Сатинированная нержавеющая сталь что это: Как сатинировать нержавейку
alexxlab | 31.08.2020 | 0 | Разное
Как сатинировать нержавейку
Сатинирование металла — создание рисунка направленной шлифовки на поверхности металла.
Все мы знакомы с таким видом поверхности.
Направленную шлифовку делают в большинстве случаев на нержавеющей стали.
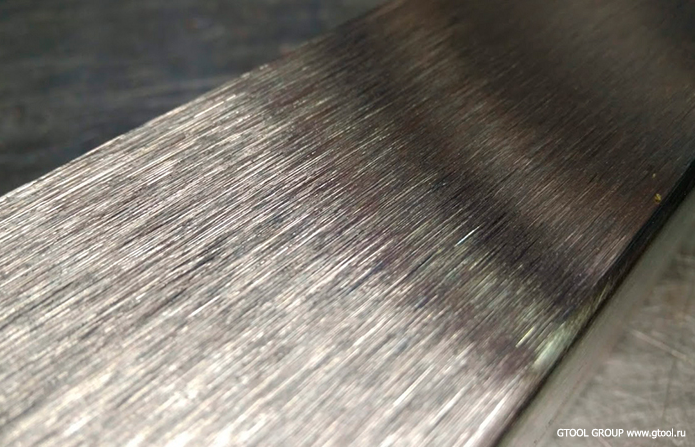
Сатинированный профиль из нержавеющей стали.
Или на латуни и аналогичным мягких металлах.
Сатинированная латунь.
Такой рисунок может наносится практически на любые формы поверхности, на плоские или скруглённые. Сатинирование придает равномерный вид большим поверхностям и изделиям в целом.

Сатинирование очень практичный вид поверхности и его очень удобно наносить на плоские изделия или близкие к плоскостям.
Например столешницы, металлические шкафы.

Сантехника из нержавейки.

Пищевое оборудование.


Изделия из нержавеющего профиля. Такие как торговое оборудование, мебель и так далее.

Сатинирование значительно практичнее полировки, дольше сохраняет свой внешний вид и за ним легче ухаживать.
Кроме того, его существенно проще получить, если знать как и чем это делается.
И сейчас я все расскажу.
ЧЕМ.

Абразивы и инструмент для сатинирования.
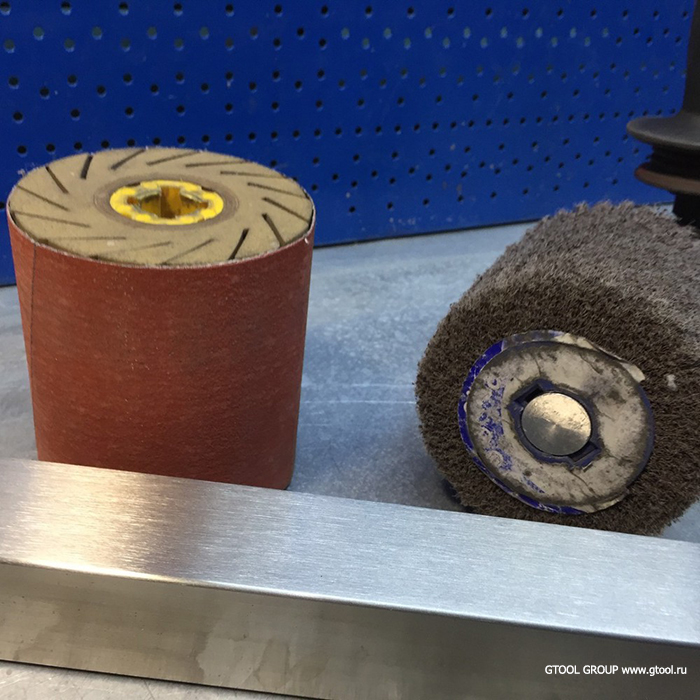
Шлифовальный барабан с гильзами.
Бывает двух видов — жесткий или надувной.
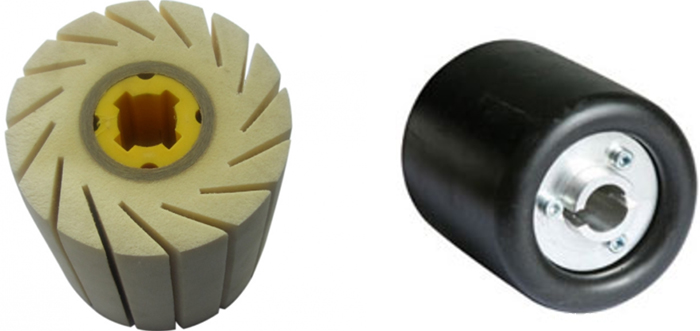
Жесткий и надувной барабаны для шлифования.
- Жесткий барабан обеспечивает лучшую плоскость, но не удобен при обработке неровных плоскостей. Имеет большой ресурс.
Эластичные шлифовальные барабаны Gtool
Новая статья от Шлифовальных Технологий: Эластичные шлифовальные барабаны Gtool
www.gtool.ru
- Надувной барабан мягче, и может нивелировать неровности поверхности, обходить их. Но не так долговечен.
Резиновые барабаны Gtool
Новая статья от Шлифовальных Технологий: Резиновые барабаны Gtool
www.gtool.ru
Барабаны используются для агрессивной, предварительной шлифовки, реже для финишного сатинирования.

С их помощью вы можете создать направленную шлифовку на поверхности после удаления сварного шва или предварительной шлифовки кругами. То есть из круговой риски сделать однонаправленную прямую, как на фото ниже.
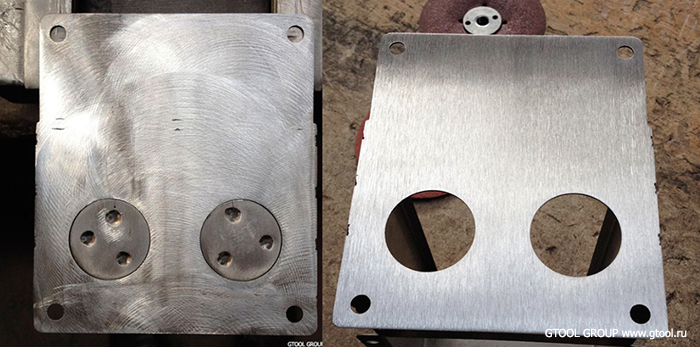
Шлифовка нержавейки. Зачистка сварных швов и направленная шлифовка поверхности.
Но шлифует не барабан, а шлифовальные гильзы:

Гильзы представляют собой замкнутое кольцо из абразивного полотна. Такая маленькая шлифовальная лента. И если у шлифовального барабана размер указывается по диаметру самого ролика (90 или 100 мм), то у гильз указывается длина окружности. То есть шлифовальная гильзы для барабана диаметром 90 мм будет иметь длину 295 мм.

Используя шлифовальные гильзы из разных абразивных материалов и разную зернистость, вы можете получать разнообразные виды поверхности.
Абразивные шлифовальные гильзы для барабанов (CR, ZK — керамика и цирконат).
- Служат для удаления следов грубой обработки металла после удаления шва, и для создания грубой направленной шлифовки.
- Удаляют грубые дефекты и царапины на поверхности металла.
В ряде случаев даже применяются для удаления сварного шва. Изготавливаются в зернистостях Р24 — Р180.
Больше всего сегодня используются гильзы с керамическим абразивным зерном (красные, бордовые). Они имеют высокую агрессивность и ресурс, и мало греют поверхность.
Ими как раз и наносят основной рисунок, удаляя при этом следы не направленной шлифовки или царапины. Чаще всего в ход идут зерна Р80 и Р120.

Шлифовальные гильзы 100*289, зерно Р80
Абразивные гильзы из материала Trizact 3M
- Cлужат для создания мелкой направленной риски на поверхности металла, удаления дефектов.
- Позволяют получить менее грубую в сравнении с традиционными абразивами поверхность, при этом не уступая в агрессивности.
- За счет широкого диапазона зернистостей позволяют подготавливать поверхность к полировке.

Шлифовальные гильзы из материала Тризакт 3М.
Как правило этот материал служит для получения более деликатного вида поверхности, более мелкого рисунка. Ряд пользователей использует эти гильзы вплоть до Р2000, чтобы подготовить поверхности к полировке. Но такие задачи встречаются значительно реже, чем грубое нанесение рисунка.
Шлифовальные гильзы из материала Scotch-Brite 3M.

Шлифовальные гильзы 100*295, зерно Coarse
Достаточно агрессивны чтобы удалить небольшие царапины и дефекты, но при этом дают гладкий финиш.
- Позволяют за один этап получить ровную шлифованную поверхность, приятную на ощупь и удалить дефекты (два в одном).
- Могут служить недорогой альтернативой шлифовальным валикам.

Гильзы из нетканого полотна совмещают в себе агрессивность абразивного зерна с мягкостью самой структуры нетканых материалов. при этом у них довольно плотное основание, которое позволяет оказать достаточное давление на зерно и на поверхность.
Нетканые гильзы весьма универсальный инструмент. А вид рисунка, который они позволяют получить очень часто похож на рисунок заводской шлифовки металлических поверхностей. За это их так любят те, кто занимается ремонтом и восстановлением например лифтовых стен и подобных изделий из больших шлифованных листов.
Лист отшлифованный гильзами скотч-брайт Medium.
Шлифовальные гильзы отлично создают направленную шлифовку, но часто оставляют грубую риску и переходы между слоями на поверхности. Кроме того такая грубая риска создает неровности, за которые легко цепляется пыль и остается на поверхности. Это ускоряет загрязнение поверхности, быстро портит ее внешний вид и за ней будет сложно ухаживать.
Необходимо поверхность доводить до более гладкого состояния, финишировать.
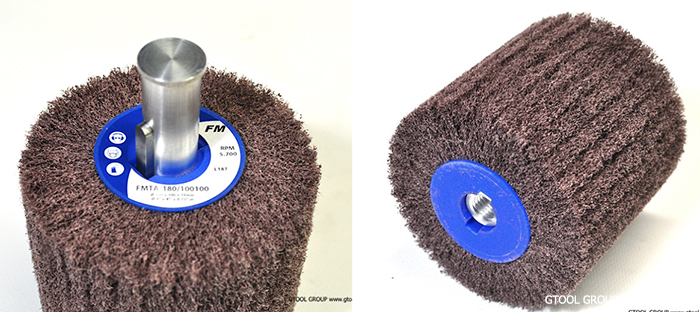
Для этого отлично подходят шлифовальные валики.
Шлифовальные валики из Scotch-Brite.

- Служат для финишной направленной шлифовки поверхности.
- Могут удалять очень небольшие (неглубокие) царапины и дефекты поверхности.
- Обеспечивают минимальные переходы, делают поверхность более равномерной и блестящей, приятной на ощупь.

Шлифовка профиля валиком Coarse (Р80)
Валики из нетканого полотна — это самый простой и удобный способ финиширования сатинированной поверхности. Он “размазывает” переходы между зонами шлифовки, которые видны после грубого абразивного зерна.

Переходы после грубой шлифовки гильзами Р80.
И заглаживает все грубые микро заусенцы на поверхности. Шлифовальные валики достаточно мягкие, чтобы огибать небольшие неровности поверхности и сглаживать их.
Они могут применяться и самостоятельно для нанесения мелкого рисунка шлифовки, если поверхность металла достаточно гладкая и не имеет крупных царапин.
Например валик зернистостью Coarse (P80) способен “перебить” рисунок после шлифовки кругами на липучке Р180–320.

Шлифовка валиком Coarse после Р180.
Комбинированные шлифовальные валики.

- Более агрессивны чем валики из Scotch-Brite за счет лепестков абразивного материала, но уступают по агрессивности шлифовальным гильзам.
- Одновременно выполняют две операции: удаление дефектов и финишное сатинирование.
- Удобны при применении на больших плоскостях.

Сатинирование комбинированным валиком.
Комбинированный валик так же отлично создает финишный рисунок. Риска получается более блестящей, чем от стандартного валика за счет лепестков абразивного полотна. Эти же лепестки могут снимать чуть больше металла, чем чистый “скотч-брайт” и удалять небольшие царапины.
Но комбинированные валики следует применять по поверхностям которые шире самого валика, или почти соответствуют его ширине. Иначе абразивные лепестки могут снашиваться не равномерно, а затем наносить не равномерный рисунок.
Все эти валики и барабаны устанавливаются на специальные УШМ или УШМ с регулировкой оборотов с помощью переходника М14.

Переходник вставляется в барабан или валик в пазы, и с обратной стороны накручивается на УШМ с установленным фланцем и притягивается к валу.
Бесключевой переходник для валиков BEL-03 — так это выглядит в сборе на УШМ.

Существуют и другие виды переходников, но этот самый простой и современный. Так же переходники могут иметь разую длину в зависимости от ширины валика — 50 и 100 мм.

Шлифовальная машина это отдельный вопрос, не будем его глубоко касаться. Скажем лишь, что самое главное — это правильные обороты. Все барабаны и валики для сатинирования работают в диапазоне 2500–3500 об/мин.
Превышение этих оборотов не увеличивает производительность шлифовки, но резко повышает скорость износа абразивного инструмента и риск поломки редуктора УШМ.
Материалов для сатинирования на самом деле еще больше. Все они тут:
Материалы для сатинирования металла от GTOOL.RU
Новая статья от Шлифовальных Технологий: Материалы для сатинирования металла от GTOOL.RU
www.gtool.ru
Это лучшие материалы, которые используются для создания направленной шлифовки на металле. Позже мы каснемся еще нескольких вспомогательных материалов.
Переходим к шлифовке.

Итак, перед обработкой основная площадь изделия может выглядеть по разному, и это определит дальнейшую последовательность обработки. Вот 3 распространенных варианта.
- Поверхность не обработана механически, имеет дефекты и раковины. Или изделие уже сварено и нужно зачистить сварной шов.
- Поверхность полированная или матовая, имеет очень высокий класс шероховатости.
- Поверхность уже имеет рисунок направленной шлифовки.
Первый вариант.
Как правило самый долгий и трудоемкий по времени обработки и количеству используемых материалов.
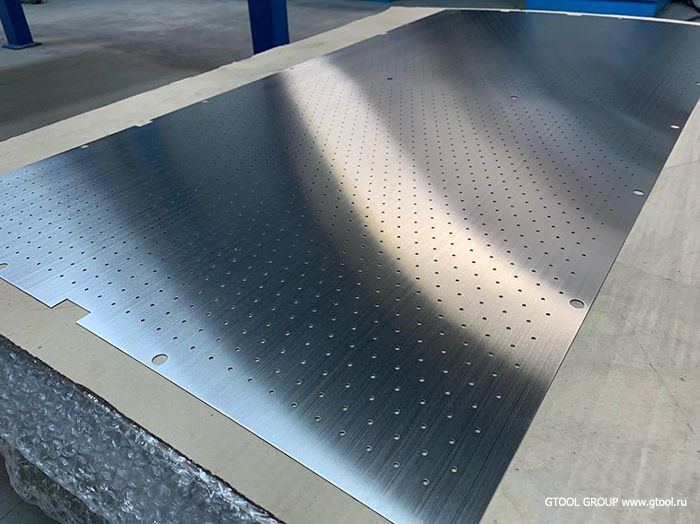
Не обработанная поверхность чаще всего встречается на нержавейке больших толщин — 3 и более мм. Выглядеть она может например так:

Необработанный лист нержавейки, 4 мм.
Если пытаться обработать его сразу финишными материалами для сатинирования, например валиками, то поверхность мало изменится. Останутся те же дефекты, с легкой направленной риской поверх.
Поэтому необходимо предварительно отшлифовать такую поверхность — снять неровный слой металла или сварной шов. Лучшим вариантом для большой плоскости будут фибровые круги с эластичной опорной тарелкой.

Фибровые круги
Можно использовать разное зерно для первого шага, все зависит от глубины имеющихся дефектов. Самый распространенный вариант зерно Р80 или Р120. Как правило оно отлично снимает нужный слой металла за минимальное количество проходов.

Поверхность после фибрового круга Р80.
После этого можно понизить шероховатость поверхности если необходимо до зерна Р120 или даже выше. Как в процессе полировки.
Затем нам нужно сделать рисунок на поверхности однонаправленным.
Используем шлифовальный барабан с гильзами. Я предпочитаю жесткий барабан 50011 и гильзы из керамического зерна.
Оптимальным будет следующее правило — используйте шлифовальную гильзу зернистостью на 1 шаг грубее шлифовального круга, который использовали до этого. Это позволит максимально быстро избавиться от круговой риски. Например после Фибрового круга Р120 используйте гильзу Р80.
Можно использовать и один размер зерна, или даже более мелкое, но учтите — это займет больше времени и ресурсов. Хотя и позволит получить более мелкий рисунок.

Шлифовка плоского листа барабаном с гильзой Р80.
Теперь поверхность получила направленный рисунок. Но он довольно грубый, если рассматривать его вблизи, на нем могут быть видны переходы. А самое главное — за эту грубую риску будет отлично цепляться различный мусор и грязь. Поэтому следует понизить эту шероховатость, загладить заусенцы.
Для этого и используются валики из нетканого материала. Благодаря объемной структуре с абразивным зерном валик мягко сгладит шероховатость и “размоет” переходы между слоями. Плюс поверхность станет выглядеть более матовой.

Вот такой получается результат. Сравните его с первоначальным видом.

Естественно, эта процедура может быть изменена любым образом по вашему желанию.
- Можно использовать надувной барабан, можно использовать валики других зернистостей или даже не валики, а шлифовальные головки. Не бойтесь экспериментировать.
- Начинать можно и с кругов на липучке подходящей зернистости. Главное, чтобы первый шаг убирал дефекты, от которых следует избавиться.
- Если царапины не слишком большие, то можно начинать сразу с Барабана с гильзами.

Вот один из подробных вариантов такого решения:
Сатинирование плоскости
Новая статья от Шлифовальных Технологий: Сатинирование плоскости
www.gtool.ru
Еще вариант.
На этот раз без барабана с гильзами.
Когда поверхность изделия не гладкая, а с порами и раковинами, то ее нужно предварительно подготовить к сатинированию валиками.

Не обработанный профиль из нержавейки.
Нужно снять верхний слой металла и сделать риску достаточно мелкой, чтобы валик зернистостью Coarse P80 смог перебить ее.
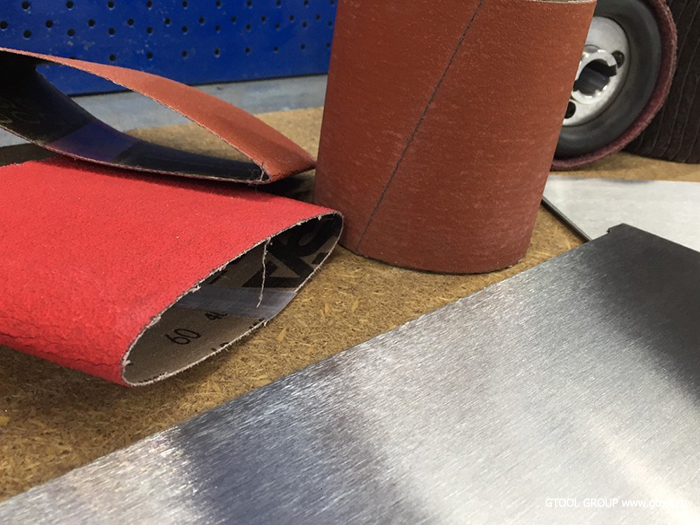
Отличным решением будут новые круги на липучке Gtool, зерно Р150 или 180, в зависимости от грубости поверхности.

Шлифовальные круги JS 997 d125, на липучке, зерно P150
Тут очень важно соблюдать правильную технику — направление шлифовки кругами должно быть близко к направлению шлифовки валиком. То есть следы от шлифовального круга должны идти вдоль профиля, а не поперек.
Такая техника существенно упростит и ускорит последующее сатинирование валиком.
После круга Р150 вы сможете нанести рисунок сразу на поверхность и получить идеальный результат.
Профиль до и после обработки липучками Р150 и валиком Coarse.
То же самое можно сделать с использованием шлифовального барабана и гильз, без липучки. Тогда вы получите более грубый рисунок.
Профиль после шлифовки барабаном с гильзой Р120 и валиком Coarse.
Еще вариант:
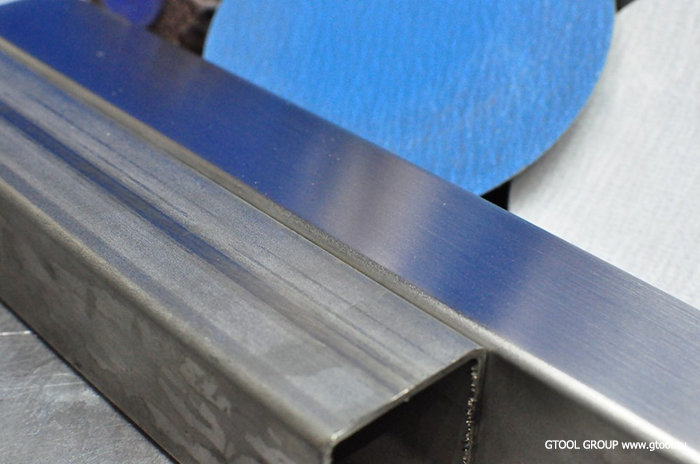
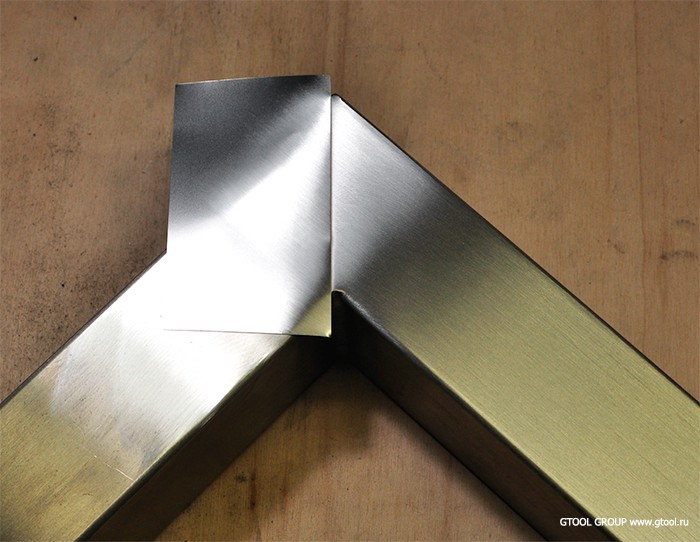
Когда у Вас сварное изделие из уже шлифованного профиля.

На фото видно, что профиль уже имеет направленный рисунок. Поэтому нам нужно обработать только зону сварного шва.
Это снова можно сделать кругами на липучке:
И после Р180 вы снова можете наносить рисунок валиком Coarse (P80) и даже сделать красивую границу с помощью металлического скотча.
Более подробно со всеми ссылками тут:
Стык 45° на шлифованной нержавейке. Упрощенная технология.
Новая статья от Шлифовальных Технологий: Стык 45° на шлифованной нержавейке. Упрощенная технология.
www.gtool.ru
Есть примеры аналогичной обработки, но с использованием барабанов с гильзами.
Сатинирование нержавейки
Новая статья от Шлифовальных Технологий: Сатинирование нержавейки
www.gtool.ru
Что еще?

Шлифовальный лист GTOOL 100×200мм, зерно Coarse (P60–80)
Шлифовальные листы и рулоны.
Очень важная и полезная часть процесса сатинирования.
Листы из нетканого полотна очень помогают при самой финишной обработке — ими растирают переходы между слоями обработки, делают поверхность более равномерной, наносят сатирование на внутренних стыках и даже полностью сатинируют поверхности.

Как видите — вариантов сатинирования множество. Все зависит от начального качества поверхности, от финиша который вы хотите получить и от вашего инструмента и возможностей.
И вот еще подборка готовых решений обработки поверхностей сатинированием:
Очень грубая шлифовка
Новая статья от Шлифовальных Технологий: Очень грубая шлифовка
www.gtool.ru
Сатинирование вручную
Новая статья от Шлифовальных Технологий: Сатинирование вручную
www.gtool.ru
Сатинирование металла лепестковыми головками
Новая статья от Шлифовальных Технологий: Сатинирование металла лепестковыми головками
www.gtool.ru
Шлифовка нержавейки. Зачистка сварных швов и направленная шлифовка поверхности.
Новая статья от Шлифовальных Технологий: Шлифовка нержавейки. Зачистка сварных швов и направленная шлифовка…
www.gtool.ru
И несколько полезных видео:
Самые актуальные новости в наших соцсетях и на нашем канале:
Gtool Group Youtube
https://www.facebook.com/Gtoolgroup/
https://www.instagram.com/gtool.ru/
Сатинирование нержавейки, шлифовка, матирование | Малый бизнес
Автор admin На чтение 4 мин. Просмотров 2.3k. Опубликовано Обновлено
В статье видео с сатинированием нержавейки.Сатинирование или матирование или шлифовка нержавейки осуществляется путем нанесения на металл риски. При этом создается матовый эффект поверхности металла.
Таким способом можно полировать и шлифовать не только нержавейку, но и любой металл. Разница лишь в твердости металла, на железо вы больше времени и расходников потратите чем на нержавейку, возможно даже разницу не заметите, только на больших объемах. Латунь и медь можно и без шлифовки заполировать, но все равно лучше пройтись наждачкой, а чугун вообще плохо поддается полировке. Также другие металлы поддаются воздействию внешней среды, железо ржавеет, латунь и медь темнеет. Так что другие металлы нужно хромировать или покрывать лаком.
Подпишитесь на рассылку, чтобы не пропустить новые статьи и чертежи:В одной из следующих статей я хочу показать полное изготовление ограждения из профильной трубы 50х25мм. Ограждение будет матовым. Шлифовано методом сатинирования.
В этой статье я покажу как сатинировать различные элементы ограждения.
Сатинирование (шлифовка) круглой трубы нержавейки
На видео процесс матирования (шлифовки) трубы нержавейки. Обычно абразивные барыги для такой шлифовки предлагают специальные шлифовальные машинки, типа такой как на фото ниже

Но мы то понимаем что это обычная болгарка с регулировкой скорости и с насадкой. Естественно мы заколхозили такую насадку. Т.к такие машинки стоят не малых денег. Хотел снять размер этой приблуды, но она не универсальна, поскольку болгарки разные. Картинка приблуды ниже, можете купить шлифовальную ленту и соорудить свою насадку по ленте



Лента выглядит так

После сатинирования трубы я обработал шов. Про обработку шва я писал статью с видео ЗДЕСЬ.
Видео — сатинирование (шлифовка) круглой трубы из нержавейки
Сатинирование(матирование) соединения трубы из нержавейки после фрезеровки
Трубы сварены перпендикулярно, одна труба фрезерована. Это имитация соединения поручня и стойки ограждения.
Продольное сатинирование (шлифовка) профильной трубы из нержавейки
С продольным сатинированием таже история что и с поперечным. Барыги предлагают дорогие шлифовальные машинки типа той что ниже

Опять же мы видим что это болгарка с регулировкой скоростей, а городить такую приблуду как на фото не нужно. Нужно выточить переходник на шлифовальный валик. Просто берете валик и точите под него переходник который накрутится на вашу болгарку.
Техника обработки сварного шва все там же, ЗДЕСЬ
Видео. Сатинирование (матирование) профильной трубы из нержавейки
Два видео, на одном прямоугольная труба на другом квадратная. Оба варианта имитируют поручни ограждения из профильной трубы.
После обработки сварного шва на видео я использую малярный скотч. Абразивные барыги для этих целей предлагают металлический скотч, очередной вариант выкинуть деньги на ветер.
Сатинирование стыка наполнения и стойки профильных труб
В следующем видео я попытался сымитировать из подручных средств стык профильной стойки и профильного наполнения ограждения

Это внутренние швы. ДЛя обработки используется круг scotch-brite 3M exl. Перед шлифовкой лучше заточить как на видео.

Видео матирование наполнения из нержавейки
Низ стойки ограждения из нержавейки, матирование
Здесь я обрабатываю сварные швы на стыке стойки и платика. Имитация низ стойки.
После круга scotch-brite 3M exl, перед финишной обработкой я полирую шлифовку войлоком.
Заключение
Во всех видео для финишной обработки я использую шлифовальные листы скотчбрайт

Удачных тренировок!!!
Сатинирование нержавейки

Сатинирование (направленная шлифовка) – это один из самых распространенных способов обработки поверхности изделий.
У этого способа есть очевидные преимущества:
- Сатинирование один из самых простых и быстрых способов обработки поверхности.
- Сатинированная поверхность менее притязательна и требует меньше ухода, чем полированная или матированная.
В этой статье я подробно опишу чем и как сделать направленную шлифовку поверхности на нержавейке (или любом другом металле), и расскажу как получить красивый и идеально ровный стык рисунка шлифовки в 45 градусов.
Итак, поехали.
Необработанное изделие.
Для всего процесса обработки мы будем использовать шлифовальную машину Metabo Quick Inox (подробный обзор по ссылке).
Это специализированная машина для обработки нержавеющих сталей и других металлов, и она обладает всеми необходимыми характеристиками и имеет высочайшее качество.
Шаг 1. Зачистка сварного шва.
Для зачистки сварного шва на плоских поверхностях идеальным решением являются фибровые круги.
Для зачистки небольшого шва на тонкой нержавеющей стали используем фибровые круги VSM Р120 (с керамическим зерном, чтобы избежать перегрева металла).
Рекомендуемые обороты – 7000 об/мин.
Для работы с более толстой нержавейкой или другими металлами рекомендую использовать Фибровый круг G-grind диаметр 125мм, зерно P120.


Зачистка сварного шва на плоскости.
После удаления шва фибровым кругом, мы получаем ровную плоскую поверхность и переходим к следующему этапу.
Шаг 2. Понижение шероховатости в зоне зачистки шва.
На этом этапе нам нужно понизить риску после фибрового круга Р120.
Это необходимо для упрощения последующей обработки шлифовальным барабаном и валиком.
Для этого мы используем Шлифовальные круги Velcro с материалом Trizact™ (3M) d125, зерно A65 с мягкой опорной тарелкой.
Материал Trizact™ (3M) легко удаляет риски от предыдущего этапа обработки и подготавливает поверхность для последующего шлифования.
Рекомендуемые обороты – 4000 об/мин.

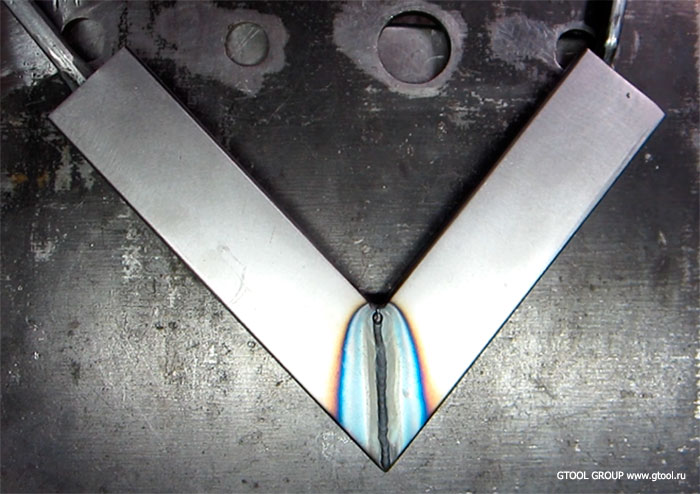
Шаг 3. Создание направленной шлифовки и получение ровного стыка под 45 градусов.
Для создания рисунка направленной шлифовки будем использовать Жесткий барабан для шлифовальных гильз и Шлифовальные гильзы 100*289, зерно Р120.
Барабан ставиться на шлифовальную машину с помощью специального переходника.

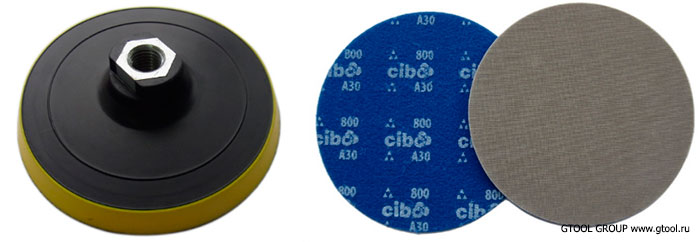
Но перед началом шлифовки барабаном мы должны приступить к формированию красивого стыка рисунка шлифовки. В этом нам поможет Скотч металлический Cibo, для сатинирования 5000x40x0,15 мм
Нужно отрезать кусочек скотча, достаточный по длине и приклеить его аккуратно на стыке, как показано на фото.

Теперь аккуратно приступайте к шлифовке свободного участка.
- Барабан должен вращаться в направлении от скотча, чтобы не задрать его и не отклеить или деформировать.
- Используйте умеренный прижим, потому что скотч имеет очень небольшую толщину 0,15 мм и может легко быть сошлифован агрессивным абразивным материалом.
Шлифуйте до тех пор, пока не получите равномерный рисунок на всей свободной половине изделия.
Рекомендуемые обороты – 2500 об/мин.

После этого переклейте скотч на уже обработанный участок, параллельно линии рисунка и повторите операцию на второй половине.


Теперь мы можем приступить к заключительному шагу.
Шаг 4. Финишное сатинирование валиками из нетканого материала.
Финишное сатинирование:
- Сглаживает грубые риски от предварительной шлифовки.
- Удаляет переходы между зонами шлифовки.
- Делает поверхность более равномерной и уменьшает блеск.
Если Ваше изделие состоит из профиля шириной менее 50 мм, то удобно использовать Шлифовальный валик FMTA/80/10050, для сатинирования, зерно coarse с переходником для УШМ.
Если профиль шире 50 мм, то используйте Шлифовальные валики, для сатинирования, зерно coarse шириной 100 мм.

Не убирая металлический скотч с поверхности, обработайте открытую половину так же как шлифовальным барабаном. Затем переклейте скотч, и повторите операцию.
Рекомендуемые обороты – 2500 об/мин.

Удалите скотч с поверхности. Наслаждайтесь.


Пара общих рекомендаций:
- Для удаления шва вы можете использовать более грубое зерно, но тогда вам потребуется использовать более грубые зерна на следующих этапах.
- Скотч металлический Cibo – это многоразовое изделие. Вы можете использовать один кусочек несколько раз, если будете беречь его от перегрева (чтобы защитить клеящий слой) и беречь его от грубых абразивных зерен (чтобы защитить металлическую часть).
- Вы можете получить любой угол на стыке рисунка, наклеив металлический скотч под другим углом.
Наглядно весь процесс на видео ниже:
Сатинирование нержавеющей стали: обработка и шлифование нержавейки
Там, где зеркальный блеск неуместен, отлично смотрится сатинированная нержавеющая сталь. Она выглядит не менее эффектно, чем глянец, но более практична. Применяется в промышленности и некоторых иных сферах. Современные технологии позволяют создать практически любую фактуру поверхности, в зависимости от целей использования и требований заказчика.
 |
Как добиться необходимого эффекта? Чтобы сатинировать нержавеющую сталь по ГОСТ, можно использовать как ручной, так и механический способ обработки. В первом случае применяют шлифовальные листы, во втором – ленточные напильники, барабанные пневматические шлифмашины и другое оборудование. Сатиновая поверхность не боится царапин, а потому сохраняет великолепный внешний вид намного дольше, чем полированная до блеска.
Шлифованная нержавеющая сталь
При изготовлении отдельных металлических деталей и декоративных изделий может требоваться воронение нержавеющей стали. Для этого применяются химический и электрохимический методы, специализированные растворы. Химическая обработка возможна щелочами с применением специальных катализаторов, кислотами. Также используют воронение термическим способом в аммиачной, солевой и других средах. Наиболее распространенный вариант предполагает обработку металлических изделий в растворах солей металлов.
В некоторых ситуациях требуется противоположный эффект на поверхности. Применяется отбеливание с применением кислотных растворов. Обычно это растворы азотной, либо соляной кислоты.
Обработка нержавейки
Существует множество вариантов обработки поверхности листов. Первый – матирование нержавеющей стали. Технологии применяются разные:
- Финишная пескоструйная и стеклоструйная обработка (стеклянным гранулатом). Необходима для удаления рельефа, способного удерживать на поверхности грязь, следов побежалости, точечной сварки;
- электролитно-плазменный метод;
- различные пасты для стальных поверхностей.
Также применяется пассивация нержавеющей стали – технология, позволяющая восстановить защитные свойства материала, улучшить устойчивость перед коррозией. Выбор раствора зависит от состава материала. Если в нём высокое содержание хрома, применяется азотная кислота. Для изделия с большим кол-вом никеля лучше подойдет азотная к-та с бихроматом натрия.
Один из распространенных методов обработки – химическое травление нержавеющей стали. Его нередко применяют в качестве подготовительного этапа для других методик. Вариантов несколько – кислотный, кислотный с электролитом, щелочной. Пассивацию также можно назвать одним из способов травления. Если вас интересуют подобные услуги, обращайтесь в компанию «Региональный дом металла».
Обработка нержавейки методом сатинирования
Особенности технологической обработки
Сатинированная поверхность может получиться при обработке самыми разными абразивными материалами, однако есть один, который позволяет выполнить всю операцию по одношаговой схеме – это Scotch-Brite™.
Хорошим примером станет вариант сатинирования поверхности, которая имеет сечения в виде прямого угла со сварочным швом в 45˚. На разных сторонах угла направление рисок будет перпендикулярным. Основным итогом этого задания, будет обеспечение ровной линии стыковки рисок разных по направлению в месте нахождения сварочного шва.
Для выполнения работы выбираем шлифовальную ленту Scotch-Brite™ SC-BL A MED. В зависимости от того, какую конфигурацию риски мы хотим получить, возможно, применение ленты с разной зернистостью.
Примечание. Ограничения по максимальной скорости вращения ленты 15-20 м/с или 3400 об/мин.
1. Начальным этапом по обработке, станет процесс удаления сварного шва, царапин и прижогов, после чего, производится обработка всей детали для удаления последствий предыдущей обработки с целью получения однообразной текстуры.
2. Вторым шагом станет разметка линии стыковки рисок разного направления, для этого мы воспользуемся алюминиевой лентой 3М™ (или её аналогом). Наклеим ленту по линии стыковки. Желательно наклеить ленту в несколько слоёв. Продолжаем обработку до получения структуры имеющей однородную поверхность. Обработка производится движениями возвратно-поступательного характера, с небольшим нажимом и в одном направлении.
3. Закончив сатинирование одной части прямого угла, переносим ленту на уже обработанную поверхность – по линии состыковки, и проводим операцию по сатинированию аналогично первой стороне.
Бывают случаи, когда сатинированная поверхность в ходе эксплуатации получает повреждения и нуждается в восстановлении. В этом случае, возможность использования инструмента может быть ограничена. При таком раскладе на помощь приходят шлифовальные листы Scotch-Brite™.
Если вы не помните зернистость материала, который применялся при первоначальной обработке, воспользуйтесь способом ручной подборки (желательно на таком же материале, что и оригинал). На начальном этапе, выбираем абразивный лист с наименьшей зернистостью и начинаем подборку. Если результат, полученный в процессе обработки не соответствует необходимым критериям качества поверхности, тогда применяем лист с большей зернистостью и производим повторную шлифовку, до получения нужного качества поверхности. Останавливаем свой выбор на листе, имеющем набольшую схожесть с требуемым рисунком. Для получения наиболее качественной поверхности рекомендуется использование шлифка 3M™ Twist-Lok™.
Техническая информация
Шлифовальные ленты Scotch-Brite™ SC-BL (слабо растяжимые) для финишных операций по металлу и дереву.
Брошюры
Каталог инструмента и оборудования 3M™
Листы и рулоны Scotch-Brite™ для ручной шлифовки
Рекомендации по технике безопасности
При выполнении работ по шлифованию поверхностей неукоснительно придерживайтесь соблюдения правил техники безопасности.
Перед тем, как начать работу:
- Обратите внимание на необходимость согласования рабочей максимальной скорости вращения применяемого инструмента с ограничениями указанными на применяемых абразивных материалах.
- Убедитесь в надёжности крепления барабана шлифмашины до момента её включения.
Шлифование и сатинирование изделий из нержавеющей стали в СПб


Услуги шлифовки металла сегодня обязательная часть технологического процесса для многих производств. В ООО «АЦИА» шлифуют любые металлы: нержавеющую сталь, алюминий, медь, латунь и т. д. Компания «АЦИА» имеет достаточный объем производства и профессионализм, чтобы работать с гигантами рынка в области машиностроения, торговли, производства. Если необходима шлифовка металла срочно – гарантируем оперативность и выгодные условия.
Шлифование
Чтобы точно передать словами информацию об уровне гладкости металлической поверхности, используется такая характеристика, как класс шероховатости. Если этот показатель довести до максимума, то поверхность обрабатываемого материала станет зеркальной.
Шлифование нержавеющей стали и других металлов осуществляется абразивным методом – внутренняя и внешняя поверхность изделия обрабатывается абразивными веществами с различной фракцией зерна.
Шлифовка проходит в несколько этапов. Обработка начинается с грубого шлифования крупнозернистыми материалами. Диаметр зерна постепенно уменьшается. На финальной стадии шлифования используются войлочные валки для самого тонкого этапа работы.
Сатинирование
Компания АЦИА занимается сатинированием нержавеющей стали. Это экономичный и эстетичный метод обработки. Сатинированный металл отличается красивым «рисунком» направленной риски. После сатинирования на стали практически незаметны загрязнения и повреждения, которые обычно появляются в процессе эксплуатации.
Для использования данной технологии необходимы специальные шлифовальные материалы, которыми будет проводиться обработка. Сатинирование нержавейки подразумевает снятие верхнего слоя, благодаря этому итоговое изделие получает красивый штриховой узор. Чем более зернистый инструмент, тем более матовой будет поверхность
АЦИА – надёжный подрядчик
Наша компания заботится о репутации и налаживает крепкие деловые связи. В АЦИА вы можете не только заказать шлифование металла в СПб, но и его дальнейшую полировку. Компания полностью оборудована для выполнения полного цикла работ по обработке металла, в частности нержавейки. Гарантия качества – новейшее оборудование, профессионализм работников и безупречная репутация.
«АЦИА» не только работает с гигантами рынка, но и выполняет частные заказы по шлифовке и обработке металла. Специалисты компании выполняют шлифование металла в СПб, однако поставки готовой продукции возможны по ЛенОбласти и Северо-Западному региону.

Спасибо за вашу заявку.
Ожидайте обратной связи от нас.
Нужна консультация или расчет?
Отправьте заявку, мы свяжемся с вами в течении 30 минут.
Сатинирование листов из нержавеющей стали в Москве
Прайс на сатинирование листов
| ШЛИФОВКА, ПОЛИРОВКА, САТИНИРОВАНИЕ | |||||||
| Шлифовка R60, 180, 220, 320, 500, 1000 | Полировка зеркало | Сатинирование R180 | |||||
| Лист х/к, цветмет | |||||||
| 2500,00 руб/м2 | 7000,00 руб/м2 | 2800,00 руб/м2 | |||||
| Лист г/к | |||||||
| 3250,00 руб/м2 | 9100,00 руб/м2 | 3640,00 руб/м2 | |||||
| Полоса, уголок, квадрат | |||||||
| 10- 50мм | 180,00 руб/м2 | 220,00 руб/м2 | 350,00 руб/м2 | ||||
| Свыше 50мм | договорная | договорная | договорная | ||||
| Труба круглая | |||||||
| ф 8-20мм | 270,00 руб/м2 | 351,00 руб/м2 | договорная | ||||
| ф 21-40мм | 290,00 руб/м2 | 377,00 руб/м2 | договорная | ||||
| ф 41-60мм | 350,00 руб/м2 | 455,00 руб/м2 | договорная | ||||
 Сатинирование листов в Москве
Компания “БВБ-Механика” оказывает услуги сатинирования листов. Уточнить актуальную стоимость услуг можно по телефону: +7 (499) 288-21-35 или по e-mail [email protected]. Также вы можете оставить заявку на сайте, воспользовавшись формой “Заказать”.
Сатинирование листов в Москве
Компания “БВБ-Механика” оказывает услуги сатинирования листов. Уточнить актуальную стоимость услуг можно по телефону: +7 (499) 288-21-35 или по e-mail [email protected]. Также вы можете оставить заявку на сайте, воспользовавшись формой “Заказать”.180 9100 р.
Обработка плоского металлического полуфабриката путем снятия верхнего слоя покрытия специальными шлифовальными приспособлениями называется сатинированием листов.
Особенности и методы сатинирования металлической продукции
Направленная шлифовка является распространенным, недорогим способом изменения внешнего вида изделия. Металлический лист с нанесенным на поверхностный слой узором требует минимального ухода и имеет атласный внешний вид.
На производственных предприятиях технология сатинирования поэтапно выглядит следующим образом:
- с верхнего слоя заготовки удаляются неровности, сварные швы, царапины;
- происходит зачистка листа до придания ему абсолютной гладкости;
- намечается стыкование рисунка с помощью специальной ленты из алюминия в несколько слоев;
- на поверхность пневмоинструментом наносится узор;
- лента удаляется, отшлифованная заготовка обрабатывается.
- небольшие загрязнения, образующиеся в ходе нанесения рисунка, удаляются.
Обработка поверхности листа в масштабах завода происходит с применением пневматического напильника и пневматической техники барабанного типа. Это позволяет с высокой скоростью наносить на изделие риски.
Шероховатость готового сатинированного изделия зависит от выбранного диаметра зерна. Чем больше диаметральный показатель, тем матовее получается законченный продукт. Параметры зернистости варьируются от 240 до 320 мкм.
Существует ручной способ нанесения штрихового узора, который считается более энергозатратным. Для этого используют шлифок или плоский шлифовальный инструмент. При ручном способе сатинирования листов рисунок обретает уникальность, что повышает себестоимость готового изделия.
Преимущественными показателями сатинированного полуфабриката принято считать
- долговечность;
- устойчивость к коррозионному налету;
- эстетичный внешний вид готового продукта;
- простота обслуживания;
- устойчивость к повреждениям и перепадам температур;
- дешевизна;
- возможность нанесения рисунка по персональному заказу;
- широкий выбор вариантов штрихового узора.
Применение сатинированных листов
Широкое распространение шлифованное изделие получило в таких сферах человеческой деятельности, как:
- машиностроение;
- горнодобывающая промышленность;
- изготовление инструментов;
- судостроение;
- производство бытовой техники;
- декорирование;
- создание интерьеров;
- изготовление мебельной продукции.
Сатинированные листы применяются при оформлении клинков ножей, созданных по персональному заказу. Наблюдается высокий спрос на изделия с узором в виде риски при изготовлении мобильных переносных устройств: шероховатая поверхность позволяет сохранить привлекательный внешний вид изделию, не скользит на гладких поверхностях и скрывает полученные в ходе эксплуатации недостатки.
Высокая устойчивость к коррозионному налету позволяет использовать сатинированный элемент на открытых территориях с перепадами температур и повышенной влажностью: декорирование входной группы коммерческих зданий, облагораживание личных садовых участков, оборудование банных комплексов.
Как нанести сатинировку на нержавеющую сталь
60000 тем вопросов и ответов – образование, алоха и развлечениятема 6434
Обсуждение началось в 2000, но продолжаться до 2018 года
2000 г.В. Как получить матовую поверхность на кухонной мойке из нержавеющей стали ? Можно ли это сделать после зеркальной полировки?
мохит кумар– Нью-Дели, Индия
—-
Ред. Примечание: эта конкретная нить в первую очередь «ориентирована на промышленность», то есть в ней обсуждаются механические и / или химические способы нанесения сатинированной отделки на фабрике.
Если вы потребитель, больше озабоченный устранением царапин на мойке, приборе и т. Д. Из нержавеющей стали, лучше начать с буквы 4148 «Удаление царапин с приборов из нержавеющей стали» или буквы 11404 «Царапины на матовой нержавеющей стали» . Если вы пользуетесь поисковой системой, у нас есть десятки обсуждений на такие темы, и вы, вероятно, получите лучшие результаты, если включите слово «царапина» в свой поисковый запрос.
2000 г.
A. Есть несколько способов получить матовую поверхность нержавеющей стали.Дешевый способ, флизелиновые круги для удаления заусенцев, затем системы абразивоструйной очистки с использованием самых мелких частиц, затем вы можете использовать оборудование для массовой отделки с использованием сухих органических материалов; однако вам понадобится большая машина объемом не менее 10 куб. футов. емкость, может быть больше в зависимости от размера вашей детали. Метод, который вы используете, действительно зависит от объема деталей, которые необходимо обработать, и типа отделки, которую вы ищете.

AF Kenton
Хатборо, Пенсильвания,
2000 г.
А.Правда нет. 4 сатинировки (зернистость 180) производятся серийно на специальных полировальных станках в листовой форме.
 Майкл Лю Тейлор
Майкл Лю Тейлор дистрибьютор специальной нержавеющей стали
Даллас, Техас
Как выполнить сатинирование нержавеющей стали с помощью химикатов HNO3 / HF?
2006 г.В. Я ХОЧУ ПОЛУЧИТЬ САТИНИРОВАНИЕ ИЛИ ТУСКУЮ ОТДЕЛКУ НЕРЖАВЕЮЩЕЙ СТАЛИ. Я пришел к выводу, что это можно сделать СМЕШИВАНИЕМ АЗОТНОЙ КИСЛОТЫ И HF. МОЖНО ЛИ ЭТО СДЕЛАТЬ? ЕСЛИ ЭТО – КАК СДЕЛАТЬ ПРОЦЕСС? ПОЖАЛУЙСТА, ДАЙ МНЕ ЗНАТЬ.
SRINIVAS SUSARLA– ИНДИЯ
8 января 2010 г. – эта запись добавлена в эту ветку редактором вместо создания дублирующейся ветки.
В. Я начал производство архитектурной фурнитуры из нержавеющей стали и хочу знать, что такое матовая отделка и как мы можем этого добиться.
Анубхав ГуптаДизайнер продукта – Нью-Дели, Дели, Индия
2006 г.
A. Сатин – это то, что заказчик считает сатинированным. Обычно для нержавеющей стали она менее глянцевая, чем полированная поверхность, с однонаправленной (линейно-зернистой) отделкой щеткой, имеющей поперечное Ra около 0.5 мкм.
См. Отделку № 6 по ASTM A480 [affil. ссылка на спецификацию на Techstreet] в разделе «Специальные покрытия для нержавеющей стали» на сайте http://www.ssina.com, а также покрытия 1K и 2K согласно EN 10088, часть 2 в «Руководстве по отделкам из нержавеющей стали» на сайте http: // www. euro-inox.org
Раствор азотно-плавиковой кислоты используется для травления (для удаления тепла или окалины). Растворы HCl, HF или нагретый h3SO4 могут привести к матовому (матовому, белесому) покрытию. Затем их следует пассивировать в подходящем растворе азотной или нагретой лимонной кислоты.
Возможно, лучше всего покупать сатинированную и матовую (например, № 2D) нержавеющую сталь и только ретуши, оставленные при изготовлении вашего продукта.
Кен Влах– Голета, Калифорния

Finishing.com поблагодарил Кена за его бесчисленное количество тщательно изученных
ответов. Он скончался 14 мая 2015 года.
Покойся с миром, Кен. Спасибо за ваш упорный труд,
, который продолжает приносить пользу миру отделочных работ.
4 декабря 2013 г. – эта запись добавлена в эту ветку редактором вместо создания дублирующей ветки.
Q.Есть ли кто-нибудь, кто может посоветовать мне выполнить сатиновую отделку нержавеющей стали Type 304? Я тестировал плавиковую кислоту 8% с 25% азотной кислоты при 40 ° C и указанное время составляло 30 минут, но результаты не столь удовлетворительны.
С уважением,
Бахтияр Аванмедицинские приборы – Сиалкот, Пенджаб, Пакистан
Ноябрь 2013 г.
А. Привет Бахтияр. Мы добавили ваш вопрос в цепочку, где Кен уже ответил на него. Пожалуйста, ознакомьтесь с его отзывами и обращайтесь к нам с любыми конкретными вопросами или обновлениями.Спасибо.
С уважением,

Тед Муни, P.E.
finish.com – Пайн-Бич, Нью-Джерси,
Стремление к жизни Алоха
Сатинировка в фабрике
2007 – эта запись добавлена к этой теме редактором вместо создания дублирующейся темыВ. Я – ведущий специалист в цехе сталелитейных производств, и нам предстоит новая работа из нержавеющей стали, которая требует сатинированной отделки поверхности «А». Поскольку мы редко работаем с нержавеющей сталью и привыкли к тому, что процесс отделки отделяют, мы будем благодарны за любую помощь.
Эрвин О. Раймерпроизводитель – Берик, Пенсильвания
2007 г.
A. Используйте поисковую систему этого сайта по запросу “сатиновая отделка”. Вы получите десятки просмотров.
Вы должны заметить, что нет положительного определения – так что вам лучше выяснить, что именно думает ваш клиент об этом.
– Наварра, Флорида,
2007 г.
A. Насколько велики детали? Листовой металл? Любая форма? Количество?
AF Kenton
Хатборо, Пенсильвания
Сатинированная обработка сварных швов на листах из нержавеющей стали 304
2006 г. Q.Я пытаюсь получить однородную матовую поверхность на листах из нержавеющей стали 304 2B. У меня отличные результаты с орбитальной шлифовальной машиной с зерном 60, но мне трудно вернуть сварные швы к той же чистоте. У меня были смешанные результаты, смешивая сварные швы с помощью 7-дюймовых шлифовальных дисков (зернистость 150), затем с помощью шлифовальных дисков scotch brite, а затем снова с помощью орбитальной шлифовальной машины.
Я часто обнаруживаю, что от 7-дюймовых шлифовальных дисков все еще остаются царапины.
Я был бы очень признателен за любые советы или мнения по этой процедуре.
Заранее спасибо,
Кристофер Гейдизайн – Сан-Диего, Калифорния, США
2006 г.
A. Рассматривали ли вы только абразивоструйную очистку валика? Если рисунок сварного шва не будет полностью плоским, у вас будут проблемы и / или много ручного ремонта, независимо от того, какие ремни или колеса вы используете.
.Австралия рынок Ss316 сатинированная трубка из нержавеющей стали 304
Описание продукта
Австралия рынок ss316 сатинированная труба из нержавеющей стали 304
Упаковка и доставка
Способ упаковки из нержавеющей стали:
Оригинальная упаковка по вашему желанию. Стандартная экспортная морская деревянная упаковка
FAQ
Почему выбирают нас?
1.Мы являемся специализированным поставщиком материалов из нержавеющей стали, можем предложить лучшую цену!
2. Мы имеем более чем 4-летний опыт экспорта продукции в страны мира, можем предоставить продукцию высокого качества!
3. У нас есть пять тысяч тонн запасов на складах с большим капиталом. Кроме того, мы предлагаем комиссионные продажи, кредит и круглосуточные услуги.
4. Большой опыт послепродажного обслуживания.
5. Каждый процесс будет проверен ответственным отделом контроля качества, который гарантирует качество каждого продукта.
6. Профессиональные команды по упаковке, которые надежно хранят каждую упаковку.
7. Пробный заказ можно сделать в течение одной недели.
8. Образцы могут быть предоставлены в соответствии с вашими требованиями.
Информация о компании
Shandong Huaxiang Import and Export Co., Ltd
Это предприятие, специализирующееся на производстве изделий из нержавеющей стали и бесшовных стальных труб. Честность и надежность, высочайшее качество и конкурентоспособные цены являются целью нашего бизнеса.у нас есть высокоскоростное обслуживание, хорошие коммуникативные навыки и навыки межличностного общения. и сформирована полная система для экспорта. у нас есть клиенты по всему миру, такие как Россия, Сингапур, Канада, Австралия и т. д.
Мы искренне рады приветствовать Вас, обращаясь к нам!
.
Матовый 316 почищенный щеткой лист нержавеющей стали 304 Нет 4 сатинированный финиш сатинированный лист нержавеющей стали для украшения кухни
Q1. Сколько стран вы уже экспортировали?
A1. Экспортируется в более чем 50 стран, в основном из Америки, России, Великобритании, Кувейта, Египта, Ирана, Турции, Иордании и др.
Q2. Как я могу получить образцы?
A2. Небольшие образцы в магазине и можем предоставить образцы бесплатно. Каталжа есть в наличии, большинство выкроек у нас есть готовые образцы в наличии.Индивидуальные образцы займет около 5-7 дней.
3 кв. Что такое MOQ?
A3. Рулоны нержавеющей стали 3 тонны, листы выкройки 50шт.
4 кв. Что такое доставка?
A4. Срок доставки заказа составляет 5-7 дней. Заказы контейнера составляют около 15-20 дней.
5 кв. Как ваша компания относится к контролю качества?
А5. Сертификаты BV и SGS, производственный процесс соответствует системе ISO 9000.
Q6. Как защитить листы?
А6. Два белых и черных полиэтиленовых слоя для покрытия поверхности, каждый слой составляет 70 микрон (всего 140 микрон), лазерный ПВХ также подойдет. (Novacel или поли-пленка марки)
Q7. Какое приложение о ваших продуктах?
А7. 1. Дверь / кабина лифта или боковая стенка эскалатора.
2. Облицовка стен внутри или снаружи конференц-зала / ресторана.
3. Фасад при облицовке чем-то, вроде колонн в холле.
4. Потолок в супермаркете. 5. Декоративные розыгрыши в некоторых увеселительных заведениях.
8 кв. Как долго вы можете давать гарантию на этот продукт / покрытие?
А8. Гарантия цвета более 10 лет. Возможен сертификат качества оригинальных материалов.
9 кв. Можем ли мы предоставить вам фотографии или идеи, а затем вы создадите для нас дизайн?
А9. Да, у нас есть профессиональный дизайнер, который может сделать для вас индивидуальный заказ.Мы сделаем заказ в соответствии с вашей информацией, а затем предоставим вам файл CAD перед производством.
Q10. Можем ли мы проверить наши товары перед доставкой?
А10. Да, конечно. Как только мы закончим производство, мы проинформируем вас, а затем попросим проверить ваши товары перед доставкой.
.201 430 304 Лист из нержавеющей стали № 4 сатинированный
Упаковка и доставка
1. Пакет: Стандартный морской пакет (пакет деревянных ящиков и другой пакет или как ваши требования).
2. Доставка: Мы организуем доставку в течение 7-15 рабочих дней после получения заказа
.Информация о компании
WuXi XiangXin Steel Import and Export Co., Ltd.
1. Наша компания Technology;
С хорошей командой, это ведущая компания-поставщик стали, дистрибьютор и экспортер, которая также занимается продольной резкой и резкой;
2.Наши основные продукты из нержавеющей стали:
листов из нержавеющей стали, трубы из нержавеющей стали, стержни из нержавеющей стали и стержни из углеродистой стали, проволока из нержавеющей стали, катушки из нержавеющей стали, полосы из нержавеющей стали.
3. Нержавеющая сталь всех марок:
201.202.301.302.304.304L.309S.310S.316.316L.321.410.430.430A.440A.440B.440C.904L.2205.2507.2520 или подгонять.
4. Как первоклассные поставщики и конкурентоспособные цены;
Установлены хорошие отношения с Кувейтом, Россией, Украиной, Литвой, Грецией, Беларусью, Румынией, Бельгией, Бразилией, Аргентиной, Мексикой, Тунисом, Кенией и т. Д.
.
.