Сборка чпу: бюджетный вариант для дома / Подборки товаров с Aliexpress и не только / iXBT Live
alexxlab | 15.02.1986 | 0 | Разное
Изготовления ЧПУ станка что нужно знать при сборке практические советы от SteepLine
Изготовления ЧПУ станка что нужно знать при сборке
2017-09-12
Предположение, что изготовление ЧПУ станков — это слишком сложный процесс, поэтому его возможно осуществить исключительно на заводе, не соответствует действительности. Частное лицо вполне может собрать фрезерный ЧПУ-станок собственными руками. Разумеется, предварительно необходимо обзавестись всеми компонентами для станка и оборудованием, а также получить в своё распоряжение детальный чертёж механизма.
Впрочем, времени у самостоятельного сборщика уйдёт немало. Придётся ему и потратиться, хотя в меньшей степени, нежели при покупке целого станка, поскольку за работу платить не придётся. Разумеется, ему придётся приложить куда больше усилий, чем каждому отдельному работнику на заводе. Но, выдержав ряд трудностей за счёт упорства и избежав других благодаря изобретательности, сборщик получит в своё распоряжение бюджетный по стоимости механизм, который сможет обрабатывать заготовки точно по указанным параметрам.
Подготовительный этап
При выборе в пользу собственной схемы нужно определиться, какой она будет. Одно из решений — придать ЧПУ станку вид сверлильного станка старой модели. В этом оборудовании ставят фрезерную головку вместо оригинальной, которая работает со сверлом. основная задача при переоборудовании данного станка заключается в том, чтобы придать ему способность перемещаться сразу в трёх плоскостях независимо друг от друга. Этого можно достичь, используя каретки принтера, которые дадут инструменту подобную возможность.
Далее созданным по описанной схеме станком можно управлять программными средствами. Впрочем, каретки от принтера имеют не слишком высокий показатель жёсткости. Это приведёт к тому, что воздействие режущего инструмента на материал окажется недостаточно сильным. Поэтому, если инструмент создан по описанной схеме, им можно обрабатывать прежде всего пластик и дерево. Если же вести речь о металле, то можно работать лишь с совсем тонкими листами. Иначе говоря, он рассчитан на мягкие материалы.
Иначе говоря, он рассчитан на мягкие материалы.
Для более жёсткой обработки
Если же необходимо, чтобы ЧПУ станок справлялся с более жёсткими материалами и был в состоянии производить стандартные фрезерные операции, необходимо перемещать рабочий инструмент с использованием шагового двигателя надлежащей мощности. Подобный двигатель можно создать и самостоятельно, превратив в него стандартный электрический путём несложных операций. Присутствие шагового двигателя позволяет не применять в ЧПУ станке винтовую передачу, одновременно все его показатели ничуть не снизятся. Всего таких моторов требуется три штуки.
шаговые двигатели несложно создать на основе моторов матричных принтеров старых образцов. Прежние модели этих устройств снабжались двигателями довольно серьёзной мощности. Значительным достоинством для двигателей будет наличие пяти проводов, предназначенных для управления двигателем, это даст возможность расширить его функции.
Впрочем, и использование каретки от принтера в станке не исключает обработки с его помощью более твёрдых, чем дерево материалов, если для этой цели взять данный компонент от большого принтера.
Перед сборкой
Основным элементом станка можно сделать балку, сечение которой имеет форму прямоугольника, эту деталь требуется чётко зафиксировать на направляющих. Требуется, чтобы несущей конструкции была придана необходимая жёсткость. В процессе её сборки желательно избегать соединения сваркой вследствие вибрации, которая негативно сказывается на состоянии сваренных швов. И вследствие постоянных нагрузок рама ЧПУ станка будет постепенно изменяться. Её размеры станут отличаться от изначальных, что сделает параметры работы самодельной модели менее точными. Рекомендуется для соединения компонентов при сборке использовать винты.
Требуется, чтобы рабочий инструмент у станка мог перемещаться не только в горизонтальной плоскости, но и по вертикали. Для этих целей применяют винтовую передачу, передавая на неё вращение с использованием зубчатого ремня.
Вертикальную ось станка, изготовленного собственными руками, можно создать на основе плиты из алюминия. Величина этой оси должна соответствовать параметрам станка. Отливку этой оси можно выполнить в муфельной печи.
Величина этой оси должна соответствовать параметрам станка. Отливку этой оси можно выполнить в муфельной печи.
Сборка
Когда все компоненты, необходимые для ЧПУ станка готовы, начинают сборку. В первую очередь шаговые двигатели устанавливают на корпус станка за вертикальную ось. Один из монтируемых двигателей предназначен для передвижения фрезерной головки по горизонтали, а два других — по вертикали в перпендикулярных плоскостях. Далее монтируют оставшиеся компоненты.
На станке, собранном своими руками, необходимо предусмотреть передачу вращения с использованием исключительно ремней.
Готовый станок необходимо протестировать в ручном режиме, исправив все имеющиеся в конструкции недочёты. Только затем его можно подключать к программному управлению, которое станет его контролировать.
ПО для ЧПУ станка
Самодельным ЧПУ станком можно также управлять с помощью самостоятельно написанного программного обеспечения. В это ПО должны входить драйверы для устройств управления, которые сборщик поставит на станок.
Также в конструкции должен присутствовать LPT-порт, посредством которого к ЧПУ станку подключается электронная система. Подключение следует производить посредством шаговых моторов.
Следует помнить, что от электронного оборудования также зависит точность обработки изготовленным станком всех деталей.
Итак, выполнить ЧПУ станок своими силами не слишком сложно сборщику, имеющему необходимый набор знаний и навыков. При этом ему необходимо подойти к процессу максимально внимательно, чтобы добиться требуемой точности обработки деталей.
Так же советуем прочитать:
ЧПУ станок по дереву своими руками за 1 неделю это реально
Фрезерный станок с ЧПУ своими руками или лучше купить готовый
Поэтапная сборка ЧПУ станков.
Сборка ЧПУ станка достаточно длительный процесс. И все рассказать в одном видео или статье практически не возможно. Поэтому в данном разделе выкладываю этапы сборки CNC станок. Если у вас нет желания искать по кускам, то после сборки станка результат выкладываю в разделе:
Пишем красивым шрифтом на ЧПУ плоттереСегодня рассмотрим очень интересную тему: написание красивого текста на ЧПУ плоттер. Несмотря на то, что напечатать текстовые документы сегодня достаточно
просто. Написать текст на плоттере с нужными параметрами достаточно
сложно. Связанно это с тем, что при добавлении текста в векторный
редактор или программу LaserGRBL, плоттер может нарисовать контуры букв. Нарисовать букву в одну линию
уже сложнее. Но всё-таки возможно. Сегодня рассмотрим, как можно
достаточно быстро перевести любой текст в векторный и написать его с
помощью ЧПУ плоттера.
Несмотря на то, что напечатать текстовые документы сегодня достаточно
просто. Написать текст на плоттере с нужными параметрами достаточно
сложно. Связанно это с тем, что при добавлении текста в векторный
редактор или программу LaserGRBL, плоттер может нарисовать контуры букв. Нарисовать букву в одну линию
уже сложнее. Но всё-таки возможно. Сегодня рассмотрим, как можно
достаточно быстро перевести любой текст в векторный и написать его с
помощью ЧПУ плоттера.
Что получится, если векторизовать любой текст и написать его с помощью ЧПУ плоттера?
17 ноября 2021 123
Подробнее …
Собрал я себе новый плоттер с большой скоростью обработки и с большим рабочим полем. Ознакомиться с этапами сборки и скачать исходные материалы можете в предыдущей статье. Все файлы располагаются внизу статьи в разделе «Файлы для скачивания».
После сборки я нарисовал фломастером пару рисунков. Сейчас решил
нарисовать что-нибудь ручкой. С этим есть свои сложности, но об этом
расскажу в конце статьи. А сейчас рассмотрим, какими программами
пользовался и как рисовал из векторного и растрового изображения. И
посмотрим результат моих экспериментов.
Все файлы располагаются внизу статьи в разделе «Файлы для скачивания».
После сборки я нарисовал фломастером пару рисунков. Сейчас решил
нарисовать что-нибудь ручкой. С этим есть свои сложности, но об этом
расскажу в конце статьи. А сейчас рассмотрим, какими программами
пользовался и как рисовал из векторного и растрового изображения. И
посмотрим результат моих экспериментов.
29 октября 2021 139
Подробнее …
Неудачная переделка ЧПУ плоттера.Собрал я ЧПУ плоттер в виде принтера, про который рассказывал вот в этой статье. Все работало, но были небольшие сдвиги по оси Y при нанесении рисунка. Решил я переделать принтер и внести некоторые доработки, но, к сожалению, переделка получилась неудачная. Стало рисовать еще хуже, чем до модернизации ЧПУ плоттера.
Переделка первая, воздушный шарик на подающем валу ЧПУ плоттера.
31 августа 2021 107
Подробнее …
Пульт управления ЧПУ станком.Появилась у меня идея сделать пульт управления для ЧПУ станка. Так как у меня достаточно богатый опыт использования дисплея Nextion. В чем вы можете убедиться посетив сайт Arduino TEX. А для любознательных предлагаю ознакомиться с уроками по программированию дисплея Nextion.
Пульт сделан без использования дополнительного микроконтроллера, в связи с чем команды, дисплей отправляет напрямую на Arduino UNO. Получилась достаточно простая конструкция, но при этом с рядом минусов. О чем сейчас подробно и расскажу.
10 июня 2021 156
Подробнее …
Подбираем нихром для ЧПУ гравировального станка.Решил я собрать небольшой ЧПУ станок гравирующий нихромовой проволокой. Так как опыта в данном деле нет. А нихром мне дали нескольких
вариантов. Точнее 5 небольших кусков с разным сечением и «блеском», и
при этом сказали: «Может быть нихром, а может и фехраль. Точно не помню!». Поэтому я решил методом научного тыка проверить, что лучше подойдет для
Так как опыта в данном деле нет. А нихром мне дали нескольких
вариантов. Точнее 5 небольших кусков с разным сечением и «блеском», и
при этом сказали: «Может быть нихром, а может и фехраль. Точно не помню!». Поэтому я решил методом научного тыка проверить, что лучше подойдет для
Подготовка материалов для тестирования нихрома для ЧПУ станка.
13 мая 2021 125
Подробнее …
Выравнивание ходового винта ЧПУ в домашних условиях.Собираю новый ЧПУ фрезерный станок. Подробнее расскажу про него в отдельной статье. Вот так он выглядит на данный момент. Комплектующие покупаю в Китае.
8 апреля 2021 156
Подробнее …
Установка и настройка конечных выключателей на 2 осевой ЧПУ станок – GRBL.
Если вы собрали фрезерный ЧПУ станок на Arduino, и решили установить конечные выключатели, у вас скорее всего не возникнет сложностей. Так как прошивка GRBL по умолчанию сконфигурирована для работы с трех осевым ЧПУ станком. Совсем другая ситуация с 2 осевыми ЧПУ станками, такими как лазерный гравер или ЧПУ плоттер. При установке конечных выключателей, у вас будет выдавать ошибку. Сегодня в статье рассмотрим, что нужно настроить в конфигурации прошивки GRBL, чтобы поиск позиции «Дом» начинался с осей X, Y и не искал концевик по оси Z.
Установка конечных выключателей на ЧПУ плоттер.
10 марта 2021 180
Подробнее …
Прошивка для плоттера GRBL Servo и работа с программой LaserGRBL.Продолжаю эксперименты со своим самодельным ЧПУ плоттером. И сегодня расскажу, как можно ускорить процесс создания изображения из
рисунка, без особых знаний и навыков. Берём картинку, открываем ее в
программе, проводим несколько настроек, и плоттер уже рисует
изображение. Как это сделать? Просто. В этом нам поможет новая прошивка GRBL Servo и программа LaserGRBL. Вы скажете, что программа LaserGRBL предназначена для работы с лазером.
Но мы сегодня научимся ее использовать для работы с плоттером. Давайте
приступим к настройке прошивки для гравировки. Но перед этим
порекомендую всем, кто первый раз попал на мой сайт прочитать вот эти
статьи, чтобы было понятно с чего все началось и почему произвожу те или
иные настройки:
И сегодня расскажу, как можно ускорить процесс создания изображения из
рисунка, без особых знаний и навыков. Берём картинку, открываем ее в
программе, проводим несколько настроек, и плоттер уже рисует
изображение. Как это сделать? Просто. В этом нам поможет новая прошивка GRBL Servo и программа LaserGRBL. Вы скажете, что программа LaserGRBL предназначена для работы с лазером.
Но мы сегодня научимся ее использовать для работы с плоттером. Давайте
приступим к настройке прошивки для гравировки. Но перед этим
порекомендую всем, кто первый раз попал на мой сайт прочитать вот эти
статьи, чтобы было понятно с чего все началось и почему произвожу те или
иные настройки:
2 марта 2021 182
Подробнее …
Красивые эффекты изображений для рисования на ЧПУ плоттере.Сегодня в статье рассмотрим, с помощью каких инструментов можно сделать красивые эффекты изображения, для дальнейшей отрисовки их на ЧПУ плоттер или лазерном гравере. Как собрать ЧПУ плоттер рассказывал раньше в статье: ЧПУ плоттер на Arduino своими руками. Кроме этого, рассказывал какими инструментами я пользуюсь для создания G-Code, в следующей статье: G-Code для плоттера на Arduino.
Как собрать ЧПУ плоттер рассказывал раньше в статье: ЧПУ плоттер на Arduino своими руками. Кроме этого, рассказывал какими инструментами я пользуюсь для создания G-Code, в следующей статье: G-Code для плоттера на Arduino.
А сейчас расскажу, как можно из изображения, скаченного с интернета, сделать красивое векторное изображение .SVG формата для плоттера, используя несколько программ. Начну с распространенной программы Inkscape.
26 февраля 2021 170
Подробнее …
G-Code для плоттера на Arduino.Как собрать ЧПУ плоттер рассказывал в прошлой статье. Сегодня рассмотрим процесс сознания G-Code для плоттера на Arduino, от поиска картинки, до готовой гравировки. Для этого будем использовать несколько программ: Inkscape, Carbide Create, Candle.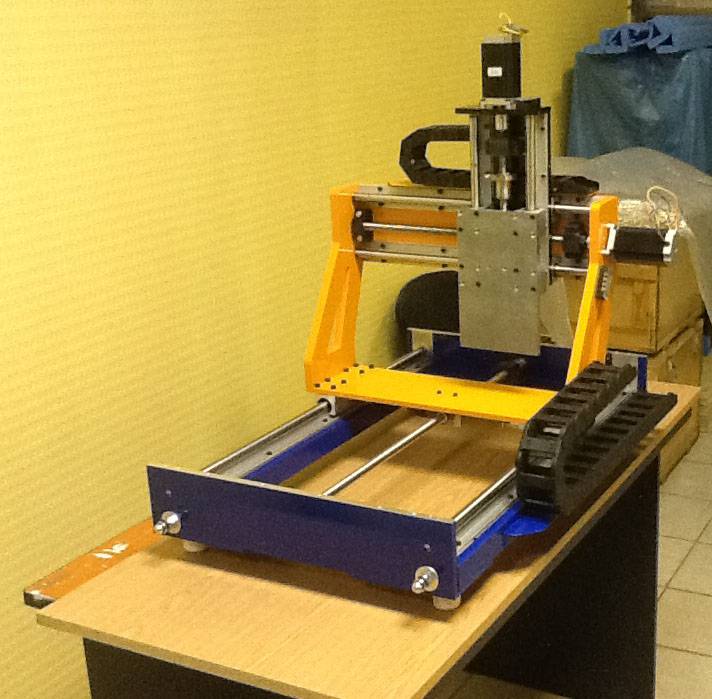 Для того, чтобы сделать гравировку, нужно нарисовать векторное
изображение самостоятельно или найти готовый рисунок в интернете.
Для того, чтобы сделать гравировку, нужно нарисовать векторное
изображение самостоятельно или найти готовый рисунок в интернете.
17 февраля 2021 180
Подробнее …
Станки с ЧПУ Вектроник
г.Красноярск, e-mail. Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.
8933 322-04-44
8965 908-36-35
Время для звонков: пн-пт: с 10.00 до 20.00
E-mail: [email protected]
8 933 322-04-44
8 965 908-36-35
Vektronik на YouTube
Станки и наборы для самостоятельной сборки станков с ЧПУ, как для хобби, так и для бизнеса.
Станки с ЧПУ Вектроник
Перейти в каталог:Электронные комплектующие
Перейти в каталог:Квалификация и опыт
С 2013 года мы накопили уникальный опыт по созданию станков с ЧПУ
Низкие цены
Наши цены самые низкие в России, при высоком качестве нашей продукции
Комплектующие
Мы используем только качественные, проверенные временем комплектующие
Квалификация и опыт
С 2013 года мы накопили уникальный опыт по созданию станков с ЧПУ
Комплектующие
Мы используем только качественные, проверенные временем комплектующие
Драйвер Leadshine DM422S оригинал
5 342 Руб
Этот товар – Есть на складе
Подробнее
Набор Вектроник Микроб РП-СМ
98 295 Руб
Этот товар – Под заказ
Подробнее
Набор Вектроник А2РПТ СМ
195 234 Руб
Этот товар – Под заказ
Подробнее
Шаговый с энкодером Нема-23 22 кг/см
11 753 Руб
Этот товар – Есть на складе
Подробнее
Copyright MAXXmarketing GmbH
JoomShopping Download & Support
Доставка
Отправка в регионы любой удобной транспортной компанией или Почтой России.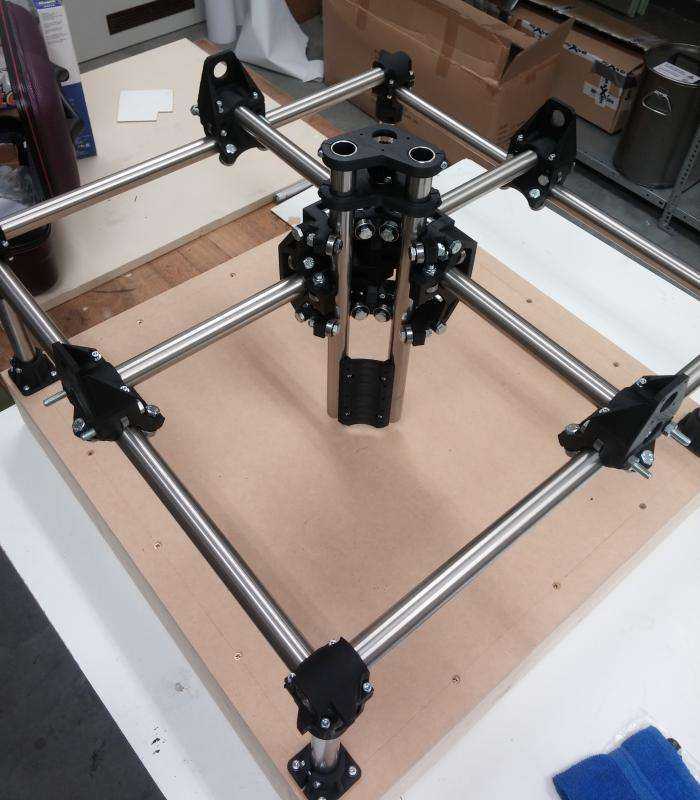
Стоимость упаковки и доставки заказанного товара до терминала транспортной компании в г. Красноярск, рассчитываются индивидуально.
Оплату услуг транспортной компании, заказчик производит при получении груза.
Также возможна отправка наложенным платежом, при отправке ТК СДЭК, тарифы можете уточнить на сайте компании СДЭК.
Оплата
Оплата выбранного товара производится после согласования возможности поставки данного товара, стоимости и согласования сроков поставки.
Оплата принимается по безналичному расчету по реквизитам указанным в меню контакты.
Поскольку, я не являюсь плательщиком НДС, поэтому НДС при оплате не выделять, в платеже указывать “без НДС”
Оплата (предоплата) от 30%, отгрузка заказанного товара производится по факту оплаты 100%.
Доставка
Отправка в регионы любой удобной транспортной компанией или Почтой России.
Стоимость упаковки и доставки заказанного товара до терминала транспортной компании в г. Красноярск, рассчитываются индивидуально.
Красноярск, рассчитываются индивидуально.
Оплату услуг транспортной компании, заказчик производит при получении груза.
Также возможна отправка наложенным платежом, при отправке ТК СДЭК, тарифы можете уточнить на сайте компании СДЭК.
Оплата
Оплата выбранного товара производится после согласования возможности поставки данного товара, стоимости и согласования сроков поставки.
Оплата принимается по безналичному расчету по реквизитам указанным в меню контакты.
Поскольку, я не являюсь плательщиком НДС, поэтому НДС при оплате не выделять, в платеже указывать “без НДС”
Оплата (предоплата) от 30%, отгрузка заказанного товара производится по факту оплаты 100%.
Компания
Станки с ЧПУ Вектроник
Алюминиевые наборы для самостоятельной сборки станков с ЧПУ, как для хобби, так и для вашего бизнеса.
www.vektronik.ru
ЧПУ станок на 3D принтере
Чертежи ЧПУ станка который можно напечатать на 3D принтере
Наверное каждый владелец 3D принтера не раз задумывался о том, что: 3D печать – это, конечно, хорошо, но ЧПУ фрезерером сделать тоже вышло бы дешевле. Дерево стоит на порядок меньше чем пластик, а уж если изготовляемой объект можно собрать из плоских деталей, то фанера порезанная на ЧПУ станке и вовсе оказывается чуть ли не бросовым материалом.
Дерево стоит на порядок меньше чем пластик, а уж если изготовляемой объект можно собрать из плоских деталей, то фанера порезанная на ЧПУ станке и вовсе оказывается чуть ли не бросовым материалом.
В конце этой статьи вы можете скачать чертежи деталей ЧПУ станка и распечатать их на 3D принтере. Так же в статье есть видео сборки и работы этого фрезера.
ЧПУ станок получается весьма технологичным и простым в сборке, фактически после печати у вас будет конструктор, который надо просто соединить с помощью гаек и винтов.
Если вы собирали в детстве конструкторы, то и со сборкой ЧПУ станка тоже справитесь!
Не смотря на то, что станок собирается на распечатанных из PLA деталей, он вполне тянет работу с фрезером Makita RT0700C – именно он снят на фотографих. Так же вы можете поставить бюджетный шпиндель с АлиЭкспресс ER1 500w, ссылки на электронику и шпиндель смотрите в конце статьи.
То что вы видели на фотографиях в начале статьи – это доработанная версия ЧПУ станка, с кабельканалами и подключением пылесоса. Но изначально концепт был гораздо проще и при этом – он отлично работал!
Видео сборки и тестирования распечатанного ЧПУ станка
На видео выше показана сборка ЧПУ станка из распечатанных на 3D принтере деталей, а так же его тестовые запуски. Печать производится пластиком PLA, он достаточно прочный на изгиб и у него меньше усадочные деформации чем у ABS пластика. Список фурнитуры и электроники для сборки смотрите ниже.
Как видите – не смотря на кажущуюся хлипкость конструкции, тестовые задания ЧПУ фрезер выполняет без проблем. А если понадобится более скоростная работа с большим заглублением фрезы, то помощью этого станка можно порезать комплект чертежей прочного фанерного ЧПУ станка.
Как и любая другая самоделка сделанная своими руками, этот ЧПУ станок распечатанный на 3D принтере подвергся доработкам. Кабель каналы и насадка для подключения пылесоса – это не только красиво, но и практично! Чертежи деталей вы найдете в архиве с самим станком по ссылке в конце статьи.
Третье видео показывает еще одну доработку, на этот раз – увеличение размеров рабочей зоны. Благо, что для такой доработки достаточно просто сменить профиль на более длинный и поставить соответствующие ходовые винты, которые в данном случае сделаны из обычной строительной шпильки.
Вся переделка занимает час, максимум два вашего времени. Кстати, хранить станок можно в разобранном виде, сборка и разборка занимает всего 10-15 минут. Если ЧПУ станок нужен вам лишь время от времени, то вы можете сильно сэкономить пространство в домашней мастерской разбирая ЧПУ на то время когда он не нужен.
Фурнитура для сборки ЧПУ станка
- 04x | Шаговый двигатель Nema17
- 03x | Фланцевая гайка M5 / M8
- 04x | Алюминиевый профиль 20×40 мм (длину по своему рабочему поля смотрите)
- 03x | Ходовой винт T8, с гайкой (на 100 мм короче, чем алюминиевый профиль)
- 14x | Нейлоновое колесо с подшипником 5 мм (тип B по ссылке)
- 02x | Стержень из хромированной стали диаметром 8 мм и длиной 180 мм (ось Z)
- 01x | 200-мм ходовой винт T8, с гайкой (ocь Z)
- 04x | LM8UU линейный подшипник
- 03x | Стандартный 8 мм подшипник
- 01x | Шкив GT2 20 зубьев, с внутренним диаметром 5 мм
- 01x | Шкив GT2 20 зубьев, с внутренним диаметром 8 мм
- 01x | Зубчатый ремень GT2 200мм ~ 220мм
Винты и гайки (для каждого винта так же берите гайку и шайбу):
- 12x | M6 х 30 мм винт
- 04x | Винт M6 x 35 мм, 35 мм ОЧЕНЬ важны для крепления шпинделя к тележке Zaxis
- 26x | M5 x 50 мм винт
- 22x | M4 х 15 мм винт
- 08x | M4 х 10 мм винт
- 16x | М3 х 15 мм винт
- 20x | Шуруп для дерева 4мм (крепление ЧПУ станка к основанию)
- 30x | M4 прижимная гайка
Электроника для ЧПУ станка
В качестве управляющей электроники используется Arduino CNC Shield от Protoneer, о нем будет отдельная статья в скором времении.
UPD. Статья про электронику готова и ее можно прочитать тут: Комплект электроники для ЧПУ с USB подключением.
Шпиндель можно использовать от небольших ЧПУ станков 500W ER11, можно установить Макиту или ДеВатт, а можно и по бюджетному – дремелем обрабатывать.
Чертежи ЧПУ станка распечатанного на 3D принтере
- Скачать чертежи ЧПУ станка можно тут
Константин, Обзор ЧПУ станков
Сборка чпу станка своими руками чертежи. Фрезерный станок с ЧПУ в домашних (гаражных) условиях
Для того чтобы выполнить объемный рисунок на деревянной поверхности, обычно используются заводские фрезерные станки. Но сделать такую мини-модель самостоятельно вполне возможно, однако для начала необходимо ознакомиться с конструкцией. В основу может лечь запчасть от принтера, который можно приобрести за копейки.
Принцип работы станка
Если вы решили изготовить фрезер с ЧПУ своими руками, то должны ознакомиться с особенностями работы такого оборудования. Оно предназначено для формирования рисунка на деревянной поверхности. В конструкции должна быть электронная и механическая части. Вместе они позволяют автоматизировать работу.
Для изготовления настольного станка следует знать, что режущим элементом выступает фреза. Ее устанавливают в шпиндель на валу электрического двигателя. Вся конструкция фиксируется на станину. Она может перемещаться по двум осям координат. Для крепления заготовки следует выполнить опорный столик. С пошаговыми двигателями необходимо соединить электронный блок управления.
Мотор и блок управления обеспечивают смещение каретки по отношению к детали. Такая технология позволяет выполнить объемные рисунки на поверхности. Мини-оборудование работает в определённой последовательности. На первом этапе пишется программа, которая позволит подготовить план перемещения режущей части.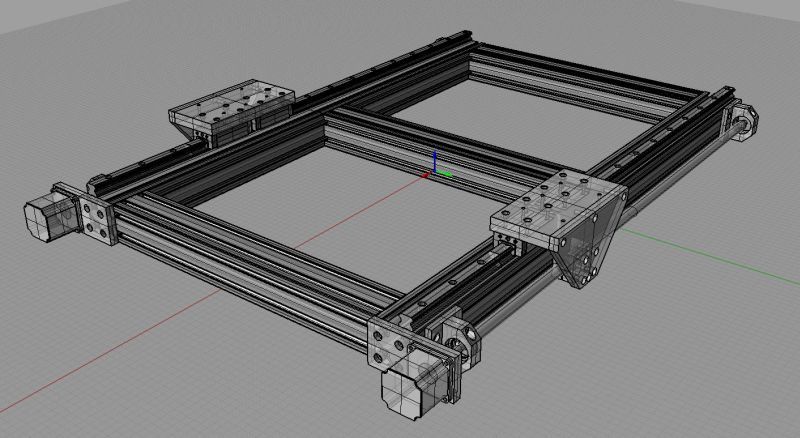 Для этого используются программные комплексы для адаптации в самодельных моделях.
Для этого используются программные комплексы для адаптации в самодельных моделях.
Следующим шагом станет установка заготовки. Программа вводится в ЧПУ. Оборудование включается, а дальше осуществляется контроль за автоматическими действиями. Для того чтобы обеспечить максимальную автоматизацию, необходимо составить схему и подобрать комплектующие.
Прежде чем приступать к изготовлению фрезера с ЧПУ своими руками, необходимо ознакомиться с заводскими моделями. Для получения сложных узоров и рисунков следует использовать несколько видов фрез. Некоторые из них вы сможете выполнить своими руками, однако для тонкой работы понадобятся заводские варианты.
Схема самодельного станка
Наиболее сложным и важным этапом при изготовлении описываемого оборудования выступает выбор схемы. Она будет зависеть от степени обработки и размеров заготовки. Для бытовых условий лучше использовать мини-станок, который будет устанавливаться на стол. Подходящим вариантом является конструкция из двух кареток, которые будут передвигаться по осям координат.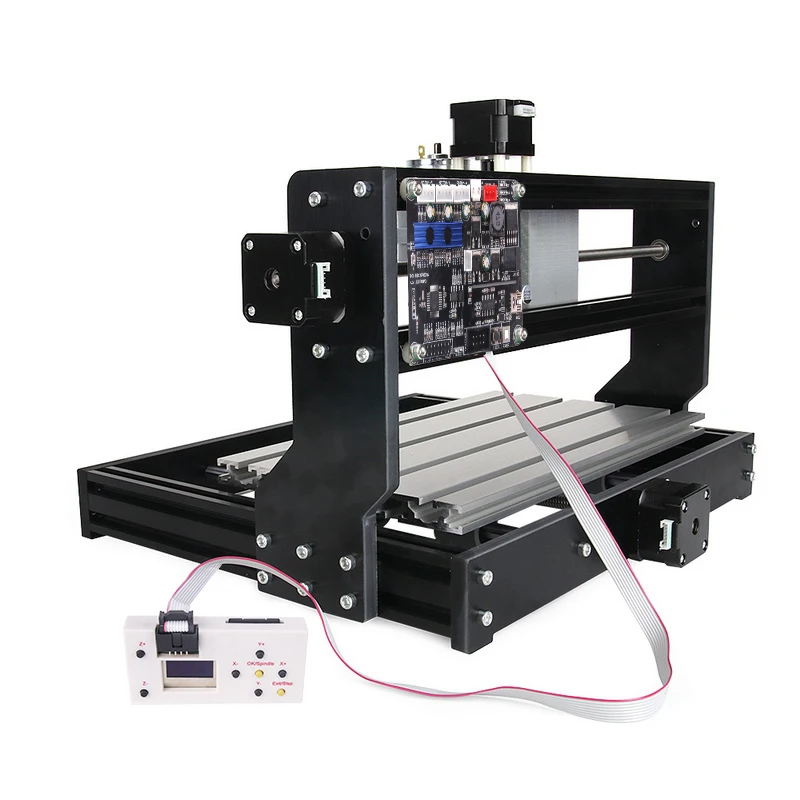
Основаниями могут стать металлические шлифованные прутки. На них устанавливаются каретки. Для создания трансмиссии понадобятся шаговые электродвигатели и винты, которые дополняются подшипниками качения. Для автоматизации процесса необходимо продумать электронную часть. Она будет состоять из:
- блока питания;
- контроллера;
- драйвера.
Изготавливая фрезер с ЧПУ своими руками, вы должны ознакомиться с конструктивными особенностями устройства. Например, блок питания требуется для подачи электроэнергии на шаговые двигатели и микросхему контроллера. Для этого используется модель 12В 3А. Контроллер необходим для подачи команд на двигатель. Для работы устройства достаточно будет простой схемы для контроллера, который будет подавать команды на три двигателя.
Элементом регулирования выступает еще и драйвер. Он будет отвечать за подвижную часть. Для управления следует использовать стандартные программные комплексы. В качестве одного из них выступает KCam, который обладает гибкой структурой для адаптации к любому контроллеру.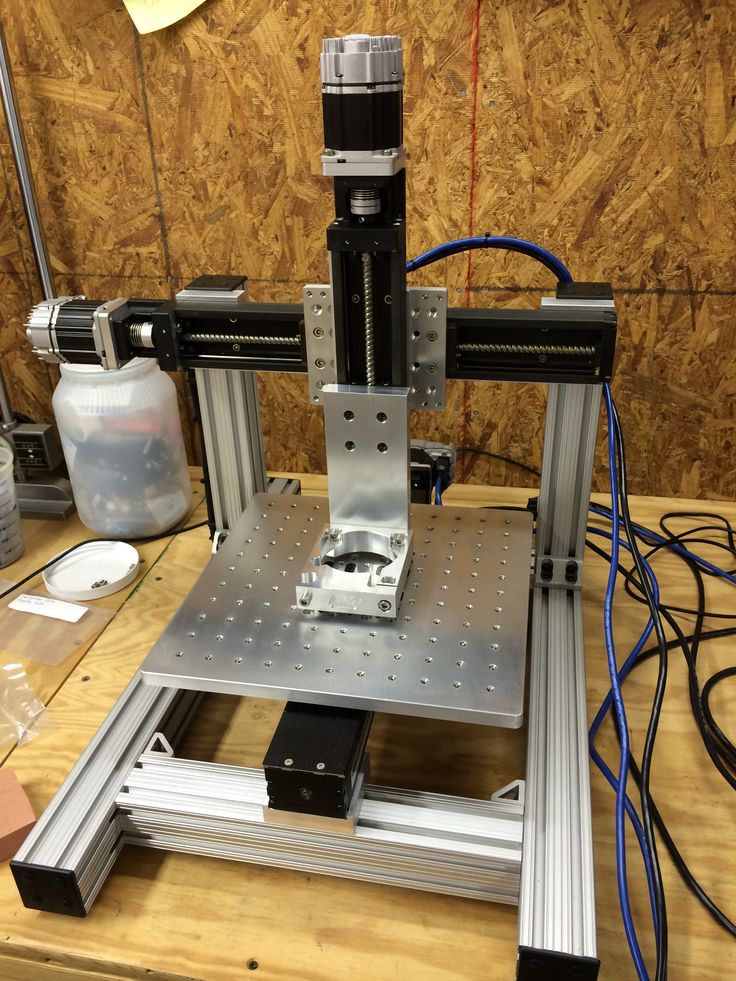 Этот комплекс имеет одно важное преимущество, которое заключается в возможности импортирования файлов распространенных форматов. С помощью приложения вы сможете составить трехмерный чертеж заготовки для анализа.
Этот комплекс имеет одно важное преимущество, которое заключается в возможности импортирования файлов распространенных форматов. С помощью приложения вы сможете составить трехмерный чертеж заготовки для анализа.
Для того чтобы шаговые двигатели работали с заданной частотой входа, в программу управления необходимо будет внести технические параметры. При составлении программы следует сделать отдельные блоки. Они предназначены для:
- рисования;
- фрезерования;
- гравировки;
- сверления.
Это позволит исключить холостые передвижения фрезы.
Подбор комплектующих
Прежде чем выполнить фрезер с ЧПУ своими руками, вы должны выбрать компоненты для сборки. Подходящим вариантом выступает использование подручных средств. Основой станка может стать оргстекло, алюминий или древесина. Для правильного функционирования комплекса следует разработать конструкцию суппортов. Их движение не должно сопровождаться колебаниями, что может стать причиной неточной обработки детали.
Перед сборкой компоненты проверяются на совместимость. Что касается направляющих, то в качестве них выступят стальные шлифованные прутки, диаметр которых равен 12 мм. Для оси Х длина эквивалентна 200 мм, для У – 90 мм. Прежде чем вы начнете заниматься изготовлением фрезера с ЧПУ своими руками, должны подобрать суппорт. Подходящим вариантом является текстолит. Габариты площадки будут следующими: 25х100х45 мм.
Блок крепления фрезы можно изготовить из текстолита. Его конфигурация будет зависеть от имеющегося инструмента. Блок питания обычно используется заводской. Если вы хотите заняться этими работами самостоятельно, то должны быть готовы к возможным ошибкам, которые негативно отразятся на работе оборудования.
Если хотите собрать своими руками фрезер с то для этого можно использовать модель 24в. В качестве отличного варианта выступает и 5А. Его довольно часто сравнивают с приводами дисковода, первый из которых обладает более внушительной мощностью. Для пайки платы контроллера следует использовать конденсаторы и резисторы в SMD корпусах. Это позволит уменьшить параметры, а также сделать внутреннее пространство более оптимизированным.
Это позволит уменьшить параметры, а также сделать внутреннее пространство более оптимизированным.
Инструкция по изготовлению станка
Как только все комплектующие были выбраны, можно приступать к изготовлению устройства. Все элементы предварительно проверяются, что особенно касается их качества и параметров. Для крепления узлов следует использовать специальные детали. Их форма и конфигурация будут зависеть от выбранной схемы.
Конструкция обязательно должна иметь подъем рабочего инструмента. Для этого следует использовать Для отдачи вращения на нужно применить зубчатый ремень. Обязательным элементом оборудования является вертикальная ось. Ее можно изготовить из алюминиевой плиты. Этот узел подгоняется по размерам, которые были получены на этапе проектирования и занесены в чертеж.
Перед тем, как сделать фрезер с ЧПУ своими руками, вы можете отлить вертикальную ось, используя для этого муфельную плиту. Отличным материалом станет алюминий. На корпус монтируются два двигателя, которые будут располагаться за осью.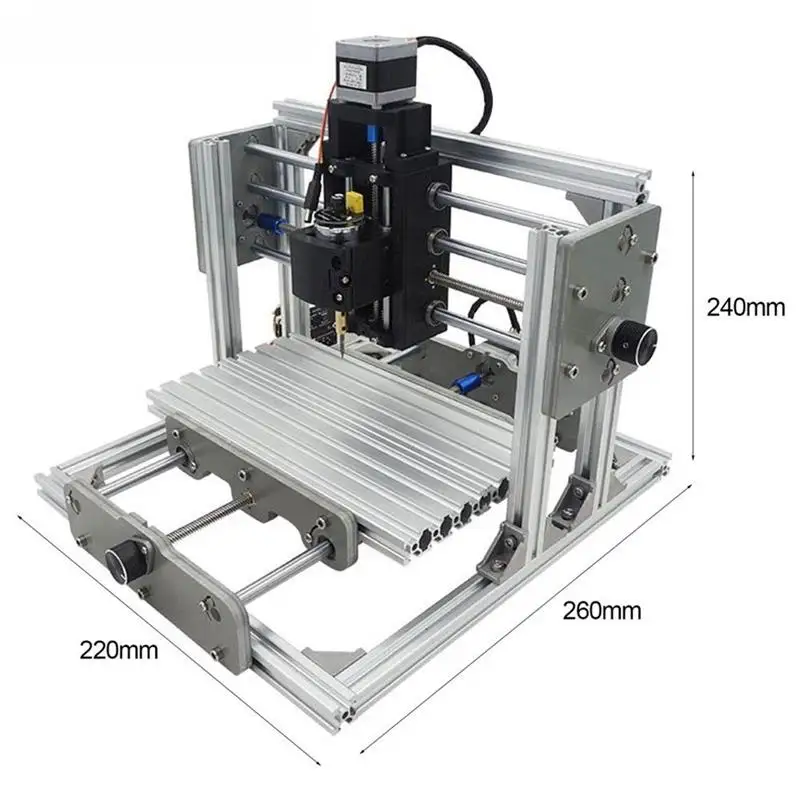 Один из них будет отвечать за горизонтальное, а другой – за вертикальное перемещение. Вращение должно передаваться через ремни. Как только все элементы будут на своих местах, станок необходимо установить на ручное управление и проверить его работу. Если будут выявлены недочеты, их вы сможете устранить на месте.
Один из них будет отвечать за горизонтальное, а другой – за вертикальное перемещение. Вращение должно передаваться через ремни. Как только все элементы будут на своих местах, станок необходимо установить на ручное управление и проверить его работу. Если будут выявлены недочеты, их вы сможете устранить на месте.
Дополнительно о шаговых двигателях
Агрегаты с ЧПУ должны оснащаться электрическими двигателями шагового типа. В качестве такого мотора можно использовать тот, что будет позаимствован от матричного принтера. Обычно в них устанавливаются довольно мощные элементы. Матричные агрегаты обладают стальными стержнями, в основе которых прочный материал. Их тоже можно задействовать в самодельном станке.
Если вы задались вопросом о том, как сделать фрезер с ЧПУ своими руками, фото предварительно рекомендуется рассмотреть. Они позволят вам понять, как действовать. Конструкция может предусматривать наличие трех двигателей, что указывает на необходимость разборки двух матричных принтеров.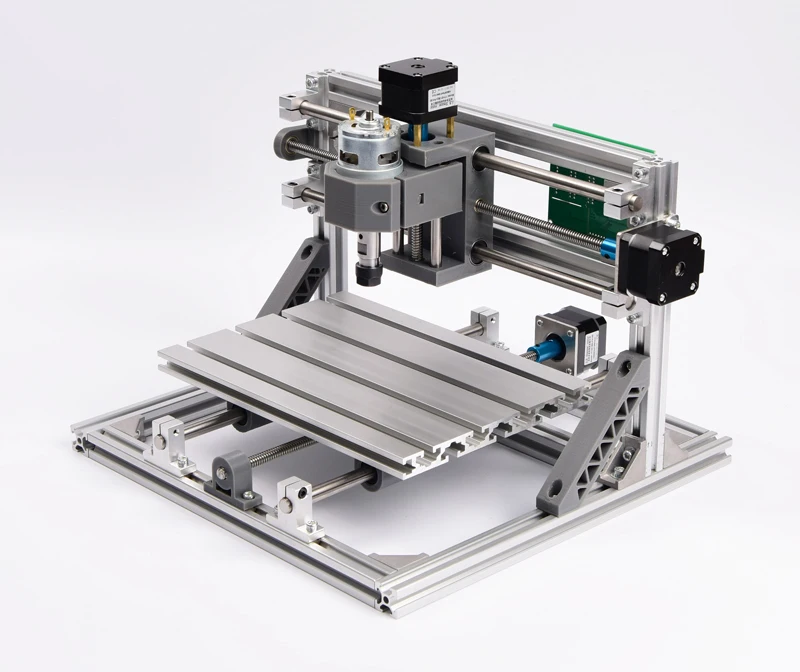 Лучше, если моторы будут обладать пятью проводами управления, ведь функциональность станка при этом увеличится в несколько раз. При выборе шагового двигателя следует выяснить число градусов на один шаг и рабочее напряжение. Вам должно быть известно ещё и обмоточное сопротивление. Это позволит правильно настроить программное обеспечение.
Лучше, если моторы будут обладать пятью проводами управления, ведь функциональность станка при этом увеличится в несколько раз. При выборе шагового двигателя следует выяснить число градусов на один шаг и рабочее напряжение. Вам должно быть известно ещё и обмоточное сопротивление. Это позволит правильно настроить программное обеспечение.
Крепление вала
Если вы решили изготовить фрезер с ЧПУ по дереву своими руками, то в качестве привода можете использовать шпильку или гайку соответствующих размеров. Крепление вала лучше осуществлять резиновым кабелем с толстой обмоткой. Этот же подход актуален и при креплении двигателя к шпильке. Фиксаторы вы можете изготовить из втулки с винтом. Для этого используется нейлон. Помощниками-инструментами в этом случае выступают напильник и дрель.
Электронное обеспечение станка
Основным элементом описываемого оборудования выступает программное обеспечение. Вы можете использовать самодельное, которое будет предусматривать наличие всех драйверов для контролеров. Обеспечение должно иметь питающие блоки и шаговые двигатели. Если перед вами встала задача о том, как собрать фрезер с ЧПУ своими руками, вы должны позаботиться о наличии порта LPT. Необходима будет еще и рабочая программа, обеспечивающая контроль и управление необходимыми режимами работы.
Обеспечение должно иметь питающие блоки и шаговые двигатели. Если перед вами встала задача о том, как собрать фрезер с ЧПУ своими руками, вы должны позаботиться о наличии порта LPT. Необходима будет еще и рабочая программа, обеспечивающая контроль и управление необходимыми режимами работы.
Сам блок ЧПУ подключается к оборудованию через порт и установленные двигатели. При выборе программного обеспечения для станка необходимо делать ставку на то, которое уже доказало свою стабильную работу и обладает функциональными возможностями. Электроника повлияет на качество и точность выполняемых операций. После ее установки следует выполнить загрузку программ и драйверов.
Своими руками выполняется по такой же технологии. Однако он справится лишь с тонкими заготовками. Перед работой устройства необходимо проверить в работе электронное обеспечение и устранить недочеты.
Вместо заключения: особенности изготовления станка из сверлильного оборудования
Прежде чем приступать к работам по изготовлению фрезера с ЧПУ своими руками, пошагово необходимо рассмотреть инструкцию. Она может предусматривать использование той или иной принципиальной схемы, на основе которой будет работать мини-оборудование. В качестве таковой иногда выступает сверлильный станок, в котором рабочая головка заменяется на фрезерную.
Она может предусматривать использование той или иной принципиальной схемы, на основе которой будет работать мини-оборудование. В качестве таковой иногда выступает сверлильный станок, в котором рабочая головка заменяется на фрезерную.
Самое сложное заключается в том, что придётся конструировать механизм, обеспечивающий передвижения в 3 плоскостях. Этот механизм обычно собирается на основе тех же кареток от неработающего принтера.
К устройству подключается программное управление. Работать с помощью такого устройства можно будет с заготовками из листового металла, древесины или пластика. Это объясняется тем, что каретки от старого принтера, обеспечивающие перемещение режущего инструмента, не будут способны гарантировать достаточную степень жесткости.
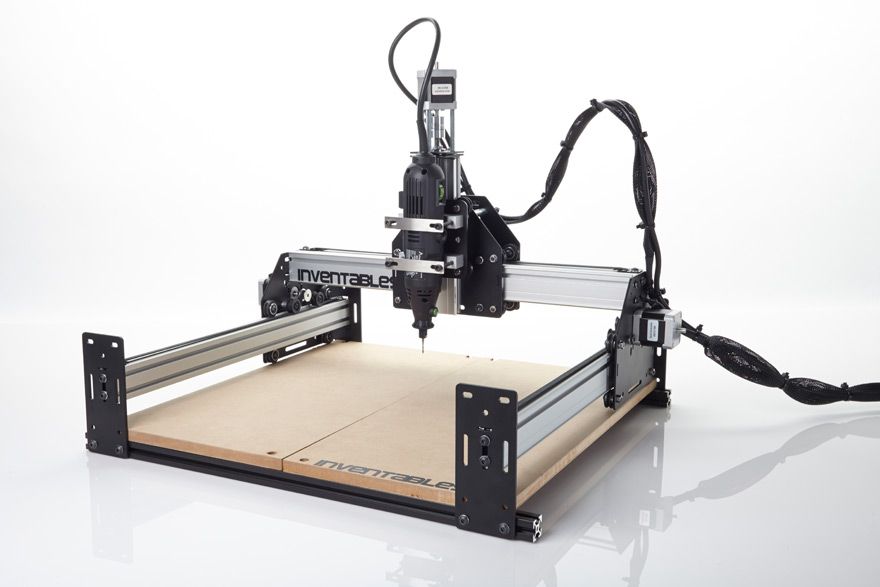
Набор, с помощью которого можно собрать свой фрезерный станок с ЧПУ.
В Китае продаются готовые станки, обзор одного из них на Муське уже публиковался. Мы же с Вами соберем станок сами. Добро пожаловать…
UPD : ссылки на файлы
Я все-таки приведу ссылку на обзор готового станка от AndyBig. Я же не буду повторяться, не буду цитировать его текст, напишем все с нуля. В заголовке указан только набор с двигателями и драйвером, будут еще части, постараюсь дать ссылки на всё.
Я же не буду повторяться, не буду цитировать его текст, напишем все с нуля. В заголовке указан только набор с двигателями и драйвером, будут еще части, постараюсь дать ссылки на всё.
И это… Заранее извиняюсь перед читателями, фотографии в процессе специально не делал, т.к. в тот момент делать обзор не собирался, но подниму максимум фоток процесса и постараюсь дать подробное описание всех узлов.
Цель обзора – не столько похвастаться, сколько показать возможность сделать для себя помощника самому. Надеюсь этим обзором подать кому-то идею, и возможно не только повторить, но и сделать еще лучше. Поехали…
Как родилась идея:
Так получилось, что с чертежами я связан давно. Т.е. моя профессиональная деятельность с ними тесно связана. Но одно дело, когда ты делаешь чертеж, а после уже совсем другие люди воплощают объект проектирования в жизнь, и совсем другое, когда ты воплощаешь объект проектирования в жизнь сам. И если со строительными вещами у меня вроде как нормально получается, то с моделизмом и другим прикладным искусством не особо.
Так вот давно была мечта из нарисованного в автокаде изображения, сделать вжжик – и оно вот в натуре перед тобой, можно пользоваться. Идея эта время от времени проскакивала, но во что-то конкретное оформиться никак не могла, пока…
Пока я не увидел года три-четыре назад REP-RAP. Ну что ж 3Д принтер это была очень интересная вещь, и идея собрать себе долго оформлялась, я собирал информацию о разных моделях, о плюсах и минусах разных вариантов. В один момент перейдя по одной из ссылок я попал на форум, где сидели люди и обсуждали не 3Д принтеры, а фрезерные станки с ЧПУ управлением. И отсюда, пожалуй, увлечение и начинает свой путь.
Вместо теории
В двух словах о фрезерных станках с ЧПУ (пишу своими словами намеренно, не копируя статьи, учебники и пособия).
Фрезерный станок работает прямо противоположно 3Д принтеру. В принтере шаг за шагом, слой за слоем модель наращивается за счет наплавления полимеров, во фрезерном станке, с помощью фрезы из заготовки убирается «все лишнее» и получается требуемая модель.
Для работы такого станка нужен необходимый минимум.
1. База (корпус) с линейными направляющими и передающий механизм (может быть винт или ремень)
2. Шпиндель (я вижу кто-то улыбнулся, но так он называется) – собственно двигатель с цангой, в которую устанавливается рабочий инструмент – фреза.
3. Шаговые двигатели – двигатели, позволяющие производить контролируемые угловые перемещения.
4. Контроллер – плата управления, передающая напряжения на двигатели в соответствии с сигналами, полученными от управляющей программы.
5. Компьютер, с установленной управляющей программой.
6. Базовые навыки черчения, терпение, желание и хорошее настроение.))
По пунктам:
1. База.
по конфигурации:
Разделю на 2 типа, существуют более экзотические варианты, но основных 2:
С подвижным порталом:
Собственно, выбранная мной конструкция, в ней есть основа на которой закреплены направляющие по оси X. По направляющим оси Х передвигается портал, на котором размещены направляющие оси Y, и перемещающийся по нему узел оси Z.
Со статическим порталом
Такая конструкция представляет и себя корпус он же и является порталом, на котором размещены направляющие оси Y, и перемещающийся по нему узел оси Z, а ось Х уже перемещается относительно портала.
По материалу:
корпус может быть изготовлен из разных материалов, самые распространенные:
– дюраль – обладает хорошим соотношением массы, жесткости, но цена (именно для хоббийной самоделки) все-таки удручает, хотя если на станок имеются виды по серьезному зарабатыванию денег, то без вариантов.
– фанера – неплохая жесткость при достаточной толщине, небольшой вес, возможность обрабатывать чем угодно:), ну и собственно цена, лист фанеры 17 сейчас совсем недорог.
– сталь – часто применяют на станках большой площади обработки. Такой станок конечно должен быть статичным (не мобильным) и тяжелым.
– МФД, оргстекло и монолитный поликарбонат, даже ДСП – тоже видел такие варианты.
Как видите – сама конструкция станка весьма схожа и с 3д принтером и с лазерными граверами.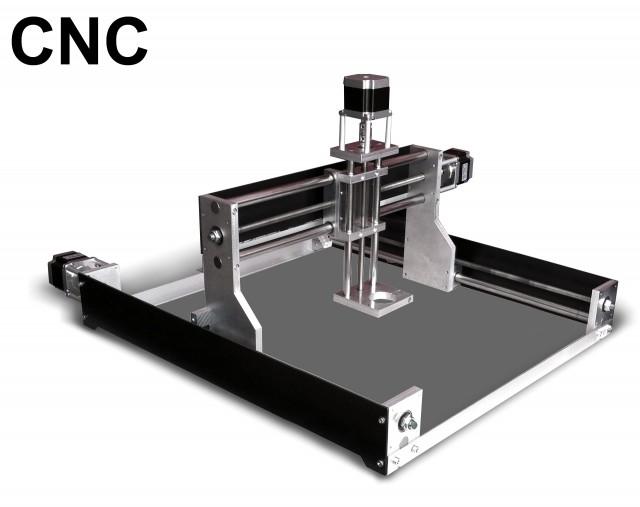
Я намеренно не пишу про конструкции 4, 5 и 6 -осевых фрезерных станков, т.к. на повестке дня стоит самодельный хоббийный станок.
2. Шпиндель.
Собственно, шпиндели бывают с воздушным и водяным охлаждением.
С воздушным охлаждением в итоге стоят дешевле, т.к. для них не надо городить дополнительный водяной контур, работают чуть громче нежели водяные. Охлаждение обеспечивается установленной на тыльной стороне крыльчаткой, которая на высоких оборотах создает ощутимый поток воздуха, охлаждающий корпус двигателя. Чем мощнее двигатель, тем серьезнее охлаждение и тем больше воздушный поток, который вполне может раздувать во все стороны
пыль (стружку, опилки) обрабатываемого изделия.
С водяным охлаждением. Такой шпиндель работает почти беззвучно, но в итоге все-равно разницу между ними в процессе работу не услышать, поскольку звук обрабатываемого материала фрезой перекроет. Сквозняка от крыльчатки, в данном случае конечно нет, зато есть дополнительный гидравлический контур. В таком контуре должны быть и трубопроводы, и помпа прокачивающая жидкость, а также место охлаждения (радиатор с обдувом). В этот контур обычно заливают не воду, а либо ТОСОЛ, либо Этиленгликоль.
В таком контуре должны быть и трубопроводы, и помпа прокачивающая жидкость, а также место охлаждения (радиатор с обдувом). В этот контур обычно заливают не воду, а либо ТОСОЛ, либо Этиленгликоль.
Также шпиндели есть различных мощностей, и если маломощные можно подключить напрямую к плате управления, то двигатели мощностью от 1кВт уже необходимо подключать через блок управления, но это уже не про нас.))
Да, еще частенько в самодельных станках устанавливают прямые шлифмашины, либо фрезеры со съемной базой. Такое решение может быть оправдано, особенно при выполнении работ недолгой продолжительности.
В моем случае был выбран шпиндель с воздушным охлаждением мощностью 300Вт.
3. Шаговые двигатели.
Наибольшее распространение получили двигатели 3 типоразмеров
NEMA17, NEMA23, NEMA 32
отличаются они размерами, мощностью и рабочим моментом
NEMA17 обычно применяются в 3д принтерах, для фрезерного станка они маловаты, т.к. приходится таскать тяжелый портал, к которому дополнительно прикладывается боковая нагрузка при обработке.
NEMA32 для такой поделки излишни, к тому же пришлось бы брать другую плату управления.
мой выбор пал на NEMA23 с максимальной мощностью для этой платы – 3А.
Также люди используют шаговики от принтеров, но т.к. у меня и их не было и все равно приходилось покупать выбрал всё в комплекте.
4. Контроллер
Плата управления, получающая сигналы от компьютера и передающая напряжение на шаговые двигатели, перемещающие оси станка.
5. Компьютер
Нужен комп отдельный (возможно весьма старый) и причин тому, пожалуй, две:
1. Вряд ли Вы решитесь располагать фрезерный станок рядом с тем местом, где привыкли читать интернетики, играть в игрушки, вести бухгалтерию и т.д. Просто потому, что фрезерный станок – это громко и пыльно. Обычно станок либо в мастерской, либо в гараже (лучше отапливаемом). У меня станок стоит в гараже, зимой преимущественно простаивает, т.к. нет отопления.
2. По экономическим соображениям обычно применяются компьютеры уже не актуальные для домашней жизни – сильно б/у:)
Требования к машине по большому счету ни о чем:
– от Pentium 4
– наличие дискретной видеокарты
– RAM от 512MB
– наличие разъема LPT (по поводу USB не скажу, за имением драйвера, работающего по LPT, новинки пока не изучал)
такой компьютер либо достается из кладовки, либо как в моем случае покупается за бесценок.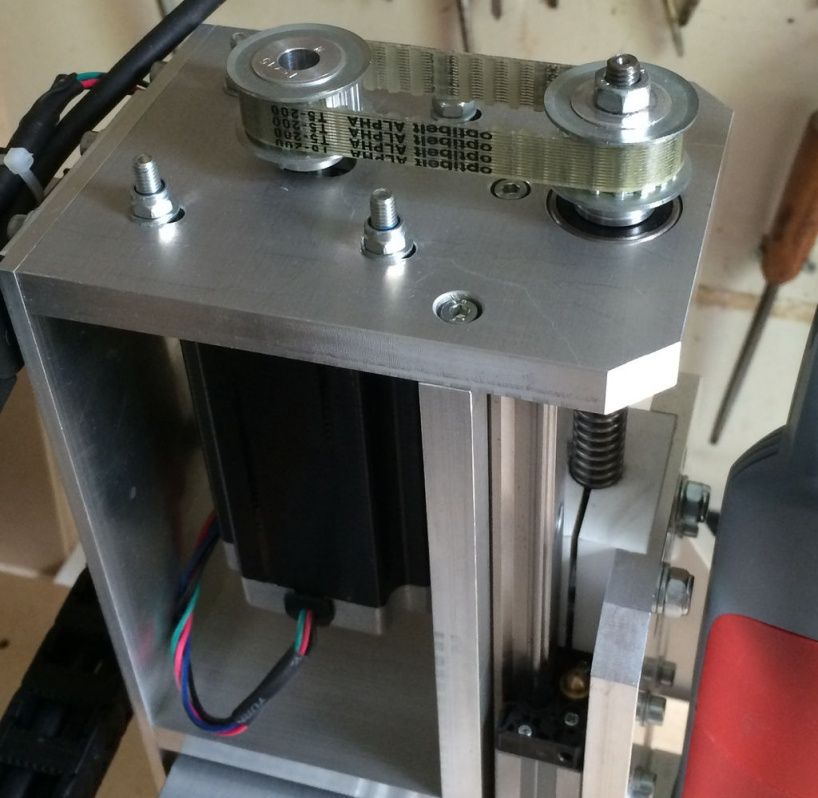
В силу малой мощности машины стараемся не ставить дополнительный софт, т.е. только ось и управляющая программа.
Дальше два варианта:
– ставим windows XP (комп то слабенький, помним да?) и управляющую программу MATCh4 (есть другие, но это самая популярная)
– ставим никсы и Linux CNC (говорят, что тоже очень неплохо все, но я никсы не осилил)
Добавлю, пожалуй, чтоб не обидеть излишне обеспеченных людей, что вполне можно поставить и не пенёк четвертый, а и какой-нибудь ай7 – пожалуйста, если это Вам нравится и можете себе это позволить.
6. Базовые навыки черчения, терпение, желание и хорошее настроение.
Тут в двух словах.
Для работы станка нужна управляющая программа (по сути текстовый файл содержащий координаты перемещений, скорость перемещений и ускорения), которая в свою очередь готовится в CAM приложении – обычно это ArtCam, в этом приложении готовиться сама модель, задаются ее размеры, выбирается режущий инструмент.
Я обычно поступаю несколько более долгим путем, делаю чертеж, а AutoCad потом, сохранив его *. dxf подгружаю в ArtCam и уже там готовлю УП.
dxf подгружаю в ArtCam и уже там готовлю УП.
Ну и приступаем к процессу создания своего.
Перед проектированием станка принимаем за отправные точки несколько моментов:
– Валы осей будут сделаны из шпильки строительной с резьбой М10. Конечно, бесспорно существуют более технологичные варианты: вал с трапециевидной резьбой, шарико-винтовая передача(ШВП), но необходимо понимать, что цена вопроса оставляет желать лучшего, а для хоббийного станка цена получается вообще космос. Тем не менее со временем я собираюсь провести апгрейд и заменить шпильку на трапецию.
– Материал корпуса станка – фанера 16мм. Почему фанера? Доступно, дешево, сердито. Вариантов на самом деле много, кто-то делает из дюрали, кто-то из оргстекла. Мне проще из фанеры.
Делаем 3Д модель:
Развертку:
Далее я поступил так, снимка не осталось, но думаю понятно будет. Распечатал развертку на прозрачных листах, вырезал их и наклеил на лист фанеры.
Выпилил части и просверлил отверстия. Из инструментов – электролобзик и шуруповерт.
Из инструментов – электролобзик и шуруповерт.
Есть еще одна маленькая хитрость, которая облегчит жизнь в будущем: все парные детали перед сверлением отверстий сжать струбциной и сверлить насквозь, таким образом Вы получите отверстия, одинаково расположенные на каждой части. Даже если при сверлении получится небольшое отклонение, то внутренние части соединенных деталей будут совпадать, а отверстие можно немного рассверлить.
Параллельно делаем спецификацию и начинаем все заказывать.
что получилось у меня:
1. Набор, указанный в данном обзоре, включает в себя: плата управления шаговыми двигателями (драйвер), шаговые двигатели NEMA23 – 3 шт., блок питания 12V, шнур LPTи кулер.
2. Шпиндель (это самый простой, но тем не менее работу свою выполняет), крепеж и блок питания 12V.
3. Б/у компьютер Pentium 4, самое главное на материнке есть LPT и дискретная видеокарта + ЭЛТ монитор. Взял на Авито за 1000р.
4. Вал стальной: ф20мм – L=500мм – 2шт., ф16мм – L=500мм – 2шт. , ф12мм – L=300мм – 2шт.
, ф12мм – L=300мм – 2шт.
Брал тут, на тот момент в Питере брать получалось дороже. Пришло в течении 2 недель.
5. Подшипники линейные: ф20 – 4шт., ф16 – 4шт., ф12 – 4 шт.
20
16
12
6. Крепления для валов: ф20 – 4шт., ф16 – 4шт., ф12 – 2шт.
20
16
12
7. Гайки капролоновые с резьбой М10 – 3шт.
Брал вместе с валами на duxe.ru
8. Подшипники вращения, закрытые – 6шт.
Там же, но у китайцев их тоже полно
9. Провод ПВС 4х2,5
это оффлайн
10. Винтики, шпунтики, гаечки, хомутики – кучка.
Это тоже в оффлайне, в метизах.
11. Так же был куплен набор фрез
Итак, заказываем, ждем, выпиливаем и собираем.
Изначально драйвер и блок питания для него установил в корпус с компом вместе.
Позже было принято решение разместить драйвер в отдельном корпусе, он как раз появился.
Ну и старенький монитор как-то сам поменялся на более современный.
Как я говорил вначале, никак не думал, что буду писать обзор, поэтому прилагаю фотографии узлов, и постараюсь дать пояснения по процессу сборки.
Сначала собираем три оси без винтов, для того чтобы максимально точно выставить валы.
Берем переднюю и заднюю стенки корпуса, крепим фланцы для валов. Нанизываем на оси Х по 2 линейных подшипника и вставляем их во фланцы.
Крепим дно портала к линейным подшипникам, пытаемся покатать основание портала туда-сюда. Убеждаемся в кривизне своих рук, все разбираем и немного рассверливаем отверстия.
Таким образом мы получаем некоторую свободу перемещения валов. Теперь наживляем фланцы, вставляем валы в них и перемещаем основание портала вперед-назад добиваемся плавного скольжения. Затягиваем фланцы.
На этом этапе необходимо проверить горизонтальность валов, а также их соосность по оси Z (короче, чтобы расстояние от сборочного стола до валов была одинаковой) чтобы потом не завалить будущую рабочую плоскость.
С осью Х разобрались.
Крепим стойки портала к основанию, я для этого использовал мебельные бочонки.
Крепим фланцы для оси Y к стойкам, на этот раз снаружи:
Вставляем валы с линейными подшипниками.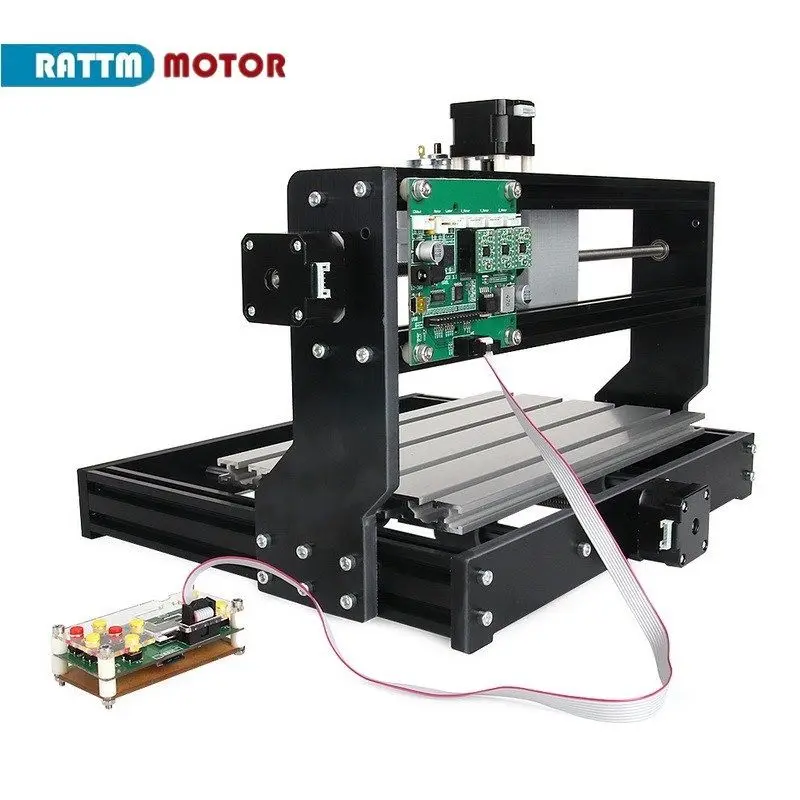
Крепим заднюю стенку оси Z.
Повторяем процесс настройки параллельности валов и закрепляем фланцы.
Повторяем аналогично процесс с осью Z.
Получаем достаточно забавную конструкцию, которую можно перемещать одной рукой по трем координатам.
Важный момент: все оси должны двигаться легко, т.е. немного наклонив конструкцию портал должен сам свободно, без всяких скрипов и сопротивления переместиться.
Далее крепим ходовые винты.
Отрезаем строительную шпильку М10 необходимой длины, накручиваем капролоновую гайку примерно на середину, и по 2 гайки М10 с каждой стороны. Удобно для этого, немного накрутив гайки, зажать шпильку в шуруповерт и удерживая гайки накрутить.
Вставляем в гнезда подшипники и просовываем в них изнутри шпильки. После этого фиксируем шпильки к подшипнику гайками с каждой стороны и контрим вторыми чтобы не разболталось.
Крепим капролоновую гайку к основанию оси.
Зажимаем конец шпильки в шуруповерт и пробуем переместить ось от начала до конца и вернуть.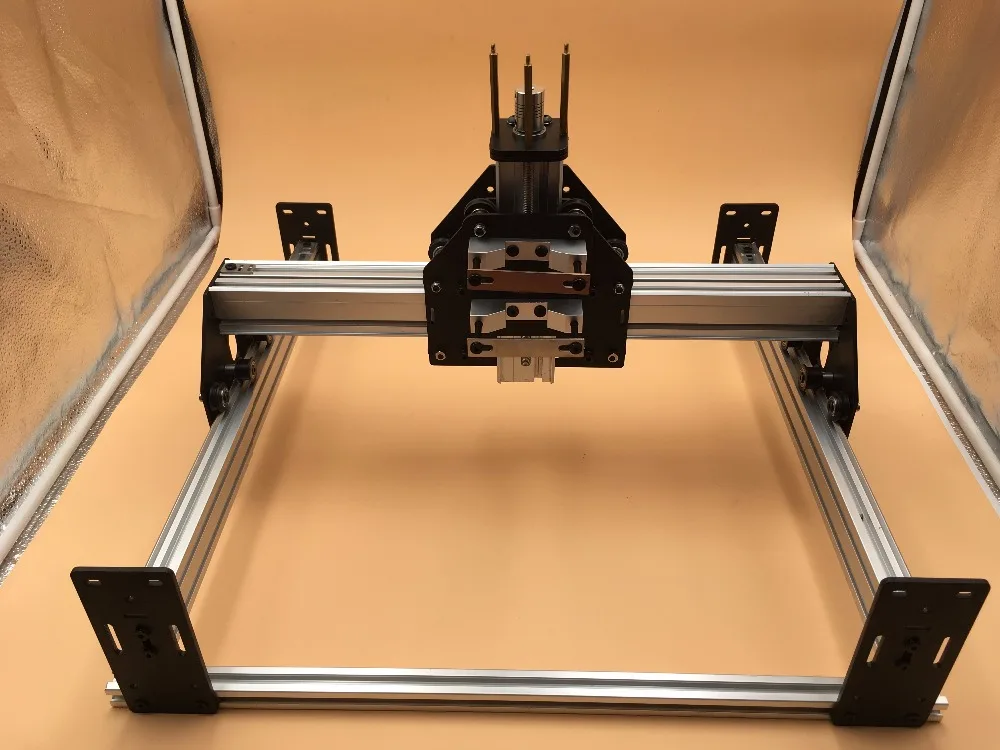
Здесь нас поджидает еще пара радостей:
1. Расстояние от оси гайки до основания в центре (а скорее всего в момент сборки основание будет посередине) может не совпасть с расстоянием в крайних положениях, т.к. валы под весом конструкции могут прогибаться. Мне пришлось по оси Х подкладывать картонку.
2. Ход вала может быть очень тугим. Если Вы исключили все перекосы, то может сыграть роль натяжение, тут необходимо поймать момент натяга фиксации гайками к установленному подшипнику.
Разобравшись с проблемами и получив свободное вращение от начала до конца переходим к установке остальных винтов.
Присоединяем к винтам шаговые двигатели:
Вообще при применении специальных винтов, будь то трапеция или ШВП на них делается обработка концов и тогда подключение к двигателю очень удобно делается специальной муфтой.
Но мы имеем строительную шпильку и пришлось подумать, как крепить. В этот момент мне попался в руки отрез газовой трубы, ее и применил. На шпильку она прямо «накручивается» на двигатель заходит в притирку, затянул хомутами – держит весьма неплохо.
Для закрепления двигателей взял алюминиевую трубку, нарезал. Регулировал шайбами.
Для подключения двигателей взял вот такие коннекторы:
Извините, не помню как называются, надеюсь кто-нибудь в комментариях подскажет.
Разъем GX16-4 (спасибо Jager). Просил коллегу купить в магазине электроники, он просто рядом живет, а мне получалось очень неудобно добираться. Очень ими доволен: надежно держат, рассчитаны на бОльший ток, всегда можно отсоединить.
Ставим рабочее поле, он же жертвенный стол.
Присоединяем все двигатели к управляющей плате из обзора, подключаем ее к 12В БП, коннектим к компьютеру кабелем LPT.
Устанавливаем на ПК MACh4, производим настройки и пробуем!
Про настройку отдельно, пожалуй, писать не буду. Это можно еще пару страниц накатать.
У меня целая радость, сохранился ролик первого запуска станка:
Да, когда в этом видео производилось перемещение по оси Х был жуткий дребезг, я к сожалению, не помню уже точно, но в итоге нашел то ли шайбу болтающуюся, то ли еще что-то, в общем это было решено без проблем.
Далее необходимо поставить шпиндель, при этом обеспечив его перпендикулярность (одновременно по Х и по Y) рабочей плоскости. Суть процедуры такая, к шпинделю изолентой крепим карандаш, таким образом получается отступ от оси. При плавном опускании карандаша он начинает рисовать окружность на доске. Если шпиндель завален, то получается не круг, а дуга. Соответственно необходимо выравниванием добиться рисования круга. Сохранилась фотка от процесса, карандаш не в фокусе, да и ракурс не тот, но думаю суть понятна:
Находим готовую модель (в моем случае герб РФ) подготавливаем УП, скармливаем ее MACHу и вперед!
Работа станка:
фото в процессе:
Ну и естественно проходим посвящение))
Ситуация как забавная, так и в целом понятная. Мы мечтаем построить станок и сразу выпилить что-то суперкрутое, а в итоге понимаем, что на это время уйдет просто уйма времени.
В двух словах:
При 2Д обработке (просто выпиливании) задается контур, который за несколько проходов вырезается.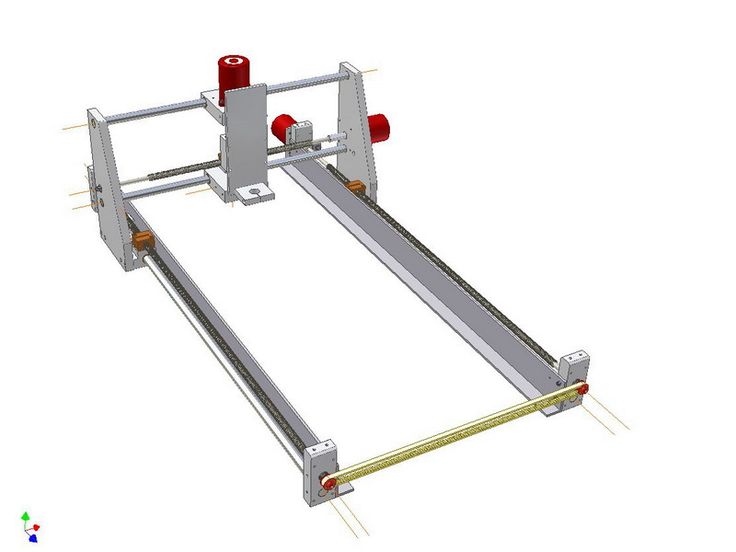
При 3Д обработке (тут можно погрузиться в холивар, некоторые утверждают, что это не 3Д а 2.5Д, т.к. заготовка обрабатывается только сверху) задается сложная поверхность. И чем выше точность необходимого результата, тем тоньше применяется фреза, тем больше проходов этой фрезы необходимо.
Для ускорения процесса применяют черновую обработку. Т.е. сначала производится выборка основного объема крупной фрезой, потом запускается чистовая обработка тонкой фрезой.
Далее, пробуем, настраиваем экспериментируем т.д. Правило 10000 часов работает и здесь;)
Пожалуй, я не буду больше утомлять рассказом о постройке, настройке и др. Пора показать результаты использования станка – изделия.
Как видите в основном это выпиленные контуры или 2Д обработка. На обработку объемных фигур уходит много времени, станок стоит в гараже, и я туда заезжаю ненадолго.
Тут мне справедливо заметят – а на… строить такую бандуру, если можно выпилить фигуру U-образным лобзиком или электролобзиком?
Можно, но это не наш метод. Как помните в начале текста я писал, что именно идея сделать чертеж на компьютере и превратить этот чертеж в изделие и послужили толчком к созданию данного зверя.
Как помните в начале текста я писал, что именно идея сделать чертеж на компьютере и превратить этот чертеж в изделие и послужили толчком к созданию данного зверя.
Написание обзора меня наконец подтолкнуло произвести апгрейд станка. Т.е. апгрейд был запланирован ранее, но «руки все не доходили». Последним изменением до этого была организация домика для станка:
Таким образом в гараже при работе станка стало намного тише и намного меньше пыли летает.
Последним же апгрейдом стала установка нового шпинделя, точнее теперь у меня есть две сменные базы:
1. С китайским шпинделем 300Вт для мелкой работы:
2. С отечественным, но от того не менее китайским фрезером «Энкор»…
С новым фрезером появились новые возможности.
Быстрее обработка, больше пыли.
Вот результат использования полукруглой пазовой фрезы:
Ну и специально для MYSKU
Простая прямая пазовая фреза:
Видео процесса:
На этом я буду сворачиваться, но по правилам надо бы подвести итоги.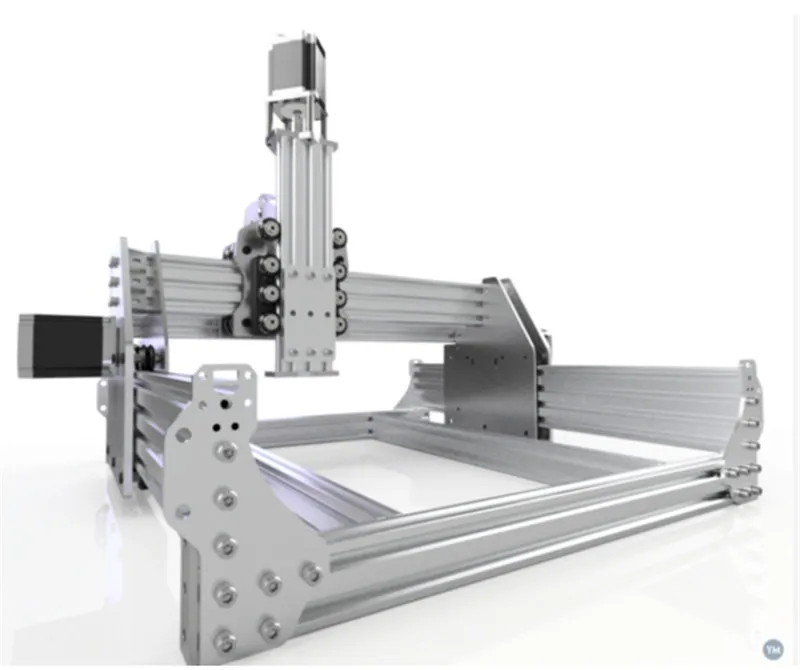
Минусы:
– Дорого.
– Долго.
– Время от времени приходится решать новые проблемы (отключили свет, наводки, раскрутилось что-то и др.)
Плюсы:
– Сам процесс создания. Только это уже оправдывает создание станка. Поиск решений возникающих проблем и реализация, и является тем, ради чего вместо сидения на попе ровно ты встаешь и идешь делать что-либо.
– Радость в момент дарения подарков, сделанных своими руками. Тут нужно добавить, что станок не делает всю работу сам:) помимо фрезерования необходимо это все еще обработать, пошкурить покрасить и др.
Большое Вам спасибо, если Вы еще читаете. Надеюсь, что мой пост пусть хоть и не подобьет Вас к созданию такого (или другого) станка, но сколько-то расширит кругозор и даст пищу к размышлениям. Также спасибо хочу сказать тем, кто меня уговорил написать сей опус, без него у меня и апгрейда не произошло видимо, так что все в плюсе.
Приношу извинения за неточности в формулировках и всякие лирические отступления. Многое пришлось сократить, иначе текст бы получился просто необъятный. Уточнения и дополнения естественно возможны, пишите в комментариях – постараюсь всем ответить.
Многое пришлось сократить, иначе текст бы получился просто необъятный. Уточнения и дополнения естественно возможны, пишите в комментариях – постараюсь всем ответить.
Удачи Вам в Ваших начинаниях!
Обещанные ссылки на файлы:
– чертеж станка,
– развертка,
формат – dxf. Это значит, что Вы сможете открыть файл любым векторным редактором.
3Д модель детализирована процентов на 85-90, многие вещи делал, либо в момент подготовки развертки, либо по месту. Прошу «понять и простить».)
Планирую купить +150 Добавить в избранное Обзор понравился +261 +487
В наше время у рукодельных людей всё чаще можно встретить новые станки, которые управляются не руками, как мы все привыкли, а компьютерной программной и компьютеризированной оснасткой. Такое новшество получило название ЧПУ (числовое программное управление).
Такая технология применяется во многих учреждениях, на больших производствах, а также в хозяйских мастерских.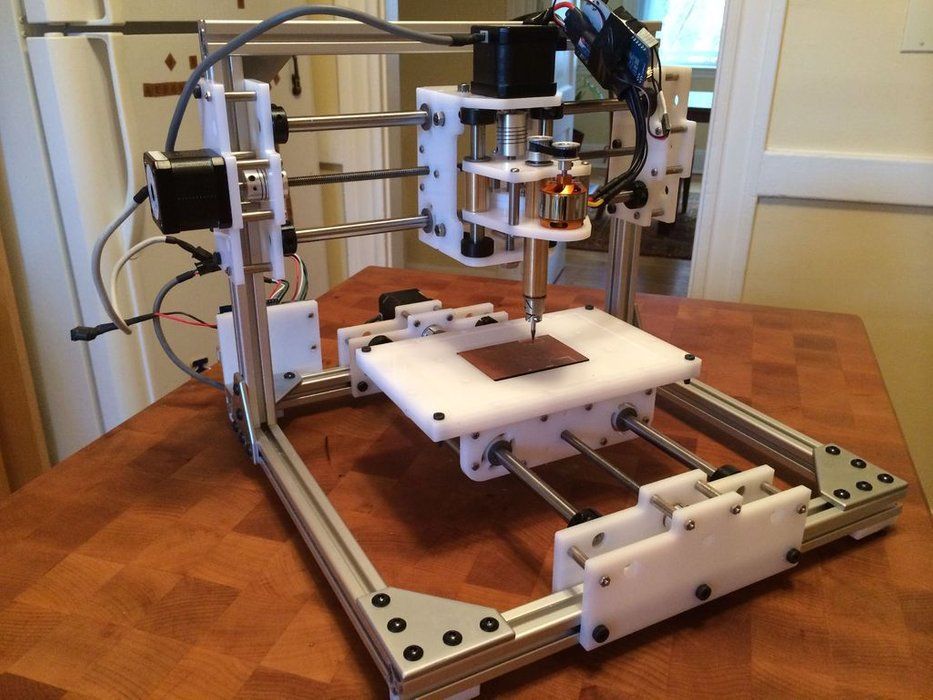 Автоматизированная система управления позволяет сэкономить очень много времени, а также повысить качество производимой продукции.
Автоматизированная система управления позволяет сэкономить очень много времени, а также повысить качество производимой продукции.
Автоматизированной системой управляет программа с компьютера. В эту систему входят асинхронные двигатели с векторным управлением, имеющие три оси движения электрического гравера: X, Z, Y. Ниже мы рассмотрим, какими бывают станки с автоматическим управлением и расчётами.
Как правило, на всех станках с ЧПУ используется электрический гравер, либо фрезер, на котором можно менять насадки. Станок с числовым управлением применяется для придания тем или иным материалам элементов декора и не только. ЧПУ станки, в связи с продвижениями в компьютерном мире, должны иметь множество функций. К таким функциям относятся:
Фрезерование
Механический процесс обработки материала, в процессе которого, режущий элемент (насадка, в виде фрезы), производит вращательные движения на поверхности заготовки.
Гравировка
Заключается в нанесении того или оного изображения на поверхности заготовки. Для этого используют либо фрезы, либо штихель (стальной стержень с заострённым под углом одним концом).
Для этого используют либо фрезы, либо штихель (стальной стержень с заострённым под углом одним концом).
Сверление
Механическая обработка материала резаньем, с помощью сверла, за счёт которого получаются отверстия разных диаметров и отверстия, имеющие много граней различных сечений и глубин.
Лазерная резка
Способ раскроя и резанья материала, при котором отсутствует механическое воздействие, сохраняется высокая точность заготовки, а также деформации, совершаемые данным способом, имеют минимальные деформации.
Графопостроитель
Производится высокоточное рисование сложнейших схем, чертежей, географических карт. Рисование производится за счёт пишущего блока, посредством специализированного пера.
Рисование и сверление печатных плат
Производство плат, а также рисование электропроводящих цепей на поверхности диэлектрической пластины. Также сверление маленьких отверстий под радиодетали.
Какие функции будет выполнять ваш будущий станок с программным управлением решать только вам. А дальше рассмотрим конструкцию станка ЧПУ.
А дальше рассмотрим конструкцию станка ЧПУ.
Разновидность станков ЧПУ
Технологические признаки и возможности данных станков приравниваются к универсальным станкам. Однако, в современном мире, выделяют три разновидности станков ЧПУ:
Токарные
Предназначение таких станков заключается в создании деталей по типу тел вращения, которое заключается в обработке поверхности заготовки. Также производство внутренних и наружных резьб.
Фрезерные
Автоматизированная работа этих станков заключается в обработке плоскостей и пространств различных корпусных заготовок. Осуществляют фрезеровку плоскую, контурную и ступенчатую, под различными углами, а также с нескольких сторон. Производят сверление отверстий, нарезание резьб, развёртывание и растачивание заготовок.
Сверлильно — расточные
Выполняют рассверливание, сверление отверстий, растачивание и развёртывание, зенкерование, фрезеровка, нарезание резьб и многое другое.
Как мы видим, станки ЧПУ имеют большой ряд функционала, которые они совершают. Поэтому и приравниваются к универсальным станкам. Все они стоят очень дорого и купить какую-нибудь установку из вышеперечисленных просто невозможно, в силу финансовой недостаточности. И можно подумать, что придётся совершать все эти действия вручную, на протяжении всей жизни.
Поэтому и приравниваются к универсальным станкам. Все они стоят очень дорого и купить какую-нибудь установку из вышеперечисленных просто невозможно, в силу финансовой недостаточности. И можно подумать, что придётся совершать все эти действия вручную, на протяжении всей жизни.
Можно не расстраиваться. Умелые руки страны, ещё с первого появления заводских станков ЧПУ, начали создавать самодельные прототипы, которые работают не хуже профессиональных.
Все комплектующие материалы для станочков ЧПУ можно заказать в интернете, где они находятся в свободном доступе и стоят довольно-таки недорого. Кстати, корпус автоматизированного станка можно изготовить своими руками, а за правильными размерами можно обратиться в интернет.
Совет: Перед выбором станка ЧПУ определитесь с тем, какой материал вы будете обрабатывать. Этот выбор будет иметь главное значение при сооружении станка, так как это напрямую зависит от размеров оборудования, а также затрат на него.
Конструкция станка ЧПУ полностью зависит от вашего выбора.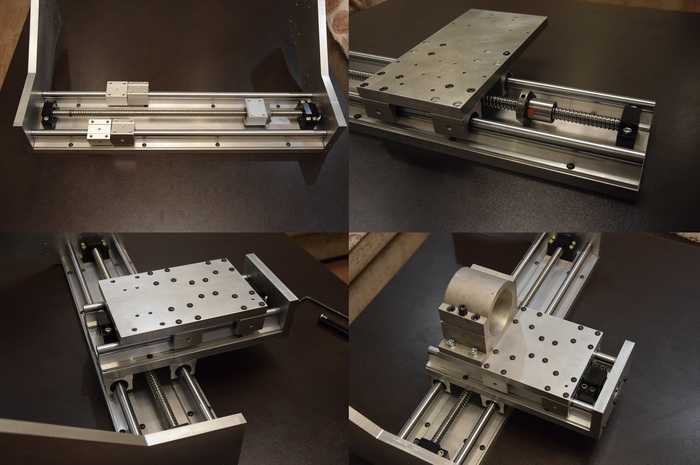 Можно приобрести уже готовый стандартный набор всех необходимых деталей и просто собрать его в своём гараже или мастерской. Или заказывать всё оснащение отдельно.
Можно приобрести уже готовый стандартный набор всех необходимых деталей и просто собрать его в своём гараже или мастерской. Или заказывать всё оснащение отдельно.
Рассмотрим стандартный набор деталей на фото :
- Непосредственно рабочая область, которая производится из фанеры – это столешница и боковой каркас.
- Направляющие элементы.
- Держатели направляющих.
- Линейные подшипники и втулки скольжения.
- Опорные подшипники.
- Ходовые винты.
- Контролёр шаговых двигателей.
- Блок питания контролёра.
- Электрический гравер или фрезер.
- Муфта, соединяющая вал ходового винта с валом шаговых двигателей.
- Шаговые двигатели.
- Ходовая гайка.
Используя данный перечень деталей, вы смело сможете создать свой собственный станок с автоматизированной работой. Когда вы соберёте всю конструкцию, можете смело приступать к работе.
Принцип работы
Пожалуй, самым главным элементом на этом станке является фрезер, гравер или шпиндель.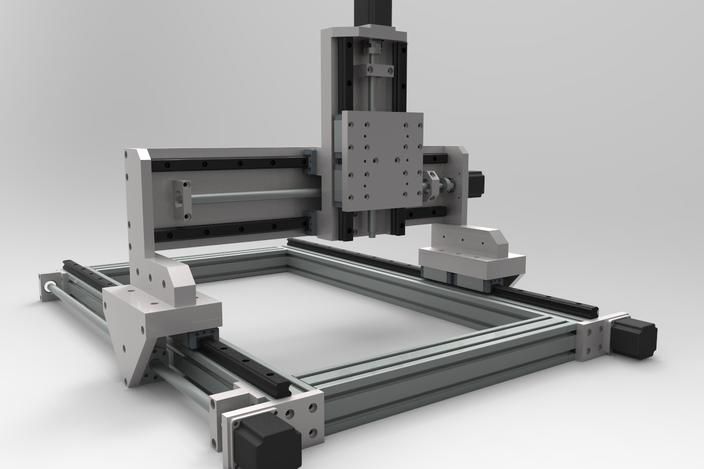 Это зависит от вашего выбора. Если у вас будет стоять шпиндель, то хвостик фрезы, который имеет цангу для крепления, будет плотно крепиться в цанговый патрон.
Это зависит от вашего выбора. Если у вас будет стоять шпиндель, то хвостик фрезы, который имеет цангу для крепления, будет плотно крепиться в цанговый патрон.
Сам патрон непосредственно закреплён на шпиндельном вале. Режущая часть фрезы подбирается исходя из выбранного материала. Электрический мотор, который располагается на движущейся каретке, вращает шпиндель с фрезой, что позволяет обрабатывать поверхность материала. Управление шаговыми двигателями происходит от контролера, на который подаются команды с компьютерной программы.
Электроника станка работает непосредственно на обеспечении компьютерного обеспечения, которое должно поставляться с заказываемой электроникой. Программа передаёт команды, в виде G – кодов на контролер. Тем самым эти коды сохраняются в оперативной памяти контролера.
После выбора на станке программы обработки (чистовой, черновой, трёхмерной), команды распределяются на шаговые двигатели, после чего происходит обработка поверхности материала.
Совет: Перед началом работы, необходимо протестировать станок, специализированной программой и пропустить пробную деталь, чтобы убедиться в правильности работы ЧПУ.
Сборка
Сборка станка своими руками не займёт у вас слишком много времени. Тем более что в интернете сейчас можно скачать очень много различных схем и чертежей. Если вы купили набор деталей для самодельного станка, то его сборка будет очень быстрой.
Итак, разберём один из чертежей собственно ручного станка.
Чертёж самодельного станка ЧПУ.
Как правило, первым делом из фанеры, толщиной 10-11 миллиметров, изготавливается каркас. Столешница, боковые стенки и подвижный портал для установки фрезера или шпинделя, изготавливаются только из фанерного материала. Столешница делается подвижной, используются мебельные направляющие соответствующих размеров.
В итоге должен получиться вот такой вот каркас. После того, как каркасная конструкция готова, в дело вступает дрель и специальные коронки, с помощью которых можно сделать отверстия в фанере.
Каркас будущего станка ЧПУ.
В готовом каркасе необходимо подготовить все отверстия, чтобы установить в них подшипники, направляющие болты. После этой установки, можно производить установку всех крепёжных элементов, электрических установок и т.д.
После того, как сборка завершена, важным этапом становится настройка программного обеспечения станка и компьютерной программы. При настройке программы проверяется работа станка на правильность заданных размеров. Если всё готово, можно приступать к долгожданным работам.
Совет: Перед началом работы необходимо проверить правильность крепления заготовочного материала и надёжность крепления рабочей насадки. Также убедиться в том, что выбранный материал соответствует изготовленному станку.
Наладка оборудования
Наладка станка ЧПУ производится непосредственно с рабочего компьютера, на котором установлена программа для работы со станком. Именно в программу загружаются необходимые чертежи, графики, рисунки. Которые в последовательности преобразуются программой в G – коды, необходимые для управления станком.
Когда всё загружено, совершаются пробные действия, относительно выбранного материала. Именно при этих действиях совершается проверка всех необходимых предустановленных размеров.
Совет: Только после тщательной проверки работоспособности станка можно приступать к полноценной работе.
Техника безопасности
Правила и техника безопасности при работе с данным станком ничем не отличается от работы на всех остальных станках. Ниже будут представлены самые основные:
- Перед работой проверить исправность станка.
- Одежда должна быть заправлена должным образом, чтобы нигде ничего не торчало и не могло попасть в рабочую зону станка.
- Должен быть одет головной убор, который будет прижимать ваши волосы.
- Около станка должен быть резиновый коврик или невысокая деревянная обрешётка, которые защитят от утечки электричества.
- Доступ к станку детям должен быть категорически запрещён.
- Перед работой со станком проверить все крепёжные элементы на их прочность.

Совет: К работе на станке необходимо подходить с трезвой головой и пониманием, что при неправильной работе вы можете нанести себе непоправимый вред.
С полными требованиями к безопасности при работе со станком вы сможете найти во всемирной паутине, т.е. в интернете и ознакомиться с ними.
Видео обзоры
Обзор сборки станка самодельного с ЧПУ
Видео обзор простого станка с ЧПУ
Обзор возможностей самодельного ЧПУ станка
Обзор шаговых двигателей
Обзор видео многоканального драйвера для шаговых двигателей
Для изготовления объемного рисунка на деревянной поверхности применяются заводские . Сделать аналогичную мини-модель своими руками в домашних условиях сложно, но возможно при детальном изучении конструкции. Для этого необходимо разобраться со спецификой, правильно подобрать комплектующие и выполнить их настройку.
Принцип работы фрезерного станка
Современное деревообрабатывающее оборудование с блоком числового программного управления предназначено для формирования сложного рисунка по дереву.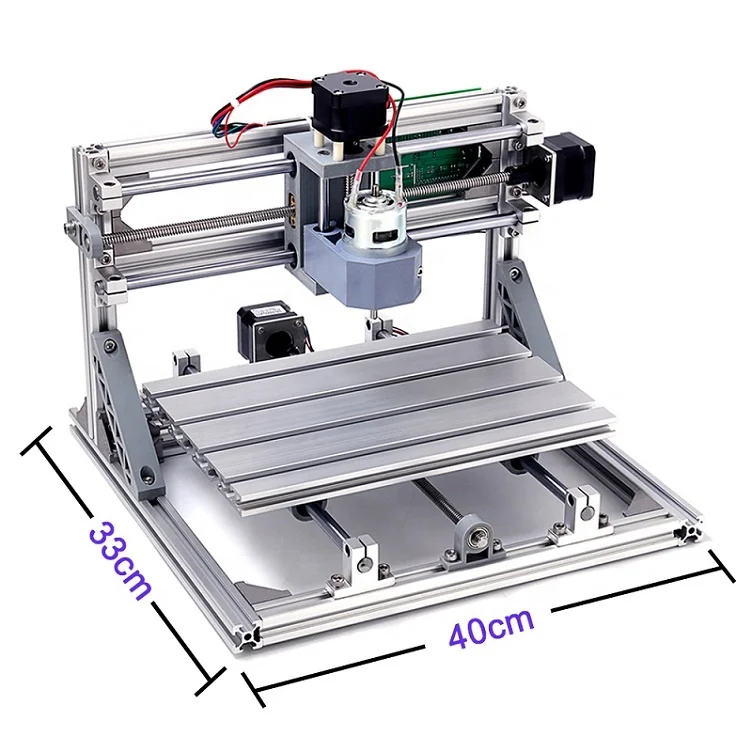 В конструкции должна присутствовать механическая электронная часть. В комплексе они позволят максимально автоматизировать процесс работы.
В конструкции должна присутствовать механическая электронная часть. В комплексе они позволят максимально автоматизировать процесс работы.
Для изготовления настольного мини-фрезерного станка по дереву своими руками следует ознакомиться с основными компонентами. Режущим элементом является фреза, которая устанавливается в шпиндель, расположенный на валу электродвигателя. Эта конструкция крепится на станину. Она может перемещаться по двум осям координат – x; y. Для фиксации заготовки необходимо сделать опорный столик.
Электронный блок управления соединяется с пошаговыми двигателями. Они обеспечивают смещение каретки относительно детали. По такой технологии можно сделать 3D рисунки на деревянной поверхности.
Последовательность работы мини-оборудования с ЧПУ, который можно изготовить своими руками.
- Написание программы, согласно которой будет выполнена последовательность перемещений режущей части. Для этого лучше всего использовать специальные программные комплексы, предназначенные для адаптации в самодельных моделях.
- Установка заготовки на стол.
- Вывод программы в ЧПУ.
- Включение оборудования, контроль за выполнением автоматических действий.
Для достижения максимальной автоматизации работы в 3D режиме потребуется правильно составить схему и выбрать соответствующие комплектующие. Специалисты рекомендуют изучить заводские модели, прежде чем сделать мини- .
Для создания сложных рисунков и узоров на деревянной поверхности понадобится несколько видов фрез. Некоторые из них можно сделать самостоятельно, но для тонкой работы следует приобрести заводские.
Схема самодельного фрезерного станка с числовым управлением
Самым сложным этапом является выбор оптимальной схемы изготовления. Она зависит от габаритов заготовки и степени ее обработки. Для домашнего использования желательно изготовить настольный мини-фрезерный станок с ЧПУ, сделанный своими руками, который будет иметь оптимальное число функций.
Оптимальным вариантом является изготовление двух кареток, которые будут двигаться по осям координат x; y.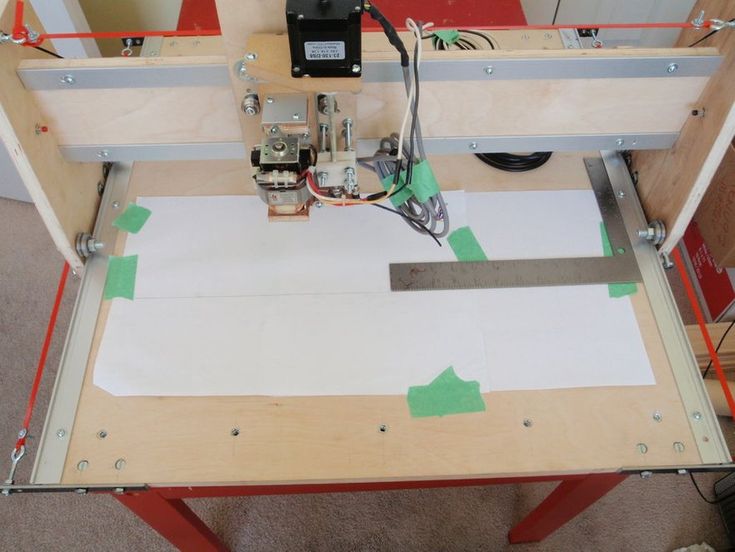 В качестве основания лучше всего использовать стальные шлифованные прутки. На них будут монтироваться каретки. Для создания трансмиссии необходимы шаговые электродвигатели и винты с подшипниками качения.
В качестве основания лучше всего использовать стальные шлифованные прутки. На них будут монтироваться каретки. Для создания трансмиссии необходимы шаговые электродвигатели и винты с подшипниками качения.
Для максимальной автоматизации процесса в конструкции по дереву, сделанного своими руками, необходимо детально продумать электронную часть. Условно она состоит из следующих компонентов:
- блок питания. Необходим для подачи электроэнергии на шаговые электродвигатели и микросхему контроллера. Зачастую используют модель 12в 3А;
- контроллер. Он предназначен для подачи команд на электродвигатели. Для работы мини-фрезерного станка ЧПУ, изготовленного своими руками, достаточно простой схемы для контроля функционирования трех двигателей;
- драйвер. Также является элементом регулирования работы подвижной части конструкции.
Преимуществом этого комплекса является возможность импортирования исполняемых файлов самых распространенных форматов. С помощью специального приложения можно составить трехмерный чертеж детали для предварительного анализа.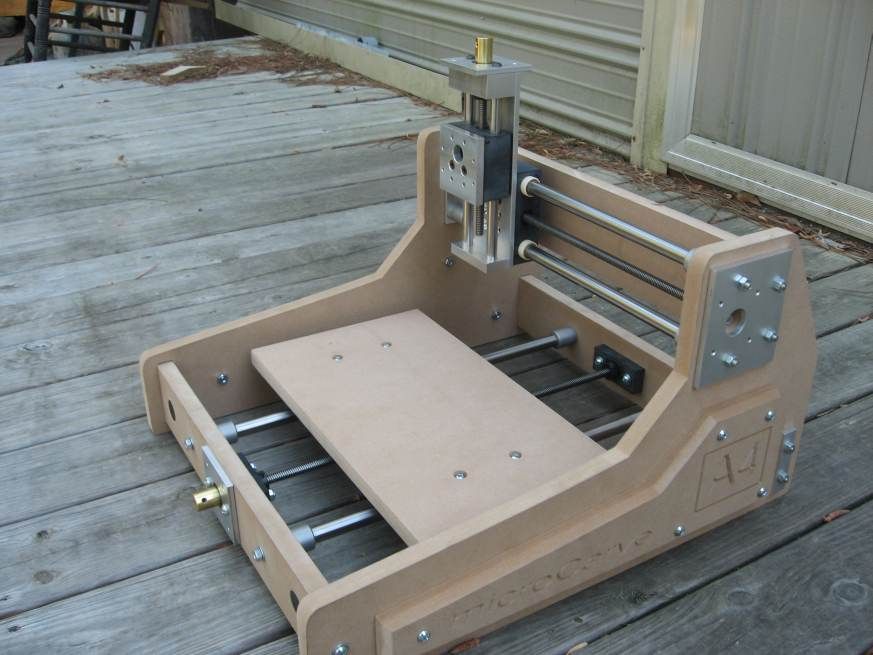 Шаговые двигатели будут работать с определенной частотой хода. Но для этого следует внести технические параметры в программу управления.
Шаговые двигатели будут работать с определенной частотой хода. Но для этого следует внести технические параметры в программу управления.
Выбор комплектующих для фрезерного станка с ЧПУ
Следующим этапом является выбор компонентов для сборки самодельного оборудования. Оптимальным вариантом является использование подручных средств. В качестве основы для настольных моделей 3D станка можно использовать дерево, алюминий или оргстекло.
Для правильной работы всего комплекса необходимо разработать конструкцию суппортов. Во время их движения не должно возникать колебаний, это может привести к неточному фрезерованию. Поэтому перед сборкой все компоненты проверяются на совместимость друг с другом.
- направляющие. Используются стальные шлифованные прутки диаметром 12 мм. Длина для оси x составляет 200 мм, для y — 90 мм;
- суппорт. Оптимальным вариантом является текстолит. Обычный размер площадки — 25*100*45 мм;
- шаговые двигатели. Специалисты рекомендуют использовать модели от принтера 24в, 5А.
 В отличие от приводов дисковода они имеют большую мощность;
В отличие от приводов дисковода они имеют большую мощность; - блок фиксации фрезы. Его также можно сделать из текстолита. Конфигурация напрямую зависит от имеющегося инструмента.
Блок питания лучше всего собрать заводской. При самостоятельном изготовлении возможны ошибки, которые впоследствии отразятся на работе всего оборудования.
Порядок изготовления фрезерного станка с ЧПУ
После выбора всех компонентов можно сделать настольный мини фрезерный самостоятельно своими руками. Предварительно еще раз проверяются все элементы, выполняется контроль их размеров и качества.
Для фиксации элементов оборудования необходимо использовать специальные крепежные детали. Их конфигурация и форма зависят от выбранной схемы.
Порядок действий по сборке настольного мини оборудования с ЧПУ по дереву с функцией 3D обработки.
- Монтаж направляющих суппорта, их фиксация на боковых частях конструкции. Эти блоки еще не устанавливаются на основание.
- Притирка суппортов.
 Их необходимо двигать по направляющим до тех пор, пока не получится плавный ход.
Их необходимо двигать по направляющим до тех пор, пока не получится плавный ход. - Затяжка болтов для фиксации суппортов.
- Крепление компонентов на основание оборудования.
- Монтаж ходовых винтов вместе с муфтами.
- Установка ходовых двигателей. Они крепятся к винтам муфт.
Электронная часть располагается в отдельном блоке. Это способствует уменьшению вероятности сбоя в работе во время функционирования фрезера. Также важным моментом является выбор рабочей поверхности для установки оборудования. Она должна быть ровная, так как в конструкции не предусмотрены болты регулировки уровня.
После этого можно приступать к пробным испытаниям. Сначала рекомендуется задать несложную программу фрезерования по дереву. Во время работы необходимо сверять каждый проход фрезы — глубину и ширину обработки, в особенности это касается 3D режима.
В видеоматериале показан пример как собрать большой фрезерный станок с ЧПУ, изготовленный своими руками:
Примеры чертежей и самодельных конструкций
Статья на тему самостоятельной постройки небольшого станочка для деревообработки (гравировка, фрезерование, сверление) с ЧПУ, подходит также и для других мягких материалов, например, пластика. Хорошо подойдет для фрезерования печатных плат и подобной работы. В этой и следующих статьях описываются общие комплектующие и приемы для сборки не только CNC станков, но и 3Д принтеров, граверов и подобной техники. Информации много, ссылок и фотографий много, проект открытый, советы и критика (по делу) приветствуется.
Хорошо подойдет для фрезерования печатных плат и подобной работы. В этой и следующих статьях описываются общие комплектующие и приемы для сборки не только CNC станков, но и 3Д принтеров, граверов и подобной техники. Информации много, ссылок и фотографий много, проект открытый, советы и критика (по делу) приветствуется.
Вот несколько фотографий внешнего вида собранного станка CNC2418 из лотов продавцов с Али
Примеры лотов с Али с лазером и цангой ER11 (магазин DZT, магазин Jack”s , магазин IRouter).
Итак, расскажу про достаточно популярный китайский станочек под нехитрым названием CNC2418, что означает рабочую зону 24 мм на 18 мм. В качестве шпинделя у него стоит простой (коллекторный) оборотистый двигатель постоянного тока типа 775. Управляется через GRBL совместимыми программами, но обо всем по порядку.
Как правило, продается в районе $250 (от $170 до $300) в разной комплектации. Есть версия с разными шпинделями (различные вариации 775го двигателя), с разными цангами (от простой для сверл до ER11), может комплектоваться лазерным модулем.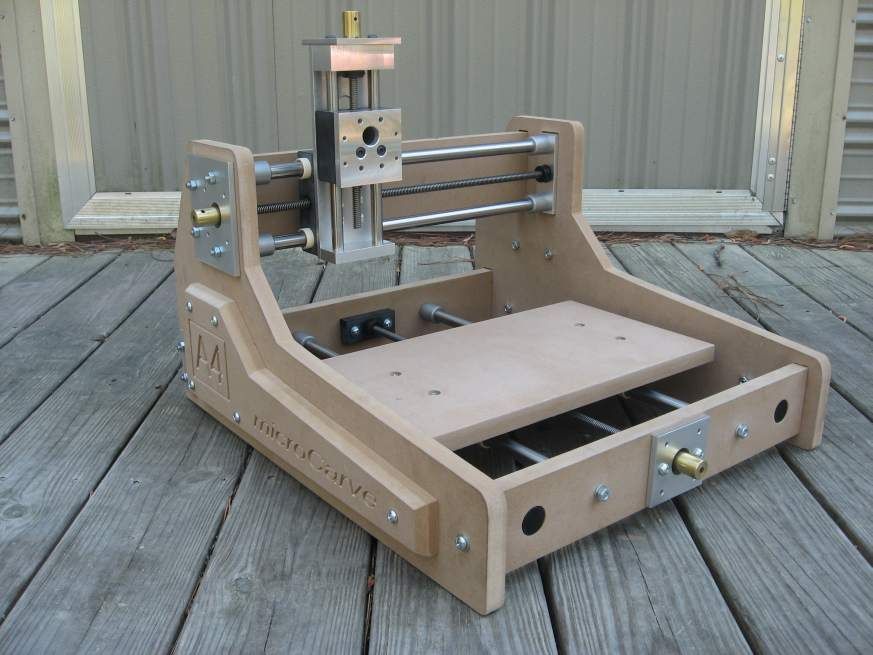 Обычно продавцы вкладывают расходники, биты-фрезы и прочее.
Обычно продавцы вкладывают расходники, биты-фрезы и прочее.
Характеристики станка 2418:
- Рабочее поле – 240 мм х 180 мм х45 мм
- Размер рамы (станины) – 260 мм х180 мм (алюминиевый профиль)
- Общий размер – 330х340х240
- Шаговые моторы: 3шт Nema17 1,3А 0,25Nm
- Шпиндель: Диаметр 45мм, модель 775, 24V: 7000 r/min
- Максимальный диаметр хвостовика фрезы зависит от установленной цанги
- Питание: 24V 5.6A
Электроника типа Atmega+CNC Shield, EleckMill, или оригинальные платы, но с прошивкой GRBL. Управляются с помощью GrblController, UniversalGcodeSender, grblControl, используют файлы *.nc. Генерировать подобные файлы нужно отдельно.
Вот фотография среднего комплекта за $250 (включая комплект для лазерной гравировки)
В лоте обычно есть выбор цанг: простая “сверлилка” или цанга типа ER11. В лотах подороже есть оба варианта плюс фрезы.
Если серьезно говорить, то рыночная стоимость подобных комплектов для сборки сильно завышена.
 Я не готов отдавать под $300 за подобный набор. А вот собрать его своими руками раза в три дешевле – пожалуйста! Далее приведу подборку комплектующих с китайских магазинов, на основе которых можно спокойно собрать аналогичный станок или станок с большим/меньшим рабочим полем.
Я не готов отдавать под $300 за подобный набор. А вот собрать его своими руками раза в три дешевле – пожалуйста! Далее приведу подборку комплектующих с китайских магазинов, на основе которых можно спокойно собрать аналогичный станок или станок с большим/меньшим рабочим полем.Для сборки потребуется купить набор направляющих: рельсы или полированные валы; ходовые винты (чаще всего Т8, так как ремни типа GT2-6 могут устанавливаться в лазерные граверы, в фрезере их применение не желательно), двигатели Nema17, шпиндель (чаще всего двигатель постоянного тока типа RS775 или мощнее) и различная мелочевка типа подшипников, суппортов, метизов.
Вопрос электроники отдельный: кто-то пользуется платами Arduino Nano/Uno+CNC Shield, кто-то Mega+Ramps, есть варианты более серьезных комплектов под Mach4.
Обращая ваше внимание на то, что в оригинальном комплекте присутствуют 3Д печатные компоненты.
Использование подобных пластиковых деталей хорошо видно на пользовательских фотографиях из интернета, да и в лотах у продавцов
В печатный комплект входит распорка-уголок (2 шт), держатель винта Х, держатель винта Y, держатели подшипников LM8UU (а скорее их имитации) 4 шт, держатель гайки Т8.

Отдельно выделю сборку держателя шпинделя , одновременно каретку по XY.
Она так и приходит в сборе с установленным двигателем.
Внутри видно запрессованные подшипники LM8UU и где-то гайка Т8. Валы просверлены с торца и закреплены на торцах. Одновременно служат дополнительной опорой для конструкции.
Ссылки на комплектуху привожу с бангууда, так как надоело покупать по 1 лоту у разных продавцов с Али и ждать кучу посылок, приходящих в разное время. Цены сравнимые с Али, где-то дешевле, где-то удобнее применить поинты, где-то подождать акцию или купон. В итоге получил одну большую посылку с комплектухой. Также привожу ключевые слова для самостоятельного поиска, если нужно найти подобное на Али или Тао.
Теперь по порядку. Получил посылку разной комплектухи для станочной механики.
Направляющие полированные валы.
Linear Shaft (Rod). Еще встречается Optical Axis (полированная ось). Бывают на 5-6-8-10-12-16-20 мм. Актуальный диаметр 8 мм.
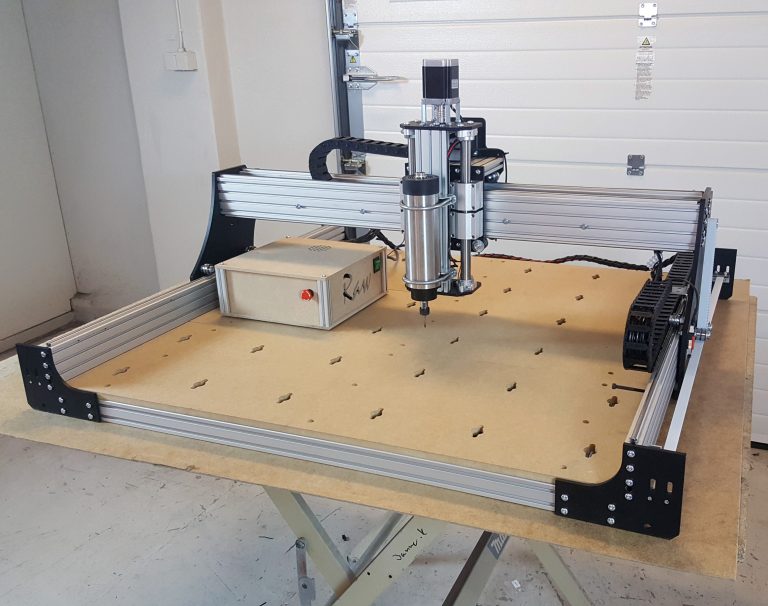 На 16-20 мм лучше использовать круглые рельсы типа SBR16 или SBR20, так как они имеют поддержку. Валы разного диаметра используются, например, в принтере Ultimaker (6-8-10 мм). Кстати, валы на 12мм – могут пригодиться для оси Z принтера ZAV 3D и подобных.
На 16-20 мм лучше использовать круглые рельсы типа SBR16 или SBR20, так как они имеют поддержку. Валы разного диаметра используются, например, в принтере Ultimaker (6-8-10 мм). Кстати, валы на 12мм – могут пригодиться для оси Z принтера ZAV 3D и подобных.На фото 6 мм, 8 мм, 12 мм.
Валы 8 мм. Брал часть в размер (они с фасками), часть резал сам
Есть большой лот с выбором валов от 5 мм до 12 мм и длин 300-600 мм
Отдельными лотами бывает чуть дешевле. Я стараюсь брать длину или в размер или значительно больше, чтобы самостоятельно напилить из одного вала 2-3 отрезка нужного размера.
Вот рез торцевой пилой. Желательно потом зачистить, снять фаску.
Вал 8х300 Вал 8х600 Вал 8 мм с длинами 300…500 ммВал 8 мм с длинами 100… 350 мм
Удобно, если подбирать в размер. Да и периодически на разные лоты делают акции, если не спешно собирать станок, можно поэкономить.
Вал 6х400 Вал 6х300 Вал 6х500 Вал 6×600
Валы на 6мм можно использовать в небольших лазерных граверах, дельта принтера, оси Z настольных ЧПУ станков.
 Например, вал на 6х300, распиленный пополам пошел на “голову” оси Z небольшого фрезера.
Например, вал на 6х300, распиленный пополам пошел на “голову” оси Z небольшого фрезера.Валы на 12 мм. Брал для ZAV 3D.
Вал 12х400 Вал 12х500Будут установлены в корпус ZAV 3D
Есть несколько вариантов крепления направляющих. Самый простой – нарезать на концах резьбу и законтрогаить. Можно установить фланцы типа SHF08 или суппорты SK8. В этом случае длина увеличивается на 2 см каждой направляющей (один фланец захватывает 1см вала).
Я печатал сам, не скажу что большая разница, но экономия около $12. Вот ссылка на лот для установки нормальных металлических фланцев SHF08, а не пластиковых. Еще хороший вариант крепление не фланцами, а суппортами, прямо на профиль 2020. Это суппорт SH08 (SF08?).
Есть еще «китайский» вариант крепления, когда в центре вала сверлится отверстие и нарезается внутренняя резьба М3. В этом случае установка подобных направляющих максимально облегчается.
Суппорты-фланцы для крепления валов от SHF8 до SHF20
Фланец SHF8 Суппорт SK8 Еще один суппорт SK8 для валов для установки на профиль
Подшипники для валов
Лот с выбором размера коротких линейных подшипников LMххUU на 6/8/10 мм
Ключевые слова: Bearing LMххLUU (на хх мм, длинные), LMххUU (на хх мм короткие), в корпусе соответственно: SC8LUU и SC08UU.

Удлиненные лот с выбором типа SCSххLUU от 8 до 20 мм.
Еще удлиненные на 8 мм Подшипники в корпусе SC8UU На 6 мм LM6LUU удлиненные и обычные LM6UU
На 12 мм LM12UU Вот фотография настольного станка для электронщика с валами на 8 мм, подшипниками LM08LUU и SC08UUВот интересные комплекты-наборы осей с направляющими и подшипниками
на 500 мм с удлиненными подшипниками
То же, плюс винт Т8 с суппортом на 200мм , 300 мм и на 400 мм
Ходовой винт Т8 (Lead Screw T8 , гайка T8 Nut ) – это винт с многозаходной резьбой. Лучше брать сразу с гайкой.
Если пилить, то дополнительно надо будет прикупить еще латунных гаек
На 100 мм На 200 мм На 250 мм На 400 мм Лот с выбором Т8 от 100 до 600 мм со специальной гайкой
Обычно беру больше, плюс одну гайку. Режу в размер, остаток идет еще куда-либо
Фланец-подшипник KFL08 для крепления винта Т8 на торцевую поверхность (Flange Bearing KFL08)Фланец-суппорт KP08 для крепления винта Т8 на профиль Mount Bearing KP08Для сборки также потребуется конструкционный профиль, 3Д печатные детали (держатели, уголки и прочее, ссылки в конце статьи), а также электроника.
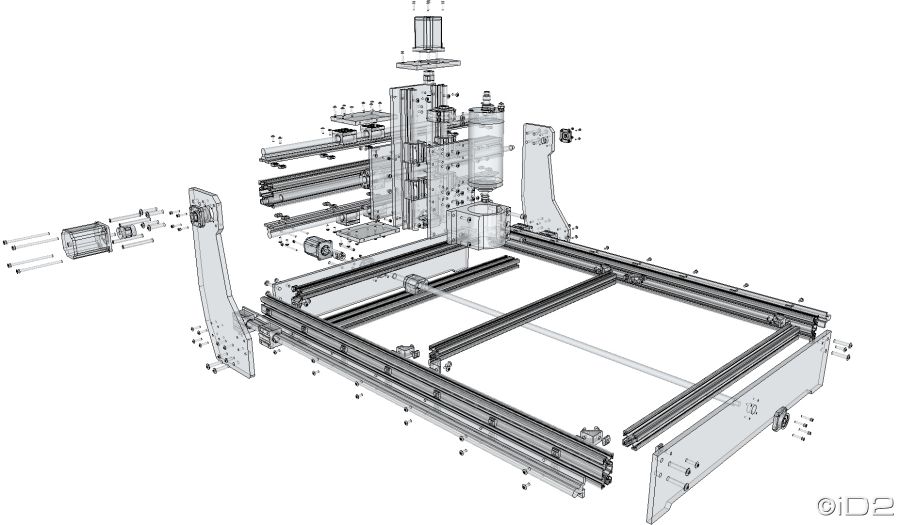
Комплектующие для профиля:
уголки 2020 Corner Bracket. Для сборки станка типа 2418 потребуется минимум 16 шт. Берите с запасом)))
Есть варианты пластин для усиления , тоже неплохо было бы установить по основным углам и на портал (итого 6-8 шт).
Т-гайки М4 для профиля 2020 (слот 8мм) 100 шт. Тоже лучше не мелочиться. Сто штук разлетятся в момент, особенно учитывая что ими можно крепить все что угодно на профиль. Для заказа: T Nut M4 (есть М3, М5, для паза 6 мм)А вот сам профиль 2020.
Раз завел разговор про профиль, то расскажу подробно про закупку и нарезку профиля у Соберизавода.
Это конструкционный алюминиевый профиль от Соберизавода . Это наверное самый дешевый вариант, так как профиль из Китая будет стоить дороже, да и существует ограничение на максимальную длину посылок на китайской почте (500мм).
Я покупал сразу нарезанный в размер комплект профиля типоразмера 2020 для CNC2418.
Есть два варианта – профиль без покрытия (подешевле) и с покрытием (анодированный).
 Разница в стоимости небольшая, я рекомендую с покрытием, особенно если использовать в качестве направляющих для роликов.
Разница в стоимости небольшая, я рекомендую с покрытием, особенно если использовать в качестве направляющих для роликов.Выбираем нужный тип профиля 2020, далее вводим «порезать по размерам». Иначе, можно купить один отрезок (хлыст) на 4 метра. При расчете имейте ввиду, что стоимость одного реза бывает разная, в зависимости от профиля. И что на рез закладывается 4 мм.
| Расположение осей X, Y, Z настольного фрезерно-гравировального станка ЧПУ : Ось Z перемещает инструмент(фрезер) по вертикали(вниз-вверх)
Последовательность сборки станка ЧПУ портального типа (с подвижным порталом)
1 Смазать линейные подшипники специальной смазкой (можно использовать Литол-24 (продается в магазинах автозапчастей). Для смазки винтов можно использовать графитовую смазку.
2 Сборка оси Z.
2.1 Вставить линейные направляющие и ходовой винт в посадочные места деталей оси Z и соединить детали оси Z, рисунок 1. Аккуратно вставляйте направляющие в подшипники. Вставляя направляющие, направляйте их строго параллельно оси подшипников, не прибегая к чрезмерным усилиям. Не осторожное обращение может привести к выдавливанию шариков из обоймы шарикоподшипника(в этом случае, аккуратно вставьте шарик обратно в обойму на пустое место). Рисунок 1 2. Рисунок 2.
2.3 Расположить ходовую гайку по центру между линейными подшипниками и сверлом 2мм сделайте отверстия для шурупов, рисунок 3, после чего шурупами 3х20 из комплекта закрепить ходовую гайку, рисунок 4. При сверлении обязательно использовать упор под ходовой гайкой, чтобы не погнуть ходовой винт.
Рисунок 3
Рисунок 4
3 Сборка портала станка, ось Х
3.1 Детали для сборки портала, рисунок 5.
Рисунок 5
3.
Рисунок 6
Рисунок 7
3.2.1 Просверлить отверстия под шурупы, рисунок 8. Закрепить боковины несущего элемента оси Х с использованием шурупов 3х20мм из комплекта. Рисунок 8
3.2.3 Закрепить шурупами из комплекта. Рисунок 9
3.2.3 Перевернуть и закрепить вторую стенку Рисунок 10
3. Рисунок 11
3.4 Вставить направляющие и ходовой винт в посадочные места левой боковины портала, как на рисунке 12. Рисунок 12
3.5 Закрепить винтами М5 линейные подшипники в алюминиевых блоках, рисунок 13 Рисунок 13.
3.6 Вставить ось Z, собранную в пункте 2, рисунок 14 и 15. Закрепить шурупами из комплекта. Для крепления с боков использовать шуруп 3х20мм, для крепления сзади использовать шуруп 3х25мм. Рисунок 14
Рисунок 15 3. Рисунок 16
3.8 Закрепить заднюю стенку портала. Перед вкручиванием шурупов наметить шилом(рисунок 17) и просверлить отверстия сверлом диаметром 2мм. Рисунок 17
4 Сборка основания настольного фрезерного станка. 4.1 Соединить детали основания станка, рисунок 18. Рисунок 18.
4.3 Закрепить портал ЧПУ станка на линейных направляющих основания,рисунок 19.
Рисунок 19
5 Установка двигателей на фрезерно-гравировальный станок. 5.1 Соберите крепление ШД рисунок 20 и закрепите его на станке, рисунок 19, для крепления используйте винт М4х55 из комплекта. Рисунок20 Крепление ШД в сборе.
Установка крепления ШД на боковину портала, рисунок 21 Рисунок 21
6.1 Закрепите плиту основания и моторы, Рисунок 22. Для крепления используйте шуруп 3х30 из комплекта . Рисунок 22
6.2 Затяните винты держателей направляющих, рисунок 23 Рисунок 23
8 Подтянуть все винты. Подключить контроллер.
9 Установить и настроить программу MACh4
Рисунок 24 Крепление кабеля двигателей
10 Сборка крепления шпинделя Соберите крепление фрезера использую комплект деталей, рисунок 25, 26. Рисунок 25 Элементы крепления фрезера
Рисунок 26. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 2 С использованием винтов М5х16 из комплекта закрепить пластину оси Z как показано на рисунке 2
2 С использованием винтов М5х16 из комплекта закрепить пластину оси Z как показано на рисунке 2 2 Сборка несущего элемента оси X. Шилом наметить отверстия для сверления отверстий диаметром 2мм под шурупы, рисунок 6 и 7.
2 Сборка несущего элемента оси X. Шилом наметить отверстия для сверления отверстий диаметром 2мм под шурупы, рисунок 6 и 7. 3 Вставить направляющие и ходовой винт в посадочные места правой боковины портала, как на рисунке 11.
3 Вставить направляющие и ходовой винт в посадочные места правой боковины портала, как на рисунке 11. 7 Закрепить ходовую гайку, рисунок 16
7 Закрепить ходовую гайку, рисунок 16 Установите муфты 6.35х12мм для соединения вала двигателя с ходовым винтом. Установите шаговые двигатели на станок.
Установите муфты 6.35х12мм для соединения вала двигателя с ходовым винтом. Установите шаговые двигатели на станок.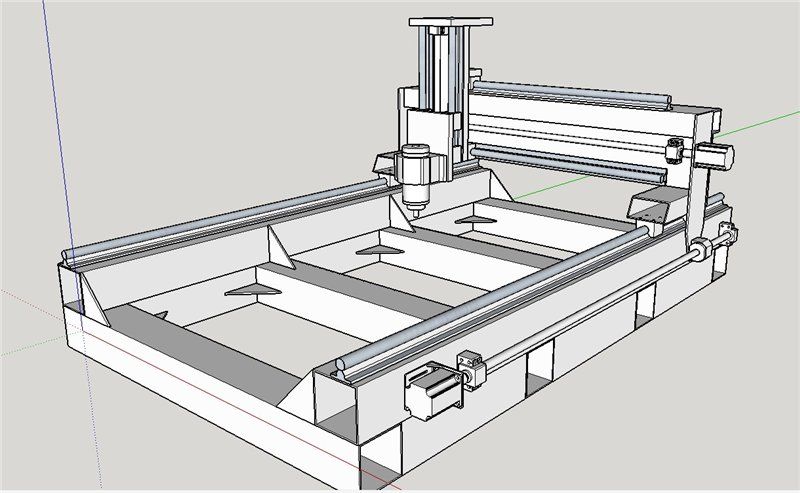 Крепление фрезера в сборе.
Крепление фрезера в сборе.Сборка и настройка — поддержка ЧПУ Avid
Сборка станка
Если вы только что получили станок с ЧПУ, от имени всех сотрудников Avid CNC благодарим вас за покупку! Начните с пошаговой инструкции по сборке машины для вашей конкретной модели.
- PRO CNC
- Инструкции по сборке станков PRO с ЧПУ.
- Стандартный станок с ЧПУ
- Инструкции по сборке для стандартных станков с ЧПУ.
- Настольный PRO
- Инструкции по сборке станков Benchtop PRO с ЧПУ.
- Стандартный настольный
- Инструкции по сборке стандартных станков с ЧПУ настольного типа.
Настройка станка после сборки
После сборки станка с ЧПУ приведенные ниже инструкции проведут вас через дополнительные этапы настройки. Некоторые элементы могут быть неприменимы в зависимости от конфигурации вашей машины.
Фрезерные станки:
- PRO Вертикальный зажим с ЧПУ
- Инструкции по добавлению возможностей вертикального закрепления на станки PRO с ЧПУ.
- Установка крепления шпинделя и фрезера
- Инструкции по установке крепления шпинделя и фрезера (включая переходник для перемещения).
- Plug & Play Настройка шпинделя / ЧРП
- Руководства по настройке систем шпинделя / ЧРП.
 Это включает в себя наши системы Plug & Play и установки DIY.
Это включает в себя наши системы Plug & Play и установки DIY. - Руководство пользователя и установка программного обеспечения Mach5
- Руководства по установке, настройке и использованию программного обеспечения контроллера ЧПУ Mach5. Использование программного обеспечения требуется для остальных элементов настройки машины, указанных ниже.
- Выравнивание, выравнивание и перемещение машины
- Инструкции по калибровке машины для достижения оптимальной производительности и точности.
- Спойлборд
- Проект «Разработай и изготовь», который поможет вам создать спойлборд для вашей машины.
- Сбор пыли
- Информация о решениях по сбору пыли для вашей машины.
- Сенсорная пластина Auto Z & Corner Finding
- Инструкции по использованию нашей сенсорной пластины с Mach5 и вашей машиной.
- Ось вращения
- Инструкции по сборке, установке и калибровке оси вращения Avid с ЧПУ.
Плазменные станки:
- Плазменная механическая установка
- Дополнительные инструкции по механической настройке плазменных станков с ЧПУ.

- Руководство пользователя и установка программного обеспечения Plasma
- Руководства по установке, настройке и использованию программного обеспечения контроллера ЧПУ Mach5. Эти направляющие предназначены для плазменных станков с ЧПУ.
Документация по электронике
Документация по электронике доступна для систем Plug & Play и DIY.
Системы управления ЧПУ Plug & Play:
- Техническое руководство системы управления ЧПУ Plug & Play
- Техническое руководство для систем управления ЧПУ NEMA 23 и NEMA 34 Plug & Play, которое включает системные требования, настройку и схемы подключения.
- Установка привода 5-го двигателя
- Инструкции по добавлению драйвера 5-го двигателя в систему управления ЧПУ Plug & Play.
Системы шпинделя/ЧРП:
- Техническое руководство системы шпинделя/ЧРП
- Техническое руководство для систем Plug & Play и DIY шпинделя/ЧРП, которое включает системные требования, настройку и схемы подключения.

Плазменные системы:
- Техническая документация по плазме PRO CNC
- Техническая документация для комплекта плазмы PRO CNC, включающая схемы установки и подключения.
Комплекты электроники для самостоятельной сборки:
- Проводка NEMA 23
- Инструкции по подключению нашего комплекта электроники NEMA 23 для самостоятельного изготовления с 4 приводами.
- G540 NEMA 23 Проводка
- Инструкции по подключению для 4-осевых самодельных систем с шаговым двигателем G540.
- Установка оборудования Ethernet SmoothStepper
- Инструкции по установке Ethernet SmoothStepper (ESS). Наши системы управления с ЧПУ Plug & Play поставляются с полностью установленным ESS.
Отдельные компоненты
Если вы приобрели полный станок с ЧПУ, см. приведенные выше инструкции по сборке станка. Инструкции ниже предназначены только для тех, кто специально приобрел отдельные компоненты.
- Реечный привод с ЧПУ PRO
- Инструкции по сборке и установке реечных приводов с ЧПУ PRO.
- Стандартный реечный привод с ЧПУ
- Инструкции по сборке и установке для стандартных реечных приводов с ЧПУ.
- Линейные каретки
- Инструкции по сборке и установке стандартных линейных кареток с ЧПУ.
- Бесконтактные концевые выключатели
- Инструкции по настройке бесконтактных концевых выключателей.
- V-Con Linear Motion
- Документация для нашей системы линейного перемещения V-Con.
Заархивированные инструкции
Заархивированный раздел содержит инструкции и документацию предыдущих версий. Если вам нужны инструкции по сборке предыдущей версии для полных станков с ЧПУ, обратитесь к инструкциям по сборке станка для вашей конкретной модели. Они будут содержать раздел «Загрузки» с инструкциями по сборке предыдущей версии.
- Инструкции в архиве
Хобби ЧПУ – Сборка – Богдан Берг
Для тех из нас, кто любит возиться и работать над различными проектами, изучать новые вещи и создавать различные приспособления, кажется, имеется большой выбор специализированных инструментов. . Некоторые из этих машин могут быть очень универсальными, но и дорогостоящими. К счастью, есть также выбор вариантов начального уровня, будь то дешевые лазерные резаки или — на чем я сосредоточусь в этой мини-серии — станки с ЧПУ.
Я хотел построить один, чтобы не иметь возможности производить большие детали, а учиться и развлекаться по довольно низкой цене, понимая, что это значит в отношении возможностей такой машины.
Я поделюсь своим опытом работы с комплектом ЧПУ для хобби, состоящим из 3 частей:
- Сборка ( это артикул ) – превращаем пакет деталей в рабочий станок,
- Обзор и использование — что мне нравится и не нравится, как работает машина — ознакомьтесь с ним, чтобы узнать больше о качестве комплекта, опыте поддержки, а также информацию о различных инструментах, которые я использовал,
- Обновления и улучшения — добавление концевых выключателей и 3D-печатных деталей для повышения функциональности,
Начнем.
Что мы строим?
Доступно много похожих моделей с одинаковым дизайном, но с различными небольшими различиями между устройствами – в основном это касается размера рабочей зоны, аксессуаров и т. д. Вы можете купить их в виде набора, готового к сборке, или использовать в качестве вдохновения и приобретайте детали по отдельности, оставляя вам свободу вносить изменения в дизайн.
Тем не менее, эти наборы очень доступны по цене, и трудно отрицать удобство наличия большинства деталей (или, точнее, минимального набора деталей, необходимого для его работы — об этом позже).
Вот вариант, который я буду строить (модель 2418 – рабочая зона 24 см x 18 см):
Я выбрал базовый набор на Amazon:
Одна вещь, которую я хотел бы назвать out — купил у продавца twowin. И я хотел поделиться этим, поскольку, как вы узнаете ниже, мне пришлось обратиться к ним за небольшой поддержкой, и они были замечательными, очень отзывчивыми и полезными (спасибо, Мэри! 🙂).
Если вы просматриваете похожие модели, вы заметите несколько вещей:
- Модели 1618, 2418, 3018 и т. д. очень похожи и отличаются только размером рабочей области,
- Некоторые поставляются с цангой ER11 – удобной для облегчения замены бит и позволяющей фрезеровать более тонкие детали без использования дополнительного материала под ним (поскольку бита будет ближе к станине),
- Есть также модели с лазерными модулями мощностью 500 мВт — 5 Вт — вы можете найти примеры видео на YT — выглядит круто, но я не стал вкладываться в этот вариант, в надежде, что однажды я получу лазер мощностью 40 Вт+… Время покажет 😉
Выберите наиболее подходящий для вас.
Не для того, чтобы забегать вперед, а для того, чтобы подбодрить вас 😉 давайте быстро посмотрим, как выглядит готовая машина:
Итак, пора собирать эту штуку!
Сборка
Комплект прибыл хорошо упакованным, хотя коробка была в очень грубом состоянии (и упакована в другую коробку для транспортировки). Отсутствующих частей не было (ну вроде как — некоторые части отличались от тех, что указаны в руководстве, но на функциональность это не влияло).
Все детали были разложены по трем лоткам:
А вот и все детали, готовые к сборке:
Обратите внимание, что в комплект также входят шестигранные ключи всех размеров, необходимых для сборки.
В зависимости от того, где вы приобрели комплект, у вас может быть компакт-диск с программным обеспечением и инструкциями или ссылка на скачивание руководства и пример видео по сборке (их можно легко найти на YouTube).
При подготовке к сборке обнаружил несколько несоответствий между инструкцией и содержимым набора:
Обратите внимание, что указаны винты разных размеров, но предоставленные были одинаковыми. В итоге все по-прежнему подходит (ни одна не слишком короткая и не слишком длинная), так что пусть вас это не смущает, и не тратьте время на поиски разных 🙂
Сборка начинается с 2-х рамок – одна для основы, а затем вертикальный для оси Z, где будет крепиться шпиндель:
Эта часть несложная, как только вы попробуете первые несколько Т-образных гаек, вы поймете, как их использовать наиболее эффективно – иногда они могут не должным образом защелкиваются на выступах, но это легко заметить, когда это происходит. Исправление простое: ослабьте его и попробуйте снова затянуть, надеюсь, на этот раз они скрутятся, как ожидалось, и защелкнутся.
Рекомендую выполнять сборку на ровной поверхности, чтобы выровнять все углы.
В некоторых видеороликах по сборке, которые вы можете найти в Интернете, сначала показана сборка всей рамы (имеется в виду свинчивание двух частей, которые вы видите выше) и добавление всего к ней, но я счел наиболее удобным собрать их по отдельности, а затем просто прикрепить вертикальная часть со шпинделем и двигателем оси Y к основанию.
Следующая кровать. Обратитесь к фотографиям, чтобы увидеть, какая сторона находится сверху, а затем выровняйте направляющие по низу, но пока не затягивайте их — мы убедимся, что они находятся в правильном положении после добавления направляющих стержней. Это помогает использовать штангенциркуль, чтобы правильно центрировать все – точные размеры см. в руководстве.
Прежде чем окончательно затянуть все винты, убедитесь, что кровать может двигаться свободно и без особого сопротивления.
Когда дело доходит до монтажа шаговых двигателей, это помогает планировать заранее — где должны быть разъемы, чтобы упростить прокладку кабелей? Вот как я установил свой (ось X слева, ось Y справа):
Держатель шпинделя поставляется уже собранным (с шаговым двигателем для оси Z и направляющим стержнем), вам нужно только вставить шпиндель. Эта часть требует больших усилий… В какой-то момент я задумался, не снимать ли металлическую втулку вокруг шпинделя (извините, не сфотографировал), но оказалось, что это не обязательно и вполне подойдет. сила. Я настоятельно рекомендую вставить шпиндель в крепление перед тем, как прикрепить крепление к направляющим — так просто проще, так как вы можете получить лучшее сцепление.
Совет: при креплении концевых держателей направляющих к алюминиевым профилям для оси X я рекомендую установить винты (используемые для затягивания рычага вокруг стержня) на противоположных концах верхнего и нижнего стержня, чтобы к ним был доступ при необходимости.
позже. Обратите внимание, что между ними будет вставлен стержень с резьбой, который ограничит пространство, поэтому я предлагаю вставлять винты «снаружи» (имеется в виду винт сверху для крепления на верхней направляющей, винт снизу для крепления снизу).
Затем просто прикрепите его к верхней части рамы вместе с шаговым двигателем для оси X:
Последним шагом является простое соединение двух половин вместе. Опять же, точные размеры см. в руководстве (положение от края – оно в значительной степени выровнено с перекладиной в основании), чтобы убедиться, что вы используете максимальный размер рабочего места.
И вот что у нас должно получиться в итоге:
Электроника
С точки зрения электроники не так уж много, все, что нам нужно сделать, это соединить несколько проводов – ЧПУ использует плату Woodpecker , и все кабели имеют разъемы для легкого подключения. Нет необходимости в пайке. Кроме того, длина кабелей была достаточной, что позволяло укладывать кабели, чтобы они выглядели чище.
Не забудьте установить радиаторы на контроллеры шаговых двигателей:
Затем плата прикручивается за двигателем оси X благодаря отверстиям для винтов с удобным расстоянием, равным шагу между двумя выступами. Мне он показался немного «голым», поэтому я напечатал корпус на 3D-принтере (дополнительную информацию см. в этой статье).
Совет. Шпиндель должен вращаться по часовой стрелке, если смотреть на него спереди (то есть смотреть на вал, а не на разъемы питания). Если при первом включении он вращается в противоположном направлении, просто поменяйте местами положительный и отрицательный провода на шпинделе.
На этом основная часть сборки заканчивается.
Однако из-за отсутствия концевых выключателей машина казалась мне очень ограниченной — мы не сможем использовать автоматическое возвращение в исходное положение и должны быть особенно осторожны при приближении к пределам каждой оси… Это требует дополнительных усилий и риск, и поскольку это можно легко и дешево исправить, я решил добавить их, прежде чем начать использовать машину. Теперь, если вы решите добавить концевые выключатели, вам нужно включить их в grbl и установить соответствующие флаги, чтобы указать, какое направление будет использоваться для цикла возврата для X, Y и Z. Пожалуйста, обратитесь к статье, посвященной таким улучшениям: Часть 3 – Обновления и улучшения
Тестирование и первая гравировка
Хорошо, хватит болтать, конечный результат смотрите в видео ниже
Первая гравировка:
Если вы не можете сказать, что скрывается под стружкой – это контур головы Ары 🙂
Эта работа длилась чуть более 5 минут.
Устранение неполадок
При попытке запустить задание я столкнулся со странной проблемой: станок пытался начать цикл (путем запуска шаговых двигателей и шпинделя), но на самом деле он вел себя не так, как ожидалось. Потребляемая мощность больше при запуске двигателя / шпинделя, чем при непрерывной работе, и этот внезапный скачок оказался слишком большим для моего источника питания. Шпиндель не мог запуститься, а вместо этого начинал вращаться и останавливался прямо на скачке напряжения при падении напряжения:
Ожидаемое напряжение на шпинделе 24 В, я получал значительно меньше этого, недостаточно для его работы:
Возможный обходной путь, который я смог с успехом использовать в ожидании нового источника питания, заключался в запуске шпинделя вручную с помощью программного обеспечения grblControl, а затем запустите задание с уже работающим шпинделем.
Так как же работает машина?
Часть 2. Обзор и использование
Как собрать фрезерный станок с ЧПУ 2418 — Carl Turner / Round Bananas
Перейти к содержимому
Мысли
Фрезерный станок с ЧПУ — очень удобный инструмент для быстрого прототипирования, а также окончательного производства деталей. Недавно мне подарили (очень щедро!) фрезерный станок с ЧПУ 2418. Ууууу! Это небольшой самодельный станок для резки/вырезания деталей из пластика и дерева.
Сборка заняла несколько часов. Я обнаружил, что мне нужно обратиться к нескольким наборам инструкций, чтобы собрать его вместе. Поэтому в этом посте я постарался сделать более полный комплексный набор инструкций.
Ворота
Габаритные размеры рамы 340 х 330 х 230 мм – ширина х глубина х высота.
В коробке
Двигатель шпинделя, узел оси Z, крепления, шаговые двигатели X и Y, печатная плата, USB-кабель и адаптер питания. Изображение предоставлено – LinkspriteИзображение предоставлено – LinkspriteНеобходимые инструменты
- Шестигранные ключи (прилагаются). Я рекомендую шестигранный ключ со сферическим концом, это облегчает задачу.
- Квадрат
- Линейка
- Рулетка
- Напильник металлический
- Кисть для удаления алюминиевой стружки, оставшейся на некоторых деталях.
Steps
- Включите несколько хороших мелодий. Я рекомендую Lost Shapes от Waveshaper. Lost Shapes от Waveshaper
- Подпилите шероховатые края кронштейнов.
- Соберите основание.
Возможно, вам придется немного подпилить скобы, чтобы получить квадратную среднюю часть.
- Соберите вертикальную раму («портальная рама»). Используйте квадрат, чтобы сделать все правильно. Здесь становится важным подшивка, которую вы сделали ранее.
- Прикрепите портальную раму к базовой раме. Подготовьте два комплекта из трех угловых скобок. Я прикрепил заднюю и внутреннюю скобы прочно, но не полностью, прижимая квадрат к передней стороне. Это помогло сделать его прямым/выровненным перед добавлением переднего кронштейна. Сделайте обе стороны и проверьте, все ли затянуто.
- Соберите стол. Обратите внимание, что у стола есть 3 слота с одной стороны и 4 с другой. Я думаю, что четыре слота должны быть сверху (т.е. стол перевернут). Это может не иметь значения, за исключением того, что может быть проще прикрепить заготовки к столу с помощью четырех прорезей на верхней стороне. Я переверну его, когда у меня будет возможность. Я установил четыре опоры стола на расстоянии 69 мм от каждого края рамы, чтобы центрировать стол. Убедитесь, что стол плавно скользит по стержням. Убедитесь, что все болты затянуты. (Обратите внимание, что на этой фотографии также показаны ходовой винт оси Y и установленный двигатель, а также установленные наклонные опоры, что является следующим шагом). Нанесите несколько капель мелкодисперсного машинного масла на стержни.
- Установите винт оси Y и двигатель. Убедитесь, что ходовой винт имеет правильную длину. Ввинтите «винтовой стержень» в медную гайку так, чтобы он не выступал с другой стороны гайки. Наденьте пружину на гайку и вставьте ее в переднюю часть гнезда гайки (пластиковая штука под столом). Сожмите пружину, пока медный фланец гайки почти не коснется гнезда подшипника. Теперь поворачивайте винт, пока он не выйдет с другой стороны. Не применяйте силу, иначе вы можете повредить резьбу или седло. Наденьте гнездо подшипника на винт и свободно расположите его на раме. Присоедините муфту к шаговому двигателю. Свободно прикрепите шаговый двигатель к раме с помощью пластины и скользящих гаек. Продолжайте завинчивать винт до тех пор, пока у вас не будет достаточно чистой резьбы, чтобы выровнять его с муфтой. Центрируйте гнездо подшипника и шаговый двигатель между опорами стола. Затяните гайки скольжения и резьбовые штифты муфты.
- Установите наклонные опоры. Они были немного тугими, поэтому я рассверлил их вручную 5-миллиметровым сверлом. Для крепления используйте скользящие гайки и 5-миллиметровые болты. Не затягивайте слишком сильно, так как вы можете повредить пластиковую часть.
- Установка оси Z/X. Слегка наденьте болты и гайки на опорные стойки. Наденьте опорные стойки на гладкие стержни. Поместите сборку на раму портала и затяните два верхних болта ровно настолько, чтобы удерживать ее на месте, пока вы выравниваете вещи.
Выровняйте верхние опорные стойки так, чтобы они были на одном уровне с верхней частью рамы портала (используйте угольник). Затяните установочные винты на верхней тяге. Выровняйте нижние опоры на расстоянии 26 мм от верхних и затяните. Затяните установочные винты на нижней тяге. Убедитесь, что сборка ZX плавно скользит от одного конца к другому. Когда все хорошо, затяните все болты и проверьте еще раз.
Установите шаговый и промежуточный подшипники, убедившись, что все выровнено.
- Установите печатную плату, двигатель и проводку. (проводка и шпиндель двигателя не показаны) Присоедините радиаторы к драйверам шаговых двигателей. Прикрепите печатную плату к задней части рамы с помощью пластиковых прокладок и скользящих гаек. Вставьте двигатель шпинделя в сборку оси ZX. Затяните болт, но не слишком сильно, так как вы можете повредить пластиковую часть. Используйте оставшуюся латунную муфту, чтобы прикрепить режущие инструменты к двигателю шпинделя. Установите проводку, отметив, что каждый набор проводов имеет разные типы разъемов на обоих концах. Держите проводку в порядке с помощью стяжек. Убедитесь, что вы оставляете достаточную слабину Z и проволоки шпинделя, чтобы они могли двигаться во время фрезерования.
- Вот оно!
Нравится:
Нравится Загрузка…
Arduino, прототипированиеСборка RS-CNC — MakerFr
Перейти к содержимому
Прежде чем приступить к сборке, хочу лишь дать пару-тройку советов по резке и сверлению деталей.
Сверление:
- Поместите пластиковую деталь или шаблон для печати на деталь, которую нужно просверлить.
- Карандашом или наконечником начертите отверстия, которые необходимо просверлить, с обеих сторон стяжки коробки каменщика так, чтобы отверстия были обращены друг к другу.
- Снимите шаблон или пластиковую деталь
- Острие с иглой
- Просверлите маленькое переднее отверстие (3 мм) перед сверлением до 6 мм и более.
Резка алюминиевой плиты (это касается окончательной геометрии вашего ЧПУ!):
- Точно соблюдать размеры
- Нарисуйте линию разреза квадратом, причем с обеих сторон!
- Повторно проверьте размер после резки, удаления заусенцев и опиливания, если это необходимо.
Чтобы затянуть винты через коробчатую стяжку, действуйте тихо, не раздавите алюминий, достаточно легкого затягивания, наденьте тормозные гайки или капните тормозную сетку. Если вы действительно хотите втиснуться как сумасшедший, вы можете хлопнуть 15-миллиметровым МДФ в стяжке коробки! Лично я не ставил и не двигается после окончания монтажа, дело не в силе, а в геометрии 😉
Можно начинать 🙂
- Возьмите 4 печатных уголка и установите их таким образом, используя 2 подшипника 608zz для задних частей, две пары 625zz для натяжителей ремня, два винта m4x40 и две пружины (дополнительно)
- Возьмите коробчатую стяжку 600 и 750 мм и вставьте их, как показано ниже, затем нарисуйте отверстия с обеих сторон, сместите части, наведите и просверлите на 6 мм.
- Возьмите квадратные трубы 746 мм, вставьте их опоры, начертите отверстия, наметьте, просверлите на 6 мм и прикрутите их.
- Вставьте 8 винтов, удерживающих скобы Y-образной направляющей
- Затем сначала прикрутите рельсовые опоры, затем вставьте и затяните остальные винты 600-мм правил каменщика.
- Расположите крепления резьбового стержня M10 в контакте с нанесенными углами и на дне стяжки коробки, просверлите и прикрутите шурупами для листового металла
- Установите резьбовой стержень m10 в его опоры
- Тщательно отрегулируйте перпендикулярность сборки, имея одинаковые размеры по обеим диагоналям, затем затяните гайки резьбового стержня, затем убедитесь, что он не сместился во время затяжки.
- Возьмите распечатанную часть опоры двигателя Y, вставьте подшипник 608zz и привинтите nema 23 (не затягивая пока)
- Поместите деталь посередине (у нас нет миллиметра для этой меры), затем наметьте отверстия, просверлите и прикрутите шурупами для листового металла. (подумайте о том, чтобы сделать отверстие в стяжке коробки, чтобы провести провода двигателя к задней части двигателя)
- Вставьте гладкий стержень 8х688 мм, надев шайбу, шкив 60 зубьев, ремень и затем шкивы 20 зубьев по концам как на фото
- Установить все на место и затянуть
Изготовление тарелок
- Возьмите деревянный поднос и отрежьте 4 угла, чтобы он подходил
- Затем удалите материал из-под углов, чтобы его не мешали нижние винты и чтобы лоток мог добраться до коробчатой стяжки
- Возьмите алюминиевые уголки 20х20х690 и просверлите их так:
- Отверстия, отмеченные красным цветом, находятся на расстоянии 10 мм от края и просверлены на расстоянии 6 мм
- Отверстия, отмеченные желтым цветом, находятся на расстоянии 10 мм от края и проходят на расстоянии 4,5 мм
- Положите на ровную поверхность 4 предмета одинаковой толщины (здесь рулоны большого скотча), положите лоток вверх дном, затем переверните раму RS-CNC.
- Расположение уголков
- Сначала прикрутите их к лотку сбоку с 4 отверстиями
- Затем сделайте 3 отверстия на коробчатой стяжке и просверлите до 6 мм
- Откройте 3 отверстия каждого угла, разрезав красные линии на картинке:
- Отметьте отверстия для фиксации зажимов на пластине
- Сверлить все до 9 мм
- Затем снизу , сверлить на 13мм только на глубину 10мм
- Забейте по гайке М8 в каждое отверстие (Если у вас есть соседи, делайте это в нужное время, чтобы они вас не ненавидели 😀 )
- Наклейте большую ленту на каждую гайку, чтобы предотвратить попадание пыли
- При желании можно прикрутить усиливающие уголки под лоток
- Окраска верхней части тарелки
- Отложите на время
Вернуться к нашей раме
- Прикрутить подшипник 606zz к 4 «Dollybase»
- И начинаем сборку вот так
- Мы закончили на рельсах в этом направлении (смотрите картинку!)
- Для затягивания необходимо затягивать ни слишком сильно, ни недостаточно, необходимо, чтобы каждый подшипник соприкасался, без этого он создает большие твердые точки, он должен вращаться вручную, немного сопротивляясь, но не слишком сильно
- Вырежьте и просверлите коробчатую стяжку с лицевой стороны вот так (4 отверстия и левый вырез сделаны для пластины передней панели, 4 правых отверстия для кронштейна экрана TFT, отверстия для кнопок пластины не сквозные, потому что он прикручен шурупами для листового металла, отверстия для крепления TFT 3 мм и сквозные)
- После этого вы можете собрать пластину с кнопками и прикрутить ее к раме
- Теперь просверлите и вырежьте вот так коробчатую стяжку с левой стороны станка (31 мм отверстие справа было закрыто печатной деталью, потому что я переработал коробчатую стяжку моего старого R-CNC)
- Затем привинтите модуль вилки/переключателя и переключатель Y (для подключения в «нормально замкнутом» «НЗ»)
- Возьмите две коробчатые плиты шириной 266 мм и установите их на место
- Настройте модель сверления и сообщите обо всех отверстиях
- Сделайте то же самое с обеих сторон двухсекционной плиты
- Просверлите все отверстия на 6 мм, кроме большого центрального отверстия на 30 мм
- Прикрутите коробчатую стяжку к основанию
- Подготовка деталей для модуля X/Z
- Прикрутите все подшипники 606zz винтами M6x20
- Вставьте подшипник 608zz в тележку_top и завинтите стопорный элемент.
- Прикрутите хомуты
- Соберите модуль следующим образом:
- Возьмите квадратные трубы, вставьте их в опоры, отложите отверстия и просверлите до 6,5мм
- Резьбовой модуль X/Z (гайки не затянуты)
- Вставьте винты в квадратные трубы и затяните
- Пока не затягивайте модуль X/Z
- Подготовьте детали ремня X следующим образом:
- Установите левую часть на место
- Сообщить об отверстии, отмеченном красной стрелкой
- Просверлить отверстие
- Прикрепите деталь к коробчатой стяжке
- Вид с другой стороны:
- Обзор на данный момент
- Отрегулировать и затянуть гайки модуля X/Z
- Все подшипники должны соприкасаться с квадратной трубой (поместите палец на каждый подшипник и переместите каретку, чтобы увидеть, работает ли подшипник)
- Не сжимайте квадратную трубку слишком сильно, иначе это вызовет заедание механического механизма
- Давление не должно быть слишком низким, иначе может возникнуть люфт
- Хорошее давление подшипников — это когда вы можете перемещать модуль с небольшим сопротивлением, но не слишком сильно
- Закрепите направляющие MGN12 по 200 мм каждая
- Подготовьте опорную пластину шпинделя следующим образом:
И прикрепите комплект к подшипникам MGN12
- Возьмите стержень ACME диаметром 8 мм с шагом 2 мм
- Подготовьте как на картинке
- Вставьте 2 гайки M4 в стопор Z, а затем два винта M4 с потайной головкой
- Ввинтить стержень сверху
- Ввинтить Z-замок
- Слегка привинтить стержень ACME
- Поместите шкив с 20 зубьями в опору с подшипником 608zz вверху
- Удерживая стопорный элемент Z под подшипником 608zz, затяните его
- Крепление Nema 23 в Z
- Установите ремень и затяните
- Затяните винты двигателя
- Крепление Nema23 в X
- Установите ремень и затяните
- Затяните винты двигателя
- Установите 3 больших ремня машины и натяните их с помощью натяжителей
- открутить один из 2-х шкивов 20 зубьев Y
- Задняя часть двух Y-образных кареток
- Затяните шкив с 20 зубьями, выпущенный .
- Вот и все, ваша ось X перпендикулярна Y
- Подключите выключатели X и Z к «нормально закрытым» (NC) (припаяйте один провод к клемме NC, а другой к клемме COM)
- Установите переключатели X и Z на свои места с помощью винтов M2x10
- Закрепите заднее усиление винтами для листового металла
- Подготовьте верхнее усиление с помощью светодиодной ленты 24 В
- Винт
- Установка шпинделя
- Пропустите кабели через Х-образную цепь
- Починить буксировочную цепь
- Пропустите кабели через Y-образную цепь
- Починить буксировочную цепь (Под Y-образной базой тележки нет предварительных отверстий, нужно сделать два отверстия по 2 мм самостоятельно)
- Прикрутите резиновые ножки к каждому углу
- Пример компоновки электроники, но делайте как хотите!
- Установите 6 ручек лотка на место
- Поставьте лоток, отрегулируйте высоту 4-х углов и затяните ручки
Учебное пособие по сбору закончено , пришло время перейти на Проводя
Сборка и эксплуатация робота с числовым программным управлением (ЧПУ) с открытым исходным кодом для выполнения черепных микрохирургических процедур
- Протокол
- Опубликовано:
- Mathew L. Rynes 1 ,
- Leila Ghanbari 2 na1 ,
- Daniel Sousa Schulman 2 na1 ,
- Samantha Linn 2 ,
- Michael Laroque 3 ,
- Джудит Домингес 2 ,
- Захра С. Наваби 2 ,
- Питер Шерман 2 и
- …
- Сухасаи Б. Кодандарам ORCID: orcid.org/0000-0002-7767-2644 1,2
Природные протоколы том 15 , страницы 1992–2023 (2020)Цитировать эту статью
2484 доступа
6 Цитаты
20 Альтметрический
Сведения о показателях
Испытуемые
- Визуализация
- Неврологические модели
- Неврология
- Оптогенетика
Abstract
Краниальная микрохирургия — важная процедура для доступа к мозгу через череп, которую можно использовать для введения нейронных зондов, которые измеряют и манипулируют нейронной активностью. Нейробиологи обычно использовали инструменты, такие как высокоскоростные дрели, адаптированные из стоматологии, для выполнения этих процедур. По мере увеличения количества технологий, доступных нейробиологам, соответствующие процедуры черепной микрохирургии для их применения стали более сложными. Использование роботизированного инструмента, который автоматически выполняет эти процедуры, может стандартизировать черепные микрохирургии в нейробиологических лабораториях и демократизировать более сложные процедуры. Недавно мы разработали роботизированную хирургическую платформу, которая использует принципы обработки с числовым программным управлением (ЧПУ) для выполнения широкого спектра автоматизированных операций на черепе. Здесь мы описываем, как адаптировать, настроить и использовать недорогой настольный фрезерный станок с ЧПУ, оснащенный специальным профилировщиком поверхности, для выполнения микрохирургии на мышах под управлением ЧПУ. Предоставляются подробные инструкции по использованию этого «краниобота» для выполнения круговых краниотомий для имплантации покровных стекол, больших краниотомий для имплантации прозрачных полимерных черепов для доступа к коре головного мозга и истончения черепа для визуализации интактного черепа. Краниобота можно настроить менее чем за 2 недели, используя детали стоимостью менее 1500 долларов, и мы ожидаем, что краниобота можно будет легко адаптировать для использования на других мелких животных.
Это предварительный просмотр содержимого подписки, доступ через ваше учреждение
Варианты доступа
Подписаться на журнал
Получить полный доступ к журналу на 1 год
99,00 €
всего 8,25 € за выпуск
Подписаться
Расчет налогов будет завершен во время оформления заказа.
Купить статью
Получите ограниченный по времени или полный доступ к статье на ReadCube.
32,00 $
Купить
Все цены указаны без учета стоимости.
Рис. 1: Обзор. Рис. 2: Оборудование краниобота. Рис. 3: Электроника управления краниоботом. Рис. 4: Пошаговая иллюстрация процесса сборки профилировщика поверхности. Рис. 5: Графический интерфейс программы Craniobot. Рис. 6: Пошаговая иллюстрация процесса сборки фрезерного станка с ЧПУ. Рис. 7: Производительность профилировщика поверхности. Рис. 8: Настольное тестирование функции Craniobot на пластиковой трубе и основные этапы профилирования поверхности. Рис. 9: Обработка по профилю поверхности. Рис. 10: Сборка и имплантация See-Shell. Рис. 11: Хроническая имплантация с помощью краниобота. Доступность данных
Все данные, показанные здесь, были получены и изменены из предыдущих статей, описывающих Craniobot 19 и See-Shells 23 . Полные данные доступны в виде дополнительных наборов данных, сопровождающих эти статьи.
Доступность кода
Мы сделали управляющее программное обеспечение доступным с этой статьей в качестве дополнительного программного обеспечения 1. Кроме того, его версия MATLAB доступна в нашем репозитории GitHub: www.github.com/bsbrl. Мы будем размещать обновленные версии программного обеспечения по этому адресу.
Ссылки
Jun, J.J. et al. Полностью интегрированные кремниевые зонды для записи нейронной активности с высокой плотностью. Природа 551 , 232 (2017).
КАС пабмед ПабМед Центральный Статья Google ученый
Шобе Дж. Л., Клаар Л. Д., Пархами С., Бахурин К. И. и Масманидис С. К. Картирование активности мозга в различных масштабах с помощью кремниевых микрозондов, содержащих 1024 электрода. Дж. Нейрофизиол. 114 , 2043–2052 (2015).
ПабМед ПабМед Центральный Статья Google ученый
Шолвин, Дж. и др. Плотно упакованные кремниевые микроэлектроды для масштабируемой пространственной передискретизации нейронной записи.
IEEE Trans. Биомед. англ. 63 , 120–130 (2016).ПабМед ПабМед Центральный Статья Google ученый
Береньи А. и др. Крупномасштабная запись с высокой плотностью (до 512 каналов) локальных цепей поведения животных. J. Нейрофизиол. 111 , 1132–1149 (2014).
ПабМед Статья Google ученый
Voigts, J., Siegle, J., Pritchett, D.L. & Moore, C.I. flexDrive: сверхлегкий имплантат для оптического контроля и высокопараллельной хронической записи ансамблей нейронов у свободно движущихся мышей. Фронт. Сист. Неврологи. 7 , 8 (2013).
ПабМед ПабМед Центральный Статья Google ученый
Wentz, C. T. et al. Устройство с беспроводным питанием и управлением для оптического нейронного контроля свободно ведущих себя животных.
J. Нейронный инж. 8 , 046021 (2011).ПабМед ПабМед Центральный Статья Google ученый
Kim, T.I. et al. Инъекционная оптоэлектроника клеточного масштаба с приложениями для беспроводной оптогенетики. Наука 340 , 211–216 (2013).
КАС пабмед ПабМед Центральный Статья Google ученый
Чжон, Дж. В. и др. Беспроводные оптофлюидные системы для программируемой фармакологии и оптогенетики in vivo. Cell 162 , 662–674 (2015).
КАС пабмед ПабМед Центральный Статья Google ученый
McCall, J.G. et al. Подготовка и внедрение оптофлюидных нейронных зондов для беспроводной фармакологии и оптогенетики in vivo. Нац. протокол 12 , 219–237 (2017).
КАС пабмед Статья Google ученый
Стрингер, К. и др. Спонтанное поведение стимулирует многомерную активность всего мозга. Наука 364 , 255 (2019).
ПабМед ПабМед Центральный Статья КАС Google ученый
Софронев, Н. Дж., Фликингер, Д., Кинг, Дж. и Свобода, К. Двухфотонный мезоскоп с большим полем зрения и субклеточным разрешением для визуализации in vivo. Элиф 5 , e14472 (2016).
ПабМед ПабМед Центральный Статья КАС Google ученый
Стирман, Дж. Н., Смит, И. Т., Куденов, М. В.
и Смит, С. Л. Широкоугольная, многозонная, двухфотонная визуализация активности нейронов в мозге млекопитающих. Нац. Биотехнолог. 34 , 857–862 (2016).КАС пабмед ПабМед Центральный Статья Google ученый
Чон, Д. К., Цай, П. С. и Кляйнфельд, Д. Полностью оптическая остеотомия для создания окон для транскраниальной визуализации у мышей. Опц. Экспресс 21 , 23160 (2013).
ПабМед ПабМед Центральный Статья КАС Google ученый
Kim, T.H. et al. Долговременный оптический доступ примерно к миллиону нейронов в коре головного мозга живой мыши. Сотовый представитель 17 , 3385–3394 (2016).
КАС пабмед ПабМед Центральный Статья Google ученый
Пак, Н. и др.
Замкнутая, сверхточная, автоматизированная трепанация черепа. J. Нейрофизиол. 113 , 3943–3953 (2015).ПабМед ПабМед Центральный Статья Google ученый
Поль, Б. М., Шумахер, А. и Хофманн, У. Г. К автоматизированной, минимально инвазивной, точной краниотомии у мелких животных. В 2011 5-я Международная конференция IEEE/EMBS по нейронной инженерии, NER 2011 302–305 (IEEE, Пискатауэй, Нью-Джерси, США, 2011).
Лощак П. и др. Инструмент для черепного бурения с втягивающимся сверлом при проникновении в череп. J. Med. Приборы 6 , 017522 (2012).
Артикул Google ученый
Ганбари Л. и др. Краниобот: робот с числовым программным управлением для микрохирургии черепа. наук. Респ. 9 , 1023 (2019).
ПабМед ПабМед Центральный Статья КАС Google ученый
Allen, B.D. et al. Автоматизированная оценка с помощью пэтч-кламп in vivo возможности записи внеклеточных спайков с помощью многоэлектродной матрицы. Дж. Нейрофизиол. 120 , 2182–2200 (2018).
ПабМед ПабМед Центральный Статья Google ученый
Ши, А. Ю., Матео, К., Дрю, П. Дж., Цай, П. С. и Кляйнфельд, Д. Полированное и усиленное окно с истонченным черепом для долгосрочной визуализации мозга мыши. Дж. Вис. Опыт . 3742 (2012).
Ганбари Л. и др. Нервное взаимодействие на уровне всей коры головного мозга через прозрачные полимерные черепа.
Нац. коммун. 10 , 1500 (2019).КАС пабмед ПабМед Центральный Статья Google ученый
Hultman, R. et al. Электрическая пространственно-временная динамика всего мозга кодирует уязвимость к депрессии. Cell 173 , 166–180 (2018).
КАС пабмед ПабМед Центральный Статья Google ученый
Сыч Ю., Чернышева М., Сумановски Л. Т. и Хельмхен Ф. Многоволоконная фотометрия высокой плотности для изучения крупномасштабной динамики мозговых цепей. Нац. Методы 16 , 553–560 (2019).
КАС пабмед Статья Google ученый
Kim, C.K. et al. Одновременное быстрое измерение динамики цепи в нескольких участках мозга млекопитающих. Нац. Методы 13 , 325–328 (2016).
ПабМед ПабМед Центральный Статья КАС Google ученый
Siegle, J.H. et al. Open Ephys: платформа с открытым исходным кодом для многоканальной электрофизиологии. J. Нейронный инж. 14 , 045003 (2017).
ПабМед Статья Google ученый
Матис, А. и др. DeepLabCut: безмаркерная оценка позы определяемых пользователем частей тела с глубоким обучением. Нац. Неврологи. 21 , 1281–1289 (2018).
КАС пабмед Статья Google ученый
Ghosh, K.K. et al. Миниатюрная интеграция флуоресцентного микроскопа. Нац. Методы 8 , 871–878 (2011).
КАС пабмед ПабМед Центральный Статья Google ученый
Skocek, O. et al. Высокоскоростная объемная визуализация активности нейронов свободно движущихся грызунов. Нац. Методы 15 , 429–432 (2018).
КАС пабмед Статья ПабМед Центральный Google ученый
де Гроот, А. и др. NINscope: универсальный минископ для исследования цепей в нескольких регионах. eLife 9 , e49987 (2020).
ПабМед ПабМед Центральный Статья Google ученый
Шринивасан, С. и др. Миниатюрный микроскоп с гибким входом источника света для визуализации нейронов и манипуляций у свободно ведущих себя животных.
Биохим. Биофиз. Рез. коммун. 517 , 520–524 (2019).КАС пабмед Статья Google ученый
Лян Б., Чжан Л., Моффитт К., Ли Ю. и Лин Д. Т. Автоматизированный хирургический инструмент с открытым исходным кодом для имплантации микроэндоскопа. J. Neurosci. Методы 311 , 83–88 (2019).
ПабМед Статья Google ученый
Khaw, I. et al. Освещение с плоским полем для количественной флуоресцентной визуализации. Опц. Экспресс 26 , 15276–15288 (2018).
КАС пабмед Статья Google ученый
Адам Ю. и др. Визуализация напряжения и оптогенетика выявляют зависящие от поведения изменения в динамике гиппокампа. Природа 569 , 413–417 (2019).
КАС пабмед ПабМед Центральный Статья Google ученый
Дрю, П. Дж. и др. Хроническая визуализация и манипулирование клетками и сосудами через полированный и усиленный истонченный череп. Нац. Методы 7 , 981–984 (2010).
КАС пабмед ПабМед Центральный Статья Google ученый
Алиева М., Рицма Л., Гидт Р. Дж., Вайследер Р. и ван Ринен Дж. Окна визуализации для долгосрочной прижизненной визуализации. Прижизненный 3 , e29917 (2014).
ПабМед ПабМед Центральный Статья Google ученый
Каваками М. и Ямамура К.
И. Морфометрическое исследование костей черепа среди линий мышей. BMC Evol. биол. 8 , 73 (2008).ПабМед ПабМед Центральный Статья Google ученый
Дана Х. и др. Трансгенные мыши Thy1-GCaMP6 для визуализации популяции нейронов in vivo. PLoS One 9 , e108697 (2014 г.).
ПабМед ПабМед Центральный Статья КАС Google ученый
Фэн Г. и др. Визуализация подмножеств нейронов у трансгенных мышей, экспрессирующих несколько спектральных вариантов GFP. Нейрон 28 , 41–51 (2000).
КАС пабмед Статья Google ученый
Козловски С. и Веймер Р. М. Автоматизированный метод количественной оценки морфологии микроглии и применение для мониторинга состояния активации в продольном направлении in vivo.
PLoS One 7 , e31814 (2012 г.).КАС пабмед ПабМед Центральный Статья Google ученый
Дзираса К., Фуэнтес Р., Кумар С., Потес Дж. М. и Николелис М. А. Л. Хронические многоконтурные нейрофизиологические записи in vivo у мышей. J. Neurosci. Методы 195 , 36–46 (2011).
ПабМед Статья Google ученый
Kodandaramaiah, S.B. et al. Многонейронная внутриклеточная запись in vivo с помощью взаимодействующих роботов-автоматов. eLife 7 , e24656 (2018).
ПабМед ПабМед Центральный Статья Google ученый
Cai, D. J. et al. Общий нейронный ансамбль связывает различные контекстуальные воспоминания, закодированные близко во времени. Природа 534 , 115–118 (2016).
КАС пабмед ПабМед Центральный Статья Google ученый
Хольтмаат, А. и др. Долгосрочное изображение с высоким разрешением в неокортексе мыши через хроническое черепное окно. Нац. протокол 4 , 1128 (2009).
КАС пабмед ПабМед Центральный Статья Google ученый
Скачать ссылки
Благодарности
S.B.K. выражает благодарность Департаменту машиностроения Колледжа науки и инженерии, инициативе MnDRIVE RSAM Университета Миннесоты, Департаменту высшего образования Миннесоты и NIH 1R21NS103098-01, 1R01NS111028, 1R34NS111654, 1R21NS112886 и 1R21 NS111196. Л.Г. была поддержана стипендией Института информатики Университета Миннесоты (UMII). Мы благодарим доктора Эрика Иттри, Алана Лая и Марка Николаса из лаборатории Yttri в Университете Карнеги-Меллона за полезные отзывы во время бета-тестирования Craniobot. Мы также благодарим Луиса Буэно и доктора Йорка Винтера из labmaker.org, которые предоставили информацию и предложили улучшения для оптимизации сборки оборудования. Мы также благодарим доктора Спенсера Смита (@Labrigger) за обсуждение автоматизированных технологий черепной микрохирургии и стратегии широкого внедрения таких технологий, которые частично мотивировали документацию этого протокола.
Информация об авторе
Примечания автора
Эти авторы внесли равный вклад: Лейла Ганбари, Даниэль Соуза Шульман.
Authors and Affiliations
Department of Biomedical Engineering, University of Minnesota Twin Cities, Minneapolis, MN, USA
Mathew L. Rynes & Suhasa B. Kodandaramaiah
Department of Mechanical Engineering, University of Minnesota Города-побратимы, Миннеаполис, Миннесота, США
Лейла Ганбари, Даниэль Соуза Шульман, Саманта Линн, Джудит Домингес, Захра С. Наваби, Питер Шерман и Сухаса Б. Кодандарамайя
Медицинские школы, Медицинская школа Университета Миннесоты, Миннеаполис, Миннесота 9007, США 900
Авторы
- Мэтью Л. Райнс
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- Лейла Ганбари
Посмотреть публикации автора
Вы также можете искать этого автора в PubMed Google Scholar
- Daniel Sousa Schulman
Посмотреть публикации автора
Вы также можете искать этого автора в PubMed Google Scholar
- Samantha Linn
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- Michael Laroque
Посмотреть публикации автора
Вы также можете искать этого автора в PubMed Google Scholar
- Judith Dominguez
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- Zahra S. Navabi
Посмотреть публикации автора
Вы также можете искать этого автора в PubMed Google Scholar
- Peter Sherman
Посмотреть публикации автора
Вы также можете искать этого автора в PubMed Google Scholar
- Suhasa B. Kodandaramaiah
Посмотреть публикации автора
Вы также можете искать этого автора в PubMed Google Scholar
Вклады
M.L.R., L.G., D.S.S., M.L., P.S. и С.Б.К. разработал аппаратные системы. Д.С.С. и Л.Г. разработал графический интерфейс программного обеспечения на основе Python. М.Л.Р., С.Л. и С.Б.К. проверил всю систему. М.Л.Р., Л.Г., Д.С.С., С.Л., М.Л., Д.Д., З.С.Н., П.С. и С.Б.К. написал рукопись.
Автор, ответственный за переписку
Переписка с Сухаса Б. Кодандарамайя.
Заявление об этике
Конкурирующие интересы
Авторы не заявляют об отсутствии конкурирующих интересов.
Дополнительная информация
Информация о рецензировании Nature Protocols благодарит Ясмин Хефендель и других анонимных рецензентов за их вклад в рецензирование этой работы.
Примечание издателя Springer Nature остается нейтральной в отношении юрисдикционных претензий в опубликованных картах и институциональной принадлежности.
Ссылки по теме
Ключевые ссылки, использующие этот протокол
Ганбари, Л. и др. науч. Реп . 9 , 1023 (2019): https://doi.org/10.1038/s41598-018-37073-w
Ghanbari, L. et al. Нац. Коммуна . 10 , 1500 (2019 г.): https://doi.org/10.1038/s41467-019-09488-0
Дополнительная информация
Дополнительное видео 1
Видео, демонстрирующее использование краниобота для выполнения круговой краниотомии диаметром 3 мм с центром на 2 мм правее и 2 мм кзади от брегмы.
Сводка отчетов
Дополнительное программное обеспечение 1
Установочный файл для установки и использования управляющего программного обеспечения Craniobot.
Дополнительное программное обеспечение 2
Установочный файл для установки и использования микроконтроллера Arduino.
Дополнительные данные 1
Сжатый файловый архив, состоящий из всех файлов автоматизированного проектирования (САПР) изготовленных на заказ компонентов, необходимых для сборки краниобота и профилировщика поверхности.
Supplementary Data 2
Файл, содержащий код для микроконтроллера, регулирующего схему переключения.
Дополнительные данные 3
Архив сжатых файлов, состоящий из файлов .csv для выполнения трепанации всей дорсальной коры и прямоугольной трепанации черепа.
Дополнительные данные 4
Архив сжатых файлов, содержащий все файлы САПР, необходимые для сборки имплантата See-Shell.
Права и разрешения
Перепечатка и разрешения
Об этой статье
Дополнительная литература
Миниатюрный головной микроскоп для мезомасштабной визуализации всей коры у свободно ведущих себя мышей
- Мэтью Л. Райнс
- Даниэль А. Суринах
- Сухаса Б. Кодандарамайя
Природные методы (2021)
- Мэтью Л.
Функциональное ультразвуковое исследование всего мозга у бодрствующих мышей с фиксированной головой
- Клеман Бруннер
- Мишлин Гриле
- Эмили Масе
Природные протоколы (2021)
Комментарии
Отправляя комментарий, вы соглашаетесь соблюдать наши Условия и Правила сообщества. Если вы обнаружите что-то оскорбительное или не соответствующее нашим условиям или правилам, отметьте это как неприемлемое.
ЧПУ LowRider V3 – V1 Техническая документация
LowRider3 — это версия V1 Engineering фрезерного станка с ЧПУ, которая может обрабатывать до полного листового материала! Если MPCNC не большой достаточно для вас, это поднимает, где это остановилось.
Ключевые моменты
Большинство деталей можно распечатать на 3D-принтере. Чтобы не доставлять или печатать большие детали, машина может быть частично собрана, чтобы вырезать их самостоятельно.
Легко снимается со стола для хранения или переноски.
Рекомендуемый X-рельс — недорогая кабелепроводка из хозяйственного магазина. Рельсы в диапазоне от 23,4 мм до 25,4 мм будут работать. Это значительно экономит средства по сравнению с LR2.
Множество вариантов инструментов с точки зрения функциональности и торговых марок.
Доступны пустые файлы для самостоятельного монтажа.Полное выравнивание по осям Y и Z, выравнивание и измерение Z доступны для превосходной точности и аккуратности.
Работает с любой платой на 5 драйверов. Можно использовать 4 платы привода, но некоторая автоматизация, двойные концевые упоры одной оси, будут потеряны.
Может использоваться с прошивкой Marlin, RepRap, GRBL, FluidNC и другими.
Геометрия
Этот фрезерный станок с ЧПУ может работать с любой длиной (в разумных пределах), направление Y ограничивается только длиной вашего стола.
Единая Y-образная направляющая удерживает машину надлежащим образом, сохраняя при этом простоту использования. Два рельса чрезвычайно трудно выровняйте, и полностью закрепленные рельсы не позволяют легко снять машину.
Ширина (ось X или «Луч») всегда должна быть более короткой осью.
Направление Z (высота) лучше всего оставить на уровне 80 мм.
Это обеспечивает глубину резания 1,5 дюйма, что очень много. Если вам нужно вырезать более 1,5 дюймов в глубину, это не
ЧПУ для вас. Теперь, если вам нужно отрезать несколько миллиметров от очень толстого материала (обращенного к плите), эта машина может быть отличной для этого. Вы хотите, чтобы машина находилась как можно ниже и
сделайте поверхность стола регулируемой, используя что-то вроде откидного стола. Это поддерживает очень высокую скорость съема материала. Ответ не в том, чтобы сделать более высокую машину.Этот фрезерный станок наиболее жесткий при работе вблизи поверхности стола, в отличие от большинства обычных портальных станков с ЧПУ. Таким образом, чем ниже ось, тем жестче машина.
Лицензия
Эта работа находится под лицензией Creative Commons Attribution-NonCommercial-ShareAlike 4.0 International License.
Более подробную информацию о снятых ограничениях можно найти здесь, на главной странице.
Файлы можно найти по ссылкам ниже
- Printables. com
- Ссылка на Printables.com
- Thingiverse Распечатанные файлы деталей:
- Ссылка на Thingiverse.com Скоро!
Необходимые детали
Печатные детали
Купить набор можно здесь, в магазине V1.
Или распечатайте свой собственный. Поддержки не нужны, сохраните ориентацию по умолчанию. PLA рекомендуется для максимальной жесткости, другие нити должны быть оценены на жесткость. 2-3 стены прямолинейного заполнения. Более толстые слои, так как это крупные детали, нет диаметр сопла более 80 % для сохранения работоспособности выступов.
| КОЛ-ВО | Имя файла | Заполнение | Комментарий | Ссылка |
|---|---|---|---|---|
| 1 | LR Core | 35% | ||
| 1 | Крепление для привода X | 30% | ||
| 2 | Y Диск | 30% | ||
| 2 | Z-привод | 30% | ||
| 4 | Временная распорка | 30% | ||
| 1 | Ролик передней направляющей | 30% | ||
| 1 | Ролик задней направляющей | 30% | ||
| 1 | Подшипник Кронштейн колеса передний | 30% | * См. примечание ниже — дополнительная версия | Ссылка |
| 1 | Подшипник Кронштейн колеса задний | 30% | * См. примечание ниже — дополнительная версия | Ссылка |
| 1 | Z Стоп | 30% | ||
| 1 | Z Стоп М | 30% | ||
| 6-8 | Подтяжка – Выберите один размер- | 30-50% | * См. примечание о скобках ниже | |
| 6-8 | Подвеска для шланга | 30% | Тот же номер, что и у раскосов, дополнительная часть | г.|
| 1 | X Натяжитель | 30% | ||
| 1 | Пластина XZ левая | 70% | * См. примечание XZ ниже — можно фрезеровать | Магазин – DXF |
| 1 | Правая пластина XZ | 70% | * См. примечание XZ ниже — можно фрезеровать | Магазин – DXF |
| 1 | Передний Y-образный держатель ремня | 30% | ||
| 1 | Основание переднего Y-образного ремня | 30% | ||
| 1 | Передний Y-образный держатель правого ремня | 30% | ||
| 1 | Основание переднего Y-образного ремня справа | 30% | ||
| 1 | Y Задний натяжной блок | 30% | ||
| 1 | Y Задняя натяжная база | 30% | ||
| 1 | Y Натяжной блок задний правый | 30% | ||
| 1 | Y Натяжная база, задняя правая | 30% | ||
| 8-14 | Рельсовый блок — выберите один размер — | 30% | * См. примечание к рельсовому блоку ниже | |
| Опционально печатается | ||||
| 2 | Пластина YZ | 50% | Лучший в качестве фрезерованной детали | Магазин – DXF |
Дополнительная версия. Вы можете использовать уретановые колеса размером 58-62 мм X 25 мм с дополнительными кронштейнами. Уретановые колеса могут обеспечить более плавную езду. грубый стол или мусор с недостатком, который немного «уступает» и возможностью того, что колеса управляют непараллельной сборкой. Подшипники предпочтительнее, они должны быть более точными и обеспечивать более щадящую сборку. Колеса Прокладки
Примечание по раскосам. Распечатайте два левых и правых крайних раскоса с заполнением 50% и сориентируйте их так, чтобы верхняя часть каждого конца была обращена наружу, а остальные — с заполнением 30%. 2-дюймовые широкие сборки требуют всего 6, 4-футовые версии требуют всего 8.
Один через каждые 200 мм (8 дюймов) или менее.
Предлагаются распорки трех разных размеров: Скоба 25,3 м/с,Скоба 25p4,3 м/сиСкоба 23p4,3 м/с, которые соответствуют диаметру Х-рельса в миллиметрах. Для сборок в США рекомендуемый размер направляющей X — это кабелепровод EMT ¾ дюйма США, диаметр которого равен 23,4 мм, поэтому напечатайтеСкоба 23п4.3мфдеталей для Х-рельса этого размера.XZ Примечание. Может быть плоской деталью. Измельченный или покупной. Если вы используете плоскую деталь, вам нужно будет распечатать как
XZ Укороченный ходовой винт, правый.3mf, так иXZ Укороченный ходовой винт, 3mf. Они также требуют 70% заполнения.Рельсовый блок Примечание. Расстояние между ними должно быть не больше 200 мм (8 дюймов) или меньше. Вам понадобится 8 для 4-дюймовой сборки и 14 для 8-дюймовой сборки. Предусмотрены три различных размера рельсовых блоков –
Рельсовый блок 18п1., 3мф Рельсовый блок 23п4.3мфиРельсовый блок 25п4.3мф, которые соответствуют диаметру Y-рельса в миллиметрах. Для сборок в США рекомендуемый размер Y-образной направляющей — это кабелепровод EMT ½ дюйма США, диаметр которого равен 18,1 мм, поэтому распечатайте деталиRail Block 18p1,3mfдля Y-образной направляющей этого размера.
Крепления для инструментов
Рекомендуемый маршрутизатор Makita серии 700 (доступен во многих странах с немного другой моделью) номера), крепление инструмента и пылезащитный башмак.
DeWalt 611, держатель инструмента и пылезащитный башмак.
Создавайте свои собственные файлы САПР и пошаговые файлы.
Коробки для досок
СКР Про Рэмбо Мини Рэмбо
Пустая коробка, корпус своими руками, Fusion 360 CADlink.
Плоские детали
Распорные пластины
Пластины Three Strut имеют толщину до 6,35 мм (¼ дюйма). ДВП или любые аналогичные жесткие материалы подходят лучше всего. здесь.
Здесь представлены готовые наиболее распространенные размеры опорных пластин.
4-футовая опорная пластина DXF
4-футовая опорная пластина CAD/Fusion360
2-футовая опорная пластина DXF
2-футовая опорная плита CAD/Fusion360
Для других размеров пластин Strut воспользуйтесь калькулятором, введите размеры сборки, затем щелкните ссылку Download Strut .SVG .
ЕСЛИ по какой-либо причине (например, вы проектируете распорку по индивидуальному заказу), убедитесь, что расстояние между скобами не превышает 200 мм (8 дюймов).
Пластины YZ
Пластины YZ могут быть практически любой толщины. Опять же, жесткость является ключевым моментом. МДФ толщиной ½ дюйма (12 мм) — отличный выбор. Гораздо толще, чем это, и вам нужно будет зазор для муфты. При толщине 16,5 мм и больше вам потребуется раззенковать отверстия под гайки M5. или получить более длинные винты.
YZ Пластина DXF
Зеркальный набор YZ Plate DXF, просто чтобы упростить фрезерование набора. YZ Plate STL, если хотите, попробуйте распечатать.
Пластины XZ
Печатные пластины XZ (при печати из PLA) оказываются более жесткими, чем ½” МДФ. Единственный способ получить больше жесткости идет на металл. Если вы решите сделать свой собственный, вот рекомендации.
Винты M5, входящие в комплект, подходят для пластин толщиной до 9,5 мм и меньше. Все, что выше и вам нужно будет противосверлить головы.
Для винтов M3, входящих в комплект, требуется пластина толщиной от 6,35 мм до 7 мм. Если вы станете тоньше, вам понадобятся шайбы, чтобы идти толще, вам нужно будет противосверлить головы.
Пластина XZ DXF
Специальные детали
Вы можете купить большинство специальных деталей и оборудования здесь, в магазине V1
| КОЛ-ВО | Описание | Комментарий | Ссылка |
|---|---|---|---|
| 1 | Плата управления | г.минимум 5 водителей | Магазин – Amazon |
| 5 | Шаговые двигатели, Nema17 | Длина стержня 20 мм+ | Магазин – Amazon |
| 3 | Шаговый удлинитель | Магазин – Amazon | |
| 3 | Шкивы 16 зуб. 10 мм | 10 мм GT2 16 зубьев | Магазин – Amazon |
| 6 | Натяжные ролики Smooth 20T | 20T Гладкая, внутренний диаметр 5 мм | г.Магазин – Amazon |
| 8M | Ремень GT2 10 мм | См. калькулятор, без стальной ленты | Магазин – Amazon |
| 5 | Концевики | Магазин – Amazon | |
| 14 | 6082rs Подшипники | Магазин – Amazon | |
| 2 | Ходовой винт T8 и гайка | 110 мм или больше | Магазин – Amazon |
| 2 | Муфта | от 8 мм до 5 мм | Магазин – Amazon |
| 4 | Линейные рельсы MGN | MGN12H 150 мм | Магазин – Amazon |
| 1 | Блок питания | 12–36 В зависит от платы 36 Вт+ | Магазин – Amazon |
| * | Фиксатор резьбы | Дополнительно для установочных винтов | Магазин – Amazon |
| * | Смазка | Дополнительно для роликов и линейных направляющих | Магазин – Amazon |
| * | Вакуумный шланг | Должен работать любой вакуумный шланг с наружным диаметром 1,5 дюйма | — Амазонка |
Как сотрудник Amazon я зарабатываю на соответствующих покупках.
Оборудование
Это то, что необходимо для сборки размером 4 x 8 футов (1,2 м x 2,4 м). Вам понадобится больше или меньше в зависимости от того, какой размер вы строите.
| КОЛ-ВО | Описание | Эквивалент | в США
|---|---|---|
| 14 | М8 х 40 мм | 5/16” x 1,5” |
| 14 | Гайки M8 Nylock | 5/16” нейлок |
| 100 | М5 х 30 мм | Нет |
| 100 | M5 Найлок | Нет |
| 40 | М3 х 10 мм | Нет |
| 10 | М2,5 х 12 мм | г.Нет |
| 24 | 3 мм x 12 мм Дерево/металл | Шурупы #4 x ½” для дерева или листового металла |
| *22 | M4 x 12 мм+ Дерево/металл | #8 x ½“+ Винты для крепления предметов к столу |
- Не входит в комплект оборудования.
Различия в оборудовании LR2 и LR3 для обновления вашей сборки
| КОЛ-ВО | Описание | Эквивалент США | г.
|---|---|---|
| 14 | М8 х 40 мм | 5/16” x 1,5” |
| 94 | М5 х 30 мм | Нет |
| 94 | M5 Найлок | Нет |
| 36 | М3 х 10 мм | Нет |
| 10 | М2,5 х 12 мм | Нет |
| 24 | 3 мм x 12 мм Дерево/металл | Шурупы #4 x ½” для дерева или листового металла | г.
| 22 | M4 x 12 мм+ Дерево/металл | #8 x ½“+ Винты для крепления предметов к столу |
| 4 | Направляющие MGN12H 150 мм | Ссылка для магазина |
Стол
Любая плоская поверхность, к которой можно прикрутить винты, отлично подойдет. Базовые торсионные столы могут
быть шагом вперед с точки зрения долгосрочной стабильности с не такой уж большой сложностью.
Съемная секция отвала, которую можно легко заменить, также пригодится.
след *делать железнодорожное положение Позиции блока ремня
Калькулятор длины стола, рельса и ленты.
Сборка
Сердечник в сборе
- LR Сердечник и шесть гаек M5.
- Установите эти 6 гаек на место.
- Если они не плотно прилегают, используйте немного локтита или клея, чтобы зафиксировать их на месте, или установите крепление инструмента свободно.
- Отверстие 7 th является запасным для будущих пакетов расширения.
- Болты, подшипники 6082RS и гайки для следующего шага.
- Затяните эти 6 болтов и убедитесь, что все свободно двигается.
- Эти последние два болта контролируют степень натяжения сердечника на балке.
- Слегка посадите эти гайки и подождите, чтобы установить натяжение, пока балка не будет готова.
- Подготовьте микропереключатель и несколько винтов M2,5.
- Обратите внимание на ориентацию рычага.
- Слегка вкрутите винты M2,5. Если они оторвутся, добавьте на резьбу каплю клея или фиксатора резьбы. и они должны оставаться на месте, когда он высохнет.
Привод X
- В этом разделе используются шаговые опоры X, M5 и ролики.
- Соберите, как показано, гайками вниз, очень легко посадив гайки.
- Внутренняя гайка входит в небольшую канавку на печатной части.
- Убедитесь, что ленивцы свободно вращаются.
- Установите шкив на шаговый двигатель на 1–2 мм выше основания.
- Сначала затяните винт с плоской головкой, а затем следующий. Рекомендуется резьбовой фиксатор
- или LocTite.
- Убедитесь, что шкив в сборе отцентрирован относительно направляющих роликов.
- Убедитесь, что провод направлен наружу, как показано на рисунке.
- Плотно закрепите степпер с помощью M3
- Добавьте узел шагового двигателя в ядро.
- Убедитесь, что M5 правильно зацепили гайки. Если есть какие-либо признаки заедания, отступите и повторите попытку.
- Если по какой-либо причине гайки прокручиваются, используйте маленькую отвертку с плоской головкой, чтобы закрепить их на месте при затягивании.
- Плотно прилегает к месту.
- Вставьте провода в канавку и закрепите их сверху проволочной или кабельной стяжкой.
- Сейчас самое время добавить провода сенсорной панели, если вы их используете.
- Если вы беспокоитесь, вы можете добавить кусок ленты между отверстиями для винтов, но здесь также подойдет любое крепление для инструмента.
- Скоро эту деталь спрячут за роутером и шлангом, так что любуйтесь прямо сейчас. Выглядит хорошо, правда?!
Боковые пластины в сборе
- Приводы Z, шаговые двигатели, винты M3.
- Обратите внимание на прокладку проводов.
- Закрепите винты M3
- Диски Y, натяжные ролики, M5
- Сидячий, не уютный. Винты здесь являются осями.
- Гайки направлены вниз.
- Убедитесь, что бездельники свободно вращаются.
- Добавьте шкив к шаговому двигателю. Зазор 1-2мм на следующем фото визуальная проверка.
- Сначала затяните резьбовой штифт на плоской поверхности вала, а затем другой винт.
- LocTite рекомендуется для всех установочных винтов.
- Убедитесь, что зубья шкива совмещены с направляющими роликами.
- Snug Шаговый двигатель на месте с помощью винтов M3.
- Провода должны быть направлены по одному в каждом направлении (зеркально), как и приводы Y.
- Микропереключатели, винты M2,5.
- Убедитесь, что рычаг направлен наружу (на этом рисунке вверху).
- Отключитесь от проводов шагового двигателя, проложите провода вместе (на данный момент).
- Аккуратный с крошечными винтами, ввинчивающимися в печатную часть. Сидит, не более.
- Если вам случится вырезать отверстия для винтов, капните почти любой клей или LocTite на резьбе исправит это.
- Ориентация, зеркальные комплекты.
- Z-Stop и Z-Stop M, проволочные торцевые упоры, винты M2,5 мм.
- Обратите внимание на направление рычагов переключения
- Аккуратно уложите провода в канавку и следите за тем, чтобы не защемить их при последующей установке.
- Осторожнее с маленькими винтами M2,5.
- Гайка T8 и 1-2 винта M3.
- На следующих шагах вы будете использовать либо печатные пластины XZ, либо заглушки ходового винта XZ.
- Одного винта достаточно, так как он предназначен только для того, чтобы остановить вращение латунной гайки.
- Готовая печатная форма XZ.
- При использовании фрезерованных пластин XZ вам необходимо прикрепить заглушки к пластине с помощью M5.
- Гайки садятся в печатную заглушку.
- Совместите наклонные поверхности обеих деталей.
- Ориентация шлейфов и пластин XZ.
- Блоки подшипников MGN12H крепятся к пластине XZ.
- Если вы используете печатную версию, подойдут винты M3x10 мм.
- Если вы используете фрезерованную деталь, следуйте рекомендациям по толщине. Используйте шайбы только в случае необходимости.
- Сейчас самое время убедиться, что линейные направляющие свободно перемещаются. Если нет, ослабьте 4 маленьких винта на конце блока подшипников полный оборот. Подвигайте блок подшипников вперед и назад и затяните винты обратно.
- Вы можете добавить немного легкого масла или каплю суперсмазки, но в этом нет необходимости.
- Держите упоры в конце до тех пор, пока они не будут установлены на пластины YZ, чтобы избежать повсюду крошечных подшипников.
- Установив направляющие, убедитесь, что они параллельны, измерив расстояние между ними в верхней части
и дно хода на концах.
- Прикрепите М3. LocTite здесь неплохая идея.
- По состоянию на 17.09.22 (если вы купили пластины YZ, любые заказы будут отправлены после этой даты) вам больше не нужно добавлять эти три винта до прикрепления балки. Пропустить этот шаг.
- Вам нужно будет добавить три M5 к показанным здесь отверстиям. На самом деле вам нужны только два нижних, но на всякий случай бросьте их все.
- С помощью небольших шурупов прикрепите направляющие к пластине YZ.
- Начните прикреплять направляющие посередине, по одному винту на каждую. Свободно.
- После того, как в каждой направляющей есть винт, можно снять упоры.
- Добавляйте винты и проверяйте плавность хода.
- Отверстие в пластине XZ предназначено для доступа к среднему винту.
- Если все в порядке, вкрутите шурупы в пластину YZ. Нежный здесь. Не сдирайте МДФ/дерево. Это не займет много времени.
- Добавьте провода привода Z, обращенные назад.
- Используйте здесь винты M5 и немного закрепите его.
Z Концевой упор
- Прикрепите детали Z-Stop и Z-Stop M с помощью винтов и гаек M5.
- Проверьте, чтобы микропереключатель щелкнул до того, как пластина XZ коснется верхней части.
- В противном случае печатные детали имеют вертикальные прорези, позволяющие регулировать высоту упора по оси Z, и/или можно сгибать рычаг микропереключателя для регулировки. ЕСЛИ сгибается, убедитесь, что крошечный триггер переключателя все еще работает, поэтому согните рычаг на изогнутом конце.
Колеса
- 608rs и болты, передний и задний подшипник кронштейна колеса.
- Предпочтительные «колеса»
- Установите болт таким образом, чтобы головка и гайка соприкасались, но не затягивайте. Это всего лишь ось.
- Обратите внимание на ориентацию болта. Гайка входит в более глубокую сторону.
- Опциональные уретановые кронштейны для колес Link
- Используйте прокладки для предотвращения чрезмерной затяжки
- Установите болт на место, но не перетягивайте его.
- Колеса установлены; болты внутрь, гайки наружу. Затяните эти четыре винта.
Рельсовые ролики
- Ролик передней и задней направляющей, болты и подшипники.
- Вставьте подшипники и установите болты.
- Не нужно прижиматься, так как это просто оси.
- Ориентация болтов здесь важна. Один болт направлен вверх, а гайки с трудом вставляются в верхнюю часть.
- Боковые пластины готовы!
- Катайте их по столу, издавая шум мотора, чтобы убедиться, что они работают правильно.
Балка в сборе
- Если у вас уже вырезаны опорные пластины, используйте их в качестве свободной направляющей.
- Сначала установите опорные пластины свободно, чтобы все выровнялось, а затем вернитесь и аккуратно закрепите их. Установите распорки в указанном порядке; передняя сторона (с верхним и нижним зажимом направляющих), нижняя и наклонная задняя часть (с дополнительными подвесками для вакуумных шлангов).
- Сборка балки включает в себя Х-образные рейки, распорки (опционально две с более высоким заполнением на концах), временные опорные пластины и множество M5.
- Соберите рейку вместе. Убедитесь, что две крайние пластины имеют верхнюю печатную поверхность, обращенную наружу. Это обеспечивает более совершенную сопрягаемую поверхность, так как выравнивание сетчатого слоя может оставить нечетную поверхность на дне.
- Предпочтительнее скользить скобами по рейке, чем защелкивать их. Это сохраняет острый кончик зажима.
- Следующим шагом является добавление передних временных опорных пластин.
- Помните, что сначала вы оставите винты незатянутыми.
- Приблизительно равномерно распределите остальные раскосы по балке.
- Свободно добавьте остальные передние винты, слегка зацепив Nyloc, чтобы они не выпали при выполнении этих первых надрезов.
- Очень свободно добавьте нижние винты, опять же слегка зацепив Nyloc.
- Теперь добавьте задние временные распорки и, при необходимости, подвески для шлангов.
- Вы можете затянуть винты временной пластины и винты крепления шланга.
- Если вы положите балку лицевой стороной, как показано на этом рисунке, вы сможете определить, искривлена ли балка или нет.
- Теперь вернитесь назад и закрепите передние зажимы.
- Ключ здесь слегка зацеплен, Будет щель , и рельсы смогут крутиться, если постараться.
- Зажимы мало что делают, кроме как учитывают небольшие различия в размерах рельсов. Не затягивайте слишком сильно.
- Единственная загвоздка здесь заключается в том, чтобы поверхности винтов соприкасались, а гайки соприкасались с печатной частью. Можно ввинтить винт, а гайки на самом деле не будут полностью закручены, в конце концов они ослабнут. Вы можете полностью ввинтить винт и продолжать поворачивать, чтобы при необходимости слегка расширить отверстие для винта, прежде чем добавлять гайки.
- Добавьте сердечник LR к балке и установите натяжение двух нижних болтов.
- Слишком слабое крепление, и сердечник может двигаться, и вы услышите, как подшипники щелкают по рельсам.
- Слишком туго, и вы почувствуете, что LR-Core колеблется при каждом креплении. Здесь больше не лучше.
- Как правило, дополнительное натяжение практически не требуется, и лучше всего аккуратно посадить гайки.
- Последняя проверка — убедиться, что Х-образные направляющие не выступают дальше раскосов, по крайней мере, на нижней направляющей.
- Вы можете добавить боковые пластины, используя винты 6-M5, четыре из которых пройдут через большие отверстия в пластинах YZ, для двух потребуется приподнять балку, чтобы добраться до отверстий. (по состоянию на 17.09.22)
- Прижми их поближе.
- Убедитесь, что обе стороны двигаются вверх и вниз достаточно свободно, пока гравитация притягивает их всех.
- Измерьте расстояние между пяткой и носком поперек тренажера, убедитесь, что они одинаковы. Если нет, отрегулируйте концевые зажимы.
- Лучше всего издавать звуки робота, когда вы перемещаете его вверх и вниз (не стесняйтесь отмечать меня в своем видео, когда вы делаете #V1LR3).
X Ремень
- Протяните ремень X через привод X.
- Хорошей идеей будет запустить его, как показано на рисунке, и разрезать его, когда вы точно знаете, сколько времени нужно сделать.
- Чтобы закрепить концы, вы можете сделать небольшую складку или использовать отрезок с 4-5 зубьями и втянуть его обратно в паз.
- Просто убедитесь, что он не мешает пластине YZ, когда вы перемещаете ось Z до упора вверх.
- Оставьте немного места, чтобы вытащить его при необходимости.
- Для натяжителя X: вставьте ремень сбоку, затем сделайте петлю вокруг себя и обратно (снова сбоку), чтобы установить длину.
- Если вам трудно сделать это правильно, вы можете провести небольшую линию в верхней части вашего ремня, чтобы увидеть, в каком направлении вам нужно идти. Каждый зуб составляет два миллиметра (1/16 дюйма), поэтому его очень легко отрегулировать.
- Убедитесь, что гайка вставлена в натяжитель.
- Добавьте натяжитель X к пластине XZ и установите натяжение чуть ниже того места, где он издает звук, когда вы дергаете его.
- Не забудьте оставить зазор ~4 мм (⅛ дюйма) или более между пластиной и натяжителем, чтобы при необходимости отрегулировать его позже.
- Добавьте крепление для инструмента по вашему выбору.
- Плотно закрепите вакуумную сторону крепления, а сторону шагового двигателя оставьте свободной. Это сторона, которую вы всегда будете использовать для установки натяжения.
- Убедитесь, что провода свободно проходят за креплением и не зажаты.
- Отойдите и полюбуйтесь своими достижениями. Не стесняйтесь обратиться к любимому человеку или соседу и сказать им, что вы разработали все это с нуля.
Y-рельс
- Размеры калькулятора рассчитаны на использование стола от края до края. Если вы добавили дополнительную ширину, разделите ее на два и поместите «Основу переднего Y-образного держателя ремня справа».
- Оттуда край ваших рельсовых блоков помещается на 61,75 мм от этого, эта линия следует по всей длине рельса.
- Я предварительно просверлил все отверстия в рельсовых блоках в центре, чтобы при необходимости можно было немного отрегулировать.
- Центр прорезей блока направляющих находится на расстоянии 44,7 мм от линии, установленной на предыдущем шаге, что в сумме составляет 106,45 мм от края блока Y-образного ремня.
- Расположите блоки направляющих на расстоянии не более 200 мм (8 дюймов) друг от друга.
- Вы можете отмерить другой блок держателя Y-образного ремня или дождаться использования полностью собранной машины, чтобы пометить его с помощью Y-образного привода. Приводы Y находятся на одном уровне с направляющими блоками.
- Другой взгляд на это.
- Поместите Y-образные основания для натяжения на одной линии с передними блоками и достаточно далеко, чтобы они действовали как жесткий упор, чтобы машина не столкнулась с краем стола.
- 30 мм от края — это хорошо. Больше от края (88 мм), если вы не хотите, чтобы ваши держатели для шлангов перемещались за край способности.
Прокладка проводов
СКР Pro Информация
Рэмбо / Мини Информация
- Прокладка проводов имеет довольно свободную форму с большим количеством опций. Вот как я это делаю.
- Если вы еще не обрезали опорные пластины, у вас будет возможность повторно осмотреть проводку или вы можете проложить ее так, чтобы вам вообще не пришлось ее снимать.
- Маркировка проводов — отличная идея.
- Для получения более подробной информации о проводке перейдите на вкладку «Управление» в главном меню, а затем выберите свою плату.
- Не забудьте заклеить или зафиксировать все соединения.
- Я считаю, что лучше всего начать с самого короткого провода.
- Вы можете видеть, как протянуты и закреплены тросы Z-концевика и Y-степпера.
- Затем провода проходят под Z-степпером и снова закрепляются.
- Удлинители потребуются для проводов со стороны рельса.
- Вы можете проложить провода сзади и в держателях шлангов (с ними легко работать позже).
- Или вы можете пропустить провода в балку и закрепить их там.
- Убедитесь, что у вас есть полный диапазон движения Z и провода нигде не зацепляются.
- Полный снимок протянутых проводов и излишки завернуты в держатели шлангов.
- Провода оси X должны иметь полный диапазон движения, поэтому их необходимо закреплять чуть ниже середины пути.
- Временно добавил блок питания на жгут проводов.
- После того, как распорки вырезаны, я предпочитаю монтировать их внутри балки.
- Теперь можно добавить ходовые винты.
- Убедитесь, что ось Z имеет полный диапазон движения и не ударяется о муфту в нижней точке движения.
Y Ремень
- При работе с Y-образными ремнями Протяните ремень через Y-образный привод и сначала закрепите в передних блоках.
- Оберните ремень петлей так, чтобы при необходимости его можно было снять позже.
- В задние блоки вставляется гайка, они быстросъемные и регулируемые.
- Правильное натяжение тугое, но только перед этим начинает звучать как бас-гитара, если щипать. Вы также должны быть в состоянии удалить блок. Если у вас есть способ проверить, натяжение 6-10 фунтов — это то, что вам нужно.
- Задний блок в сборе.
- Теперь сделайте другую сторону.
- Ты еще нервничаешь? Пришло время зажечь его! Нет необходимости делать свой собственный шумов больше, машина сделает это за вас. Видишь, я все предусмотрел!
Приступая к работе, разрезание опорных пластин
К этому моменту вы сможете включить питание и протестировать свою сборку.
В зависимости от того, как построена ваша машина, вы можете использовать экран управления, хост-репетитор, другое программное обеспечение через USB или по беспроводной сети.
Вот краткий обзор базового теста движения.
Начальное квадратирование
Чтобы выровнять станок, нужно отметить 4 точки и измерить диагональ. Вот как мы устанавливаем ось Y, чтобы выровнять станок относительно рельса. Вероятно, вам придется повторить это пару раз, чтобы получить разницу менее 1 мм.
Вы можете привязать ручку к вакуумному креплению, как показано ниже, или вот крепление для ручки, которое подходит для большинства корпусов маршрутизаторов. Версия 1 для печати
Вы также можете автоматизировать этот процесс с помощью теста Джейми «Знаки прямоугольности».
* Начните с G92 X0 Y0 Z0 — установите этот флажок, и положение кончика пера будет равно 0,0,0. Я предлагаю начать ручку чуть выше бумаги.
* Уровень Z для пера вниз — сделайте это число более отрицательным, если вы обнаружите, что некоторые из ваших отметок не касаются бумаги, но вы хотите, чтобы касание было как можно более легким.
* Уровень Z для пера вверх — вы можете подняться настолько высоко, насколько вам нужно, чтобы не тянуть кончик пера. * Feedrate — устанавливается на безопасную скорость перемещения.
* Экстенты — здесь вы устанавливаете размеры вашей таблицы. Чем дальше друг от друга метки, тем точнее будет ваша таблица.
- Я использую ленту, поэтому могу быть уверен, что использую правильную маркировку.
- Исходное положение осей X и Y.
- Используйте ось Z, чтобы отметить маленькую точку на 0,0.
- Теперь подведите машину к самой дальней точке оси X (или очень близко к ней).
- Используйте Z, чтобы отметить точку.
- Доведите до крайней точки Y и повторите процесс для двух задних углов.
- Теперь измерьте диагонали, насколько это возможно. Обратите внимание на более длинное и вычтите, чтобы найти разницу. Менее 1 мм — это очень хорошо.
Если у вас разница более 1 мм, вы можете использовать терминал на вашем SKR Pro или USB
соединение и повторный хост, чтобы добавить смещение возврата. «M666 Y0.5» переместит ваш Y1
степпер на расстоянии 0,5 мм от стопорного блока после того, как он вернется в исходное положение. «M666 Y-0,5» переместит ваш
Вместо этого шаговый шаг Y2. Вы хотите переместить более длинную сторону измерения от
блокировать. Хорошей первой догадкой является разница в ваших измерениях (или вы можете использовать
триггерный калькулятор и добавьте немного, потому что ваши конечные остановки находятся дальше, чем
точки). Теперь используйте «M500», чтобы сохранить его в EEPROM. Переместите X и Y в исходное положение и проверьте снова.
Z Выравнивание
- Выравнивание по оси Z немного проще, чем по оси Y, если у вас есть сенсорная панель. Вы также можете использовать любой блок или лист бумаги в качестве щупа.
- Здесь мы ищем только разницу.
Дом всех трех ваших осей.
Сенсорная пластина — если вы используете сенсорную пластину, вы выполняете зондирование с помощью G38.2 Z0. Когда он доберется туда, обратите внимание на текущую позицию Z. Затем переместите его вверх и вниз до крайнего положения оси X и снова измерьте, принимая во внимание положение оси Z.
Возьмите разницу и отрегулируйте сторону, которая сдвинулась дальше всего.Измерительный щуп. Вы будете перемещать ось Z вниз до тех пор, пока не соприкоснетесь с сенсорной пластиной и не зафиксируете текущее положение оси Z. Повторите это для другого конца оси X. Возьмите разницу и отрегулируйте сторону, которая сдвинулась дальше всего.
Вы настраиваете, запустив «M666 Z0.5», число указано в миллиметрах. Сохраняйте с помощью M500 после каждой настройки все оси и начинайте проверять свою работу.
Эти числа отсчитываются от 200, поэтому 120 дальше, чем 130. Начните с регулировки на 0,2 мм больше, чем ваша разница.
Изготовление опорных пластин
К этому моменту вы должны быть готовы сделать несколько надрезов. Чтобы быть уверенным, что все идет по плану, вы можете
сделать пробный разрез в пене высокой плотности или просто сделать воздушный разрез. Чтобы подрезать тебя по воздуху, просто домой
ваш компьютер над столом и запустите gcode. Это позволяет вам наблюдать, как он движется, как вы
ожидать этого и не зацепиться или иметь какие-либо ошибки в коде.
Базовая настройка программного обеспечения
Основные настройки CAM
Создание Gcode — TODO
Три распорки должны быть изготовлены из МДФ толщиной 6,35 мм (¼ дюйма) или тоньше или из аналогичного жесткого материала. Вам нужно будет отрезать каждую пластину как можно ближе к боковой стороне вашей сборки, чтобы убедиться, что ваша сборка обладает достаточной жесткостью для этого.
- Проверка переднего и заднего края относительно стола. (до рельса было бы более подходящим измерением)
- Закрепите материал и убедитесь, что ваши средства не будут мешать сердечнику при его прохождении. Я использую винты с большой головкой.
- Так выглядит готовый разрез. Все детали удерживаются на месте небольшими выступами из материала, которые можно разрезать пилой или канцелярским ножом.
- Сделайте это еще два раза.