Сделать форму для отливки гипса из: Академия Samaragips
alexxlab | 01.05.1991 | 0 | Разное
Как залить гипс в силиконовую форму
Содержание
- Процесс литья из гипса
- Необходимое оборудование и материалы
- Изготовление форм для литья из гипса
- Изготовление гипсовых форм для литья
- Область применения литья из гипса
- Пропорции
- Заливка форм
- Технология изготовления искусственного камня из гипса
- Заключение
Немного ранее я рассказывала, как вылепить сову из скульптурного пластилина (вот тут можно посмотреть), а теперь урок 2 и я расскажу и покажу в мастер классе, как отлить силиконовую форму для будущей фигурки из гипса. Забегая опять немного вперед, скажу, что самое, пожалуй, трудное во всем этом процессе – это все приготовления к отливке силиконовой формы: сборка каркаса (короба), смазывание и т.п., а сама отливка не составляет большого труда.
Итак, для отливки формы из силикона мне понадобилось:
— 1 литр силикона
— кусочки фанеры (для сборки коробки)
— любое средство для мытья посуды
Сначала я отмерила и отрезала дно будущего короба, оно должно быть со всех сторон на 1 см больше, чем ширина фигурки. Далее опилила ножовкой четыре боковых стенки, прикрепила их саморезами к дну, и получилась коробочка без верха. Кстати, при отпиливании еще раз поместите пластилиновую заготовку в короб, чтобы не получилось так, что между фигуркой и стенкой будет очень маленькое расстояние. В идеале – 1-1.5 см.
Далее опилила ножовкой четыре боковых стенки, прикрепила их саморезами к дну, и получилась коробочка без верха. Кстати, при отпиливании еще раз поместите пластилиновую заготовку в короб, чтобы не получилось так, что между фигуркой и стенкой будет очень маленькое расстояние. В идеале – 1-1.5 см.
Когда короб был готов, все его стенки и саму сову смазала средством для мытья посуды. Это делается для того, чтобы после высыхания силикона он легко отходил от стенок фанеры и от самой фигурки. Существует специальная разделительная смазка для силикона, но у меня ее не было, и я заменила ее средством для мытья посуды (в данном случае АОС). Можно так же использовать жидкое мыло или любой мылящий состав. В общем, все внутри, где будет соприкасаться силикон, должно быть смазано.
Дальше в центр дна с лицевой стороны насквозь вкрутила саморез, сову посадила на саморез, чтобы при заливке силикона она не всплыла. Далее развела силикон, и осторожно, стараясь не образовывать пузырей, вылила его в подготовленную коробочку с фигуркой. Пузыри так или иначе буду появляться на силиконе, потому что когда размешиваешь, кислород попадает в силикон. Но нужно стараться, чтобы их было меньше.
Пузыри так или иначе буду появляться на силиконе, потому что когда размешиваешь, кислород попадает в силикон. Но нужно стараться, чтобы их было меньше.
Время застывания силикона различная, зависит от марки и его плотности по Шору. У меня застывал около 40 минут. Затем осторожно раскрутила все саморезы, удалила фанерки и извлекла готовую силиконовую форму. Сова все еще была в форме, поэтому я вытащила ее. Вот так в домашних условиях можно изготовить силиконовую форму для статуэтки.
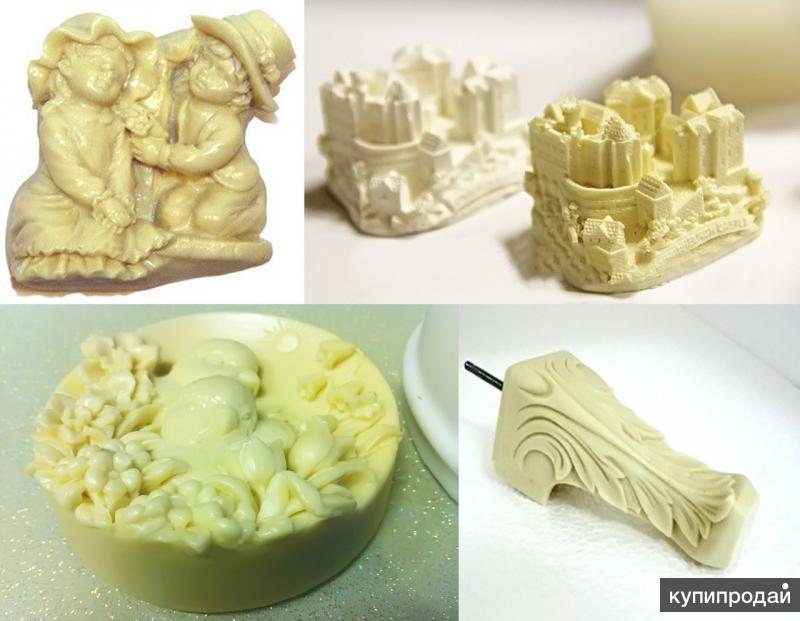
Ну а теперь самое интересное – отливка гипсовой фигурки с помощью силиконовой формы. На 1 литр воды брала 700-800 г формовочного гипса, размешивала до однородной консистенции и выливала в силиконовую форму. Врем застывания примерно 20-30 минут (зависит от свежести гипса). Застывшую гипсовую сову извлекла из силиконовой формы. Вот по такому принципу изготавливаются гипсовые фигурки своими руками. В последнем уроке расскажу, как задекорировать гипсовую фигурку под старую бронзу.
Гипс — доступный и легкий в обработке материал. С доисторических времен литье из гипса наравне с лепкой из глины использовалось для изготовления различных поделок, игрушек и ритуальных фигурок.
С доисторических времен литье из гипса наравне с лепкой из глины использовалось для изготовления различных поделок, игрушек и ритуальных фигурок.
И в наши дни гипс сохраняет свою популярность как поделочный материал. Из него делают также украшения и детали масштабных моделей техники.
Процесс литья из гипса
Процесс литья из гипса состоит из нескольких этапов. Само литье в гипсовые формы занимает минуты, гораздо больше времени уходит на подготовительные и завершающие операции. К подготовительным относятся:
- Изготовление модели изделия.
- Проектирование и изготовление формы, или опоки.
- Подготовка материалов для литья смазывания формы.
Процесс литья из гипса
Проверьте, чтобы все необходимые материалы, оборудование и инструменты были под рукой, отмыты и очищены после прошлого раза. Счет при отливке идет на минуты.
Непосредственно перед литьем в гипс следует произвести смазывание опоки и смешивание раствора для литья. Заливать растров в отверстие следует тонкой струйкой, обязательно давая воздуху возможность выйти. После заливки форму надо повращать и слегка потрясти, чтобы добиться максимального прилегания раствора к мелким деталям рельефа.
Заливать растров в отверстие следует тонкой струйкой, обязательно давая воздуху возможность выйти. После заливки форму надо повращать и слегка потрясти, чтобы добиться максимального прилегания раствора к мелким деталям рельефа.
Завершающие операции не менее важны. Они так же определяют качество изделия. К ним относятся
- Сушка (при естественной температуре или на радиаторе). Слишком быстрая сушка может привести к растрескиванию отливки.
- Разборка формы. Если она плохо отходит от изделия, можно легонько обстучать ее деревянным или резиновым молоточком.
- Удаление литников и доработка деталей готового изделия.
- Очистка опоки (если планируется еще одна или несколько отливок).
Литье в гипсовые формы немного отличается от литья в формы из силикона. Силикон не нуждается в смазке, он упруг и из него легче извлекать отливку, к тому же он дает больше возможностей для проработки деталей.
Необходимое оборудование и материалы
Для отливки изделий из гипса не требуется высокопрофессиональное оборудование. Процесс вполне доступен в любительской домашней мастерской.Важно: подготовка, сам процесс литья и завершающие операции связаны с появлением большого количества пыли. Обязательно должна быть обеспечена качественная вентиляция и уборка помещения. Не стоит заниматься этим в жилых помещениях и в домах, где живут аллергики. Кроме того, смесь воздуха и пыли в определенной концентрации взрывоопасна. Избегайте использования открытого огня в мастерской.
Формы для отливки из гипса
Основным оборудование является форма для отливки. Для ее изготовления сначала следует подготовить модель изделия. Для этого подходит пластилин, полимерная глина, любой пластичный материал. Если делают копию, то моделью является сам оригинал. Обязательно нужно наметить на модели линию стыка половинок будущей формы.
Важно правильно подобрать материал для опоки. Если готовится маленькая формочка для литья кулона или деталей масштабной модели техники — подойдет жесткий картон.
Опока из жесткого картона для литья из гипса
- Емкость для смешивания гипса с водой.
- Стакан с носиком для заливки гипса.
- Резинки для стягивания частей формы.
- Кисточки для смазки.
- Дрель для сверления отверстий.
- Шпатели и ножи.
- Картон и скотч.
Гипс для литья следует выбирать самый лучший. Строительный алебастр можно применять, в крайнем случае, его лучше просеять через сито 0.2 мм, убедиться в том, что он достиг «пуховой» консистенции, не содержит комочков и посторонних включений.
Смазка формы для литья из гипса
Смазку для формы можно приобрести готовую, а можно изготовить самостоятельно из натертого на терке детского мыла, воды и подсолнечного масла.
Изготовление форм для литья из гипса
Наиболее используемыми материалами являются сам гипс и силикон.
Формы из гипса являются традиционными и привычными для многих поколений мастеров. Они более требовательны к уровню мастерства при изготовлении. В последние десятилетия их все больше теснят формы из силикона.
Они более требовательны к уровню мастерства при изготовлении. В последние десятилетия их все больше теснят формы из силикона.
Формы, которые сделаны из силикона, отличаются высокой точностью, возможностью проработки мелких деталей, легкостью изготовления и снятия ее с отливки. Несколько дороже обходится исходный состав, но это компенсируется повышенной технологичностью и долговечностью.
При проектировании и изготовлении формы важно обращать внимание на:
- Тщательность проработки деталей.
- Способ соединения половинок формы и их последующей разборки
- Способ фиксации половинок друг относительно друга
- Расположение отверстий для литья. Оно должно позволить жидкому гипсу проникать во все уголки формы и полностью заполнять ее.
- Конфигурация опоки должна давать пузырькам воздуха свободный выход.

Для фиксации частей опоки друг относительно друга обычно используют резиновые ленты. Для маленьких изделий подходят резинки для денег, для более крупных их вырезают из велосипедных или автомобильных камер.
Изготовление гипсовых форм для литья
Литье в гипсовые формы требует определенного навыка, хорошего планирования и точной координации действий мастера. Как сделать форму для литья из гипса?
Сначала вокруг модели будущего изделия строится опока — ящичек из картона, обклеенного скотчем, или жесткого пластика. Щели между основанием и стенками помазываются пластилином. Модель покрывается смазкой и размещается внутри опоки на равных расстояниях от дна и стенок. В качестве подпорки используют кусочки пластика, картона. Иногда просто подвешивают модель на нитках.
Гипс разводят до консистенции сметаны
Гипс разводят до консистенции сметаны, кисточкой наносят на сложные элементы рельефа модели — углы, впадины и т.п. Все готово к литью. Потом заливают модель до линии стыка половинок опоки и оставляют гипс загустевать.
Гипсовая форма для литья
После загустевания проверяют, насколько хорошо модель отделяется от нижней половинки, смазывают ее и модель и заливают верхнюю половину формы. После загустевания верхней половинки по углам сверлят отверстия для штифтов, которые будут фиксировать половинки при отливке. После этого верхнюю половинку снимают, модель удаляют. Опока готова к отливке. Если вы начинающий мастер, запланируйте достаточно времени на приобретение опыта и наработку навыков. Литье в гипс может получиться не с первого раза.
Область применения литья из гипса
Литье из гипса применяется как на промышленных предприятиях для изготовления деталей отделки помещений, так и в авторских мастерских. Мастера льют из гипса весьма широкий ассортимент
- Авторские элементы декора помещений
- Статуэтки и даже большие статуи, вплоть до моделей для последующего литья из металлов
- Небольшие украшения
- Игрушки
- Детали для масштабных моделей техники
Этим перечнем область применения не ограничивается. Мастера придумывают все новые и новые области применения литья из гипса — везде, где нужно создать детали со сложными поверхностями и рельефом, а требования к прочности и износостойкости не являются критически важными.
Мастера придумывают все новые и новые области применения литья из гипса — везде, где нужно создать детали со сложными поверхностями и рельефом, а требования к прочности и износостойкости не являются критически важными.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Гипс – один из наиболее распространенных строительных материалов. Его используют практически на любой стройки. Залог успешной работы с этим стройматериалом напрямую зависит от правильности приготовленного раствора.
Пропорции
Очень важной частью при разведении порошка является верное соотношение сухого вещества к количеству воды. Самая верная пропорция – две емкости сухого вещества, на одну емкость жидкости.
Смешанные ингредиенты необходимо перемешивать до состояния однородной массы. Следовательно, на килограмм сухого вещества необходимо использовать два литра воды.
Заливка форм
Из этого материала делают сложные дизайнерские конструкции. Для заливки какой-либо формы используют раствор с соотношением 7 к 10 гипс и вода соответственно. Такая консистенция отлично проникает даже в мельчайшие трещины камня. Чтобы изделие не было слишком хрупким, его обрабатывают клеем.
Для заливки какой-либо формы используют раствор с соотношением 7 к 10 гипс и вода соответственно. Такая консистенция отлично проникает даже в мельчайшие трещины камня. Чтобы изделие не было слишком хрупким, его обрабатывают клеем.
ВАЖНО. Для различных типов работы используют разные концентрации раствора. Поэтому следует детально изучить варианты разведения гипса. А лучше проконсультироваться у специалиста.
Технология изготовления искусственного камня из гипса
Первоначально необходимо создать силиконовую форму для камня.
Полезные советы:
- Пропорции определяются самостоятельно. В зависимости от сложности формы. Чем сложнее форма, тем масса должен быть более жидким.
- Наводится раствор. Размешивать нужно тщательно, чтобы не было островков с сухим порошком. Конечный вид представляет собой однородную массу.
- Чтобы материал получился крепким, в него необходимо добавить песок. Приблизительно 10-15% от общей массы раствора.
- Воском смазываются формы. Это необходимо, чтобы вытащить изделие без трудностей.
- Чтобы все было быстро, нужно примерно рассчитать количество массы для заполнения всех формочек.
- При высыхании, могут образоваться ямочки. Чтобы этого избежать изделия укладываются на специальную поверхность. При их образовании, они подливаются жидким раствором.
- Чтобы получить камень определенного цвета, в раствор добавляют специальные красители.
- После заливки форм, необходимо создать вибрации. Они помогут равномерно распределить жидкость по формочкам. И исключит образование пузырьков воздуха, которые поспособствуют разрушению камня.
- После заливки поверхность выравнивается специальным инструментом.
- Застывает приблизительно 30 минут. В это время формы нельзя трогать, чтобы не образовались пустоты.
ВАЖНО. Для разведения раствора лучше всего взять одноразовую тару. Застывшую смесь очень трудно очистить.
Заключение
Подводя итоги вышесказанному, можно отметить, что создание искусственного камня из гипса весьма длительный и кропотливый процесс. Стоит учесть множество факторов. Одним, из которых является консистенция раствора. Возможно, получится не с первого раза. Поэтому лучше будет проконсультироваться с человеком, который в этом разбирается.
Стоит учесть множество факторов. Одним, из которых является консистенция раствора. Возможно, получится не с первого раза. Поэтому лучше будет проконсультироваться с человеком, который в этом разбирается.
Мастер-класс по изготовлению гипсовой формы и отливке фарфора.. Tutorial for the production of plaster molds and casting of porcelain .
Этот М-К был размещён мною на форуме Доллбукс ( DOLLBOOKS) в 2008 году ( http://www.dollbooks.ru/forum/viewtopic.php?f=69&t=536&start=0).
Увы, форум некогда мега-интересный, уже пару лет как зарос спамом….общение на нуле…. Я перенесла М-К с небольшими сокращениями.
Друзья!
В этой теме я буду выкладывать информацию по работе над куклой “Лиза”. Постараюсь остановиться на ключевых моментах в создании куклы из фарфора. М-К будет разбит на несколько частей, и выходить с интервалом примерно в неделю.
Для тех, кто совсем не знаком с процессом создания куклы из фарфора, скажу, что сначала лепится модель из пластилина ( глины), затем с модели снимается гипсовая форма, с помощью которой затем мы получаем отливку из шликера ( жидкого фарфора), потом отливка-заготовка шлифуется и обжигается. Таким образом получается, так называемая “фарфоровая болванка” . И из таких “болванок” собирается фарфоровая кукла.
Таким образом получается, так называемая “фарфоровая болванка” . И из таких “болванок” собирается фарфоровая кукла.
Итак, из пластилина я слепила : бюст куклы, ручки до локтя, ножки чуть выше колена.
Как снять гипсовую форму я покажу на примере бюста куклы.
Для работы нам потребуется:
Мешок гипса (5 кг) ( прим. сейчас не стало гипса этой марки, я использую Г-16),
стоматологические инструменты,
нож с коротким, широким лезвием,
2 пластиковых стакана,
баночка с эмульсией для смазки или вазелин,
пластилин,
зубочистки,
2 кисти,
пластиковая ложка,
и желательно тазик.
Для начала мы должны определиться, из скольких частей будет состоять наша форма, и где пройдут границы разделения этих частей.
Когда я размышляю над колличеством частей, то рассуждаю так: с одной стороны – чем больше частей, тем больше линий, образованных их стыком, которые в последствии станут литьевыми швами ( а их очень трудно сделать совершенно не заметными, и они могут быть видны на кукле после обжига) , с другой стороны – чем меньше частей, тем сложнее снять форму ( понятно, что форму из 5 частей проще снять , чем из 3-х). Здесь нужно обладать пространственным мышлением, и конечно опытом. А опыт обязательно появится!
Здесь нужно обладать пространственным мышлением, и конечно опытом. А опыт обязательно появится!
В данном случае у меня модель с небольшим поворотом головы и с плечами.( Мне не хотелось показывать на слишком простом примере. Но если вам это кажется трудным, то можно начать например, с головы с шеей).
Я всегда делаю так, чтобы первая часть формы “приходилась” на лицо куклы, для того, чтобы после снятия первой части можно было бы начать обрабатывать лицо. Поэтому первая часть формы будет приходиться на лицо и грудь. Посмотрим внимательно на профиль модели
Свои рассуждения я попробую объяснить с помощью русунка
Все линии изображенные на рис.1 должны идти либо горизонтально, либо под углом вверх. Если линии будут идти по направлению вниз, то при снятии формы с лица , там, где форма будет иметь припятствие она деформирует или порвёт отливку ( например ” не правильный” подбородок изображён на рис. 1 пунктирной линией). Это совсем не значит, что с модели с таким подбородком нельзя снять форму. Нет. Просто нужна совсем другая форма. В нашем случае, когда мы потянем форму на себя, она порвёт подбородок фарфоровой отливки. Если всё же у нас подбородок такой, как изображён на рисунке пунктирной линией, то мы можем пойти двумя путями: 1-ый – делить нашу форму другим способом, 2-ой – долепить подбородок модели пластилином до нужной формы, а в последствии, убрать во время шлифовки лишнее уже на отлитой из фарфора голове.
Это совсем не значит, что с модели с таким подбородком нельзя снять форму. Нет. Просто нужна совсем другая форма. В нашем случае, когда мы потянем форму на себя, она порвёт подбородок фарфоровой отливки. Если всё же у нас подбородок такой, как изображён на рисунке пунктирной линией, то мы можем пойти двумя путями: 1-ый – делить нашу форму другим способом, 2-ой – долепить подбородок модели пластилином до нужной формы, а в последствии, убрать во время шлифовки лишнее уже на отлитой из фарфора голове.
Ноздри всегда должны быть залеплены пластилином, опять же во избежание деформирования носа отливки!
Теперь посмотрим на модель сверху ( рис. 2) Не стоит делать крылья носа слишком глубоко уходящими, иначе они также будут сорваны при снятии формы. И щеки рядом с ушами нужно долепить до уровня линии на рис. 2.
Если осмотрев модель, мы видим, что форма будет сниматься, то наметим стеком линии , по которым будет проходить граница первой части нашей формы.
Затем когда мы нанесли линию разделения, повернём модель в профиль и проверим, будет ли сниматься форма с верхней части головы.
Теперь повернём модель и разделим затылок. Точно так же внимательно осмотрим модель слева, затем справа, проверим не будет ли ” припятствий” на пути нашей формы, когда мы будем её снимать. На этих частях формы обязательно нужно залепить пластилином за ушами. А если это тролль или эльф, то уши надо делать отдельной частью, или вообще делать для них отдельную форму, а в процессе работы над отливком прилеплять их уже с помощью шликера.
Итак, мы разделили модель для снятия формы из 3-х частей. Это более сложное разделение, чем скажем из 4-х или 5 частей. Поэтому, если вы не уверены, что разделили так, как я писала выше, т.е. что все три части буду благополучно сниматься, то можете, провести две линии на затылке, и будет 4 части. Или сделать небольшую часть подмышкой, и будет ещё часть, или сделать ещё одну часть в районе макушки………… На самом деле – это процесс творческий. У каждого мастера свои методы деления. Да и я сама бы поделила даже эту конкретную модель несколькими способами. Выбирайте способ деления, который вы считаете лучшим и удобным для себя ( наверное, всё же лучше начать с простого варианта). И мы начинаем делать отливочную форму.
Выбирайте способ деления, который вы считаете лучшим и удобным для себя ( наверное, всё же лучше начать с простого варианта). И мы начинаем делать отливочную форму.
Нарежем пластилин на полоски ( толщина такого бруска пластилина – 3,5 см ). Как раз то, что нужно для стенок нашей формы.
Строго следуя намеченным линиям начнём облеплять модель, создавая так называемые “бортики”. Для того, чтобы первой частью , которая снимется в дальнейшем с отливки была именно эта часть (т.е. часть приходящаяся на лицо) будем делать правый бортик под небольшим углом, иначе при снятии формы нам будут мешать “замки”, о которых я скажу позже. Также под небольшим углом надо распологать бортик , который будет формировать стенки вливного отверстия ( это отверстие будет расположено в месте, где сейчас основание модели). То есть угол между моделью и бортиком ( на фото он самый нижний) должен быть тупым. Это нужно для того, чтобы когда мы полученную модель перевернем и начнём в отверстие заливать фликер, чтобы он ( шликер) не выливался
Для усиления конструкции бортика, чтобы при заливании гипса они не прогнулись под тяжестью гипса и он не пролился, с оборотной стороны укрепим бортики половинками зубочисток ( не целыми, т. к. об острую зубочистку можно поранить руку). Затем по внешнему краю бортика добавим такие же полоски пластилина, чтобы получилось подобие ванночки и гипс при заливании не вытекал наружу. Прилеплять пластинки нужно тщательно, чтобы не собирать вылившийся гипс с пола
к. об острую зубочистку можно поранить руку). Затем по внешнему краю бортика добавим такие же полоски пластилина, чтобы получилось подобие ванночки и гипс при заливании не вытекал наружу. Прилеплять пластинки нужно тщательно, чтобы не собирать вылившийся гипс с пола
Так будет выглядеть конструкция из бортиков сзади.
Укрепим модель с бортиками в тазу. Если необходимо, подопрём для надёжности бортики столбиками из пластилина.
Разведём гипсовую смесь. Я развожу в пропорциях 50х50. Сначала вода ( 1 мерный стаканчик) заливается в миску, затем насыпается гипс. Я бы сказала, что сыпать гипс нужно понемногу, двигая рукой как сеятель, который разбрасывает семена ( только с меньшей амплитудой . Подождём с полминуты, когда горка насыпанного гипса полностью закроется водой, и аккуратно, не взбалтывая, размешаем смесь. Я мешаю рукой, только так можно понять однородная ли консистенция у смеси. На поверхности смеси скорее всего будут плавать пузырики воздуха, которые образовались вследствии насыпания гипса. Их нужно обязательно убрать (это можно сделать с помощью пластиковой ложки). Иначе форма будет вся испещрена маленькими, но всё же пустотами , образованными этими самыми пузыриками воздуха. Форма будет плохого качества.
Их нужно обязательно убрать (это можно сделать с помощью пластиковой ложки). Иначе форма будет вся испещрена маленькими, но всё же пустотами , образованными этими самыми пузыриками воздуха. Форма будет плохого качества.
Когда смесь дойдёт до состояния “густой сметаны” начнём заливать её в “ванночку”. Лить гипс желательно непрерывно, по полного покрытия модели.
Смесь не должна быть слишком жидкой, но и передерживать её нельзя, она непременно должна ещё литься, а не “шлёпаться! Иначе между такими “лепёшками” гипса останутся пустоты, в которые будет затекать шликер во время отливки. Нужно обязательно следить за состоянием гипсовой смеси и не упустить момент, когда она будет готова к заливке.
Когда мы наливаем гипс , мы должны помнить , что ширина стенок формы должна быть не менее 3-х см везде! Поэтому там, где у нас лицо ( в других частях формы будет плечо – самая выступающая часть) мы делаем “горку” из гипса и через пару минут , без какого либо нажима(!) разравниваем.
Оставим нашу модель на некоторое время.
Здесь надо сказать о ВРЕМЕНИ. Очень трудно называть время в минутах рассказывая о процессе работы на гипсовыми формами, затем над отливкой………..ВРЕМЯ зависит от огромного числа причин. В данном случае от марки гипса, которую вы будете использовать, от количества гипса, которое вы зальёте, и которое вам необходимо для вашей части формы. Даже от температуры и влажности помещения в котором вы работаете. Поэтому, скажу, что я держала эту часть формы порядка 15 минут, но вам лучше руководствоваться таким наблюдением: отнимите край пластины и посмотрите – если на нём нет влажного гипса, то можно продолжить ( здесь надо иметь ввиду, что если гипс ещё не достаточно подсох – он будет крошиться, когда вы будете его выравнивать, а если он передержан, то нашим женским ручкам сложно будет его обрабатывать.
Итак, когда гипс немного подсох, берём модель с первой частью формы, снимаем бортики и зубочистки
и ножом с коротким, широким лезвием , начинаем выравнивать стенки формы. Затем продолжаем выравнивать уже в непосредственной близи к модели при помощи стоматологического инструмента.
Затем продолжаем выравнивать уже в непосредственной близи к модели при помощи стоматологического инструмента.
А затем и саму модель – замазываем дырочки от зубочисток, убираем неровности, и остатки пластилина, из которого были сделаны бортики.
Затем сделаем углубления ( так называемые “замки”) они нужны будут для того, чтобы части формы были зафиксированы на своих местах. Делаем углубления диаметром примерно 1 см, и уходят они на глубину примерно 2,5 мм. Я сделала 3 замка с одной стороны, и три с другой.
Теперь , с помощью кисти надо убрать все крошки гипса и пластилина. И другой кистью нанести эмульсию ( или вазелин) для того, чтобы при заливании гипса для второй части формы, они не схватились между собой. Эмульсия, которую использую я , имеет такой состав: полкуска детского мыло натёртого на мелкой тёрке, вспененного примерно с половиной стакана воды, и половиной чайной ложки салатного масла. Эмульсия должна быть однородной и легко наноситься кисточкой.
Наносим эмульсию на стенки формы, тщательно промазываем всё! Особенно место стыка формы и модели!!! Здесь особенно, т.к. это место будующего литьевого шва, и чем аккуратней будет стык двух частей, тем аккуратней будет литьевой шов.
Если у вас модель с поворотом головы не плохо бы оставить пометку на внешней стороне формы ( например, нацарапать крестик) он потом поможет вам понять, где именно лицо куклы, когда форма будет закрыта.
Теперь можно приступить к работе над второй частью формы. Собственно процесс повторяется. Делаем бортики
Заливаем гипс
Помним о том, что плечо самая выступающая часть и здесь стенка формы не должна быть тоньше 3 – 3,5 см
Ждём, когда гипс немного подсохнет, снимаем бортики, начинаем обрабатывать
Также делаем “замки” , очищаем кисточкой от крошек, наносим эмульсию.
Делаем бортики для третьей части формы. К сожалению пластилин не прилепляется к гипсу, поэтому здесь надо проявить смекалку . Прикрепим бортики там где это возможно, а именно там где будет вливное отверстие
Прикрепим бортики там где это возможно, а именно там где будет вливное отверстие
а остальные бортики прижмём при помощи столбиков из пластилина, укрепив форму в тазу. Зальём гипс.
————————–
Теперь оставим форму с моделью на некоторое время, дадим ей немного подсохнуть. Свою форму, такого довольно большого размера, я оставила на полтора часа.
Для того, чтобы открыть форму поставим её себе на колени. Постараемся найти место стыка первой и второй части формы. Если его не видно, снимите немного гипса ножом, чтобы найти шов. Вставим нож в шов, не слишком глубоко, примерно на сантиметр – полтора, и чётким движением с усилием ( для такой большой формы как у меня), но при этом очень аккуратно, повернём нож движением , как если бы вы прокрутили его вокруг своей оси.
Когда появится щель между частями формы, положите её себе на колени 1 -ой частью к себе, вернее вверх нашей пометочкой, которая подскажет , где именно лицо, и аккуратно потянем 1-ую часть вверх
Затем снимем вторую или третью часть ( как получится).
И затем, вытянем модель из последней части
——————————-
В заключении внутреннюю поверхность каждой части формы надо внимательно осмотреть , и убрать стеком все частички пластилина, которые могли остаться на форме, а также выровнить внутренний край основания формы ( вливное отверстие)
Пожалуйста, никогда не сливайте гипс в раковину, или в канализацию!!!! Сожмите пластиковые миску в руках, засохший гипс отвалится от стенок миски.
Наша форма готова!!!!
Теперь части формы нужно соединить, и скрепить ( я использую для этого порезанные на кольца автомобильные камеры) и оставить форму до полного высыхания. Правда, это может занять порядка двух недель. Сушить на нагревательных приборах не желательно.
Но у меня часто не хватает терпения…….
В следующей части М-К я планирую рассказать, как я делаю отливку, с использованием этой формы.
————————————————————————————————————————————–
Я продолжаю М-К , и сегодня мы будем делать отливку из фарфора, с помощью, сделанной нами, гипсовой формы.
Для работы нам потребуется:
Банка фарфорового шликера ( жидкий фарфор) ,
Ещё одна банка для обрезков фарфора,
Нож,
Стоматологические инструменты,
Щёлковый лоскуток,
Деверянный шампур,
Макетный нож,
клейкая бумажная лента или скотч,
кисточка для очистки формы,
предмет имеющий ровную поверхность ( книжка),
и конечно, гипсовая форма, соединённая резинками
Фарфоровый шликер следует заранее подготовить: обязательно процедить , например, используя как фильтр синтетические колготки. Если шликер будет плохо литься сквозь наш фильтр, следует его разбавить кипячёной водой или спец. разбавителаем ( продаётся в РКД). Фарфор должен иметь однородную консистенцию. После процеживания и размешивания обязательно нужно дать время ему отстояться, чтобы пузырька воздуха «ушли» из шликера. Если делать отливку, не дав фарфору отстояться, то наша фарфоровая отливка будет испещрена маленькими дырочками, а если не фильтровать, то кусочки фарфора, имеющие более плотную структуру, будут портить внешний вид фарфоровой головы включениями более светлого цвета, причём заметно это будет только после обжига. Фильтрование лучше делать накануне перед отливкой.
Фильтрование лучше делать накануне перед отливкой.
Итак, шликер у нас подготовлен заранее. Теперь подготовим форму. Снимем резинки, раскроем форму и кисточкой удалим из неё все частички и пыль, особенно если форма давно хранилась. Снова соединим части формы , и скрепим её надёжными резинками. А также дополнительно скрепим 2-ую и 3-ю части нашей формы двумя кусочками бумажной клейкой ленты. ( если помните, мы делали нашу форму с учётом того, чтобы снималась сначала 1-ая часть (лицо), поэтому, соединим лентой 2-ую и 3-ю части, чтобы когда мы снимем резинки, эти части не развалились, пока мы будем обрабатывать отливку).
Поставим форму вливным отверстием ( иначе литником) вверх, и зажмём её для устойчивости, например, др. банками с фарфором.
Откроем банку со шликером ( если на горлышке банки есть высохший фарфор, лучше его аккуратно убрать, во избежании попадания осыпающихся кусочков в форму, во время заливки фарфора).
Шликер нужно заливать спокойно , ровно, без остановки. Не стоит слишком медлить, т.к. при очень медленной заливке, после обжига на фарфоре могут обнаружиться изъяны более светлого цвета в виде колец. Фильтрация фарфора помогла нам избавиться от возможных «плюхов» шликера, после которых могут образоваться воздушные пузырьки.
Не стоит слишком медлить, т.к. при очень медленной заливке, после обжига на фарфоре могут обнаружиться изъяны более светлого цвета в виде колец. Фильтрация фарфора помогла нам избавиться от возможных «плюхов» шликера, после которых могут образоваться воздушные пузырьки.
Заливаем шликер до краёв ( здесь напомню, о том , о чём я говорила в 1-ой части М-К , что желательно делать бортик, формирующий вливное отверстие, под небольшим углом, именно для того, чтобы вливное отверстие напоминало воронку, и при заливке шликер не мог стечь по стенке вливного отверстия и пролиться на пол).
При вливании шликера в гипсовую форму, фарфор начинает забирать воду из жидкого фарфора и вдоль внутренней стенки формы произходит формирование фарф. «черепка».
Будем наблюдать за формированием фарф. «черепка» , чтобы не упустить момент, когда он наберёт нужную нам толщину.
Для кукол она может быть от 2-2,5 мм и больше. Напрямую зависит от размера и формы детали, которую мы отливаем. Например, если это ручки, имеющие маленький диаметр внутреннего отверстия – то 2мм. А если это такая большая деталь, как в данном случае, то я предпочла толщину – 3мм.
Например, если это ручки, имеющие маленький диаметр внутреннего отверстия – то 2мм. А если это такая большая деталь, как в данном случае, то я предпочла толщину – 3мм.
Следим за «насасыванием черепка» и обязательно периодически подливаем шликер до краёв, т.к. гипс вбирает воду из шликера – объём его ( шликера) уменьшается.
Когда мы увидим, что «черепок» достиг нужной нам толщины
берём форму и аккуратно выливаем шликер обратно в банку.
Нельзя наклонять форму резко , или сразу вертикально, иначе фарфор может выплеснуться, пролиться мимо банки, а также в форме может произойти отрывание фарф. «черепка» от стенок формы, и наша фарф. отливка будет испорчена. Надо выливать осторожно. Затем посмотреть во внутрь отверстия: вылился ли весь шликер из головы, если нет, то нужно покачать форму вправо-влево, аккуратно повертеть её, и снова наклонить и вылить весь оставшийся шликер. Лишний шликер не должен остаться. Затем можно положить форму (если во время выливания шликера произошло резкое выплёскивание, нужно обязательно не класть, а поставить форму головой вниз, для того , чтобы , если всё же «черепок» оторвался от стенки формы, он смог «встать» на место. Особенно это касается рук и ног, которые имеют узкое внутреннее пространство и их приходится изрядно трясти, чтобы из них вышел лишний шликер. Такие руки и ноги надо обязательно ставить кистями и стопами вниз).
Особенно это касается рук и ног, которые имеют узкое внутреннее пространство и их приходится изрядно трясти, чтобы из них вышел лишний шликер. Такие руки и ноги надо обязательно ставить кистями и стопами вниз).
Итак мы, если процесс выливания прошёл нормально, кладём форму
Через несколько минут нужно срезать прилипший к стенке вливного отверстия шликер ( прилипший во время выливания из формы) убрать его нужно для того, чтобы он в дальнейшем не мешал нам вынуть отливку из формы
—————————–
И оставляем форму на некоторое время…………… Время зависит от разбавленности и плотности шликера ( чем плотнее, тем быстрее сохнет) от размера отливки. Например, если это маленькие ручки, то они будут подсыхать очень быстро и держать их в форме долго нельзя – продолжая терять в форме воду, отливка будет давать усадку , и если долго держать её в форме, то пальчики могут дать трещины. Большие отливки соответственно, нужно держать в форме дольше. В нашем случае я держала около 50 мин.
В нашем случае я держала около 50 мин.
Для определения момента, когда нужно вынуть отливку следим за тем, отошёл ли «черепок» от стенок формы. Когда мы видим, что появилась щель , зазор между стенкой формы и отливкой, то значит отливка готова к выемке из формы.
Осторожно снимем с формы резинки. Положим форму на колени 1-ой частью (нашей отметочкой, показывающей, где лицо куклы) вверх. Теперь потребуется максимальная осторожность и аккуратность. Никаких резких движений делать нельзя! Для начала очень аккуратно вставим сбоку в щель между частями формы нож и слегка (!) повернём нож до образования тоненькой щёлки, теперь одной рукой взявшись за верхний край , другой за нижний край формы лёгкими, слегка покачивающимися движениями поднимем первую часть формы. Отложим её в сторону, и начнём работать над лицом куклы. Углубим ноздри, ( которые , если вы помните мы специально залепили пластилином на модели. см . часть 1)., вырежем отверстия для глаз ( если вы не будете делать вставные, стеклянные глаза, всё равно подержите некоторое время форму на коленях ( если вы положите её на пол , она может просто развалиться на 2-ую и 3-ю части) подержать нужно для того, чтобы наша фарф. отливка немного подсохла, соответственно окрепла). А я пока покажу, как делаю отверстия для глаз.
отливка немного подсохла, соответственно окрепла). А я пока покажу, как делаю отверстия для глаз.
Зубоврачебным инструментом ( особенно подходит инструмент такой формы, как на фото)
делаем отверстие. Сначала проколем дырочку в центре глазного яблока, а потом постепенно и очень аккуратно, маленькими “шажками” будем делать отверстие сначала у верхнего века, затем перевернув форму, у нижнего. Протолкнём отрезанный кусок фарфора вовнутрь, ( чтобы доставая его, не зацепить веко). Затем будем убирать слой фарфора изнутри, так, чтобы веко глаза получилось толщиной 1 мм.
Этот этап работы над отливкой требует особой внимательности и осторожности, нужна некоторая сноровка. На этом этапе мы сняли только часть “лишнего” фарфора, сделать полностью готовое отверстие для глаз сейчас не удастся, т.к. требуется ещё выравнить отверстие изнутри с помощью спец. инструмента – деревянной палочки с шариком, для точной установки глаза ( это мы будем делать уже при сухой шлифовке в следующей части М-К).
Итак пришло время снять 2-ую ( или 3-ю) часть формы. Аккуратно отклеим ленты скрепляющие эти две части. Без резких движений, едва покачивая, снимем другую часть формы
Теперь мы можем приступить к обработке литьевого шва. Попробуйте, как вам будет удобно убирать швы. Например, я сначала срезаю макетным ножом, а затем затираю шёлковым лоскутком, смоченным в воде.
Первые минуты после снятия формы, фарфор очень пластичен. Вы можете проткнуть отверстия для серёжек, убрать лишний фарфор за ушами ( если вы долепливали пластилином на модели для лучшего снятия формы. см. часть 1). Также, если вы увидели на поверхности вашей отливки углубления, или дырочки от воздушных пузырьков, вы можете их замазать. Для таких целей я использую фарфор того же состояния, что и сама отливка, я просто захватываю инструментом кусочек фарфора изнутри отливки( конечно, если нужен совсем маленький кусочек, например, для заделывания дырочек, от воздушных пузырьков) внутри фарфор немного более влажный, чем снаружи, и прекрасно годится для заделывания небольших изъянов.
Теперь макетным ножом вырежем отверстие для рук
Здесь надо сказать, что этот отрезанный кусочек не надо выбрасывать, мы его положем в банку для обрезков фарфора ( это вторая банка, которая у нас есть ). Кстати, туда же отправляется и весь брак, который возможен при отливке, шлифовке. Такой фарфор разминается , заливается кипячёной водой. Хорошо размешивается. Можно добавить разбавитель. Этот фарфор в дальнейшем можно использовать.
Теперь, при помощи деревянного шампура, сделаем дырочки для соединения нашей детали ( в дальнейшем) с телом куклы. Дырочки я делаю отступив от края отливки на 8-10 мм.
(Для данной модели дырочки не нужны, т.к. она с плечами, я дырочки сделала для демонстрации).
Оставим отливку в последней части формы ( как на предыдущем фото) ненадолго, чтобы дать ей окрепнуть. Такую большую голову, как в данном случае – минут на 20. Долго держать не стоит, т. к. фарфор продолжает давать усадку, и может пойти трещинами, оставаясь в форме.
к. фарфор продолжает давать усадку, и может пойти трещинами, оставаясь в форме.
Приготовим предмет с ровной поверхностью ( книгу , например). Начинаем доставать отливку из последней части формы. Я достаю так: беру часть формы с отливкой в левую руку, подставляю правую, наклоняю форму так, чтобы отливка слегка выпала в правую руку. И ухватив отливку за шею быстро ставлю на книгу. Желательно сделать это очень быстро, т.к. от тепла рук отливка может промяться и деформироваться. Пока лучше не брать её в руки.
————————————
Обработаем шов.
Теперь ножом вырежем отверстие в голове, для того, чтобы можно было вставить глаза ( обрезок фарфора отправим во вторую банку).
обработаем край
сделаем дырочки в спине
Оставим отливку на некоторое время. Когда вы убедитесь, что отливку можно взять в руки, вырежьте отверстие для второй руки.
Поработайте с фарфором в разных его состояниях: пока он пластичный; более твёрдый; сухой, как прессованный порошок.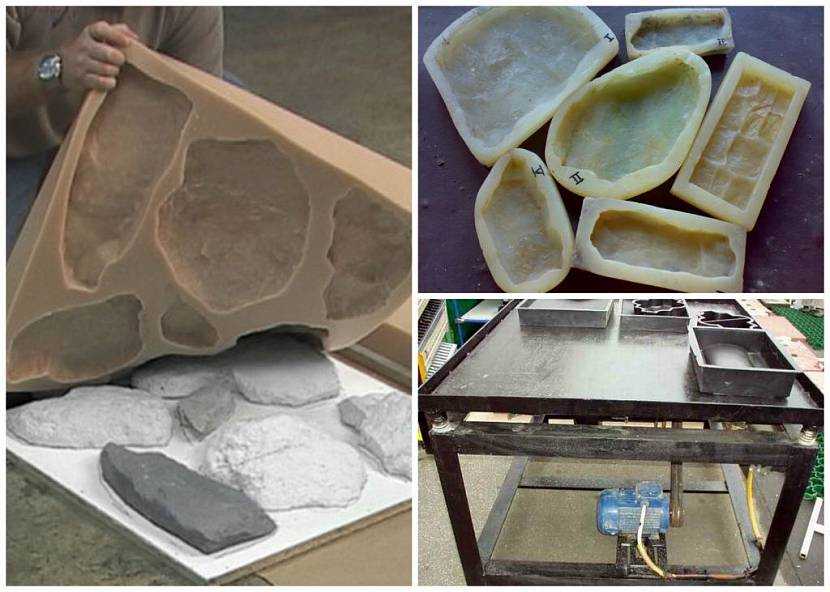 Это даст вам возможность “прочувствовать” его, понимать, что именно вы можете получить от него на каждом этапе. Это поможет вам найти подход к этому прекрасному материалу, и овладеть искусством создания куклы из фарфора!
Это даст вам возможность “прочувствовать” его, понимать, что именно вы можете получить от него на каждом этапе. Это поможет вам найти подход к этому прекрасному материалу, и овладеть искусством создания куклы из фарфора!
Отлитая деталь будет готова для сухой шлифовки через день после отливки.
В следующей части М-К – сухая шлифовка нашей отливки.
————————————————————————————————————————————-
Друзья!
Я продолжаю М-К и сегодня поговорим о сухой шлифовке фарфора.
Для работы нам потребуется:
Респератор,
2 стоматологических инструмента,
спец. деревянная палочка с шариком ( или палочка со шлифовальным шариком),
макетный нож,
шёлковый лоскуток,
брусок для шлифовки,
наждачная бумага ( мелкая),
губка для шлифовки,
кисть.
Пожалуйста, всегда надевайте респератор при сухой шлифовке фарфора!
Начнём с того, что доведём нашу работу над отверстиями для глаз до конца. Для этого нам нужен спец. интрумент – палочка со шлифовальными шариками. Или как у меня, деревянная палочка с шариками. Шарики соответствуют номерам стеклянных глаз. В моём случае шарик с диаметром 22 мм соответствует стеклянным глазам № 22 , которые вставлены в пластилиновую модель , с которой мы и делали отливку. Такой шарик поможет понять, имеет ли сделанное мною отверстие, нужную форму изнутри. Для этого нужно очень аккуратно помещать палочку с шариком в отверстие в голове куклы, и прикладывать шарик к отверстию для глаз. Форма век должна повторять форму шарика . Прикладываем шарик и смотрим
Для этого нам нужен спец. интрумент – палочка со шлифовальными шариками. Или как у меня, деревянная палочка с шариками. Шарики соответствуют номерам стеклянных глаз. В моём случае шарик с диаметром 22 мм соответствует стеклянным глазам № 22 , которые вставлены в пластилиновую модель , с которой мы и делали отливку. Такой шарик поможет понять, имеет ли сделанное мною отверстие, нужную форму изнутри. Для этого нужно очень аккуратно помещать палочку с шариком в отверстие в голове куклы, и прикладывать шарик к отверстию для глаз. Форма век должна повторять форму шарика . Прикладываем шарик и смотрим
———————————-
Если у нас есть зазор между шариком и веком, значит с помощью инструмента надо убрать лишнее
————————————-
В сухом состоянии фарфоровая отливка очень хрупкая и ломкая, как прессованный порошок. Здесь потребуется максимальная аккуратность, без какого-либо нажима, совсем по чуть-чуть, кропотливо нужно убрать лишнее, постоянно прикладывая шарик и проверяя соответствует ли форма век, форме шарика ( иначе глаз просто не встанет как положено в отверстие, и не будет плотно прилегать к веку). Работа эта требует особого внимания и сосредоточенности.
Работа эта требует особого внимания и сосредоточенности.
Если у вас есть палочка со шлифовальными шариками ( они имеют поверхность , как пилка для ногтей), то соответственно вам не нужен инструмент – аккуратными движениями шлифовка производится самим шариком.
Также, при обработке глаз нужно следить за тем, чтобы веки были одной толщины ( в нашем случае 1 мм).
Обязательно проверьте ровно ли вырезаны глаза с помощью отражения в зеркале, также перевернув голову на 180 градусов.
Выровните веко с помощью кусочка, отрезанного от губки.
Продолжим работу. Никогда не берите отливку за края! Лучше всего держать её лежащей в руке. Держать достаточно крепко, чтобы не выронить во время шлифовки, и в тоже время нежно, чтобы не раздавить хрупкую фарфоровую отливку.
Я обычно начинаю шлифовку с обработки наждачной бумагой ( мелкой).
Ещё для “грубой” шлифовки хорошо подходит такой брусок, как на фото ( куплен в РКД)
Советую обязательно выровнить низ отливки , с помощью этого бруска. Затем поставить отливку на ровную поверхность и проверить, нет ли зазора между нижним краем отливки и поверхностью. Иначе, во время обжига отливку может “повести”, и она может перекоситься.
Затем поставить отливку на ровную поверхность и проверить, нет ли зазора между нижним краем отливки и поверхностью. Иначе, во время обжига отливку может “повести”, и она может перекоситься.
Хороший эффект при полировке даёт спец. губка для шлифовки, я обычно использую её жёсткую часть ( куплена в РКД)
Труднодоступные места можно полировать и пальцем
Когда грубая шлифовка будет закончена, приступим к тщательной обработке.
Надо сказать, что фарфоровая пыль имеет свойство при полировке оседать на отливку. Для того, чтобы видеть отливку под слоем фарфоровой пыли приходится прибегать к помощи кисти, и периодически сметать фарфоровую пыль с отливки ( будьте всегда очень внимательны , не ударьте кистью по хрупкой отливке).
Самую тщательную обработку можно проводить с помощью шёлкового лоскута, сложенного ввиде конуса, и кисти.
На этом этапе можно продуктивно паработать над ассиметрией, т.к. все недостатки хорошо видны.
Работая над отливкой надо помнить, что абсолютно все царапины и изъяны, что вы будите видеть на отливке и не устраните, останутся на ней и после обжига! Поэтому уделите , пожалуйста, шлифовке особое внимание!
Не забудьте про клеймо, которое ставится ( процарапливается) на затылке кукольной головы. Это может быть Фамилия, или инициалы, год создания.
Это может быть Фамилия, или инициалы, год создания.
В заключении сметите всю фарфоровую пыль с отливки, тщательно осмотрите её при дневном свете , нет ли пропущенных царапин, если есть затрите их пальцем.
За время высыхания , наша отливка дала небольшую усадку
После обжига усадка будет составлять 20-25 %.
Курс по изготовлению форм – Я хочу, чтоб так было всегда — LiveJournal
Привет! Я тут ненадолго уезжала, а если конкретнее, то на 4 дня. Об этом обязательно нужно вам рассказать сразу же, потому что потом забуду все детали конечно 🙂
Я медленно, но упорно двигаюсь к работе с фарфором. Помнится, я обещала вам подробный рассказ про этот свой путь, и я даже честно его писала, пока проводила первый в своей жизни высокий обжиг ещё в марте… Но мой компьютер завис, текст потерялся и я сначала не могла найти время, чтобы написать этот эпос ещё раз, а потом шли месяцы и было уже не актуально. Ну я как-нибудь расскажу. Пока могу сказать такое, что многих фарфористов, наверное, ужаснёт: фарфор сам по себе – это не моя мечта и не самоцель. Это средство для достижения мечты – мечты о собственной шарнирной кукле. Я бы больше хотела заниматься полиуретаном, но это слишком вредно для здоровья… и, живя в стране, где все посылки из-за границы стоимостью выше 25 евро, в обязательно порядке тормозятся на границе, облагаются налогом, и фиг его знает что ещё… так что мне видится довольно сложным работать из Германии с иностранными фабриками и заказывать им отливку полиуретановых тиражей… Но когда-нибудь я всё равно решу эту проблему, потому что охота – пуще неволи.
Ну я как-нибудь расскажу. Пока могу сказать такое, что многих фарфористов, наверное, ужаснёт: фарфор сам по себе – это не моя мечта и не самоцель. Это средство для достижения мечты – мечты о собственной шарнирной кукле. Я бы больше хотела заниматься полиуретаном, но это слишком вредно для здоровья… и, живя в стране, где все посылки из-за границы стоимостью выше 25 евро, в обязательно порядке тормозятся на границе, облагаются налогом, и фиг его знает что ещё… так что мне видится довольно сложным работать из Германии с иностранными фабриками и заказывать им отливку полиуретановых тиражей… Но когда-нибудь я всё равно решу эту проблему, потому что охота – пуще неволи.
Так что пока фарфор. Им я могу заниматься сама и тут никакая таможня меня не остановит. Германия всё-таки – страна с многолетними фарфоровыми традициями, здесь изготавливается всё необходимое для процесса, начиная от специального гипса (правда добыть его в количестве меньше тонны – тот ещё квест, который мне как раз сейчас нужно решать) и кончая печками для обжига. Про фарфоровые традиции можно запомнить, поскольку именно они привели меня к прошедшим выходным: странными, сложными и удивительными путями я вышла на фарфоровую фабрику Heinz Keramik, которая существует с 1897 года, и владелица которой, мастер по изготовлению гипсовых форм, согласилась дать мне несколько уроков в этом сложном деле… Мы договорились об этом на самом деле ещё весной этого года. Но потом всё очень сильно стояло под вопросом… я несколько раз передумывала и решалась заново (курс мне было очень сложно осилить в финансовом плане)… за всё время я очень многому научилась сама. Моим лучшим учителем всегда был Google, а потом ещё благодаря девочкам из сообщеста Doll-art-bjd ещё больше теории встало на свои места (особенно с помощью zhukova_mariya, за что ей огромное спасибо). Так что ещё и вставал вопрос: а нужно ли вообще тратить так много денег, если кто-то, например, спокойно выучился самостоятельно? Но потом в конце концов плюнула и сказала себе: я хочу расти и хочу учиться.
Про фарфоровые традиции можно запомнить, поскольку именно они привели меня к прошедшим выходным: странными, сложными и удивительными путями я вышла на фарфоровую фабрику Heinz Keramik, которая существует с 1897 года, и владелица которой, мастер по изготовлению гипсовых форм, согласилась дать мне несколько уроков в этом сложном деле… Мы договорились об этом на самом деле ещё весной этого года. Но потом всё очень сильно стояло под вопросом… я несколько раз передумывала и решалась заново (курс мне было очень сложно осилить в финансовом плане)… за всё время я очень многому научилась сама. Моим лучшим учителем всегда был Google, а потом ещё благодаря девочкам из сообщеста Doll-art-bjd ещё больше теории встало на свои места (особенно с помощью zhukova_mariya, за что ей огромное спасибо). Так что ещё и вставал вопрос: а нужно ли вообще тратить так много денег, если кто-то, например, спокойно выучился самостоятельно? Но потом в конце концов плюнула и сказала себе: я хочу расти и хочу учиться. . Я хочу, чтобы меня, наконец, учил живой человек, показывал при мне как надо и пинал за ошибки. Поэтому я не жалею, что всё-таки решилась.
. Я хочу, чтобы меня, наконец, учил живой человек, показывал при мне как надо и пинал за ошибки. Поэтому я не жалею, что всё-таки решилась.
Следующий пост я напишу про саму фабрику где я работала 4 с половиной дня и про ещё одну фабрику, в которой мы были на экскурсии. Сейчас строго про курс по формовке, я просто иначе боюсь забыть детали. Я брала с собой зеркалку и ещё фотографировала на телефон, но из-за того, что большую часть времени была в гипсе с головы до ног, фотографировать больше не получалось чисто физически. Мы с мастером работали вдвоём и параллельно, иначе нельзя было бы уложиться в 4 дня. Хотя мы и не уложились конечно, мне ещё несколько форм нужно сделать дома. Поэтому на фото есть и мои руки и руки мастера и даже руки моего мужа (моих рук меньше всего, фотографировала-то в основном я) 🙂
Сам пост будет интересен скорее новичкам, потому что рассказываются в общем-то известные вещи. Но может какие-то моменты могут быть интересны для сравнения и более опытным фарфористам, и я буду рада, если пост послужит толчком для нового обмена мнениями и опытом.
Мы с мужем приехали в Gräfenthal в четверг утром. После знакомства и короткой экскурсии по зданию фабрики поднялись в рабочую комнату, я распаковала детали Дэйзи (мы решили заниматься на практике именно тем, чем я должна буду заниматься дальше самостоятельно). И пот после распаковки моему учителю, мастеру-профессионалу формостроения с многолетним опытом, стало дурно :-)) Так что, девочки-бждшницы-фарфористы, вы герои :-)) а особенно те, кто учится всему самостоятельно и строго на своём опыте 🙂 Мы вами гордимся!
Итак, мы решили начать с груди. Сначала долго думали насчёт разделительной линии. Тут для меня сюрпризом оказалось то, что деталь можно и даже следует располагать не строго горизонтально, так что разделительная линия пройдёт ровно посередине детали, а под наклоном. Нужный наклон высчитывается после долгого вертения детали в руках и прикидок, как отливка лучше всего выйдет из формы. Чтобы ничего не застряло. Благодаря этому можно не делать втулки для каждого шарнироприёмника отдельно и это, я считаю, отлично! особенно если мастер-модель совсем маленькая. Кроме того, уменьшается количество деталей формы, а значит и количество швов на готовой отливке. Разумеется, разделительная линия всё равно прокладывается так, чтобы будущий шов по возможности находился сбоку. В процессе я тоже оказалась в каком-то роде источником знаний 🙂 Например, мастер не знала, что для размётки можно прикрепить деталь на кусочек глины к столу под нужным углом и потом, обмотав карандаш калькой, провести линию ребром карандаша. Линия будет на самом выступающем месте. Её нужно будет подкорректировать, но в основном это неплохой вариант. Хотя это нужно, наверное, скорее новичкам, мастер и так чувствует, где должна пройти линия.
Кроме того, уменьшается количество деталей формы, а значит и количество швов на готовой отливке. Разумеется, разделительная линия всё равно прокладывается так, чтобы будущий шов по возможности находился сбоку. В процессе я тоже оказалась в каком-то роде источником знаний 🙂 Например, мастер не знала, что для размётки можно прикрепить деталь на кусочек глины к столу под нужным углом и потом, обмотав карандаш калькой, провести линию ребром карандаша. Линия будет на самом выступающем месте. Её нужно будет подкорректировать, но в основном это неплохой вариант. Хотя это нужно, наверное, скорее новичкам, мастер и так чувствует, где должна пройти линия.
Обкладывают детали, конечно, сырой глиной. Традициям фарфорового производства не одна сотня лет и тогда вряд ли кто-то слышал о пластилине 🙂 Хотя я на самом деле без понятия, когда появился пластилин :-)) Нужно сказать, что использовать глину вместо пластилина для обкладывания в разы упрощает процесс. Нет, не так. В РАЗЫ! У меня раньше был очень мягкий пластилин, но всё равно, пока замуруешь в пластилин целую голову, мог пройти час-два. Даже мягкий пластилин нужно разминать в руках. И ещё его нужно МНОГО. Глину разминать не надо, она всегда готова к работе (если хранить в герметичном контейнере и закрывать глину сверху влажной тряпкой). Её легко заглаживать, так чтобы поверхность формы получалась гладкой. Она хорошо пристаёт к детали и не оттопыривается от неё, как пластилин, в процессе выглаживания поверхности. При этом почти не липнет к инструментам. А ещё у нас, например, она продаётся мешками по 10 кг. Мешок стоит 7,5 евро. Хоть обобкладывайся, его хватит до конца жизни. Чувствуете разницу? После многократного использования в ней, конечно, останутся кусочки гипса, но они на самом деле не мешают. А если совсем станет плохо, глину всегда можно растворить до жидкого состояния, процедить через сито, оставить подсушиться до нужной консистенции и можно снова работать.
Даже мягкий пластилин нужно разминать в руках. И ещё его нужно МНОГО. Глину разминать не надо, она всегда готова к работе (если хранить в герметичном контейнере и закрывать глину сверху влажной тряпкой). Её легко заглаживать, так чтобы поверхность формы получалась гладкой. Она хорошо пристаёт к детали и не оттопыривается от неё, как пластилин, в процессе выглаживания поверхности. При этом почти не липнет к инструментам. А ещё у нас, например, она продаётся мешками по 10 кг. Мешок стоит 7,5 евро. Хоть обобкладывайся, его хватит до конца жизни. Чувствуете разницу? После многократного использования в ней, конечно, останутся кусочки гипса, но они на самом деле не мешают. А если совсем станет плохо, глину всегда можно растворить до жидкого состояния, процедить через сито, оставить подсушиться до нужной консистенции и можно снова работать.
Глину выкладываем на обрезке ДСП или ДВП, как там её… Ну, из неё делают мебель: спрессованные опилки, сверху покрытые какой-нибйдь плёнкой под дерево или однотонной краской. Такой довольно широкий кусок, чтобы если гипс убежит, можно было успеть спокойно убрать, не запачкав сам стол. Зачем это нужно? Во-первых эту деревяшку можно крутить во все стороны на столе во время работы, а не крутиться вокруг детали самой. А во-вторых ею можно (и нужно!) стучать об стол после заливки гипса, чтобы пузырьки поднялись на поверхность. Я раньше использовала жестяной поднос. Гипс не убегал за пределы подноса и его тоже можно было стучать, но проблема в том, что жесть гнётся, из-за этого пластилин или глину могло повести, могли появиться новые щели, через которые вытекает гипс.
Такой довольно широкий кусок, чтобы если гипс убежит, можно было успеть спокойно убрать, не запачкав сам стол. Зачем это нужно? Во-первых эту деревяшку можно крутить во все стороны на столе во время работы, а не крутиться вокруг детали самой. А во-вторых ею можно (и нужно!) стучать об стол после заливки гипса, чтобы пузырьки поднялись на поверхность. Я раньше использовала жестяной поднос. Гипс не убегал за пределы подноса и его тоже можно было стучать, но проблема в том, что жесть гнётся, из-за этого пластилин или глину могло повести, могли появиться новые щели, через которые вытекает гипс.
Деталь смазывается специальным составом. У мастера был специальный формовочный гипс производства фабрики в Хайдельберге и разделительный состав был той же фирмы. Этот разделитель состоит из растительного жира и мыла, про пропорции на упаковке, к сожалению, вроде бы не написано. Работает он отлично, смазывать достаточно один раз тонким слоем, разделяет на ура. Но проблема в том, что он воняет прогорклым жиром так, что у такого эфирного создания как я, кружилась голова и всякий раз съеденное даже несколько часов назад подкатывало к горлу, извините за подробности :-)) В первую ночь после работы мне даже снилось, что я голодна (в первый день мы работали без перерыва на обед и толком не позавтракав до вечера, я была ужасно голодная) и меня заставляют есть варево, в котором плавают свиные копытца и который пахнет ровно как этот разделительный состав (мы с семьёй не едим свинину и её запах чувствуем остро неприятно). На другой день первым делом послала мужа выяснять, что в составе, и, к счастью, жир оказался всё-таки растительным. Но легче от этого не стало, уверяю :-))) Мы с мастером долго разговаривали насчёт разделительных составов… раньше, когда не было этого готового чудо-состава, фабрика использовала детское мыло. Натирала на мелкой тёрке и разводила с водой. Я пробовала в качестве разделителя разное и мне больше всего понравился солнцезащитный крем, спросила, не вредно ли это для фарфора? Рассказала, что вы всегда говорите про обязательную промывку форм после непосредственно изготовления, про содовый раствор… На меня посмотрели весьма скептически и спросили “Неужели ты думаешь, что сто лет назад мастера-формовщики стали бы заморачиваться промывкой и купанием каждой формы в содовом растворе?”. Сама мастер формы не промывает и мне не советовала.
На другой день первым делом послала мужа выяснять, что в составе, и, к счастью, жир оказался всё-таки растительным. Но легче от этого не стало, уверяю :-))) Мы с мастером долго разговаривали насчёт разделительных составов… раньше, когда не было этого готового чудо-состава, фабрика использовала детское мыло. Натирала на мелкой тёрке и разводила с водой. Я пробовала в качестве разделителя разное и мне больше всего понравился солнцезащитный крем, спросила, не вредно ли это для фарфора? Рассказала, что вы всегда говорите про обязательную промывку форм после непосредственно изготовления, про содовый раствор… На меня посмотрели весьма скептически и спросили “Неужели ты думаешь, что сто лет назад мастера-формовщики стали бы заморачиваться промывкой и купанием каждой формы в содовом растворе?”. Сама мастер формы не промывает и мне не советовала. Хотя я, наверное, всё-таки буду. Про соду посоветовала забыть, она об этом первый раз слышит, а значит это не необходимо. Насчёт использования солнцезащитного крема в качестве разделителя. .. Сказала “Если работает, то почему же нет?”. Обещала попробовать и сама 🙂 Всё-таки запах поприятнее будет :-)) Конечно, проще и аутентичнее всего купить специальный гипс и готовый разделитель. Проблема только в том, что очень вряд ли мне что-то продадут в розницу: всего пару мешков гипса и одна бутылка разделителя (даже одна она – огромная и её хватит тоже до конца жизни). Я сейчас ищу и то и другое в розницу и если не найду, может наведаюсь на сам завод (благо Хайдельберг мой любимый город, он в 80 км от нас).
.. Сказала “Если работает, то почему же нет?”. Обещала попробовать и сама 🙂 Всё-таки запах поприятнее будет :-)) Конечно, проще и аутентичнее всего купить специальный гипс и готовый разделитель. Проблема только в том, что очень вряд ли мне что-то продадут в розницу: всего пару мешков гипса и одна бутылка разделителя (даже одна она – огромная и её хватит тоже до конца жизни). Я сейчас ищу и то и другое в розницу и если не найду, может наведаюсь на сам завод (благо Хайдельберг мой любимый город, он в 80 км от нас).
Маркировка гипса, если это важно
Опалубка и на фабрике Heinz Keramik и на другой фабрике, о которой я расскажу позже, делается из нарезанных по разной высоте листов тонкого белого пластика. Чем этот пластик был изначально, выяснить не удалось совершенно. Он продавался очень давно в рулонах и используется бесконечно долго. Он достаточно твёрдый, чтобы не гнуться под своей тяжестью и достаточно упругий, чтобы его можно было хорошо прижать. Даже не знаю, что напоминает. .. может быть твёрдую сторону тонких пластиковых папок-скоросшивателей для документов? Поэтому деталь обкладывается в овал, а лучше всего в круг. Можно нарисовать на подставке форму и выкладывать по ней. Причём выложить ровно не так просто, нужно выкладывать края перпендикулярно столу, по возможности ровно, чтобы замотав всё пластиковой опалубкой, её не повело вкривь-вкось. Иначе форма потом будет кривая. Дело в том что эта пластиковая штука стремится сама по себе собраться в ровный круг, а если деталь овальная, она отстаёт от длинных стенок и гипс может вытечь. Если всё сделано правильно и стенки ровные, ничего не вытекает. Вот на фото ниже оно ровно. Мастер сказала, что иногда обкладывает деталь на уже готовой какой-нибудь старой форме, чтобы был жёсткий как бы фундамент, чтобы можно было ровно обмотать всё это дело. У неё этих старых форм огромное количество, так что это самое простое, что она нашла. Но вместо их можно использовать деревянные подставки или какие-нибудь другие циллиндрообразные предметы в доме.
.. может быть твёрдую сторону тонких пластиковых папок-скоросшивателей для документов? Поэтому деталь обкладывается в овал, а лучше всего в круг. Можно нарисовать на подставке форму и выкладывать по ней. Причём выложить ровно не так просто, нужно выкладывать края перпендикулярно столу, по возможности ровно, чтобы замотав всё пластиковой опалубкой, её не повело вкривь-вкось. Иначе форма потом будет кривая. Дело в том что эта пластиковая штука стремится сама по себе собраться в ровный круг, а если деталь овальная, она отстаёт от длинных стенок и гипс может вытечь. Если всё сделано правильно и стенки ровные, ничего не вытекает. Вот на фото ниже оно ровно. Мастер сказала, что иногда обкладывает деталь на уже готовой какой-нибудь старой форме, чтобы был жёсткий как бы фундамент, чтобы можно было ровно обмотать всё это дело. У неё этих старых форм огромное количество, так что это самое простое, что она нашла. Но вместо их можно использовать деревянные подставки или какие-нибудь другие циллиндрообразные предметы в доме.
А теперь внимание. Способ скрепления опалубки довольно экзотичен, но бесконечно мил в своей историчности 🙂 У меня тут, конечно, современные прищепки, но раньше использовали бельевые (а они тоже очень сильные, я попробовала на пальце – чуть не отдавила :-)). Дальше берётся верёвочка со стальным крючочком на конце. Верёвочка один раз доматывается до крючка, зацепляется за крючок и ведётся в противоположную сторону, одновременно затягивая опалубку как можно сильнее. При необходимости можно передвинуть прищепки. Потом ещё несколько витков вокруг детали и кончик закрепляется, просто просунув его между предыдущими витками. Держит намертво и если глину выложили ровно, то ничего не вытечет, дополнительно обклеивать снизу глиной ничего не нужно.
Правда, это ужасно мило? 🙂
Насчёт размешивания и пропорций гипса. Можно бесконечно долг читать описания нужной консистенции гипса, но пока не увидишь сам, не поймёшь, наверное. Имхо, гипс замешивается довольно жидко. Но, говорят, этого вполне достаточно для прочности формы, плюс из жидкого гипса лучше выходят пузырьки.
Но, говорят, этого вполне достаточно для прочности формы, плюс из жидкого гипса лучше выходят пузырьки.
Вот эту табличку мастер получила вместе с каким-то американским гипсом, но говорит, что если замешивать по этим пропорциям, то гипс получается густоват. Первая колонка – количество воды, потом гипса и третья – вес всего вместе. Сама мастер размешивает гипс до такого состояния… ну как объяснить… если суёшь пальцы в ёмкость с размешанным гипсом, он должен стекать, но так чтобы сами пальцы были в гипсе, но кожа всё равно чуууть просвечивала между пальцами… Не слишком – будет жидко. Но и не так чтобы кожи совсем не было видно – это будет слишком густо. Конкретно для того гипса что мы использовали, близкие пропорции были, например, 500 грамм воды и 600 грамм гипса. Размешивали мы, не заботясь о пузырьках, бултыхая гипс весьма активно такой ручной мешалкой для гипса-бетона типа миксера.
Тут гипс уже начал схватываться, на фото выглядит вроде бы гуще, чем надо:
И да, заливать сразу. Не ждать, пока схватится и выйдут все пузырьки. Несколько раз постучать об пол, чтобы большинство пузырьков всплыло и сразу лить. Лить в наиболее пустое место на форме, там где нет самих частей куклы. Мы делали парные детали вместе в одной формы и лили между деталями вверху. Лить тонкой струйкой, чтобы гипс сам свободно затапливал формы. Когда гипс закрыл детали, нужно залезть рукой с согнутыми пальцами внутрь и побултыхать рукой осторожно вверх-вниз, тогда возможные пузырьки отстанут от деталей и всплывут. Если всё хорошо сделать, кисточкой проходиться не обязательно, ей можно смазать глину внизу. Но можно и пройтись для верности, особенно на тонких деталях типа рук.
Не ждать, пока схватится и выйдут все пузырьки. Несколько раз постучать об пол, чтобы большинство пузырьков всплыло и сразу лить. Лить в наиболее пустое место на форме, там где нет самих частей куклы. Мы делали парные детали вместе в одной формы и лили между деталями вверху. Лить тонкой струйкой, чтобы гипс сам свободно затапливал формы. Когда гипс закрыл детали, нужно залезть рукой с согнутыми пальцами внутрь и побултыхать рукой осторожно вверх-вниз, тогда возможные пузырьки отстанут от деталей и всплывут. Если всё хорошо сделать, кисточкой проходиться не обязательно, ей можно смазать глину внизу. Но можно и пройтись для верности, особенно на тонких деталях типа рук.
Ну, дальше ждём, пока гипс схватится, а именно до того момента, когда он станет заметно тёплым. Снимаем опалубку, сразу чистим её металлической циклёй, переворачиваем конструкцию и снимаем глину. Глину смазывать не нужно, она спокойно отходит от гипса. Если глина уже много раз использовалась, в ней будут кусочки гипса от предыдущих работ, они останется на поверхности первой части формы, их можно легко убрать. Дальше следует долгий и нудный этап выравнивания поверхности формы. Все границы, которые подходят к детали и вообще куда бы то ни было, должны быть максимально перпендикулярными друг к другу. Иначе острые формы непременно сколятся в процессе эксплуатации. Для себя я сделала вывод, что обкладывать глиной деталь нужно чуть ниже нарисованной линии. Я не всегда за этим следила и кое-где выложила выше. Если выкладывать ниже, то гипсовая деталь получится выше и можно будет стесать лишнее, чтобы выровнять кря. Если выложить глиной выше, то деталь формы будет ниже чем нужно (а значит деталь непременно застрянет во второй части формы) и тут поможет только работа над ошибками… Я вот не знала, что работу над ошибками можно делать, а вы? Для этого деталь укладывается на место в испорченную часть формы (она будет ниже линии разметки) и чем-нибудь (я – пластилином) набирается высота. Опять же, лучше недоложить, чем опять перевалить за линию, иначе такую работу над ошибками можно делать много раз (чем я успешно и занималась довольно часто, бывало что одну и ту же часть формы переделывала по 4 раза, это было с ладонями).
Дальше следует долгий и нудный этап выравнивания поверхности формы. Все границы, которые подходят к детали и вообще куда бы то ни было, должны быть максимально перпендикулярными друг к другу. Иначе острые формы непременно сколятся в процессе эксплуатации. Для себя я сделала вывод, что обкладывать глиной деталь нужно чуть ниже нарисованной линии. Я не всегда за этим следила и кое-где выложила выше. Если выкладывать ниже, то гипсовая деталь получится выше и можно будет стесать лишнее, чтобы выровнять кря. Если выложить глиной выше, то деталь формы будет ниже чем нужно (а значит деталь непременно застрянет во второй части формы) и тут поможет только работа над ошибками… Я вот не знала, что работу над ошибками можно делать, а вы? Для этого деталь укладывается на место в испорченную часть формы (она будет ниже линии разметки) и чем-нибудь (я – пластилином) набирается высота. Опять же, лучше недоложить, чем опять перевалить за линию, иначе такую работу над ошибками можно делать много раз (чем я успешно и занималась довольно часто, бывало что одну и ту же часть формы переделывала по 4 раза, это было с ладонями). То есть сейчас мы зальём вторую часть формы, ответную. Ту часть, что сейчас в пластилине, мы выбросим, она испорчена. И её будем делать, заливая вторично ответную часть. Понятно объяснила?
То есть сейчас мы зальём вторую часть формы, ответную. Ту часть, что сейчас в пластилине, мы выбросим, она испорчена. И её будем делать, заливая вторично ответную часть. Понятно объяснила?
И да, ещё одна хитрость: перед заливкой второй части формы нужно погрузить первую часть в воду на пару секунд.
На этом этапе можно, в принципе, сделать замки. Мы тут занялись втулкой. Я видела, что все делают сначала две части формы, залепляя будущую втулку пластилином. А мастер предложила делать не так: сначала первая часть формы, потом втулки, а потом последняя часть формы. Это делается для того, чтобы отверстие под втулку и сама втулка были идеально ровными. А ещё втулки можно делать не сквозные, но об этом тоже потом.
Мы выкладываем глиной границы будущей втулки. Выкладываем примерно, её потом всё равно обтачивать. Литник у нас будет внутри втулки, поэтому сразу делаем литник. Та часть что жёлтая – это заготовка для литников, она сделана из гипса, отшлифована и покрыта лаком, на остором конце у неё гвоздик, чтобы втыкать в деталь. Нам длинны литника не хватило и чтобы вся конструкция держалась на опалубке, сверху литника кусочек глины.
Нам длинны литника не хватило и чтобы вся конструкция держалась на опалубке, сверху литника кусочек глины.
Пока гипс ещё схватился не намертво (чуть раньше, чем она становится тёплым), снимаем опалубку и грубо срезаем лишнее. срезать нужно будет много, поэтому чем мягче в этот момент будет гипс, тем легче. Но саму втулку ни в коем случае пока не трогаем, гипс ещё не схватился!
Продолжаем обтачивать
Потом аккуратно вынимаем втулку. Если не вынимается, можно взять деревянный (например) колышек, упереть его во втулку и аккуратно постучать молотком по колышку. Очень аккуратно. Вытащить втулку, обточить до правильной формы, вставить втулку обратно, смазать разделителем, залить вторую часть формы. После того, как все части готовы, заняться литником. Вот литники, кстати, мы очень редко располагали на стыке частей формы. В основном где-нибудь посередине. И ещё часто части формы лились без литников из пластилина вообще, литники вырезались после того, как форма была готова.
Глина выходит легко, а вот дёлтая заготовка для литника – неочень, её нужно осторожно постучать по гвоздику и она тоже выйдет. Это всё я не успевала фотографировать, но дальше будут ещё фото того же самого 🙂
Дальше я возилась со ступнями. По пластилину на гипсовой части формы мы видим, что Аня снова налажала и теперь переделывает :-)))
Можно вырезать замок. Я впервые узнала, что замок может быть не только круглым, но и остроугольным (ну сравнительно остро, конечно). Дело в том, что круглые замки делать проще всего, но они недостаточно прочные. Остроугольные замки лучше фиксируют части формы относительно друг друга и они долговечнее. Если вырезать замки не внутри формы, а так чтобы одна грань была снаружи, то это будет лишним ориентиром, чтобы знать, где что находится, не открывая форму.
Вот тут видна моя собственная опалубка. Я её покупала в магазине, она состоит из жестяной подставки и 4х стенок, согнутых буквой Г. Стенки фиксируются между собой зажимами (надо купить зажимы побольше и посильнее) и для верности все стыки обмазываются глиной. если очень повезёт, гипс не вытечет. Но в большинстве случаев вытекает, зараза :-))
если очень повезёт, гипс не вытечет. Но в большинстве случаев вытекает, зараза :-))
Вот тут мы уже взялись за деталь живота и попы :-)) Можно плоско скаламбурить и сказать, что тут-то нам и наступила та самая жопа, потому что это была по-моему нашу самая сложная деталь. Или я вру и это были бёдра?
Тут первая часть формы уже готова, мы делаем втулку.
Гипс во втулки нужно заливать под углом, наклонив форму. И ещё залезть внутрь пальцем для верности, потому что там может получиться большой пузырь. У нас как-то получился, пришлось переделывать.
Грубая обточка
Как раз стучим молотком, чтобы втулка вышла
Ура, вышла!
У нас литник будет во второй втулке. А эта втулка будет просто так. И чтобы она не выпадала из формы, для удобства делаем её внутри формы. То есть обтачиваем вот таким образом и укорачиваем внешнюю сторону (можно было и сильнее укоротить). Потом поймёте для чего 🙂
Делаем вторую втулку с литником
Вот тут мастер вспомнила, что у неё есть огромный компрессор и попыталась вытащить втулку не молотком, как в прошлые разы, а воздухом под давлением. Но компрессор был старый, давление маленькое и ничего не вышло. Мне смутно верится, что что-то бы получилось, даже будь давление выше.
Но компрессор был старый, давление маленькое и ничего не вышло. Мне смутно верится, что что-то бы получилось, даже будь давление выше.
ОК, втулку вытащили снова молотком, обточили, сделали замок, чтобы втулка не вертелась вокруг своей оси, вставили её обратно, обмазали всё разделителем, опалубка и заливаем последнюю часть формы!
Теперь опять интересно. На фото выше мы видим, что втулки разные по форме. та, что с литником, круглая, а та что без – с небольшой площадкой наверху. Это нужно чтобы поставить на него вот эту фарфоровую штуку, чтобы в готовой форме получилась дырка. Это нужно, чтобы, когда мы бы снимали верхнюю часть формы вверх, можно было бы пальцем надавить в отверстие, чтобы втулка бы не поднималась вместе с формой и не порвала деталь.
Заливаем. По-моему как раз тут я долго возилась с замешиванием правильной консистенции гипса и проворонила момент схватывания – гипс гуще, чем надо. Поэтому молимся, чтобы не было пузырьков.
В итоге так выглядит форма для детали нижней части туловища. Красиво, правда? 🙂
Красиво, правда? 🙂
Обкладываю руки
Факир был пьян и фокус с первого раза не удался :-)) работа над ошибками:
Руки я переделывала очень много раз. Они мелкие и пальцы врастопырку… намучилась изрядно 🙁 И всё равно в одном месте получился скол 🙁 Мы его замазали гипсом. Кстати, ремонтировать мелкие сколы можно. Можно замешать в ладошке капельку гипса, хорошенько смочить место скола водой, капнуть гипса и быстро затереть кисточкой.
А вот это я уже тружусь над головой 🙂
В голове конечно, пластилином заклеены уши, ноздри и я ещё замазала губы, там была глубокая складка.
Тут я выкладываю глину у шеи неправильно (у ответной формы получились слишком острые края), ибо что-то стормозила, а поскольку часть формы снялась хорошо, переделывать только из-за этого не имело смысла…
Снова моя опалубка, гипс, разумеется вытек. Гррр!
Лицо в негативе 🙂
Делаем втулку
Втулка снова будет внутри формы, так что снова берём фарфоровую белую штуку (мне её потом подарили ^__^).
И вот как в итоге выглядит форма головы и рук. Литник в голове я сделала скорее всего не жизнеспособно, как мне сказали… так что может придётся расширять его и выводить на стык формы.
На этом всё 🙂 Больше мы за 3,5 дня не успели 🙂 Я считаю, что за это время мы всё равно успели охрененно много. Но нас было двое и время от времени помогал муж. К некоторым формам можно придраться при желании и их можно было бы переотлить, но в общем они должны быть неплохо функциональными. Я ещё не сняла процесс войны с бёдрами, а это было тоже феерично… но формы для них всего из 2х частей, без втулок, с цельными шарнироприёмниками. В процессе снятия форм непосредственное участие принимал бубен и, несмотря на это, откололась стенка шарнироприёмника мастер-модели, так что я довольно скептически думаю об отливке и дальнейшей стыковке-обработке деталей. Как бы не пришлось переделывать. Мне ещё нужно снять формы с обеих частей обеих рук и с голеней.
В процессе формовки у мастер-модели откололась одна стенка шарнироприёмника в колене и чуть треснул один палец руки. Но это из-за того, что я мучила эти руки слишком долго. С коленом всё сложнее…
Но это из-за того, что я мучила эти руки слишком долго. С коленом всё сложнее…
В общем, я сейчас заказала себе мешок глины, несколько новых инструментов и как это счастье придёт, доделаю формы. Ну а потом отливка 🙂
Ах да! Чуть не забыла 🙂 Я спросила насчёт чёрных точек 🙂 Точная причина выявлена не была, но в шаманскую копилку предположений: если я правильно поняла, причиной может быть невыгоревший уголь, который не ступил в реакцию с кислородом во время обжига из-за того, что в печке не хватает воздуха и вентиляции. Они вроде бы не должны исчезнуть после переобжига, покольку реакция уже прошла. Что с этим знанием делать – я без понятия.
Ещё одно предположение, что чёрные точки – это остатки шкурок, которыми мы шкурили детали в процессе обработки. Чтобы исключить эту вероятность, можно сравнить детали, которые не шкурились совсем и те, которые шкурились много. Нет ли закономерности, что те детали, что шкурились много, почти всегда с точками, а те, которых шкурка почти не касалась – без точек? Вы опытнее меня, как у вас было?
Ну и банальное – количество чёрных точек может зависеть от состава конкретной банки шликера. Фарфор это всё-таки масса не 100% одинаковая по своему составу. В общем, непонятно.
Фарфор это всё-таки масса не 100% одинаковая по своему составу. В общем, непонятно.
Вы можете задавать вопросы, может быть я что-то упустила пока писала или без фото неправильно объяснила.
Надеюсь, вам было интересно 🙂 И тем, кто сам лично не занимается с фарфором: вы всё ещё думаете, что цены на фарфоровых кукол несколько завышены? :-))
Мастерство гипса | Морганика
Перейти к содержимомуИзготовление мастер-форм II: гипс и бисквит
Гипсовое мастерствоВ первой статье этой серии я обсуждал , почему литейщикам стекла следует создавать библиотеку деталей мастер-форм . В этой статье (часть II) я расскажу о самой простой технике изготовления мастер-форм: гипсовой форме.
Силиконы, уретаны и смолы — материалы, из которых я изготавливаю большую часть мастер-форм для литья стекла, — могут быть дорогостоящими и их трудно найти. Методы изготовления пресс-форм, которые им требуются, могут отнимать много времени, а кривая обучения — крутая.
Так что не используйте их, когда вы начинаете; вместо этого используйте гипс или недорогую бисквитную посуду. Изготовление мастер-форм из гипса имеет много преимуществ:
- Он легко доступен в большинстве магазинов товаров для рукоделия и хозяйственных товаров
- Дешево (менее чем в десять раз дешевле хорошего силикона)
- Это очень быстро
- Требуется минимальное оборудование и расходные материалы
- Если вы когда-нибудь делали детские поделки, вы, вероятно, уже знаете, как им пользоваться
Гипсовые формы позволяют очень быстро изготавливать МНОГО воска, а поскольку они очень недороги, они также хороший выбор для одноразовых деталей, которые вы не хотите делать снова. (Еще один вариант для одноразовых изделий: сделайте форму из многоразовых материалов, таких как Gelflex , Elastak или Composimold. Подробнее об этом в другом посте. )
)
5 90 сделать мастер-формы из гипса?
- Листья и части растений
- Основные формы (например, пейсли на картинке вверху)
- Маленькие тарелки и миски
- Ветки, палки и ветки
- Надписи и почерк
Гипс НЕ ЯВЛЯЕТСЯ подходящим материалом для форм для каждого компонента в вашей библиотеке отливок. Во-первых, потому что гипс не сгибается, а это означает, что вы не можете вытащить воск из поднутрений в форме без искажения (или поломки формы).
Модели, которые работают с твердыми, негибкими формовочными материалами, должны иметь отрицательную тягу (см. схему ниже) и никаких «запирающих» деталей , которые могут помешать снятию отливки. По сути, если гипсовая форма изготовлена правильно и легко высвобождает воск, вы сможете смотреть прямо сверху вниз и беспрепятственно видеть каждую деталь, каждый закоулок в форме.
Вы МОЖЕТЕ изготавливать гипсовые формы более сложных форм, используя методы составных форм, но, как правило, быстрее и проще перейти на гибкие материалы форм.
Во-вторых, потому что гипсовые формы имеют ограниченный срок службы. В основном это связано с тем, что они гораздо более хрупкие, чем гибкие мастера, но они также более уязвимы к теплу и влаге. Они просто не прослужат так же долго, как идентичная форма из силикона или уретана, поэтому, если вы хотите повторно использовать мастер в течение длительного периода времени или пытаетесь сохранить оригинальную скульптуру, выбирайте долговечный силикон.
В: Почему я не могу отливать стекло в гипсовой форме?
Формы для гипса НЕ ЯВЛЯЮТСЯ огнеупорными литейными формами. (Ну, их можно обжигать, но они склонны сжиматься и трескаться, как дно высохшего озера.) Если вы хотите сделать формы, которые можно заполнить стеклом и использовать в печи, используйте соответствующую огнеупорную гипсовую смесь.
Парижский гипс ФОРМЫ не подходят для обжига в печи, но сухой просеянный гипс является отличным дополнением к вашему набору инструментов для обжига. Это отличная (и более дешевая) альтернатива использованию смывки для печи или огнеупорной смеси для форм для выравнивания грубоволокнистой бумаги, выравнивания зазоров между печными полками, заполнения полостей форм в сосудах для паштета и т.
д.
Что потребуется для изготовления гипсовой мастер-модели
- Гипс
- Вода
- Пластилен (глина на масляной основе), полимерная глина или земляная глина
- Контейнер(ы) для деликатесов
- Мерный стакан
- Сито
- Маркер Sharpie или мелок
- Пластиковая ложка для зачерпывания и перемешивания гипса
- Пластиковое или бумажное ведро для смешивания гипса
- Вазелин или ПАМ (примерно ЕДИНСТВЕННЫЙ раз, когда я буду рекомендовать их в качестве смазки для форм)
- Модели
Шаг 1: Подготовьте модель(и)
Начнем с простого: Лист. Немного поздновато в этом году, но я собрал несколько осенних листьев для этой демонстрации (они немного ломкие, но все еще работают, и они немного подсохли, что улучшает текстуру – это хорошо!). Я осторожно очистил их, а затем выбрал те, у которых самая глубокая и приятная текстура.
Совет: Выбирайте части с максимально возможной текстурой и помните, что обратная сторона листа часто лучше, чем более нежная верхняя часть.
Вы будете делать негативную форму листа, затем положительную восковую форму из этой формы, а затем огнеупорную форму из воска, а затем заполните эту форму стеклом; это четыре впечатления от оригинала. Независимо от того, насколько вы осторожны, некоторые детали будут потеряны, поэтому используйте максимальную текстуру.

Если вы просто положите листья на рабочий стол и зальете их гипсом, полученная форма будет слишком мелкой, чтобы вместить достаточное количество воска для хорошей модели. Вы хотите создать резервуар для воска, поэтому раскатайте немного глины не менее чем на 1/4 дюйма (здесь я использую мягкий белый пластилин). Сверху аккуратно положите лист.
Листья не идеально плоские; они будут подниматься и складываться на глине. Вы будете подкладывать кусочки дополнительного пластилина везде, где есть подъем, пока лист не будет плавно опираться на глину в естественном положении.
Обрежьте глину по краю, но не слишком дорожите точностью; будет легче вырезать лишний воск, чем точно подогнать пластилин под зубчатым краем, как на листе выше.
Вы собираетесь поместить створку в форму для заливки гипса, поэтому вам понадобится контейнер. Обычно я использую чистый контейнер для деликатесов на дюйм или два больше и глубже, чем модель. В идеале он должен быть гибким, со слегка наклонными сторонами (более широкими вверху), чтобы было легче удалить гипс, когда он затвердеет.
Ваш ящик для пресс-формы определит фактический объем вашей формы, поэтому сначала сделайте это:
- Измерьте высоту модели и добавьте полдюйма, чтобы найти толщину вашей формы
- Отметьте его высоту на ящике для форм (измеряйте от внутреннего дна ящика) и наливайте воду в этот ящик, пока она не достигнет этого уровня
- Вылейте эту воду в мерный стакан
- Вылейте чуть меньше половины воды — это количество воды, необходимое для приготовления нужного объема гипса
Нанесите тонкий слой вазелина на контейнер и положите листья на дно внутри, убедившись, что они достаточно хорошо прилипли. Вы не хотите, чтобы они всплывали при заливке гипса, а чем меньше гипса просачивается под модель, тем легче потом будет очистить форму.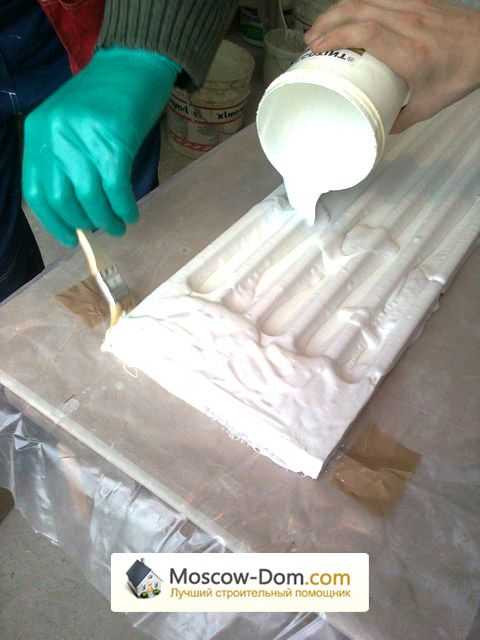
Нанесите тонкий слой вазелина на верхнюю и боковые стороны моделей листьев. Будьте осторожны, чтобы не использовать слишком много, потому что это может скрыть детали. (Кстати, вазелин и ПАМ обычно рекомендуются в качестве разделителей для форм, но они абсолютно бесполезны практически для любого упражнения по изготовлению форм, ЗА ИСКЛЮЧЕНИЕМ этой техники. Для всего остального купите настоящий разделитель для форм.)
Шаг 2: Изготовление формы
Технически, для смешивания гипса необходимо соотношение гипса и воды 2:1 по весу. Однако на практике описанный мной метод объема прекрасно подходит для этой цели.
Просейте гипс в емкость, в которой уже находится вода, которую вы отмерили. Гипс опустится на дно; продолжайте просеивать, пока он не образует остров в середине чашки, который возвышается над уровнем воды.
Носите маску или респиратор и перчатки. Штукатурка очень тяжелая для рук, и паршиво дышать.
Дать гипсу отстояться (отдохнуть) 2-5 минут. Если гипсовый остров за это время опустится ниже ватерлинии, просейте еще. Затем тщательно перемешайте гипс, пока не останется видимых комочков.
Если гипсовый остров за это время опустится ниже ватерлинии, просейте еще. Затем тщательно перемешайте гипс, пока не останется видимых комочков.
Вы носите маску P100, верно?
Перемешайте гипс, пока он хорошо не перемешается; не беспокойтесь о нескольких пузырьках и комочках; они не будут иметь значения в этом приложении. Теперь заливаем форму, как на видео:
Шаг 3: Используйте новую форму
Изготовление гипсовой мастер-модели выполняется быстро. С ними еще быстрее.
В отличие от силиконовых мастер-форм, в которые вы заливаете воск и ждете пару часов, чтобы он остыл, воск в гипсовой форме затвердевает и остывает практически мгновенно, что позволяет сделать несколько копий за час. Вы также можете использовать их для изготовления слепков из глины, но этот процесс намного сложнее, поэтому я обычно оставляю гипсовые формы для следующего процесса.
Вы также можете использовать их для изготовления слепков из глины, но этот процесс намного сложнее, поэтому я обычно оставляю гипсовые формы для следующего процесса.
Что вам понадобится:
- Чистый противень примерно в два раза глубже и достаточно большой, чтобы удобно было держать форму
- Холодная чистая вода глубиной не менее чем на дюйм от формы
- Горшок для воска (я использую мультиварку от Goodwill)
- Скульптурный воск (см. мой пост о выборе воска для получения дополнительной информации)
- Ковш или металлический стакан с ручкой (для заливки воска)
Убедитесь, что мультиварка находится на термостойкой поверхности, подключите ее к сети и расплавьте воск, пока он не станет очень жидким (в зависимости от ваших настроек это может занять около часа). Тогда следите за процессом в видео:
Свежий гипс довольно быстро разлагается в воде. Я оставил образец в воде на ночь, так что верхняя часть просто выглядывала наружу, а утром кусок потерял около 1 мм гипса прямо до ватерлинии. Так что лучше всего дать пластырю высохнуть в течение как минимум 24-48 часов, прежде чем использовать его, и не оставлять его в воде, когда закончите.
Я оставил образец в воде на ночь, так что верхняя часть просто выглядывала наружу, а утром кусок потерял около 1 мм гипса прямо до ватерлинии. Так что лучше всего дать пластырю высохнуть в течение как минимум 24-48 часов, прежде чем использовать его, и не оставлять его в воде, когда закончите.
Изготовление воска с помощью формы для бисквита
Итак… Я подумал: если я могу сделать это с помощью пропитанной водой гипсовой формы, почему бы не сработать с готовой посудой для бисквита? Bisqueware — это отлитые из глины формы, обычно посуда и сервировочная посуда, которые вы можете подобрать практически в любом месте, где можно раскрасить тарелки, или в хорошем магазине керамики.
По сути, это земляная глина, которую обжигали один раз, где-то между 1800 и 2100F, пока органика не выгорела и глина не затвердела в твердой форме. Его можно шлифовать и сверлить, но он также достаточно пористый, чтобы хорошо воспринимать глазури и морилки. Керамик глазирует и обжигает бисквитную посуду за секунду, гораздо более горячую, до тех пор, пока она полностью не спекается в керамический материал.
Я подумал, что могу воспользоваться пористостью байка, т. е. тем фактом, что он может поглощать и удерживать холодную воду, чтобы делать воски, как я делал с гипсовыми формами. Итак, я выбрал бисквитную миску красивой внешней формы и провел небольшой эксперимент:
Это не самые совершенные воски, но это первая попытка (и они также были сделаны, когда я держал видеокамеру в левой руке, а правой делал восковые чаши — я подозреваю, что две руки сойдут работа гораздо лучше). Прохладный бисквит охлаждает и останавливает воск почти мгновенно, поэтому, если вы не получите полное покрытие с первой попытки, вы увидите следы воска. Я, вероятно, могу решить это с достаточной практикой.
Засовывание влажных мисок в горшок с воском также приводит к попаданию воды в горшок, что вызывает некоторые пузыри; чем больше вы окунаете, тем больше шансов, что вы добавите пузырьки в свои восковые чаши. И если вы продолжите, воск может начать плеваться — это плохо. После второй миски было достаточно пузырей, чтобы я накрыл горшок с воском и дал воде испариться.
И если вы продолжите, воск может начать плеваться — это плохо. После второй миски было достаточно пузырей, чтобы я накрыл горшок с воском и дал воде испариться.
Несмотря на это, у меня есть несколько очень удобных тонких восковых чаш, которые я могу использовать для наращивания воска, вырезания и просто превращения в отправные точки для серии скульптурных чаш. Это определенно техника, которую стоит изучить.
Как ухаживать за гипсовой мастер-формой
Гипс впитывает почти все (поэтому работает метод воды), поэтому, если вы оставите его в своей студии, он может испачкаться. Он, вероятно, также расколется и треснет; это одна из причин сделать форму толщиной не менее полдюйма. Это продлится дольше.
Я неплотно заворачиваю свой в пузырчатую пленку и маркирую, что внутри. Затем закрепляю кусочком скотча и кладу на полки формы. Вы можете сложить их друг на друга, но не более чем на одну или две формы.
В следующем посте я расскажу о том, как сделать такие же мастер-формы листьев… но на этот раз из силикона и уретана.
синтия+2020-11-26T12:53:53-08:00 Ссылка для загрузки страницы
Перейти к началу
Двухкомпонентный гипсовый слепок для изготовления форм
Учебные материалы > Двухкомпонентный гипсовый слепок для изготовления форм
|
 Такие объекты, как овощи, скульптуры, резные предметы, дерево и т. д., хорошо подходят для этого проекта.
Такие объекты, как овощи, скульптуры, резные предметы, дерево и т. д., хорошо подходят для этого проекта. ( Изображение 3 )
( Изображение 3 ) Емкость и инструменты для смешивания должны быть чистыми и свободными от любой предыдущей гипсовой смеси, так как свежая штукатурка затвердеет намного быстрее, если она вступит в контакт с любой другой штукатуркой, которая уже была замешана/застыла.
Емкость и инструменты для смешивания должны быть чистыми и свободными от любой предыдущей гипсовой смеси, так как свежая штукатурка затвердеет намного быстрее, если она вступит в контакт с любой другой штукатуркой, которая уже была замешана/застыла. ..
..  ( Изображение 8 )
( Изображение 8 ) 

 Чтобы сделать вторую половину формы из двух частей, повторите шаги 1-6.
использование уже отлитой половины гипса вместо вдавливания глины в
до линии разделения, как это делалось ранее.
Чтобы сделать вторую половину формы из двух частей, повторите шаги 1-6.
использование уже отлитой половины гипса вместо вдавливания глины в
до линии разделения, как это делалось ранее. Для создания слепков частей тела обратитесь к специальным инструкциям по «живому литью тела», так как необходимо соблюдать особые меры предосторожности для обеспечения безопасности. Например, гипс при застывании сильно нагревается, настолько, что может вызвать ожоги. Я также видел людей, которые из-за того, что они не подготовились должным образом, не смогли снять гипс с лица/кожи!
Для создания слепков частей тела обратитесь к специальным инструкциям по «живому литью тела», так как необходимо соблюдать особые меры предосторожности для обеспечения безопасности. Например, гипс при застывании сильно нагревается, настолько, что может вызвать ожоги. Я также видел людей, которые из-за того, что они не подготовились должным образом, не смогли снять гипс с лица/кожи!  По любым вопросам, касающимся использования этих материалов, обращайтесь к отдельным авторам.
По любым вопросам, касающимся использования этих материалов, обращайтесь к отдельным авторам.FAQ – Mushark Studios
- Формы
- Производство
- Дизайн
- Цены
- Компания
Что такое формы для шликерного литья и какова цель каждой формы?
Конечно, давай разберёмся. В этом ответе мы поговорим о 3 различных типах пресс-форм: мастер-формах, резиновых формах и производственных формах. Мастер-форма — это гипсовая форма, которая сделана путем захвата контуров модели, чтобы можно было отлить подобный продукт из ее отрицательного пространства. Хотя вы можете отлить из мастер-формы, в идеале мы хотим сохранить эту форму, чтобы вы могли заменять формы по мере их износа. Вот тут-то и появляется форма Матери, или резиновая форма. Эталонная форма герметизируется для изготовления резиновой формы, а резиновая форма захватывает положительную область эталонной формы или детали каждой части эталонной формы. Резиновая форма ускоряет процесс изготовления форм, позволяя вам производить рабочие формы с меньшими затратами и ускорять масштабирование производства. Гипсовые формы, сформированные из резиновой формы, называются рабочими или производственными формами. Они идентичны мастер-форме и являются формами, используемыми для отливки вашей формы.
В этом ответе мы поговорим о 3 различных типах пресс-форм: мастер-формах, резиновых формах и производственных формах. Мастер-форма — это гипсовая форма, которая сделана путем захвата контуров модели, чтобы можно было отлить подобный продукт из ее отрицательного пространства. Хотя вы можете отлить из мастер-формы, в идеале мы хотим сохранить эту форму, чтобы вы могли заменять формы по мере их износа. Вот тут-то и появляется форма Матери, или резиновая форма. Эталонная форма герметизируется для изготовления резиновой формы, а резиновая форма захватывает положительную область эталонной формы или детали каждой части эталонной формы. Резиновая форма ускоряет процесс изготовления форм, позволяя вам производить рабочие формы с меньшими затратами и ускорять масштабирование производства. Гипсовые формы, сформированные из резиновой формы, называются рабочими или производственными формами. Они идентичны мастер-форме и являются формами, используемыми для отливки вашей формы.
Как долго служат формы для производства шликерного литья?
Срок службы производственной формы зависит от уровня детализации формы. Мы оцениваем 50-80 отливок на форму, прежде чем ее нужно будет заменить, но опять же эта оценка зависит от типа и уровня детализации формы. Например, если вы отливали банку с надписью, выдавленной в форме, вам нужно было бы заменять эту форму чаще, чем форму банки без надписи, потому что более мелкие детали будут размягчаться с каждой отливкой. Острые края и углы также подвержены сколам, что может быть фактором, требующим более частой замены форм.
Мы оцениваем 50-80 отливок на форму, прежде чем ее нужно будет заменить, но опять же эта оценка зависит от типа и уровня детализации формы. Например, если вы отливали банку с надписью, выдавленной в форме, вам нужно было бы заменять эту форму чаще, чем форму банки без надписи, потому что более мелкие детали будут размягчаться с каждой отливкой. Острые края и углы также подвержены сколам, что может быть фактором, требующим более частой замены форм.
Сколько времени занимает работа с пресс-формой?
Сроки изготовления пресс-форм зависят от того, какие типы пресс-форм вы ищете. После получения модели мы оцениваем период времени в неделю для каждого типа пресс-формы. Например, мы можем изготовить мастер-форму за одну неделю, мастер-форму и резиновую форму — за две недели, а мастер-форму, резину и производственные формы — за 3–4 недели.
Как отправить запрос на заказ пресс-формы по индивидуальному заказу?
Пожалуйста, отправьте запрос на индивидуальную пресс-форму, перейдя по ссылке. Если вам интересно, как мы решаем ваши индивидуальные задачи, вы можете ознакомиться с нашим справочным руководством по процессу. Это отличный способ познакомиться с нашим процессом и студийной практикой.
Если вам интересно, как мы решаем ваши индивидуальные задачи, вы можете ознакомиться с нашим справочным руководством по процессу. Это отличный способ познакомиться с нашим процессом и студийной практикой.
Чем формы RAM отличаются от форм для шликерного литья?
Пресс-формы RAM или гидравлические пресс-формы, прежде всего, не используют шликер для воспроизведения дизайна. Вместо этого формы RAM прессуют твердую глину между верхней и нижней частью формы для получения готового изделия. По-прежнему задействованы мастер, резина и рабочая форма, но для прессования вашей детали изготавливается только одна рабочая форма. Формы RAM более дорогие, чем формы для шликерного литья, поскольку они более трудоемки, требуют больше материала и имеют более длительный срок службы, чем их дальние родственники.
На нашем производстве мы используем 30-тонный и 60-тонный прессы.
Как долго служат пресс-формы RAM?
Из-за разницы в материале и применении формы RAM намного прочнее керамических гипсовых форм. Пресс-форма RAM обычно может выдавить 500 единиц, прежде чем ее нужно будет заменить, но, как и в случае с пресс-формами для шликерного литья, срок службы этих форм зависит от уровня детализации, представленного в форме.
Пресс-форма RAM обычно может выдавить 500 единиц, прежде чем ее нужно будет заменить, но, как и в случае с пресс-формами для шликерного литья, срок службы этих форм зависит от уровня детализации, представленного в форме.
Какие стеклянные формы вы предлагаете?
Предлагаем изготовление фриттных и подвижных форм. Стеклянные формы изготавливаются из глины, которая может выдерживать температуру до 1800 градусов по Фаренгейту. В настоящее время мы не предлагаем стеклянную продукцию или материалы.
Каков ваш процесс проектирования стеклянной формы?
Ваш подтвержденный дизайн будет масштабирован с учетом усадки, которая произойдет в процессе бисквитного бисквита. В зависимости от общего количества пресс-форм, которые вам нужны, мы изготовим мастер-форму или все три этапа формования; мастер, резина и производство. Когда ваша работа с пресс-формой завершена, начинается производство вашей стеклянной формы!
Я заинтересован в работе с нестандартными формами, но я никогда раньше не работал с прессом RAM.
 Вы даете рекомендации или поддержку?
Вы даете рекомендации или поддержку?Хотя в настоящее время у нас нет возможности помочь с общими вопросами по пресс-формам и производству, мы составили Руководство по устранению неполадок, которое поможет вам сориентироваться. Ниже мы также отметили некоторые из наших любимых ресурсов по плесени. Если вы считаете, что ваши пресс-формы Mudshark неисправны из-за производственного брака, свяжитесь с нами напрямую.
– Основное руководство по изготовлению форм и литью под давлением
– Процедуры смешивания гипса
Что такое слипкастинг?
Шликерное литье — это процесс заливки жидкой глины, известной как шликер, в гипсовую форму для изготовления глиняного предмета или отливки. Гипс поглощает влагу из шликерной массы, что создает слой затвердевшей глины вокруг внутренней части формы. Затем этот слой высвобождается из формы как трехмерный объект, отражающий внутренние детали формы.
Шликерное литье используется в качестве производственной технологии для точного и быстрого производства нескольких изделий одного дизайна.
Сколько времени занимает производственный процесс от начала до конца?
Это объяснение не включает время выполнения заказа, которое мы в настоящее время испытываем. Период разработки для новых клиентов обычно занимает 2-4 месяца, но зависит от проекта и объема разработки, который запрашивает клиент. После завершения процесса разработки мы планируем запуск производства. График производственного цикла зависит от текущих сроков выполнения заказов и количества производимых единиц. Наша средняя производительность за первые 3 месяца производства составляет 50 единиц в месяц. Процесс разработки нового продукта не является точной наукой. Все дело в терпении и совместной работе, чтобы понять эту сумасшедшую вещь, называемую глиной.
Могу ли я заказать образцы ваших вариантов глины и глазури?
Ага! Во-первых, взгляните на нашу библиотеку материалов, чтобы просмотреть доступные варианты. Как только вы поймете, что хотели бы видеть лично, отправьте нам электронное письмо по адресу [email protected], чтобы получить форму запроса образцов.
У вас нет шликера/глины/глазури, с которыми я хочу работать. Есть ли другие варианты?
Мы принимаем сторонние материалы, но с некоторыми требованиями. Ознакомьтесь с нашим Руководством по пользовательским материалам для получения дополнительной информации. Это касается и пользовательских опций.
Что такое пресс RAM и как он работает?
Пресс RAM или любой другой керамический пресс распределяет глину по форме за счет приложения давления. Пресс соединяет верхнюю и нижнюю части пресс-формы вместе, чтобы сформировать готовую деталь. Поскольку форма спрессована, толщина заготовки определяется настройками пресса, и каждая соответствующая половина не должна иметь подрезов. Это отличный способ быстро изготовить изделия.
Какой тип клея лучше всего подходит для керамических поверхностей?
Нам часто задают этот вопрос, и, поскольку мы стремимся сделать жизнь наших клиентов проще, давайте. Мы используем этот материал, и это здорово: 3M Scotch-Weld Concrete Repair, DP 600. Мы бы хотели, чтобы это был более волнующий вопрос, например: «Какое ваше любимое место в городе, где подают рамен?» но мы заставляем это работать.
Мы бы хотели, чтобы это был более волнующий вопрос, например: «Какое ваше любимое место в городе, где подают рамен?» но мы заставляем это работать.
Меня интересуют керамические наклейки. Могу ли я купить их у вас? Можете ли вы применить их к моему производственному проекту?
Вы можете купить их у нас? Нет извини! Можем ли мы подать заявку и уволить их для вас? Да! За нанесение взимается дополнительная плата, которая зависит от сложности и размера наклейки. Ознакомьтесь с нашим Руководством по пользовательским материалам, чтобы получить дополнительную информацию о том, к кому вы можете обратиться, чтобы напечатать ваши декали.
Предлагаете ли вы работу с образцом или прототипом до того, как я приступлю к серийному производству?
Отличный вопрос! Мы требуем, чтобы каждый новый проект завершал наш детальный внутренний процесс разработки. Этот процесс гарантирует, что ваш дизайн будет жизнеспособным для производства в Mudshark Studios. В зависимости от типа проекта вы можете столкнуться с нашим процессом разработки продукта или с нашим процессом разработки производства. Первый вариант доступен только для производственных проектов шликерного литья. Эти процессы будут включать в себя образцы, которые вы должны утвердить перед полным производственным циклом. Вы можете обратиться к нашему Справочному руководству по процессу для получения дополнительной информации.
Первый вариант доступен только для производственных проектов шликерного литья. Эти процессы будут включать в себя образцы, которые вы должны утвердить перед полным производственным циклом. Вы можете обратиться к нашему Справочному руководству по процессу для получения дополнительной информации.
Что такое подрезы?
Поднутрение — это углубление или выступ в форме, препятствующий отделению формы от формы. Глина/шликер заполнит канавку и предотвратит свободное высвобождение отливки из формы без поломки или деформации.
Что такое черновик?
В наших терминах уклон — это угол, добавленный к вертикальной плоскости для облегчения извлечения формы из формы. Допустим, у вас есть плантатор с вертикальными стенками. Для извлечения модели из формы потребуется двухкомпонентная форма. То же самое и с освобождением мастера от резины. Теперь, если вы добавите уклон к этим вертикальным стенкам, увеличив диаметр отверстия на 2 градуса больше, чем диаметр основания, вы сможете успешно освободить эти части и уменьшить нагрузку на отливки. Преимущества, спросите вы? Отсутствие швов, меньше рабочего времени, меньше деталей пресс-форм и снижение затрат на пресс-формы. Кто здесь?
Преимущества, спросите вы? Отсутствие швов, меньше рабочего времени, меньше деталей пресс-форм и снижение затрат на пресс-формы. Кто здесь?
Существуют ли какие-либо конструктивные ограничения, о которых следует помнить?
Да! Конструкции, предназначенные для шликерного литья, должны иметь одинаковую толщину по всей конструкции. Если вам нужно зафиксировать разную толщину в дизайне, RAM Press будет вашим единственным вариантом, однако не все дизайны совместимы с прессом. Наша минимальная толщина стенки обычно составляет 1/4 дюйма, но это будет зависеть от размера детали и метода производства для вашего проекта.
Я бы предпочел предоставить свою собственную модель. Какие материалы приемлемы?
Любой жесткий материал, который не является пористым и может выдерживать прямое нагревание. Гипс нагревается примерно до 140 градусов по Фаренгейту в процессе изготовления формы.
Какой материал вы используете для печати 3D-моделей?
Основным материалом для 3D-печати, который мы используем, является высокотемпературная полимолочная кислота, сокращенно PLA, которая представляет собой ребристый биопластик, изготовленный из возобновляемых ресурсов, таких как кукуруза или сахарный тростник. Распечатанная модель может существовать в нормальных условиях в помещении годами или даже десятилетиями, но также может быть переработана или даже компостирована, поскольку она биоразлагаема! Менее распространенным материалом, который мы используем, является термопластичный полиуретан, более известный как ТПУ. Этот пластик позволяет нам делать гибкие 3D-отпечатки, потенциально устраняя необходимость в дорогостоящих резиновых формах.
Распечатанная модель может существовать в нормальных условиях в помещении годами или даже десятилетиями, но также может быть переработана или даже компостирована, поскольку она биоразлагаема! Менее распространенным материалом, который мы используем, является термопластичный полиуретан, более известный как ТПУ. Этот пластик позволяет нам делать гибкие 3D-отпечатки, потенциально устраняя необходимость в дорогостоящих резиновых формах.
Где порекомендуете заказать конгревные/подглазурные штампы?
В настоящее время мы предоставляем услуги печати штампов с тиснением, поэтому, пожалуйста, не стесняйтесь размещать свой заказ через нас. По поводу подглазурных марок мы рекомендуем вам обращаться в Штампы от А до Я. При заказе подглазурного штампа обязательно заказывайте резиновый штамп, включающий слой пенопласта с качающимся прессом.
Как Mudshark защищает мою интеллектуальную собственность?
Как производитель частной торговой марки, мы серьезно относимся к защите вашей интеллектуальной собственности. При приеме на работу сотрудники Mudshark подписывают соглашение о неразглашении, которое распространяется на каждый продукт, который мы производим. Информация о проекте передается нашей производственной группе только по мере необходимости. Информация никогда не передается клиентам, и мы не будем принимать новые проекты с явным сходством с проектами, которые мы производим в настоящее время или создавали в прошлом.
При приеме на работу сотрудники Mudshark подписывают соглашение о неразглашении, которое распространяется на каждый продукт, который мы производим. Информация о проекте передается нашей производственной группе только по мере необходимости. Информация никогда не передается клиентам, и мы не будем принимать новые проекты с явным сходством с проектами, которые мы производим в настоящее время или создавали в прошлом.
Кроме того, мы никогда не будем раскрывать какую-либо конфиденциальную или частную информацию без предварительного письменного согласия наших клиентов и никогда не будем передавать вашу информацию третьим лицам.
Предлагаете ли вы ценовые стимулы для увеличения количества заказов?
Стремясь сделать нашу самую низкую цену доступной для всех клиентов, независимо от количества заказа, мы не предлагаем ценовые стимулы для заказов, превышающих 100 единиц.
Каков ваш минимальный объем заказа (MOQ)?
В настоящее время у нас нет минимального заказа, однако наши цены рассчитаны с учетом заказов от 100 единиц и более. При заказе менее 100 единиц действует повышенная цена.
При заказе менее 100 единиц действует повышенная цена.
Сколько вы берете за заказы менее 100 единиц?
От 1 до 25 единиц: Завершено по цене магазина 80 долл. США/час ; нет за единицу стоимости.
От 26 до 49 единиц: Цена за единицу в 1,56 раза больше, чем за 100+ единиц.
От 50 до 99 единиц: Цена за единицу в 1,2 раза больше, чем за 100+ единиц
Меня интересуют производственные услуги. Каковы ваши удельные затраты?
Цены за единицу рассчитываются с учетом нескольких факторов, таких как форма, размер и сложность вашего дизайна. Глазированные изделия начинаются с 16,00 $ за единицу.
Какие еще затраты связаны с производственными проектами?
Для новых производственных проектов, пожалуйста, предусмотрите стоимость модели, пресс-формы и разработки в дополнение к затратам на единицу продукции. Стоимость разработки составляет 80 долларов США в час, и все новые проекты должны внести депозит 800 долларов США для покрытия времени разработки.
Сколько стоят формы для шликерного литья?
Цены на пресс-формы зависят от нескольких факторов: сложности пресс-формы или того, что мы называем количеством деталей пресс-формы, размера пресс-формы и общего расстояния по линии шва. Стоимость пресс-форм также зависит от типа пресс-формы. Мастер-формы начинаются с 200 долларов , резиновые формы начинаются с 310 долларов , а производственные формы – с 25 долларов за форму . Имейте в виду, что стоимость пресс-формы зависит от вашего уникального дизайна — нам необходимо подробно изучить ваш дизайн, прежде чем мы сможем предоставить оценку.
Сколько стоят пресс-формы RAM?
Цена пресс-формы RAM зависит от размера пресс-формы – высоты, ширины и глубины. Стоимость начинается от 2000 долларов США и включает 2 инструментальных кольца, верхнюю и нижнюю части корпуса, мастер-форму RAM, резиновую форму и рабочую форму.
Сколько вы берете за 3D-печать?
Цена модели зависит от дизайна и размера изделия, которое вы хотите изготовить. Стандартная цена начинается от $300 , но может варьироваться от $1500 в зависимости от размера и сложности вашего изделия. Мы приветствуем вас, чтобы предоставить свою собственную работу модели, если эта опция доступна для вас.
Стандартная цена начинается от $300 , но может варьироваться от $1500 в зависимости от размера и сложности вашего изделия. Мы приветствуем вас, чтобы предоставить свою собственную работу модели, если эта опция доступна для вас.
Включена ли стоимость доставки?
Стоимость доставки, обработки и упаковки не зависит от стоимости единицы товара. Стоимость доставки зависит от веса и размера вашего груза, поэтому мы не можем предоставить оценку до того, как проект будет готов, но стоимость упаковки обычно составляет 10% от себестоимости за единицу.
Где вы находитесь?
Наша студия находится в районе Кернс в Портленде, штат Орегон.
Могу ли я посетить? Как насчет тура?
Мы будем рады, если вы посетите нас, но все визиты и туры требуют предварительной записи. Если вы заинтересованы в планировании тура, напишите нам по адресу [email protected]. Если возможно, пожалуйста, сделайте все возможное, чтобы узнать за 2 недели, так как мы часто не можем организовать туры с меньшим уведомлением.
Какие услуги вы предлагаете?
Мы предлагаем широкий спектр услуг, направленных на поддержку процесса производства керамики. Эти услуги включают в себя печать 3D-моделей, изготовление форм, производство керамики, литьевые формы для стекла, образовательные семинары и бизнес-консультации. Если вас интересует услуга, которой нет в нашем списке, напишите нам по электронной почте или ответьте на следующий вопрос. Семинаров пока нет, но они уже в пути!
Какие услуги вы не предлагаете?
В настоящее время мы не предлагаем производство стекла или материалов, изготовление форм из силикона или смолы, а также услуги по ремонту керамики.
Мы хотели бы представить вас в нашем журнале/статье/отличной маркетинговой возможности. К кому мне обратиться за информацией для прессы?
Пожалуйста, отправляйте свои запросы для прессы по адресу [email protected], и мы поможем вам!
Вы подпишете NDA?
Как производитель частных торговых марок, мы серьезно относимся к защите вашей конфиденциальной и служебной информации. При приеме на работу все сотрудники Mudshark подписывают соглашение о неразглашении, которое распространяется на любые продукты, которые Mudshark будет производить или уже изготовил. Информация о проекте передается производственной группе только в случае необходимости. В настоящее время мы не подписываем дополнительных соглашений о неразглашении.
При приеме на работу все сотрудники Mudshark подписывают соглашение о неразглашении, которое распространяется на любые продукты, которые Mudshark будет производить или уже изготовил. Информация о проекте передается производственной группе только в случае необходимости. В настоящее время мы не подписываем дополнительных соглашений о неразглашении.
Мне нужен бизнес-совет. Вы предоставляете консультационные услуги?
Если вы хотите вывести свою студию на новый уровень или просто искренне интересуетесь тем, что мы делаем и как мы это делаем, мы рады поделиться с вами своими знаниями и опытом. Тем не менее, имейте в виду, что как небольшая студия с бизнесом нам нужно взимать плату за эти услуги, чтобы держать нас на плаву. Стоимость наших консультационных услуг составляет $125/час. Мобильные (только для местных предприятий) консультации требуют минимум 4 часа. Вы управляете опытом. Дайте нам знать, что вам нужно, и мы сделаем это!
Вы наняты? Как подать заявку?
В настоящее время мы не нанимаем, но мы всегда рады принять ваше резюме и свяжемся с вами, если наша должность изменится.