Самодельная инверторная сварка: схема и сборка инверторной сварки
alexxlab | 02.07.2023 | 0 | Разное
Инверторный сварочный аппарат из старого телевизора
Главная > Сварочные аппараты > Самодельный инверторный сварочный аппарат из деталей старых телевизоров
Многим в хозяйстве пригодился бы аппарат для электросварки деталей из черных металлов. Поскольку серийно выпускаемые сварочные аппараты довольно дороги, многие радиолюбители пытаются сделать сварочный инвертор своими руками.
У нас уже была статья о том, как изготовить сварочный полуавтомат, однако на этот раз я предлагаю еще более простой вариант самодельного сварочного инвертора из доступных деталей своими руками.
Из двух основных вариантов конструкции аппарата – со сварочным трансформатором или на основе конвертора – был выбран второй.
Действительно, сварочный трансформатор – это значительный по сечению и тяжелый магнитопровод и много медного провода для обмоток, что для многих малодоступно. Электронные же компоненты для конвертора при их правильном выборе не дефицитны и относительно дешевы.
С самого начала работы я поставил себе задачу создания максимально простого и дешевого сварочного аппарата с использованием в нем широко распространенных деталей и узлов.
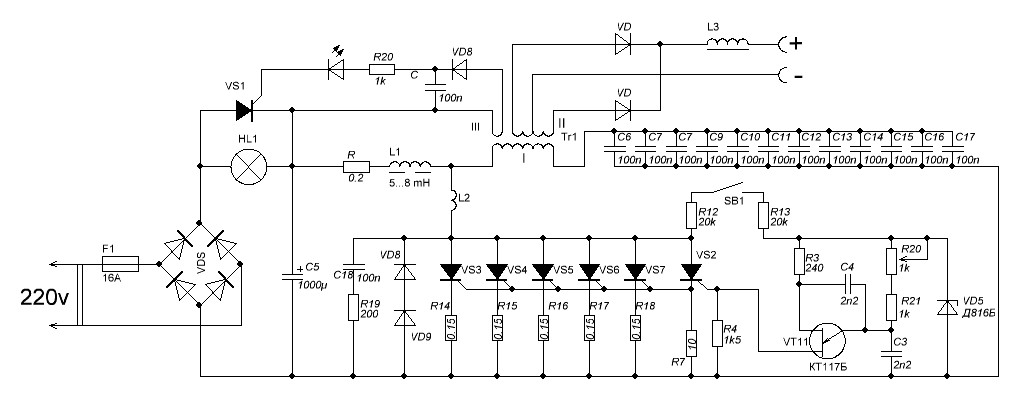
В результате довольно длительных экспериментов с различными видами конвертора на транзисторах и тринисторах была составлена схема, показанная на рис. 1.
Простые транзисторные конверторы оказались чрезвычайно капризными и ненадежными, а тринисторные без повреждения выдерживают замыкание выхода до момента срабатывания предохранителя. Кроме того, тринисторы нагреваются значительно меньше транзисторов.
Как легко видеть, схемное решение не отличается оригинальностью – это обычный однотактный конвертор, его достоинство – в простоте конструкции и отсутствии дефицитных комплектующих, в аппарате использовано много радиодеталей от старых телевизоров.
И, наконец, он практически не требует налаживания.
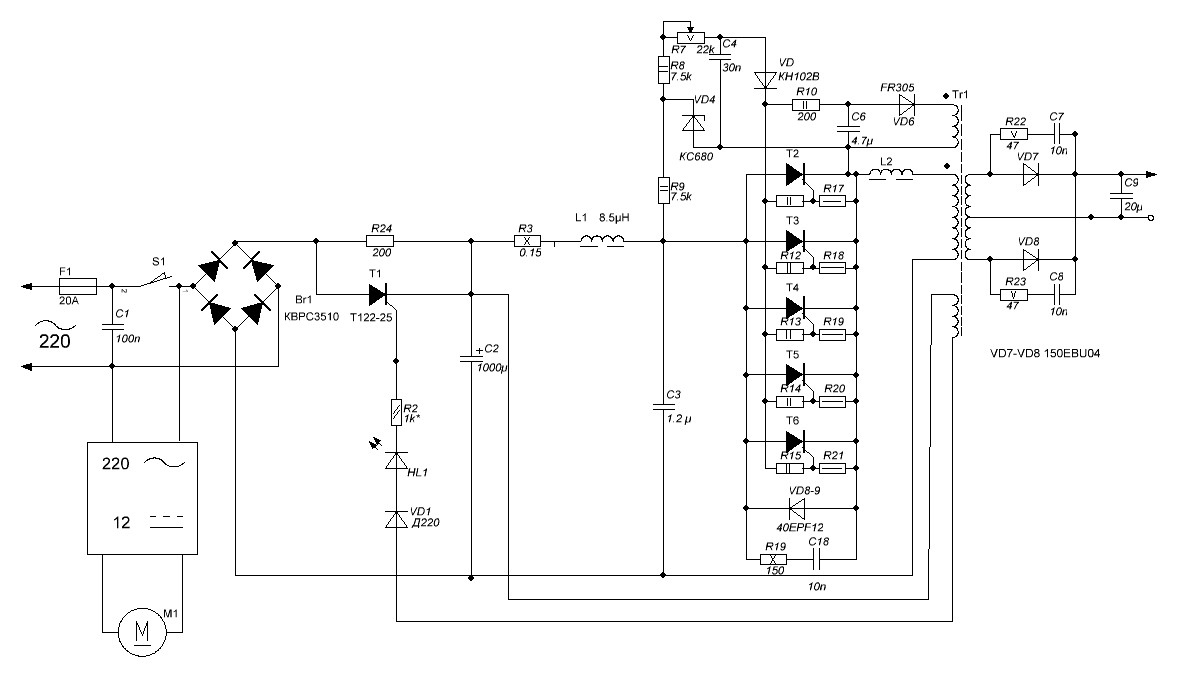
Схема инверторного сварочного аппарата представлена ниже:
| Сварочный аппарат обладает следующими основными характеристиками: | |
|---|---|
| Пределы регулирования сварочного тока, А | 40.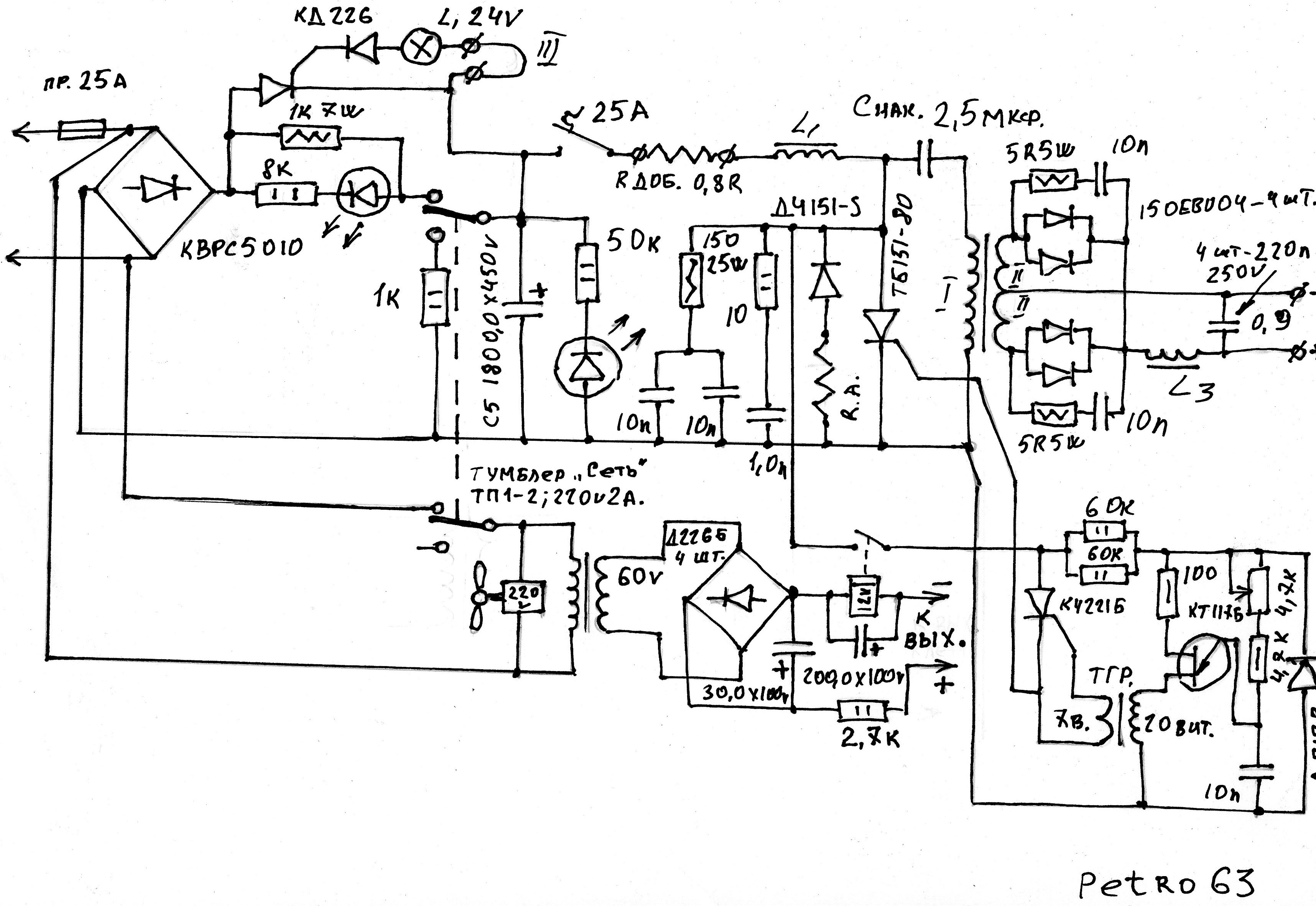 ..130 ..130 |
| Максимальное напряжение на электроде на холостом ходу, В | 90 |
| Максимальный потребляемый от сети ток, А | 20 |
| Напряжение в питающей сети переменного тока частотой 50 Гц, В | 220 |
| Максимальный диаметр сварочного электрода, мм | 3 |
Продолжительность нагрузки (ПН), %, при температуре воздуха 25°С и выходном токе 100A 130A | 60 |
| Габариты аппарата, мм | 350х180х105 |
| Масса аппарата без подводящих кабелей и электрододержателя, кг | 5,5 |
Род сварочного тока – постоянный, регулирование – плавное. На мой взгляд, это наиболее простой сварочный инвертор, который можно собрать своими руками.
При сварке встык стальных листов толщиной 3 мм электродом диаметром 3 мм установившийся ток, потребляемый аппаратом от сети, не превышает 10 А.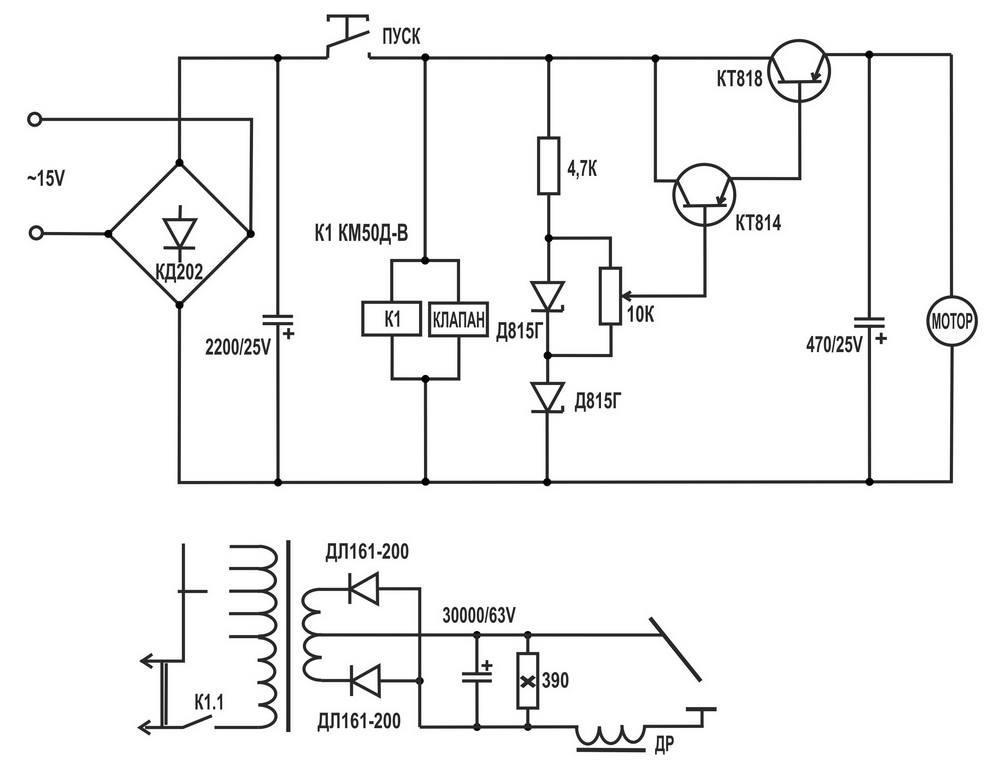 Сварочное напряжение включают кнопкой, расположенной на электрододержателе, что позволяет, с одной стороны, использовать повышенное напряжение зажигания дуги и повысить электробезопасность, с другой, поскольку при отпускании электрододержателя напряжение на электроде автоматически отключается. Повышенное напряжение облегчает зажигание дуги и обеспечивает устойчивость ее горения.
Сварочное напряжение включают кнопкой, расположенной на электрододержателе, что позволяет, с одной стороны, использовать повышенное напряжение зажигания дуги и повысить электробезопасность, с другой, поскольку при отпускании электрододержателя напряжение на электроде автоматически отключается. Повышенное напряжение облегчает зажигание дуги и обеспечивает устойчивость ее горения.
Маленькая хитрость: собранная своими руками схема сварочного инвертора позволяет соединять детали из тонкой жести. Для этого нужно поменять полярность сварочного тока.
Сетевое напряжение выпрямляет диодный мост VD1-VD4. Выпрямленный ток, протекая через лампу HL1, начинает заряжать конденсатор С5. Лампа служит ограничителем зарядного тока и индикатором этого процесса.
Сварку следует начинать только после того, как лампа HL1 погаснет. Одновременно через дроссель L1 заряжаются конденсаторы батареи С6-С17. Свечение светодиода HL2 показывает, что аппарат включен в сеть. Тринистор VS1 пока закрыт.
При нажатии на кнопку SB1 запускается импульсный генератор на частоту 25 кГц, собранный на однопереходном транзисторе VT1. Импульсы генератора открывают тринистор VS2, который, в свою очередь, открывает соединенные параллельно тринисторы VS3-VS7. Конденсаторы С6-С17 разряжаются через дроссель L2 и первичную обмотку трансформатора Т1. Цепь дроссель L2 – первичная обмотка трансформатора Т1 – конденсаторы С6-С17 представляет собой колебательный контур.
Импульсы генератора открывают тринистор VS2, который, в свою очередь, открывает соединенные параллельно тринисторы VS3-VS7. Конденсаторы С6-С17 разряжаются через дроссель L2 и первичную обмотку трансформатора Т1. Цепь дроссель L2 – первичная обмотка трансформатора Т1 – конденсаторы С6-С17 представляет собой колебательный контур.
Когда направление тока в контуре меняется на противоположное, ток начинает протекать через диоды VD8, VD9, а тринисторы VS3-VS7 закрываются до следующего импульса генератора на транзисторе VT1.
Далее процесс повторяется.
Импульсы, возникающие на обмотке III трансформатора Т1, открывают тринистор VS1. который напрямую соединяет сетевой выпрямитель на диодах VD1 – VD4 с тринисторным преобразователем.
Светодиод HL3 служит для индикации процесса генерации импульсного напряжения. Диоды VD11-VD34 выпрямляют сварочное напряжение, а конденсаторы С19 – С24 – его сглаживают, облегчая тем самым зажигание сварочной дуги.
Выключателем SA1 служит пакетный или иной переключатель на ток не менее 16 А. Секция SA1.3 замыкает конденсатор С5 на резистор R6 при выключении и быстро разряжает этот конденсатор, что позволяет, не опасаясь поражения током, проводить осмотр и ремонт аппарата.
Секция SA1.3 замыкает конденсатор С5 на резистор R6 при выключении и быстро разряжает этот конденсатор, что позволяет, не опасаясь поражения током, проводить осмотр и ремонт аппарата.
Вентилятор ВН-2 (с электродвигателем М1 по схеме) обеспечивает принудительное охлаждение узлов устройства. Менее мощные вентиляторы использовать не рекомендуется, или их придется устанавливать несколько. Конденсатор С1 – любой, предназначенный для работы при переменном напряжении 220 В.
Выпрямительные диоды VD1-VD4 должны быть рассчитаны на ток не менее 16 А и обратное напряжение не менее 400 В. Их необходимо установить на пластинчатые уголковые теплоотводы размерами 60×15 мм толщиной 2 мм из алюминиевого сплава.
Вместо одиночного конденсатора С5 можно использовать батарею из нескольких параллельно включенных на напряжение не менее 400 В каждый, при этом емкость батареи может быть больше указанной на схеме.
Дроссель L1 выполнен на стальном магнитопроводе ПЛ 12,5×25-50. Подойдет и любой другой магнитопровод такого же или большего сечения при выполнении условия размещаемости обмотки в его окне.
Конденсаторы С6-С24 должны обладать малым тангенсом угла диэлектрических потерь, а С6-С17 – еще и рабочим напряжением не менее 1000 В. Наилучшие из испытанных мною конденсаторов – К78-2, применявшиеся в телевизорах. Можно использовать и более широко распространенные конденсаторы этого типа другой емкости, доведя суммарную емкость до указанной в схеме, а также пленочные импортные.
Попытки использовать бумажные или другие конденсаторы, рассчитанные на работу в низкочастотных цепях, приводят, как правило, к выходу их из строя через некоторое время.
Тринисторы КУ221 (VS2-VS7) желательно использовать с буквенным индексом А или в крайнем случае Б или Г. Как показала практика, во время работы аппарата заметно разогреваются катодные выводы тринисторов, из-за чего не исключено разрушение паек на плате и даже выход из строя тринисторов.
Надежность будет выше, если на вывод катода тринисторов надеть либо трубки-пистоны, изготовленные из луженой медной фольги толщиной 0,1…0,15 мм, либо бандажи в виде плотно свернутой спирали из медной луженой проволоки диаметром 0,2 мм и пропаять по всей длине. Пистон (бандаж) должен покрывать вывод на всю длину почти до основания. Паять надо быстро, чтобы не перегреть тринистор.
У Вас наверняка возникнет вопрос: а нельзя ли вместо нескольких сравнительно маломощных тринисторов установить один мощный? Да, это возможно при использовании прибора, превосходящего (или хотя бы сравнимого) по своим частотным характеристикам тринисторы КУ221А. Но среди доступных, например, из серий ТЧ или ТЛ, таких нет.
Переход же на низкочастотные приборы заставит понизить рабочую частоту с 25 до 4…6 кГц, а это приведет к ухудшению многих важнейших характеристик аппарата и громкому пронзительному писку при сварке.
При монтаже диодов и тринисторов применение теплопроводящей пасты является обязательным.
Кроме этого, установлено, что один мощный тринистор менее надежен, чем несколько включенных параллельно, поскольку им легче обеспечить лучшие условия отведения тепла. Достаточно группу тринисторов установить на одну теплоотводящую пластину толщиной не менее 3 мм.
Поскольку токоуравнивающие резисторы R14-R18(C5-16 В) при сварке могут сильно разогреваться, их перед монтажом необходимо освободить от пластмассовой оболочки путем обжига или нагревания током, значение которого необходимо подобрать экспериментально.
Диоды VD8 и VD9 установлены на общем теплоотводе с тринисторами, причем диод VD9 изолирован от теплоотвода слюдяной прокладкой. Вместо КД213А подойдут КД213Б и КД213В, а также КД2999Б, КД2997А, КД2997Б.
Дроссель L2 представляет собой бескаркасную спираль из 11 витков провода сечением не менее 4 мм2 в термостойкой изоляции, намотанную на оправке диаметром 12…14 мм.
Дроссель во время сварки сильно разогревается, поэтому при намотке спирали следует обеспечить между витками зазор 1.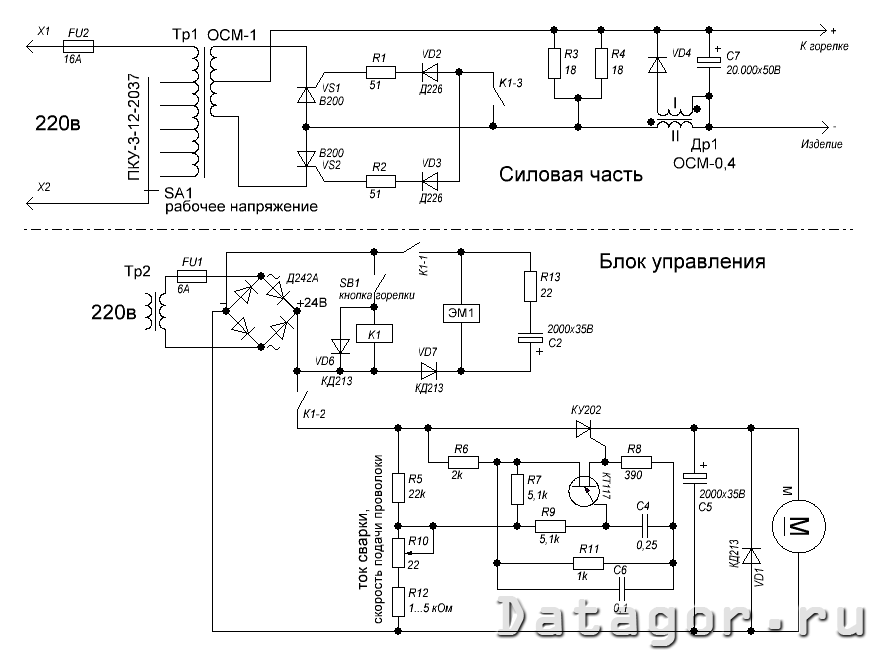 ..1.5 мм, а располагать дроссель необходимо так, чтобы он находился в потоке воздуха от вентилятора. Рис. 2 Магнитопровод трансформатора
..1.5 мм, а располагать дроссель необходимо так, чтобы он находился в потоке воздуха от вентилятора. Рис. 2 Магнитопровод трансформатора
Т1 составлен из трех сложенных вместе магнитопроводов ПК30х16 из феррита 3000НМС-1 (на них выполняли строчные трансформаторы старых телевизоров).
Первичная и вторичная обмотки разделены на две секции каждая (см. рис. 2), намотанные проводом ПСД1,68х10,4 в стеклотканевой изоляции и соединенные последовательно согласно. Первичная обмотка содержит 2×4 витка, вторичная – 2×2 витка.
Секции наматывают на специально изготовленную деревянную оправку. От разматывания витков секции предохраняют по два бандажа из луженой медной проволоки диаметром 0,8…1 мм. Ширина бандажа – 10…11 мм. Под каждый бандаж подкладывают полосу из электрокартона или наматывают несколько витков ленты из стеклоткани.
После намотки бандажи пропаивают.
Один из бандажей каждой секции служит выводом ее начала. Для этого изоляцию под бандажом выполняют так, чтобы с внутренней стороны он непосредственно соприкасался с началом обмотки секции. После намотки бандаж припаивают к началу секции, для чего с этого участка витка заранее удаляют изоляцию и облуживают его.
После намотки бандаж припаивают к началу секции, для чего с этого участка витка заранее удаляют изоляцию и облуживают его.
Следует иметь в виду, что в наиболее тяжелом тепловом режиме работает обмотка I. По этой причине при наматывании ее секций и при сборке следует между наружными частями витков предусмотреть воздушные зазоры, вкладывая между витками короткие, смазанные теплостойким клеем, вставки из стеклотекстолита.
Вообще, при изготовлении трансформаторов для инверторной сварки своими руками всегда оставляйте воздушные зазоры в обмотке. Чем их больше, тем эффективнее отведение тепла от трансформатора и ниже вероятность спалить аппарат.
Здесь уместно отметить также, что секции обмоток, изготовленные с упомянутыми вставками и прокладками проводом того же сечения 1,68×10,4 мм2 без изоляции, будут в тех же условиях охлаждаться лучше.
Далее обе секции первичной обмотки складывают вместе одну на другую так, чтобы направления их намотки (отсчитываемые от их концов) были противоположными, а концы находились с одной стороны (см. рис. 2).
рис. 2).
Соприкасающиеся бандажи соединяют пайкой, причем к передним, служащим выводами секций, целесообразно припаять медную накладку в виде короткого отрезка провода, из которого выполнена секция.
В результате получается жесткая неразъемная первичная обмотка трансформатора.
Вторичную изготовляют аналогично. Разница только в числе витков в секциях и в том, что необходимо предусмотреть вывод от средней точки. Обмотки устанавливают на магнитопровод строго определенным образом – это необходимо для правильной работы выпрямителя VD11 – VD32.
Направление намотки верхней секции обмотки I (если смотреть на трансформатор сверху) должно быть против часовой стрелки, начиная от верхнего вывода, который необходимо подключить к дросселю L2.
Направление намотки верхней секции обмотки II, наоборот, – по часовой стрелке, начиная от верхнего вывода, его подключают к блоку диодов VD21-VD32.
Обмотка III представляет собой виток любого провода диаметром 0,35…0,5 мм в теплостойкой изоляции, выдерживающей напряжение не менее 500 В.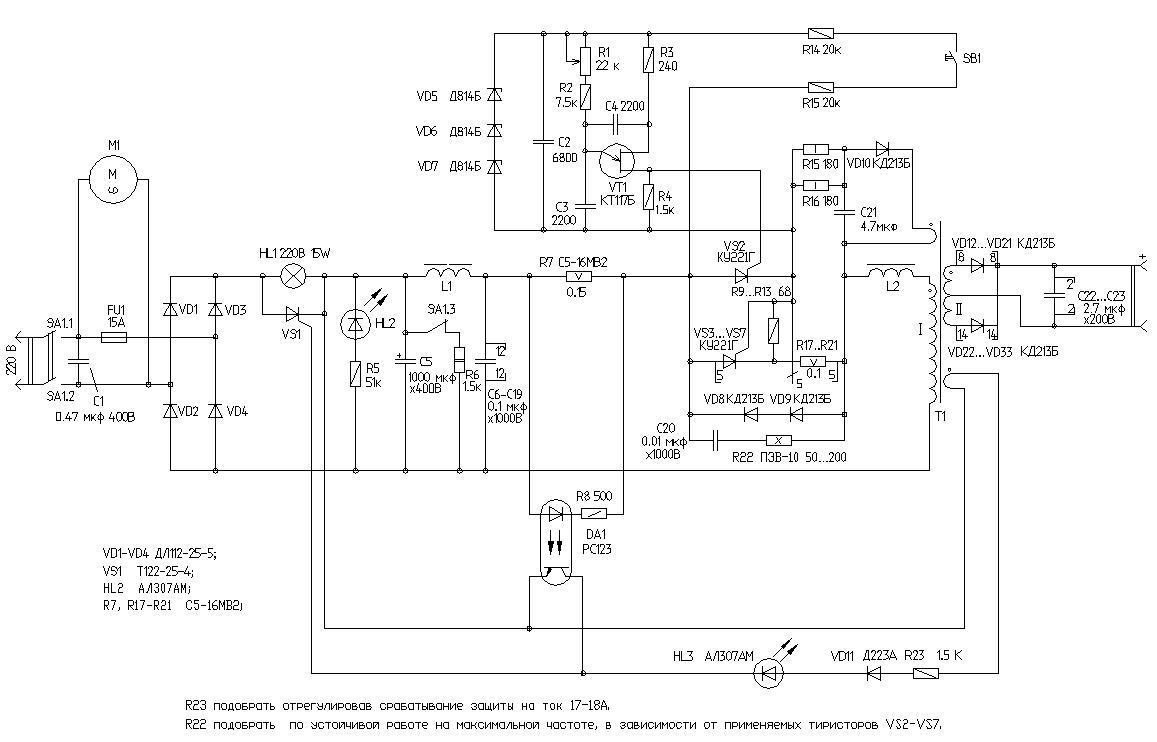 Его можно разместить в последнюю очередь в любом месте магнитопровода со стороны первичной обмотки.
Его можно разместить в последнюю очередь в любом месте магнитопровода со стороны первичной обмотки.
Для обеспечения электробезопасности сварочного аппарата и эффективного охлаждения потоком воздуха всех элементов трансформатора очень важно выдержать необходимые зазоры между обмотками и магнитопроводом. При сборке инвертора сварочного своими руками большинство самодельщиков совершают одну и ту же ошибку: недооценивают важность охлаждения транса. Этого делать нельзя.
Эту задачу выполняют четыре фиксирующие пластины, закладываемые в обмотки при окончательной сборке узла. Пластины изготовляют из стеклотекстолита толщиной 1,5 мм в соответствии с чертежом на рисунке.
После окончательной регулировки пластины целесообразно закрепить термостойким клеем. Трансформатор крепят к основанию аппарата тремя скобами, согнутыми из латунной или медной проволоки диаметром 3 мм. Эти же скобы фиксируют взаимное положение всех элементов магнитопровода.
Перед монтажом трансформатора на основание между половинами каждого из трех комплектов магнитопровода необходимо вложить немагнитные прокладки из электрокартона, гетинакса или текстолита толщиной 0,2.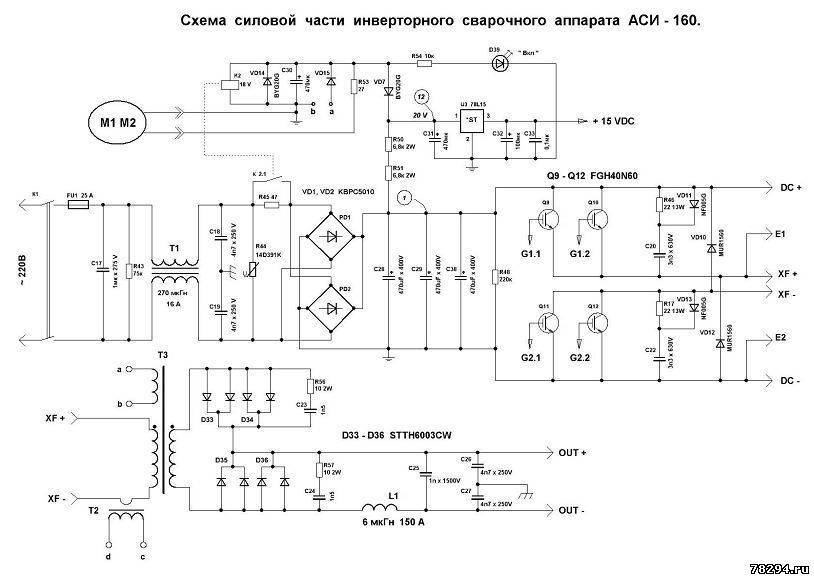 ..0,3 мм.
..0,3 мм.
Для изготовления трансформатора можно использовать магнитопроводы и других типоразмеров сечением не менее 5,6 см2. Подойдут, например, Ш20х28 или два комплекта Ш 16×20 из феррита 2000НМ1.
Обмотку I для броневого магнитопровода изготовляют в виде единой секции из восьми витков, обмотку II – аналогично описанному выше, из двух секций по два витка. Сварочный выпрямитель на диодах VD11-VD34 конструктивно представляет собой отдельный блок, выполненный в виде этажерки:
Она собрана так, что каждая пара диодов оказывается помещенной между двумя теплоотводящими пластинами размерами 44×42 мм и толщиной 1 мм, изготовленными из листового алюминиевого сплава.
Весь пакет стянут четырьмя стальными резьбовыми шпильками диаметром 3 мм между двух фланцев толщиной 2 мм (из такого же материала, что и пластины), к которым винтами прикреплены с двух сторон две платы, образующие выводы выпрямителя.
Все диоды в блоке ориентированы одинаково – выводами катода вправо по рисунку – и впаяны выводами в отверстия платы, которая служит общим плюсовым выводом выпрямителя и аппарата в целом. Анодные выводы диодов впаяны в отверстия второй платы. На ней сформированы две группы выводов, подключаемые к крайним выводам обмотки II трансформатора согласно схеме.
Анодные выводы диодов впаяны в отверстия второй платы. На ней сформированы две группы выводов, подключаемые к крайним выводам обмотки II трансформатора согласно схеме.
Учитывая большой общий ток, протекающий через выпрямитель, каждый из трех его выводов выполнен из нескольких отрезков провода длиной 50 мм, впаянных каждый в свое отверстие и соединенных пайкой на противоположном конце. Группа из десяти диодов подключена пятью отрезками, из четырнадцати – шестью, вторая плата с общей точкой всех диодов – шестью.
Провод лучше использовать гибкий, сечением не менее 4 мм.
Таким же образом выполнены сильноточные групповые выводы от основной печатной платы аппарата.
Платы выпрямителя изготовлены из фольгированного стеклотекстолита толщиной 0,5 мм и облужены. Четыре узкие прорези в каждой плате способствуют уменьшению нагрузок на выводы диодов при температурных деформациях. Для этой же цели выводы диодов необходимо отформовать, как показано на рисунке выше.
В сварочном выпрямителе можно также использовать более мощные диоды КД2999Б, 2Д2999Б, КД2997А, КД2997Б, 2Д2997А, 2Д2997Б. Их число может быть меньшим. Так, в одном из вариантов аппарата успешно работал выпрямитель из девяти диодов 2Д2997А (пять – в одном плече, четыре – в другом).
Их число может быть меньшим. Так, в одном из вариантов аппарата успешно работал выпрямитель из девяти диодов 2Д2997А (пять – в одном плече, четыре – в другом).
Площадь пластин теплоотвода осталась прежней, толщину их оказалось возможным увеличить до 2 мм. Диоды были размещены не попарно, а по одному в каждом отсеке.
Все резисторы (кроме R1 и R6), конденсаторы С2-С4, С6-С18, транзистор VT1, тринисторы VS2 – VS7, стабилитроны VD5-VD7, диоды VD8-VD10 смонтированы на основной печатной плате, причем тринисторы и диоды VD8, VD9 установлены на теплоотводе, привинченном к плате, изготовленной из фольгированного текстолита толщиной 1.5 мм:Рис. 5. Чертеж платы
Масштаб чертежа платы – 1:2, однако плату несложно разметить, даже не пользуясь средствами фотоувеличения, поскольку центры почти всех отверстий и границы почти всех фольговых площадок расположены по сетке с шагом 2,5 мм.
Большой точности разметки и сверления отверстий плата не требует, однако следует помнить что отверстия в ней должны совпадать с соответствующими отверстиями в теплоотводящей пластине.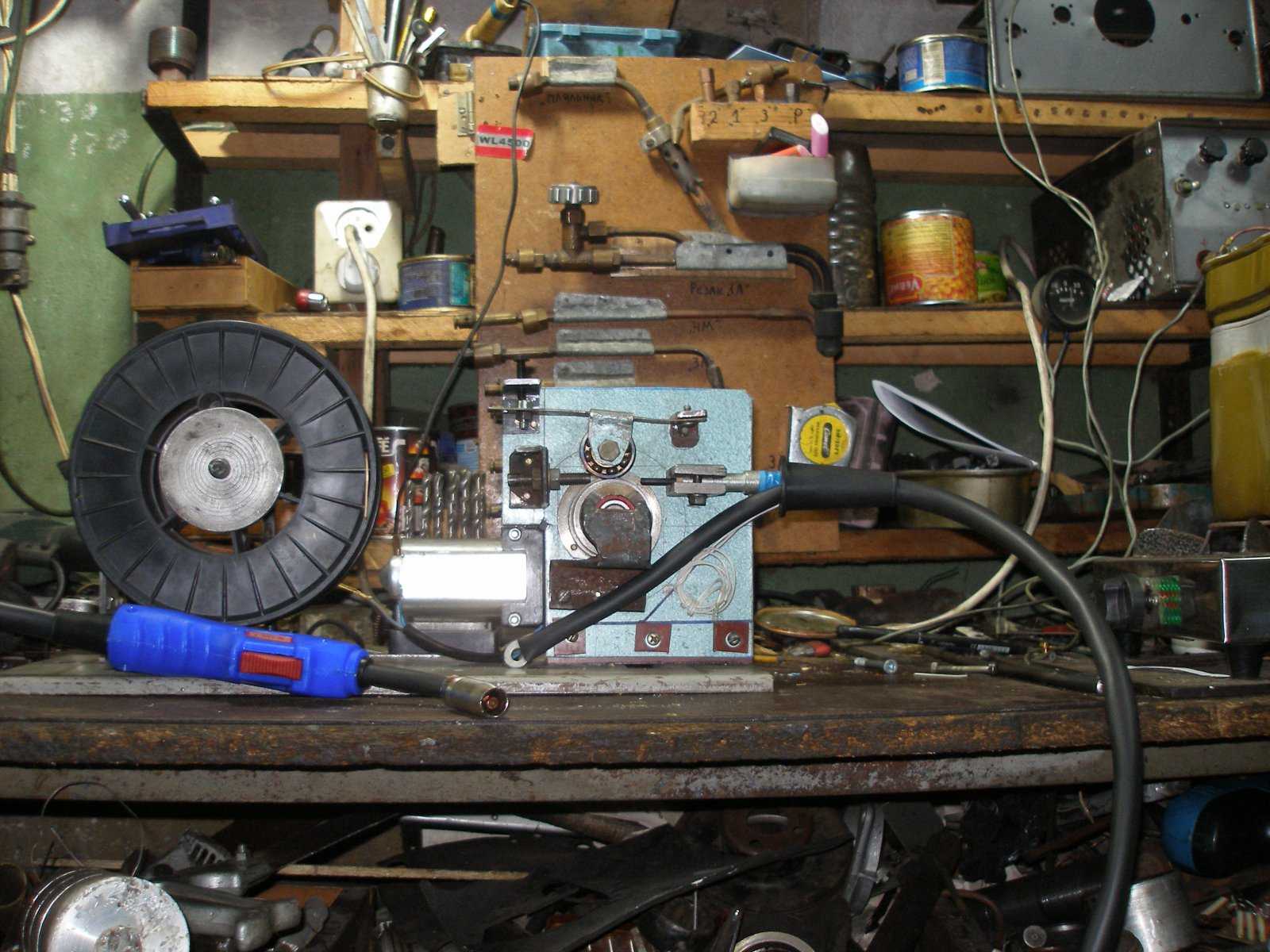
Перемычку в цепи диодов VD8, VD9 изготовляют из медного провода диаметром 0,8…1 мм. Припаивать ее лучше со стороны печати. Вторую перемычку из провода ПЭВ-2 0,3 можно расположить и на стороне деталей.
Групповой вывод платы, обозначенный на рис. 5 буквами Б, соединяют с дросселем L2. В отверстия группы В впаивают проводники от анодов тринисторов. Выводы Г соединяют с нижним по схеме выводом трансформатора Т1, а Д – с дросселем L1.
Отрезки провода в каждой группе должны быть одинаковой длины и одинакового сечения (не менее 2,5 мм2). Рис. 6 Теплоотвод
Теплоотвод представляет собой пластину толщиной 3 мм с отогнутым краем (см. рис. 6).
Лучший материал для теплоотвода – медь (или латунь). В крайнем случае, при отсутствии меди, можно использовать пластину из алюминиевого сплава.
Поверхность со стороны установки деталей должна быть ровной, без зазубрин и вмятин. В пластине просверлены отверстия с резьбой для сборки ее с печатной платой и крепления элементов.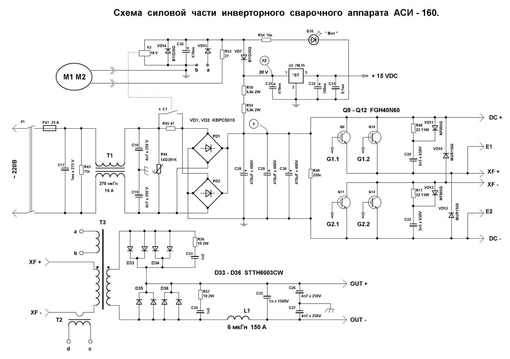 Через отверстия без резьбы пропущены выводы деталей и соединительные провода. Через отверстия в отогнутом крае пропущены анодные выводы тринисторов. Три отверстия М4 в теплоотводе предназначены для его электрического соединения с печатной платой. Для этого использованы три латунных винта с латунными гайками.
Через отверстия без резьбы пропущены выводы деталей и соединительные провода. Через отверстия в отогнутом крае пропущены анодные выводы тринисторов. Три отверстия М4 в теплоотводе предназначены для его электрического соединения с печатной платой. Для этого использованы три латунных винта с латунными гайками.
После окончательной регулировки аппарата соединения пропаивают. Рис. 7 Чертеж теплоотвода в сборе с платой
Теплоотвод привинчивают к печатной плате со стороны деталей с зазором 3,2 мм (это высота стандартной гайки М4). После этого монтируют резисторы R7-R11, R14-R19, тринисторы VS2-VS7 и диоды VD8, VD9.
Указанную на схеме емкость батареи конденсаторов С19-С24 следует считать минимально необходимой. При большей емкости зажигание дуги облегчается.
Резисторы крепят на длинных выводах с целью их наилучшего охлаждения. Рис. 8. Размещение узлов
Однопереходный транзистор VT1 обычно проблем не вызывает, однако некоторые экземпляры при наличии генерации не обеспечивают, необходимую для устойчивого открывания тринистора VS2, амплитуду импульсов.
Все узлы и детали сварочного аппарата установлены на пластину-основание из гетинакса толщиной 4 мм (подойдет также текстолит толщиной 4…5 мм) на одной его стороне. В центре основания прорезано круглое окно для крепления вентилятора; он установлен с той же его стороны.
Диоды VD1-VD4, тринистор VS1 и лампа HL1 смонтированы на уголковых кронштейнах. При установке трансформатора Т1 между соседними магнитопроводами следует обеспечить воздушный зазор 2 мм Каждый из зажимов для подключения сварочных кабелей представляет собой медный болт М10 с медными гайками и шайбами.
Головкой болта изнутри прижат к основанию медный угольник, дополнительно зафиксированный от проворачивания винтом М4 с гайкой. Толщина полки угольника – 3 мм. Ко второй полке болтом или пайкой подключен внутренний соединительный провод.
Сборку печатная плата-теплоотвод устанавливают деталями к основанию на шести стальных стойках, согнутых из полосы шириной 12 и толщиной 2 мм.
На лицевую сторону основания выведены ручка тумблера SA1, крышка держателя предохранителя, светодиоды HL2, HL3, ручка переменного резистора R1, зажимы для сварочных кабелей и кабеля к кнопке SB1.
Кроме этого, к лицевой стороне прикреплены четыре стойки-втулки диаметром 12 мм с внутренней резьбой М5, выточенные из текстолита. К стойкам прикреплена фальшпанель с отверстиями для органов управления аппаратом и защитной решеткой вентилятора.
Фальшпанель можно изготовить из листового металла или диэлектрика толщиной 1… 1,5 мм. Я вырезал ее из стеклотекстолита. Снаружи к фальшпанели привинчены шесть стоек диаметром 10мм, на которые наматывают сетевой и сварочные кабели по окончании сварки.
На свободных участках фальшпанели просверлены отверстия диаметром 10 мм для облегчения циркуляции охлаждающего воздуха. Рис. 9. Внешний вид инверторного сварочного аппарата с уложенными кабелями.
Собранное основание помещено в кожух с крышкой, изготовленный из листового текстолита (можно использовать гетинакс, стеклотекстолит, винипласт) толщиной 3…4 мм. Отверстия для выхода охлаждающего воздуха расположены на боковых стенках.
Форма отверстий значения не имеет, но для безопасности лучше, если они будут узкими и длинными.
Общая площадь выходных отверстий не должна быть менее площади входного. Кожух снабжен ручкой и плечевым ремнем для переноски.
Электрододержатель конструктивно может быть любым, лишь бы он обеспечивал удобство работы и легкую замену электрода.
На ручке электрододержателя нужно смонтировать кнопку (SB1 по схеме) в таком месте, чтобы сварщик мог легко удерживать ее нажатой даже рукой в рукавице. Поскольку кнопка находится под напряжением сети, необходимо обеспечить надежную изоляцию как самой кнопки, так и подключенного к ней кабеля.
P.S. Описание процесса сборки заняло много места, но на самом деле все гораздо проще, чем кажется. Любой, кто хоть раз держал в руках паяльник и мультиметр, без проблем сможет собрать этот сварочный инвертор своими руками.
Сварочный инвертор своими руками из подручных материалов: Инструкция +Видео схема
Сварочные работы очень востребованы в любых сборочных и ремонтных работах. Качественная варка металла высоко ценится и оплачивается. Для того, чтобы выполнять самому все сварочные работы необходим личный аппарат. И совсем необязательно его покупать. Можно собрать установку для инверторной сварки своими руками. Который ни на грамм не будет уступать конвейерным представителям.
Для того, чтобы выполнять самому все сварочные работы необходим личный аппарат. И совсем необязательно его покупать. Можно собрать установку для инверторной сварки своими руками. Который ни на грамм не будет уступать конвейерным представителям.
[contents]
Содержание:
Общие сведения о сварочном инверторе
Каждый настоящий хозяин должен иметь в своем хозяйстве аппарат для сварки.
Это устройство незаменимо и в сельхоз подсобьях, и в строительстве и обустройстве дома, и в обслуживании автомобиля и ещё много где.
К тому же выполнить инверторную сварку своими руками вполне возможно, даже если вы не профессиональный электрик.
Технические показатели
Показатели сварочного инвертора собранного самостоятельно, будут следующими:
- Напряжение 220В.
- Сила тока на входе в устройство – 32 А, а на выходе -250А.
- Подобная установка сможет выполнять сварочную работу электродом 5-ой с длинной дуги до 1см.
- КПД его будет не ниже покупных.
Элементы собираемой конструкции
- блок для питания,
- драйверы силовых ключей,
- силовой блок.
Инструменты необходимые для выполнения сборки
- нож, комплект отверток, ножовка по металлу,
- паяльник для работы с электросхемой,
- резьбовые крепежные элементы,
- тонкий лист металла,
- элементы для микросхемы, медные провода и полосы,
- кассовая термобумага, стеклоткань, текстолит, слюда.
Изготовление инверторной сварки своими руками
Сбор блока питания
Самым важным узлом для этого блока инвертора будет трансформатор. С помощью него обеспечивается подача стабильного напряжения.
Его делают из четырех обмоток:
- первичная – 100 витков выполненных из провода ПЭВ 0,3 мм в диаметре;
- первая вторичная – 15 витков выполненных из провода ПЭВ 1мм в диаметре;
- вторая вторичная – 15 витков выполненных из провода ПЭВ 0,2мм в диаметре;
- третья вторичная – 20 витков выполненных из провода ПЭВ 0,3 мм в диаметре.

Завершив намотку первичной обмотки, следует провести изоляцию полученной поверхности стеклотканью. А затем наматывать слой экранирующего провода. Причем его витки должны закрывать весь первый слой.
Важно! Обмотку трансформатора лучше делать равномерно по всей ширине каркаса. Так влияние перепадов напряжения будет минимально.
Провод для экранирования нужно брать одного диаметра с первичной обмоткой и наматывать в одинаково направлении. Это условие относиться ко всем остальным обмоткам. Каждый слой обмотки изолируется друг от друга стеклотканью или малярным скотчем.
Правильно подобранные резисторы к электронной схеме обеспечат силу напряжения передающегося от блока питания на реле в диапазоне 20-25В. Диоды в схеме должны быть собраны согласно методу «косого моста».
В процессе работы устройства, диоды будут значительно нагреваться, поэтому к ним обязательно нужно прикрепить радиаторы. Иногда с этой целью заимствуют у старого компьютера охлаждающие элементы. Установка диодного моста должна иметь два радиатора. Верх моста крепится через слюдяную прокладку к одному радиатору, низ — через термопасты ко второму.
Установка диодного моста должна иметь два радиатора. Верх моста крепится через слюдяную прокладку к одному радиатору, низ — через термопасты ко второму.
Выводы диодов необходимо направить в одну сторону с выводами транзисторов, обеспечивающих трансформацию постоянного тока в переменный.
Длинна проводов, для соединения выводов, должна быть меньше 15 см. Блоком питания и блок инверторный разделяются листом металла, приваренным к корпусу установки.
Сбор силового блока
Основной узел силового блока – трансформатор. Он понижает напряжение высокочастотного тока, а силу увеличивает.
Дня такого трансформатора необходимы два сердечника Ш20х208 2000 нм. Зазор между ними лучше обеспечить с помощью газетной бумаги.
Обмотка трансформатора должна быть сделана из медной полосы шириной в 40мм и толщиной 0,25 мм.
Все слои должны быть дополнительно обмотаны кассовой лентой с целью термоизоляции.
Вторичная обмотка выполняется тремя слоями медных полос с фторопластовой лентой между каждым из них.
Итого трансформаторная обмотка должна состоять из 12 витков х 4 витка, 10 кв.мм х 30 кв.мм.
Термоизоляцию можно выполнить обычной бумагой, но лентой от кассового аппарата будет более долговечно.
Необходимо учитывать, что в процессе эксплуатации устройства сделанный трансформатор будет значительно перегреваться, поэтому необходимо предусмотреть охлаждающий кулер. Например, от старого компьютера.
Состав инверторного блока
Данный блок устройства постоянный ток преобразует в переменный высокочастотный. Наилучшим вариантом будет сбор такого блока из двух транзисторов средней и ниже мощностей. Тогда и частота тока будет стабилизирована, и шум, в процессе эксплуатации, минимальным.
В самодельном сварочном инверторе необходимо закладывать минимум шесть охлаждающих маломощных вентилятора от компьютера, или же один мощный, направив его на обдувание понижающего силового трансформатора. В случае использования нескольких вентиляторов, как минимум, три из них следует расположить у силового трансформатора.
В случае использования нескольких вентиляторов, как минимум, три из них следует расположить у силового трансформатора.
Для большей защиты от перегрева устройства устанавливается термодатчик к наиболее греющемуся радиатору. Его функция при достижении максимально допустимой температуры отключать питание на весь аппарат.
Приблизительная схема самодельного сварочного инвертора
Выполненная обмотка трансформатора крепится на основу агрегата с помощью нескольких скоб.
Платы делаются с помощью фольгированного текстолита толщиной в 1мм. Для понижения нагрузки в платах формируют несколько небольших прорезей.
В качестве основы агрегата используют пластину гетинакса толщиной в 0,5 см с круглой прорезью в центре для вентилятора.
Важно! Все провода должны располагаться так, что бы между ними было е пространство.
На поверхность основы выводятся ручки для резистора и переключатели тумблера, зажимы и светодиоды. Сверху устройство покрывается кожухом из винипласта или текстолита толщиной минимум 4 мм.
Описание основных неисправностей сварочного инвертора и его ремонт
Определения причин поломки следует начать с внешнего осмотра. Если обнаружены места с плохим контактом, их отсоединяют, зачищают и соединяют их снова.
Достаточно часто встречаются следующие неисправности:
- Излишнее потребление тока при полном отсутствии нагрузки.
В этом случае, скорее всего, замкнулись витки. Нужно просто выполнить перемотку и улучшить изоляцию слоя. - Частое падение сварочной дуги.
Наиболее вероятен пробой обмотки, вследствие чего, в цепь поступает завышенное напряжение. - Неверная регулировка сварочного тока.
Возможны замыкания в зажимах или дроссельной катушке, отказ регулирующего ток винта. - Ток недостаточен.
Это говорит о том, что в сети упало напряжение. В этом случае проверяют исправность регулятора.
В этом случае проверяют исправность регулятора. - Повышенная шумность трансформатора.
Часто повышение шума сопровождается перегревом аппарата. В подобных случаях необходимо проверить крепления стягивающие части магнитопровода, крепления механизмов перемещения, сердечника катушки. Скорее всего, возникло замыкание в сварочных проводах. - Самостоятельное отключение аппарата.
Следует предположить замыкание в электро цепи, которое вызвало автоотключение.
Кроме того, самым слабым местом инвертора всегда будет колодка клеммы для подключения сварочного кабеля.
Рейтинг
( 3 оценки, среднее 1.67 из 5 )
0 8 679.
Олег Сомов/ автор статьи
Опытный строитель с более чем 10 летнем стажем Каркасных и Фахверковых домов из клеенного бруса, делюсь опытом с читателями моего сайта, жмите звездочку и делитесь с друзьями, если было полезно!
Понравилась статья? Поделиться с друзьями:
инверторный, точечный, от микроволновки и другие
Сварочный аппарат является достаточно популярным устройством как среди профессионалов, так и среди домашних мастеров. А вот для бытового использования порой нет смысла покупать дорогой агрегат, так как он будет использоваться в редких случаях, например, если нужно заварить трубу или поставить забор. Поэтому разумнее будет сделать сварочный аппарат своими руками, вложив в него минимальное количество средств.
А вот для бытового использования порой нет смысла покупать дорогой агрегат, так как он будет использоваться в редких случаях, например, если нужно заварить трубу или поставить забор. Поэтому разумнее будет сделать сварочный аппарат своими руками, вложив в него минимальное количество средств.
Основной частью любого сварочного аппарата, работающего по принципу электродуговой сварки, является трансформатор. Эту деталь можно снять со старой, ненужной бытовой техники и сделать из нее самодельный сварочный аппарат. Но в большинстве случаев трансформатор нуждается в небольшой доработке. Существует несколько способов изготовления сварочного аппарата, который может быть как самым простым, так и более сложным, требующим знаний в области электроники.
Содержание
- 1 Сварочный аппарат СВЧ
- 2 Сварочный аппарат переменного тока
- 3 Блок постоянного тока
- 4 Инвертор от блока питания компьютера
- 5 Электродвигатель сварочного аппарата
- 5.
 1 Подготовка к работе
1 Подготовка к работе - 5.2 Изготовление трансформатора
- 5.
- 6 Самодельный аппарат точечной сварки
Аппарат СВЧ сварки
Для изготовления мини сварочного аппарата потребуется пара трансформаторов вынули из ненужной микроволновки. Микроволновку легко найти у друзей, знакомых, соседей и т.д. Главное, чтобы она имела мощность в пределах 650-800 Вт, и в ней был исправен трансформатор. Если у плиты более мощный трансформатор, то и устройство получится с более высокими показателями тока.
Итак, трансформатор, взятый из микроволновки, имеет 2 обмотки: первичную (первичную) и вторичную (вторичную).
Вторичная имеет больше витков и меньшее сечение провода. Поэтому, чтобы трансформатор стал пригодным для сварки, его необходимо снять и заменить проводником с большей площадью сечения. Чтобы извлечь эту обмотку из трансформатора, ее необходимо разрезать с обеих сторон детали ножовкой.
Делать это нужно очень осторожно, чтобы случайно не задеть первичную обмотку пилой.
Когда катушка будет вырублена, ее остатки нужно будет удалить из магнитопровода. Эта задача значительно упрощается, если вы просверлите обмотки, чтобы снять напряжение металла.
Далее при помощи дрели или зубила выбить остатки обмотки.
Проделайте то же самое с другим трансформатором. В итоге у вас получится 2 детали, которые имеют первичную обмотку на 220 В.
Важно! Не забудьте снять токовые шунты (показаны стрелками на фото ниже). Этот процент увеличит мощность устройства на 30%.
Для изготовления вторички потребуется приобрести 11-12 метров проволоки. Он должен быть многопроволочным и иметь сечение не менее 6 квадратов .
Чтобы сделать сварочный аппарат, на каждый трансформатор потребуется намотать 18 витков (6 рядов в высоту и 3 слоя в толщину).
Можно намотать оба трансформатора одним проводом или по отдельности. Во втором случае катушки должны соединяться последовательно.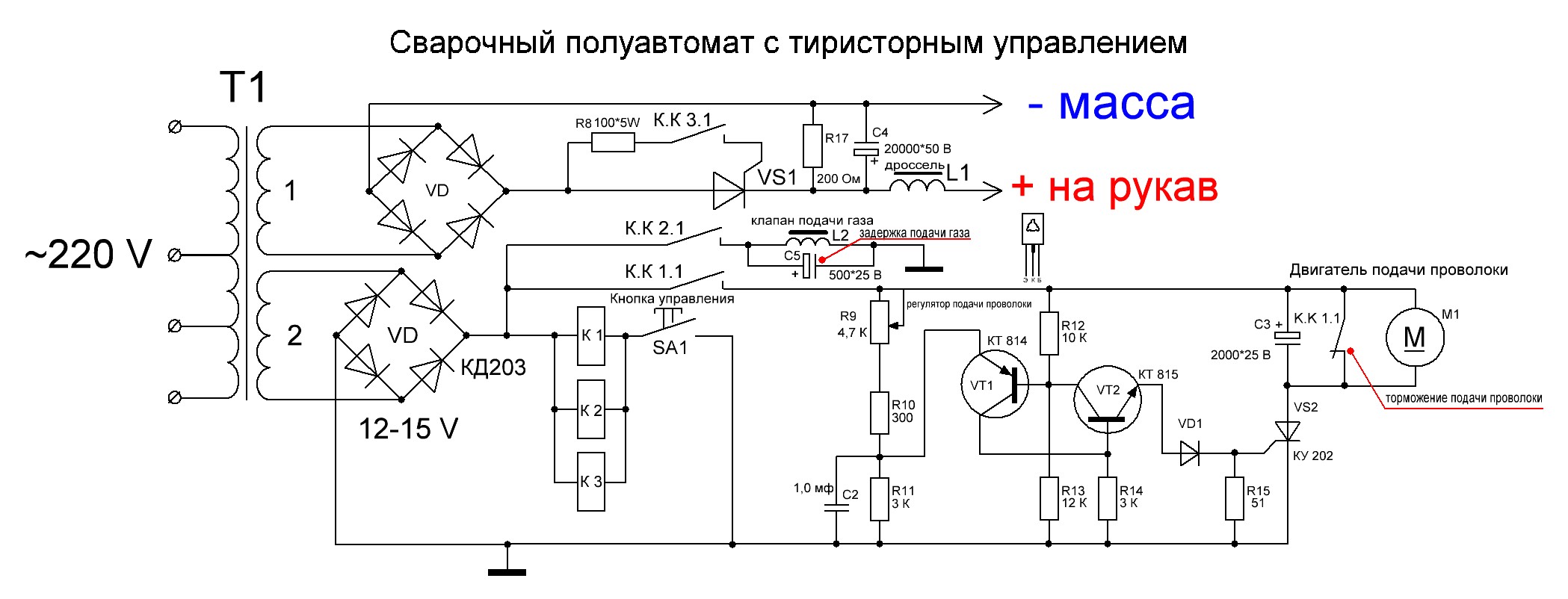
Намотку нужно делать очень плотной, чтобы провода не болтались. Далее первичные обмотки нужно соединить параллельно.
Для соединения деталей между собой их можно прикрутить к небольшому бруску деревянной доски.
Если измерить напряжение на вторичной обмотке трансформатора, то в этом случае оно будет равно 31-32 В.
Этот самодельный сварочный аппарат легко сварит металл толщиной 2 мм электродами диаметром 2,5 мм.
Следует помнить, что приготовление пищи таким самодельным устройством должно быть с перерывами на отдых, так как его обмотки сильно нагреваются. В среднем после каждого использованного электрода прибор должен охлаждаться в течение 20-30 минут.
Тонкий металл с агрегатом из микроволновки не подойдет, так как порежет. Для регулировки тока к сварочному аппарату можно подключить балластный резистор или дроссель.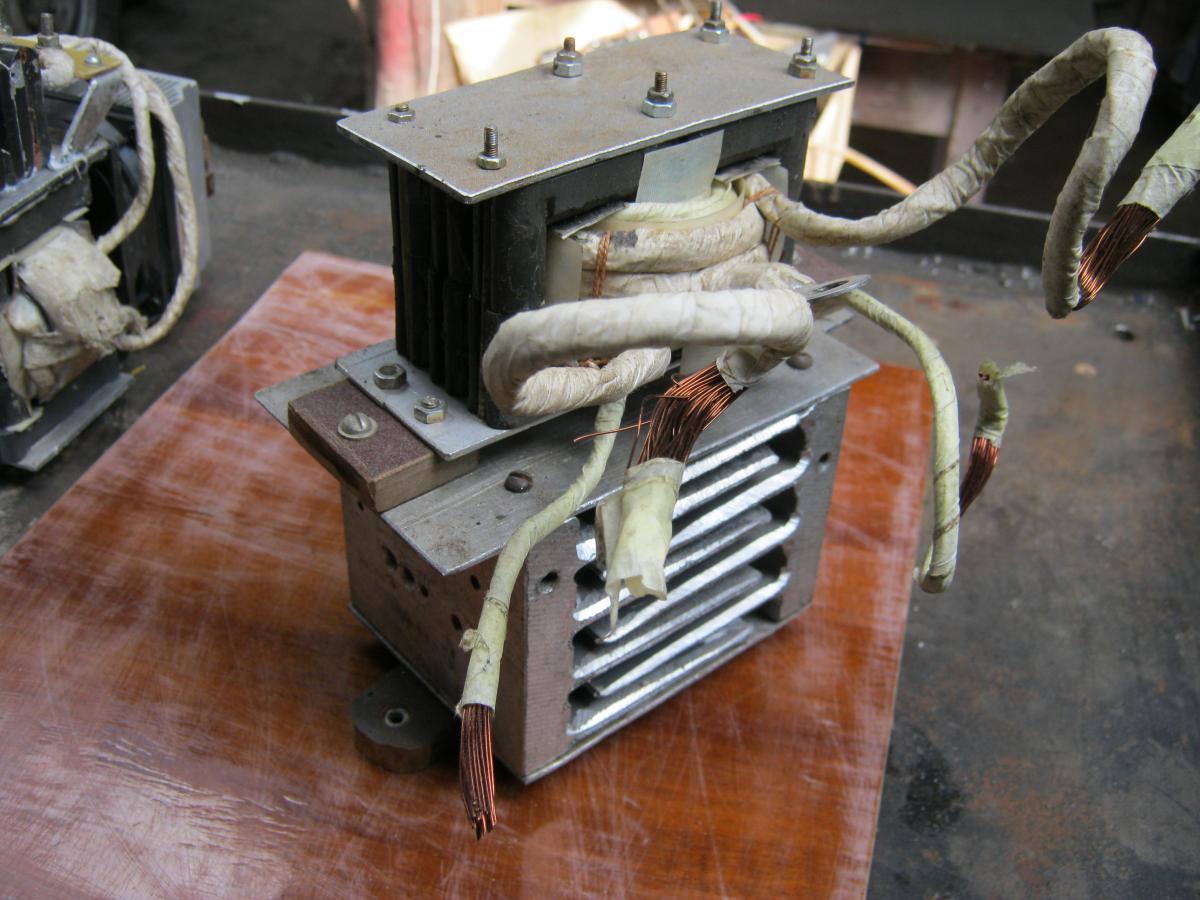 Роль резистора может выполнять отрезок стального провода определенной длины (подбирается экспериментально), который подключается к низковольтной обмотке.
Роль резистора может выполнять отрезок стального провода определенной длины (подбирается экспериментально), который подключается к низковольтной обмотке.
Сварочный аппарат переменного тока
Это наиболее распространенный тип аппарата для сварки металлов. Его легко сделать в домашних условиях, и он неприхотлив в эксплуатации. Но главный недостаток устройства большая масса понижающего трансформатора , который является основой блока.
Для домашнего использования достаточно, чтобы устройство выдавало напряжение 60 В и могло обеспечить силу тока 120-160 А. Поэтому для первичной , которая подключается к бытовой сети 220 В, понадобится провод сечением от 3 мм 2 до 4 мм 2 . Но идеальный вариант – проводник сечением 7 мм. 2 . При таком сечении перепады напряжения и возможные дополнительные нагрузки на устройство будут не страшны. Из этого следует, что для вторички нужен проводник, имеющий диаметр 3 мм.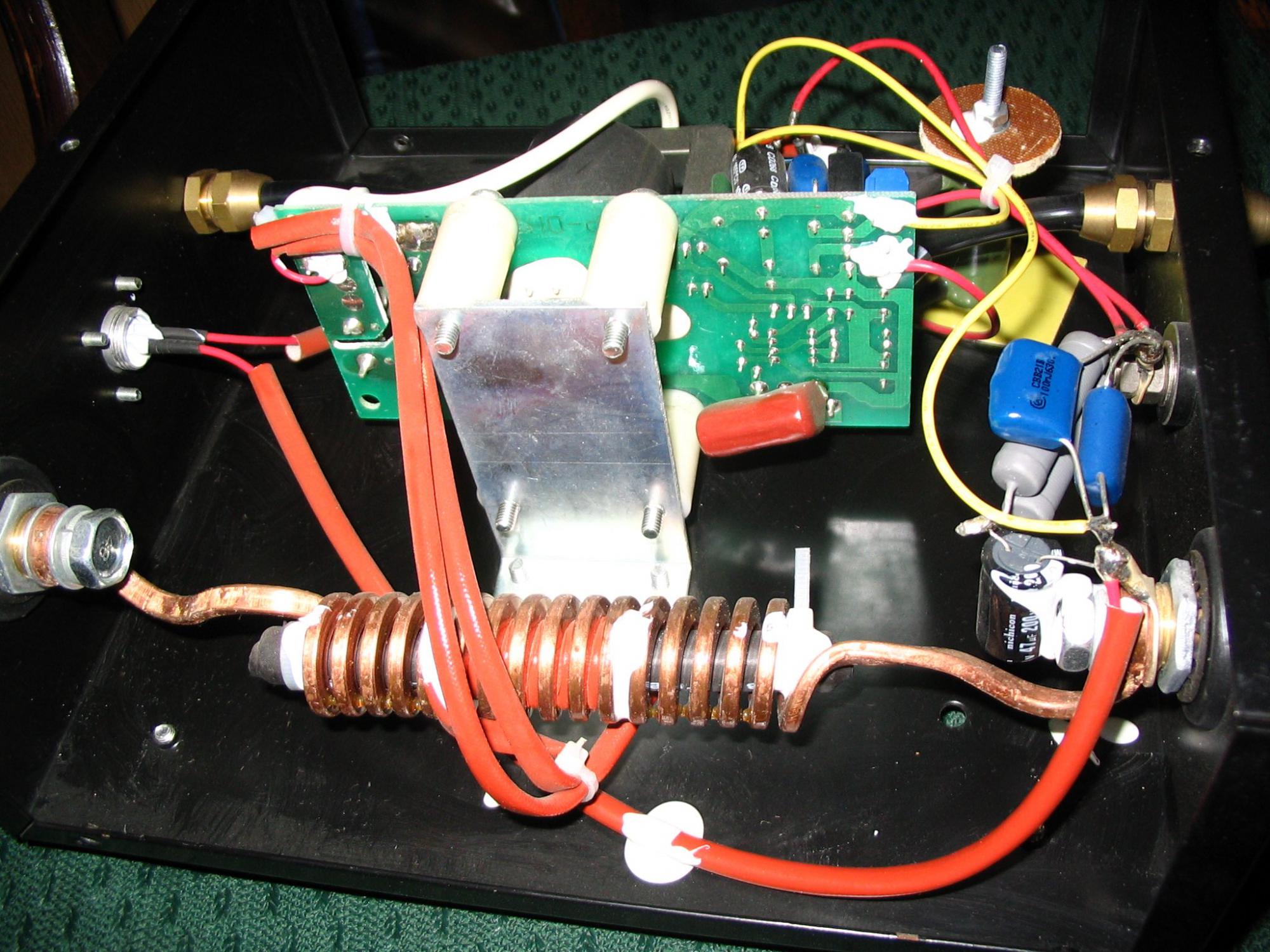 Если взять алюминиевую жилу, расчетное сечение меди умножается на коэффициент 1,6. Для вторички потребуется медная шина сечением не менее 25 мм 2
Если взять алюминиевую жилу, расчетное сечение меди умножается на коэффициент 1,6. Для вторички потребуется медная шина сечением не менее 25 мм 2
Очень важно, чтобы жила обмотки была покрыта тряпичной изоляцией, так как традиционная ПВХ оболочка при нагревании плавится, что может вызвать межвитковое короткое замыкание.
Если вы не нашли провод нужного сечения, то его можно сделать самостоятельно из нескольких более тонких проводников. Но это значительно увеличит толщину провода и, соответственно, габариты агрегата.
Первым делом изготовлена основа трансформатора – сердечник . Изготовлен из металлических пластин (трансформаторная сталь). Эти плиты должны иметь толщину 0,35-0,55 мм. Шпильки, соединяющие пластины, должны быть хорошо от них изолированы. Перед сборкой сердечника рассчитывают его размеры, то есть размеры «окна» и площадь поперечного сечения сердечника, так называемого «сердечника ». Для расчета площади используйте формулу: S см 2 = a x b (см. рисунок ниже).
Для расчета площади используйте формулу: S см 2 = a x b (см. рисунок ниже).
Но из практики известно, что если сделать сердечник площадью менее 30 см 2 , то таким приспособлением будет сложно получить качественный шов из-за отсутствия запаса мощности. Да и нагревается он очень быстро. Следовательно, сечение жилы должно быть не менее 50 см 2 . Несмотря на то, что вес агрегата увеличится, он станет надежнее.
Для сборки сердечника лучше использовать Г-образные пластины и размещайте их, как показано на следующем рисунке, пока толщина детали не достигнет нужного значения.
Плиты в конце сборки необходимо скрепить (по углам) болтами, затем зачистить напильником и утеплить тканевым утеплителем.
Теперь можно запускать обмотку трансформатора .
- В первую очередь необходимо намотать первичку. Для его изготовления потребуется сделать 215 витков.
- Рекомендуется сделать ветку на 165 и 190-е катушки.
 Для этого необходимо вверху трансформатора прикрепить пластину из текстолита. Все ответвления фиксируются на ней болтами. Но возле них должны быть отмечены . Например, возле первого провода следует написать «Общий», возле 2-го ответвления — «165 витков», возле 3-го — «190 витков» и возле 4-го — «215 витков». В дальнейшем это позволит регулировать силу тока. Если вы хотите увеличить силу тока, то выбирайте обмотку с меньшим числом витков, и наоборот.
Для этого необходимо вверху трансформатора прикрепить пластину из текстолита. Все ответвления фиксируются на ней болтами. Но возле них должны быть отмечены . Например, возле первого провода следует написать «Общий», возле 2-го ответвления — «165 витков», возле 3-го — «190 витков» и возле 4-го — «215 витков». В дальнейшем это позволит регулировать силу тока. Если вы хотите увеличить силу тока, то выбирайте обмотку с меньшим числом витков, и наоборот. - Далее делается вторичная обмотка, состоящая из 70 витков.
Следует учитывать один нюанс: соотношение витков на сердечнике должно быть 40% к 60%. Это означает, что со стороны, где находится первичка, должно быть меньшее количество витков вторички. Благодаря этому в начале сварки обмотка, имеющая большее количество витков, частично отключается из-за возникновения вихревых токов. Это увеличит силу тока, что положительно скажется на качестве шва.
Когда обмотка трансформатора завершена, силовой кабель подключается к общему проводу и к ответвлению 215 шлейфа. Сварочные кабели подключаются ко вторичной обмотке. После этого аппарат контактной сварки готов к работе.
Сварочные кабели подключаются ко вторичной обмотке. После этого аппарат контактной сварки готов к работе.
Блок постоянного тока
Для варки чугуна или нержавеющей стали необходим аппарат постоянного тока. Его можно сделать из обычного блока трансформатора, если к его вторичной обмотке подключить выпрямитель . Ниже представлена схема сварочного аппарата с диодным мостом.
Схема сварочного аппарата с диодным мостом
Выпрямитель собран на диодах Д161 способных выдерживать 200А. Их необходимо устанавливать на радиаторы. Также для выравнивания пульсаций тока потребуется 2 конденсатора (С1 и С2) на 50 В и 1500 мкФ. В этой схеме также имеется регулятор тока, роль которого выполняет дроссель L1. Сварочные кабели (прямой или обратной полярности) подключаются к контактам Х5 и Х4 в зависимости от толщины соединяемого металла.
Инвертор от блока питания компьютера
Сварочный аппарат от блока питания компьютера сделать нельзя. А вот использовать его корпус и некоторые детали, а также вентилятор вполне реально.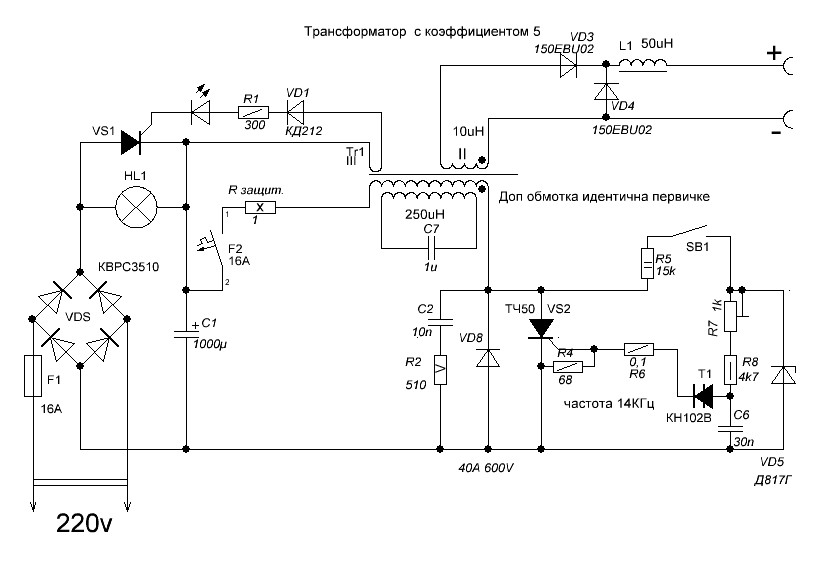 Итак, если делать инвертор своими руками, то его легко можно разместить в корпусе БП от компьютера. Все транзисторы (IRG4PC50U) и диоды (КД2997А) необходимо установить на радиаторы без использования прокладок. Для охлаждения деталей желательно использовать мощный вентилятор типа Thermaltake A2016. Несмотря на небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный регулятор скорости. Последние регулируются термопарой, которую необходимо закрепить на радиаторе с установленными диодами.
Итак, если делать инвертор своими руками, то его легко можно разместить в корпусе БП от компьютера. Все транзисторы (IRG4PC50U) и диоды (КД2997А) необходимо установить на радиаторы без использования прокладок. Для охлаждения деталей желательно использовать мощный вентилятор типа Thermaltake A2016. Несмотря на небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный регулятор скорости. Последние регулируются термопарой, которую необходимо закрепить на радиаторе с установленными диодами.
Совет! В корпусе БП рекомендуется просверлить несколько дополнительных отверстий для лучшей вентиляции и отвода тепла. Защита от перегрева, установленная на радиаторах транзисторов, настроена на срабатывание при температуре 70-72 градуса.
Ниже представлена принципиальная электрическая схема сварочного инвертора (в большом разрешении), по которой можно изготовить устройство для размещения в корпусе БП.
Ниже приведены схемы изготовления печатных плат, которые нужны для изготовления инвертора.
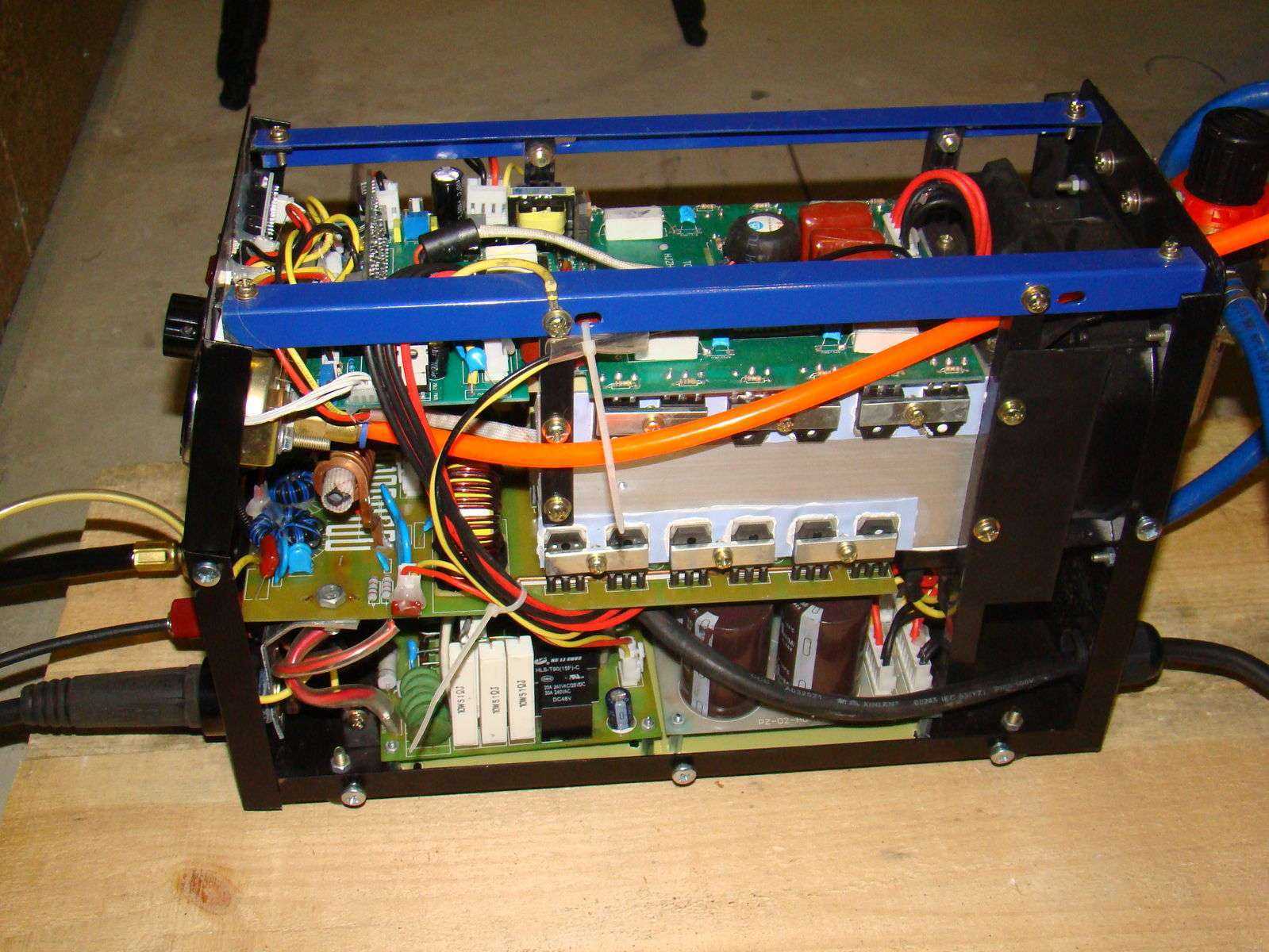
На следующих фото показано из каких узлов состоит самодельный инверторный сварочный аппарат и как он выглядит после сборки.
Электродвигатель сварочный
Для изготовления простого сварочного аппарата из статора электродвигателя необходимо подобрать сам двигатель, отвечающий определенным требованиям, а именно, что его мощность должна быть от 7 до 15 кВт.
Совет! Лучше всего использовать двигатель серии 2А, так как он будет иметь большое магнитное окно.
Достать нужный статор можно в местах, где берут лом. Как правило, он очищается от проводов и после пары ударов кувалдой ломается. А вот если корпус из алюминия, то для извлечения из него магнитопровода потребуется прошить статор .
Подготовка к работе
Установите статор отверстием вверх и подложите под деталь кирпичи. Далее складываем внутрь дрова и поджигаем. Через пару часов обжига магнитопровод легко отделяется от корпуса. Если в корпусе есть провода, их также можно удалить из пазов после термической обработки. В итоге вы получаете очищенный от лишних элементов магнитопровод.
Если в корпусе есть провода, их также можно удалить из пазов после термической обработки. В итоге вы получаете очищенный от лишних элементов магнитопровод.
Этот диск надо хорошо пропитать масляным лаком и дать высохнуть. Для ускорения процесса можно использовать тепловую пушку. Лаковая пропитка делается для того, чтобы после снятия стяжки не было рассыпания пакета.
Когда скребок полностью высохнет с помощью измельчителя, снимите стяжки , размещенные на нем. Если стяжки не снимать, они будут служить короткозамкнутыми витками и забирать мощность трансформатора, а также вызывать его нагрев.
После очистки магнитопровода от ненужных деталей необходимо изготовить две торцевые пластины (см. рисунок ниже).
Материалом для их изготовления может быть как картон, так и прессованная плита. Из этих материалов также нужно сделать два вкладыша. Один будет внутренним, а второй – внешним. Далее необходимо:
- установить обе торцевые пластины на заготовку;
- затем вставьте (наденьте) баллоны;
- обмотать всю эту конструкцию герметиком или стеклолентой;
- пропитать полученную деталь лаком и просушить.

Изготовление трансформатора
После выполнения вышеописанных операций можно изготовить сварочный трансформатор из магнитопровода. Для этих целей вам понадобится провод, покрытый тканевой или стеклоэмалевой изоляцией. Для намотки первичной обмотки понадобится провод диаметром 2-2,5 мм. Для вторичной обмотки потребуется около 60 метров медной шины (8 х 4 мм).
Совет! Чтобы правильно рассчитать количество витков, необходимо иметь трансформатор на 12 В и амперметр, которым можно измерять переменный ток до 5 А.
Итак, вычисления производятся следующим образом.
- На сердечник следует намотать 20 витков провода диаметром не ниже 1,5 мм, после чего нужно подать напряжение 12 В.
- Измерьте ток, протекающий в этой обмотке. Значение должно быть около 2 А. Если значение больше требуемого, то количество витков нужно увеличить, если значение меньше 2А, то уменьшить.
- Подсчитайте полученное количество витков и разделите его на 12.
 В результате вы получите значение, указывающее, сколько витков вам нужно на 1 В напряжения.
В результате вы получите значение, указывающее, сколько витков вам нужно на 1 В напряжения.
Для первичной обмотки подходит проводник диаметром 2,36 мм, который требуется сложить пополам. В принципе можно взять любую проволоку диаметром 1,5-2,5 мм. Но сначала нужно рассчитать сечение проводников в катушке. Сначала нужно намотать первичную обмотку (220 В), а затем вторичную. Его провод должен быть изолирован по всей длине.
Если во вторичной обмотке сделать отвод на участке, где получается 13, и поставить диодный мост, то этот трансформатор можно использовать вместо аккумулятора, если нужно завести машину. Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Если ставить обе обмотки, и в такой конструкции есть свободное место, то можно добавить 4 витка шины из меди (40 х 5 мм). В этом случае вы получаете обмотку точечной сварки, позволяющую соединять листовой металл толщиной до 1,5 мм.
Для корпуса изготовление корпуса из металла не рекомендуется. Лучше сделать его из текстолита или пластика. В местах крепления катушки к корпусу следует проложить резиновые прокладки для снижения вибрации и лучшей изоляции от токопроводящих материалов.
Самодельный аппарат для точечной сварки
Готовый аппарат для точечной сварки имеет достаточно высокую цену, не оправдывающую его внутреннюю «начинку». Устроен он очень просто, и сделать его самостоятельно не составит труда.
Для самостоятельного изготовления аппарата точечной сварки вам понадобится один трансформатор от микроволновки на 700-800 ватт. С него нужно снять вторичную обмотку способом, описанным выше, в разделе, где рассматривалось изготовление сварочного аппарата из микроволновки.
Устройство для точечной сварки устроено следующим образом.
- Сделать 2-3 витка внутри манипулятора кабелем с диаметром жилы не менее 1 см.
 Это будет вторичная обмотка, позволяющая получить ток 1000 А.
Это будет вторичная обмотка, позволяющая получить ток 1000 А. - На концах кабеля рекомендуется установить медные наконечники.
- Если подключить к первичной обмотке 220 В, то на вторичной обмотке получим напряжение 2 В с силой тока около 800 А. Этого будет достаточно, чтобы расплавить обычный гвоздь за несколько секунд.
- Затем сделайте корпус для устройства . Для основы хорошо подойдет деревянная доска, из которой следует сделать несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависят от габаритов трансформатора.
- Для придания корпусу более эстетичного вида острые углы можно удалить с помощью ручного фрезера с установленной на нем кромочной фрезой.
- На одной детали сварочными клещами нужно вырезать небольшой клин . Благодаря ему клещи смогут подняться выше.
- Вырежьте отверстие для выключателя и шнура питания в задней части корпуса.

- Когда все детали готовы и отполированы, их можно покрасить черной краской или покрыть лаком.
- От ненужной микроволновки нужно будет отсоединить кабель питания и концевой выключатель. Также понадобится металлическая дверная ручка.
- Если в вашем доме не осталось выключателя и медной планки, а также медных зажимов, то эти детали необходимо приобрести.
- Отрежьте от медной проволоки 2 небольших стержня, которые будут выполнять роль электродов, и закрепите их в зажимах.
- Прикрутите переключатель к задней части устройства.
- Прикрутите к основанию заднюю стенку и 2 стойки, как показано на следующем фото.
- Закрепите трансформатор на основании.
- Далее один сетевой провод подключается к первичной обмотке трансформатора. Второй сетевой провод подключается к первому выводу выключателя. Затем нужно присоединить провод ко второй клемме выключателя и подключить его к другому выводу первички.
 А вот на этом проводе следует сделать разрыв и установить на него выключатель СВЧ . Он будет играть роль сварочного выключателя. Эти провода должны иметь достаточную длину, чтобы можно было установить выключатель на конце зажима.
А вот на этом проводе следует сделать разрыв и установить на него выключатель СВЧ . Он будет играть роль сварочного выключателя. Эти провода должны иметь достаточную длину, чтобы можно было установить выключатель на конце зажима. - Закрепите крышку аппарата с помощью ручки, установленной на стойках и задней стенке.
- Закрепите боковые стенки корпуса.
- Теперь можно установить сварочные клещи. Сначала просверлите на их концах отверстия, в которые будут вкручиваться шурупы.
- Далее закрепите переключатель до конца.
- Вставьте клещи в корпус, предварительно поместив между ними квадратную планку. Просверлите отверстия в щипцах через боковые стенки и вставьте в них длинные гвозди, которые будут служить осями.
- На концах клещей закрепите медные электроды и выровняйте их так, чтобы концы стержней были напротив друг друга.
- Для автоматического подъема верхнего электрода вкрутите 2 винта и закрепите на них резинки, как показано на следующих фото.

- Включите установку, подключите электроды и нажмите кнопку пуска. Вы должны увидеть электрический разряд между медными стержнями.
- Для проверки работы узла можно взять металлические шайбы и приварить их.
В данном случае результат положительный. Поэтому создание аппарата точечной сварки можно считать завершенным.
Китай Сварочный аппарат Arc TIG MIG MMA IGBT Производитель, Инверторный сварочный аппарат Mma Сварка двойным напряжением, Дуговой сварочный аппарат MIG Поставщик сварочного аппарата
Рекомендуется для вас
Видео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасГорячие продукты
Видео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасНовое поступление
Видео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасНовые продукты
Видео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасПрофиль компании
{{ util. each(imageUrls, функция(imageUrl){}} {{ }) }} {{ если (изображениеUrls.length > 1){ }} {{ } }}
each(imageUrls, функция(imageUrl){}} {{ }) }} {{ если (изображениеUrls.length > 1){ }} {{ } }}| Вид бизнеса: | Производитель/Фабрика | |
| Основные продукты: | Сварочный аппарат Arc TIG MIG MMA IGBT
,
Инверторный сварочный аппарат MmaWelding с двойным напряжением сварки
,
. .. .. | |
| Площадь завода: | >2000 квадратных метров | |
| Сертификация системы менеджмента: | ИСО 9001 | |
| Основные рынки: | Северная Америка, Южная Америка, Восточная Европа, Юго-Восточная Азия, Африка, Океания, Восточная.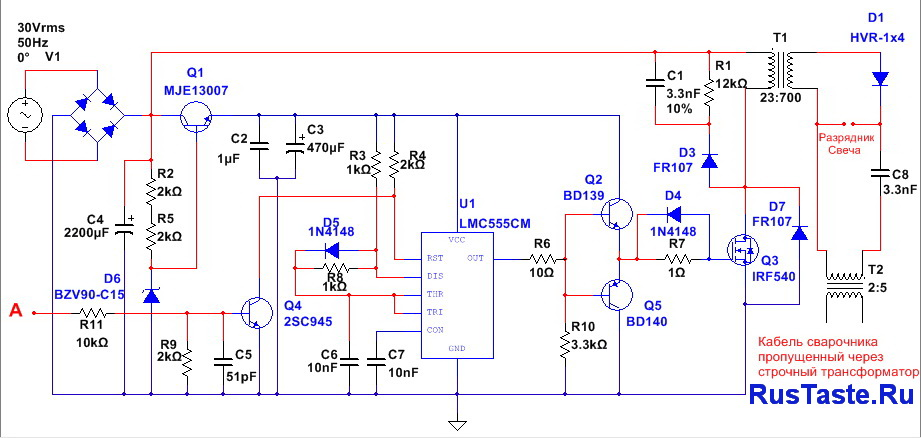 .. .. | |
| Среднее время выполнения: | Время выполнения заказа в пиковый сезон: один месяц Время выполнения заказа в межсезонье: в течение 15 рабочих дней |
Taizhou Lingba Electromechanical Equipment Co., Ltd. является современной и высокотехнологичной компанией в городе Вэньлин, провинция Чжэцзян, Китай. Как профессиональный производитель сварочного оборудования, мы занимаемся разработкой и продажей всех серий сварочных аппаратов. Наш город имеет полностью сварную систему снабжения деталями с хорошо развитой транспортной системой, такой как аэропорт, порт и скоростная дорога.