Самодельные сварочные аппараты постоянного тока: мой опыт. Делаем сварочные аппараты своими руками
alexxlab | 29.06.1990 | 0 | Разное
мой опыт. Делаем сварочные аппараты своими руками
Содержание
- Что нужно знать для сборки самодельного сварочника?
- Как сделать своими руками сварочный агрегат?
- Изготовление сварочного аппарата
- Самая элементарная схема агрегата
- Комплектация агрегата для сварки
- Последовательная сборка всех деталей
- Особенности намотки обмоток.
- Настройка сварочного аппарата.
- Технологические рекомендации и меры безопасности.
- Сварочный выпрямитель — особенности работы и сборки
- Конструкция трансформатора и дросселей
- Тороидальный аппарат
- Диагностика самодельного инвертора и его подготовка к работе
- Обслуживание самодельного сварочного инвертора
- Вес и габариты сварочника
Что нужно знать для сборки самодельного сварочника?
Чтобы изготовить мини сварочный аппарат своими руками из подручных средств, без особых финансовых затрат и сил нужно понимать как функционирует оборудование, после чего можно приступать к его производству в домашних условиях.
В первую очередь стоит определить нужную мощность подачи тока самодельного оборудования для сварки. Соединение деталей массивной конструкции требует большей интенсивности тока, а сварочные работы с тонкими металлическими поверхностями – минимальной.
Значение силы тока связано с выбранными электродами, которые будут использоваться в процессе. При сварке изделий до 5 миллиметров необходимо использовать стержни до 4 миллиметров, а в конструкции с 2 миллиметрами толщиной, стержни должны быть 1,5 миллиметра.
При использовании электродов в 4 миллиметра, сила тока регулируется до 200 ампер, в 3 миллиметра до 140 ампер, в 2 миллиметра – до 70 ампер и для самых маленьких до 1,5 миллиметров – до 40 ампер.
Сформировать дугу для сварочного процесса можно самому, используя сетевое напряжение, которое получается за счет работы трансформатора.
В комплект этого оборудования входит:
- магнитопровод;
- обмотка – первичная и вторичная.
Трансформатор удастся изготовить самостоятельно. Для магнитопровода используются пластины из стали либо другого прочного материала. Обмотки необходимы чтобы непосредственно выполнять сварочную работу и иметь возможность подключать агрегат для сварки к сети в 220 вольт.
Для магнитопровода используются пластины из стали либо другого прочного материала. Обмотки необходимы чтобы непосредственно выполнять сварочную работу и иметь возможность подключать агрегат для сварки к сети в 220 вольт.
Специализированные оборудования обладают дополнительными устройствами, обеспечивающими повышение качества и мощности дуги, что дает возможность самостоятельно регулировать значения силы тока.
Для сварочного оборудования, изготовленного в домашних условиях, не обязательно применять дополнительные приспособления. Смотря на значение силы тока, можно выбрать величину мощности трансформатора, а чтобы рассчитать мощность, необходимо показатель тока, который используется во время эксплуатации оборудования, помножить на 25.
Полученный результат умножается на 0,015, где на исходе получается необходимое значение диаметра магнитопровода. Чтобы рассчитать нужное сечение обмотки достаточно мощность поделить на 2000, а затем полученное число помножить на 1,13.
Чтобы посчитать, сколько необходимо намотать витков проводки, необходимо поделить площадь сечения магнитопровода пополам.
Если вы планируете изготовить простой сварочный аппарат своими руками, то нужно отметить, что сам процесс сварки бывает нескольких видов – мягкий и жесткий, на это влияет напряжение, которое есть на зажиме оборудования.
За счет этого параметра можно установить свойства внешнего тока для сварочного процесса, который также делится на пологопадающий, крутопадающий и возрастающий.
Большинство специалистов рекомендует применять источники тока с пологими либо крутопадающими особенностями. Они имеют минимальное изменение тока, когда колеблется электродуга, что дает возможность сваривать металл в домашнем быту.
Как сделать своими руками сварочный агрегат?
После изучения главных особенностей процесса сборки, можно приступать непосредственного к сборке самодельного оборудования.
На сегодняшний день существует большое количество различных способов и рекомендаций, как лучше собрать самодельный сварочный аппарат любого вида – с переменным или постоянным током, импульсные или инверторные, автоматические или полуавтоматические.
Достаточно глубоко в эту тему уходить не стоит, поскольку один из самых простых способов собрать аппарат для сварки своими руками, это использование трансформатора.
Его особенность – работа с переменным током, благодаря чему обеспечивается выполнение качественного шва при сваривании металлических поверхностей. Такое оборудование может справиться с любой бытовой работой, где необходимо сварить металлические либо стальные конструкции
Чтобы изготовить его необходимо подготовить:
- Несколько метров кабеля с большой толщиной.
- Материал для сердечника, который будет располагаться в трансформаторе.
Сам материал должен обладать повышенной проницаемостью с примагничиванием.
Оптимальный вариант, когда сердечник в форме стрежня имеет букву «П». В некоторых случаях разрешено применять данную деталь в более измененной форме, к примеру, круглой из статора, изготовленной из поврежденного электрического двигателя.
Однако стоит обратить внимание, что на такую форму обмотки накручиваются труднее.
Чтобы оборудование имело доступный вес, не стоит увеличивать в объеме сечение, однако технический эффект будет не на высшем уровне. Если площадь сечения вам не подходит, то её удастся посчитать самостоятельно, используя специальные схемы и формулы.
Первичная обмотка должны быть изготовлена из провода из меди, который будет обладать повышенными характеристиками: термическая стойкость, поскольку в процессе эксплуатации конструкции данная детали очень сильно нагревается.
Такая деталь должна обладать хлопчатобумажной либо стеклотканевой изоляцией. На крайний случай, возможно использовать провод из резины с изоляцией либо резиновую ткань, однако опасайтесь полихлорвиниловой обмотки.
Изоляция также изготавливается своими руками, с использованием хлопчатобумажной либо стеклоткани, а точнее её части по 2 см в ширину.
Аналогично приведенным выше расчетам удастся посчитать, какая площадь сечения обмотки – первичной и вторичной будет самой оптимальной. Зачастую вторичная обмотка имеет площадь около 30 мм2, а первичная обмотка до 7 мм2, с использованием стержня в 4 миллиметра диаметром.
Кроме этого простым способом нужно определить, насколько будет протягиваться кусок провода из меди и сколько витков понадобится, чтобы накрутить две обмотки. После этого наматываются катушки, а каркас изготавливается при помощи геометрических параметров магнитопровода.
Главное проследить, чтобы при надевании магнитопровода не было никаких сложностей. В первую очередь, необходимо правильно подобрать размер сердечника. Его лучше всего изготавливать по помощи электротехнического картона либо текстолита.
По такому же аналогу удастся изготовить конструкцию для сварки мелких деталей. Для дома можно использовать сварочный аппарат «мини» маленького размера.
Для дома можно использовать сварочный аппарат «мини» маленького размера.
Изготовление сварочного аппарата
На сегодняшний день практически невозможно и довольно-таки трудно сварить металл или обработать его надлежащим способом, не применяя сварочное оборудование. После того, как вы сделаете сварочный аппарат своими руками, вы сможете выполнять любые работы с металлическими изделиями.
Чтобы изготовить качественный агрегат необходимо обладать знаниями и навыками, которые помогут понять схему сварочного аппарата постоянного тока или переменного, что является двумя вариантами сборки оборудования.
Удобнее вызвать мастера или приобрести уже готовый агрегат, однако иногда это бывает слишком затратно, поскольку на выбор модели по различным параметрам, таким как масса для сварочного аппарата, количество вольтов на сварочный аппарат определить достаточно трудно.
Существует несколько типов сварочных аппаратов: работающих на переменном токе, постоянном, имеющие три фазы либо инверторные. Чтобы выбрать один из вариантов и начать сборку необходимо, рассмотреть каждую схему первых 2-х типов. Во время подготовительного процесса необходимо обратить внимание на стабилизатор напряжения.
Самая элементарная схема агрегата
Простой в сборке аппарат, собранный своими руками, надо подключать к сети с напряжением переменного тока в 220 Вольт.
Напряжение 380 Вольт требует более сложной конструкции сварочного аппарата.
Самая простая схема – это схема для импульсного способа сварки, который придуман радиолюбителями. Такая сварка применяется, чтобы прикрепить провода к плате из металла.
Чтобы соорудить данное приспособление своими руками, не нужно делать ничего сложного, потребуется только пара проводов и дроссель. Дроссель можно вынуть из люминесцентной лампы.
Регулятор силы тока вполне можно заменить плавкой вставкой.![]() Проводами лучше запастись в большом количестве.
Проводами лучше запастись в большом количестве.
Чтобы подключить электрод к плате, берется дроссель. Электродом может послужить зажим типа «крокодил». Готовый агрегат нужно подсоединить к сети, воткнув в розетку вилку.
Зажимом, связанным с проводом, нужно быстро коснуться свариваемого участка на плате.
Так появляется сварочная дуга. Во время ее возникновения существует опасность, что сгорят предохранители, расположенные в электрощите.
От этой опасности предохранители оберегает плавкая вставка, сгорающая быстрее.
В итоге провод остается по-прежнему приваренным к своему месту.
Такое устройство постоянного тока – это и есть самый простой сварочный аппарат. С держаком электрода он соединяется проводами.
Но работать с ним представляется возможным только в домашних условиях, так как данная схема лишена важных деталей – выпрямителя и регулятора тока.
Комплектация агрегата для сварки
В сравнении с традиционными аппаратами трехфазный агрегат инверторного типа компактен, удобен в применении, надежен. Только один нюанс заставляет задуматься во время покупки – немаленькая цена.
Только один нюанс заставляет задуматься во время покупки – немаленькая цена.
Даже поверхностные подсчеты подсказывают, что смастерить сварочный аппарат своими руками выйдет дешевле.
Если подойти к выбору нужных элементов со всей серьезностью, то самодельный инструмент для сварки прослужит длительный период времени.
Вообще схема сварочного аппарата состоит из трех блоков: блока выпрямителя, блока питания и блока инвертора.
Самодельный аппарат постоянного и переменного тока можно укомплектовать так, что он может быть легким на вес и иметь небольшой размер.
Самодельный сварочный аппарат легко сооружают своими руками, пользуясь доступными всем предметами.
Все нужные для создания сварочного агрегата детали есть в электрической технике или в приборах, где некоторые элементы отказали в работе.
Можно соорудить простой регулятор тока из части нагревательной спирали, используемой в электрической плите.
Если какие-то необходимые детали вообще не получилось найти, то ничего страшного – их можно сделать своими руками.
Кусок медной проволоки может послужить материалом для создания такого важного элемента сварочного агрегата постоянного и переменного тока, как дроссель.
Конкретно для его сборки понадобится магнитопровод, который имеет старый пускатель. Еще нужны 2-3 провода из меди с сечением 0,9 — и вы сможете получить дроссель.
Трансформатором для агрегата сварки может стать автотрансформатор или та же деталь, изъятая из старой микроволновой печи.
Доставая из нее необходимый элемент, нужно быть аккуратнее, чтобы не испортить первичную обмотку.
А вторичную так и так придется переделать, количество новых витков зависит от того, какой мощности конструируется агрегат.
Выпрямитель собирают на плате, выполненной либо из гетинакса, либо из текстолита.![]()
Диоды для выпрямителя должны соответствовать выбранной мощности агрегата. Чтобы они охлаждались, используют радиатор из сплава алюминия.
Последовательная сборка всех деталей
Все элементы агрегата для сварки должны располагаться на базе из металла или текстолита строго на своих местах.
По правилам выпрямитель граничит с трансформатором, а дроссель находится на одной плате с выпрямителем.
Регулятор силы тока устанавливают на панель управления. Сам каркас для конструкции агрегата создается из листов алюминия, для этого подойдет и сталь.
Также можно воспользоваться уже готовым корпусом, который до этого защищал содержимое системного блока компьютера или осциллографа. Главное, он должен быть прочным и твердым.
На большом расстоянии от трансформатора размещают плату с тиристорами. Так же не близко к трансформатору устанавливают выпрямитель.
Причина такого расположения – сильное нагревание трансформатора и дросселя.
Тепло от дросселя отводят тиристоры, устанавливаемые на радиаторах из алюминия. Они сводят на нет даже тепловые волны, исходящие от проводов.
Они сводят на нет даже тепловые волны, исходящие от проводов.
К наружной панели прикрепляют держак электрода, а к задней – провод с вилкой для подключения агрегата к бытовой сети.
Как собрать своими руками агрегат для сварки, демонстрирует видео в нашей статье.
Ни в коем случае нельзя фиксировать элементы агрегата вплотную друг к другу, так они должны подвергаться обдуву.
На сторонах каркаса необходимо проделать дырочки, откуда будет поступать воздух. Это нужно и для установки системы охлаждения.
Если агрегат для сварки постоянно находится на одном и том же месте, то с ним вряд ли что-то случится.
Долгое время сможет работать регулятор тока, если точнее, его ручка, зафиксированная на наружной стенке.
Но переносные мини инверторы, которые берут на выездные работы, могут подвергаться механическим ударам. В основном, от этого страдает корпус изделия, но существует риск отпадения дросселя.
Изделие собрано – пора проверить, как оно функционирует. При тестировании работы агрегата для сварки нельзя пользоваться временными проводами.
Проверять изделие нужно уже со штатными контактными кабелями.
Во время самого первого подключения к сети смотрят на регулятор силы тока. Важно проследить, не осталось ли незафиксированных деталей.
Если агрегат исправен и лишен дефектов, то можно приступать к сварке на различных режимах.
Особенности намотки обмоток.
Существуют следующие правила намотки обмоток сварочного аппарата:
- Намотка должна производится по изолированному ярму и всегда в одном направлении (например, по часовой стрелке).
- Каждый слой обмотки изолируют слоем хлопчатобумажной изоляции (стеклоткани, электрокартона, кальки), желательно с пропиткой бакелитовым лаком.
- Выводы обмоток залуживают, маркируют, закрепляют хлопчатобумажной тесьмой, а на выводы сетевой обмотки дополнительно надевают хлопчатобумажный кембрик.

- При некачественной изоляции провода, намотку можно производить в два провода, один из которых хлопчатобумажный шнур или хлопчатобумажная нить для рыболовства. После намотки одного слоя обмотку с хлопчатобумажной нитью фиксируют клеем (или лаком) и только после его высыхания наматывают следующий ряд.
Сетевую обмотку на магнитопроводе стержневого типа можно расположить двумя основными способами. Первый способ позволяет получить более «жесткий» режим сварки. Сетевая обмотка при этом состоит из двух одинаковых обмоток W1, W2, расположенных на разных сторонах сердечника, соединенных последовательно и имеющих одинаковое сечение проводов. Для регулировки выходного тока на каждой из обмоток делают отводы, которые попарно замыкаются.
Второй способ намотки первичной (сетевой) обмотки представляет намотку провода на одной из сторон сердечника. В этом случае сварочный аппарат имеет крутопадающую характеристику, варит «мягко», длина дуги меньше влияет на величину сварочного тока, а следовательно, и на качество сварки.
После намотки первичной обмотки сварочного аппарата необходимо проверить на наличие короткозамкнутых витков и правильность выбранного числа витков. Сварочный трансформатор включают в сеть через плавкий предохранитель (4…6 А) и если есть амперметр переменного тока. Если предохранитель сгорает или сильно греется — это явный признак короткозамкнутого витка. В этом случае первичную обмотку необходимо перемотать, обратив особое внимание на качество изоляции.
Если сварочный аппарат сильно гудит, а потребляемый ток превышает 2…3 А, то это означает, что число витков первичной обмотки занижено и необходимо подмотать еще некоторое количество витков. Исправный сварочный аппарат должен потреблять ток на холостом ходу не более 1..1,5 А, не греться и сильно не гудеть.
Вторичную обмотку сварочного аппарата всегда наматывают на двух сторонах сердечника. По первому способу намотки вторичная обмотка состоит из двух одинаковых половин, включенных для повышения устойчивости дуги встречно-параллельно (Рис. 6 б). В этом случае сечение провода можно взять несколько меньше, то есть 15..20 мм2. При намотке вторичной обмотки по второму способу, вначале на свободной от обмоток стороне сердечника наматывается 60…65% от общего числа ее витков.
6 б). В этом случае сечение провода можно взять несколько меньше, то есть 15..20 мм2. При намотке вторичной обмотки по второму способу, вначале на свободной от обмоток стороне сердечника наматывается 60…65% от общего числа ее витков.
Эта обмотка служит, в основном, для поджога дуги, а во время сварки, за счет резкого увеличения рассеивания магнитного потока, напряжение на ней падает на 80…90%. Остальное количество витков вторичной обмотки в виде дополнительной сварочной обмотки W2 наматывается поверх первичной. Являясь силовой, она поддерживает в требуемых пределах напряжение сварки, а следовательно, и сварочный ток. Напряжение на ней падает в режиме сварки на 20…25% относительно напряжения холостого хода.
Намотка обмоток сварочного аппарата на сердечнике тороидального типа можно также произвести несколькими способами.
Способы намотки обмоток сварочного аппарата на тороидальном сердечнике.
| 1. Равномерная; | 2. Секционная; |
| а — сетевая обмотка; | б — силовая обмотка |
Переключение обмоток в сварочных аппаратах проще сделать с помощью медных наконечников и клемм. Медные наконечники в домашних условиях можно изготовить из медных трубок подходящего диаметра длиной 25…30 мм, закрепив в них провода опрессовкой или пайкой. При сварке в различных условиях (сильная или слаботочная сеть, длинный или короткий подводящий кабель, его сечение и т.д.) переключением обмоток настраивают сварочный аппарат на оптимальный режим сварки, и далее переключатель можно установить в нейтральное положение.
Медные наконечники в домашних условиях можно изготовить из медных трубок подходящего диаметра длиной 25…30 мм, закрепив в них провода опрессовкой или пайкой. При сварке в различных условиях (сильная или слаботочная сеть, длинный или короткий подводящий кабель, его сечение и т.д.) переключением обмоток настраивают сварочный аппарат на оптимальный режим сварки, и далее переключатель можно установить в нейтральное положение.
Настройка сварочного аппарата.
Изготовив сварочный аппарат, домашний электрик должен произвести его настройку и проверку качества сварки электродами различного диаметра. Процесс настройки заключается в следующем. Для измерения сварочного тока и напряжения нужны: вольтметр переменного тока на 70…80 В и амперметр переменного тока на 180…200 А.
При сварке различными электродами снимают значения тока сварки — Iсв и напряжения сварки Uсв, которые должны находится в требуемых пределах. Если сварочный ток мал, что бывает чаще всего (электрод липнет, дуга неустойчивая), то в этом случае переключением первичной и вторичной обмоток устанавливают требуемые значения, или перераспределяют количество витков вторичной обмотки (без их увеличения) в сторону увеличения числа витков, намотанных поверх сетевой обмотки.
После сварки необходимо проконтролировать качество сварки: глубину провара и толщину наплавленного слоя металла. Для этой цели разламывают или распиливают кромки свариваемых изделий. По результатам измерений желательно составить таблицу. Анализируя полученные данные, выбирают оптимальные режимы сварки для электродов различного диаметра, помня о том, что при сварке электродами, например, диаметром 3 мм, электродами диаметром 2 мм можно резать, т.к. ток резки больше сварочного на 30…25%.
Технологические рекомендации и меры безопасности.
Подключение сварочного аппарата к сети должно производится проводом сечением 6…7 мм через автомат на ток 25…50 А, например АП-50.
Диаметр электрода, в зависимости от толщины свариваемого металла, можно выбрать, исходя из следующего соотношения: dэ=(1…1,5)*В, где В — толщина свариваемого металла, мм. Длина дуги выбирается в зависимости от диаметра электрода и в среднем равна (0,5…1,1)dэ. Рекомендуется выполнять сварку короткой дугой 2…3 мм, напряжение которой равно 18…24 В. Увеличение длины дуги приводит к нарушению стабильности ее горения, повышению потерь на угар и разбрызгивание, снижению глубины проплавления основного металла. Чем длиннее дуга, тем выше напряжение сварки. Скорость сварки выбирает сварщик в зависимости от марки и толщины металла.
Увеличение длины дуги приводит к нарушению стабильности ее горения, повышению потерь на угар и разбрызгивание, снижению глубины проплавления основного металла. Чем длиннее дуга, тем выше напряжение сварки. Скорость сварки выбирает сварщик в зависимости от марки и толщины металла.
При сварке на прямой полярности плюс (анод) подсоединяют к детали и минус (катод) — к электроду. Если необходимо, чтобы на детали выделялось меньшее количество тепла, например, при сварке тонколистовых конструкций, то применяют сварку на обратной полярности. В этом случае минус (катод) присоединяют к свариваемой детали, а плюс (анод) — к электроду. При этом не только обеспечивается меньший нагрев свариваемой детали, но и ускоряется процесс расплавления электродного металла за счет более высокой температуры анодной зоны и большего подвода тепла.
Сварочные провода присоединяют к сварочному аппарату через медные наконечники под клеммные болты с наружной стороны корпуса сварочного аппарата. Плохие контактные соединения снижают мощностные характеристики сварочного аппарата, ухудшают качество сварки и могут вызвать их перегрев и даже возгорание проводов.
При небольшой длине сварочных проводов (4..6 м) площадь их сечения должна быть не менее 25 мм2.
Во время проведения сварочных работ необходимо соблюдать правила пожарной безопасности, а при настройке аппарата и электробезопасности — во время проведения измерений электроприборами. Сварку следует вести обязательно в специальной маске с защитным стеклом марки С5 (на токи до 150…160 А) и рукавицах. Все переключения в сварочном аппарате обязательно нужно делать только после отключения сварочного аппарата от сети.
Сварочный выпрямитель — особенности работы и сборки
Для выполнения отдельных видов сварочных работ, например, с нержавейкой, применение переменного тока, выдаваемого трансформатором, не применяется. Для работы с такими металлами необходима подача постоянного напряжения. Кроме того, резка постоянным током уменьшает расход электродов, а при сварке предотвращается разбрызгивание металла.
Для выполнения работ в таких условиях применяют сварочные выпрямители, которые позволяют варить током прямой и обратной полярности. Если есть опыт по монтажу электронных схем, то такое устройство также можно собрать самостоятельно.
Если есть опыт по монтажу электронных схем, то такое устройство также можно собрать самостоятельно.
Основой сварочного выпрямителя станет тот же понижающий трансформатор. Отличие заключается в наличии выпрямляющей электронной схемы. При желании можно переделать уже описанный сварочный трансформатор или собрать универсальное устройство, которое позволит варить и переменным, и постоянным током.
Простейшая схема электронной части сварочного выпрямителя выглядит так:
Принципиальная схема сварочного выпрямителя
При сборке таких устройств следует учитывать такие особенности конструкции:
- Основная часть устройства — выпрямительный мост из силовых мощных диодов. Они подключаются согласно схеме с обязательным учётом полярности.
- Сглаживание пульсации тока выполняется за счёт фильтра, выполненного на конденсаторе и дроссельной катушке. Обращаем внимание — компоненты должны иметь 2,5 – 3 запас по допустимому напряжению.

- При работе с высокими токами происходит нагревание элементов. Чувствительны к перегреву полупроводниковые диоды. Поэтому их устанавливают на радиаторы, которые позволят увеличить интенсивность отвода тепла.
- При заключении аппарата в корпус становится обязательным применение вентилятора, позволяющего повысить эффективность охлаждения.
Обращаем внимание на соединение отдельных элементов схемы. Учитывая то, что они будут испытывать воздействие большой силы тока, необходимо обеспечить надёжность контакта. Если этого не сделать, то на этих участках будут греться и отгорать провода. Предпочтителен вариант с креплением при помощи площадок с болтом и гайкой.
Дроссель в подобных конструкциях выполняют в виде отдельной выносной катушки индуктивности, которая подключается по мере необходимости. Отметим, что установка выпрямителя не препятствует изменению силы сварочного тока при помощи регулятора положения катушек вторичной обмотки.
Как видите, сложностей в самостоятельной сборке сварочного аппарата нет. Но заниматься такими устройствами стоит только в том случае, если есть опыт в конструировании простых аппаратов, работающих с меньшими токами. В противном случае доверьте сборку специалисту или купите заводской сварочный аппарат.
Сварочный аппарат из микроволновки:
Конструкция трансформатора и дросселей
Схема намотки провода.
Т1 собран из 3-х «строчников» от старых телевизоров, сложенных вместе. Сердечник ПК30х16 из феррита марки 3000НМС-1. Обмотки «I» и «II» имеют по 2 секции с проводом ПСД 1,68 в изоляции из стеклоткани. Они соединены согласно последовательно и имеют витки:
- обмотка «I» — 2×4;
- обмотка «II» — 2×2.
Обмотка «I» работает в худшем тепловом режиме, поэтому при сборке необходимо мотать ее с шагом (зазором) 1 мм. Во второй обмотке не забудьте сделать отвод от середины.
Во второй обмотке не забудьте сделать отвод от середины.
Обе обмотки надо поставить таким образом, чтобы не нарушилась работа диодов VD11-VD34. Направление намотки обмотки «I», начиная от вывода подсоединенного к L2 — против стрелки часов. А направление намотки обмотки «II» — по часовой, от вывода, подключенного к VD21-VD34.
Обмотка «III» — виток провода 0,4-0,5 мм в изоляции на напряжение 500 В и более.
Важно распределить обмотки, правильно выдержав зазоры. Это необходимо для охлаждения магнитопровода и по соображениям безопасности. Для этого устанавливают 4 стеклотекстолитовые (1,5 мм) пластины, которые после подгонки приклеивают.
Дроссель L1, индуктивностью 40±10 мкГн, намотан на сердечнике ПЛ 12,5×25-50 с зазором (немагнитным) 0,3-0,5 мм и имеет 175 витков, намотанных проводом типа ПЭВ-2, калибром 1,32.
Дроссель L2 — спираль без каркаса, намотанная 4 мм2 проводом в термоизоляции. Количество витков -11, диаметр намотки -14 мм. Через дроссель идет большой ток и его необходимо обдувать.
Через дроссель идет большой ток и его необходимо обдувать.
Тороидальный аппарат
Он гораздо легче обычного. Это удобно для переноски. Такие аппараты используются там, где важна способность к быстрой транспортировке.
Какой бы аппарат вы не выбрали, в любом случае, сделать его своими руками:
- Интересно;
- Практично;
- Экономично.
И, конечно, сделанный своими руками сварочный аппарат всегда приятно показать друзьям. Он станет предметом гордости и незаменимым помощником в домашнем хозяйстве.
Ремонт сварочного аппарата своими руками также достаточно увлекателен.
Диагностика самодельного инвертора и его подготовка к работе
Сделать инверторный сварочный аппарат – это половина дела. Не менее важной задачей является его подготовка к работе, в процессе которой проверяется корректность функционирования всех элементов, а также их настройка.
Первое, что требуется сделать при проверке самодельного сварочного инвертора, – это подать напряжение 15 В на ШИМ-контроллер и один из охлаждающих вентиляторов. Это позволит одновременно проверить работоспособность контроллера и избежать его перегрева в процессе выполнения такой проверки.
Проверка выходного напряжения тестером
После того как конденсаторы аппарата зарядились, к электрическому питанию подключают реле, которое отвечает за замыкание резистора. Если подать на резистор напряжение напрямую, минуя реле, может произойти взрыв. После того как реле сработает, что должно произойти в течение 2–10 секунд после подачи напряжения на ШИМ-контроллер, необходимо проверить, произошло ли замыкание резистора.
Когда реле электронной схемы сработают, на плате ШИМ должны сформироваться прямоугольные импульсы, поступающие к оптронам. Это можно проверить, используя осциллограф. Правильность сборки диодного моста устройства также необходимо проверить, для этого на него подают напряжение 15 В (сила тока при этом не должна превышать 100 мА).
Фазы трансформатора при сборке устройства могли быть неправильно подключены, что может привести к некорректной работе инвертора и возникновению сильных шумов. Чтобы этого не произошло, правильность подключения фаз необходимо проверить, для этого используется двухлучевой осциллограф. Один луч прибора подключается к первичной обмотке, второй – ко вторичной. Фазы импульсов, если обмотки подключены правильно, должны быть одинаковыми.
Использование осциллографа для диагностики инвертора
Правильность изготовления и подключения трансформатора проверяется при помощи осциллографа и подключения к диодному мосту электрических приборов с различным сопротивлением. Ориентируясь на шумы трансформатора и показания осциллографа, делают вывод о том, что необходимо доработать в электронной схеме самодельного инверторного аппарата.
Чтобы проверить, сколько можно непрерывно работать на самодельном инверторе, необходимо начать его тестировать с 10 секунд. Если при работе такой продолжительности радиаторы устройства не нагрелись, можно увеличить период до 20 секунд. Если и такой временной промежуток не сказался негативно на состоянии инвертора, можно увеличить продолжительность работы сварочного аппарата до 1 минуты.
Если при работе такой продолжительности радиаторы устройства не нагрелись, можно увеличить период до 20 секунд. Если и такой временной промежуток не сказался негативно на состоянии инвертора, можно увеличить продолжительность работы сварочного аппарата до 1 минуты.
Обслуживание самодельного сварочного инвертора
Чтобы инверторный аппарат служил длительное время, его необходимо правильно обслуживать.
В том случае, если ваш инвертор перестал работать, необходимо открыть его крышку и продуть внутренности пылесосом. Те места, где осталась пыль, можно тщательно почистить при помощи кисточки и сухой тряпки.
Первое, что необходимо сделать, проводя диагностику сварочного инвертора, – это проверить поступление напряжения на его вход. Если напряжение не поступает, следует продиагностировать работоспособность блока питания. Проблема в этой ситуации также может заключаться в том, что сгорели предохранители сварочного аппарата. Еще одним слабым звеном инвертора является температурный датчик, который в случае поломки подлежит не ремонту, а замене.
Часто выходящий из строя термодатчик, находящийся обычно на диодном блоке или дросселе
При выполнении диагностики необходимо обращать внимание на качество соединений электронных компонентов аппарата. Определить некачественно выполненные соединения можно визуально или при помощи тестера. Если такие соединения выявлены, их необходимо исправить, чтобы не столкнуться в дальнейшем с перегревом и выходом из строя сварочного инвертора.
Только в том случае, если вы уделяете должное внимание вопросам обслуживания инверторного устройства, можно рассчитывать на то, что оно прослужит вам долгое время и даст возможность выполнять сварочные работы максимально эффективно и качественно.
Вес и габариты сварочника
Мы выбрали тороидальную конструкцию, как наименее габаритную. Здесь простое стечение обстоятельств: в наличии уже был ленточный трансформатор тока от высоковольтного оборудования с дефектом изоляции. Он был забракован и списан.
Оттуда взяли ленту магнитопровода. Свернули ее плотнее, изолировали, намотали провода обмоток. Все это сделали на основе упрощенного расчета старым дедовским методом. Хотя сейчас есть много онлайн калькуляторов.
Для работы трансформатора важно сечение его сердечника. Мы его обеспечили, создав одновременно компактную конструкцию. Аппарат получился чуть выше табуретки, но вес под сорок килограмм (железо да медь тяжелые). Однако, сварщики люди не хилые…
Приварили снизу к корпусу две оси им же, поставили колесики. Получился мобильный вариант. Перемещается в одиночку без больших усилий.
Кстати, от регулирования тока индуктивным сопротивлением отказались. Она значительно утяжеляет конструкцию, да и хлопот много.
Источники
- https://tutsvarka.ru/oborudovanie/svarochnyj-apparat-svoimi-rukami
- https://rezhemmetall.ru/sborka-svarochnogo-apparata-postoyannogo-toka-svoimi-rukami.html
- https://www.elremont.ru/electrik/svarka.php
- https://OFaze.
 ru/svoimi-rukami/svarochnyj-apparat
ru/svoimi-rukami/svarochnyj-apparat - https://moyakovka.ru/instrumenty/samodelnye-svarochnye-apparaty-postoyannogo-toka.html
- https://svoimirykamiinfo.ru/svarochnyj-apparat-svoimi-rukami/
- http://met-all.org/oborudovanie/svarochnye/svarochnyj-invertor-svoimi-rukami-shema.html
- https://zen.yandex.ru/media/housediz/samodelnyi-svarochnyi-apparat-postoiannogo-toka-moi-opyt-5da1cd9a95aa9f00b1b0e574
[свернуть]
Сварочный аппарат постоянного тока своими руками: моя схема
20 лет назад по просьбе товарища собирал ему надежный сварочник для работы от сети 220 вольт. До этого у него были проблемы с соседями из-за просадки напряжения: требовался экономный режим с регулировкой тока.
После изучения темы в справочниках и обсуждения вопроса с коллегами подготовил электрическую схему управления на тиристорах, смонтировал ее.
В этой статье на основе личного опыта рассказываю, как собрал и настроил сварочный аппарат постоянного тока своими руками на базе самодельного тороидального трансформатора. Она получилась в виде небольшой инструкции.
Она получилась в виде небольшой инструкции.
Схема и рабочие эскизы у меня остались, но фотографии привести не могу: цифровых аппаратов тогда не было, а товарищ переехал.
Содержание статьи
Универсальные возможности и выполняемые задачи
Товарищу требовался аппарат для сварки и резки труб, уголков, листов разной толщины с возможностью работы электродами 3÷5 мм. О сварочных инверторах в то время не знали.
Остановились на конструкции постоянного тока, как более универсальной, обеспечивающей качественные швы.
Тиристорами убрали отрицательную полуволну, создав пульсирующий ток, но сглаживанием пиков до идеального состояния заниматься не стали.
Схема управления выходным током сварки позволяет регулировать его величину от небольших значений для сварки вплоть до 160-200 ампер, необходимых при резке электродами. Она:
- изготовлена на плате из толстого гетинакса;
- закрыта диэлектрическим кожухом;
- смонтирована на корпусе с выводом рукоятки регулировочного потенциометра.

Вес и габариты сварочного аппарата по сравнению с заводской моделью получились меньшими. Разместили его на небольшой тележке с колесиками. Для смены места работы один человек свободно перекатывал его без особых усилий.
Провод питания через удлинитель подключали к разъему вводного электрического щитка, а шланги для сварки просто наматывали на корпус.
Простая конструкция сварочного аппарата постоянного тока
По принципу монтажа можно выделить следующие части:
- самодельный трансформатор для сварки;
- цепь его питания от сети 220;
- выходные сварочные шланги;
- силовой блок тиристорного регулятора тока с электронной схемой управления от импульсной обмотки.
Импульсная обмотка III расположена в зоне силовой II и подключается через конденсатор С. Амплитуда и длительность импульсов зависят от соотношения числа витков в емкости.
Как сделать самый удобный трансформатор для сварки: практические советы
Теоретически можно использовать любую модель трансформатора для питания сварочного аппарата. Главные требования к нему:
Главные требования к нему:
- обеспечивать напряжение зажигания дуги на холостом ходу;
- надежно выдерживать ток нагрузки во время сварки без перегрева изоляции от длительной работы;
- отвечать требованиям электрической безопасности.
На практике мне встречались разные конструкции самодельных или заводских трансформаторов. Однако все они требуют проведения электротехнического расчета.
Я уже давно пользуюсь упрощенной методикой, которая позволяет создавать довольно надежные конструкции трансформатора среднего класса точности. Этого вполне достаточно для бытовых целей и блоков питания радиолюбительских устройств.
Она описана у меня на сайте в статье об изготовлении трансформаторного паяльника Момент своими руками. Это усредненная технология. Она не требует уточнения сортов и характеристик электротехнической стали. Мы их обычно не знаем и учесть не можем.
Особенности изготовления сердечника
Умельцы делают магнитопровды из электротехнической стали всевозможных профилей: прямоугольного, тороидального, сдвоенного прямоугольного. Даже мотают витки провода вокруг статоров сгоревших мощных асинхронных электродвигателей.
Даже мотают витки провода вокруг статоров сгоревших мощных асинхронных электродвигателей.
У нас была возможность пользоваться списанным высоковольтным оборудованием с демонтированными трансформаторами тока и напряжения. Взяли от них полосы электротехнической стали, сделали из них два кольца — бублика. Площадь поперечного сечения каждого по расчетам составила 47,3 см2.
Их изолировали лакотканью, скрепили хлопчатобумажной лентой, образовав фигуру лежащей восьмерки.
Сверху усиленного изоляционного слоя стали мотать провод.
Секреты устройства обмотки питания
Провод для любой цепи должен быть с хорошей, прочной изоляцией, рассчитанной на длительную работу при нагреве. Иначе во время сварки она просто сгорит. Мы исходили из того, что было под рукой.
Нам достался провод с изоляцией лаком, закрытой сверху тканевой оболочкой. Его диаметр — 1,71 мм маловат, но металл — медь.
Поскольку другого провода просто не было, то стали обмотку питания делать из него двумя параллельными магистралями: W1 и W’1 с одинаковым числом витков — 210.
Бублики сердечника монтировали плотно: так они имеют меньшие габариты и вес. Однако, проходное сечение для провода обмоток тоже ограничено. Монтаж затруднен. Поэтому каждую полуобмотку питания разнесли на свои кольца магнитопровода.
Таким способом мы:
- вдвое увеличили поперечное сечение провода обмотки питания;
- сэкономили место внутри бубликов для размещения силовой обмотки.
Выравнивание провода
Получить плотную намотку можно только из хорошо выровненной жилы. Когда мы снимали проволоку со старого трансформатора, то она получилась искривленной.
Прикинули в уме необходимую длину. Конечно же ее не хватило. Каждую обмотку пришлось делать из двух частей и сращивать винтовым зажимом прямо на бублике.
Провод растянули на улице по всей длине. Взяли в руки пассатижи. Зажали ими противоположные концы и потянули с силой в разные стороны. Жила получилась хорошо выровненной. Скрутили ее кольцом с диаметром около метра.
Технология намотки провода на тор
Для обмотки питания мы использовали метод намотки ободом или колесом, когда из провода делается кольцо большого диаметра и заводится внутрь тора вращением по одному витку.
Этот же принцип используется при надевании заводного кольца, например, на ключ или брелок. После того, как колесо заведено внутрь бублика его начинают постепенно раскручивать, укладывая и фиксируя провод.
Этот процесс хорошо показал Дмитрий Волжский в своем видеоролике «Намотка первичной обмотки тороидальных трансформаторов».
Эта работа трудная, кропотливая, требует усидчивости и внимания. Провод надо плотно укладывать, считать, контролировать процесс заполнения внутренней полости, вести запись намотанного количества витков.
Как мотать силовую обмотку
Для нее мы нашли медный провод подходящего сечения — 21 мм2. Прикинули длину. Она влияет на число витков, а от них зависит напряжение холостого хода, необходимое для хорошего зажигания электрической дуги.
Обычно справочники рекомендуют 60-70 вольт. Нам один опытный сварщик сказал, что в нашем случае будет достаточно 50.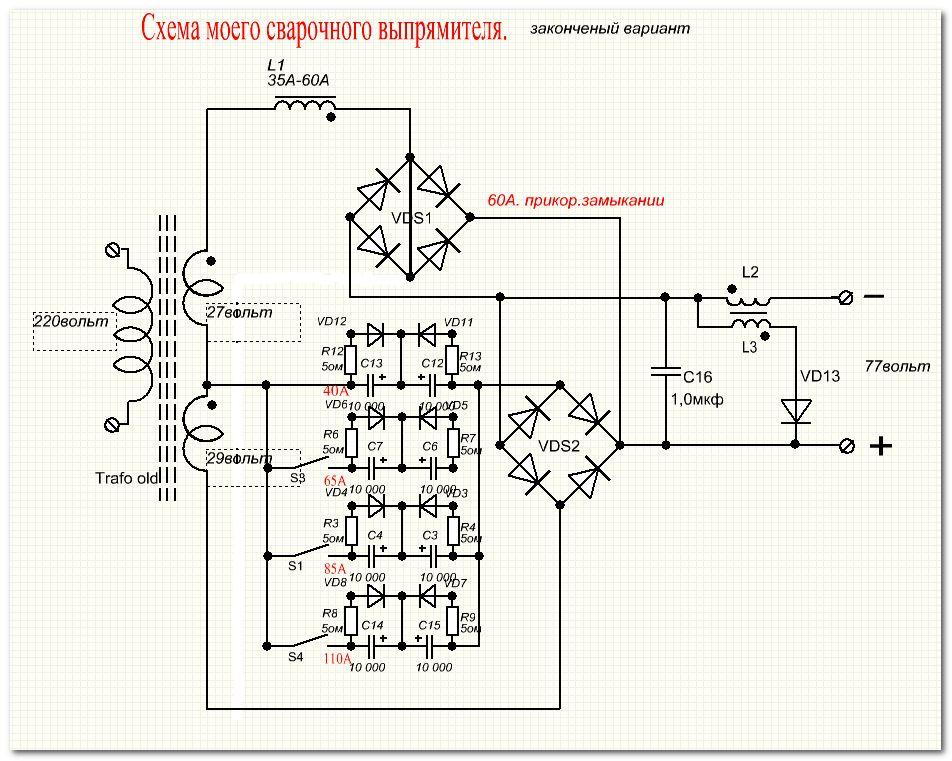 Решили проверить, а если не хватит, то дополнительно увеличить обмотку.
Решили проверить, а если не хватит, то дополнительно увеличить обмотку.
Сделали 48 витков со средним выводом. Итого получилось на бублике три конца:
- средний — для прямого подключения «плюса» к сварочному электроду;
- крайние — на тиристоры и после них на массу.
Поскольку бублики скреплены и на них уже по краям колец смонтированы обмотки питания, то намотку силовой цепи выполняли методом «челнока». Выровненный провод сложили змейкой и просовывали для каждого витка через отверстия бубликов.
Отпайку средней точки выполнили винтовым соединением с его изоляцией лакотканью.
Надежная схема управления сварочным током
В работе участвуют три блока:
- стабилизированного напряжения;
- формирования высокочастотных импульсов;
- разделения импульсов на цепи управляющих электродов тиристоров.
Стабилизация напряжения
От обмотки питания трансформатора 220 вольт подключен дополнительный трансформатор с напряжением на выходе порядка 30 В. Оно выпрямляется диодным мостом на основе Д226Д и стабилизируется двумя стабилитронами Д814В.
Оно выпрямляется диодным мостом на основе Д226Д и стабилизируется двумя стабилитронами Д814В.
В принципе здесь может работать любой блок питания с аналогичными электрическим характеристиками тока и напряжения на выходе.
Импульсный блок
Стабилизированное напряжение сглаживается конденсатором С1 и подается на импульсный трансформатор через два биполярных транзистора прямой и обратной полярности КТ315 и КТ203А.
Транзисторы генерируют импульсы на первичную обмотку Тр2. Это импульсный трансформатор тороидального типа. Он выполнен на пермаллое, хотя можно использовать и ферритовое кольцо.
Намотка трех обмоток проводилась одновременно тремя отрезками провода диаметром 0,2 мм. Сделано по 50 витков. Полярность их включения имеет значение. Она показана точками на схеме. Напряжение на каждой выходной цепи порядка 4 вольт.
Обмотки II и III включены в цепь управления силовыми тиристорами VS1, VS2. Их ток ограничивается резисторами R7 и R8, а часть гармоники обрезается диодами VD7, VD8. Внешний вид импульсов мы проверили осциллографом.
Внешний вид импульсов мы проверили осциллографом.
В этой цепочке резисторы надо подбирать под напряжение импульсного генератора так, чтобы его ток надежно управлял работой каждого тиристора.
Ток отпирания 200 мА, а отпирающее напряжение — 3,5 вольта.
Регулирование тока сварки
Переменный резистор R2 своим сопротивлением определяет положение каждого импульса, пропускаемого через управляющий электрод тиристора. От него зависит форма пульсирующего тока на выходе силовой схемы сварочного аппарата.
Пульсации полусинусоид могут проходить полностью, когда ток сварки выставляется максимальным или обрезаться практически до нуля.
Личные впечатления от эксплуатации
Когда был изготовлен сварочный аппарат постоянного тока своими руками, то мы приступили к изучению его возможностей. Первым делом поэкспериментировали с полярностью подключения электрода и выявили закономерность.
На электрод можно подавать «плюс» — прямая полярность или «минус» — обратная. В этом случае меняется глубина провара шва. При обратной полярности она возрастает примерно на 40-50%.
В этом случае меняется глубина провара шва. При обратной полярности она возрастает примерно на 40-50%.
Наш сварочный аппарат позволяет варить электродами 3 мм, обеспечивая ток сварки 80 ампер довольно длительное время. Нагрев конструкции не превышает рабочих режимов. При этом нагрузка в сети бытовой проводки поддерживается на уровне до 20 А.
Если возникает необходимость пользоваться электродами 4 мм или увеличивать сварной ток, то приходится организовывать перерывы в работе для охлаждения аппарата. Оно у нас естественное: за счет щелей и отверстий.
Систему охлаждения можно усилить принудительной вентиляцией, выполнив обдув. Но мы этим вопросом не занимались.
Показываю отсканированный рукописный текст сохранившегося документа. Он может пригодиться для повторения.
А сейчас рекомендую посмотреть видеоролик владельца zxDTCxz «Сварочный аппарат на основе тороидального магнитопровода». В нем есть много полезных рекомендация.
Если же у вас все-таки остались вопросы по теме, то задавайте их в комментариях, я отвечу.
Полезные товары
- Спальный мешок
- Фляга для спиртных напитков
- Приспособление для заточки маленьких свёрл
Полезные сервисы и программы
- Курсы по дизайну
- Онлайн изучение английского языка с репетитором или самостоятельно
Реклама
Самодельный сварочный аппарат постоянного тока своими руками
Главная » Статьи » Самодельный сварочный аппарат постоянного тока своими руками
Как создать сварочный аппарат своими руками
Если человек планирует выполнять в бытовых условиях небольшие объемы каких-либо несложных сварочных работ, он вполне может изготовить сварочный аппарат своими рукамиСейчас сложно увидеть проведение каких-либо работ с металлом без использования сварочного аппарата.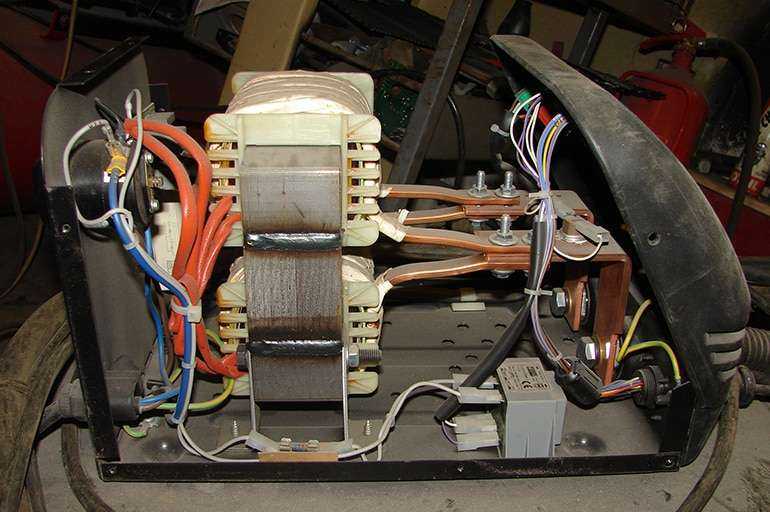 Этот прибор свободно режет или соединяет железные детали, независимо от его толщины и размеров. Чтобы заниматься сваркой, нужно иметь некоторые навыки, ну и собственно, сам аппарат. Можно его купить, можно нанять сварщика для проведения нужных работ, а можно сделать агрегат своими руками.
Этот прибор свободно режет или соединяет железные детали, независимо от его толщины и размеров. Чтобы заниматься сваркой, нужно иметь некоторые навыки, ну и собственно, сам аппарат. Можно его купить, можно нанять сварщика для проведения нужных работ, а можно сделать агрегат своими руками.
Содержание:
Прежде чем приступить к созданию сварочного аппарата в домашних условиях, следует понять его устройство.
Для того чтобы сделать сварочный агрегат из легкодоступных материалов и деталей, необходимо четко понять ключевые принципы его функционирования
Основной элемент сварочника, из которого он состоит – это трансформатор, питающий дугу аппарата, управляющую переменным напряжением и контролирующую качество и величину тока.
Далее к трансформатору присоединяются соединяющие провода, выключатели и движки регуляторов, необходимые клеммы. Все это заключается в корпус и оборудуется для удобства переноса, ручками или колесиками.
Конструкции стандартных сварочных аппаратов весьма разнообразны, но можно выделить такие основные типы:
- Аппарат переменного тока;
- Работающего с постоянным током;
- Трехфазный;
- Инверторный.

Сварку с применением постоянных токов обычно используют для работы с тонколистным материалом, автомобильной и кровельной стали.
Сварочные приборы постоянного и переменного тока надежные, неприхотливые при эксплуатации, тяжелые по весу и очень чувствительные к перепадам напряжения. Если оно упадет ниже 200 Вольт, работать будет трудно, возникнут проблемы с зажиганием и поддержкой дуги.
Эти сварочные аппараты очень похожи по своей конструкции и если у нас есть сварка переменного тока, то немного ее доработав, мы получим прибор для работы с постоянным током.
Что касается инверторов, то благодаря применению электронных деталей, их вес стал гораздо легче. Они не боятся падения напряжения, но при этом весьма чувствительны к перегреву. Работать с такими аппаратами нужно аккуратно, иначе они могут сломаться.
Самодельный сварочный аппарат переменного тока
Сварочный агрегат, работающий с переменным током – один из самых распространенных моделей. Он самый простой в использовании и его легко собрать дома по сравнению с другими видами сварочников.
Что для этого нужно:
- Провода для вторичной и первичной обмотки;
- Сердечник для намотки;
- Понижающий трансформатор (можно взять «ЛАТРА»).
Какие нужны провода? Оптимальное напряжение при работе аппарата, созданного самостоятельно, составляет 60В при оптимальном токе – 120 -160А. Исходя из этого, понимаем, что минимальное сечение медных проводов, чтобы намотать первичку, должно быть 3-4 кв. мм. Оптимальное – 7 кв. мм, которое учитывает возможную дополнительную нагрузку и скачки напряжения.
Нельзя использовать провода в ПВХ или резиновой изоляции, так как они могут перегреться и вызвать замыкание.
Если нет провода нужного сечения, можно использовать тонкие жилы, наматываемые вместе. Правда толщина обмотки увеличится, что повлечет увеличение габаритов самого аппарата. Чтобы сделать вторичную обмотку можно брать толстый медный провод, состоящий из множества жил.
Сердечник для самоделки делается из пластины стали трансформатора, толщина которой должен быть от 0,35 мм до 0,55 мм.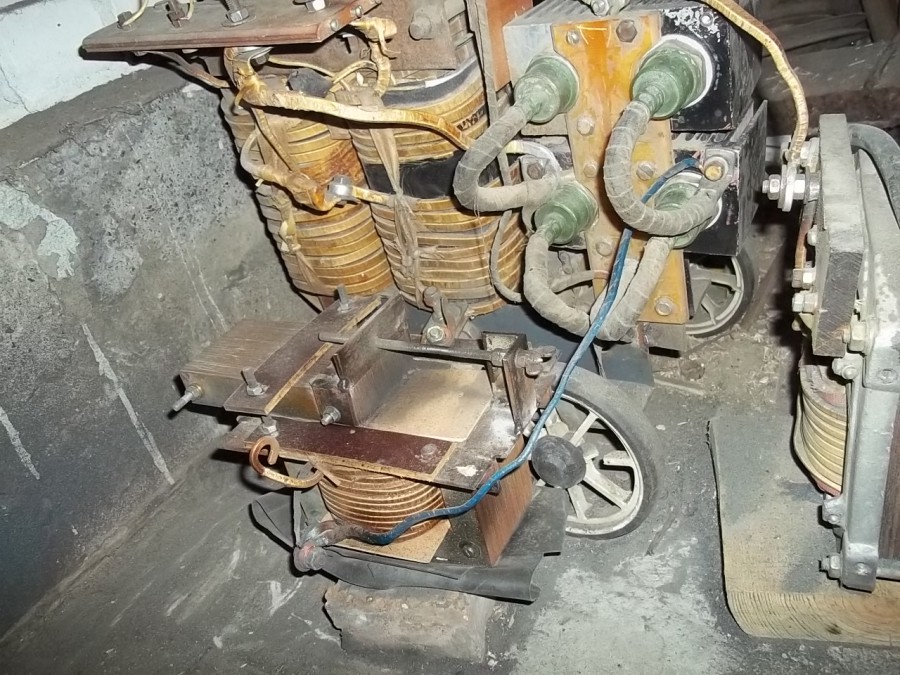 Их необходимо сложить так, чтобы получился сердечник необходимой толщины, а потом закрепить устройство болтами по углам. В завершении работы следует надфилем обработать поверхность пластинок и сделать изоляцию.
Их необходимо сложить так, чтобы получился сердечник необходимой толщины, а потом закрепить устройство болтами по углам. В завершении работы следует надфилем обработать поверхность пластинок и сделать изоляцию.
Затем начинается намотка. Вначале первичная (можно сделать примерно 240 витков). Для того чтобы была возможность регулировать проходящий ток, нужно сделать несколько отводов с примерным шагом в 20-25 виточков.
Сколько нужно меди для вторичной обмотки? Обычно количество витков составляет 65-70. Сечение провода – 30 – 35 кв мм. Как и при первичном обматывании нужно делать отводы для регулирования тока. Изоляция проводов должна быть надежной и стойкой к теплу.
Намотка делается в одном направлении и каждый ее слой изолируется. Концы намотки крепятся болтами к пластине и можно считать, что самодельный сварочник готов.
Если нужно увеличить силу тока – в этом деле может помочь вольтодобавка или можно сделать это вручную, уменьшив количество витков первичной намотки и переключив провод на контакт с более малым количеством витков.
Создавая сварочный аппарат, нужно не забыть его заземлить, согласно технике безопасности. А также всегда нужно следить за тем, чтобы сварочный аппарат не перегревался!
Простой сварочный аппарат постоянного тока
Для сварки чугуна и нержавейки понадобится аппарат с постоянным током. Создать его можно за 15 минут, если уже есть аппарат на переменном токе. В этом случае будет произведена модернизация уже имеющегося устройства.
Прежде всего, следует определиться с мощностью тока самодельного сварочного аппарата
Переделка переменки будет заключаться в подключении к вторичной обмотке выпрямителя, который собирается на диодах. Диоды должны в свою очередь выдерживать ток в 200 А и хорошо охлаждаться.
Выпрямитель лучше справится со своей работой, если использовать конденсаторы с напряжением 50В и специальный дроссель для регулировки тока.
Что нужно знать, подключая аппарат к сети на постоянку:
- Обязательно надо использовать рубильник, который в любой момент может отключить устройство из сети;
- Сечение провода для подключения должно быть больше или равно 1,5 кв.
 мм, а ток потребления в первичной обмотке – максимум 25 А.
мм, а ток потребления в первичной обмотке – максимум 25 А.
Схема работы сварочника такова, что ему время от времени нужно давать отдохнуть. И неважно полуавтомат это, или ручник. Впрочем, если аппарат работает на электродах диаметром меньше 3 мм, то можно не прерываться.
Инвертор: как сделать сварочный аппарат своими руками
Самостоятельно инвертор можно собрать из мелких деталей и проводки от советского телевизора или пылесоса.
Особенности работы инвертора:
- Аппарат работает с постоянным током и плавной его регулировкой от 40 до 130 А;
- Самый большой ток для первичной обмотки – 20А, используемые электроды должны быть не больше 3 мм;
- Электрический держак должен иметь кнопку, нажав которую в аппарат пойдет напряжение.
Все элементы инвертора располагаются на специальной печатной плате, а для лучшего отвода тепла от диодов, они фиксируются на специальный теплоотвод, который прикручивается к плате. Сама плата обычно изготавливается из стеклотекстолита, примерной толщиной 1,5 мм.
Для дополнительного охлаждения схемы можно использовать вентилятор, фиксируемый прямо на корпус, в котором расположен инвертор.
С помощью такого аппарата можно спокойно варить цветные и черные металлы, заготовки из тонкого листа.
Трехфазные сварочные аппараты обычно используются для сварки в условиях производства, поэтому делать дома их не имеет смысла.
Особой популярностью пользуются сварочники Тимвала, Буденого и на тиристорах.
Советы, как сделать сварочный аппарат в домашних условиях: точечная сварка
Одной из самых удобных и экономных мини сварок в последнее время стала точечная, происходящая контактным способом. В быту такая вещь применяется для ремонта бытовой техники и сварки аккумуляторов.
Самыми простыми в изготовлении являются сварочные аппараты контактной точечной сварки переменного тока с нерегулируемой силой тока
Нагревание происходит с помощью импульса, причем импульсный миг не превышает одну десятую секунды, то есть все происходит очень быстро.
Создается такая минисварка с помощью трансформатора от старой микроволновки, который будет дорабатываться в процессе создания аппарата. Цель – возможность получить на выходе кратковременный импульс не меньше 1000А.
Доработка происходит таким образом:
- Из трансформатора удаляется все, кроме сердечника и первичной обмотки;
- На место вторичной обмотки наматывается провод с сечением не меньше чем 100 кв. мм;
- Здесь главное очень плотно намотать провод на сердечник.
В итоге на выходе должно быть около 5 вольт, но если мощность слишком мала, можно взять еще один трансформатор. После чего нужно снова проверить напряжение. Если оно не больше 2000 А – микросварочный аппарат готов к использованию.
Как сделать сварочный аппарат своими руками (видео)
При использовании электропроводки и работе со сварочным аппаратом нужно не забывать следовать технике безопасности. Впрочем, ей нужно следовать всегда, независимо оттого, создаете вы сварку или хитрый доильный аппарат. Прежде чем приступить к подобного рода работам, всегда нужно ознакомиться с тем, как правильно их выполнять.
Прежде чем приступить к подобного рода работам, всегда нужно ознакомиться с тем, как правильно их выполнять.
6watt.ru
Сварочные аппараты из подручных материалов
Оборудование для сварочных работ не обязательно покупать в магазине. Его можно сделать в домашней мастерской. Ведь, по сути, конструкция простейшего прибора элементарна и собрать сварочный аппарат своими руками не составляет труда. Для этого нужны только некоторые комплектующие и немного знаний по электротехнике.
Как сделать простые и, в тоже время, функциональные аппараты для сварочных работ и что для этого потребуется — об этом далее в нашей статье.
Что нужно для сборки сварки
Чтобы собрать простейший сварочный аппарат, нужно понимать принцип его работы.
Вся работа сварки основывается на преобразовании электрического тока из сети. В бытовом использовании нам доступно электричество с напряжением в 220 вольт и силой тока в 16-32 ампера.
Как мы знаем, для сварки этого недостаточно.
Для сварочной дуги требуется мощность, а ее обеспечивает сила тока, измеряемая в амперах (простым языком, это количество электронов подающихся на электрод). Чем больше заряд, тем более продуктивным будет аппарат.
Для увеличения мощности используют трансформаторы, которые понижают напряжение в несколько раз, но увеличивают силу потока электронов, что позволяет применить такой ток для образования сварочной дуги.
Трансформатор — это основной элемент, позволяющий собрать простейший аппарат, работающий на переменном токе.
Основу трансформатора составляет магнитопровод (сердечник из трансформаторной стали), на который и наматывают обмотки: первичную, из более тонкого провода и большим количеством витков. и вторичную, состоящую из толстого кабеля с наименьшим количеством намоток.
Магнитопроводы для сборки сварочных аппаратов можно использовать, например, со старых силовых трансформаторов.
Питание обеспечивается от бытовой розетки и подается на первичную обмотку.
Обмотки между собой не должны контактировать. Даже если трансформатор имеет намотки одну на другой, между ними обязательно располагается слой изоляции! Ток с одной обмотки на другую передается через сердечник магнитным потоком.
В качестве сварочных кабелей можно использовать продукцию заводского изготовления, или же подобрать подходящий по сечению провод. Главное, что они должны выдерживать мощность аппарата.
Держатели изготавливают из прутка или арматуры небольшого диаметра. По форме они напоминают трезубую вилку, в зубья которой и фиксируют электрод.
Как собрать трансформаторную сварку
Для этого нужно найти рабочий понижающий трансформатор. Можно взять модели С-Б22, ИВ-10, или ИВ-8, мощность которых должна составлять 1-2 кВт. Такие элементы, как правило, используются для питания различных электроинструментов и понижают напряжение с 220 до 36 вольт.
Сборка трансформаторной сварки проводиться по следующему алгоритму.
- Изначально нужно снять с трансформатора вторичную обмотку, но нельзя повредить первичную.

- Снятую проволоку наматывают на первичную катушку, которая расположена посредине сердечника. При этом на каждые 30 мотков создают отводок (их нужно 8-10 штук), которые номеруют для удобства.
- Две другие стороны сердечника обматывают кабелем с несколькими жилами (минимум три медных проводка с сечением 6-8мм). Для каждой катушки потребуется до 12 метров такого провода. Это будет вторичная обмотка прибора (ВО).
- Клеммы изготавливают из медной трубки диаметром 10-12 мм, при этом кабель вставляют в один конец и зажимают, второй край плющат и сверлят отверстие под крепление. К этому зажиму крепят кабели ВО.
- На трансформаторе крепеж М6 нужно сменить на более мощный (находиться на верхней панели). К этому креплению присоединяют кабель вторичной обмотки.
- Для первичной обмотки потребуется кусок текстолитовой платы с десятью отверстиями, в каждое из которых монтируют крепление М6.
- Чтобы обеспечить работу, нужно последовательно соединить первичную обмотку с крайних, а затем со средней катушки.
 Отводки из вторичной обмотки вставляют в отверстия платы по номерам от 1 до 10. Ток будет регулироваться клеммами.
Отводки из вторичной обмотки вставляют в отверстия платы по номерам от 1 до 10. Ток будет регулироваться клеммами. - Держатель для электродов можно изготовить из стального прутка в 5 мм, к которому присоединяют кабель. Его делают в виде трезубой вилки. На рукоятку надевают кусок резинового шланга.
- К кабелю массы можно приспособить держатель из магнита или же сделать стальной крючок, на который можно будет надевать на заготовки.
В таком аппарате в первичной обмотке ток будет с силой в 25 Ампер, а во вторичной — 60-120 А. Питание обеспечивается через бытовую розетку. Мощность прибора обеспечит отличную работу электродами с диаметром в 2 мм. Для расходника тройки время сварки будет ограниченным (безостановочно до 10-15 электродов, потом нужно дать остыть трансформатору).
Если у Вас опыта в электротехнике мало, то нужно более детально изучить материалы по тому, как создать такой аппарат.
Точечная сварка из микроволновки
Сваривание точками позволяет соединять очень тонкий металл в том случае, когда традиционные сварочные аппараты могут просто сжечь деталь.
Простейший точечный самодельный сварочный аппарат можно собрать с минимальным количеством материалов, используя старую рабочую микроволновку, с которой потребуется снять трансформатор с мощностью от 1 кВт. Одного такого элемента будет достаточно, чтобы варить точками металл толщиной до 1 мм. Для увеличения мощности можно использовать два трансформатора.
В микроволновке основную работу выполняет магнетрон, для которого требуется мощность около 4000 вольт. Трансформатор для этого работает не на понижения, а на повышение напряжения. На выходе такой элемент дает до 2000 В.
С такого элемента микроволновки нужно взять сердечник (магнитопровод) и первичную обмотку (намотан толстый провод с меньшим количеством витков). ВО (вторичная обмотка) при этом срезается или срубается с использованием стамески. С середины сердечника медную проволоку можно выбить или высверлить.
Важно не повредить при этих манипуляциях первичную обмотку (ПО) и сам сердечник!
После такой работы должен остаться магнитопровод с намотанной первичной обмоткой.
Когда все подготовлено, делают новую вторичную обмотку. Чтобы обеспечить большую силу тока, потребуется очень толстый кабель с сечением в 100 мм². Также может подойти многожильный провод.
Обычно такие кабели имеют толстую изоляцию и она может мешать намотке. Чтобы было удобно, ее можно снять, а кабель заизолировать тканевой изолентой.
Для вторичной обмотки нужно создать как можно меньше витков (уменьшить сопротивление). Сделать нужно 2-3 намотки. Концы кабеля выводят для контактов плюса и минуса.
Электроды изготавливают из толстого медного прута (желательно, чтобы он был не меньше диаметра провода вторичной обмотки). Если точечный сварочный аппарат будет небольшой мощности, то можно использовать жало с паяльников. Сами электроды затачивают в виде конуса.
Управление таким прибором осуществляется рычагом и выключателем. Нижний рычаг делают неподвижным, а верхний желательно сделать на пружине, для возможности сжимать и разжимать электроды. Выключатель ставят на первичную обмотку, куда подается и питание всего аппарата.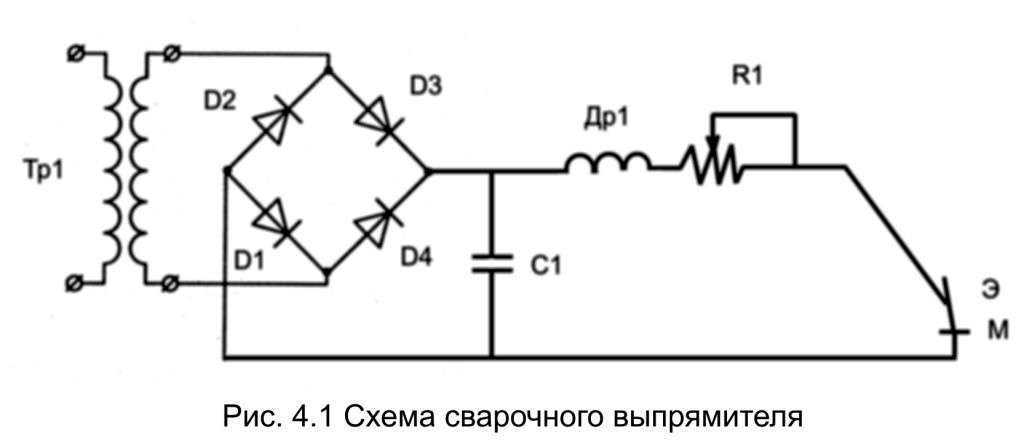
Для полноценного функционирования желательно поставить охлаждение для такого прибора. Можно использовать компьютерные вентиляторы. В противном случае потребуется постоянный контроль нагрева трансформатора и остальных элементов, а так же делать перерывы в работе для остывания.
Работу осуществляют следующим образом. Между электродами зажимают заготовку и включают ток. Поставив точку, питание отключают и перемещают деталь.
Такая сварка из микроволновки своими руками обеспечит сваривание очень тонких конструкций. Увеличить мощность можно за счет соединения двух трансформаторов. Но при этом важно правильно собрать такую сборку, иначе неизбежно замыкание.
Сварки постоянного тока
Самодельные трансформаторные аппараты работают на переменном токе, таким образом можно варить различные марки стали. Но некоторые металлы при сварке электродуговым способом требуют постоянного тока для получения качественного соединения.
Чтобы собрать такой прибор, к трансформатору потребуется добавить выпрямитель и дроссели для сглаживания тока.![]()
Выпрямители собирают с диодов, способных выдерживать большую мощность (до 200 Ампер). Они, как правило, габаритные и, к тому же, потребуют сборки системы охлаждения. Диоды монтируют параллельно для повышения тока.
Такой выпрямительный мост позволит выровнять электрическую дугу и получить швы более высокого качества при сваривании нержавейки или алюминия.
Нужно ли все это
Сегодня на просторах интернета можно найти множество схем и конструкций различного оборудования для сварки. От простейшего массивного трансформаторного аппарата до сложнейших самодельных инверторов. Насколько целесообразно их собирать и использовать в домашней мастерской?
Еще десять лет назад инверторы были практически недоступны широким массам и все сварочные работы проводили с помощью габаритных трансформаторов, чаще всего именно самодельных. Их функции позволяют варить различные конструкции с использованием стальных деталей. А многие опытные сварщики варят такими приборами цветные металлы или чугун. Тем более сегодня намного улучшилась ситуация с электродами, которые можно подобрать практически для любого материала.
Тем более сегодня намного улучшилась ситуация с электродами, которые можно подобрать практически для любого материала.
Однако трансформаторы без выпрямителя работают только на переменном токе и это затрудняет работу с нержавеющей сталью или, к примеру, алюминием. Использование дополнительно выпрямителей увеличивает габариты оборудования и стесняет подвижность. И если для мастерской это не проблема, то уже высотные работы затрудняются. Но главная проблема трансформаторной сварки самодельного изготовления — это точность настройки режимов. Инверторы заводского производства в этом случае намного выигрывают.
Различные конструкции точечных сварок тоже намного упрощают работу с тонкостенными металлами и изделиями, которые можно быстро починить. Но создание действительно мощного аппарата потребует большего количества комплектующих, а они не всегда доступны (попробуйте сейчас поискать два одинаковых трансформатора от микроволновки).
Сборка инвертора в домашней мастерской будет целесообразной в том случае, если у Вас есть почти все необходимые элементы: трансформаторы, выпрямители, транзисторы и прочие. В противном случае зачем заморачиваться поисками и сборкой прибора с сомнительной мощностью и настройкой, если он сегодня стоит от 50-100 долларов? И для небольших объемов работ такого аппарата будет более чем достаточно?
В противном случае зачем заморачиваться поисками и сборкой прибора с сомнительной мощностью и настройкой, если он сегодня стоит от 50-100 долларов? И для небольших объемов работ такого аппарата будет более чем достаточно?
Что Вы можете добавить к этому материалу? Поделитесь своим опытом по сборке самодельного сварочного оборудования, особенно схемами сборки. Как Вы считаете: насколько эффективно применение таких приборов в домашнем хозяйстве? Оставьте свои комментарии в блоке обсуждений к этой статье.
wikimetall.ru
Сварочный аппарат для сварки мелких деталей своими руками
Довольно часто в практике любого хозяина возникает необходимость соединить металлические детали. Один из таких способов соединения — это сварка. Но что делать, если нет сварочного аппарата? Конечно, можно его приобрести, но можно и изготовить самый простейший аппарат самому, причем практически за полчаса.
Пролог
Простейший прототип сварочного аппарата – осветительный электродуговой проектор — использовался еще в середине ХХ-го века в киностудиях во время съемок фильмов.
В домашних условиях, возможно, сделать простой раритетный самодельный сварочный аппарат из автотрансформатора мощностью 200 Вт. (Примерная схема автотрансформатора приведена на рисунке). Выходное напряжение регулируется за счет перестановки телевизионной вилки в гнездах.
На вторичной обмотке трансформатора необходимо найти два вывода, на которых напряжение будет около 40 В. К этим выводам остается подсоединить графитовые электроды и сварочный аппарат готов! Правда нужно учитывать, что при использовании такого автотрансформатора в сварочных целях желательно хорошо знать основы электробезопасности, поскольку не обеспечивается гальваническая развязка с электросетью.
Область применения такого самодельного сварочного аппарата довольно широкая: от сварки металлических изделий до закалки рабочих поверхностей инструмента.
Примеры применения Вольтовой дуги
В практике радиолюбителей временами возникает необходимость в сваривании или очень сильном разогреве мелких деталей.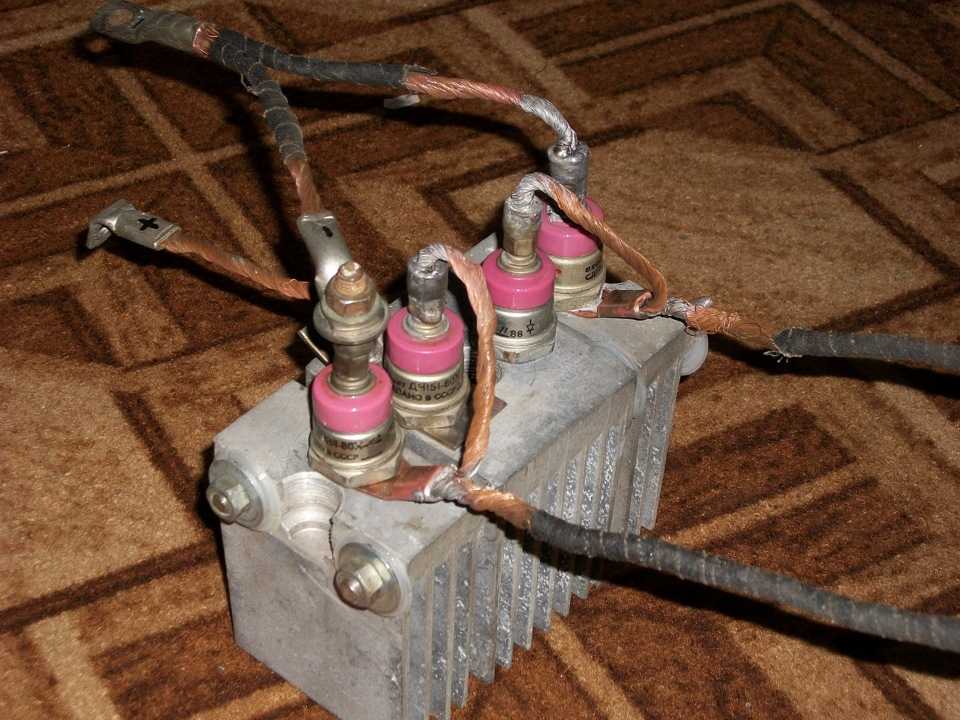 В таких случаях нет необходимости в применении серьезного сварочного аппарата, т.к. чтобы создать высокотемпературную плазму не обязательно иметь специальное оборудование.
В таких случаях нет необходимости в применении серьезного сварочного аппарата, т.к. чтобы создать высокотемпературную плазму не обязательно иметь специальное оборудование.
Рассмотрим несколько примеров практического применения Вольтовой дуги.
Сварка накала магнетрона с питающими шинами
В этом случае сварка просто необходима, хотя многие, при встрече с такой трудностью, производят замену магнетрона. А ведь чаще всего бывают лишь две неисправности: обрывается накал в точке (поз.1) и выходят из строя из-за пробоя проходные конденсаторы (поз.2).
На рисунке магнетрон от микроволновой печи «Kenwood», который проработал после ремонта более двадцати лет.
Ремонт термопары своими руками
Конечно, изготовить термопару – дело совсем безнадежное, однако бывает, что нужно ее отремонтировать в случае облома «шарика». Обычно такие термопары встречаются в мультиметрах, у которых есть режим замера температуры
Нагревание высокоуглеродистой стали
В случае необходимости изменения формы пружины или проделывания отверстия следует учитывать, что закаленная пружина имеет слишком высокую твердость для сверления и слишком хрупкая для пробивания отверстия при помощи пробойника.
А в случае закалки стального инструмента (изготовленного из инструментальной стали) достаточно нагреть рабочую поверхность до малинового цвета и охладить в ванночке с машинным маслом. На рисунке изображено закаленное жало отвертки после механической обработки рабочей кромки.
Как получить Вольтовую дугу?
Мелкие сварочные работы можно выполнять при помощи трансформатора мощностью от 200 Ватт и выходным напряжением в диапазоне от 30 до 50 Вольт. При этом сварочный ток должен быть 10-12 Ампер. Можно не беспокоиться по поводу перегрева трансформатора, поскольку горение дуги кратковременно.
Также подойдет и обычный лабораторный автотрансформатор ЛАТР с силой тока от 9 Ампер. Однако нужно учитывать всю степень опасности в связи с тем, что отсутствует гальваническая развязка с электросетью.
В целях предупреждения повреждения графитового ролика токосъемника ЛАТРа желательно ввести ограничения входного тока применением плавкой вставки (предохранителя). Тогда случайное короткое замыкание в цепи электрода уже не страшно.
Электродами могут быть любые графитовые стержни простых карандашей (желательно мягкие).
В качестве держателя для грифеля используется металлическая часть электромонтажного клеммника.
На этом рисунке показан пример держателя с применением клеммника, причем одно отверстие используется для крепления ручки, а второе для зажима грифеля в клемме.
В целях предотвращения расплавления одноразового шприца (поз.3) при нагреве клеммника (поз.1) используются шайбы из стеклотекстолита (поз.2). А для стандартного подключения к кабелю можно применить стандартное гнездо от прибора (поз.4).
Итак, схема соединения довольно простая: один вывод вторичной обмотки соединяется с держателем, а второй вывод подсоединяется к свариваемой детали.
Есть еще другой вариант крепления держателя электрода с применением электромонтажной клеммы. Второй держатель понадобится в случае сварки металлических изделий с такой же температурой плавления или при необходимости раскалить металлическое изделие (закалка, изменение формы).
Схема подключения к вторичной обмотке трансформатора двух графитовых электродов.
Для сохранения глаз от ожога роговицы и от попадания искр недостаточно будет использовать темные очки из-за малой плотности светофильтров. Можно изготовить такое приспособление: в качестве щитка может быть оправа бинокулярных очков с удаленными линзами; фильтр крепится при помощи канцелярского зажима. Или можно воспользоваться радиолюбительскими очками, применяемыми в SMD технологиях.
В случае сварки меди с нихромом или сталью понадобится флюс. При добавлении небольшого количества воды в тетраборат натрия (буру) или в борную кислоту получается кашица, которой смазываются места сварки.
Материалы для приготовления флюса обычно можно найти в хозяйственном магазине. Также можно воспользоваться средством борьбы с насекомыми «Боракс» содержащим борную кислоту.
volt-index.ru
Как сконструировать сварочный аппарат своими руками?
Комментариев:
Рейтинг: 14
Оглавление: [скрыть]
- Классификация сварочных приборов
- Требования к самодельным сварочным приборам
- Как подобрать сердечник для сварочного агрегата?
- Правильный подбор обмотки
В бытовых условиях порой никак нельзя обойтись без сварочного аппарата, особенно туго без возможности осуществления электродуговой сварки. Сегодня в специализированных точках продажи можно увидеть огромный выбор различных приборов для сварки от зарубежных и отечественных производителей. Хороший сварочный аппарат обойдется недешево, а относительно дешевые инструменты далеко не всегда могут похвастаться высоким качеством работы.
Сегодня в специализированных точках продажи можно увидеть огромный выбор различных приборов для сварки от зарубежных и отечественных производителей. Хороший сварочный аппарат обойдется недешево, а относительно дешевые инструменты далеко не всегда могут похвастаться высоким качеством работы.
Конструкция сварочного инвертора.
Есть хорошая альтернатива покупке прибора для сварки — сделать сварочный аппарат своими руками.
Классификация сварочных приборов
В зависимости от характера сварочного тока, аппараты для сварки разделяют на две категории:
- Приборы постоянного тока.
- Приборы переменного тока.
Сварочный агрегат постоянного тока применяют для сварки тонколистовых металлов, таких как автомобильная и кровельная сталь, на малом токе. При этом дуга сварки характеризуется большей устойчивостью, есть возможность проведения сварки на обратной либо прямой полярности. Используя сварочный прибор своими руками, работающий на постоянном токе, можно осуществлять сварку посредством несмазанной электродной проволоки и любых электродов. Для обеспечения более устойчивого горения сварочной дуги на малом токе необходимо наличие повышенного напряжения холостого хода (а пределах 70-75 В). Выпрямляется переменный ток путем применения «мостовых» выпрямителей на диодах высокой мощности с охлаждающими радиаторами.
Для обеспечения более устойчивого горения сварочной дуги на малом токе необходимо наличие повышенного напряжения холостого хода (а пределах 70-75 В). Выпрямляется переменный ток путем применения «мостовых» выпрямителей на диодах высокой мощности с охлаждающими радиаторами.
Устройство сварочного инвертора.
Чтобы сгладить пульсацию напряжения, к одному из выводов сварочного аппарата присоединяют через дроссель L1 держатель электродов. Дроссель имеет вид медной катушки размером от 10 до 15 витков шины и диаметром 3,5 см2, установленной на одном из сердечников (от магнитного пускателя, к примеру). Чтобы выпрямлять и осуществлять плавно регуляцию тока сварки, применяются усложненные схемы с наличием управляемых тиристоров высокой мощности.
Регуляторы постоянного тока обладают очень важным преимуществом — универсальностью. Они могут применяться как для плавного регулирования сварочного тока, так и для зарядки аккумуляторов, для питания элементов электронагрева и прочих целей.
Это все, что касалось агрегатов для сварки с постоянным током. Теперь поговорим о том, как сделать сварочный аппарат переменного тока. Они используются для сварки электродами небольшого диаметра (от 1,5 до 2 мм) при толщине рабочего материала свыше 1,5 мм. Причем ток сварки имеет высокое значение и наблюдается устойчивое горение сварочной дуги. Можно пользоваться только теми электродами, которые предназначаются специально для сварки с переменным током.
Чтобы сварочные аппараты нормально функционировали, необходимо:
Схема сварочного аппарата.
- Обеспечение выходного напряжения для уверенного зажигания сварочной дуги. Для самодельного сварочного агрегата вполне достаточно 60-65 В. Напряжение выше этой отметки является нежелательным по причинам потенциальной опасности сварочного процесса.
- Устроить сварочное напряжение, которое обеспечит стабильное горение электродуги. В зависимости от сечения рабочего электрода это напряжение будет находиться в диапазоне от 18 до 24 В.

- Создать нормальный ток сварки.
- Уменьшить ток короткого замыкания, максимум которого определяется 30-35%.
Дуга будет стабильно гореть тогда, когда у сварочного прибора будет падающая внешняя характеристика, определяющая зависимость напряжения в цепи сварки от силой сварочного тока.
Вернуться к оглавлению
Для того чтобы грубо (постепенно) перекрыть диапазон токов сварки, в конструкции сварочного аппарата необходимо устройство и первичной, и вторичной обмотки. Помимо этого, чтобы осуществлять плавную перемену сварочного тока в конкретном диапазоне, необходимо использовать механизмы перехода обмотки. Если убрать сварочную обмотку, то по отношению к сетевой увеличатся магнитные рассеивающие потоки, что повлечет за собой уменьшение сварочного тока.
Схема устройства сварочного полуавтомата.
Собирая сварочные аппараты своими руками, нет необходимости полностью перекрывать диапазон тока сварки. В первую очередь рационально сделать прибор для сварки, предназначенный для работы с электродами сечением от 0,2 до 0,4 см. Затем, если существует необходимость сварки на малом токе, преобразовать аппарат путем установки отдельного устройства выпрямления с легкой регуляцией тока сварки.
Затем, если существует необходимость сварки на малом токе, преобразовать аппарат путем установки отдельного устройства выпрямления с легкой регуляцией тока сварки.
Сварочные аппараты, сконструированные своими руками, должны отвечать следующим требованиям:
- Иметь небольшие габариты и вес.
- Способность непрерывно работать относительно долгое время (минимум 5 электродов 0,3-0,4 см сечением) от электросети 220 В.
Уменьшить вес и размеры прибора для сварки возможно путем снижения мощности, увеличить время непрерывной работы можно с использованием теплостойкой изоляции обмотки и магнитно-проницаемой стали.
https://moyakovka.ru/youtu.be/BDNtM0eScNc
Вернуться к оглавлению
В большинстве случаев при изготовлении приборов для сварки применяют магнитопровод по типу стержней, так как они отличаются своей технологичностью. Сердечник делают из стальных пластинок произвольной формы толщиной от 0,3 до 0,5 мм, которые стягиваются шпильками. Выбор сердечника требуется проводить с учетом габаритов «окна», в которое будет помещаться обмотка прибора для сварки, а также размер поперечного сечения магнитопровода. Практикой доказано, что очень маленький размер сечения (примерно 250-350 мм) не стоит выбирать, так как в этом случае у агрегата не будет необходимого запаса мощности и добиться качественного сварочного шва будет очень непросто. К тому же сварочный прибор будет перегреваться уже после короткого периода работы.
Практикой доказано, что очень маленький размер сечения (примерно 250-350 мм) не стоит выбирать, так как в этом случае у агрегата не будет необходимого запаса мощности и добиться качественного сварочного шва будет очень непросто. К тому же сварочный прибор будет перегреваться уже после короткого периода работы.
В среднем магнитопровод должен обладать сечением 450-550 мм2. Тогда вес инструмента немного увеличится, но при этом будет более надежным. Все чаще самостоятельно делают сварочные приборы с тороидальным сердечником, для которого характерны повышенные электротехнические параметры (в 5 раз больше, чем таковые, у сердечника стержневого типа), при этом небольшие электропотери. Основная сложность их устройства заключается в расположении на торе обмотки и трудностями при изготовлении собственно обмотки.
https://moyakovka.ru/youtu.be/L75jxmwkoII
Но если правильно подойти к задаче, получится хороший эффект. Произвести сердечник можно из трансформаторного ленточного железа, скрученного в конфигурацию тора. В качестве примера можно привести магнитопровод трансформатора «Латр» на 9 А. Чтобы расширить внутреннее окно в сердечнике, необходимо с внутренней части отмотать определенную длину ленточной стали и намотать ее на наружную часть элемента. Но практикой показано, что одного сердечника типа «Латра» для сборки полноценного сварочного агрегата не хватит (причина тому — недостаточная величина сечения). Такой аппарат будет перегреваться уже после смены пары электродов 0,3 см сечением.
В качестве примера можно привести магнитопровод трансформатора «Латр» на 9 А. Чтобы расширить внутреннее окно в сердечнике, необходимо с внутренней части отмотать определенную длину ленточной стали и намотать ее на наружную часть элемента. Но практикой показано, что одного сердечника типа «Латра» для сборки полноценного сварочного агрегата не хватит (причина тому — недостаточная величина сечения). Такой аппарат будет перегреваться уже после смены пары электродов 0,3 см сечением.
Отдельное внимание стоит уделить самодельным конструкциям сварочных приборов, сделанных на основе статоров асинхронных электродвигателей с тремя фазами, обладающих большой мощностью (свыше 10 кВт). От величины сечения статора зависит выбор сердечника для сварки. Но трансформаторная электротехническая сталь не идеально соответствует штампованным пластинам статора, потому делать сечение меньше 4-4,5 см не имеет смысла.
Первым делом со статора удаляется оболочка, убираются обмотки из внутренней части, перегородки внутренних пазов спиливаются, внутреннюю часть зачищают с помощью абразивного круга или напильника, округляют острые углы сердечника и тесно его заматывают в хлопчатобумажную изоляционную ленту. Теперь можно приступать к устройству обмотки.
Теперь можно приступать к устройству обмотки.
Вернуться к оглавлению
Для устройства первичного слоя/сетевой обмотки лучше всего подойдет специально предназначенный для этого обмоточный провод из меди со стеклотканевым изоляционным материалом. Можно использовать провод с прорезиненной изоляцией. Нельзя использовать провода, изолированные с помощью полихлорвинила, так как он под воздействием высоких температур может расплавиться, вытечь из первичного слоя обмотки и привести к короткому замыканию.
Наматывая обмотку на сердечнике, необходимо руководствоваться следующими правилами:
- Обмотку следует производить на изолированный керн и только в одну сторону (против часовой стрелки, к примеру).
- Каждый новый слой изолируется стеклотканевой либо электрокартонной изоляцией.
- Выводы обмотки требуется залуживать, маркировать, фиксировать хлопчатобумажной тесьмой.
https://moyakovka.ru/youtu.be/LvIyLUOzS64
Сварочный провод подсоединяется к прибору посредством медных наконечников с внешней стороны прибора.
moyakovka.ru
переменным током и постоянным током: в чем разница?
Последнее обновление
Когда вы учитесь сваривать, огромное количество информации, которую вам нужно знать, может быть ошеломляющим. Нужно выучить так много терминологии, а переменные кажутся бесконечными.![]() Вам необходимо знать, как настроить оборудование для работы с различными типами металлов, внося изменения в зависимости от толщины, материала наполнителя и силы тока, которую вы используете.
Вам необходимо знать, как настроить оборудование для работы с различными типами металлов, внося изменения в зависимости от толщины, материала наполнителя и силы тока, которую вы используете.
Возможно, вы заметили настройки своего сварочного аппарата для сварки на переменном и постоянном токе или, может быть, вы ищете первый сварочный аппарат и не можете выбрать между моделями. AC или DC лучше? Мы говорим о классической рок-группе?
Ну, мы, конечно, не обсуждаем рок-группу, и ни AC, ни DC не обязательно лучше. Тем не менее, они очень разные, и какой из них вам следует выбрать, зависит от множества факторов, которые мы собираемся обсудить в этой статье, чтобы помочь вам понять различия между сваркой на переменном и постоянном токе.
Обзор сварки переменным током:
При переменном токе электроны меняют направление движения вперед и назад 120 раз в секунду. Как только вы это поймете, станет понятно, что переменный ток означает переменный ток, поскольку ток всегда переменный.
В большинстве случаев считается, что переменный ток не подходит для сварки, поэтому обычно выбирают постоянный ток. Тем не менее, это не всегда так.
Сварщики на переменном токе обычно дешевле, чем на постоянном токе. Таким образом, для многих начинающих сварщиков сварочный аппарат переменного тока больше подходит просто из-за цены. Если сварочный аппарат переменного тока — это все, что у вас есть, то, очевидно, это ваш лучший выбор в данный момент.
Переменный ток также лучше всего подходит для сварки магнитных материалов. Переменный ток обеспечивает более устойчивую дугу, особенно на магнитных материалах, что может помочь уменьшить удар дуги, который вы, вероятно, испытаете при сварке на постоянном токе.
Вы также обнаружите, что сварка на переменном токе допускает более высокие температуры, что делает ее лучшим выбором при сварке алюминия. С помощью сварки на переменном токе вы также можете глубже проникать в листовой металл, поэтому это отличный выбор, когда швы должны быть глубокими, например, в судостроении.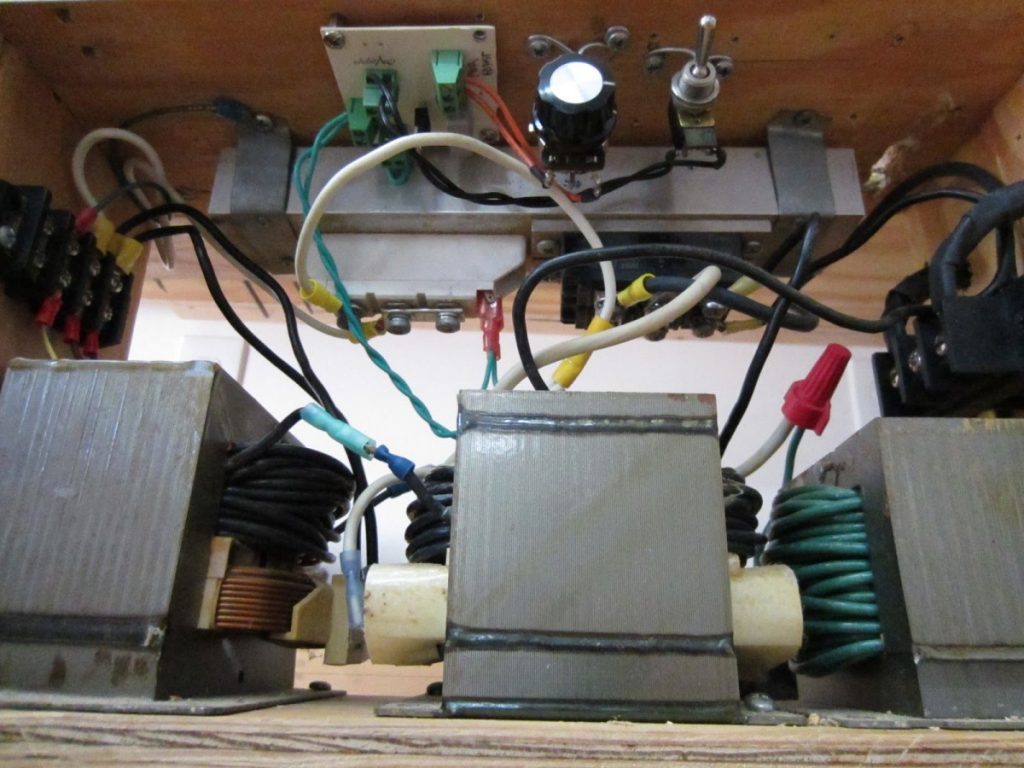
Несмотря на то, что сварка на переменном токе имеет некоторые преимущества, существует множество причин, по которым она не подходит для большинства сценариев. Основной проблемой при сварке переменным током является постоянное изменение направления тока. Когда ток меняет направление, наступает короткий момент, когда сила тока отсутствует. Это создает гораздо большие колебания дуги сварочного аппарата на переменном токе, поэтому сварка на постоянном токе, как правило, проще и обеспечивает более чистые сварные швы.
Кроме того, при сварке на переменном токе образуется больше брызг, что делает ее плохим выбором для сварки в вертикальном положении или над головой.
Профи
- Машины переменного тока обычно дешевые
- Может устранить проблемы с дуговым разрядом
- Лучший для сварки алюминия
- Отлично подходит для сварки материалов магнитным полем
Минусы
- Больше колебаний, чем при сварке постоянным током
- Сварные швы обычно не такие гладкие
- Еще брызги
- С дугой переменного тока труднее работать
Обзор сварки на постоянном токе:
Более широко используемая, чем сварка на переменном токе, сварка на постоянном токе считается лучшей во многих отношениях. Постоянный ток означает постоянный ток, что означает, что ток течет только в одном направлении и течет непрерывно. Это тип тока, который вы найдете в батареях и низковольтных устройствах. Даже ваш автомобиль использует электричество постоянного тока.
Постоянный ток означает постоянный ток, что означает, что ток течет только в одном направлении и течет непрерывно. Это тип тока, который вы найдете в батареях и низковольтных устройствах. Даже ваш автомобиль использует электричество постоянного тока.
Предоставлено: emirkrasnic, Pixabay
Когда сварка на постоянном токе превосходнаПоскольку сварка на постоянном токе не имеет такого нулевого момента силы тока, как сварка на переменном токе, вы получаете более стабильную дугу в целом. Вот почему сварку постоянным током легче контролировать, и она позволяет создавать более чистые и гладкие сварные швы с меньшим разбрызгиванием. Поскольку меньше брызг и беспорядка, вы можете использовать сварку постоянным током в местах, где переменный ток не подходит, например, при сварке над головой.
Для начинающих лучше всего подойдет сварка постоянным током. Будет более короткая кривая обучения, что позволит вам быстрее производить более привлекательные сварные швы. Но даже профессионалы в большинстве случаев выбирают сварку постоянным током.
Но даже профессионалы в большинстве случаев выбирают сварку постоянным током.
Тем не менее иногда сварка на постоянном токе не лучший выбор. Поскольку при сварке постоянным током у вас больше шансов получить удар дуги, он не подходит для работы с магнитными материалами.
При сварке постоянным током не используются такие высокие температуры, как при сварке переменным током, поэтому это не лучший выбор для сварки алюминия, которому требуется высокая температура для надлежащего прилегания сварного шва.
Несмотря на то, что сварочный аппарат на постоянном токе лучше подходит для начинающих, сварочные аппараты на постоянном токе могут быть непомерно дорогими. Это часто может подтолкнуть начинающего сварщика к более доступным сварочным аппаратам переменного тока, даже если они не так хороши для новичка с точки зрения производительности.
Pros
- Обеспечивает более гладкие сварные швы
- Дуга более стабильна
- Легче в использовании
- Меньше брызг
Минусы
- Может вызвать дуговой разряд
- Сварочные аппараты постоянного тока обычно дороже
- Не лучший выбор для сварки алюминия
Что лучше: сварка на переменном или постоянном токе?
В идеальном мире мы могли бы дать вам окончательный ответ о том, какой тип сварки лучше. Тогда вам нужно будет приобрести только один тип сварочного аппарата, изучить один метод сварки и больше никогда об этом не беспокоиться. Конечно, это нереально, и правда вообще живет в серой зоне, а не в черно-белой.
Тогда вам нужно будет приобрести только один тип сварочного аппарата, изучить один метод сварки и больше никогда об этом не беспокоиться. Конечно, это нереально, и правда вообще живет в серой зоне, а не в черно-белой.
Какой тип сварки выбрать? Правда в том, что это зависит от вашей ситуации. Каждый тип сварки является лучшим выбором в некоторых сценариях.
Новички
Для начинающих сварка постоянным током намного проще в работе и позволяет получать более чистые сварные швы. С другой стороны, сварочные аппараты DV, как правило, дороже, чем их аналоги на переменном токе, что может подтолкнуть новичков к сварке на переменном токе просто потому, что это обеспечивает более доступный доступ к сварке.
Сварка алюминия
При сварке алюминия лучше всего подходит сварка переменным током. Сварка переменным током достигает гораздо более высоких температур, что необходимо при работе с алюминием. Сварочные аппараты постоянного тока не достигают таких же температур, что делает их плохим выбором для сварки алюминия.
Сварка тонких металлов
Из-за более низких температур, при которых происходит сварка постоянным током, вы можете использовать ее для гораздо более тонких металлов, не пробивая отверстие в материале.
Более глубокое проникновение
С другой стороны, сварка на переменном токе намного лучше при работе с толстыми металлическими листами, которые требуют глубокого провара, чтобы сварные швы прочно держались.
Потолочная или вертикальная сварка
Сварка постоянным током дает гораздо меньше брызг и беспорядка. Когда вы свариваете над головой, последнее, что вам нужно, это брызги расплава, капающие на ваш купол. Естественно, в таких условиях лучше всего подходит сварка постоянным током.
Намагниченные материалы
Если вы пытаетесь сваривать намагниченные материалы, вам лучше использовать переменный ток, так как он не имеет тех же проблем с дуговым разрядом, которые могут возникнуть при попытке сварки магнитных материалов с сварщик постоянного тока.
Когда сваривать постоянным током
- Вам нужен максимально гладкий шов
- Вы можете позволить себе сварочный аппарат, который вам нужен
- При сварке тонких металлов
- У вас нет опыта сварки
- При выполнении потолочной или вертикальной сварки
Когда использовать переменный ток
- Внешний вид сварного шва не так важен
- Ваш бюджет ограничен
- Вам необходимо глубокое проплавление листового металла
- Сварка металлов намагниченным полем
- Всякий раз, когда вы свариваете алюминий
- См. также: Инверторный или трансформаторный сварочный аппарат: что лучше для ваших нужд?
Заключение
При сравнении сварки на переменном токе и на постоянном токе однозначного ответа на вопрос, что лучше, нет. У каждого есть свои сильные и слабые стороны. Из-за этого каждый тип сварки является лучшим вариантом в определенных обстоятельствах. Если возможно, вам лучше всего будет иметь сварщика, который может делать и то, и другое. Но если бы вы могли получить только один, то DC, вероятно, был бы лучшим выбором. Он работает с широким спектром материалов, обеспечивая гладкий сварной шов с минимальным разбрызгиванием, который проще в использовании. Просто имейте в виду, что сварочные аппараты постоянного тока, как правило, дороже, чем модели переменного тока.
Если возможно, вам лучше всего будет иметь сварщика, который может делать и то, и другое. Но если бы вы могли получить только один, то DC, вероятно, был бы лучшим выбором. Он работает с широким спектром материалов, обеспечивая гладкий сварной шов с минимальным разбрызгиванием, который проще в использовании. Просто имейте в виду, что сварочные аппараты постоянного тока, как правило, дороже, чем модели переменного тока.
Изображение. сварки на постоянном токе
- Новички
- Сварка алюминия
- Сварка тонких металлов
- Более глубокое проплавление
- Потолочная или вертикальная сварка
- Намагниченные материалы
Сварка на переменном и постоянном токе – 5 причин, какая из них подходит для вашей сварочной работы.
Хотя сварка на постоянном токе предпочтительнее, в некоторых случаях сварка на переменном токе может оказаться лучшим решением. В этой статье я собираюсь немного раскрыть ее и объяснить, почему вам важно ее понять.
В этой статье я собираюсь немного раскрыть ее и объяснить, почему вам важно ее понять.
Если кто-то знаком со сварочной промышленностью или работает в ней, возможно, он слышал термины «переменный ток» и «постоянный ток». Эти переменный и постоянный ток представляют собой два типа тока, используемые в процессе сварки. В процессе сварки используется электрическая дуга, которая инициирует тепловой процесс, необходимый для расплавления металла. Необходимо обеспечить стабильный поток тока с различной полярностью в зависимости от свариваемого материала.
Необходимо понимать эти два тока и то, как они влияют на сварочный аппарат и электроды, чтобы понять и сделать хороший сварной шов. Мы должны изучить сварку переменным током и постоянным током и ее отличия .
При сварке переменным и постоянным током берется полярность тока, проходящего через электрод аппарата. Прочность и качество сварки зависят от полярности электрода.
Ни постоянный, ни переменный ток не обязательно лучше. Они различны по характеристикам, какой тип вы выберете, зависит от различных факторов, которые мы обсудим в этой статье, чтобы лучше понять различия между сваркой постоянным и переменным током .
Они различны по характеристикам, какой тип вы выберете, зависит от различных факторов, которые мы обсудим в этой статье, чтобы лучше понять различия между сваркой постоянным и переменным током .
Переменный ток (AC) перемещает электроны вперед и назад. Электроны переключаются со скоростью 120 раз в секунду. Теперь мы можем с уверенностью сказать, что этот переменный ток является переменным током, поскольку ток всегда переменный.
В большинстве случаев считается, что переменный ток не подходит для сварки, поэтому естественным выбором является постоянный ток. Однако это не универсальный выбор и зависит от многих факторов, которые мы будем обсуждать здесь далее.
Случаи, когда сварка на переменном токе лучше Сварочные аппараты на переменном токе дешевле сварочных аппаратов на постоянном токе, что делает их естественным выбором для новичков только из-за их цены. В случае исключительной доступности сварочных аппаратов переменного тока это становится очевидным выбором.
В случае исключительной доступности сварочных аппаратов переменного тока это становится очевидным выбором.
Для сварки магнитных материалов единственным выбором является переменный ток, так как переменный ток создает более устойчивую дугу, что может уменьшить удар дуги, который вы обычно испытываете при сварке на постоянном токе.
Для сварки алюминия требуется очень высокая температура, поэтому естественным выбором становится сварочный аппарат переменного тока, который создает очень стабильную и высокотемпературную дугу.
Сварка переменным током проникает глубоко в металлические листы, что позволяет выбрать сварку, например, в судостроении и т. д.
Недостатки сварки переменным током Даже при небольшом количестве преимуществ, во многих ситуациях это не лучший выбор сварки. Основным недостатком сварки переменным током является постоянное изменение направления тока. Когда ток меняет направление, возникает мгновенный момент, когда сила тока отсутствует.
В сварочном аппарате переменного тока колебания дуги больше, что делает сварочный аппарат постоянным током приемлемым из-за его более простых и чистых характеристик сварки.
При сварке на переменном токе образуется больше брызг, что делает неподходящий вариант для потолочной и вертикальной сварки.
Преимущества сварочного аппарата переменного тока- Аппараты переменного тока обычно удобны в использовании.
- Проблемы с дуговым разрядом можно легко устранить.
- Выбор для сварки алюминия.
- Лучший выбор для сварки магнитным полем.
- Сварочные аппараты переменного тока не обеспечивают гладких сварных швов.
- Колебания при сварке переменным током больше, чем при сварке постоянным током.
- Максимальное разбрызгивание при сварке на переменном токе.
- Дуга в сварочных аппаратах переменного тока очень сложна в работе.

Сварка на постоянном токе используется чаще, чем сварка на переменном токе, и считается гораздо более качественной, чем сварка на переменном токе. Постоянный сварочный ток течет непрерывно и только в одном направлении. Дуга постоянная и безупречная.
Этот вид тока используется в батареях, низковольтных устройствах. Автомобили также используют электричество постоянного тока.
Выбор сварки постоянным токомДуга при сварке постоянным током стабильна, так как отсутствуют нулевые моменты силы тока, как при сварке переменным током. Это упрощает управление дугой при сварке постоянным током и обеспечивает чистую гладкую сварку без брызг.
При сварке на постоянном токе меньше брызг и грязи, и это лучший выбор для потолочной и вертикальной сварки вместо сварки на переменном токе.
Сварка постоянным током — лучший выбор для начинающих сварщиков. Привлекательная сварка может быть произведена с очень небольшим обучением. Постоянный ток является наиболее распространенным выбором для сварки.
Постоянный ток является наиболее распространенным выбором для сварки.
Существуют ситуации, когда это не лучший выбор, поскольку дуговая сварка постоянным током не подходит для магнитных материалов.
Сварка на постоянном токе не дает такой высокой температуры, как сварка на переменном токе, поэтому она не является естественным выбором для сварки алюминия.
Постоянный ток является естественным выбором для новичков, но из-за стоимости им трудно выбрать постоянный ток вместо сварочного аппарата переменного тока, который дешевле.
Преимущества сварки постоянным током- Дуга здесь очень стабильная.
- Сварной шов здесь очень гладкий.
- Только небольшое количество брызг.
- Простота в эксплуатации.
- Дорогостоящее оборудование.
- Производится дуговой разряд.

- Не подходит для алюминия.
Если мы сможем точно решить, какой процесс сварки лучше, и сможем обучить вас этому методу для идеального процесса сварки. Реальность совершенно другая, поскольку мы обычно живем в серой зоне.
Какой тип сварки мы должны использовать, зависит от ситуации. Каждый тип сварки может быть лучшим выбором в различных сценариях.
Сварка алюминияСварка переменным током является лучшим выбором при сварке алюминия. Сварка переменным током здесь позволяет достичь очень высокой температуры, которая является краеугольным камнем при сварке алюминия.
Сварочный аппарат постоянного тока не может достичь той же температуры, что делает его плохим выбором для сварки алюминия.
Сварка тонких металлов Более низкая температура Сварка постоянным током делает его предпочтительным для сварки тонких металлов, которые в противном случае могут привести к взрыву тонкого металла при сварке переменным током.
Поскольку сварка постоянным током намного проще в освоении техники и обеспечивает чистый сварной шов, это естественный выбор для новичка. Но сварочный аппарат постоянного тока является более дорогим вариантом, чем сварочный аппарат переменного тока, что может склонить новичка к использованию сварочного аппарата переменного тока из-за его доступного выхода на рынок сварки.
Глубокое проплавлениеТолстый металл заготовки требует глубокого проплавления для обеспечения надежного прилегания сварного шва. Таким образом, сварка на переменном токе является лучшим выбором там, где требуется глубокое проплавление.
Вертикальная и потолочная сварка Сварка на постоянном токе по своей природе является чистой, аккуратной, с небольшим количеством брызг. Сварка в вертикальном и потолочном положении требует отсутствия брызг расплава на куполе. Это делает сварку постоянным током идеальным выбором в таких ситуациях.
При сварке намагниченных материалов предпочтение отдается сварке на переменном токе, так как здесь нет продувки дуги, что является обычным явлением для сварщиков на постоянном токе при сварке намагниченных материалов.
Ситуации для сварки постоянным током- Когда доступность не является проблемой.
- При необходимости гладкий и чистый шов.
- Сварка тонких металлов.
- Потолочная и вертикальная сварка.
- Новичок с небольшим опытом сварки.
- Бюджет ограничен.
- Внешний вид сварного шва не имеет значения.
- Необходимо глубокое проникновение.
- Сварочный намагниченный материал.
- Сварка алюминия.
См. также …
Руководство по сварке алюминия
Понимание процесса сварки алюминия по сравнению со сваркой стали
Разница между сваркой постоянным и переменным током| Сварка постоянным током | Сварка переменным током |
|---|---|
Первоначальная стоимость высока. | Сварочные аппараты переменного тока стоят меньше, чем оборудование постоянного тока. |
| Для сварки подходят все типы сварочных электродов. | Неизолированные электроды использовать нельзя. Используйте только специально разработанные электроды с покрытием. |
| Затраты на техническое обслуживание выше, чем при сварке переменным током. | Более низкие затраты на техническое обслуживание по сравнению с дуговой сваркой постоянным током. |
| По сравнению с переменным током сварочный процесс более плавный. | Качество сварки не такое гладкое, как при сварке постоянным током. |
| Стабильная дуга | Нестабильная дуга |
| Распределение тепла на двух полюсах различно [полярность]. | Равномерное распределение тепла. |
| Сильный удар дуги. | Пробой дуги не произойдет. |
Положительные электроды постоянного тока обеспечивают большее проплавление металла шва. | Меньшее проникновение в металл сварного шва. |
| Меньше брызг | При сварке переменным током образуется больше брызг, чем при сварке постоянным током. |
| Прямая полярность позволяет сваривать более тонкие металлы лучше, чем переменный ток. | Не рекомендуется для более тонких металлов. |
| Больше подходит для потолочной и вертикальной сварки. | Лучше при сварке в горизонтальном положении. |
| Сварочные аппараты постоянного тока подходят для сварки всех видов металлов путем изменения полярности. | Обычно черный материал. |
Следующая таблица представляет собой сравнение электрических характеристик процесса сварки:
Вывод к какой лучше. У каждого есть свои слабости и сильные стороны. Мы чувствуем, что каждый из них лучше при определенных обстоятельствах. Мы должны освоить оба метода. В ситуации, когда нужно выбрать только один, лучше всего подойдет сварка постоянным током. Он работает с широким спектром металлов, обеспечивает гладкий шов с минимальным разбрызгиванием и прост в освоении, но примите во внимание его стоимость, которая выше, чем 9.0024 Сварочный аппарат переменного тока .
Он работает с широким спектром металлов, обеспечивает гладкий шов с минимальным разбрызгиванием и прост в освоении, но примите во внимание его стоимость, которая выше, чем 9.0024 Сварочный аппарат переменного тока .Знайте разницу — WeldingBoss.com
В целях прозрачности мы хотели бы, чтобы вы знали, что как партнер Amazon мы зарабатываем на соответствующих покупках, сделанных на нашем веб-сайте через ссылки и рекламу.
Тем, у кого нет модных сертификатов сварщиков, может быть сложно понять разницу между сваркой на переменном и постоянном токе. Дилемма AC/DC иногда может ввести в заблуждение, поэтому важно сравнить их лицом к лицу.
Итак, в чем основные различия между сваркой переменным током и сваркой постоянным током? Разница заключается в полярности. Сварка постоянным током основана на постоянном токе прямой полярности, в то время как сварка переменным током быстро переключается между отрицательным и положительным постоянным током. Применение каждого зависит от материала.
Применение каждого зависит от материала.
Вот удобная таблица, которая поможет расшифровать различия.
| | Сварка переменного тока | DC Welding | ||||||||||||||
| 99999999999991 | | 997 | Однополярный; может быть положительным или отрицательным | Общие области применения | Алюминий; магнитные материалы; толстые металлы; швы длинных швов | Большинство видов сварки; накладной/вертикальный; нержавеющая сварка TIG; метчик | Прочность сварного шва | Слабее; сильные брызги | Прочный и гладкий | Arc blow | No | Yes | Preferences | Aluminum TIG, fast fill, downhand heavy plate | Constant, stable arc | |
Sponsored LinksAlthough Сварка на постоянном токе предпочтительнее для большинства сварочных работ, переменный ток удобен в некоторых особых ситуациях. Эти области применения включают сварку алюминия методом TIG; работа с дуговым разрядом; и сварка в местах, где электрические розетки ограничены только напряжением 110 вольт. Переменный ток также чаще используется в небольших сварочных аппаратах начального уровня, которые некоторые люди называют «жужжащими ящиками».
Эти области применения включают сварку алюминия методом TIG; работа с дуговым разрядом; и сварка в местах, где электрические розетки ограничены только напряжением 110 вольт. Переменный ток также чаще используется в небольших сварочных аппаратах начального уровня, которые некоторые люди называют «жужжащими ящиками».
Сварка постоянным током, с другой стороны, очень удобна для тяжелых применений. Сварные швы получаются гладкими без большого количества брызг, а сварные швы намного прочнее.
Сварочные аппараты постоянного тока требуют внутренних электронных компонентов для преобразования переменной полярности в прямую полярность. Это увеличивает размер и стоимость машин.
Им также обычно требуется напряжение 220 вольт, что требует специальной проводки дома или в магазине.
Что такое сварка переменным током?
muygocho / CC BY-SA (https://creativecommons.org/licenses/by-sa/2.0) Переменный ток описывает электрический ток, используемый при сварке переменным током. В отличие от сварки постоянным током, переменный ток использует переменный ток, который чередуется с положительным на отрицательный. Вместо постоянного тока (прямая линия) изобразите на графике флуктуирующий ток (волнистая линия). Переменный ток является стандартом для домашней электропроводки, поэтому эти сварочные аппараты просто пропускают ток без изменений.
В отличие от сварки постоянным током, переменный ток использует переменный ток, который чередуется с положительным на отрицательный. Вместо постоянного тока (прямая линия) изобразите на графике флуктуирующий ток (волнистая линия). Переменный ток является стандартом для домашней электропроводки, поэтому эти сварочные аппараты просто пропускают ток без изменений.
Переменный ток (AC) Минусы сварки
Переменный ток не является предпочтительной полярностью для большинства видов сварки. Наилучшие результаты в большинстве ситуаций дает сварка постоянным током. Вот некоторые из самых больших недостатков сварки переменным током:
- Обычное явление при сварке переменным током — потеря дуги . Поскольку ток колеблется взад и вперед, дуга должна перезапускаться при каждом изменении тока между положительным и отрицательным. Иногда дуга не может перезапуститься сама, и вы должны перезапустить ее вручную. Иногда это может быть проблемой для сварщика, потому что это создает разрыв в сварном шве, делая его слабее.

Это особенно проблема для начинающих. Может быть трудно постоянно трескать дугу и поддерживать сварку. Использование машины, которая сбрасывает дугу, делает это еще сложнее. Необходимость разрывать сварной шов, чтобы переделать работу, быстро надоедает.
- Еще одна распространенная проблема — брызги. Брызги — это крошечные частицы металлического мусора, часто встречающиеся вокруг сварных швов переменного тока. Это тоже результат флуктуаций тока. При многих видах сварки образуются брызги, но на переменном токе все хуже. Вы потратите больше времени на шлифовку брызг, если будете использовать эту полярность.
Тем не менее, сварка переменным током полезна во многих областях, где использование сварки постоянным током может быть более сложным или совершенно непрактичным.
Сварка переменным током
Хотя у сварки переменным током есть много недостатков, особенно то, что она создает грязные сварные швы, у нее также есть много преимуществ. Сварка на переменном токе имеет множество полезных применений, которые делают ее простой в использовании и практичной для ремонта в промышленных условиях.
Сварка на переменном токе имеет множество полезных применений, которые делают ее простой в использовании и практичной для ремонта в промышленных условиях.
Одним из самых больших преимуществ сварки переменным током является ее возможность использовать с металлом, который имеет магнитное поле. Иногда сварочная дуга не совпадает с электродом; обычно это следует за магнитными токами в металле сварного шва. Это называется «блужданием дуги» и может затруднить получение чистых, прямых сварных швов.
Sponsored LinksСварка постоянным током подвержена блужданию дуги; АС нет. Это удобно, особенно при ремонте тяжелой техники (которая часто содержит какие-то магнитные поля). Строительная техника, лесозаготовительное оборудование и даже небольшие машины, такие как вилочные погрузчики, являются хорошими примерами этого применения.
Сварочные аппараты переменного тока используются в основном в качестве второго варианта, когда ток 220 В недоступен, но это хороший способ сэкономить время на сварку, когда варианты питания ограничены, например, в небольшом домашнем магазине или гараже. Не расстраивайтесь из-за сильного разбрызгивания; это совершенно нормально, и этого следует ожидать при сварке на переменном токе.
Не расстраивайтесь из-за сильного разбрызгивания; это совершенно нормально, и этого следует ожидать при сварке на переменном токе.
Переменный ток также рекомендуется для сварки алюминия методом TIG. Алюминий покрыт очень тонким слоем оксида алюминия, который мешает сварному шву. Быстрые скачки полярности переменного тока оказывают чистящее действие, которое разрушает этот слой и предохраняет соединение от загрязнения.
Advertisements Хотя сварка постоянным током, как правило, лучше подходит для большинства промышленных нужд, сварка переменным током очень полезна для тех, у кого нет доступа к розетке 220 вольт. Хотя вы можете получить дома розетку на 220 В, для этого потребуется привлечь электрика. Это делает переменный ток отличным способом сварки в домашних условиях, ремонта мелкой бытовой техники и автомобильных деталей, а также изготовления всего, что не должно выглядеть «красиво».
Что такое сварка постоянным током?
Сварка постоянным током использует постоянный ток для подачи электричества на электрод, который соединяет два свариваемых металла. Когда вы изображаете волнистую линию на графике, она колеблется взад и вперед. Этот тип сварки будет выглядеть на графике как прямой устойчивый поток, что предотвращает постоянное прекращение дуги при каждой смене полярности.
Когда вы изображаете волнистую линию на графике, она колеблется взад и вперед. Этот тип сварки будет выглядеть на графике как прямой устойчивый поток, что предотвращает постоянное прекращение дуги при каждой смене полярности.
Постоянный ток может иметь положительную или отрицательную полярность электрода. При отрицательной полярности ток течет от сварочного аппарата к электроду, к заготовке и обратно к сварочному аппарату. При положительной полярности ток течет от сварочного аппарата к заготовке, к электроду, а затем обратно к сварочному аппарату.
Отрицательную полярность электрода иногда называют «прямой». Он предпочтителен для большинства сварочных работ. Прямая полярность приводит к более горячей дуге и более быстрому плавлению электрода. Это позволяет быстрее укладывать борт и работать более продуктивно. Если у вас нет особой потребности в чем-то еще, прямая полярность постоянного тока почти всегда подходит.
Положительная или «обратная» полярность электрода обеспечивает гораздо более глубокое проникновение. Предпочтителен для сварки толстых материалов. Этот процесс медленнее, чем при прямой полярности, но лучше, если вы работаете с толстым материалом. Вам нужно работать медленнее с обратной полярностью, но это преимущество, если вы работаете с металлом толщиной более половины дюйма.
Предпочтителен для сварки толстых материалов. Этот процесс медленнее, чем при прямой полярности, но лучше, если вы работаете с толстым материалом. Вам нужно работать медленнее с обратной полярностью, но это преимущество, если вы работаете с металлом толщиной более половины дюйма.
Недостатки сварки на постоянном токе (DC)
Сварка на постоянном токе, хотя в целом обеспечивает более качественные сварные швы, имеет несколько недостатков, которые затрудняют ее использование в повседневных условиях. В некоторых случаях эти недостатки затрудняют использование сварки постоянным током там, где это может быть лучше всего.
Самым большим недостатком является стоимость. Постоянный ток не подается в электрические сети, поэтому для преобразования переменного тока в постоянный необходимо использовать внутренний трансформатор. Трансформаторы увеличивают вес и сложность сварочных аппаратов постоянного тока, делая их более дорогими. Для машин постоянного тока также требуются цепи на 220 вольт, а это значит, что вам нужно вызвать электрика. Это может стоить столько же, сколько и сам сварочный аппарат.
Это может стоить столько же, сколько и сам сварочный аппарат.
AdvertisementsДуга также является проблемой при сварке постоянным током. Магнитные токи в металле сварного шва будут смещать дугу с электрода и разрушать валик. Поскольку продувка дуги представляет собой большую проблему при сварке постоянным током, многие сварщики предпочитают сварку переменным током почти во всех случаях. Дуга не является проблемой для сварочных аппаратов переменного тока, потому что полярность дуги меняется слишком быстро, чтобы дуга могла двигаться.
В целом при сварке постоянным током возникает меньше проблем, чем при сварке переменным током, но сварка на постоянном токе требует от оператора большего мастерства и ресурсов. Хотя сварка постоянным током дороже, многие профессиональные сварщики предпочитают именно этот ток. Если вы серьезно относитесь к сварке или хотите использовать MIG или TIG, выберите постоянный ток.
Сварка на постоянном токе Pros
Несмотря на недостатки сварки на постоянном токе, существуют также обстоятельства, требующие ее перед использованием сварки на переменном токе. В ситуациях, когда желателен или необходим гладкий, эстетически привлекательный шов, сварка постоянным током является подходящим способом для получения гладких швов с минимальным разбрызгиванием и стабильной, неизменной полярностью.
В ситуациях, когда желателен или необходим гладкий, эстетически привлекательный шов, сварка постоянным током является подходящим способом для получения гладких швов с минимальным разбрызгиванием и стабильной, неизменной полярностью.
Возможно, лучше всего использовать сварку постоянным током в местах, где сварные швы видны и должны быть привлекательными. Обычные экземпляры включают мебель, транспортные средства и инструменты. Сварка постоянным током также полезна при изготовлении деталей, которые должны выдерживать экстремальное давление или неправильное обращение.
Некоторые примеры сварки постоянным током включают сцепные устройства, шасси, косынки, большие топливные баки и поперечины. Эти типы приложений требуют, чтобы сварные швы держались прочно в течение длительного периода времени и выглядели чистыми.
Аппараты
Во-первых, я нашел это очень интересное руководство по сварочным аппаратам переменного и постоянного тока. Будучи сварщиком-любителем, я чувствовал, что это очень хорошо работает с людьми в моей ситуации. Проверьте это…
Проверьте это…
https://youtu.be/lh_Uo_zWQBo
В разделах ниже мы рассмотрим различия между реальными машинами. Все сварочные аппараты работают по одному основному принципу.
Электричество высокого напряжения проходит через электрод к свариваемому соединению.
Электрод нагревает металл по стыку до плавления, и он стекает. Присадочный стержень добавляет немного дополнительного металла, чтобы гарантировать правильное заполнение шва.
Существует три основных сварочных процесса для домашних сварщиков. Сравнение каждого типа сварочных аппаратов практически бесконечно, поэтому вот краткий обзор того, чего ожидать:
Сварочные аппараты переменного тока
Сила тока — не единственное различие между сваркой на переменном и постоянном токе. Сварочные аппараты только на переменном токе обычно ограничиваются дуговой сваркой, в то время как машины постоянного тока доступны для дуговой сварки, сварки MIG и TIG. Если вы действительно не можете решить, есть несколько сварочных аппаратов, которые могут переключаться туда и обратно. Конечно, эта функция увеличивает стоимость сварщика.
Конечно, эта функция увеличивает стоимость сварщика.
Сварочные аппараты переменного тока, как правило, меньше и компактнее. Они также дешевле по сравнению со сварочными аппаратами постоянного тока и, как правило, более портативны. Небольшой вес позволяет этим машинам быть легко доступными на рабочих площадках, для строительства и ремонта машин.
Помимо удобства и доступности, сварочные аппараты переменного тока также проще в эксплуатации. Дуга в машинах переменного тока варьируется от несуществующей до легко контролируемой, а в машинах используются розетки на 110 вольт. Эти машины легко перемещать по рабочей площадке для различных проектов.
Сварочные аппараты постоянного тока
Сварочные аппараты постоянного тока — самые грубые в соревновании по размерам. Большие, тяжелые и трудно перемещаемые сварочные аппараты постоянного тока более громоздкие, но, в конце концов, более прочные. Их размер делает их идеальными для тяжелых и промышленных применений, помимо ремонта случайных автомобильных или домашних металлических повреждений.
К сожалению, сварочные аппараты постоянного тока дорого обходятся. Вот почему многие новички сначала выбирают аппарат переменного тока, но профессионалы в области сварки и предприятия с большой нагрузкой на сварочные работы получают выгоду от наличия под рукой более крупного аппарата. Сварочные аппараты постоянного тока отлично подходят для магазинов и складов, то есть там, где может быть доступен ток 220 вольт.
Сварка электродом
Сварка электродом или электродуговая сварка металлическим электродом представляет собой тип сварки, требующий использования металлического присадочного стержня и электрического тока. Этот металлический стержень называется электродом. Он имеет покрытие, состоящее из соединений, которые помогают связывать свариваемые металлы и предотвращают загрязнение сварного шва. Покрытие называется «флюс». Флюс используется в различных формах во многих сварочных процессах.
Электрод сам по себе проводит электричество; вот откуда течет поток. В этом процессе электрод (стержень) служит присадочным металлом для соединения двух свариваемых металлов. Когда электрод плавится под действием тепла, покрытие выделяет небольшое облако газа, которое защищает металл от окисления при нанесении.
В этом процессе электрод (стержень) служит присадочным металлом для соединения двух свариваемых металлов. Когда электрод плавится под действием тепла, покрытие выделяет небольшое облако газа, которое защищает металл от окисления при нанесении.
Ознакомьтесь с нашим защитным снаряжением для дуговой сварки.
Можно ли использовать стержни переменного тока в сварочном аппарате постоянного тока и наоборот?Нет, вы не можете использовать стержни переменного тока в сварочном аппарате постоянного тока или стержни постоянного тока в сварочном аппарате переменного тока. Однако в сварочном аппарате переменного/постоянного тока можно использовать стержни переменного или постоянного тока. Все, что вам нужно сделать, это установить правильную полярность (обратитесь к руководству по эксплуатации машины для получения точных инструкций для каждой машины).
Причина этого в том, что присадочные металлы, используемые для каждого процесса сварки, различны. Условия сильно различаются между сварочными аппаратами на переменном и постоянном токе, поэтому использование неправильных электродов может стать настоящей катастрофой.
Сварочные аппараты MIG
Сварка металлов в среде инертного газа (MIG) — это процесс, при котором проволока подается с катушки в качестве электрода и присадочного металла. Эта проволока не имеет флюсового покрытия, которое есть у дугового стержня, поэтому сварщик также подает защитный газ на сварной шов, чтобы защитить валик. Используемый присадочный металл и газ зависят от свариваемых металлов.
Сварочные аппараты MIG отлично подходят для первого курса обучения. Поскольку они подают присадочную проволоку с постоянной скоростью, легко получить однородный валик. Сварочные аппараты MIG проще в обращении и более терпимы к ошибкам новичков.
Сварка с флюсовой проволокой Сварка с флюсовой проволокой в чем-то сравнима со сваркой MIG, поскольку она основана на системе подачи проволоки. Некоторые сварщики могут выполнять как сварку MIG, так и сварку под флюсом. Однако сварка под флюсом является самозащитной и не требует использования защитного газа. Проволока, подаваемая через систему, отличается от сварки MIG уникальным образом.
Проволока, подаваемая через систему, отличается от сварки MIG уникальным образом.
Проволока, подаваемая в систему с флюсовым сердечником, полая и заполнена флюсом. Таким образом, нет необходимости использовать защитный газ для предотвращения возмущения дуги. Проволока с флюсовым сердечником — отличный способ сварки без использования дополнительных газов, но проволока с флюсовым сердечником, как правило, дороже, чем другие типы сварочной проволоки, поэтому это не лучший вариант, если вы хотите снизить расходы.
Сварочные аппараты TIG
Prowelder87 / CC BY-SA (https://creativecommons.org/licenses/by-sa/4.0) Сварочные аппараты TIG работают несколько иначе. Вместо плавящегося электрода, изготовленного из присадочного материала, сварщики TIG используют неплавящийся электрод и отдельный присадочный стержень. Электрод используется для нагрева металла и создания сварочной ванны. Наполнительный стержень несколько раз втыкается в лужу, чтобы образовался буртик. Сварка TIG известна тем, что на ней образуются очень привлекательные сварные швы.
Сварка с помощью аппарата TIG также является отличным способом получения аккуратных сварных швов. В отличие от сварки MIG, сварка TIG практически не образует брызг, поэтому дополнительные меры по шлифовке и полировке обычно не требуются. Это приложение отлично подходит для металла, который можно открыто увидеть на готовом изделии, например, на оборудовании или металлической мебели.
К сожалению, сварка TIG требует строгой координации и контроля со стороны сварщика. По этой причине многие компании, производящие сварочные аппараты для сварки TIG, также предлагают компоненты с ЧПУ (с числовым программным управлением), которые позволяют использовать робота для обеспечения согласованности сварных швов. В противном случае сварщик должен быть очень квалифицированным и опытным, чтобы сделать это.
Сварочные аппараты переменного/постоянного тока
На рынке имеются сварочные аппараты, которые могут выполнять сварку как на переменном, так и на постоянном токе. Существуют аппараты для однопроцессной сварки (например, только TIG), а есть многопроцессорные аппараты. Сварщики, использующие несколько процессов, могут использовать два из трех основных процессов или даже все три.
Сварщики, использующие несколько процессов, могут использовать два из трех основных процессов или даже все три.
Сварочные аппараты переменного/постоянного тока более гибкие, чем однополярные, а многопроцессорные сварочные аппараты еще более гибкие. Эти машины могут справиться с любой задачей, которую вы хотите взять на себя. Конечно, большим недостатком сварочных аппаратов переменного/постоянного тока является цена. Добавление возможностей означает увеличение расходов. Они великолепны, если вы хотите взять на себя все, но вам придется заплатить за это.
Как определить, какой тип тока использовать
При выборе сварочного аппарата может быть сложно просмотреть всю рекламную информацию, чтобы действительно узнать, что вы получаете. Если у вас уже есть сварочный аппарат или даже сварочный аппарат переменного и постоянного тока, может быть сложно решить, какой из них использовать для определенного проекта или приложения.
По сути, вот для чего вам может понадобиться сварка постоянным током: Сварка над головой или под необычным углом Дополнительные брызги при сварке переменным током представляют большую проблему при работе над головой. Вместо того, чтобы брызгать на свариваемую деталь, вы брызгаете на себя и свою рабочую зону. Постоянный ток уменьшает разбрызгивание и делает вещи чище и безопаснее. Если вы выполняете много работы над головой, придерживайтесь постоянного тока.
Вместо того, чтобы брызгать на свариваемую деталь, вы брызгаете на себя и свою рабочую зону. Постоянный ток уменьшает разбрызгивание и делает вещи чище и безопаснее. Если вы выполняете много работы над головой, придерживайтесь постоянного тока.
Вы можете работать немного быстрее при сварке постоянным током, что хорошо для тонкого металла. Если вы будете двигаться слишком медленно на тонком листе, вы можете прожечь металл, что создаст больше проблем. Скорость важна для сварки листового металла. Все, что вас замедляет, может привести к прогоранию материала — используйте DC для листового металла.
Большинство видов сварки TIG Большинство видов сварки TIG лучше всего работают на постоянном токе. Сталь, нержавеющую сталь и медь лучше всего сваривать методом TIG на постоянном токе. Хорошее проплавление, гладкий валик и прочные соединения — все это достигается за счет сварки TIG на постоянном токе. Некоторые сварочные аппараты TIG работают на переменном/постоянном токе, что позволяет работать с алюминием, а остальные работают только на постоянном токе. Они не производят сварочные аппараты AC TIG.
Они не производят сварочные аппараты AC TIG.
Подобно сварке TIG, в этом процессе используется неплавящийся электрод и отдельный присадочный стержень. Для этого требуется установка постоянного тока с прямой полярностью. Обратная полярность воспламенит электрод, а переменный ток разрушит его. Одноуглеродная пайка будет работать только с и с прямым током прямой полярности.
Вот несколько примеров использования сварки переменным током: Небольшие бытовые установкиМногие из небольших сварочных аппаратов переменного тока типа жужжащих коробок будут работать от бытового тока. Вам не нужно вызывать электрика для настройки этих сварочных аппаратов начального уровня. Если вы только начинаете или хотите взять портативный сварочный аппарат в магазин своего приятеля, лучше всего подойдет переменный ток.
Машинное оборудование Различные части тяжелого оборудования могут намагнититься, что требует сварки на переменном токе. Также немного легче работать на ржавом или грязном оборудовании с помощью сварочных аппаратов переменного тока, чем с другими процессами. Также легче работать на улице со сварочными аппаратами, чем с другими типами, которые подходят для машин переменного тока.
Также немного легче работать на ржавом или грязном оборудовании с помощью сварочных аппаратов переменного тока, чем с другими процессами. Также легче работать на улице со сварочными аппаратами, чем с другими типами, которые подходят для машин переменного тока.
Быстрая смена полярности переменного тока очищает алюминий. Это предохраняет оксидный слой от загрязнения сварного шва и ослабления соединения. Высококачественные сварочные аппараты TIG имеют настройки переменного тока, оптимизированные для алюминия. Если вы хотите сварить алюминий методом TIG, обязательно приобретите сварочный аппарат AC/DC TIG.
Судостроение/ремонт Длинные прямые соединения между пластинами лучше всего подходят для глубокого провара при сварке переменным током. Наиболее цитируемым примером этого является судостроение. Однако, если вы свариваете грузовое судно Panamax или авианосец длиной в тысячу футов, вам действительно следует обращаться к техническим спецификациям, а не к Интернету.
Везде, где магнитные поля могут вызвать блуждание дуги, лучше всего использовать сварочный аппарат переменного тока. Намагниченные поля чаще встречаются в стали с высоким содержанием никеля или в трубах, находящихся в земле длительное время. Это также проблема в соединениях с глубокими канавками или внутренних углах угловых сварных швов. Все они являются хорошими кандидатами для сварки на переменном токе, а не на постоянном токе.
Когда имеет смысл использовать сварочный аппарат переменного/постоянного тока: Мастер на все руки Если вы управляете небольшим сварочным цехом и вам нужно иметь возможность справиться со всем, что проходит через дверь, то очень гибкий сварочный аппарат имеет большое значение. С помощью всего лишь нескольких настроек переключателей на сварочном аппарате вы можете использовать переменный или постоянный ток, а также использовать дуговую сварку, сварку MIG или TIG.
Иногда нам везет. Может быть, вы купили правильный билет со скидкой, или, может быть, бабушка Гортензия прошла и оставила вам немного наличных (кстати, извините за вашу потерю). Во всяком случае, в жизни бывают моменты, когда у вас есть деньги, которые нужно потратить. Если вы там, потратьте немного денег на высококачественный сварочный аппарат переменного / постоянного тока. Вы сможете выполнять все виды сварочных работ, и вы не пожалеете, что сделали это.
The Takeaway
Существует множество различных типов сварочных аппаратов, и каждый из них имеет уникальные характеристики, требующие определенных материалов и силы тока. Важное различие между сварочными аппаратами переменного и постоянного тока.
Понимание этого различия важно при принятии решения о том, какой вид сварки использовать для проекта или какой тип сварочного аппарата купить. Небольшие сварщики переменного тока будут работать от розеток на 110 вольт, в то время как более крупным сварщикам для лучшей работы требуется ток 220 вольт.