделе гайкой. С правой стороны шпинделя помещается приводной шкив. Устройство для внутреннего шлифования показано на фиг. 26. Установку и крепление устройства производят на верхней части суппорта так же, как и устройства для наружного шлифования. Пиноль устройства вращается в цилиндрических стальных втулках и рукояткой 1 может перемещаться вдоль своей оси. С левой стороны пиноль имеет конусное отверстие, в которое вставляется оправка с укрепленным на ней шлифовальным кругом. Установка пиноли по высоте производится вместе с бабкой при помощи двух упорных винтов. Пиноль приводится в движение приводным шкивом через контрпривод.
Кинематические схемы фрезерного и шлифовальных устройств показаны на фиг. 27; простота их исключает необходимость описания.
27; простота их исключает необходимость описания.
Устройство для внутреннего шлифования к токарному станку С-193
Устройство для внутреннего шлифования к токарному станку С-193. Смотреть в увеличенном масштабе
Резьбонарезное устройство к токарному станку С-193
Резьбонарезное устройство к токарному станку С-193. Смотреть в увеличенном масштабе
На фиг. 28 показано резьбонарезное устройство, которое крепится с левой стороны передней бабки токарного станка. От зубчатого колеса, установленного на шпиндель станка, движение передается через сменные зубчатые колеса, установленные на гитаре, к валику 1 устройства. Валик 1 связан карданной телескопической передачей 2 с винтом 3 продольной подачи, суппорта станка, при вращении винта суппорт с установленным на нем резьбовым резцом получит перемещение. С помощью набора, состоящего из 12 сменных зубчатых колес, прилагаемых к этому устройству, можно нарезать правые и левые метрические резьбы с шагом от 0,25 до 2,5 мм. Подобные резьбонарезные устройства находят широкое применение в приборостроении.
Подобные резьбонарезные устройства находят широкое применение в приборостроении.
Устройство для нарезания резьбы к токарному станку С-193
Устройство для нарезания резьбы к токарному станку С-193. Смотреть в увеличенном масштабе
Другого вида устройство для нарезания резьбы показано на фиг. 29, а. Это — устройство накидного типа. С левой стороны на шпиндель токарного станка устанавливается винтовой копир 1, называемый на производстве катушкой; резьба этого копира соответствует той резьбе, которую желают получить на обрабатываемой детали. При помощи рукоятки 2 полугайка 3 (в дальнейшем для простоты будем называть гайкой) опускается на копир, а так как при включении станка копир вращается, то гайка перемещается в продольном направлении и с помощью стержня 4 тянет за собой суппорт 5 с установленным на нем дисковым резьбовым резцом б или резьбовой гребенкой. Длина нарезаемой резьбы ограничивается длиной копира, а глубина регулируется винтом 7 суппорта. Левой рукой рабочий слегка прижимает гайку к копиру, а вращая винт 7, правой рукой подает резец на нужную глубину. Рукоятка 2 и суппорт 5 при работе перемещаются вместе как одно целое, при наладке же могут поворачиваться раздельно относительно стержня 4, перемещаться вдоль него и закрепляться в нужном положении соответствующими винтами.
Рукоятка 2 и суппорт 5 при работе перемещаются вместе как одно целое, при наладке же могут поворачиваться раздельно относительно стержня 4, перемещаться вдоль него и закрепляться в нужном положении соответствующими винтами.
Рукоятка 2, а следовательно, и гайка 3, а также суппорт располагаются относительно друг друга так, что при опускании гайки на копир резец опускается на обрабатываемую деталь 8, зажатую в цанге станка, гайка перемещается вдоль копира, а резец — по обрабатываемой детали, производя нарезку резьбы. Резьба, как правило, нарезается за несколько проходов. Как только резец прошел на нужную длину, рабочий приподнимает рукоятку, а тем самым приподнимается и резец; после этого рабочий отводит рукоятку, а следовательно, и суппорт в исходное положение и, снова опуская рукоятку, проходит резьбу второй раз и т.д. до тех пор, пока не получит соответствующий размер резьбы по диаметру. Для уменьшения трения между копиром и гайкой копир изготовляют из стали, а гайку — из бронзы или латуни.
На фиг. 29,б приведено резьбонарезное устройство несколько иной конструкции, хотя основной принцип его действия тот же, что и в устройстве, показанном на фиг. 28.
Копир 1 в этом устройстве устанавливается не на шпиндель, а на дополнительный валик, приводящийся в движение от шпинделя зубчатыми колесами 2 и 3, передаточное отношение которых меньше единицы. В практике передаточное отношение этих зубчатых колес обычно делается равным 1 : 2. В этом случае шаг резьбы копира должен быть вдвое больше, чем шаг резьбы, нарезаемой на детали.
Такая конструкция имеет то преимущество, что с увеличением шага копир получает резьбу увеличенной глубины, что способствует лучшему направлению гайки по копиру.
Встречаются в практике токарные станки, у которых на станине укрепляется специальная линейка, по которой скользит упорный штифт, установленный в резьбовой суппорт. Тогда при опускании гайки на копир резец опускается на обрабатываемую деталь, а упорный штифт — на специальную линейку. Подача резца на глубину осуществляется, как и в рассмотренных выше конструкциях, маховичком. Преимущество такого устройства заключается в том, что давление рабочего на рукоятку резьбонарезного устройства передается не на копир, а на линейку, привернутую к станине станка, что уменьшает износ копира, гайки, требует меньшего навыка в работе с указанным устройством, а резьба на изготавливаемых деталях получается несколько чище.
Подача резца на глубину осуществляется, как и в рассмотренных выше конструкциях, маховичком. Преимущество такого устройства заключается в том, что давление рабочего на рукоятку резьбонарезного устройства передается не на копир, а на линейку, привернутую к станине станка, что уменьшает износ копира, гайки, требует меньшего навыка в работе с указанным устройством, а резьба на изготавливаемых деталях получается несколько чище.
Следует иметь в виду, что копиры и гайки, как и все работающие детали, изнашиваются и для получения хороших резьб подлежат периодическому контролю.
Читайте также: Производители токарных станков в России
с-193 Станок токарный настольный повышенной точности. Видеоролик.
Основные технические характеристики станка С-193
| Наименование параметра | С193н | С-193 | |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности | П | ||
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | |
| Наибольший диаметр заготовки над суппортом, мм | 120 | 120 | |
| Высота центров над плоскими направляющими станины, мм | 100 | 100 | |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 500 | 500 | |
| Наибольшая длина обработки при одной установке суппорта, мм | 90 | ||
| Наибольшая высота / ширина резца, мм | 20 / 10 | ||
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 20 | 20 | |
| Диаметр отверстия в цанге, мм | 14 | ||
| 6 | |||
| Частота вращения шпинделя, об/мин | 255.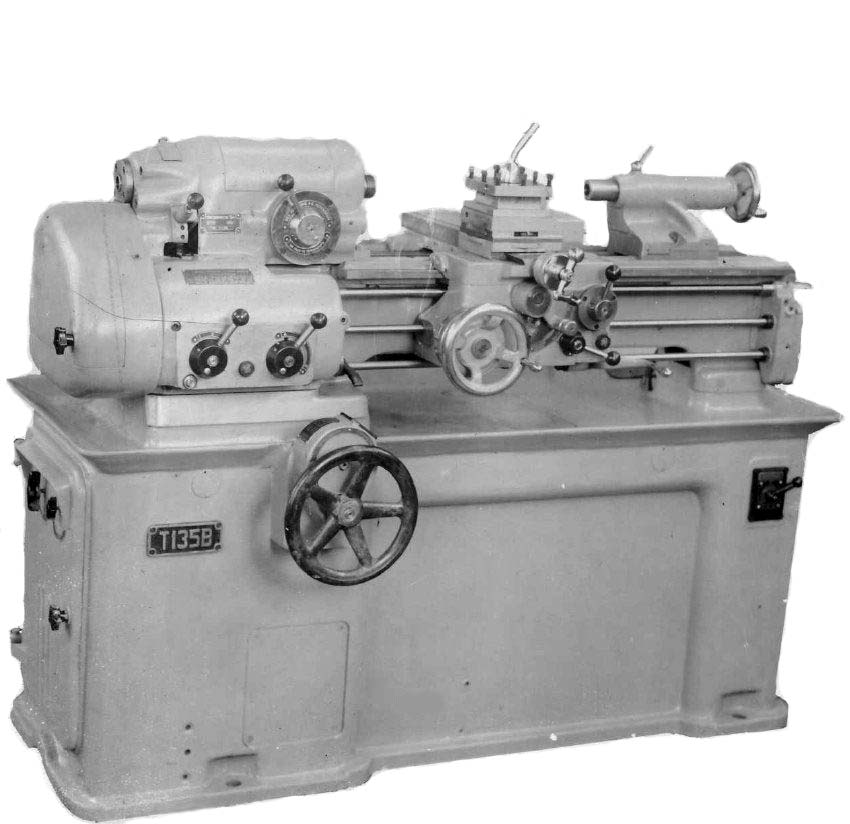 .3100 .3100 | 150..3000 | |
| Суппорт | |||
| Продольное перемещение суппорта без переустановки, мм | 90 | ||
| Наибольшее поперечное перемещение суппорта, мм | 90 | ||
| Цена деления лимба при продольном перемещении суппорта, мм | 0,02 | 0,01 | |
| Цена деления лимба при поперечном перемещении суппорта, мм | 0,02 | 0,01 | |
| Перемещение суппорта продольное на один оборот лимба, мм | 2 | 2 | |
| Перемещение суппорта поперечное на один оборот лимба, мм | 2 | 2 | |
| Наибольшее перемещение верхних (резцовых) салазок, мм | |||
| Перемещение резцовых салазок на одно деление лимба, мм | |||
| Угол поворота верхней каретки суппорта, град | ±90° | ||
| Задняя бабка | |||
| Конус Морзе задней бабки | Морзе 1 | ||
| Наибольшее перемещение пиноли, мм | 70 | 70 | |
| Электрооборудование | |||
| Напряжение питания электродвигателя, В | 380/220 | ||
| Электродвигатель привода, кВт (об/мин) | 0,8; 1,8; 2,0 (700; 1400; 2800) | 1 (1420) | |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1240 х 550 х 1215 | 1250 х 590 х 1210 | |
| Масса станка с принадлежностями, кг | 600 |
- Ачеркан Н.
 С. Металлорежущие станки, Том 1, 1965
С. Металлорежущие станки, Том 1, 1965 - Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Головин Г.М., Пешков Е.О. Специальные станки в приборостроении, 1952
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Локтева С.Е. Станки с программным управлением, 1986
- Модзелевский А. А., и др. Токарные станки, 1973
- Пекелис Г. Д., Гельберг Б.Т. Технология ремонта металлорежущих станков, 1970
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.
 Н. Металлорежущие станки, 1988
Н. Металлорежущие станки, 1988
Список литературы:
Связанные ссылки. Дополнительная информация
С193н Станок токарный настольный повышенной точности. Паспорт, схемы, характеристики, описание
Сведения о производителе токарного настольного станка С193н
Производителем настольного токарного станка С193н является Кироваканский завод прецизионных станков, КЗПС г. Кировокан (сегодня г. Ванадзор), Армения.
Станки, выпускаемые Кироваканским заводом прецизионных станков, КЗПС
- 1Д601 – станок токарный настольный Ø 125
- 1Е604 – станок токарно-винторезный повышенной точности Ø 200
- 2Д103П – станок сверлильный вертикальный с плавающим столом Ø 3
- 2М103П – станок сверлильный настольный Ø 3
- 16Б05П – станок токарно-винторезный повышенной точности Ø 250
- 16В02А – станок токарный настольный повышенной точности Ø 140 х 275
- 16Т02П
- 16Т04А – станок токарный особо высокой точности Ø 200 х 350
- 16У03П – станок токарно-винторезный повышенной точности Ø 160
- 16У04П – станок токарно-винторезный повышенной точности Ø 200
- 1600 – станок токарный настольный повышенной точности Ø 100
- 1603 – станок токарно-винторезный повышенной точности Ø 160
- С-155, СА-155 – станок сверлильный настольный Ø 3
- С-193 – станок токарный настольный повышенной точности Ø 200
- С193н – станок токарный настольный повышенной точности Ø 200
С193н Настольный токарный станок повышенной точности.
 Назначение, область применения
Назначение, область примененияНастольный универсальный токарный станок модели С193н повышенной точности предназначается для точных работ токарных работ по дереву, пластмассам и металлу, выполняемых в цанге, в патроне, на планшайбе и в центрах.
На станке С193н могут выполниться наружная обточка, расточка, сверление и другие операции. Применение приспособлений дает возможность выполнять на станке, кроме точения, наружное и внутреннее шлифование, нарезание резьбы, фрезерование и нарезание зуба.
Станок С193н применяется для точных токарных работ и инструментальных и опытных цехах часовой и приборостроительной промышленности.
Токарный станок С193н, оснащенный набором приспособлений, может использоваться также для работы токарями-механиками.
Основные характеристики токарного станка С193н
Производитель: Кироваканский завод прецизионных станков, г. Кировокан (сегодня г. Ванадзор).
Токарный станок С193н производился c 1962 года.
- Точность станка С193н – “П” (повышенная) по ГОСТ 8;
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной – Ø 200 мм;
- Наибольший диаметр точения заготовки типа Вал над верхней частью суппорта – Ø 120 мм;
- Расстояние между центрами – 500 мм;
- Конец шпинделя – Специальный под цангу
- Наибольший диаметр обрабатываемого прутка – Ø 18 мм в патроне и Ø 14 мм в цанге;
- Количество скоростей шпинделя – 6 3-х скоростной двигатель и 2-х ступенчатый редуктор;
- Обороты шпинделя – 255, 515, 770, 1030, 1550, 3100 об/мин;
- Опора шпинделя задняя и средняя – радиальные шарикоподшипники 15 х 35 х 11 3 шт.
- Опора шпинделя передняя – подшипники скольжения
- Торможение шпинделя – есть;
- Питающая сеть – 380 В;
- Электродвигатель привода шпинделя – 0,8; 1,8; 2,0 кВт; 3-х скоростной 700; 1400; 2800 об/мин;
- Вес станка с принадлежностями – 600 кг.

Габаритные размеры рабочего пространства токарного станка С193н
Габаритные размеры рабочего пространства станка С193н
Шпиндель токарного станка С193н
Шпиндель токарного станка С193н
Общий вид токарного станка С193н
Фото токарного станка С193н
Фото токарного станка С193н. Смотреть в увеличенном масштабе
Фото токарного станка Schaublin 102-80
Расположение составных частей и органов управления токарным станком С193н
Расположение органов управления токарным станком С193н
Спецификация составных частей и органов управления токарного станка С193н
- 1. Станина
- 2. Передняя бабка
- 3. Суппорт
- 4. Задняя бабка
- 6. Редуктор
- 8. Электрооборудование
- 03-07. Резцедержатель
Перечень органов управления токарным станком С193н
- Педаль включения и реверсирования вращение шпинделя
- Рукоятка переключения скоростей электродвигателя
- Рукоятка переключения скоростей редуктора
- Рычаг торможения шпинделя
- Маховик зажима и освобождения цанги
- Маховик для ручного поворота шпинделя
- Гайка закрепления рычага фиксатора
- Кнопка фиксатора
- Ручка стопорения шпинделя
- Рукоятка закрепления инструмента
- Рукоятка поперечной подачи суппорта
- Рукоятка продольной подачи суппорта
- Гайка закрепления суппорта на станине
- Маховик перемещения пиноли задней бабки
- Выключатель электропривода
- Выключатель электродвигателя привода приспособлений
- Выключатель освещения
- Выключатель типа КУ-1 «ПУСК»
- Выключатель типа КУА-1 «CTOП»
Схема кинематическая токарного станка С193н
Кинематическая схема токарного станка С193н
Кинематическая схема токарного станка С193н. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Конструкция токарного станка С193н
Передняя бабка 193—02—00
Передняя бабка крепится на направляющих станины при помощи 2-х эксцентриков с сухарями.
Шпиндель с двойным конусом на передней шейке и с цилиндрической задней шейкой вращается в подшипниках скольжения.
Передняя и задняя опоры подтягиваются с помощью гаек. Для разгрузки передней конической опоры шпинделя и восприятия части осевых усилий на шпинделе, около задней опоры смонтирован регулируемый упорный шариковый подшипник, передающий нагрузку на корпус бабки.
Шкив передней бабки смонтирован на 2-х шариковых радиальных подшипниках, базирующихся на корпус, и передает вращение на шпиндель посредством 3-х пальцев с набором упругих кожаных колец. В тормозном шкиве шпинделя предусмотрено 4 ряда отверстий, 3 из них по 100, 60 и 48 отверстий в ряду для деления и один ряд с 12 отверстиями для стопорения шпинделя при ручных работах и при работе с приспособлениями.
Зажатие цанги в конусном отверстии шпинделя осуществляется поворотом ручки цангодержателя.
На заднем конце закреплен маховичок для ручного поворота шпинделя при работе в цанге и в центрах.
Резьбонарезное приспособление (193—10—00) (поставляется за особую плату)
Приспособление крепится к переднему платику корпуса передней бабки. От зубчатого колеса (№ 1), посаженного на левый конец шпинделя, через гитару (№ 2) и карданную телескопическую передачу (№ 3) вращение передается винту продольной подачи суппорта. С помощью набора сменных шестерен, прилагаемых к приспособлению, можно нарезать резьбы с шагами от 0,25 до 2,5 мм-
Резьбонарезное приспособление для настольного станка С193н
Схема настройки гитары настольного станка С193н
Проверка приспособления в работе
Собрать гитару на стенде, осуществить опытную нарезку резьбы 1М10х1, при этом чистота резьбы должна быть не ниже 6-го класса.
Основные данные
- Сменные зубчатые колеса, модуль – 1,25 мм
- Шаг нарезаемой резьбы – 0,25.
 .2,5 мм
.2,5 мм - Числа зубьев сменных колос – 30; 35: 10; 45; 50; 60; 70; 75; 80; 90.
Делительная головка (193—11—00) (поставляется за особую плату)
Делительная головка настольного станка С193н
Делительная головка крепится к заднему платику корпуса передней бабки. Червячное колесо (№ 1) приспособления насаживается на конец шпинделя и сообщает ему соответственно делительные повороты. Червяк приспособления (№ 4) можно отвести от колеса и, таким образом, освободить шпиндель для вращения. С помощью прилагаемых к приспособлению 4-х сменных дисков (№ 3) можно делить окружность на любое количество делений до 360.
Основные данные
- Характеристика делительной головки – 1:60
- Число отверстий в сменных дисках 17; 19; 21; 23; 26; 27; 28; 29; 31; 32; 37; 39; 41; 43; 44; 47; 49; 53; 59; 60; 61; 77; 91; 100.
Фрезерное приспособление (193—13—00) (поставляется за особую плату)
Фрезерное приспособление настольного станка С193н
Фрезерное приспособление устанавливается на верхнюю плоскость суппорта и крепится в его Т-образных пазах с помощью 2-х винтов (№ 1) и сухарей (№ 2). Шпиндель приспособления (№ 3) вращается в бронзовых втулках. Передняя шейка шпинделя – конусная, на задней — посажен подвижный конус, который подтягивается гайкой. В конусном отверстии шпинделя зажимается цанга либо специальная оправка для шлицевых фрез. Вертикальное перемещение салазок шпиндельной головки относительно стойки (№ 5)) осуществляется и ручную от рукоятки (№ 7) при помощи винта (№ 8).
Шпиндель приспособления (№ 3) вращается в бронзовых втулках. Передняя шейка шпинделя – конусная, на задней — посажен подвижный конус, который подтягивается гайкой. В конусном отверстии шпинделя зажимается цанга либо специальная оправка для шлицевых фрез. Вертикальное перемещение салазок шпиндельной головки относительно стойки (№ 5)) осуществляется и ручную от рукоятки (№ 7) при помощи винта (№ 8).
Перемещение на одно деление лимба (№ 9) – 0,02 мм. Шпиндель приводится во вращение посредством круглого ремня от электродвигателя через контрпривод приспособлений.
Основные данные
- Цена деления лимба – 0,02 мм
- Обороты шпинделя при применении контрпривода – 5200/ 2660/ 1360 об/мин
- Наибольший угол поворота головки шпинделя – +90°
- Шаг винта – мм
- Модуль шестерен – 1 мм
- Угол наклона зубьев – 45°
Электрооборудование станка (узел 193—08—00)
Электрическая схема токарного станка С193н
Электрическая токарного станка С193н. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
На станке установлены:
- Электродвигатель главного привода (1М) – типа Т42/8-4-2 трехскоростной асинхронный мощностью 0,8; 1,8; 2,0 кВт имеет скорость вращения n = 700; 1400; 2800 об/мин на 380 В.
- Съемные электродвигатель приспособлений (2М) – типа ДПТ21-4 0,27 кВт, n = 1400 об/мин (поставляется вместе с приспособлениями за особую плату).
Напряжение силовой цепи 380 В, цени управления 380 В, цепи освещения и сигнализации 36 В.
Работа электросхемы
Напряжение подается на станок поворотом выключателя ВВ в положение «ВКЛ». При этом загорается синяя сигнальная лампа «ЛС». Кнопкой 2КУ «Пуск» включается магнитным пускатель 1K – которым блокирует спою пусковую кнопку и главными контактами включает электродвигатели 1М и 2М.
Изменение направления вращения двигателя 1М производится переключателем ПН. Переключение скоростей осуществляется барабанным переключателем ПС. Защита электрооборудования станка от коротких замыканий обеспечивается плавкими предохранителями «ПП» и «ПО».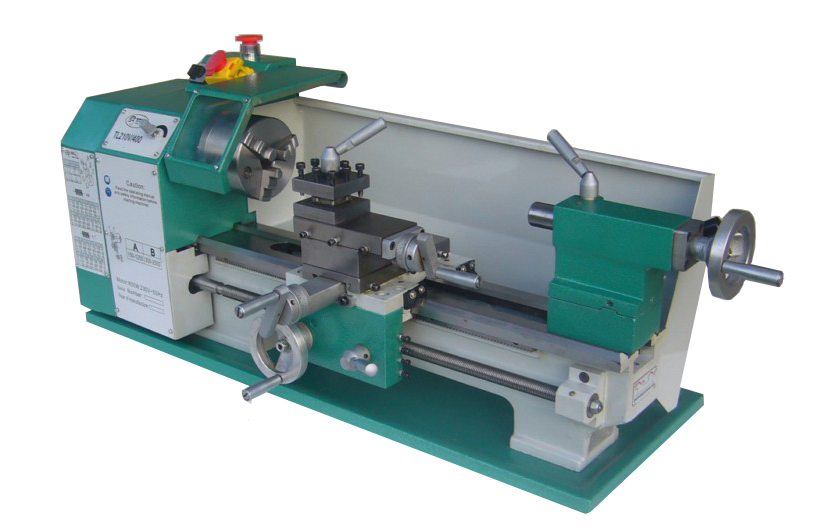
Указания по обслуживанию электрооборудования
- Станок должен быть надежно заземлен в соответствии с действующими правилами и нормами
- Для осмотра и ремонта электрооборудования станок должен отключаться от питающей сети
Читайте также: Производители токарных станков в России
с-193н Станок токарный настольный повышенной точности. Видеоролик.
Основные технические характеристики станка С193н
| Наименование параметра | С193н | С-193 | |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности | П | ||
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | |
| Наибольший диаметр заготовки над суппортом, мм | 120 | 120 | |
| Высота центров над плоскими направляющими станины, мм | 100 | 100 | |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 500 | 500 | |
| Наибольшая длина обработки при одной установке суппорта, мм | 90 | ||
| Наибольшая высота / ширина резца, мм | 20 / 10 | ||
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 20 | 20 | |
| Диаметр отверстия в цанге, мм | 14 | ||
| Число ступеней частот вращения шпинделя | 6 | ||
| Частота вращения шпинделя, об/мин | 255. .3100 .3100 | 150..3000 | |
| Суппорт | |||
| Продольное перемещение суппорта без переустановки, мм | 90 | ||
| Наибольшее поперечное перемещение суппорта, мм | 90 | ||
| Цена деления лимба при продольном перемещении суппорта, мм | 0,02 | 0,01 | |
| Цена деления лимба при поперечном перемещении суппорта, мм | 0,02 | 0,01 | |
| Перемещение суппорта продольное на один оборот лимба, мм | 2 | 2 | |
| Перемещение суппорта поперечное на один оборот лимба, мм | 2 | 2 | |
| Наибольшее перемещение верхних (резцовых) салазок, мм | |||
| Перемещение резцовых салазок на одно деление лимба, мм | |||
| Угол поворота верхней каретки суппорта, град | ±90° | ||
| Задняя бабка | |||
| Конус Морзе задней бабки | Морзе 1 | ||
| Наибольшее перемещение пиноли, мм | 70 | 70 | |
| Электрооборудование | |||
| Напряжение питания электродвигателя, В | 380/220 | ||
| Электродвигатель привода, кВт (об/мин) | 0,8; 1,8; 2,0 (700; 1400; 2800) | 1 (1420) | |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1240 х 550 х 1215 | 1250 х 590 х 1210 | |
| Масса станка с принадлежностями, кг | 600 |
- Ачеркан Н.
 С. Металлорежущие станки, Том 1, 1965
С. Металлорежущие станки, Том 1, 1965 - Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Головин Г.М., Пешков Е.О. Специальные станки в приборостроении, 1952
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Локтева С.Е. Станки с программным управлением, 1986
- Модзелевский А. А., и др. Токарные станки, 1973
- Пекелис Г. Д., Гельберг Б.Т. Технология ремонта металлорежущих станков, 1970
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.
 Н. Металлорежущие станки, 1988
Н. Металлорежущие станки, 1988
Список литературы:
Связанные ссылки. Дополнительная информация
Уровни неонатальной смертности в 193 странах в 2009 г. с тенденциями с 1990 г.: систематический анализ прогресса, прогнозов и приоритетов
. 2011 авг;8(8):e1001080.
doi: 10.1371/journal.pmed.1001080. Epub 2011 30 августа.
Миккель Захле Эстергаард 1 , Миэ Иноуэ, Сачио Ёсида, Вахью Ретно Маханани, Фиона М. Гор, Саймон Казенс, Джой Э. Лоун, Колин Дуглас Мазерс; Межучрежденческая группа Организации Объединенных Наций по оценке детской смертности и Справочная группа по эпидемиологии детского здоровья
Принадлежности
принадлежность
- 1 Всемирная организация здравоохранения, Департамент статистики и информатики здравоохранения, Женева, Швейцария.
 [email protected]
[email protected]
- PMID: 21918640
- PMCID: PMC3168874
- DOI: 10.1371/журнал.pmed.1001080
Бесплатная статья ЧВК
Миккель Зале Эстергаард и др. ПЛОС Мед. 2011 авг.
Бесплатная статья ЧВК
. 2011 авг;8(8):e1001080.
doi: 10.1371/journal.pmed.1001080. Epub 2011 30 августа.
Авторы
Миккель Захле Эстергаард 1 , Миэ Иноуэ, Сачио Ёсида, Вахью Ретно Маханани, Фиона М. Гор, Саймон Казенс, Джой Э. Лоун, Колин Дуглас Мазерс; Межведомственная группа Организации Объединенных Наций по оценке детской смертности и Справочная группа по эпидемиологии детского здоровья
Гор, Саймон Казенс, Джой Э. Лоун, Колин Дуглас Мазерс; Межведомственная группа Организации Объединенных Наций по оценке детской смертности и Справочная группа по эпидемиологии детского здоровья
принадлежность
- 1 Всемирная организация здравоохранения, Департамент статистики и информатики здравоохранения, Женева, Швейцария. [email protected]
- PMID: 21918640
- PMCID: PMC3168874
- DOI: 10.1371/журнал.pmed.1001080
Абстрактный
Фон: Исторически сложилось так, что основное внимание в исследованиях детской смертности уделялось показателям младенческой смертности и смертности детей в возрасте до пяти лет. Неонатальной смертности (смертям в возрасте до 28 дней) уделялось ограниченное внимание, хотя на такие смерти приходится около 41% всех детских смертей. Чтобы лучше оценить прогресс, мы разработали ежегодные оценки показателей неонатальной смертности (NMR) и неонатальной смертности для 193 стран за период 1990–2009 гг. с прогнозами на будущее.
Неонатальной смертности (смертям в возрасте до 28 дней) уделялось ограниченное внимание, хотя на такие смерти приходится около 41% всех детских смертей. Чтобы лучше оценить прогресс, мы разработали ежегодные оценки показателей неонатальной смертности (NMR) и неонатальной смертности для 193 стран за период 1990–2009 гг. с прогнозами на будущее.
Методы и выводы: Мы составили базу данных о смертности новорожденных и детей (младше 5 лет), включающую 3 551 страну-год информации. Надежные данные регистрации актов гражданского состояния с 1990 по 2009 год были доступны для 38 стран. Была разработана статистическая модель для оценки NMR для остальных 155 стран, 17 из которых не располагали национальными данными. Были проведены консультации со странами для определения исходных данных и пересмотра оценок. По оценкам, в 2009 году в первый месяц жизни умерло 3,3 миллиона детей, по сравнению с 4,6 миллионами неонатальных смертей в 1990- и более половины всех неонатальных смертей приходится на пять стран мира (44% мировых живорождений): Индия 27,8% (19,6% мировых живорождений), Нигерия 7,2% (4,5%), Пакистан 6,9% (4,0% ), Китай 6,4% (13,4%) и Демократическая Республика Конго 4,6% (2,1%). В период с 1990 по 2009 год глобальный NMR снизился на 28% с 33,2 смертей на 1000 живорождений до 23,9. Доля детской смертности в неонатальном периоде увеличилась во всех регионах мира и в настоящее время составляет 41%. В то время как в некоторых регионах мира NMR уменьшился вдвое, NMR в Африке снизился всего на 17,6% (с 43,6 до 35,9).).
В период с 1990 по 2009 год глобальный NMR снизился на 28% с 33,2 смертей на 1000 живорождений до 23,9. Доля детской смертности в неонатальном периоде увеличилась во всех регионах мира и в настоящее время составляет 41%. В то время как в некоторых регионах мира NMR уменьшился вдвое, NMR в Африке снизился всего на 17,6% (с 43,6 до 35,9).).
Выводы: Неонатальная смертность снизилась во всех регионах мира. Прогресс был самым медленным в регионах с высоким ЯМР. Глобальные программы здравоохранения должны более эффективно бороться с неонатальной смертностью, если мы хотим достичь Цели развития тысячелетия 4 (снижение детской смертности на две трети).
Заявление о конфликте интересов
Авторы заявили об отсутствии конкурирующих интересов.
Цифры
Рисунок 1. Источники данных, используемые для ЯМР…
Источники данных, используемые для ЯМР…
Рисунок 1. Источники данных, использованные для оценки ЯМР.
Год последнего обследования новорожденных…
Рисунок 1. Источники данных, использованные для оценки ЯМР.Год последнего исследования с информацией о показателях смертности новорожденных и детей в возрасте до пяти лет указан как более или менее 5 лет до 2008 года. Страны, по которым отсутствуют соответствующие свежие данные любого рода, указаны как недоступные.
Рисунок 2. Географические регионы, использованные в исследовании.
Рисунок 2. Географические регионы, использованные в исследовании.
На карте показаны географические регионы, используемые как…
Рисунок 2. Географические регионы, использованные в исследовании.
Географические регионы, использованные в исследовании. На карте показаны географические регионы, используемые как в статистической модели, так и при обобщении результатов на региональном уровне в основном тексте (Таблица S3 суммирует оценочные тенденции неонатальной смертности по регионам ЦРТ).
Рисунок 3. Методы, используемые для оценки ЯМР.
Рисунок 3. Методы, используемые для оценки ЯМР.
На карте показан используемый метод оценки ЯМР…
Рисунок 3. Методы, используемые для оценки ЯМР.Карта иллюстрирует метод оценки ЯМР, используемый для каждого из 193 страны по оценкам.
Рисунок 4. Смоделированная взаимосвязь между U5MR и…
Смоделированная взаимосвязь между U5MR и…
Рисунок 4. Смоделированная взаимосвязь между U5MR и NMR.
Синяя кривая иллюстрирует нашу подобранную статистику…
Рисунок 4. Смоделированная взаимосвязь между U5MR и NMR. Синяя кривая иллюстрирует нашу подобранную статистическую модель, предсказывающую NMR для стран, использующих метод 2 (см. Методы). Кривая была построена со страновыми и региональными случайными эффектами, принятыми за нуль, чтобы показать предполагаемую функциональную связь между U5MR и NMR — на практике, в рамках нашей многоуровневой статистической модели, эти случайные эффекты варьируются в зависимости от страны и региона, соответственно, так что точная функциональная связь между ЯМР и U5MR отличаются в разных странах. Зеленая кривая аналогична синей модели без учета нелинейной связи в логарифмическом масштабе. По сравнению с зеленой кривой синяя кривая допускает более правдоподобные изменения ЯМР при более низких уровнях U5MR; в частности, зеленая кривая означает невозможные значения NMR при малых значениях U5MR для стран и регионов с положительными случайными эффектами, поскольку NMR превысит значение U5MR. Для сравнения, красная линия иллюстрирует линейную зависимость на нормальной шкале, ЯМР = U5MR, что крайне маловероятно, поскольку допускает одно и то же изменение ЯМР для заданного изменения U5MR на всех уровнях U5MR.
По сравнению с зеленой кривой синяя кривая допускает более правдоподобные изменения ЯМР при более низких уровнях U5MR; в частности, зеленая кривая означает невозможные значения NMR при малых значениях U5MR для стран и регионов с положительными случайными эффектами, поскольку NMR превысит значение U5MR. Для сравнения, красная линия иллюстрирует линейную зависимость на нормальной шкале, ЯМР = U5MR, что крайне маловероятно, поскольку допускает одно и то же изменение ЯМР для заданного изменения U5MR на всех уровнях U5MR.
Рисунок 5. Региональные тренды NMR и…
Рисунок 5. Региональные тенденции в NMR и цифрах за 1990–2009 гг.
(А) ЯМР. (В) Неонатальная смертность. (С)…
Рисунок 5. Региональные тенденции в NMR и цифрах за 1990–2009 гг.
(А) ЯМР. (В) Неонатальная смертность. (C) Процент глобальных смертей по регионам. (D) Процент детской смертности (до 5 лет) в неонатальном периоде.
Рисунок 6. ЯМР в 2009 г.
Карта…
Рисунок 6. ЯМР в 2009 г.
Карта иллюстрирует ЯМР в 2009 году для каждого…
Рис. 6. ЯМР в 2009 г.Карта иллюстрирует NMR в 2009 году для каждой из 193 оцениваемых стран.
Рисунок 7. Изменения в ЯМР между 1990…
Рисунок 7. Изменения ЯМР между 1990 и 2009 годами.
На карте показано изменение…
Рисунок 7. Изменения в ЯМР между 1990 и 2009 годами.
Изменения в ЯМР между 1990 и 2009 годами. На карте показано изменение NMR между 1990 и 2009 годами для каждой из 193 стран, для которых проводилась оценка.
Рисунок 8. Прогнозирование количества лет…
Рисунок 8. Прогноз количества лет для регионов с низким и средним уровнем дохода, в течение которых будет снижаться NMR…
На графике показано, когда каждый регион мира достигает NMR 3,6, как это наблюдалось в HIC в 2009 г.- в скобках указан год, в котором каждый регион достигает значения NMR 3,6. Региональные NMR показаны как постоянные с года, когда они достигают NMR 3,6. Прогнозирование на основе среднегодовых изменений ЯМР за 10-летний период 1999–2009 гг.
Прогнозирование на основе среднегодовых изменений ЯМР за 10-летний период 1999–2009 гг.
См. это изображение и информацию об авторских правах в PMC
Похожие статьи
Национальные, региональные и глобальные уровни и тенденции неонатальной смертности в возрасте 19 лет90 и 2017 г., со сценарными прогнозами до 2030 г.: систематический анализ.
Хуг Л, Александр М, Ю Д, Алкема Л; Межведомственная группа ООН по оценке детской смертности. Хуг Л. и др. Ланцет Глоб Здоровье. 2019 июнь;7(6):e710-e720. doi: 10.1016/S2214-109X(19)30163-9. Ланцет Глоб Здоровье. 2019. PMID: 31097275 Бесплатная статья ЧВК.
Неонатальная, постнеонатальная, детская смертность и смертность детей в возрасте до 5 лет в 187 странах, 1970-2010: систематический анализ прогресса в достижении Цели развития тысячелетия 4.

Раджаратнам Дж.К., Маркус Дж.Р., Флаксман А.Д., Ван Х., Левин-Ректор А., Дуайер Л., Коста М., Лопес А.Д., Мюррей С.Дж. Раджаратнам Дж. К. и др. Ланцет. 2010 5 июня; 375 (9730): 1988-2008. doi: 10.1016/S0140-6736(10)60703-9. Epub 2010 27 мая. Ланцет. 2010. PMID: 20546887
Глобальные, региональные и национальные тенденции смертности детей в возрасте до 5 лет в возрасте 1990 и 2019 г. со сценарными прогнозами до 2030 г.: систематический анализ Межведомственной группы ООН по оценке детской смертности.
Шарроу Д., Хуг Л., Ю Д., Алкема Л., Блэк Р., Казенс С., Крофт Т., Гайгбе-Тогбе В., Герланд П., Гийо М., Хилл К., Маскелье Б., Мазерс С., Педерсен Дж., Стронг К.Л., Сузуки Э., Уэйкфилд Дж., Уокер Н.; Межведомственная группа ООН по оценке детской смертности и ее Техническая консультативная группа. Шарроу Д.
 и др.
Ланцет Глоб Здоровье. 2022 Февраль;10(2):e195-е206. doi: 10.1016/S2214-109X(21)00515-5.
Ланцет Глоб Здоровье. 2022.
PMID: 35063111
Бесплатная статья ЧВК.
и др.
Ланцет Глоб Здоровье. 2022 Февраль;10(2):e195-е206. doi: 10.1016/S2214-109X(21)00515-5.
Ланцет Глоб Здоровье. 2022.
PMID: 35063111
Бесплатная статья ЧВК.Глобальный, региональный и национальный прогресс в достижении Цели устойчивого развития 3.2 в отношении здоровья новорожденных и детей: данные о смертности от всех и конкретных причин из исследования глобального бремени болезней, 2019 г.
GBD 2019 Соавторы по вопросам смертности детей до 5 лет. ГББ 2019Соавторы по смертности детей до 5 лет. Ланцет. 2021 4 сентября; 398 (10303): 870-905. doi: 10.1016/S0140-6736(21)01207-1. Epub 2021 17 августа. Ланцет. 2021. PMID: 34416195 Бесплатная статья ЧВК.
Глобальный, региональный и национальный уровни и тенденции смертности детей в возрасте до 5 лет в период с 1990 по 2015 год со сценарными прогнозами до 2030 года: систематический анализ Межведомственной группы ООН по оценке детской смертности.

You D, Hug L, Ejdemyr S, Idele P, Hogan D, Mathers C, Gerland P, New JR, Alkema L; Межведомственная группа Организации Объединенных Наций по оценке детской смертности (UN IGME). Ю Д и др. Ланцет. 2015 5 декабря; 386 (10010): 2275-86. doi: 10.1016/S0140-6736(15)00120-8. Epub 2015 8 сентября. Ланцет. 2015. PMID: 26361942
Посмотреть все похожие статьи
Цитируется
Пространственно-временные тенденции неонатальной, младенческой и детской смертности (1990-2019 гг.) на основе байесовского пространственно-временного моделирования.
Ван С., Жэнь З., Лю С. Ван С. и др. Фронт общественного здравоохранения. 2023 9 февраля; 11:996694. doi: 10.3389/fpubh.2023.996694. Электронная коллекция 2023. Фронт общественного здравоохранения.
 2023.
PMID: 36844832
Бесплатная статья ЧВК.
2023.
PMID: 36844832
Бесплатная статья ЧВК.Какие знания и навыки в программе Helping Babies Breathe необходимы медицинским работникам?
Патель А.Б., Банг А., Курхе К., Бхаргав С., Хибберд П.Л. Патель А.Б. и др. Фронт Педиатр. 2023 30 января; 10:891266. doi: 10.3389/fped.2022.891266. Электронная коллекция 2022. Фронт Педиатр. 2023. PMID: 36793503 Бесплатная статья ЧВК.
Госпитализация новорожденных в реанимацию для доношенных новорожденных и последующая детская смертность: ретроспективное исследование связи.
Талисман С., Гедалия Дж., Фаркаш Р., Авитан Т., Сребник Н., Кассирер Ю., Шиммель М.С., Ганем Д., Унгер Р., Грановский С.Г. Талисман С. и др. БМС Мед.
 2023 6 февраля; 21 (1): 44. дои: 10.1186/с12916-023-02744-7.
БМС Мед. 2023.
PMID: 36747227
Бесплатная статья ЧВК.
2023 6 февраля; 21 (1): 44. дои: 10.1186/с12916-023-02744-7.
БМС Мед. 2023.
PMID: 36747227
Бесплатная статья ЧВК.Смертность и сопутствующие заболевания у тайских младенцев с экстремально низкой массой тела при рождении: общенациональный анализ данных.
Киатчусакун П., Джирапрадитха Дж., Паопонгсаван П., Техасатян Л., Лумбиганон П., Тепсутхаммарат К., Сутра С. Kiatchoosakun P, et al. Дети (Базель). 2022 25 ноября; 9 (12): 1825. дои: 10.3390/дети9121825. Дети (Базель). 2022. PMID: 36553269 Бесплатная статья ЧВК.
Влияние программы помощи младенцам в дыхании на исходы новорожденных: систематический обзор и метаанализ.
Агудело-Перес С., Сифуэнтес-Серрано А., Авила-Селис П., Оливерос Х.
 Агудело-Перес С. и др.
Медицина (Каунас). 2022 31 октября; 58 (11): 1567. doi: 10.3390/medicina58111567.
Медицина (Каунас). 2022.
PMID: 36363524
Бесплатная статья ЧВК.
Обзор.
Агудело-Перес С. и др.
Медицина (Каунас). 2022 31 октября; 58 (11): 1567. doi: 10.3390/medicina58111567.
Медицина (Каунас). 2022.
PMID: 36363524
Бесплатная статья ЧВК.
Обзор.
Просмотреть все статьи “Цитируется по”
Рекомендации
- Лоун Дж. Э., Кусенс С., Зупан Дж. 4 миллиона неонатальных смертей: когда? Где? Почему? Ланцет. 2005; 365: 891–900. – пабмед
- Шиффман Дж. Проблема глобального здравоохранения: случай выживания новорожденных. Ланцет. 2010;375:2045–2049. – пабмед
- Тинкер А.
 , тен Хуп-Бендер П., Азфар С., Бустрео Ф., Белл Р. Континуум помощи для спасения жизней новорожденных. Ланцет. 2005; 365: 822–825.
–
пабмед
, тен Хуп-Бендер П., Азфар С., Бустрео Ф., Белл Р. Континуум помощи для спасения жизней новорожденных. Ланцет. 2005; 365: 822–825.
–
пабмед
- Тинкер А.
- Блэк Р.Е., Каузенс С., Джонсон Х.Л., Лоун Дж.Е., Рудан И. и др. Глобальные, региональные и национальные причины детской смертности в 2008 г.: систематический анализ. Ланцет. 2010; 375:1969–1987. – пабмед
- Zupan J, Aahman E. Перинатальная смертность за 2000 год: оценки, разработанные ВОЗ. Женева: ВОЗ; 2005.
Типы публикаций
термины MeSH
Заживление ран роговицы после 193-нм эксимерлазерной кератэктомии | JAMA Ophthalmology
Заживление ран роговицы после эксимерлазерной кератэктомии с длиной волны 193 нм | JAMA Офтальмология | Сеть ДЖАМА [Перейти к навигации]Эта проблема
- Скачать PDF
- Полный текст
Поделиться
Твиттер Фейсбук Электронная почта LinkedIn
- Процитировать это
- Разрешения
Артикул
Октябрь 1991 г.
Уилсон К.С. Ву, доктор медицины, доктор философии ; Уолтер Дж. Старк, MD ; В. Ричард Грин, MD
Принадлежности авторов
Институт Уилмера (доктор Ву, Старк и Грин) и отделение патологии (доктор Грин), Медицинские учреждения Джона Хопкинса, Балтимор, Мэриленд,
Арка Офтальмол. 1991;109(10):1426-1432. doi: 10.1001/архофт.1991.01080100106053
Полный текст
Абстрактный
• В рамках испытания фототерапевтической кератэктомии на людях мы провели переднюю кератэктомию с использованием эксимерного лазера с длиной волны 193 нм у пациентов с поверхностными помутнениями роговицы. Нами изучены ультраструктурные изменения роговицы четырех пациентов, перенесших сквозную кератопластику через 6–15 мес после эксимерлазерной абляции. Четыре случая включали макулярную дистрофию, рецидивирующий кератоконус в трансплантате и рубцевание роговицы (два глаза).