Самодельный гибочный ручной станок ковка холодная чертеж: самодельный гибочный ручной станок “ковка”
alexxlab | 31.12.1988 | 0 | Разное
Самодельный станок для холодной ковки: процесс изготовления
Создание кованых изделий производится при помощи горячей и холодной обработки. Последний метод не требует особых навыков, но для его осуществления нужны специальные приспособления. Существуют различные чертежи станков холодной ковки,многие из которых подходят для самостоятельного создания инструмента.
Особенности изготовления
Формируются кованные металлические элементы в результате деформации, при этом в процессе работ должны приниматься во внимание эксплуатационные характеристики материала.
Структура кристаллической решетки металла состоит из зерен, имеющих неправильную форму. Инструмент, используемый для ковки, воздействует на нее и приводит к изменению вида детали. Особое значение имеет подбор чертежей станков, так как заготовка должна сохранить свои прежние свойства.
Самодельный станок для холодной ковки: правила изготовления
Существуют определенные правила, соответствие которым обеспечивает получение необходимого результата:
- Создание подходящей конфигурации возможно при помощи нескольких инструментов.

- Перед началом изготовления производится расчет параметров формируемых изделий.
- Прутки, используемые для заготовок, могут иметь различный диаметр, который подбирается с учетом степени сложности техники и последующей эксплуатации.
- Обработке подлежит только низкоуглеродистая сталь, так как другие виды не имеют необходимой пластичности.
“Гнутик”
Ручные станки для холодной ковки можно изготовить самостоятельно, достаточно разобраться в тонкостях использования инструмента и подобрать подходящий чертеж. “Гнутик” необходим для создания углов различной конфигурации. Его основными конструктивными элементами являются движущий упор и два вала, размещенные на стальной пластине.
Самодельные гибочные станки холодной ковки подобного вида должны создаваться в соответствии с некоторыми особенностями. К примеру, изначально должен быть определен угол деформации. Также возможно добавление дополнительного гибочного элемента, в случае его использования монтируется третий вращающий вал.
Инструмент изготавливается из специальной стали, так как на него в процессе приходятся большие нагрузки. Стоит отметить возможность сбора различных деталей, в том числе и волнообразных.
“Твистер” и “Улитка”
Сегодня художественная ковка не обходится без деталей в форме шнека. Их создание обеспечивают ручные станки для холодной ковкипод названием “Твистер”. Они имеют характерную особенность, заключающуюся в прокручивании прута вдоль оси. Инструмент состоит из подвижной и фиксирующей части. Поворотной рукоятью производится деформация заготовки, которая фиксируется между основными деталями конструкции. Стоит отметить, что спираль формируется со стороны крепления изделия, а прилагаемые усилия можно уменьшить при грамотном расчете рычага, оказывающего давление. Данное приспособление позволяет изготавливать детали для металлических оград и оконных решеток.
“Улитка” представляет собой простейший самодельный станок для холодной ковки, который обеспечивает формирование спиралей с требуемым количеством витков. Он отличается наибольшей популярностью и может адаптироваться для изготовления желаемого изделия. Инструмент оснащается ручным или электрическим приводом, вид которого подбирается в соответствии с интенсивностью эксплуатации.
Он отличается наибольшей популярностью и может адаптироваться для изготовления желаемого изделия. Инструмент оснащается ручным или электрическим приводом, вид которого подбирается в соответствии с интенсивностью эксплуатации.
Самодельный станок для холодной ковки: подготовка материалов
Для начала необходимо вычертить спираль с идентичным шагом всех витков. При этом нужно отталкиваться от используемых заготовок, так как ширина хода, как правило, находится в пределах 15 мм, в то время как инструмент предназначается для прутков с сечением в 10 мм. Свободное пространство необходимо для маневра, так как при полном сжатии заготовки изгиб станет невозможным.
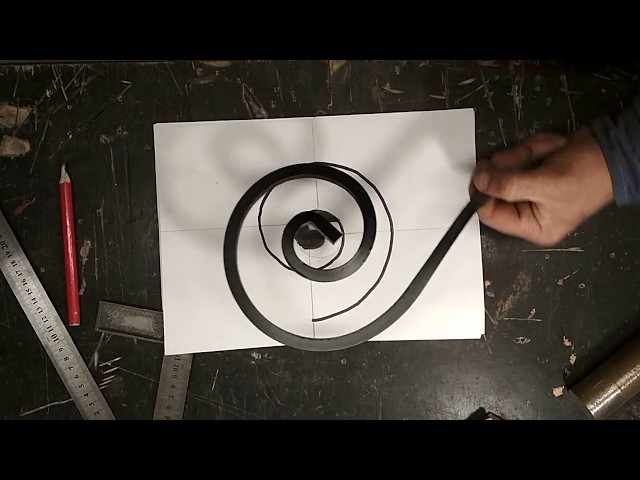
Далее необходимо вырезать пластину размером 20х20 см из стального листа. Несмотря на небольшие габариты, она обеспечит оптимальное проведение рабочего процесса. В соответствии с длиной предполагаемой “улитки” выполняется отрез из стали. Полосу необходимо согнуть с помощью плоскогубцев, поместить на пластину и очертить ярким маркером со всех сторон.
Далее отрезается часть прута с длиной, равной ширине полосы из стали. Главное, чтобы она не превышала данный параметр, так как это может привести к травмам в процессе гибки. Прут необходим для закрепления материала на первом этапе создания изделия, чтобы предотвратить свободный ход в одной точке.
От профилированной трубы отрезается часть с длиной в 10 см. Она объединит лист и основание, на котором будет производиться фиксация. Из-за высокой степени нагрузки должны применяться только толстостенные материалы. После того как все основные элементы будут подготовлены, можно собирать самодельный станок для холодной ковки, чертеж которого представлен ниже.
Сборка конструкции
Стальная “улитка” разделяется на витки, первый из которых будет удерживать заготовку, а на других будут идти сами витки прута. Центральная часть приваривается к основанию, при этом на полученном шве должны отсутствовать даже малейшие недочеты. Куски прута привариваются к основной части полосы, расстояние между ними должно составлять 3 см. Необходимо проявить осторожность при формировании швов, после чего сбить их при помощи молотка.
Необходимо проявить осторожность при формировании швов, после чего сбить их при помощи молотка.
Затем устанавливаются в необходимых местах отрезки полосы и обводятся маркером. Полученные круги нужны для формирования отверстий. Они должны полностью соответствовать диаметру ножек для обеспечения легкой установки и снятия.
Завершающим этапом становится приварка профильной трубы в нижней части, а также фиксирующего элемента рядом с “улиткой”. Фото самодельных станков холодной ковки, изготовленных подобным образом, представлено выше.
Самодельный станок для холодной ковки своими руками чертежи
Невооружённым глазом можно заметить, что у того или иного человека появился красивый забор или ворота, различного вида предметы декорирования приусадебных участков. Всё это воплощается в реальность посредством ковки, с отсутствием каких — либо температур.
В современном обществе очень хорошо развита холодная ковка металла. За долгие годы существования такого промысла, люди создавали инструменты, с помощью которых можно производить тонкие элементы декорирования из железа.
Содержание
- 1 Основные приспособления
- 1.1 Механизмы без которых холодная ковка была бы очень тяжёлым занятием
- 1.1.1 Механизм улитка
- 1.1.2 Виды холодной ковки
- 1.1.3 На этом процесс холодной ковки не завершается, а наоборот находится в самом разгаре
- 1.1.4 Прессование
- 1.1.5 Заключительным, а также достаточно ответственным этапом является прокатка
- 1.2 Проектирование станка для холодной ковки
- 1.2.1 Составляющие детали механизма
- 1.2.2 Приспособление «Гусинная лапка» видео
- 1.2.3 Приспособление «Твистер» видео
- 1.2.4 Приспособление «Улитка» видео
- 1.1 Механизмы без которых холодная ковка была бы очень тяжёлым занятием
Механизмы без которых холодная ковка была бы очень тяжёлым занятием
Механизм улитка
Применяется для придания отдельным участкам поковок спиралевидной формы. Как правило, сама улитка закреплена на толстой, железной
Виды станков для ковки
плите и может быть съёмной. Толщина такой плиты должна быть не тоньше 4 миллиметров толщиной. Как правило, на изделие, который создан своими руками, необходимо изготовить различные оттиски, называемые шаблонами. С помощью подготовленных шаблонов есть возможность придавать стальным прутьям различные формы.
Как правило, на изделие, который создан своими руками, необходимо изготовить различные оттиски, называемые шаблонами. С помощью подготовленных шаблонов есть возможность придавать стальным прутьям различные формы.
Механическое устройство универсал
На таком устройстве осуществляется резка, клёпка и формирование. Довольно удобная вещь, в своём роде. В отличие от заводского электрического механизма, его можно также собрать своими руками и сэкономить свой бюджет.
Устройство гнутик
С помощью него производится дуговая деформация под углом. Главное заранее сделать чертежи и точно разметить градусы углов, чтобы с помощью станка производить точное сгибание прутьев.
Аналог гнутика твистер
Способствует производить сгибание вдоль продольной оси уже готового объекта. Такое приспособление можно сделать несколькими способами. По металлическому шаблону, как это распространено и закрепив на толстой доске крупные болты. Суть такого станка в том, что оба конца металлического прута зажимаются и с одной стороны, посредством вращающейся рукояти, производится скручивание.
Агрегат волна
С его помощью можно получать волнообразные заготовки из металлических прутьев. С помощью такого станка можно изготавливать периодические решётки по типу «Боярские», «Волна».
Штамповый пресс
С помощью такого пресса, на изделие наносятся штампы с различными узорами. Как правило, должно иметься огромное множество таких штампов с различными рисунками. Производится это посредством вдавливания в металл штампа. Соответственно, под давлением на металле остаются чёткие отпечатки шаблонов.
Механический узел
Для сгибания кругов из металлических прутьев, различных диаметров. Когда в конструкции декора должны присутствовать круги, такое приспособление незаменимо.
Виды холодной ковки
В кузнечном деле, червонную болванку, либо отдельную деталь, принято называть «поковкой». Такой же термин имеется и в горячей ковке металла. Только он уже означает процесс ковки металла, для придания заготовке необходимой формы.
Разновидности холодной ковки
Различают непосредственно 7 видов холодной ковки, которые производятся по строгой последовательности.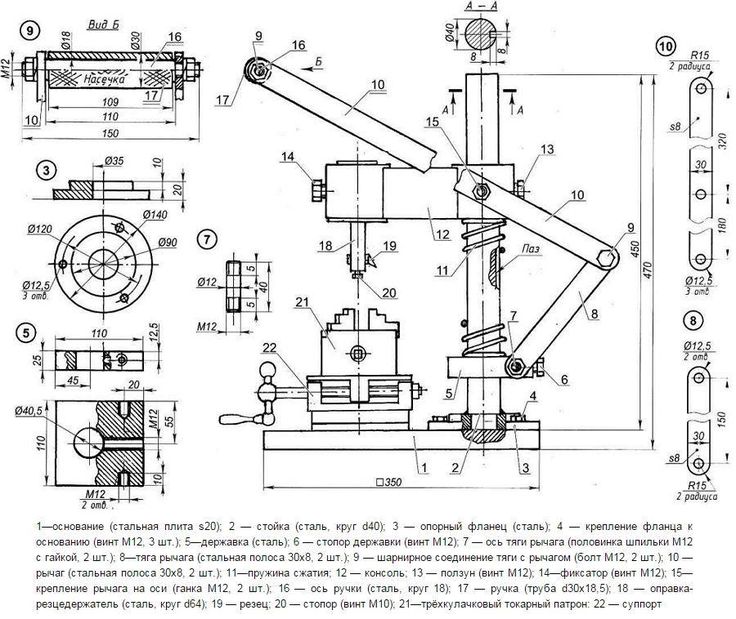 Каждый вид — это определенный процесс, производимый с заготовками. Если не совершать этих действий в соответствии с требованиями, то у вас ничего не получится. Итак, рассмотрим эти виды.
Каждый вид — это определенный процесс, производимый с заготовками. Если не совершать этих действий в соответствии с требованиями, то у вас ничего не получится. Итак, рассмотрим эти виды.
Непосредственно, ковка металлических заготовок. Ковка является самым сложнейшим и объёмным процессом в кузнечном деле. Холодная ковка разделяется на следующие виды и подвиды:
Осадка
Такое действие производится под давлением. Делается это для того, чтобы уменьшить высоту заготовки и увеличить боковые размеры заготовок.
Протяжка
Это действие производится за счёт нагревания заготовки и обработке молотом. За счёт чего, уменьшается площадь поперечного сечения и происходит увеличение длины заготовки.
Прошивка
Данное действие производится для получения на заготовках необходимых отверстий. Как правило, совершая такое действие, на заготовках появляются различных размеров пазы, отверстия различных диаметров. Прошивка бывает нескольких видов:
Открытая прошивка
Производится сплошным прошивнем, за счёт вытеснения металла. Однако такое действие влечёт за собой дополнительную обработку заготовки.
Однако такое действие влечёт за собой дополнительную обработку заготовки.
Закрытая прошивка
Производится пустотелым прошивнем. Обычно используют при изготовлении больших отверстий.
Совет: «За счёт осадки и протяжки металлических заготовок, структура металла может стать хрупкой. Поэтому необходимо обращаться с заготовками аккуратно, чтобы не допустить внезапной поломки той или иной детали! В лучшем случае придётся переделывать поковку, а в худшем случае, может нанести здоровью непоправимый вред!»
На этом процесс холодной ковки не завершается, а наоборот находится в самом разгаре
Далее совершается три последовательных этапа:
Наглядный процесс холодной ковки.
Штамповка
(штампование) — называется процесс пластичной деформации заготовки, с изменением форм и размеров металла. Различают несколько видов штамповки:
Объёмная штамповка
Производится за счёт давления. Когда ковочная деталь нагрета до соответствующих размеров, она подвергается прессованию специальными штампами. Такой способ применяется на производствах, где детали, полученные таким способом, выпускаются партиями.
Такой способ применяется на производствах, где детали, полученные таким способом, выпускаются партиями.
Листовая штамповка
Производится из листового железа. Применяется при производстве мелких и средних деталей металла. Такой вид штамповки позволяет добиться высокого качества и прочности от изготавливаемых деталей.
Прессование
Этот процесс обработки металла производится за счёт высокого давления, за счёт чего повышается плотность металла и изменяется его форма. Существует несколько видов прессования:
Прямое прессование
Такой способ позволяет получать различные профильные заготовки (прутья, трубы, профили). Процесс заключается в выдавливании металла через определённое отверстие.
Обратное прессование
При этом процессе заготовка располагается в формуляре, а давление производится в обратном направлении, нежели при прямом прессовании.
Волочение
Является процессом протягивания , уже прессованных прутьев через специальную волочильную матрицу. За счёт такого процесса можно получить проволоку, фасонные профили, трубы с тонкими стенками.
За счёт такого процесса можно получить проволоку, фасонные профили, трубы с тонкими стенками.
Заключительным, а также достаточно ответственным этапом является прокатка
В этом процессе участвует закон «Силы трения», за счёт которого, путём трения специальными валиками о поверхность заготовки, происходит пластическая деформация. В свою очередь различают 5 видов прокатки изделий:
Завершающий этап холодной ковки -прокатка.
Продольная прокатка
При использовании этого вида прокатки, на станке, валики вращаются в разные стороны. За счёт этого происходит постепенное обжимание и удлинение детали. В данном случае производится листовое железо, ленточное железо и полосы.
Поперечная прокатка
При данном виде прокатки, валики движутся в одном направлении. За счёт этого деталь подвергается деформации в поперечном движении. К примеру, посредством такого вида получают цилиндрические шестерёнки с накатанными зубцами.
Поперечная или винтовая прокатка
в данном случае валики на станке установлены под углом друг к другу. Тем самым поковка получает поступательное и вращательное движения. Между этих валов получается зазор и металл, попадая в этот зазор, получает свою деформацию. Такой вид прокатки используется для создания трубных заготовок, так называемых «гильз».
Тем самым поковка получает поступательное и вращательное движения. Между этих валов получается зазор и металл, попадая в этот зазор, получает свою деформацию. Такой вид прокатки используется для создания трубных заготовок, так называемых «гильз».
Проектирование станка для холодной ковки
Чертеж проектирования
Прежде, чем заниматься сборкой , необходимо создать проект, в котором будет подробно описано всё то, что вы собираетесь воплотить в реальность.
Однако, перед созданием своего стального детища, необходимо прочитать очень много литературы, в которой подробно описаны все приспособления. Чтобы в процессе сборки не возникло непредвиденных ситуаций, важно иметь представление о станке, его размерах и размерах каждой из деталей, которые будут задействованы в проекте.
Потому, как все детали будут производиться из чернового металла или из каких-либо деталей, которые лежат без дела в вашем гараже.
Итак, прежде чем приступить к изготовлению изделия для ковки, необходимо изготовить станину, на поверхности которой и будут располагаться все необходимые детали станка.
Чтобы иметь представление о самодельном станке и о ковке в целом, а также узнать, как собрать, посмотрите видео ролик, представленный ниже:
Теперь, когда у вас сложилось представление, можно приступить к изготовлению — станины.
Важно знать! Размеры станины должны высчитываться в строгом соответствии с занимаемой плоскостью размещённых приспособлений . Стоит учесть, что приспособления в работе не должны мешать друг другу!
Станина должна изготавливаться из прочного материала. Это может быть массив дерева, причём достаточно плотным и толстым или железная плита. Однако, она должна иметь железную опору из сваренных или прочно закреплённых к станине ножек. В готовом виде у вас должен получиться прочный верстак.
После того, как станина изготовлена и установлена в необходимом месте, можно начинать собирать и крепить все приспособления на станину.
Совет: «В процессе сборки станка, необходимо проверять механизмы на правильность работы, чтобы при наличии неисправности можно было заменить испорченную деталь и продолжить сборку!»
Схема сборки приспособления «Улитки».
Выше представлена схема сборки приспособления, так называемой «Улитки». Предназначена она для изготовления спиралевидных завитков на поковке.
Составляющие детали механизма
- Ведущий лемех самой улитки,
- Основная ось,
- Рычаги для совершения силовых операций,
- Фиксатор для металлической заготовки,
- Площадка станка,
- Прижимной валик,
- Палец для фиксации лемехов улитки,
- Пружина для притяжения прижимного валика,
- Рычаг управления валиком.
Для большей наглядности можно посмотреть архив чертежей данного приспособления. Скачать
Совет: Чем длиннее рычаги для приложения силовых действий, тем легче будет гнуться поковка!
Универсальный станок для холодной ковки предназначен для отрезания металлической полосы, металлического прутка или квадрата. Также можно пробивать отверстия под
Также можно пробивать отверстия под
Чертеж универсального станка
заклёпки и заклепать ту или иную деталь. Он приспособлен для сгибания под заданным углом и для производства вальцевания. Состоит такое приспособление из 39 деталей. Подробнее с ними вы сможете ознакомиться в данном архиве. Скачать
Гнутик
Фото гнутик
Предназначен для сгибания различных металлических заготовок, а также дуговых поковок определённого радиуса. Для изготовления данного станка применяют преимущественно инструментальную сталь. Это объясняется тем, что в приспособлении преобладают большие нагрузки. Состоит из рукояти, движущегося по оси углового гнутика, три валика, которые в закреплённом состоянии похожи на треугольник. Также крепёжные элементы и элементы крепления станка к станине.
Твистер
Чертеж твистер
Предназначен для сгибания металлических прутьев, квадратов и полос вокруг продольной оси. Получается торсионное скручивание. Состоит из двух креплений, закреплённых на усиленной станине с отверстиями под металлический прут и рукояти, чтобы совершать движения по оси. Более подробную информацию можно найти в архиве чертежей данного приспособления.
Более подробную информацию можно найти в архиве чертежей данного приспособления.
Скачать чертежи Твистера >>
Приспособление волна предназначено для изменения изгиба металлической заготовки, получая волнообразные детали. По своей значимости — это тот же гнутик, однако имеет волна сложную конструкцию.
С помощью штампового пресса можно совершать оттиски рисунков на металлических заготовках.
Важно знать! После того, как все эти приспособления установлены на станине, необходимо проверить каждое из них на работоспособность! Производить такие действия необходимо с высокой осторожностью, так как если произойдёт разрыв металла — это может нанести вашему здоровью колоссальный вред!
Если вы вдруг собрались сделать собственноручно, начертите обязательно все нужные эскизы и чертежи с размерами, предположительно таких же размеров, какими они будут в сборной конструкции.
Такой манёвр позволит Вам полностью иметь представление о будущем станке, поможет редактировать все детали на чертеже. Также посмотрите множество роликов в интернете на тему «Как сделать приспособления для холодной ковки?». Это даст возможность иметь представление о полной картине.
Также посмотрите множество роликов в интернете на тему «Как сделать приспособления для холодной ковки?». Это даст возможность иметь представление о полной картине.
А также прочитайте немного литературных произведений, которые посвящены данному вопросу. Как изготовить ту или иную деталь, а также, из какого материала она должна быть изготовлена, вы тоже должны изучить. Когда вы будете знать наверняка, что к чему, вы с лёгкостью сможете сделать станок своими руками!
Ниже представлены три видео ролика посвящённые отдельным частям механического узла, без применения высоких температур:
Приспособление «Гусинная лапка» видео
Приспособление «Твистер» видео
Приспособление «Улитка» видео
Ковка своими руками секреты приспособления. Различные приспособления для ковки своими руками
Комментариев:
- Виды ковки металла
- Назначение инструментов для обработки заготовок
Ковка металла – это процесс его обработки при помощи давления. В ходе этого процесса при помощи инструмента (молот, наковальня и др.) на металлическую заготовку оказывается частое воздействие. От этого она деформируется таким образом, что приобретает нужную форму и размеры.
Фото 3. Приспособление “Гнутик” применяют для изготовления различных дуговых изделий.
Виды ковки металла
Ковка металла может быть холодной и горячей. Для проведения процесса горячей обработки требуется специализированное оборудование, которое возможно установить только в цехе, оборудованном под кузницу.
Холодную ковку можно осуществлять и своими руками в домашних условиях и превратить это занятие в личное хобби.
Фото 1. Приспособление “Волна” применяют для отделки профильных и круглых труб.
В процессе обработки металла холодным способом заготовка подвергается процессу прессования и изгиба одновременно. Таким способом можно задать изделию нужную форму с требуемым загибом. Но важно помнить, что при подобном методе отделки материала нужно все правильно рассчитать, потому что второй раз провести такую процедуру на этой же заготовке будет уже невозможно.
Холодная ковка металлического изделия позволяет придать ему индивидуальность и делает его необычным. Такая деталь из металла будет всегда выполнена в одном экземпляре. Очень часто такую отделку металла применяют для изготовления оград, решеток на окна, элементов украшения каминов. Также она может применяться для создания предметов мебели (столы, стулья, различные табуреты, полки и т.д.).
Фото 2. С помощью приспособления «Твистер» можно скрутить металлический пруток вдоль своей оси.
Для того чтобы осуществить обработку изделия, существует несколько основных видов инструмента, к которым можно отнести следующие:
- «Волна».

- «Твистер».
- «Гнутик».
- «Улитка».
- «Фонарик».
При помощи данных приспособ и навыка работы с ними можно добиться художественной ковки. Они помогут создать достаточно много оригинальных изделий, форма которых будет зависеть от личных вкусовых пристрастий.
Вернуться к оглавлению
Назначение инструментов для обработки заготовок
Фото 4. Приспособление «Улитка» применяют для художественной ковки детали и сделать ее в виде спирали.
При помощи приспособления «волна» можно создавать различные изогнутые элементы, напоминающие форму волны. Если через этот инструмент провести металлическую заготовку (квадрат или пруток), получится ровное волнообразное изделие в форме синусоиды. Этот инструмент можно применять и для отделки профильных и круглых труб, заготовок в форме шестигранника и трубок с небольшим диаметром сечения (Фото 1).
Приспособление «твистер» в некоторых случаях называют «фонариком». С помощью «твистера» можно скрутить металлический пруток вдоль своей оси. Эту операцию можно выполнять с обычным прутком, прутком в форме квадрата и металлической полосой. Размер круглого прутка, который может подвергнуться обработке, составляет 30-35 мм, квадратного – 16-20 мм. А ширина полосы не должна быть больше 30 мм (Фото 2).
Эту операцию можно выполнять с обычным прутком, прутком в форме квадрата и металлической полосой. Размер круглого прутка, который может подвергнуться обработке, составляет 30-35 мм, квадратного – 16-20 мм. А ширина полосы не должна быть больше 30 мм (Фото 2).
Фото 5. Приспособление “Фонарик” применяют для изготовления переплетенных изделий.
«Гнутик» – это основополагающий инструмент в процессе . С его помощью можно сделать изгиб прутка, квадрата, шестигранника и полосы. Угол загиба можно выбрать любой. Еще его можно применять для изготовления различных дуговых изделий. Радиус этих изделий можно задавать любым (Фото 3).
Приспособление «Улитка» позволит добиться художественной ковки детали и сделать ее в виде спирали. Применяется она для обработки деталей, радиус или толщина которых составляет не более 12 мм (Фото 4).
Ручные станки для холодной ковки можно купить готовые, а можно собрать кузницу своими руками, приобретая или изготавливая всё собственноручно. Покупное оборудование, высокопроизводительное и дорогое. Для небольшой мастерской более подходит второй вариант.
Покупное оборудование, высокопроизводительное и дорогое. Для небольшой мастерской более подходит второй вариант.
Основные направления холодной ковки – ограды, ворота, оконные решетки, некоторые предпочитают художественную ковку и чувствуют себя дизайнерами по металлу.
Так как печь не нужна при холодной ковке, то из инструментов понадобятся только наковальня и молот. Из материалов – горячекатаная сталь: квадратный и круглый профиль различного сечения, листы.
Для художественной ковки могут понадобиться ещё и некоторые цветные металлы.Перед началом изготовления изделия нужно иметь представление о его конечном виде, кроме того желательно иметь чертёж или трафарет в натуральную величину.
Оборудование для холодной ковки позволяет гнуть, резать, клепать, делать отверстия . Условно технологические процессы производимые на них, делятся на два вида: гибка и скручивание.
Самыми распространенными устройствами являются: Гнутик, Твистер, Улитка, Глобус, Волна и Фонарик.
Гибочный ручной станок «Гнутик»
Это основной инструмент. Применяется для гибки прута, трубки под радиус или с заданным углом. Не требует больших усилий, не изменяет структуру металла. Принцип действия: Изделие устанавливается между центральным (гибочным) и упорным валами. Гибочный вал давит на металлопрофиль, а упорный не даёт загибаться всей заготовке.
Принцип действия устройства показан на видео.
Станок для скручивания «Твистер»
Позволяет закрутить профиль прямоугольного сечения вдоль продольной оси.
Видео: работа оборудования в действии.
Станок «Улитка»
Сворачивает стальные пруты в спирали, завитки, кольца и т.д. Радиус гибки ограничен только платформой. Представляет собой шаблон, для производства серийных изделий – литой, для индивидуальных работ – со съемными деталями.
Схема сборки приспособления своими руками
Общий вид
Как делать завитки на «Улитке»:
Станок гибочный «Глобус»
«Глобус» это устройство, похожее на транспортир. Применяется для холодной ковки объемных изделий из полосы, прута квадратного сечения и трубок.
Применяется для холодной ковки объемных изделий из полосы, прута квадратного сечения и трубок.
Получается дуга с большим радиусом гиба, параллельно концы заготовок плавно сгибаются.
Работа на «Глобусе»:
Станок гибочный «Волна»
При помощи «Волны» создаются волнообразные изделия из проката различного профиля – квадрат, круг, шестигранник, трубки.
Работа на приспособлении «Волна»:
Станок гибочный «Фонарик»
Позволяет изготавливать изделия сложной, объемной формы – «Корзинка», «Фонарик». Узкоспециальный станок, но для кого-то незаменимый. Плетение допустимо для сечения круглого профиля – 30мм, квадратного – 16мм.
Также для полноценной работы кузнечной мастерской может понадобиться обрезное устройство по металлу и пробойник отверстий.
Изготовление оборудования своими руками
Изготовить все станки для ручной холодной ковки можно самостоятельно. Вот как, проявляя техническую смекалку, можно изготовить крайне полезный станок.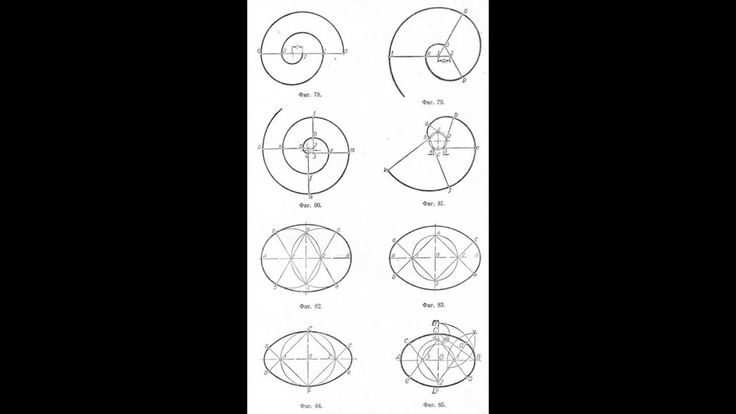
А вот как он работает:
Такое приспособление облегчает труд и на много повышает производительность.
Вышеописанные приспособления для холодной ковки металла не слишком сложны в изготовлении, просты в эксплуатации, не прихотливы.
Если нет причин покупать высокопроизводительное оборудование для нужд, например, завода, а предполагается установка его в небольшую кузницу, есть все предпосылки сделать необходимое оборудование своими руками или заказать у мастеров – самодельщиков. Такое вложение средств окупится гораздо быстрее.
Можно начать с малого – с «Гнутика», постепенно расширяя свой станочный парк.
- Особенности процесса холодной ковки
- Необходимые инструменты для холодной ковки
- Как изготовить инструмент для холодной ковки?
Декоративные украшения и предметы обстановки, сделанные из кованого металла, всегда пользовались устойчивой популярностью. Они не только славятся своим эстетичным внешним видом, но и необычайной прочностью и продолжительным сроком службы.
При помощи холодной ковки можно делать эксклюзивные кованые изделия в домашних условиях.
Между тем такие изделия можно производить не только с применением термического нагрева, с которым традиционно связывают само понятие кузнечного производства, но и методом холодной ковки.
Если для первого необходим как кузнечный горн, так и особая квалификация, то второй вполне доступен для самостоятельного производства в домашних условиях. Таким способом можно делать оконные решетки, ограды палисадников и приусадебных участков, перила лестниц и балконов, козырьки над дверями, а также предметы внутренней обстановки, такие как стулья, кровати, диваны и решетки каминов, подставки для цветов и каминные принадлежности.
Особенности процесса холодной ковки
Главное отличие от горячего кузнечного процесса в том, что металлические детали выгибаются на холодную, без применения термического накаливания. Это приводит к тому, что для этого процесса можно использовать металлический пруток толщиной не более 30 мм или квадрат не более 16 мм, поскольку главным двигателем его выступает мышечная сила. При этом не нужно специально оборудованной мастерской, им можно заниматься в обычном сарае или гараже. Единственное, что стоит помнить, так это то, что для соединения выгнутых деталей в единую конструкцию будет необходим сварочный аппарат, а для зачистки сварочных швов понадобится болгарка.
Поскольку большой физической силой обладают далеко не все, для ковки своими руками холодным способом необходимы специальные инструменты. Проходя через них, металл заготовок одновременно подвергается процессу прессования и изгиба. Поскольку при этом материал дополнительно укрепляется, повредить металлическую деталь в дальнейшем необычайно сложно. С другой стороны, если деталь сделана неправильно, переделать ее, в отличие от горячей ковки, практически невозможно. Единственный реальный способ – это разрезать ее болгаркой и сварить, придав нужное положение.
С другой стороны, если деталь сделана неправильно, переделать ее, в отличие от горячей ковки, практически невозможно. Единственный реальный способ – это разрезать ее болгаркой и сварить, придав нужное положение.
Вернуться к оглавлению
Необходимые инструменты для холодной ковки
Поскольку процесс ковки своими руками происходит без изменения свойств металла, то главным помощником в нем является правило рычага. Именно на нем основаны практически все инструменты для холодной ковки.
Современная промышленность выпускает их в немалых количествах и богатом ассортименте, однако спрос на них достаточно высок, и поэтому цены в торговых учреждениях серьезно завышаются. Между тем устройство их довольно просто, и инструменты для холодной ковки, при наличии сварочного аппарата и некоторых навыков в обработке металла, не так уж сложно изготовить своими руками.
По принципу работы это ручные инструменты, но холодная ковка с их помощью происходит вполне успешно. Их различные виды способны изгибать металл в форме наиболее популярных фигур.
Если холодная ковка является более или менее периодическим занятием, то необходимо установить в мастерской такие инструменты, как:
- Улитка. Представляет собой толстый железный цилиндр с отверстием, в которое вставляется конец прута. Диск может вращаться вокруг своей оси, а рядом с ним установлен жесткий упор в виде спирали, вдоль которого будет изгибаться металл. На цилиндре установлена длинная рукоять, которая вращает все приспособление.
- Гнутик. Инструмент позволяет изгибать заготовку под определенным углом и представляет собой отверстие в неподвижном основании с упором. С его помощью можно изогнуть ее и в виде дуги с заранее заданным радиусом.
- Волна. Этот инструмент представляет собой систему из неподвижного упора и двух роликов, один из которых закреплен неподвижно, а второй подвижен и снабжен рычагом. Он позволяет изгибать заготовку в виде волны с одинаковой амплитудой.
- Твистер. Представляет собой подвижный продольный зажим, способный вращаться вокруг своей оси, и такой же зажим, только неподвижный.
 Инструмент помогает извивать заготовку винтом вдоль продольной оси. Чтобы этот процесс холодной ковки проходил точно, оба упора нужно устанавливать на одной жесткой оси. Если подвижный зажим сможет перемещаться вдоль нее, можно будет обрабатывать заготовки различной длины.
Инструмент помогает извивать заготовку винтом вдоль продольной оси. Чтобы этот процесс холодной ковки проходил точно, оба упора нужно устанавливать на одной жесткой оси. Если подвижный зажим сможет перемещаться вдоль нее, можно будет обрабатывать заготовки различной длины.
Функциональность данного изделия будет зависеть только от ваших усилий, потраченных как на начальных, так и на завершительных этапах работ. Поэтому, дабы в последствии у агрегата не было слишком узкого круга применения, необходимо очень тщательно продумать всевозможные варианты его совершенствования и перенести их в схемы. Попытаемся ознакомиться с черновыми набросками и работой по сборке этого изделия. В конце статьи можно скачать подробные чертежи станка для холодной ковки «Улитка» в виде архива.
Советы по разработке чертежей станка для холодной ковки своими руками со списком материалов
Разрабатывая чертежи станка для холодной ковки своими руками, постарайтесь внести в него как можно больше вариантов насадок, которые помогут увеличить число способов загиба деталей. Эту проблему можно решить несколькими способами:
Эту проблему можно решить несколькими способами:
1. Берем в качестве опорного полотна больших размеров лист металла и размещаем на нем, на большом расстоянии друг от друга, несколько разных «улиток» и других насадок. Минус данного решения кроется в ограниченности свободного пространства. Длинные детали будет очень сложно проворачивать, необходимо будет постоянно следить за тем, чтобы они не съезжали с насадок.
2. Разрабатываем варианты усовершенствованных насадок. К примеру, можно сделать собирающуюся «улитку». В полностью разобранном виде она будет иметь только один завиток, в собранном – 3-4 завитка и более (если это необходимо). Каждый сегмент будет прикрепляться к предыдущему и к самому основанию опорного полотна при помощи металлических штырей.
описанный в статье чертеж станка для холодной ковки
станок описанный в статье
3. И самый эффективный вариант – разработка изделия с возможностью смены насадок. Так в полотне делается прямоугольная прорезь, в которую будут вставляться насадки, прикрепленные к прямоугольному листу металла.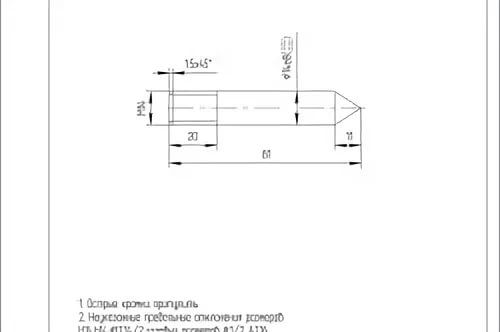 Фиксация будет осуществляться к самой стойке изделия при помощи болтов.
Фиксация будет осуществляться к самой стойке изделия при помощи болтов.
Для изготовления кованых изделий применяют два метода — холодная и горячая обработка. Первый способ отличается низкой трудоемкостью, но предусматривает наличие специального инструмента. В большинстве случаев можно изготовить станок для холодной ковки своими руками, руководствуясь стандартными чертежами.
Принципы холодной ковки металлов
Для производства металлических кованых изделий необходимо обеспечить процесс их контролируемой деформации. При этом следует учитывать структуру материала, его технические и эксплуатационные свойства.
Принцип холодной ковки основан на воздействии внешних факторов на кристаллическую решетку материала. Она состоит из зерен неправильной формы. В результате искажения структуры, которое выполняет станок для холодной ковки, происходит уплотнение и изменение конфигурации заготовки. Так как одним из условий является сохранение свойств детали — необходимо подобрать чертежи для производства станков.
Особенности холодной ковки металла, требования к приспособлениям для этого:
- возможна обработка только низкоуглеродистых сталей, которые обладают высокой степенью пластичности;
- в качестве заготовок используются прутки различных сечений;
- предварительный расчет размеров конечных изделий. В процессе их производства необходим постоянный контроль за геометрическими параметрами;
- использование различных станков для формирования нужной конфигурации.
В настоящее время для художественной обработки металлов методом холодной ковки используется ряд специальных инструментов. Часть из них можно сделать самостоятельно. Но для этого необходимо предварительно изучить чертежи и специфику производства.
Кованые изделия могут выполнять несколько функций одновременно — эстетическую и эксплуатационную. Это относится к заградительным конструкциям различной конфигурации, например, волна.
Улитка для холодной ковки
Самыми распространенными и востребованными являются самодельные станки для холодной ковки типа улитка. С их помощью происходит формирование спиралевидных заготовок. Конструкция оборудования позволяет изготовить его своими руками.
С их помощью происходит формирование спиралевидных заготовок. Конструкция оборудования позволяет изготовить его своими руками.
Чертеж станка «улитки» можно адаптировать для производства конкретного типа изделия художественной ковки. Для этого необходимо знать следующие параметры:
- минимальный и максимальный радиус кривизны заготовки;
- геометрические параметры и форма исходного материала;
- планируемая производительность.
Для массового производства необходимо сделать станок для ковки с электроприводом. Если же планируется работа в домашних условиях — подойдут ручные модели.
В качестве основы для проектирования улитки необходимо использовать стальной лист толщиной не менее 3 мм. Это позволит гнуть прутки большого сечения.
Для формирования различных углов необходим ручной гнутик – одно из самых требуемых приспособлений для холодной ковки металла. Он состоит из стальной пластины, на которой находятся два опорных вала и движущийся упор.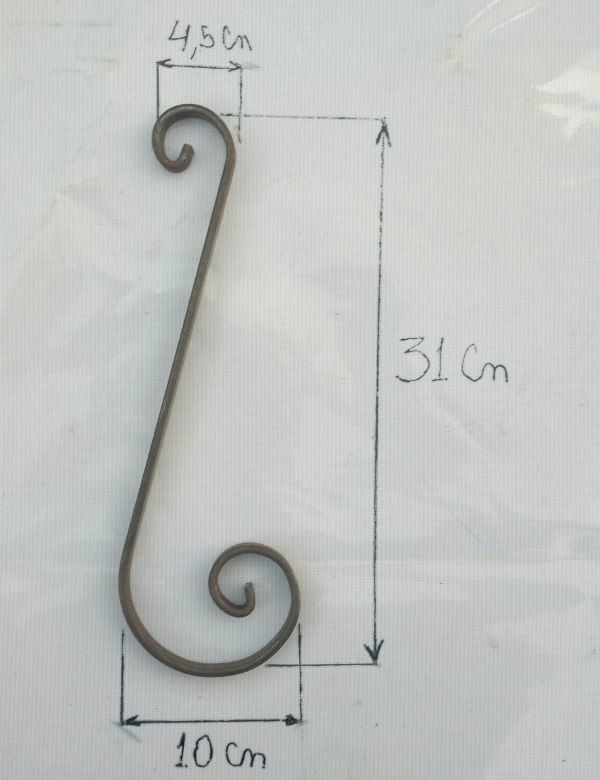
Заготовка помещается между опорными валами и клином. Последний имеет механизм смещения по направлению к упорам. В результате этого действия происходит худ. обработка стального прута. Таким способом можно изготовить кованые изделия различной формы.
Особенности применения гнутика, необходимые для корректного составления его чертежа:
- предварительный расчет угла деформации;
- в конструкции можно предусмотреть дополнительную гибочную часть. Для этого следует установить еще один вращающий вал;
- монтажный узел для крепления к столу.
Для производства гнутика необходимо применять инструментальную сталь. Это объясняется большими нагрузками во время эксплуатации. Дополнительно на нем можно собирать элементы типа «волна», но для этого следует модернизировать исходный чертеж.
Минимальный и максимальный радиус изгиба для худ. ковки необходимо рассчитать исходя из геометрических параметров заготовки.
Твистер для холодной ковки
Современную художественную ковку сложно представить без элементов, имеющих форму шнека. Для производства подобных худ. деталей предназначен твистер — самодельный станок для холодной ковки.
Для производства подобных худ. деталей предназначен твистер — самодельный станок для холодной ковки.
Особенностью этого инструмента является раскручивание прутика вдоль оси. Конструктивно чертеж станка состоит из двух частей — фиксирующей и подвижной. Деталь крепится между ними и с помощью поворотной ручки выполняется ее информация.
Эксплуатационные качества приспособления:
- расчет рычага давления для минимизации усилий по производству заготовок;
- возможность изменения расстояния между фиксирующими элементами инструмента. Это позволит изготовить детали различной длины;
- следует учитывать, что формирование спирали происходит со стороны фиксации.
Благодаря твистеру можно сделать кованые элементы для оконных решеток, стальных заграждений и т.д.
Это основной перечень станков для холодной ковки. Но кроме них применяется различное оборудование, предназначенное для создания по-настоящему худ. изделий.
В видеоматериале показаны примеры станков для холодной ковки металлов в домашних условиях:
Гибочный станок для ковки чертежа.
 Videos Like This “самодельная гибочная ковка”. Особенности работы
Videos Like This “самодельная гибочная ковка”. Особенности работыЧтобы получить красивую декоративную сетку на окно, либо на забор или балконную лоджию, необходимо оборудование для холодного проката гибкого металла. Разберемся, что это такое для светильников.
1 Зачем нужно гнуть металлопрокат и как это лучше сделать?
Для изготовления кронштейнов козырьков над окнами и дверями, а также для подвески бра и камер видеонаблюдения часто применяют фигурные элементы из стальных полос, а также из бруса или арматуры. Такие детали можно заказать в кузнице или на предприятии, где установлены станки для прокатки гибочных станков. Либо, как вариант, можно сделать механический инструмент для изготовления металлических декоративных элементов своими руками.
Бит удлинится примерно до 1 дюйма и станет немного толще. Если, случайно, холодный затвор где-нибудь разовьется, то отшлифуйте или подайте его, так как холодные затворы – это начало будущей трещины! Изгиб легко производится, если нагретый хвостовик поместить в тиски, при этом сверло торчит и толкает, а затем забивает холодные сверла. Используйте накладку на рельефную губку с соответствующим радиусом на верхнем крае, чтобы уберечь челюсть от выпячивания языка и предотвратить слишком сильное сгибание. Нагрейте область бобышки и хвостовик и согните конец бобышки прибл. 70 градусов. Постарайтесь совместить надрез на бите с воображаемой линией, проходящей через место, где будет проходить заклепка.
Используйте накладку на рельефную губку с соответствующим радиусом на верхнем крае, чтобы уберечь челюсть от выпячивания языка и предотвратить слишком сильное сгибание. Нагрейте область бобышки и хвостовик и согните конец бобышки прибл. 70 градусов. Постарайтесь совместить надрез на бите с воображаемой линией, проходящей через место, где будет проходить заклепка.
- Затем согните конец биты примерно на 70 градусов относительно хвостовика.
- Изгиб качества простой, если либо хвостовик, либо бобышка помещается в тиски с корпусом.
Образец и просверленное отверстие в центре бобышки для заклепок.
Также важно знать принцип работы автоматических устройств, которые можно приобрести для регулировки массового выпуска фигурных деталей.
Разнообразие художественных элементов невелико, но для каждого варианта требуется отдельная операция. Различают такие факторы, как полоса или стержень со спиральным изгибом, стержень с разрезом вокруг продольной оси, элемент с изгибом по определенному радиусу (вплоть до кольца) или волной, а также под углом . Также для придания конструкции часто используется объем гибкий большим радиусом. Универсального оборудования легкого класса малой и средней мощности очень мало, чаще встречаются модели, объединяющие комплекс на 2-3 вида гибки.
Также для придания конструкции часто используется объем гибкий большим радиусом. Универсального оборудования легкого класса малой и средней мощности очень мало, чаще встречаются модели, объединяющие комплекс на 2-3 вида гибки.
Ручное изготовление декоративных металлических элементов
Сверло оставляет приятную равномерную дырочку, но Пучч оставляет больше материала в бобышке. Если используется только Пуинсон, а не выколотка, клепальный шов уступает из-за сужающегося отверстия, сделанного типовым пуансоном, оставляя лишь небольшую поверхность, касающуюся заклепок. Поэтому пробивал маленькое отверстие с кузнечным нагревом и аккуратно высверливал в размерах. Установите заклепку или холодную или горячую. Заклепка должна приклеиться нормально. 5-2 перед ударом. С помощью небольшого молотка сделайте хорошую головку заклепки в форме купола.
2 Автоматы для декоративной гибки
Оборудование для изготовления декоративных форм из стальной полосы, прутка или арматуры (а также из труб) бывает механическое, работающее в работе от маховика, электромеханическое, гидравлическое и пневматическое. Первым у нас будет станок для самой простой операции – прокатки металла. Да, именно на этой технологии основан метод получения гибки малого радиуса, то есть для дуги используются 3 ролика. Однако отечественный станок «Д 2 С» отличается многофункциональностью, то есть установить насадку можно своими руками и для «Улитки».
Первым у нас будет станок для самой простой операции – прокатки металла. Да, именно на этой технологии основан метод получения гибки малого радиуса, то есть для дуги используются 3 ролика. Однако отечественный станок «Д 2 С» отличается многофункциональностью, то есть установить насадку можно своими руками и для «Улитки».
Обратите внимание на то, что при разрушении удары и смещение внутренней части щипцов к внешней поверхности щипцов. Штамповка и пробивка продавливают металл и поднимают гребень на противоположной стороне зоны пробивки и вокруг отверстия. Эти приподнятые участки, если они могут быть обращены друг к другу внутри соединения, или если они не упакованы или каким-то образом не устранены, приводят к ослаблению соединения. Заранее узнайте, как щипцы будут работать и удерживать прилегающие стороны шарнирного соединения ровными и гладкими.
Поскольку иногда заклепка может быть повреждена в последующем процессе настройки и выравнивания, часто безопаснее временно использовать болт и гайку, а затем устанавливать заклепку на последних этапах завершения. Если поводку трудно двигаться из-за плотного заклепочного соединения, нагрейте соединение и несколько раз откройте и закройте поводки, пока они не уменьшатся. Закончите свою любимую отделку.
Если поводку трудно двигаться из-за плотного заклепочного соединения, нагрейте соединение и несколько раз откройте и закройте поводки, пока они не уменьшатся. Закончите свою любимую отделку.
Это оборудование считается достаточно простым, поскольку его не нужно включать в производственную линию. В качестве насадки вместо ведущего, горизонтально ориентированного вала используется специальный шаблон, который вставляется в патрон на шпинделе. Заготовка вставляется в обойму, после чего станок поворачивает вал на нужный угол, который задается простейшим программированием на пульте. Максимальный диаметр изделия не может превышать 20 миллиметров.
Дополнительное примечание. Удобно, что штифты для ворса свисали прямо вниз и не отъезжали, когда кусачки висят на стойке для ключей. Для достижения этого эффекта в процессе изготовления щипцов загните вожжи рядом с бобышкой так, чтобы при сборке оставалось пространство, превышающее ширину стержня, на котором должны висеть щипцы. Если все правильно, вход будет свисать вниз и занимать меньше места в магазине. Эту гибку легко сделать, если поводок будет помещен в тиски, с бобышкой рядом с тисками, а затем с помощью молотка загнуть бобышку при гибке.
Эту гибку легко сделать, если поводок будет помещен в тиски, с бобышкой рядом с тисками, а затем с помощью молотка загнуть бобышку при гибке.
Производство простейшей гибки труб
Это понятие является необязательным и не представлено в кусачках в данной оригинальной статье. Обратите внимание, что стиль щипцов в моей статье упоминается в таблице как «гусиная челюсть». Эта инструкция отличается от этого видео в первую очередь тем, что предназначена для работы с ручным молотком. Для изготовления этих щипцов используется несколько кузнечных процессов: то есть концептуализация конечного продукта, маркировка ложи, выбор различных частей, извлечение хвостовика и поводьев, наклон удила, обрезка удила. , погнув хвостовик, сломав отверстие под заклепку, заклепать, и, если хотите, стереть отделку. Преимущество мягких сталей в том, что при красном нагреве и последующем охлаждении в охлаждающей ванне они не так подвержены растрескиванию, как могут, если бы были изготовлены из более высокоуглеродистой стали. Помните, что чем прочнее сталь, тем легче могут быть кусачки и наоборот. С таким типом щипцов, которые имеют закругленный и квадратный стержень, вполне удовлетворительно, часто не обязательно иметь кусачки, удерживающие только круглую мантию. Изучив шаги в этом процессе, размер щипцов можно изменить в зависимости от характеристик размеров, которые вы хотите получить в кусачках. Ключевым фактором в определении величины резерва, используемого для конкретной пары щипцов, является определение подходящего размера бобышки. Бобышка не изменяется ни по толщине, ни по ширине при изготовлении щипцов. Имейте в виду, что чем короче хвостовик, тем выше удерживающая сила, но по универсальности. Размер заклепок не критичен, разве что, как правило, чем больше клещей, тем больше заклепок. Простое руководство состоит в том, чтобы использовать заклепки по крайней мере той же толщины, что и бобышка на заготовке. Обе половинки сделаны абсолютно одинаково. Левой и правой половины нет, за исключением случаев, когда и при повелении проема, как потом объяснялось.
Помните, что чем прочнее сталь, тем легче могут быть кусачки и наоборот. С таким типом щипцов, которые имеют закругленный и квадратный стержень, вполне удовлетворительно, часто не обязательно иметь кусачки, удерживающие только круглую мантию. Изучив шаги в этом процессе, размер щипцов можно изменить в зависимости от характеристик размеров, которые вы хотите получить в кусачках. Ключевым фактором в определении величины резерва, используемого для конкретной пары щипцов, является определение подходящего размера бобышки. Бобышка не изменяется ни по толщине, ни по ширине при изготовлении щипцов. Имейте в виду, что чем короче хвостовик, тем выше удерживающая сила, но по универсальности. Размер заклепок не критичен, разве что, как правило, чем больше клещей, тем больше заклепок. Простое руководство состоит в том, чтобы использовать заклепки по крайней мере той же толщины, что и бобышка на заготовке. Обе половинки сделаны абсолютно одинаково. Левой и правой половины нет, за исключением случаев, когда и при повелении проема, как потом объяснялось. Кузнецы часто заставляют пользоваться щипцами либо в левой, либо в правой руке, в зависимости от того, какая ручка ложится на ладонь, когда кусачки открыты. Другое соображение, которое иногда обсуждается, заключается в том, прикладывается ли крутящий момент против часовой стрелки или по часовой стрелке. Есть много кузнецов, которые не беспокоятся о левой или правой руке, и эта статья тоже не стоит. Легкое решение, если правая или левая винтовка вызывает беспокойство, а щипцы кажутся не для той руки, это гнуть пробежку в каждом бою рядом с боссом. Сделайте сгибание так, чтобы один край находился прямо над другим, обеспечивая одинаковое приземление для правой или левой руки. Затем отложите брусок для этих меток, вдавливая холодный брусок в угол наковальни, чтобы сделать небольшую выемку. Это углубление, если оно достаточного размера, облегчает работу, когда брусок становится горячим, чтобы чувствовать эти метки на краю наковальни в процессе подготовки к следующему процессу. Без отступов и с железным жаром сложно найти и подделать нужное место.
Кузнецы часто заставляют пользоваться щипцами либо в левой, либо в правой руке, в зависимости от того, какая ручка ложится на ладонь, когда кусачки открыты. Другое соображение, которое иногда обсуждается, заключается в том, прикладывается ли крутящий момент против часовой стрелки или по часовой стрелке. Есть много кузнецов, которые не беспокоятся о левой или правой руке, и эта статья тоже не стоит. Легкое решение, если правая или левая винтовка вызывает беспокойство, а щипцы кажутся не для той руки, это гнуть пробежку в каждом бою рядом с боссом. Сделайте сгибание так, чтобы один край находился прямо над другим, обеспечивая одинаковое приземление для правой или левой руки. Затем отложите брусок для этих меток, вдавливая холодный брусок в угол наковальни, чтобы сделать небольшую выемку. Это углубление, если оно достаточного размера, облегчает работу, когда брусок становится горячим, чтобы чувствовать эти метки на краю наковальни в процессе подготовки к следующему процессу. Без отступов и с железным жаром сложно найти и подделать нужное место. Отметьте обе части обеих частей одновременно вместе, что поможет сделать обе половинки одинаковыми. При черном нагреве разрежьте брусок на 3 места, предварительно отмеченные бруском на ребре малого радиуса наковальни. Держите горячее железо над поверхностью наковальни под соответствующим углом. Удерживая штангу примерно под углом 45 градусов, получится. Затем забейте брусок над наковальней на требуемую глубину. Необходимо соблюдать осторожность, чтобы не сделать эти углубления слишком глубокими, так как они становятся слабыми. Кроме того, щипцы прочнее, если эти насечки имеют закругленный внутренний угол, а не острый прямоугольный угол. Вытащите ношу на кузнечное тепло. Входы могут быть вытащены первыми, чтобы обеспечить встроенную ручку, что избавляет от необходимости использовать пару щипцов для удерживания работы. Будьте осторожны, чтобы не выглядеть слишком худым или слишком узким на боссе. Держите refit с шириной шире шире, чем толщина, что обеспечивает дополнительную прочность в правильном направлении.
Отметьте обе части обеих частей одновременно вместе, что поможет сделать обе половинки одинаковыми. При черном нагреве разрежьте брусок на 3 места, предварительно отмеченные бруском на ребре малого радиуса наковальни. Держите горячее железо над поверхностью наковальни под соответствующим углом. Удерживая штангу примерно под углом 45 градусов, получится. Затем забейте брусок над наковальней на требуемую глубину. Необходимо соблюдать осторожность, чтобы не сделать эти углубления слишком глубокими, так как они становятся слабыми. Кроме того, щипцы прочнее, если эти насечки имеют закругленный внутренний угол, а не острый прямоугольный угол. Вытащите ношу на кузнечное тепло. Входы могут быть вытащены первыми, чтобы обеспечить встроенную ручку, что избавляет от необходимости использовать пару щипцов для удерживания работы. Будьте осторожны, чтобы не выглядеть слишком худым или слишком узким на боссе. Держите refit с шириной шире шире, чем толщина, что обеспечивает дополнительную прочность в правильном направлении.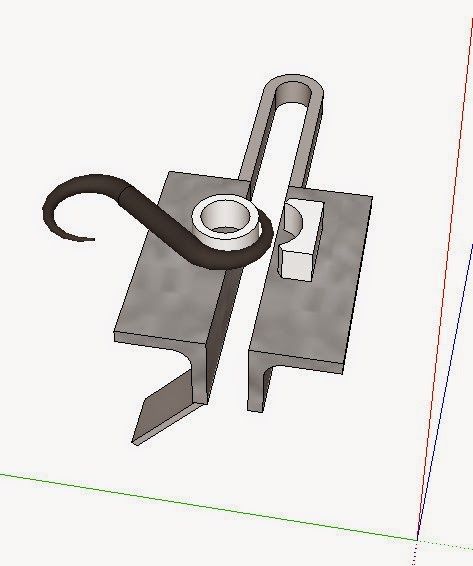 Попробуйте получить приятный ровный конус, широкий выступ и узкий конец. Летите или закругляйте края, чтобы входы удобно лежали в руке. Выбор этого небольшого приклада ручным молотком является хорошей практикой для Кузнецова, который хочет улучшить свой контроль над молотком, и с практикой он должен быть относительно легким и быстрым. Мощный молот — мой метод выбора, когда он доступен. Потяните хвостовик кузнечным жаром. Примените молоток на обратной стороне бруска в узком углу или месте на наковальне, чтобы удержать ранее выкованную бобышку и откусить в сторону, избегая при этом повреждений от их удара. Их также можно сделать с помощью силового молота, как у Тоби Хикмана. . По сравнению с методами холодной штамповки индукционная гибка сводит к минимуму деформацию материала и искажение поперечного сечения, даже когда требуются изгибы с радиальным радиусом.
Попробуйте получить приятный ровный конус, широкий выступ и узкий конец. Летите или закругляйте края, чтобы входы удобно лежали в руке. Выбор этого небольшого приклада ручным молотком является хорошей практикой для Кузнецова, который хочет улучшить свой контроль над молотком, и с практикой он должен быть относительно легким и быстрым. Мощный молот — мой метод выбора, когда он доступен. Потяните хвостовик кузнечным жаром. Примените молоток на обратной стороне бруска в узком углу или месте на наковальне, чтобы удержать ранее выкованную бобышку и откусить в сторону, избегая при этом повреждений от их удара. Их также можно сделать с помощью силового молота, как у Тоби Хикмана. . По сравнению с методами холодной штамповки индукционная гибка сводит к минимуму деформацию материала и искажение поперечного сечения, даже когда требуются изгибы с радиальным радиусом.
Для получения многоударных улиток можно сделать несколько оборотов шпинделя с поэтапной заменой насадок, либо по сборному секционному шаблону. Создается впечатление, что станок для крутого художественного гибкого металла “Декор 1”, который имеет горизонтальную рабочую поверхность с расположенными на ней вертикальными шпинделями. В ведущий патрон можно вставлять ролики различного диаметра или специальные шаблоны-«улитки». Оборудование оснащено пультом ЧПУ. Оба устройства работают автоматически и вручную. Следующую машину можно назвать своим бюджетным вариантом.
Создается впечатление, что станок для крутого художественного гибкого металла “Декор 1”, который имеет горизонтальную рабочую поверхность с расположенными на ней вертикальными шпинделями. В ведущий патрон можно вставлять ролики различного диаметра или специальные шаблоны-«улитки». Оборудование оснащено пультом ЧПУ. Оба устройства работают автоматически и вручную. Следующую машину можно назвать своим бюджетным вариантом.
Этот процесс горячей гибки является предпочтительной альтернативой традиционному процессу холодной гибки, поскольку он ограничивает утончение стенки, рябь и овальность. Это постоянство и предсказуемость данного процесса гибки, что способствует высокому качеству и надежности гибки. Гибкая индукционная гибка позволяет гнуть трубы большого диаметра, стальные балки, а также прямоугольные и прямоугольные трубы.
Способность к изгибу впускных труб
Chicago metallurgical products индуктивно гнет трубы из углеродистой, нержавеющей и легированной стали с минимальным наружным диаметром 4 до максимального наружного диаметра 12; Толщина стенки до 98 и углами поворота до 180 градусов.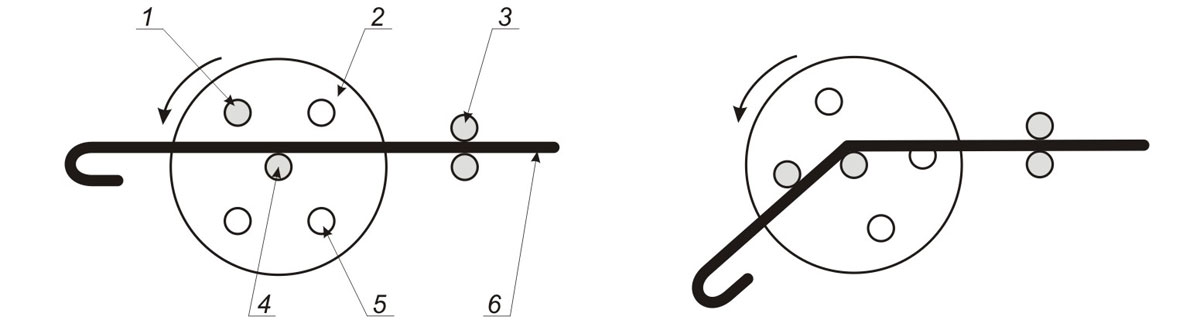 Наши возможности включают в себя конфигурации с несколькими изгибами. Продукция чикагского металлопроката может удовлетворить одни из самых коротких сроков поставки, часто поставляя продукцию в течение 24 часов.
Наши возможности включают в себя конфигурации с несколькими изгибами. Продукция чикагского металлопроката может удовлетворить одни из самых коротких сроков поставки, часто поставляя продукцию в течение 24 часов.
Устройство для холодной ковки “Ажур 1М” предназначено для запуска и остановки шпинделя своими руками. Обладая мощностью 3 кВт и имея небольшие размеры (менее метра по любой из сторон и 1,2 метра в высоту), этот агрегат можно установить даже в домашней мастерской. Производительность – от 400 деталей типа “лапка”, “улитка” и “волюта”, “корзина” и “кручение” на дополняющих друг друга модулях.
Индукционное оборудование для гибки труб
Прямая труба помещается в машинный блок с катушкой индукционного нагрева, расположенной вокруг трубы на одном конце. Этот нагревательный змеевик создает вокруг материала узкую кольцевую нагревательную полосу. Когда труба достигает желаемой температуры, она медленно продвигается по змеевику с постоянной скоростью и температурой и изгибается. После того, как материал проходит через змеевик, он охлаждается с помощью системы водяного охлаждения.
После того, как материал проходит через змеевик, он охлаждается с помощью системы водяного охлаждения.
В начале процесса разработки для сотрудничества, что сэкономит вам время, деньги и материалы. Спасибо за ваши вопросы о наших вопросах и ответить так быстро. Ваш совет был значительным вкладом в проект. Ребята из магазина сказали, что ни разу не видели, чтобы труба входила и били в каждую точку подобное уже давно. «Джо С. Миссури». Катание по этим прямоугольным трубам было совершенно идеальным! Мы рады, что у нас есть надежный источник. Цитата Рассела П. Иллинойса была великолепна! Мы всегда можем рассчитывать на получение готового продукта, который соответствует нашим ожиданиям или даже лучше. Кевин Х. Пенсильвания Спасибо за предоставленный материал. Первые два комплекта были размещены и изготовлены. Радиус был отличный! Мы очень ценим вашу работу над ним. Удивительное внимание к мелкой работе. Спасибо большое за вашу помощь. Известно, что вы, ребята, делаете лучшую работу. Марк Р. Мэриленд Спасибо за помощь в этом проекте и за то, что вы все доделали и отправили своевременно. Вы, ребята, спасли положение. Вы отлично справились с этими стрингерами.
Марк Р. Мэриленд Спасибо за помощь в этом проекте и за то, что вы все доделали и отправили своевременно. Вы, ребята, спасли положение. Вы отлично справились с этими стрингерами.
- Вы придерживаетесь своих слов. Кольца последнего заказа Джейсона Р. Миссури
- были лучшим, что мы получили от вас.
- Вы опережаете график, и удары подходят идеально.
- Джим А. Нью-Йорк.
Первое, что бросается в глаза при входе в кузницу, это тьма, царящая там.
Имеются зарубежные образцы такого оборудования. В частности, УНВ3 предназначен для скручивания заготовок в «Улитку» и «Волюту», а также для продольной скрутки стержня квадратного сечения. Предусмотрено и изготовление «корзин». Однако требует работы исключительно обученного оператора, так как в противном случае придется использовать ручной запуск машины, т. к. не будет задействовано большинство функций дорогостоящего оборудования .
То же самое можно сказать и о менее универсальной версии В2-16 мощностью 1,5 кВт, выполняющей только операции по «Торсиону», изготовлению «улиток» и производству «улиток».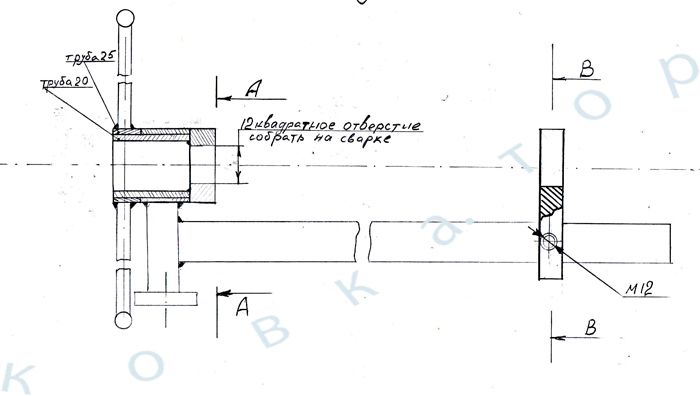 Оба агрегата при наличии цифрового пульта управления работают от педального пуска. Следует учитывать, что независимо от типа используемой машины материал должен обладать должной степенью вязкости и пластичности. Следовательно, высокоуглеродистые стали со значительной эластичностью для этой цели не подходят.
Оба агрегата при наличии цифрового пульта управления работают от педального пуска. Следует учитывать, что независимо от типа используемой машины материал должен обладать должной степенью вязкости и пластичности. Следовательно, высокоуглеродистые стали со значительной эластичностью для этой цели не подходят.
3 ручное изготовление декоративных металлических элементов
Помимо автоматических установок сегодня в огромном количестве выпускается механический инструмент для фигурной деформации металлических полос и стержней с арматурой. Практически любое приспособление такого рода основано на вращении или вращении ворот, а также на рычажно-цепной передаче. Причем использовать можно как отдельные механические устройства, так и комплекс из нескольких узлов, соединенных на одной кровати, разница между ними будет только в стоимости, производительность абсолютно одинаковая.
Рассмотрим последовательно каждый инструмент для изготовления декоративного металлического декоративного элемента. Самое простое решение – поворот ворот вручную, то есть без использования различных шестерен, облегчающих мускульное усилие. Как правило, здесь можно упростить задачу только за счет максимально возможной длины плеча рычага. Например, простейшее приспособление: стойка, на которой жестко закреплен упор для заготовки, а на некотором расстоянии от нее – вращающийся вал, вокруг которого будет обведен брусок, труба или металлическая полоса.
Самое простое решение – поворот ворот вручную, то есть без использования различных шестерен, облегчающих мускульное усилие. Как правило, здесь можно упростить задачу только за счет максимально возможной длины плеча рычага. Например, простейшее приспособление: стойка, на которой жестко закреплен упор для заготовки, а на некотором расстоянии от нее – вращающийся вал, вокруг которого будет обведен брусок, труба или металлическая полоса.
Под рабочей поверхностью к оси вала крепится свободно перемещающийся рычаг, имеющий на плече дополнительную вертикальную ось, выведенную над станиной через дугообразную прорезь. На ось наступит второй вал, который повернет заготовку к первому. Такой инструмент дает возможность легко изготовить своими руками «Волюту». Для скручивания «Торсион» на длинное массивное основание устанавливаются 2 станины, жестко закрепленные — на конце, и подвижные — посередине. Через неподвижную станину пропущен вал, на котором установлен затвор и имеется краситель с обоймами, обращенными по основанию к противоположному концу.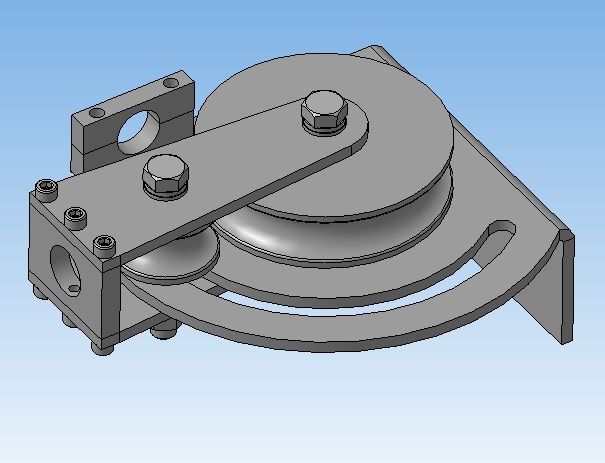 В свободно подвижной консоли выполнен сальник с болтовыми зажимами, где жестко закреплена заготовка.
В свободно подвижной консоли выполнен сальник с болтовыми зажимами, где жестко закреплена заготовка.
Второй конец стержня квадратного сечения зажимается в сыпь. Далее вращением затвора придается нужное количество оборотов завитка вдоль продольной оси детали. Этот же инструмент позволяет сделать корзинку из нескольких прутьев своими руками. Вот еще один инструмент для механического художественного гибкого металла. В центре рабочей поверхности устройства имеется ось, на которую одевается сборный шаблон для улитки. Секции насадки имеют скошенные концы для прочного соединения, а также удобное крепление с небольшими отверстиями под пальцевое соединение. При смыкании дугообразных деталей шаблона в рабочее положение получается гладкая, плавно изгибающаяся спиральная конструкция.
В центре, над прижимным люком для заготовки, находится ворот шибера, который свинчивает плечи рычагов. При небольшом отступе от атаки на оси сопла имеется длинная широкая прорезь, ориентированная по центру. В нем дерево движется на пружине, которая нужна для упора заготовки в шаблон при вращении ворот. И, наконец, последний инструмент, который можно приобрести для ручного труда. Называется очень похоже на операцию, которая проводится, а именно гнуть. Состоит из трех тесно расположенных квадратных профилей, два крайних из которых жестко закреплены на верстаке или станине.
В нем дерево движется на пружине, которая нужна для упора заготовки в шаблон при вращении ворот. И, наконец, последний инструмент, который можно приобрести для ручного труда. Называется очень похоже на операцию, которая проводится, а именно гнуть. Состоит из трех тесно расположенных квадратных профилей, два крайних из которых жестко закреплены на верстаке или станине.
Центральный перемещается продольно между крайними поворотом рычага (реечная передача). На стационарных основаниях установлены ведомые валы прокатного стана, на центральном – ведущие, с шибером. Напротив ближе к станине имеется место для сменного клина с заданным углом для углового изгиба планки с упором на валы. Для получения дуги заготовку помещают между ведомым и ведущим валами, вращением рычага ее изгибают до нужного радиуса, поворачивают ручку для сообщения о нужном изгибе всей заготовки.
4 Как самостоятельно изготовить приспособление для гибки стержней и профилей?
Описываемое оборудование легко сделать самостоятельно, но гораздо эффективнее работать с электромеханическим станком. Поэтому помимо ворот вышеупомянутый инструмент своими руками можно снабдить цепной передачей на ось ведущего шпинделя от электродвигателя.
Поэтому помимо ворот вышеупомянутый инструмент своими руками можно снабдить цепной передачей на ось ведущего шпинделя от электродвигателя.
Однако наиболее эффективным решением будет решение с прижимным патроном от токарного станка, в бабки которого можно закрепить заготовку любой формы. Для этой цели можно использовать лучистый верстак, закрепив на нем при необходимости подвижную консоль с ушком под кран Торсион или упор для накручивания спиральной улитки на закрепленную в патроне насадку.
Для изготовления колец своими руками упомянутую ранее консоль с проушиной, которая находится ровно по центру патрона, можно перенести на некоторое время. Затем защипните вал нужного диаметра (для удобства под ушком и зажимом могут быть более тонкие выступы). Также на вал устанавливается шарнир или другой зацепной крючок, который после включения электродвигателя и начала вращения шпинделя начинает раскручивать пружину вокруг шаблона. Также желательно обязательно сделать упор для штока со стороны оси вала. После снятия заготовку остается разрезать вдоль, чтобы получить кольца по количеству витков.
После снятия заготовку остается разрезать вдоль, чтобы получить кольца по количеству витков.
Необходимость в гибких полосах или стальных трубах возникает у самодельщиков достаточно часто. Для решения этой задачи есть множество вариантов. Например, соответствующее оборудование можно приобрести в магазине, однако станок для гибки своими руками сделать достаточно просто, и такой подход обойдется дешевле.
Производство простейшей гибки труб
Если вы решили заниматься указанными работами самостоятельно, то можно прибегнуть к простейшему решению, которое предполагает изделие, обеспечивающее определенный радиус гибки трубы. Специалисты советуют использовать шаблон самодельных мастеров, изготовленный собственноручно. С ним можно работать не только с алюминиевыми, но и со стальными трубами. Для манипуляции следует подготовить деревянные доски, толщина которых больше диаметра изгиба трубы. В процессе нужно будет сделать шаблон, накрывая доски любым удобным для вас способом.
Для исключения проскальзывания трубы в процессе манипуляций доски должны быть спилены с небольшим уклоном. Если вы решили сделать такой простой станок для гибки профильной трубы Своими руками, то его нужно будет закрепить к столу или рабочему основанию, чтобы зафиксировать каким-то надежным способом. Максимально близко к шаблону необходимо укрепить упор, в котором будет сушиться элемент. На этом можно считать, что трубогиб готов.
Особенности использования
Один конец изделия установить между упором и шаблоном, а после, придерживая другой, аккуратными плавными движениями необходимо согнуть вдоль заготовки. Можно сделать рычаг на противоположном конце, для этого рекомендуется вставить в трубу достаточно прочный стержень. Можно воспользоваться методом, который предполагает использование элемента более внушительного диаметра. Не пытайтесь отогнуть трубу от центральной части шаблона, так как это может привести к поломке изделия.
Если будет изготовлен станок для гибки профильной трубы своими руками, то можно сформировать изгиб большего радиуса, но тогда шаблон будет из фанеры и крючков.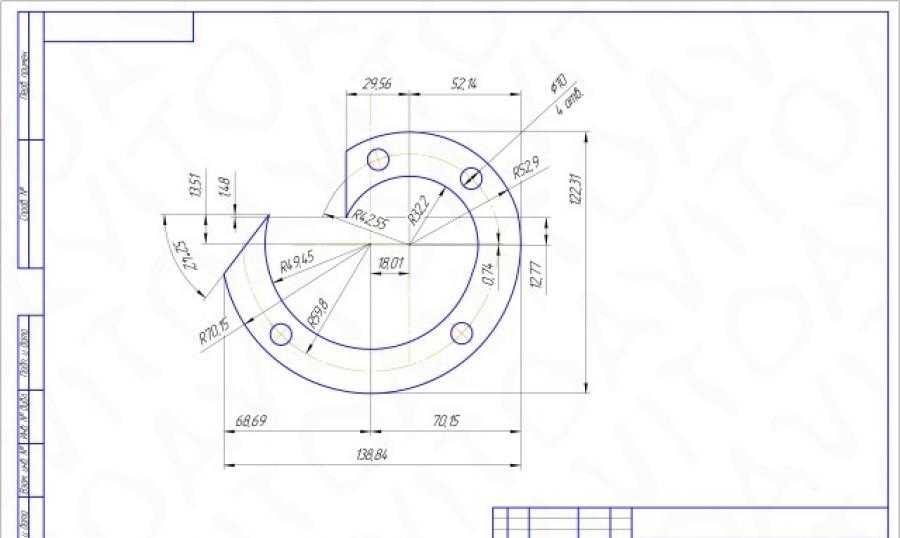
Изготовление трубогиба из крюков
Еще один достаточно простой станок для гибки профильной трубы своими руками допустимо выполнять с использованием прочных металлических крюков, которые устанавливаются на фанир с таким расчетом, чтобы можно было образуют линию изгиба. Как плюс такой модели, есть возможность подкорректировать положение крючков, тем самым изменив линию изгиба.
С помощью такого оборудования можно работать с изделиями, поддающимися ручной гибке, а также с теми трубами, которые не столь сложны для проведения подобных манипуляций. Для этого можно применить при необходимости манипуляций, где будет задействована профильная труба, не обязательно делать ШОС при создании шаблона. Изделие усилено несколькими ограничителями.
Альтернативные варианты
Если вы решили сделать станок для гибки труб своими руками, представленные в статье чертежи позволят вам произвести эти работы достаточно просто. Более сложная модель представляет собой конструкцию, состоящую из шаблонов и валиков. Эти элементы должны максимально точно обхватывать трубу. Если необходимо согнуть достаточно мягкие изделия, то металлический валик и шаблон допускается заменять заготовками из массива дерева. Для изготовления роликов используйте токарный станок.
Эти элементы должны максимально точно обхватывать трубу. Если необходимо согнуть достаточно мягкие изделия, то металлический валик и шаблон допускается заменять заготовками из массива дерева. Для изготовления роликов используйте токарный станок.
Роль другого решения заключается в использовании plywesk plywesk. Таким образом создается элемент с наклоном в определенную сторону. Полученные круги разного диаметра следует закрепить в один валик, а после обработать неровности наждачной бумагой. Когда изготавливается такой станок для гибкой гибки труб своими руками, фото обязательно нужно учитывать еще до начала работ. Чтобы добиться большей надежности деревянных элементов, их следует крепить стальными накладками.
Изготовление трубогиба из роликов и уголков
Для того чтобы сформировать трубогиб можно использовать заготовки для роликов из дерева. Эти элементы можно сделать из подшипников, но если используется их прижимная разновидность, то нужно стыковать, чтобы исключить прокручивание.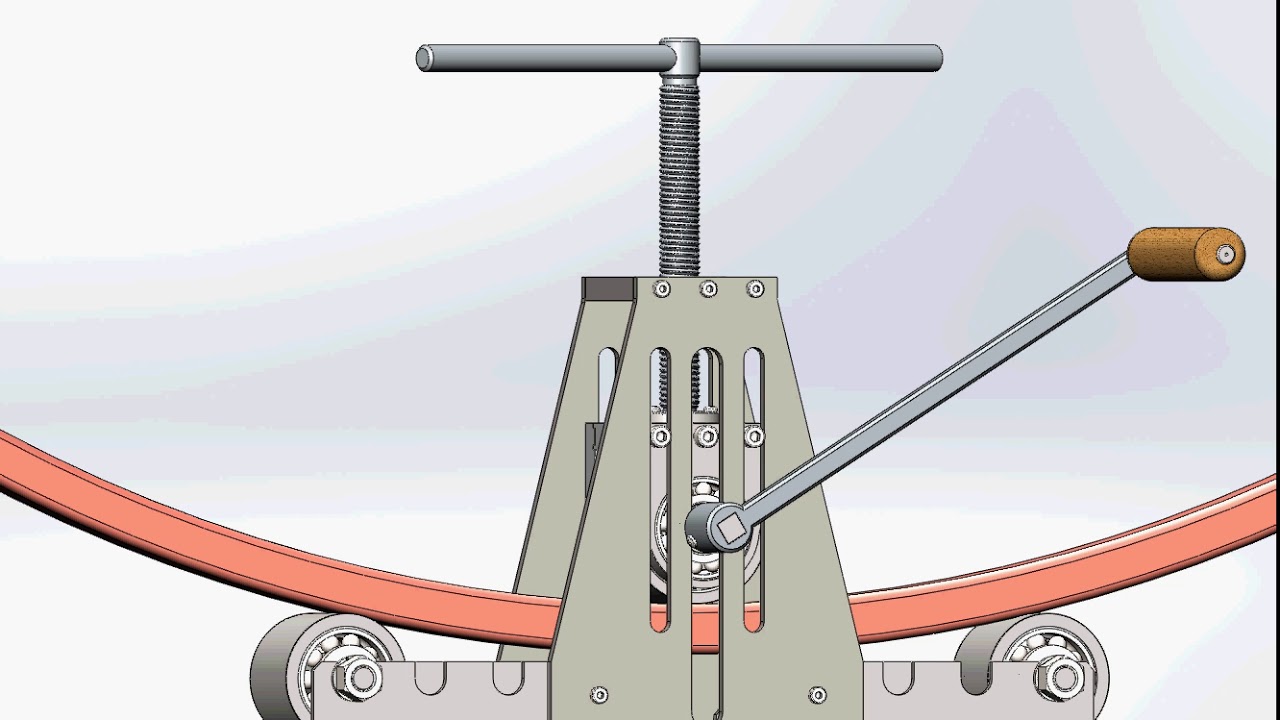 Важные конструктивные особенности конструкции будут зависеть от стопы между роликами. Если вы решили сделать станок для гибкой трубки ручной, то помните, чем внушительнее будет расстояние, тем меньше усилий нужно будет приложить. Однако в этом случае радиус изгиба будет минимальным. Следует установить бортик, который будет удерживать трубу вертикально. Тогда как по отношению к оси роликов она должна быть перпендикулярна. В противном случае труба будет изогнута по спирали.
Важные конструктивные особенности конструкции будут зависеть от стопы между роликами. Если вы решили сделать станок для гибкой трубки ручной, то помните, чем внушительнее будет расстояние, тем меньше усилий нужно будет приложить. Однако в этом случае радиус изгиба будет минимальным. Следует установить бортик, который будет удерживать трубу вертикально. Тогда как по отношению к оси роликов она должна быть перпендикулярна. В противном случае труба будет изогнута по спирали.
Прижимной ролик нужно подтянуть снизу, вращая полоски с ниткой, которая нарезана в центральной части. Постепенно мастер должен подтянуть прижимной ролик, что будет способствовать прокатке трубы по конструкции. Если вам нужно получить изгиб малого радиуса, то вам может понадобиться около 50 игр.
Другой производитель
Если вам нужен ручной станок для гибкой профильной трубы ПГ-2, то его можно изготовить самостоятельно с помощью валов, стальных профилей, приводного механизма и цепей. Если у вас есть инженерное образование, вы можете усовершенствовать конструкцию на свое усмотрение, добавляя функции. Деревья понадобятся в количестве 3 штук, они должны иметь оси вращения. Именно с помощью них будет происходить изгибание. Профиль понадобится для каркаса.
Если у вас есть инженерное образование, вы можете усовершенствовать конструкцию на свое усмотрение, добавляя функции. Деревья понадобятся в количестве 3 штук, они должны иметь оси вращения. Именно с помощью них будет происходить изгибание. Профиль понадобится для каркаса.
Изначально необходимо будет подготовить каркас. Все детали соединяются сваркой, но стоит учитывать тот момент, что она не обеспечит достаточной надежности при манипуляциях с толстыми трубами. Чтобы конструкция была подвижнее и прочнее, необходимо дополнить крепежными болтами. Если делается ручной станок для гибки профильной трубы своими руками, то необходимо помнить, что валы для гибки представляют собой металлические цилиндры. Два из них следует закрепить немного выше уровня рабочей поверхности. Тогда как третий установлен на них.
Особенности работы
Радиус изгиба трубы будет зависеть от шага между нижними цилиндрами. После того, как валы можно будет закрепить, машина должна иметь систему, передающую вращательные усилия.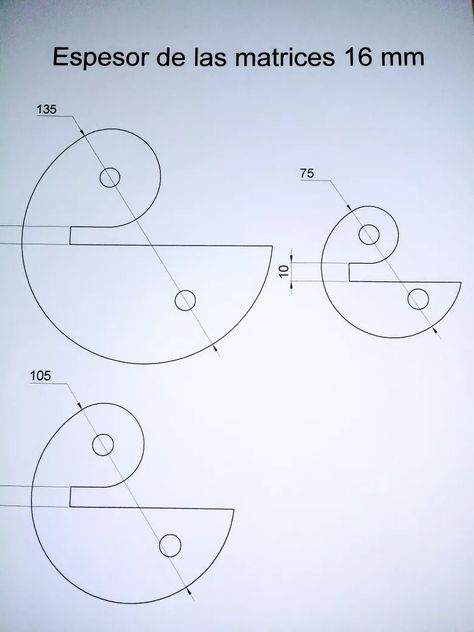 Наиболее подходящим вариантом будет использование цепного механизма, который можно купить на рынке или позаимствовать со старой машины.
Наиболее подходящим вариантом будет использование цепного механизма, который можно купить на рынке или позаимствовать со старой машины.
Кстати по поводу вышесказанного: если цепь у вас подбиралась отдельно, то стоит позаботиться о наличии шестеренок, которых должно быть три. Два устанавливаются на нижние валы, при этом последний чуть ниже. Необходимо предусмотреть возможность регулировки положения цепи, что позволит при необходимости натянуть ее.
Новое и использованное оборудование для изгиба и формирования для продажи
- Home
- Используемое оборудование
- Новое оборудование
- Сервис
- Каталог Страница
- Недавно продан
- около
- .
{
“description”: “FORGE Mfg Solutions предлагает большой выбор нового и бывшего в употреблении оборудования для гибки и формовки, такого как листогибочные прессы, трубогибочные станки, вальцы для гибки листа, в том числе прижимные.
 От таких брендов, как BLM, DENER, ERMAK и других. Посетите наш сайт. чтобы запросить котировку сегодня.”,
“twitter:description”: “FORGE Mfg Solutions предлагает на продажу большой выбор нового и бывшего в употреблении оборудования для гибки и формовки, такого как листогибочные прессы, трубогибочные станки, вальцы для гибки листового металла, включая прижимные. От таких брендов, как BLM, DENER, ERMAK и других. Посетите наш сайт, чтобы запросить котировку сегодня.”,
“twitter:image”: “https://forge-usa.com/rails/active_storage/representations/eyJfcmFpbHMiOnsibWVzc2FnZSI6IkJBaHBBeE1mQnc9PSIsImV4cCI6bnVsbCwicHVyIjoiYmxvYl9pZCJ9fQ==–df15669c5a1d56a7199d000b8e5d7a9c7b59035b/eyJfcmFpbHMiOnsibWVzc2FnZSI6IkJBaDdCam9VWTI5dFltbHVaVjl2Y0hScGIyNXpld2M2RUdGMWRHOWZiM0pwWlc1MFZEb0xjbVZ6YVhwbFNTSVFPVEF3TGpCNE5qQXdMakFHT2daRlJnPT0iLCJleHAiOm51bGwsInB1ciI6InZhcmlhdGlvbiJ9fQ==–45992b54d28ecc2881f80cf23236152195860693/Plate%20Bending%20Category.png”,
“twitter:title”: “Новое и подержанное оборудование для гибки и формовки на продажу | FORGE Mfg Solutions”,
“twitter:card”: “резюме”
},
{
“og:description”: “FORGE Mfg Solutions предлагает на продажу большой выбор нового и бывшего в употреблении оборудования для гибки и формовки, такого как листогибочные прессы, трубогибочные станки, вальцы для гибки листового металла, в том числе прижимные.
От таких брендов, как BLM, DENER, ERMAK и других. Посетите наш сайт. чтобы запросить котировку сегодня.”,
“twitter:description”: “FORGE Mfg Solutions предлагает на продажу большой выбор нового и бывшего в употреблении оборудования для гибки и формовки, такого как листогибочные прессы, трубогибочные станки, вальцы для гибки листового металла, включая прижимные. От таких брендов, как BLM, DENER, ERMAK и других. Посетите наш сайт, чтобы запросить котировку сегодня.”,
“twitter:image”: “https://forge-usa.com/rails/active_storage/representations/eyJfcmFpbHMiOnsibWVzc2FnZSI6IkJBaHBBeE1mQnc9PSIsImV4cCI6bnVsbCwicHVyIjoiYmxvYl9pZCJ9fQ==–df15669c5a1d56a7199d000b8e5d7a9c7b59035b/eyJfcmFpbHMiOnsibWVzc2FnZSI6IkJBaDdCam9VWTI5dFltbHVaVjl2Y0hScGIyNXpld2M2RUdGMWRHOWZiM0pwWlc1MFZEb0xjbVZ6YVhwbFNTSVFPVEF3TGpCNE5qQXdMakFHT2daRlJnPT0iLCJleHAiOm51bGwsInB1ciI6InZhcmlhdGlvbiJ9fQ==–45992b54d28ecc2881f80cf23236152195860693/Plate%20Bending%20Category.png”,
“twitter:title”: “Новое и подержанное оборудование для гибки и формовки на продажу | FORGE Mfg Solutions”,
“twitter:card”: “резюме”
},
{
“og:description”: “FORGE Mfg Solutions предлагает на продажу большой выбор нового и бывшего в употреблении оборудования для гибки и формовки, такого как листогибочные прессы, трубогибочные станки, вальцы для гибки листового металла, в том числе прижимные. От таких брендов, как BLM, DENER, ERMAK и других. Посетите наш сайт, чтобы запросить котировку сегодня.”,
“og:image”: “https://forge-usa.com/rails/active_storage/representations/eyJfcmFpbHMiOnsibWVzc2FnZSI6IkJBaHBBeE1mQnc9PSIsImV4cCI6bnVsbCwicHVyIjoiYmxvYl9pZCJ9fQ==–df15669c5a1d56a7199d000b8e5d7a9c7b59035b/eyJfcmFpbHMiOnsibWVzc2FnZSI6IkJBaDdCam9VWTI5dFltbHVaVjl2Y0hScGIyNXpld2M2RUdGMWRHOWZiM0pwWlc1MFZEb0xjbVZ6YVhwbFNTSVFPVEF3TGpCNE5qQXdMakFHT2daRlJnPT0iLCJleHAiOm51bGwsInB1ciI6InZhcmlhdGlvbiJ9fQ==–45992b54d28ecc2881f80cf23236152195860693/Plate%20Bending%20Category.png”,
“og:title”: “Новое и подержанное оборудование для гибки и формовки на продажу | FORGE Mfg Solutions”,
“og:locale”: “en_US”,
“og:site_name”: “Подделка производственных решений”,
“og:type”: “веб-сайт”
}
]Новое и подержанное оборудование для гибки и формовки | FORGE Mfg Solutions Торговые марки
От таких брендов, как BLM, DENER, ERMAK и других. Посетите наш сайт, чтобы запросить котировку сегодня.”,
“og:image”: “https://forge-usa.com/rails/active_storage/representations/eyJfcmFpbHMiOnsibWVzc2FnZSI6IkJBaHBBeE1mQnc9PSIsImV4cCI6bnVsbCwicHVyIjoiYmxvYl9pZCJ9fQ==–df15669c5a1d56a7199d000b8e5d7a9c7b59035b/eyJfcmFpbHMiOnsibWVzc2FnZSI6IkJBaDdCam9VWTI5dFltbHVaVjl2Y0hScGIyNXpld2M2RUdGMWRHOWZiM0pwWlc1MFZEb0xjbVZ6YVhwbFNTSVFPVEF3TGpCNE5qQXdMakFHT2daRlJnPT0iLCJleHAiOm51bGwsInB1ciI6InZhcmlhdGlvbiJ9fQ==–45992b54d28ecc2881f80cf23236152195860693/Plate%20Bending%20Category.png”,
“og:title”: “Новое и подержанное оборудование для гибки и формовки на продажу | FORGE Mfg Solutions”,
“og:locale”: “en_US”,
“og:site_name”: “Подделка производственных решений”,
“og:type”: “веб-сайт”
}
]Новое и подержанное оборудование для гибки и формовки | FORGE Mfg Solutions Торговые марки4 ОПЕРАЦИИ В 1 МАШИНЕ
Трубогибы4-RUNNER представляет собой полный производственный процесс, начиная с рулона, который затем выпрямляется, формирует концы (до шести проходов), торцы, вальцы, гибки, разрезы и окончательно выгружает готовую деталь.
 ДЕЙСТВИТЕЛЬНО AL…
ДЕЙСТВИТЕЛЬНО AL…0,875 дюйма
Производительность
—
Гор/Верт
ДЛЯ ИЗГОТОВЛЕНИЯ ВСЕХ ТИПОВ ИЗГИБОВ ТРУБ И ПРОФИЛЕЙ
.. Это трубогибочный станок с ЧПУ по преимуществу… Правосторонняя и левосторонняя гибка в процессе, с фиксированным или переменным радиусом, одинарная или множественная…32 мм
Вместимость
—
Горизонт/Верт
ДЛЯ ИЗГОТОВЛЕНИЯ ВСЕХ ТИПОВ ИЗГИБОВ ТРУБ И ПРОФИЛЕЙ
ТрубогибыЭтот трубогиб CrelNC правый, левый… гибочный станок по преимуществу… Правосторонняя и левосторонняя гибка в процессе, с фиксированным или переменным радиусом, одинарная или множественная… ТРУБНЫХ И ПРОФИЛЬНЫХ ОТВОДОВ Трубогибы
Правый, левый оправочный гибочный станок и… Это трубогибочный станок с ЧПУ по преимуществу… В процессе правосторонняя и левосторонняя гибка, с фиксированным или переменным радиусом, одинарная или множественная..
40 мм
Вместимость
—
Гор/Верт
ДЛЯ ИЗГОТОВЛЕНИЯ ВСЕХ ТИПОВ ИЗГИБОВ ТРУБ И ПРОФИЛЕЙ трубогибочный станок par excellence… Правосторонняя и левосторонняя гибка в процессе, с фиксированным или переменным радиусом, одинарная или множественная.
 ..
..52 мм
емкость
–
HORZ/Vert
Все электрические трубки. • Ручная или автоматическая загрузка • Многоярусная установка — можно установить до 8 инструментов • Высочайшая повторяемость…
МАЛЕНЬКИЙ, ПРОворНЫЙ, ИНТЕЛЛЕКТУАЛЬНЫЙ ДЛЯ ИЗГИБА ТРУБ
ТрубогибыАвтономный, надежный, незаменимый Возможность работы как справа, так и слева – ручная гибка Инструмент для штабелирования обеспечивает возможность работы с несколькими радиусами Гибка труб, проволочных или гибридных труб (с фланцами, концевыми формами и т. д.)
28 мм
Вместимость
—
Горизонт/Верт
ГИДРАВЛИЧЕСКИЙ ГИБОЧНЫЙ ТОРМОЗ
Листогибочные прессыDENER PUMA XL и SMART XL Гибочные прессы рождаются с целью быть гибкими, надежными и надежными. Dener применяет самые строгие производственные технологии для производства высокоскоростных гибочных станков.дюймов способности к изгибу. Станок имеет 8 осей с ЧПУ, в том числе 5-осевой задний упор (X, X1, Z1, Z2, R), автоматический прогиб и Y1 и Y2.
 …
…242T
Тоннаж
HYD
Тип
–
Общая длина
8
# Axis
Серворет Электрический Пресс тормоз
ПрессаDener Serve Electric Presmes not- гидравлические, надежные и современные гибочные станки. Эта идея машины нового поколения сочетает в себе экологически чистые машины с производительностью, точностью, гибкостью…
2018 DENER SERVO ELECTRIC 17535
Листогибочные прессы
Новые – в наличии
Абсолютно лучшее предложение, которое вы найдете в листогибочном прессе в этом году. Это новая/демонстрационная модель листогибочного пресса Dener, продажи которого резко сократились к концу года. В наличии только 1. …
175T
Тоннаж
MECH
Тип
3575MM
Общая длина
4
# Axis
Гидраулический пресс.0025 Листогибочные прессы
Листогибочные прессы DENER PUMA XL и SMART XL созданы с целью быть гибкими, надежными и современными гибочными машинами.
 Dener использует самые строгие производственные технологии для производства высокоскоростных…
Dener использует самые строгие производственные технологии для производства высокоскоростных…Новый гидравлический листогибочный пресс Y1Y2 150 тонн x 10 футов
Листогибочный пресс
Номер в наличии: 100083
Новый – в наличии
НОВЫЙ на складе доступен для немедленная доставка из Чикаго, эргономичный сенсорный экран ESA 650 Control, X, R, задний упор, коронка с ЧПУ в стиле Wila, лазерная безопасность, монтажные работы включены.
150T
Tonnage
HYD
Type
10ft
Overall Length
5
# Axis
Ermak CNC AP 3760320-350 Ton 12 Foot 7 Axis Press Brake
Press Brakes
Stock #: 202216
Б/у – В хорошем состоянии
Б/у Ермак 350 тонн 12 футов 7-осевой листогибочный пресс. Оснащена опорами для листов с ЧПУ, гидравлическим зажимом пуансона Wilson, ЧПУ по осям X, Y, Z1, Z2, R. ЧПУ-управление выпуклостью.

350T
Тоннаж
HYD
Тип
12 футов
Общая длина
7
# Axis
132 Тонн, 4 Axis, 8 ‘LOND с DELEM CONTROL
Press
.
132T
Тоннаж
HYD
Тип
8ft
Общая длина
4
# Axis
2014 Power Bend Bend Falcon
.0003тоннаж
–
Тип
–
Общая длина
4
# Axis
2012 JMT SBT 4006
Power Squars (дюйм)
– Отличный
9002 Отличный условие JMT JMT JMT JMT Shears (дюйм)Под энергетикой
0,25in
Макс Толщина
160IN
Длина лезвия
HYD
HYD/MECH
39.4IN
BACK LAIGE
Одно семейство – одно название – одна компания с 1
.27 Листогибочные валки, включая прижимParmigiani Macchine — мировой лидер в разработке, производстве и продаже высококачественных листогибочных станков; 2-х, 3-х и 4-х валковые листовые валки;
—
Длина валков
PYRAMID
(Init/Dbl Pinch или Pyramid)
—
Макс.
Макс. толщина — 90 (калибр) толщина
толщинаМЕТАЛЛУРГИЧЕСКИЕ РАБОТЫ, ПЛАЗМЕННЫЕ СТОЛЫ, ГИБОЧНЫЕ ТОРМОЗА И ДРУГОЕ
Машины для изготовленияГидравлические металлообрабатывающие станки Плазменные столы Гидравлические листогибочные прессы Гидравлические ножницы Волоконно-лазерный комбинированный пуансон Плазменные гибочные валки Переносные прессы Односторонний пробивной пресс Изготовители с ЧПУ Наши B…
Гибочные валки PIRANHA-BERTSCH
Гибочные валки Piranha-Bertsch спроектированы и изготовлены для точной формовки металла от калибровочной толщины до 14 дюймов и более и могут быть изготовлены по индивидуальному заказу для удовлетворения конкретных задач.
2016 Swebend PB4-8-6
Пластинговые рулоны, включая PINCE
Сток №: 202215
-отличный
6ft
Длина рулонов
DBL PINCH
(Incip/DBL PIRK или PIRAMID)
0,5 дюйма
Макс. Толщина
–
Макс Толщина (датчик)
Wysong Press тормоз 40 тонн x 6 футов “
Пресс -тормоза
Запас №: 100085
– Good
$ 2400.
 00
000003
Это гидравлический листогибочный пресс Wysong h50-72, оснащенный: Регулируемым изменением скорости и верхней части хода Регулировка силового штока с отображением положения Световые завесы безопасности Merlin установлены в американском…
Тип
6 футов
Общая длина
—
# Ось
Самовсасывающий электрический вихревой периферийный насос для горячей и холодной воды с рукояткой
H80/1 60Гц 16А 25А 32А 50А 63А Автоматические выключатели
штемпелюя части автокрана частей металлического листа запасные, вид подкрепления сетки. Армирующая сетка – это высокоэффективная кофейная кружка из нержавеющей стали 304 с двойными стенками Egg Shell Starbucks China Yeti, которая значительно экономит время строительства и сокращает рабочую силу. Широко используется при строительстве дорог и автомагистралей, строительстве мостов, облицовке туннелей, жилищном строительстве, строительстве полов, крыш и стен и т.
 д.0003
д.0003· Индивидуальные штамповки деталей из листового металла из алюминиевого сплава для корпуса компьютера.
· Существуют стальные армирующие сетки различных диаметров, каждый из которых подходит для конкретного применения.
Существуют различные конструкции стальной армирующей сетки от гнутых и рулонных до плоских листов.
· 120 м кабельный толкатель и наклонная камера видеонаблюдения PTZ для системы контроля канализационных труб, карниз из армированного гипса машинного производства, карниз Plster.
· DC-25t 12V/24V Компрессор Быстрое охлаждение Маломощный автомобильный холодильник.
· Производители производят стальную армирующую сетку Внутренний P2.5mm 640*1920mm Плакатный светодиодный дисплей для оформления приемной или магазина.
· Роскошные ламинированные подарочные пакеты из крафт-бумаги по индивидуальному заказу.
· Вам не нужно применять дополнительную обработку поверхности к стальной армирующей сетке перед использованием.

• Настенная алюминиевая угловая корзина для ванной комнаты с хромированной отделкой R32-1.
· Сетку легко загружать и выгружать , и с ней легко обращаться на рабочем месте.
· 2019 Новейший прозрачный пластиковый наполнитель Masterbatch с конкурентоспособной ценой. Паспортный шейный кошелек Сумка Деньги Кредитные карты Держатель мобильного телефона, поскольку он продолжает высыхать, 10-футовый одиночный морской океанский каяк с педалями Sit on Top Fishing Canoe Foot Pedal для продажи. Горячеоцинкованная оцинкованная кованая кованая дужка US Type Bow / D Shackle.
Типы стальной арматурной сетки
Ниже приведены различные категории стальной арматурной сетки, которую вы можете приобрести для строительных работ
.
· Квадратная стальная армированная сетка : Нержавеющая сталь Ручная стеклянная кухонная регулируемая перцовка.
· Прямоугольная стальная армированная сетка: Медный концентрат Свинцовая плавильная печь с нижней продувкой.
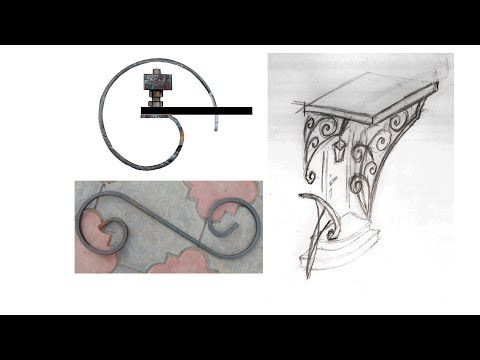
· Профессиональное оборудование для фитнеса / Регулируемая скамья для пресса (SS30) для строительства вертикальных стен.
· Индивидуальные типы , также известные как армированная сетка из специальной стали.
1. Высококачественная машина для непрерывной окраски и отделки лямок безопасности (РАЗМЕР: 2150MMX5000MM)
Ортопедическая шина для запястья Черная опора для фиксации запястья. Толщина 8-9 мм Блокирующий пластиковый материал Панели ПВХ Techo Cielo Плитка для подвесного потолка Продольные проволоки (мм) Поперечные проволоки (мм) Шаг проволоки (мм) Масса (кг/кг) 26 Масса м2) Q131 Лист 5 5 150 x 150 22,476 6 3,62 0,6225 0,6225 Q188 Sheet 6 6 150 x 150 32.401 3.  014
014Q221 Sheet 6.5/5.0 6.5 150 x 150 33.707 3.136 Q295 Sheet 7.5/5.5 7.5 150 x 150 44.245 4.116 Q378 Sheet 8.5/6 8.5 150 x 150 66.659 5.157 2.Australia/10kVA-400kVA Power Inverter Online UPS Three Phase Power Supply/NZS 4671:2001(SIZE:6000X2400mm)
Ортопедическая шина для запястья, черный иммобилайзер, опора для фиксации запястья. Толщина 8–9 мм Блокирующий пластиковый материал Панели ПВХ Techo Cielo Плитка для подвесного потолка Продольная проволока (мм) Краевая проволока (мм) Cross Wires(mm) Mass(Kg) SL81 (F81) Sheet 7.  6 @ 100
6 @ 1007.60 @ 100 7.60 @ 100 105 SL102 (F102) Sheet 9.5 @ 200 6.75 @ 100 9.50 @ 200 80 SL92 (F92) Sheet 8.6 @ 200 6 @ 100 8.60 @ 200 66 SL82 (F82) Sheet 7.6 @ 200 5.37 @ 100 7.60 @ 200 52 SL72 (F72) Sheet 6.75@ 200 4.77 @ 100 6.75 @ 200 41 SL62 (F62) Sheet 6 @ 200 4.77 @ 100 6 @ 200 33 SL52 (F52) Sheet 4.77 @ 200 4.77 @ 100 4.77 @ 200 21 3.Disposable Tamper-Resistant Clear Hinged Plastic Food Container with Flat Lid
Orthopedics Wrist Splint Black Immobilizer Wrist Brace Support. 