Самодельные приспособления для заточки сверл по металлу: Приспособление для заточки сверл: простые самодельные устройства
alexxlab | 16.05.2023 | 0 | Разное
Самодельное приспособление для заточки сверл вернет в строй тупые сверла
При работе с твердыми заготовками, рабочая поверхность сверла быстро изнашивается. Затупленное сверло сильно нагревается и теряет прочность. Это происходит по причине «отпускания» металла. Инструмент периодически надо затачивать. Впрочем – это относится не только к сверлам.
Сверла относятся к недорогим приспособлениям. Во всяком случае, те модели, которые используются в домашнем хозяйстве. Тем не менее, покупать новый наконечник всякий раз после его затупления – расточительно.
Существуют фабричные приспособления для заточки, но при этом нарушается концепция экономного использования домашних инструментов.
Сверла по дереву практически не тупятся, разве что инструмент можно «загнать» на высоких оборотах в смолистой заготовке. Победитовые наконечники по бетону и камню не затачивают. Остается заточка сверла по металлу. Многие слесари со стажем проводят эту процедуру своими руками, безо всяких приспособлений.
Однако, точность работ оставляет желать лучшего, да и глазомер не у каждого домашнего мастера развит настолько профессионально. В любом случае, минимальная механизация необходима.
ВАЖНО! Затачивать наконечники при помощи напильника, надфиля и даже наждачной бумаги – бессмысленно. Для этого необходим электрический наждак (точило).
Как изготовить самодельное приспособление для заточки сверл?
В первую очередь, необходимо обзавестись средством контроля. Как бы вы не затачивали сверло, необходим шаблон для проверки точности работ.
Обычные сверла для работы с черными металлами имеют угол кромки 115-120 градусов. Если вами приходится работать с разными материалами – ознакомьтесь с таблицей углов:
| Обрабатываемый материал | угол заточки |
| Сталь, чугун, бронза твердосплавная | 115-120 |
| Латунные сплавы, мягкая бронза | 125-135 |
| Красная медь | 125 |
| Алюминий и мягкие сплавы на его основе | 135 |
| Керамика, гранит | 135 |
| Древесина любых пород | 135 |
| Магний и сплавы на его основе | 85 |
| Силумин | 90-100 |
| Пластик, текстолит | 90-100 |
Зная эти значения, можно приготовить несколько шаблонов, и в соответствии с ними производить заточку самостоятельно.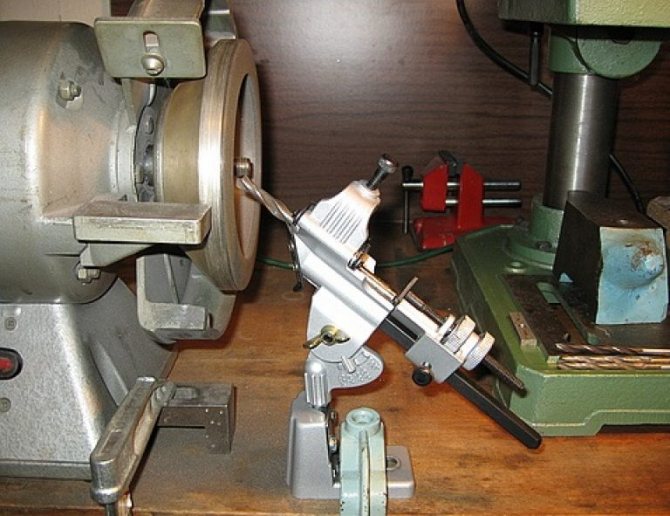
Простейшая, но очень эффективная приспособа для заточки – втулки разного диаметра, закрепленные на каком-нибудь основании.
Схематический чертеж устройства на иллюстрации:
ВАЖНО! Инструмент во втулке болтаться не должен, ошибка лишь в один градус снизит качество сверления.
Лучше всего изготовить целую обойму из медных или алюминиевых трубок, под типовые размеры сверл. Или насверлить в бруске из мягкого материала достаточное количество дырок. Главное – установить на вашем точиле удобный подручник, который позволит под правильным углом передвигать приспособление для заточки, и служить надежным упором.
Таким способом пользовались наши деды. Только в качестве материала для изготовления заточного станочка – уголка, использовали дубовый брусок.
В принципе, достаточно было разместить напротив боковой поверхности наждака стол или верстак – и заточной станок готов. При этом качество и точность обработки была на высоком уровне.
При этом качество и точность обработки была на высоком уровне.
Существуют разные чертежи приспособлений для заточки.
Можно воспользоваться готовым, или разработать его самостоятельно. Главное – понять принцип работы со сверлом.
ВАЖНО! При работе на точиле, нельзя допускать вращения сверла вокруг своей оси.
Если инструмент провернется хотя бы на миллиметр – он будет испорчен, и придется стачивать некоторое расстояние для повторной обработки.
После окончания заточки, дайте сверлу остыть и проведите замеры при помощи шаблона. Обе кромки должны быть симметричны с точностью до десятых долей миллиметра. Особенно это важно для сверл малого диаметра.
На схеме показаны типичные ошибки самостоятельной заточки:
- Углы подобраны правильно и симметрично – а длины режущих кромок неодинаковы. Центр сверления смещен относительно оси сверла. При работе с таким инструментом будут возникать биения, при начале сверления невозможно будет точно попасть в разметку.
 Сверло с большой долей вероятности сломается;
Сверло с большой долей вероятности сломается; - Центровка точная, углы режущей кромки несимметричны. При создании отверстия будет работать лишь одна режущая рабочая часть. Сверление будет происходить медленней, наконечник быстро перегреется. Возможно «отпускание» закаленного металла от нагрева. Кроме того, отверстие будет разбито, а его диаметр больше диаметра сверла.
Конструкция точильного станка для спиральных сверл по металлу, изготовленная из подручных материалов
В качестве основы взят бытовой точильный станок с гордой надписью «сделано в Германии», имеющий все признаки изделия из Поднебесной. Тем не менее, работает он исправно, биения оси нет, обороты под нагрузкой держит.
Техническое задание поставлено следующее:
- подручник должен быть строго на одной горизонтали (или выше ее) с осью вращения наждака;
- конструкция прочная и надежная, обеспечивающая безопасность работ;
- должна быть возможность как ручной заточки, так и полуавтоматической – с помощью приспособы;
- форма подручника позволяет свободно опускать хвостовик сверла на необходимый угол.
Никаких дефицитных деталей для изготовления приспособления не требуется. Все материалы фактически валялись под ногами в сарае. Обработка заготовок производилась болгаркой, тем же самым модернизируемым точилом, и сваркой.
Поскольку упор предполагалось делать качающимся (для полуавтоматического режима), было изготовлено петлевое соединение. Отверстия трубки, кронштейна и болта подобраны точно, для отсутствия люфтов. Полученное приспособление имеет две степени свободы.
Площадку можно вращать по вертикальной оси – меняя угол заточки сверла. Эта ось фиксируемая. Также подручник может качаться, опираясь на горизонтальную ось, обеспечивая правильную артикуляцию во время заточки. Эта степень свободы не фиксируемая.
Для опорной пластины выбран металл толщиной 4 мм, остальные элементы конструкции – 3 мм. Прочность получается более чем достаточная. Подручник жестко соединяется с корпусом наждака. Разумеется, крепить его к защитному кожуху недопустимо, поэтому прикручиваем кронштейн с помощью дополнительной металлической «щеки».
К подручнику (точнее к опорной пластине) прикручивается собственно направляющая пластина для сверл. Пластина толщиной 5 мм, в ней пропилен треугольный паз для фиксирования сверла во время обработки.
Угол поворота конструкции – 90 градусов. Это обеспечит заточку любым способом, от метода Леонтьева – до прижима под одним углом с выработкой острого угла кромки за счет кривизны наждака.
Обрабатываемое сверло не только прочно держится в канавке – его можно свободно подавать к абразиву вдоль паза, без малейшего отклонения угла заточки.
За счет некоторого превышения плоскости опорной пластины над осью вращения диска, достигнута оптимальная форма заточки затылка рабочей кромки.
Перед началом работ прижимаем сверло к пластине и выставляем режущую кромку параллельно пластине. На этом юстировка заканчивается и можно подавать инструмент к наждаку. Заточка сверла требует определенных навыков, делайте все не спеша внимательно следите за углом заточки.
Точность работ высочайшая, шаблон фактически не требуется. На установку приспособления и настройку угла требуется некоторое время, зато можно быстро заточить пару десятков сверл, не затрачивая никаких усилий.
Если необходимо заточить бур с твердосплавной насадкой – качающуюся пластину можно закрепить на фиксированный угол. Для этого требуется лишь подложить пару шайб под гайку оси.
Несколько слов о наждачном круге
Обычно, для универсальных задач, в домашнем точиле используется белый круг из электрокорунда. Он отлично точит ножи, топоры и лопаты. С его помощью можно быстро обрабатывать металлические заготовки.
При заточке твердосплавных сверл (да и быстрорежущий металл тоже требует более твердого диска), применяется зеленый абразивный круг из карбида кремния. Такие круги имеют маркировку 64С.
Зернистость для бытовых работ обычно выбирается 25H.
При заточке сверл требуется фракция помельче, лучше работать в диапазоне 8H — 16H. Необходимо помнить, что наждаки из карбида кремния сильно нагреваются при работе. Поэтому нельзя долго держать сверло в контакте с абразивом. После 2-3 подходов дайте металлу остыть. Лучше всего, охлаждать его с воде с содой.
Поэтому нельзя долго держать сверло в контакте с абразивом. После 2-3 подходов дайте металлу остыть. Лучше всего, охлаждать его с воде с содой.
ВАЖНО! Направление вращения абразива определяет качество кромки. Рабочая поверхность диска должна набегать на срез, то есть двигаться сверху вниз.
Периферийная поверхность наждака, как основная обрабатывающая поверхность, должна быть идеально ровной. Править ее можно насадкой из эльбора. Для дисков небольшого диаметра вполне можно обойтись плоскогубцами, в которых удерживается эльборовый резец.
7 правил – как заточить сверло под правильный угол
Даже самое качественное новое сверло со временем тупиться, требуя правки. Если же мастер без должных навыков и знаний начинает его подтачивать по рекомендациям из интернета, то быстро возникают проблемы.
Важно понимать, что заточка сверла по металлу выполняется по строгим шаблонам и правилам. Их надо знать и тщательно соблюдать.
Эта статья сайта написана для новичков без опыта в виде подробной инструкции с чертежами и фотографиями. Она поможет понять и освоить технологию, которой пользуются специалисты. Читайте.
Она поможет понять и освоить технологию, которой пользуются специалисты. Читайте.
Содержание статьи
- Устройство сверла: 4 главных детали
- Виды заточки сверл: обзор 4 способов
- Конусная заточка сверл
- Винтовая заточка сверла
- Одноплоскостная заточка
- Двухплоскостная заточка сверла
- Самодельные приспособления и инструменты: преимущества и недостатки
- Самоделка для правки мелких сверл Wishbone (Вишбон)
- Заточка сверл на бруске
- Заточка на пальце
- Заточка сверла на гайке
- Деревянная поворотная подставка
- Приспособление на уголке
- Самодельные заточные приспособления для болгарки
- Насадки на дрель
- 12 распространенных ошибок новичков при работе со сверлами
Устройство сверла: 4 главных детали
Для оптимального сверления выбрана специальная геометрия: спиралевидная форма цилиндра с хвостовиком и рабочей частью из инструментальной стали, заканчивающаяся заостренным наконечником.
Острые режущие кромки инструмента расположены на наконечнике и боковой стороне каждой ленточки, которые снижают силу трения инструмента о стенки отверстия.
Износ боковой ленточки придает цилиндру форму конуса, что создает проблемы при сверлении. Новички часто не обращают на это внимание.
Спиральные сверла режут металл передними кромками наконечника. На их работу влияют следующие три параметра:
- угол при вершине. Его требуется выбирать правильно по прочности и вязкости обрабатываемого материала;
- задний угол резания – затыловки;
- состояние перемычки наконечника.
Наличие дефектов сложно проверить на глаз самостоятельно без должного опыта.
Признаки несоответствия точности углов, длин или положения осей предназначены показывать шаблоны (алюминиевые плашки с метками наклона сторон друг к другу). Их может заменить измерительный инструмент: угломер, транспортир, понадобится и штангенциркуль.
На качество заточки влияет зернистость камня.
Алмазным абразивом создаются лучшие рабочие поверхности. Поэтому мастера часто завершают процесс шлифовкой или хонингованием важных участков, снимая с них небольшой слой и выравнивая мельчайшие зазубрины.
Как работает сверло
Токарный и сверлильный станок позволяют правильно создавать идеальные отверстия в металле за счет:
- равномерной скорости подачи рабочего органа;
- оптимального подбора числа оборотов шпинделя;
- точной центровки осевой линии вращения относительности плоскости обрабатываемой заготовки.
Ручной инструмент (дрель, перфоратор, шуруповерт) тоже точно работает, если для него соблюсти перечисленные требования. Учитывают ли эти характеристики новички, включают ли дрель на малых оборотах – вопрос…
Во время работы идеальное сверло:
- соприкасается с обрабатываемым материалом только режущими кромками и наконечником перемычки;
- его задняя часть металла не касается;
- стружка формируется равномерными завитушками на двух противоположных концах одновременно.
Если же сверло выбрасывает только опилки, нагревается, требует повышенного нажима, то оно затупилось. Его просто нужно переточить.
Виды заточки сверл: обзор 4 способов
Наука резания и сверления металлов рассматривает 4 технологии заточки:
- конусная – 2 типа;
- винтовая;
- одноплоскостная;
- двухплоскостная.
Конусная заточка сверл
Бывает двух типов. Первый цилиндрический используется редко. У второго преимущества. Рассмотрим его, как наиболее распространенный.
Название конусная (заостренная, коническая) используется потому, что применена схема расположения оси воображаемого конуса к оси вращения сверла. Они сдвинуты на определенный угол.
лучше работает в момент засверливания без ухода в сторону;
не нужно сильное накернивание материала;
уменьшается усилие подачи инструмента;
снижается крутящий момент на привод.
трудоемкость;
пониженная прочность заточенной грани.
Методика позволяет хорошо заточить сверла диаметром от 10 мм и больше, но требует подточки перемычки.
Винтовая заточка сверла
Сверло зажимается в патроне. Он вращается. Шлифовальный круг разными способами обрабатывает грани. Совместные вращения сверла и круга создают винтовые задние поверхности.
Винтовая техника увеличивает задний угол сверла и имеет эксплуатационные преимущества перед остальными методиками.
Она распространена в среде профессионалов инструментальщиков, требует точного оборудования и навыков в работе. Начинающим мастерам – не подходит.
Одноплоскостная заточка
Задний угол резания зуба 15÷25 градусов формируется одной плоскостью. Он может легко создаваться как вручную на абразивной поверхности, так и заточными станками на:
- торце наждачного диска;
- или его боковой стороне.
Эта технология является базовой для освоения. Она очень популярна в среде профессионалов и новичков, приобрела название нормальной за счет простоты исполнения.
Недостаток метода: увеличенная длина перемычки (примерно 20% диаметра). За счет этого в центральной части происходит не резание, а сминание металла. Этим объясняется повышенный износ сверла и его отход в сторону.
Устраняется с помощью:
- начального засверливания меньшим диаметром;
- либо кернением.
Здесь же перемычку рекомендуется стачивать стандартным методом на глубину 0,1—0,15 диаметра инструмента чтобы уменьшить сопротивление металла.
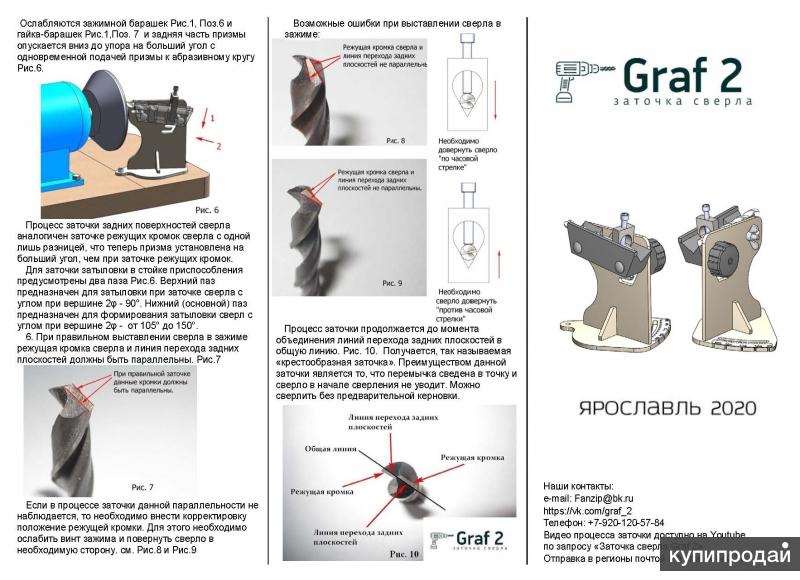
Двухплоскостная заточка сверла
Ее цель та же, но затыловка создается двумя плоскостями под углами:
- 7-17 градусов не передней – обеспечивается оптимальное резание;
- 25-40 градусов для задней плоскости – исключается соприкосновение сверла с заготовкой и обеспечивается лучший отвод стружки.
Этот способ отличается практичностью от предыдущего, но требует более совершенной оснастки инструмента. Он подходит для профессиональной работы и использования в быту.
Под него создаются как очень дорогие станки, сравнимые по цене с автомобилем, так и дешевые самодельные приспособления.
Предлагаю сравнить два варианта их исполнения.
Вначале посмотрите эту методику на эксклюзивном устройстве заточника префекциониста в его видео ролике «Как идеально заточить сверло на 2 плоскости». Он поможет правильно понять базовые принципы технологии.
Затем оцените этот же способ на бесплатном приспособлении, созданном инженерами конструкторского бюро Кравченко Г Ф.
Уверен: качество заводского станка выше, но уровень заточки поверхности на самодельной приспособе ненамного хуже, чем у профессионалов. Он хорошо подходит для редких поделок в домашних условиях или внутри гаража. Исправление сверла выполняется до тех пор, пока не исчезнут все сколы, трещины, зазубрины.
Самодельные приспособления и инструменты: преимущества и недостатки
В быту применяют ручной инструмент или точильный станок. Не забывайте при работе использовать защитные очки, перчатки, специальную одежду и обувь.
Самоделка для правки мелких сверл Wishbone (Вишбон)
Мелкие диаметры до 2 мм удобно затачивать и править вручную на простом инструменте типа Вишбон. Его просто сделать своими руками.
Каждая сторона плавно протягивается несколько раз по наждачке, наклеенной на стекло (замена – плоский точильный абразив). Приспособление одновременно опирается не колесико и наконечник.
В результате равного наклона затачиваются режущие кромки, одинаковые с двух сторон. Получается оптимальный угол.
В случае повышения диаметра точить сложнее: время восстановления инструмента увеличивается.
Заточка сверл на бруске
В качестве примера приведу конструкцию токаря наладчика Куликова. В ней используется тот же принцип, что в Вишбоне. Только сверло зафиксировано в деревянном бруске под углы при вершине и затыловки.
Дешево, просто сделать руками из подручных материалов, практично. Однако несколько затратно заточить большие диаметры до нужной остроты.
Заточка на пальце
Опытные инструментальщики на самодельных точилах с двигателями от советских стиральных машин точат любой инструмент на наждаке, используя в качестве опоры собственный палец. Их движения выверены.
Второй вариант подобного затачивания показан на фото ниже. Для удобства его выполнения нанесена линия на подручнике. Она позволяет выдержать направление угла при вершине.
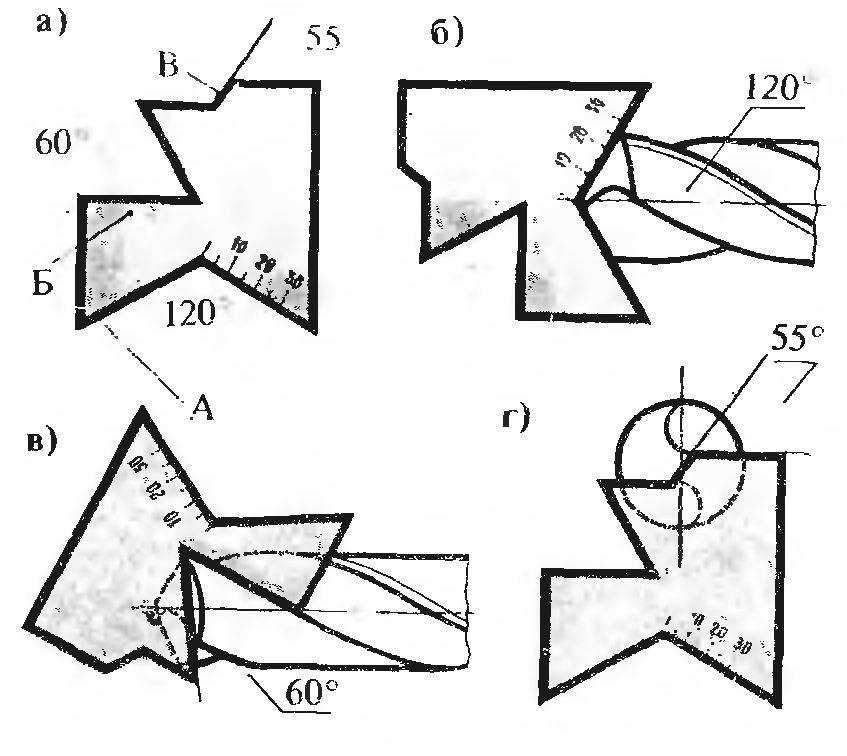
Заточка сверла на гайке
Грани гайки расположены под 120 градусов. В ней болгаркой, надфилем или напильником следует изготовить диаметральные прорези для крепления сверла тисками или струбциной.
Затыловку придется выполнять дополнительно короткими проточками.
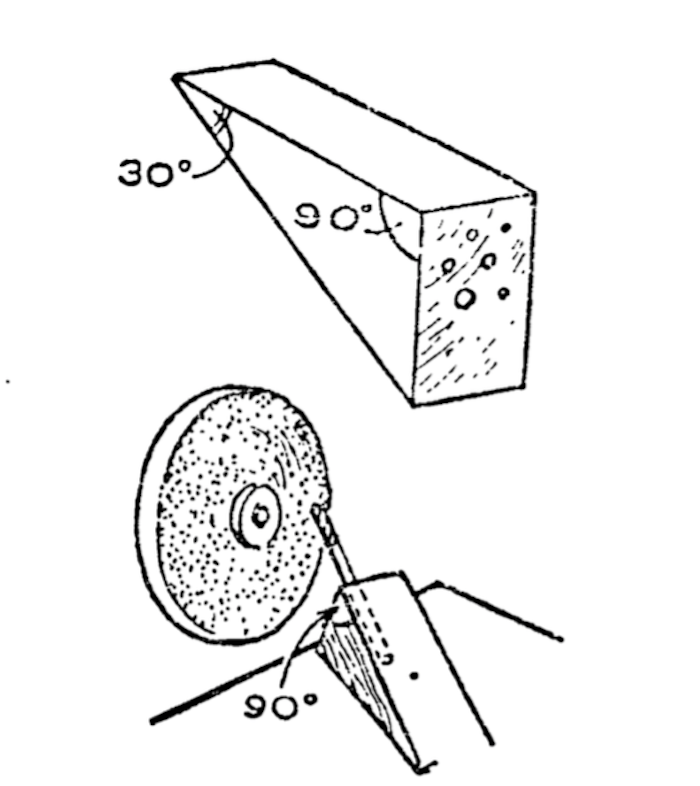
Деревянная поворотная подставка
Для заготовки шаблона делается прямоугольный треугольник из дерева с соотношением катетов 8:5, обеспечивающий угол при вершине. Он устанавливается на поворотной скобе.
Он устанавливается на поворотной скобе.
Затыловка создается вращением треугольника относительно вертикальной оси.
Приспособление на уголке
Для сборки потребуется не только слесарный инструмент для обработки стали, но и сварка. При работе сразу создается одна плоскость с формированием углов при вершине и затыловки.
Самодельные заточные приспособления для болгарки
Некоторые мастера делают различные конструкции для выправления кромок на угловых шлифовальных машинках. Они позволяют формировать все углы.
Однако у них много недостатков, связанных с безопасностью метода и качеством создаваемой поверхности. На вставленном фото хорошо видны выработки и повреждения.
Они в какой-то момент разрушат вращающийся на очень больших оборотах диск. Куда полетят осколки и части круга – можно только гадать…
Структура абразива выполнена крупными зернами для резки. Поверхности от круга болгарки сильно далеки от идеала: заусенцы и канавки после обработки требуют доводку и шлифовку.
Если же эти недостатки не смущают и нужно быстро привести сверло к рабочему виду, то это ваш выбор. Я такой станок просто не рекомендую.
Насадки на дрель
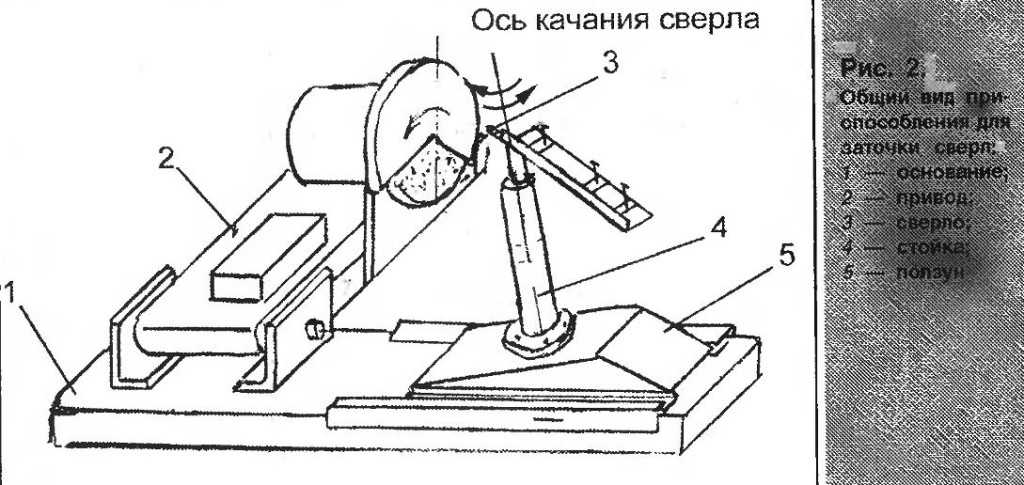
Из всех самодельных конструкций, просмотренных в интернете, мне понравилась универсальное приспособление КБ ИП Кравченко – простой, удобный и эффективный станок для заточки.
Чертежи и фотографии ее исполнения можете бесплатно скачать с Яндекс диска.
Если сделаете такую оснастку, то не забудьте написать о ней реальный отзыв в комментарии к этой статье. Автор инструмента получит мощный стимул для своего творчества.
12 распространенных ошибок новичков при работе со сверлами
Выбор угла при вершине – главная проблема
Для высверливания отверстий в гараже работники обычно выбирают 120О. Его следует менять в зависимости от материалов разной твердости:
- сталь твердых сортов, чугун, сплавы бронзы – 116-118 градусов;
- латунь и мягкая бронза – 120-130;
- медь – 125;
- бетон – 118-130;
- алюминий, древесина – 140;
- пластмассы – 90-100.
Условия хранения
Свалка сверл в общую кучу вместе с другими инструментами со следами металлической пыли может затупить режущие части, а грязь и жидкости вызвать коррозию.
Крепление детали
В случае не надежной фиксации, например, сверления на коленке, происходит искажение отверстий и ускоренное повреждение геометрии сверла.
Разбалансировка и биения наждачного круга
Собранный своими руками станок до работы необходимо правильно настроить. Абразивный круг должен вращаться без малейшего отклонения от центральной оси. Иначе в процессе обработки поверхности затачиваемого инструмента качества не добиться.
Скорость подачи
Сквозное сверление значительно уменьшает сопротивление материала на выходе из заготовки: сверло может захватить слишком большой кусок металла и сломаться. Поэтому подачу на выходе следует уменьшать.
Скорость резания подбирается с учетом прочностных свойств детали, условий нагрева и охлаждения.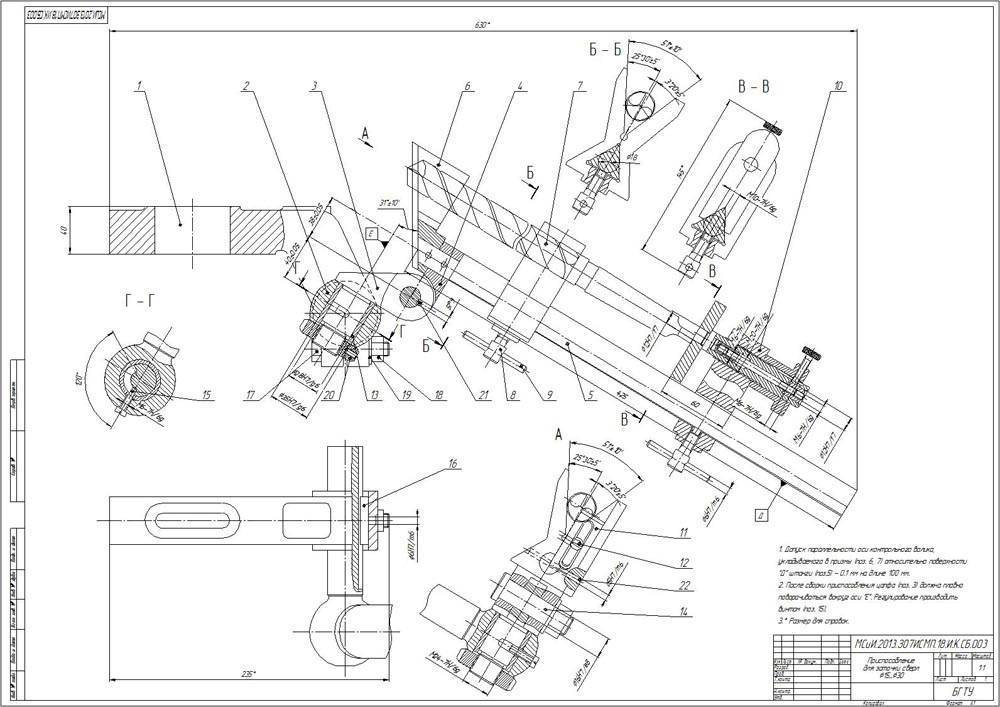
3 основные ошибки заточки
Необходимо осуществлять ее визуальный контроль. Параметры проверки:
- Разная длина режущих кромок: на длинной части происходит выкрашивание угла. Она же будет отжимать центр отверстия от оси вращения и исказит его форму. С увеличением глубины возникнут биения, приводящие к поломке.
- Разные углы у режущих кромок. Из двух будет работать только одна. Нагрузка на нее уведет сверло в сторону и нарушит геометрию отверстия.
- Два первых дефекта одновременно: центр поперечной кромки сместится от оси сверла.
Скорость резания и подача
Оптимальные условия создаются при большой скорости резания и маленькой подаче. Но, слишком большая скорость резания затупляет режущие кромки в углах и даже разрушает их, вызывая перегрев наконечника.
Охлаждение и смазка
Во время резания и сверления происходит нагрев. Тепло отводят смазочно-охлаждающими жидкостями – СОЖ и даже водой. Они позволяют ускорить сверление от 10 до 40% в разных материалах.
Они позволяют ускорить сверление от 10 до 40% в разных материалах.
4 основные проблемы при сверлении:
- Наростообразование или прилипание металла к сверлу – возникает на низких скоростях резания с недостатком СОЖ при увеличенном износе режущих кромок.
- Повышенный износ перемычки с образованием сколов и трещин (нельзя допускать) – проявляется вибрациями на грубой или наклонной поверхности с низкой скоростью резания и повышенной подачей.
- Пластическая деформация геометрии сверла – образуется на высоких скоростях резания и подачи с недостатком СОЖ.
- Поломка сверла – происходит при его попадании в раковину заготовки с излишним отклонением или на выходе его из изделия под большим углом на увеличенной скорости.
Сверло по металлу изнашивается при эксплуатации. Становится тупым: сверлить невозможно. Для его восстановления достаточно переточки углов и режущих кромок по данным нормативов, указанных в справочниках.
Срок службы продлевается.
Всегда можно пойти в магазин, купить или приобрести новое сверло и качественно просверлить им гладкие и точные отверстия. Но из-за естественного износа его производительность станет хуже.
Восстановить ее помогут наши советы и описанные технические средства.
Оцените статью
( 3 оценки, среднее 5 из 5 )
Dieter Schmid Fine Tools
В Fine Tools мы предлагаем выбор лучших в мире ручных инструментов для плотников, краснодеревщиков, токарей, резчиков и всех других деревообрабатывающих ремесел. Наслаждайтесь изучением нашего веб-сайта, мы приложили все усилия, чтобы выбрать лучший выбор пил, рубанков, стамесок, топоров, калибров, сверл, точильных камней и множества другого современного оборудования. Все наши страницы продуктов сопровождаются фотографиями, подробными описаниями и практическими советами, которые помогут вам понять, как работают инструменты, и найти те, которые подходят именно вам!
- Основные моменты
- Новости 2023
Новости недели
“Новинки каждый понедельник”
Информационный бюллетень Регистрация
+ Подарочный купон на 5 €
Японские пилы
Western Saws
Измерение, маркировка
Долоты
Инструменты заточки
ПЛАНСА
ОБЩЕСТВЕННОЕ ОБОРУДОВАНИЕ
Инструменты для резьбы
Плосы, ножницы
Hammers, Malles
Pliers, ножницы
Hammers, Malles
Pliers, ножницы
Hammers, Malles
. 0003
0003
биты маршрутизатора
Оборудование электростанции
Оси, Drawknives
Инструменты сборки
Инструменты для обработки дерева
буровые
Книги
Столярные инструменты
Товары и новинки снова доступны
Carvin’ Jack 2.0
by FLEXCUT
Доступны новые и переработанные домкраты Carvin’ версии 2.0.
подробнее ….
Код 320531
Цена * € 158,38
Различные молотки
от RUTHS
Различные новые и вновь доступные столярные молотки различной формы и веса.
подробнее ….
Код 306203
Цена * € 19,50
3 новые трещотки
от ASAHI
3 новые трещотки с разными гнездами. Две большие из линейки LIGHTOOL.
подробнее ….
Код 337389
Цена * € 27,50
Горизонтальный зажим Bessey для MFT
Используется на систейнерах с деревянными вставками и многофункциональных столах, таких как Festool MFT и Sortimo. ..
..
подробнее ….
Код 317454
Цена * € 72,00
Серия Authentic Ryoba от мастера Дайзо Мицукавы
Профессиональная пила из высокоуглеродистой стали, изготовленная традиционным способом, кованая и…
подробнее ….
Код 313520
Цена * € 79,99
Рашпили с ручным швом
by NAREX
Рашпили с ручным швом значительно отличаются от рашпилей с машинным швом.
подробнее ….
Код 331220
Цена * € 72,50
В настоящее время отсутствует на складе
Рубанок Alu-Line
от ULMIA
Первый металлический рубанок от ULMIA
легкий, элегантный, удобный, прочный
подробнее ….
Код 300470
Цена * € 198,02
Microjig FitFinder
FitFinder автоматически показывает точный центр путем сканирования толщины заготовки без каких-либо измерений или вычислений.
подробнее ….
Код 314416
Цена * € 39,90
Молоток NAREX с латунной головкой
Рукоять из окрашенного и вощеного граба специальной формы, позволяющей принимать 3 различных положения.
подробнее ….
Код 331197
Цена * € 32,90
В настоящее время нет в наличии
Кожаный фартук NAREX
Robustes Rindspaltleder Velours natur, Riemen Rindspalt schwarz
подробнее ….
Код 331199
Цена * € 82,50
Стол для сверлильного станка Juuma
Этот стол для сверлильного станка можно использовать на многих сверлильных станках или сверлильных станках!
подробнее ….
Код 300017
Цена * € 129,79
Точильные камни от 1STONE
С большой страстью и мастерством Николя Роллен на протяжении многих лет посвятил себя добыче натуральных точильных камней.
подробнее ….
Код 313371
Цена * € 99,00
Ювелирные инструменты и фурнитура с 1930 года — Отто Фрей
ОТТО ФРЕЙ АКЦИИ
НЕ ПРОПУСТИ
СОХРАНИ ТЕПЕРЬ
КОМБИНИРОВАННЫЙ ПРОКАТНЫЙ СТАН DURSTON OLIVIA C130
ПОЗВОЛЯЕТ КАЖДОМУ ИМЕТЬ ДОСТУП К ИСПОЛЬЗОВАНИЮ РУЧНОГО ПРОКАТНОГО СТАНА
ЗАКАЗАТЬ СЕЙЧАС
Дуб John Frei Custom Single Bank Workbench
3 026,00 $
Первоначальная цена 3026,00 долларов США – Изначальная цена 3026,00 долларов США
Первоначальная цена
3026,00 $ – $3 026,00
Текущая цена $3 026,00
| /
Посмотреть полную информацию
ГРС
Посмотреть все Коллекция
ЮРА ПО GRS
- Распроданный
Jura by GRS
24,00 $
Исходная цена $24.
