Сделать трубогиб своими руками с чертежами и размерами: Трубогиб своими руками – чертежи, видео и фото самодельного гибочного устройства
alexxlab | 11.04.2023 | 0 | Разное
Трубогиб для профильной трубы чертежи и размеры
Skip to content
Самоделкитому назад 352 просмотра
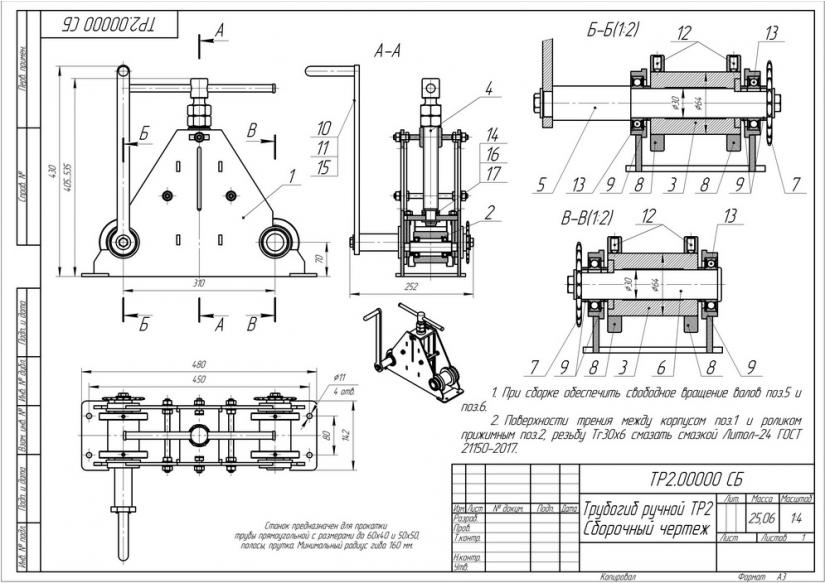
Чертежи и размеры трубогиба для профильной трубы.
Понадобилось сделать навес перед гаражом, но платить большие деньги за гибку профильной трубы, стало просто жалко. Решил изготовить трубогиб своими руками, такой станок всегда пригодится в хозяйстве. Сделал себе самоделку не спешно за 4 дня, не считая токарных работ.
Ну и собственно результат показан на фото:
Звёзды и цепь взяты от ГРМ двигателя автомобиля.
Подшипники с полуоси ВАЗ классика.
Прижимной винт взят от советских тисков, такой винт можно приобрести на пунктах приёма металлолома.
На верхнем прижимном валике имеется бортик, он позволяет гнуть большой профиль без вмятин. Профиль 20 х 20 нормально и так гнет, остальные профиля до 60 х 60 нужно гнуть только с бортиком, иначе идет либо волна либо вмятины.
Также прилагаются чертежи трубогиба.
Станок гнёт профиль отлично, без вмятин и загибов.
Такой станочек обойдётся вам намного дешевле, чем покупной, с помощью такого приспособления можно гнуть профильную трубу сечением до 60 х 60 мм.
Также прилагается небольшое видео, автора самодельного трубогиба.
Автор самоделки: Яков Краснов.
СЛУЧАЙНЫЕ СТАТЬИ
Сферы использования и возможности вилочных погрузчиков определяются в большей степени их техническими характеристиками. Например, на минимальном складском проходе должен погрузчик…
тому назад 222 просмотра
Самодельные компьютерные кресла – давно слежу за этой темой. Предлагаю свою подборку рабочих компьютерных мест с самодельными креслами сидениями и…
Предлагаю свою подборку рабочих компьютерных мест с самодельными креслами сидениями и…тому назад 186 просмотра
В тех случае, когда рабочий стол устанавливается впритык к стене, она нуждается в особом оформлении. Иногда это делают еще на…
тому назад 316 просмотра
Найти керамические изделия хорошего качества очень хлопотно. Ведь плитка для ванной выступает не только защитой помещения от влаги, но и…
тому назад 210 просмотра
Промышленные бетонные полы — особенности Содержание статьи: 1 Как создаются промышленные бетонные полы 2 Характеристики конструкции бетонного пола В промышленных…
тому назад 172 просмотра
Авиакомпании существуют довольно давно, а в последнее время появилось много компаний, которые занимаются предоставлением авиаперелета. Люди любят путешествовать по воздуху,…
Люди любят путешествовать по воздуху,…
тому назад 155 просмотра
Больше всего смотрели
Adblock
detector
чертежи и советы по изготовлению. Как изготовить трубогиб для трубы своими руками
Ноябрь 25 • Инструменты • Просмотров 834 • Комментариев к записи Профильный трубогиб своими руками: чертежи и советы по изготовлению нет
Использование профилированных труб для строительства и изготовления металлических изделий в последнее время стало практически повсеместным. Трубы квадратного сечения отлично зарекомендовали себя как легкий, но весьма надежный материал. Его часто используют для возведения простых, но прочных конструкций, таких как балконные рамы, навесы, беседки, теплицы.
Содержание
- Принцип действия и устройство трубогибочного станка
- Материалы для изготовления трубогиба для профильной трубы своими руками
- Профильный трубогиб своими руками.
 Требования безопасности при работе с металлом
Требования безопасности при работе с металлом - Трубогиб для трубы своими руками с центральным регулировочным роликом
- Изготовление трубогиба своими руками с боковым регулировочным роликом
- Трубогиб своими руками: чертежи, фото
- Трубогиб своими руками: видео
Принцип действия и устройство трубогибочного станка
Теплицы, оранжереи, парники, как правило, имеют арочную форму, поэтому трубу необходимо будет выгибать. Делать это можно двумя путями:
- Вручную, предварительно нагрев трубу. Этот вариант годится только для небольших объемов работ. Он имеет ряд существенных недостатков. Во-первых, при нагреве меняется свойства металла, что может негативно сказаться на прочности всей конструкции. Во-вторых, при изготовлении изгиба вручную сложно будет добиться точности каждой детали. Да и сделать идеальный радиус вручную практически невозможно.
- При помощи трубогибочного станка. Это наиболее оптимальный вариант. Точность изготовления деталей с заданным радиусом дуги, большая производительность в сравнении с ручной работой — делают такой способ наиболее предпочтительным.
Если трубогибочный станок будет использоваться в промышленных масштабах для ведения бизнеса, есть смысл приобрести заводскую модель. Если же он нужен для единичной работы либо понадобится время от времени, тратить немалые средства на покупку нет смысла. Можно взять его напрокат либо изготовить самостоятельно. О том, как изготовить трубогиб своими руками для профильной трубы – далее в статье.
Перед тем как начать процесс изготовления трубогиба своими руками, необходимо четко понимать, из чего он состоит, и как работает.
Принцип действия трубогиба довольно прост. Ровная труба прокатывается между движущимися валками, один из которых может менять свое положение по вертикальной оси. За счет давления центрального валка происходит изгиб заготовки под определенным углом. Прикладываемое давление не в одной, а в нескольких точках, является залогом равномерного изгиба трубы, без ломки ее поверхностей.
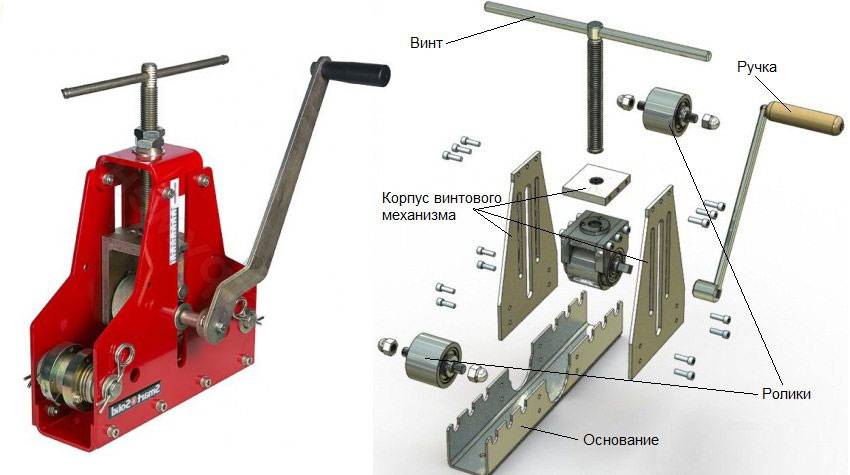
Конструкция трубогиба также довольно проста. Основные узлы трубогибочного станка следующие:
- Станина.
 Представляет собой сварную металлоконструкцию, на которой устанавливаются все детали станка, включая направляющий ролик, механизм изменения угла прокатки трубы, приводной механизм.
Представляет собой сварную металлоконструкцию, на которой устанавливаются все детали станка, включая направляющий ролик, механизм изменения угла прокатки трубы, приводной механизм. - Набор роликов. Как правило, простой трубогиб имеет 3 ролика, два из которых жестко закреплены на станине, а третий имеет свободный ход. Благодаря такой конструкции можно изменять угол прокатки, и, соответственно, радиус детали. Станок должен иметь специальное приспособление для фиксации положения трубы во время прокатки, что позволит прокатывать конструкции разного сечения без их смещения.
- Привод. Для перемещения заготовки по станку один из валов, как правило, это центральный верхний вал, должен придавать ей движение, попросту – вращаться. Для этого к нему подсоединяют привод. Это может быть электрический, гидравлический или ручной привод. В самодельных трубогибах обычно используется последний.
Конструкции рамы трубогибочных станков бывают двух типов:
- Закрытые.
- Открытые.
Изделия, сделанные в домашних условиях, обычно комплектуются дополнительными элементами, упрощающими работу агрегата.
Материалы для изготовления трубогиба для профильной трубы своими руками
Несмотря на некоторую сложность конструкции, изготовление трубогибочного станка своими руками не потребует особых материальных затрат. Большинство деталей можно купить на разборках или пунктах приема металлолома. При этом, в сравнении с не слишком прочными заводскими ручными трубогибами, можно сделать действительно мощный, пусть и не такой красивый, станок, который прослужит долгие годы. Для того чтобы определить потребность в материалах, лучше сделать чертежи профильного трубогиба своими руками.
Для изготовления станины потребуется:
- Швеллер с шириной не менее 140 мм.
- Несколько швеллеров 5П с шириной полки 50 мм для роликовых опор.
- В качестве валов в некоторых случаях можно использовать стальной круглый прокат твердых марок стали.

- Для упоров валов на станину используются три пары подшипников. Их внутренний диаметр подбирается под диаметр валов.
- Если регулировочным будет верхний ролик, то для механизма его подымания и опускания понадобится винт струбцины и гайка соответствующего диаметра. В этом случае приводными могут быть только нижние ролики. На их валы приваривается обычный привод от старого велосипеда, который и приводит их в движение.
Можно изготовить трубогиб с подвижным нижним крайним роликом. Тогда станина делается не цельной, а сборной, с подвижной задней частью. Упором для нее может служить обычный гидравлический домкрат. В случае регулировочного нижнего ролика ручной привод приваривается к верхнему, который и будет приводным.
В качестве ручного привода необходима ручка с большим плечом. Она облегчает усилие, которое необходимо прикладывать для изгиба профильной трубы с большой площадью сечения.
Последняя конструкция более удобна и проста в изготовлении.
Из инструмента для проведения данной работы понадобится:
- Болгарка с диаметром круга не менее 230 мм для резки толстостенного металла и зачистки сварочных швов.

- Сварочный аппарат с набором электродов.
- Рулетка, линейка, чертилка по металлу, мел.
Профильный трубогиб своими руками. Требования безопасности при работе с металлом
При резке, сварке и зачистке металла, необходимо строго соблюдать правила безопасности:
- При работе со сварочным аппаратом необходимо наличие огнетушителя. Желательно проводить эти работы вдвоем.
- Работать необходимо только в специальной одежде с применением средств индивидуальной защиты:
- сварочный щиток;
- маска или очки для работы с болгаркой;
- рукавицы.
Трубогиб для трубы своими руками с центральным регулировочным роликом
При наличии необходимых материалов и навыков сварочных работ, трубогибочный станок можно собрать за 1 день.
Порядок работ следующий:
- Для начала необходимо изготовить станину и упор для винта роликового прижима. Станина в данном случае будет цельная. Ее длина выбирается по своему усмотрению.
 В центре станины сооружается упор для винта роликового прижима. Высота его не должна быть больше, чем свободный ход винта. П-образная опора сваривается из кусков швеллера 5П, обрабатывается и приваривается к станине. Главная металлоконструкция станка готова.
В центре станины сооружается упор для винта роликового прижима. Высота его не должна быть больше, чем свободный ход винта. П-образная опора сваривается из кусков швеллера 5П, обрабатывается и приваривается к станине. Главная металлоконструкция станка готова. - Теперь в центре перекладины сверлится отверстие, диаметром равным диаметру винта. Далее к этому отверстию приваривается гайка с резьбой под винт. Идеальным решением в изготовлении прижимного механизма станет использование винта старой струбцины. После остывания гайки, ее смазывают смазкой и прогоняют винт несколько раз, чтобы он ходил свободно.
- Далее изготавливается прижимной ролик. Основой для него будет кусок швеллера 5П, длина которого равна расстоянию между стойками опоры. С внешней стороны полки привариваются два корпуса подшипников качения с внутренним посадочным диаметром 30 мм. В подшипники вставляется вал. Если выточить его проблема, можно взять кусок толстостенной трубы соответствующего диаметра или круглого проката.
 Идеальная точность посадки вала здесь не нужна. Чтобы он не выпадал из подшипника, его прихватывают к внутренней части обоймы.
Идеальная точность посадки вала здесь не нужна. Чтобы он не выпадал из подшипника, его прихватывают к внутренней части обоймы. - Далее швеллер приваривают к торцу винта. Теперь при вращении последнего по часовой стрелке прижимной ролик будет опускаться, при вращении против часовой стрелки – подыматься, тем самым регулируя радиус закругления трубы.
- Теперь можно устанавливать боковые ролики. Для их основания в концах станины привариваются два куска швеллера 5П, длина которых равна 140 мм. На их концах привариваются по две пары подшипников, того же размера, что были использованы для устройства прижимного ролика. Между ними устанавливаются идентичные валы, которые также прихватываются к внутренним обоймам подшипников.
- Теперь механизм прокатки трубы готов. Необходимо установить его привод. Идея заключается в синхронизации движения боковых роликов для движения заготовки с одной скоростью. Для этого к одному из роликов валов с одной стороны приваривается ручка. Можно использовать часть велосипедной педали.
 На другой стороне того же вала приваривается приводная звездочка (тоже велосипедная), которая будет соединена с такой же на противоположном валу.
На другой стороне того же вала приваривается приводная звездочка (тоже велосипедная), которая будет соединена с такой же на противоположном валу. - Для соединения звездочек используется велосипедная цепь, длину которой необходимо отрегулировать для нормальной натяжки. Теперь валы будут вращаться с одинаковой скоростью, благодаря чему заготовка будет более равномерно прокатываться.
Изготовление трубогиба своими руками с боковым регулировочным роликом
Принципиально схема станка не отличается от вышеописанной. Там также применяется пара нижних роликов и один верхний. Единственным отличием является то, что регулировочным роликом является не центральный, а боковой. Для этого станина делается не цельной, а сборной. На одной части (неподвижной) устанавливается верхний центральный и нижний боковой ролик. При этом центральный закрепляется на высоте равной максимальной высоте обрабатываемой заготовки.
С другой стороны, на стальные петли крепится подвижная часть станины с роликоопорой. Под нее устанавливают домкрат, который при необходимости будет ее подымать, тем самым изменяя радиус трубы. В данной конструкции движение заготовки обеспечивает центральный ролик, к валу которого приделывается ручка. Процесс сварки и размеры станины трубогибочного станка в двух вариантах идентичны, какой из них лучше – необходимо решать в зависимости от целей и наличия материала.
Под нее устанавливают домкрат, который при необходимости будет ее подымать, тем самым изменяя радиус трубы. В данной конструкции движение заготовки обеспечивает центральный ролик, к валу которого приделывается ручка. Процесс сварки и размеры станины трубогибочного станка в двух вариантах идентичны, какой из них лучше – необходимо решать в зависимости от целей и наличия материала.
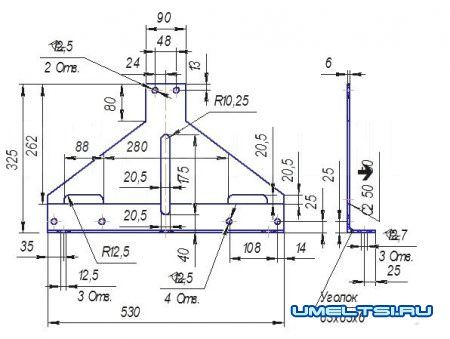
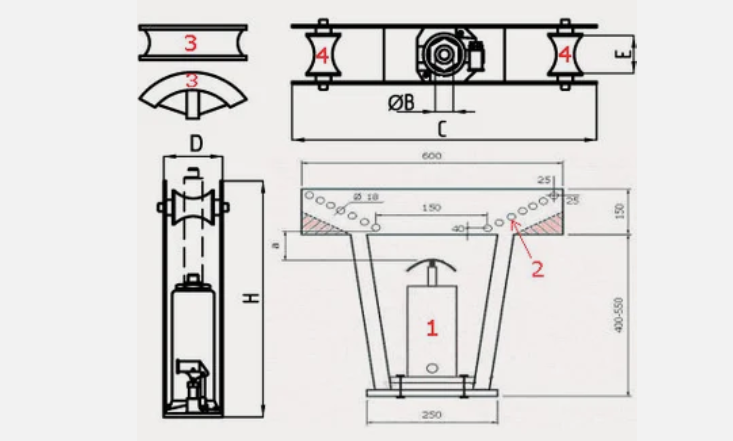
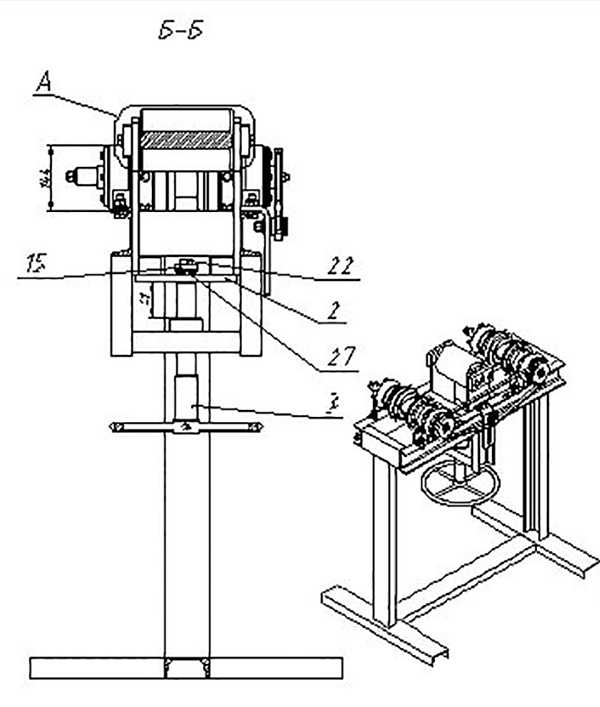
Трубогиб своими руками: чертежи, фото
Трубогиб своими руками: видео
« Водяной теплый пол своими руками. Расчет и монтаж Монолитное бетонное перекрытие своими руками »
трубогиб ремесленника
В своей статье о трубах и трубопроводах я описал трубогибочный станок, который использую в своей мастерской. После публикации статьи я получил запрос на более подробную информацию об устройстве, и наш редактор предложил мне написать некоторые заметки о его конструкции и конструкции.
Дизайн
Сразу скажу, что дизайн не мой! Моя собственная машина была построена по проекту, опубликованному в журнале много лет назад. К сожалению, я не помню названия соответствующего журнала и потерял свой оригинальный экземпляр. Я думал, что это Model Engineer, но не могу найти записи о дизайне в архивах этого журнала. Если первоначальный разработчик машины прочитает эти заметки, я буду очень рад, если он заявит о себе и возьмет на себя ответственность за свои идеи!
Основные принципы работы станка хорошо известны и используются во многих полноразмерных трубогибочных станках. Прилагаемые чертежи были подготовлены с моей собственной машины и включают одно очень важное изменение по сравнению с первоначальным проектом. Как было первоначально опубликовано, в конструкции использовался прижимной ролик с канавками, такими же, как и в шпангоутах, и опирающийся непосредственно на трубу.
В то время как эта компоновка работает, прижимной ролик с канавками недостаточно хорошо ограничивает круглое сечение трубы, чтобы избежать некоторого искажения сечения трубы на «жестких» изгибах и неприглядного «перегиба» на внешней стороне готового конца трубы.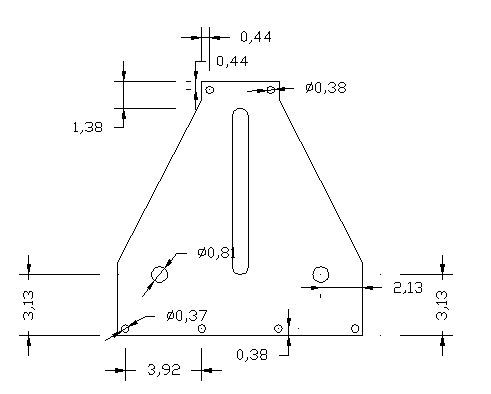 сгибать. Использование прижимной пластины с канавками намного эффективнее ограничивает секцию трубы и приводит к очень плавному изгибу без деформации секции трубы даже при очень крутых изгибах. Сказав это, я столкнулся с одной или двумя ситуациями, когда требуемая конфигурация изгиба не позволяла использовать прижимную пластину, и я прибегнул к оригинальной концепции прижимного ролика с канавками.
сгибать. Использование прижимной пластины с канавками намного эффективнее ограничивает секцию трубы и приводит к очень плавному изгибу без деформации секции трубы даже при очень крутых изгибах. Сказав это, я столкнулся с одной или двумя ситуациями, когда требуемая конфигурация изгиба не позволяла использовать прижимную пластину, и я прибегнул к оригинальной концепции прижимного ролика с канавками.
Прежде чем покинуть тему рисунков, пожалуй, я должен извиниться за то, что не перенесся в двадцать первый (или даже двадцатый, как говорят некоторые) век. Все мои рисунки выполнены по старинке на чертежной доске с помощью карандаша и бумаги. Мой компьютер не поддерживает программное обеспечение САПР, и в любом случае я могу рисовать карандашом быстрее, чем на компьютере. Когда я работал в промышленности, я всегда разрабатывал новые идеи и проекты на бумаге, прежде чем перейти к компьютеру. Поэтому представленные здесь рисунки отсканированы с моих нарисованных от руки изображений.
Моя собственная машина была сделана с формовочными трубами для труб диаметром 1/8”, 5/32”, 3/16”, 1/4” и 5/16”. Это удовлетворило большинство моих потребностей в строительстве 5” локомотивов и некоторых стационарных двигателей. Каркасы были изготовлены для диапазона радиусов изгиба с минимальным радиусом, равным удвоенному диаметру трубы.
Конструкция
доступный материал, и если вы конвертируете метрические единицы, вы можете легко внести коррективы в соответствии с вашими предпочтениями. Конструкция проста. Большинство компонентов включают только простую токарную обработку, сверление и напильник и не требуют особых комментариев.
Исключение составляют формирователи труб и прижимные пластины. Это ключевые компоненты для достижения удовлетворительных результатов. Заготовки для профилей представляют собой простые токарные работы с диаметром заготовки, равным удвоенному радиусу центральной линии необходимого изгиба трубы.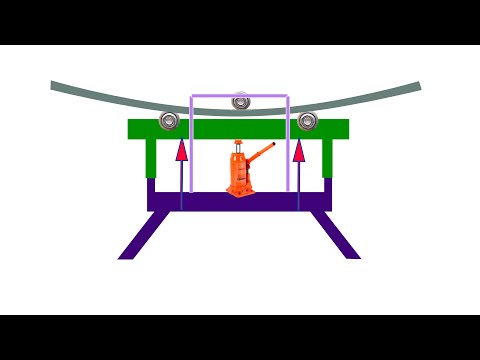
Канавка может быть сформирована одним из двух способов. Наиболее очевидным является использование формообразующего инструмента на токарном станке,
, либо до отрезки шаблона, либо с заготовкой, установленной на настоящей ходовой оправке. Если используется этот метод, важно, чтобы формовочный инструмент был заточен до точного радиуса, чтобы обеспечить плотное прилегание трубы к канавке.
Для больших диаметров труб может быть трудно избежать вибраций с помощью этого метода, особенно с формирователями большого диаметра, что приводит к неудовлетворительному результату. Метод
, который я принял и который был предложен первоначальным разработчиком станка, заключался в том, чтобы установить заготовку на оправку в делительной головке фрезерного станка и медленно вращать ее, подавая на сторону концевой фрезы диаметром, равным к тому из трубы, котор нужно манипулировать.
Создание канавки таким образом обеспечивает точную форму с хорошей отделкой. Если заготовка имеет большой диаметр
по отношению к размеру канавки (т.е. большой радиус изгиба для небольшой трубы), возможно, потребуется использовать концевую фрезу длинной серии, но мне не пришлось делать этого ни для одного из профилеров I сделал.
Вы можете либо изготовить ряд формирователей для труб разных размеров и радиусов изгиба, когда будете делать остальную часть машины, либо сделать их по мере необходимости. Я сделал ряд формирователей, когда делал машину – это немного скучно, когда приходится останавливаться посреди сантехнических работ и настраивать, чтобы сделать формирователь.
Также важно, чтобы канавка в прижимной пластине плотно прилегала к формируемой трубе. Этого легко добиться, просверлив отверстие соответствующего размера в центре стального листа квадратного сечения ½ дюйма, удерживаемого в четырехкулачковом патроне, а затем отфрезеровав половину сечения.
Закончив свою машину, у вас будет довольно много бит. Стоит сделать подходящую коробку для хранения, чтобы хранить их все вместе, как
, показанное на рис. 1.
Эксплуатация
Я не создал чертеж общего вида или сборочный чертеж, потому что на практике компоненты собираются в соответствии с конфигурацией обрабатываемой трубы. Первоначальная конструкция включала зажимные винты, прикрепленные к краю опорной плиты, как показано на рис.2. Хотя я приспособил устройство к своему собственному трубогибу, я обнаружил, что это приносит больше хлопот, чем пользы, и я неизменно использую инструментальный зажим, как показано на рис. 3. можно использовать для закрепления работы на ограждении в подходящем положении, но при необходимости могут быть изготовлены довольно сложные конструкции. На рис. 4 показана партия труб, изготовленных для моего последнего проекта, а на рис. 5 некоторые из этих труб показаны на месте на локомотиве.
Прежде чем сгибать какую-либо трубу, я всегда делаю шаблон из проволоки – старые проволочные плечики для одежды являются хорошим источником подходящего материала. Выбор типичных шаблонов показан на рис. 6. Медная труба стоит дорого, а ошибки очень трудно аккуратно исправить. Лучше потратить время (и вешалки), чтобы сделать все правильно с первого раза. Первоначальный проект предусматривал два угла забора. Однако я всегда находил потребность только в одном и указал только один на чертежах.
ТРУБОГИБ
Artisan
Modelengineeringwebsite.com
единственный бесплатный и единственный еженедельный журнал для модельеров.
Редактор: Дэвид Карпентер
Правый или левый или правый и левый трубогиб в автоматическом процессе
Направление гибки трубогибочного станка определяется, глядя вниз на гибочную матрицу. Если он вращается по часовой стрелке при изгибе, он «правый». И наоборот, если он вращается против часовой стрелки, он «левый».
Возможность выполнения цикла гибки трубы только в левом или правом направлении или в двух направлениях оказывает значительное влияние на осуществимость (с геометрической точки зрения) гибки детали и, следовательно, на сложность конструкции детали .
Моделирование цикла гибки детали в VGP3D одинаково возможно только на правосторонних и левосторонних трубогибочных станках.
Три основных типа трубогибочных станков
В отношении направления гибки существует три основных типа трубогибочных станков:
- Только правосторонние или левосторонние
- Однотактный правосторонний и левосторонний (двунаправленный)
- Конфигурируется как правосторонний, так и левосторонний
Трубогибочные станки с возможностью правостороннего или левостороннего изгиба
Это трубогибочные станки, которые могут вращаться только в левом или правом направлении.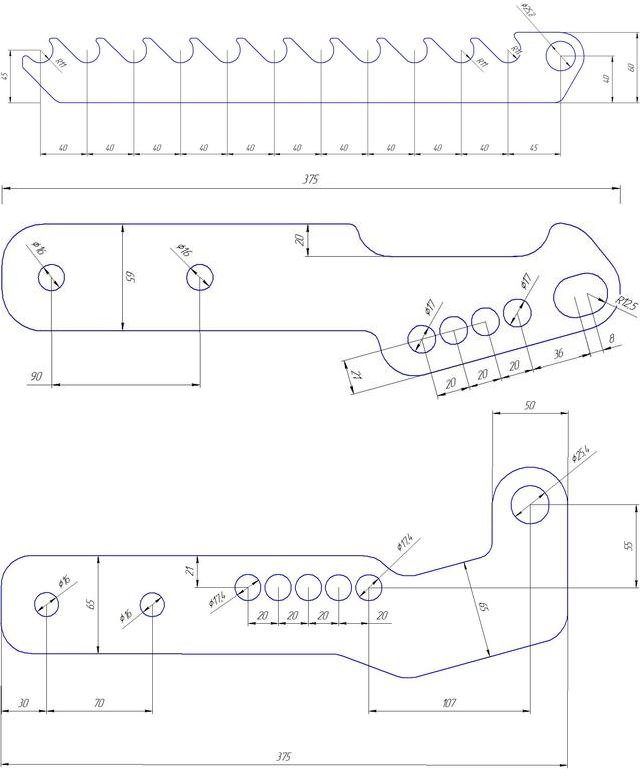 Эти машины подходят для гибки труб в соответствии с простой геометрией или только в соответствии с направлением гибки.
Эти машины подходят для гибки труб в соответствии с простой геометрией или только в соответствии с направлением гибки.
В следующем видеоролике показано программирование и моделирование в VGP3D детали, которую можно выполнить только на правостороннем гибочном станке. Моделирование показывает столкновение, которое произошло бы, если бы та же деталь была согнута на левостороннем станке.
Моделирование цикла гибки в VGP3D детали возможно только на правосторонних трубогибочных станках.
Трубогибочные станки с однотактным правосторонним и левосторонним исполнением
Этот двунаправленный трубогибочный станок, также известный как однотактный или автоматический право- и левосторонний гибочный станок, может изменять направление гибки на лету (чтобы избежать столкновения трубы с станком, инструментами или полом во время процесс формирования деталей) и подходит для изготовления деталей сложной формы.
Производители в таких секторах, как производство мебели, автомобилестроение и кондиционирование воздуха, зависят от гибкости и производительности этих машин. Субподрядчики, которые сталкиваются с постоянно меняющимися запросами на детали, требуют максимальной выполнимости с геометрической точки зрения, чтобы выполнить заказы, также зависящие от этих однотактных гибочных станков.
В следующем видеоролике показано программирование и моделирование в VGP3D детали, возможной только на право- и левостороннем однотактном гибочном станке.
Моделирование цикла гибки в VGP3D детали возможно только на однотактных право- и левосторонних трубогибочных станках.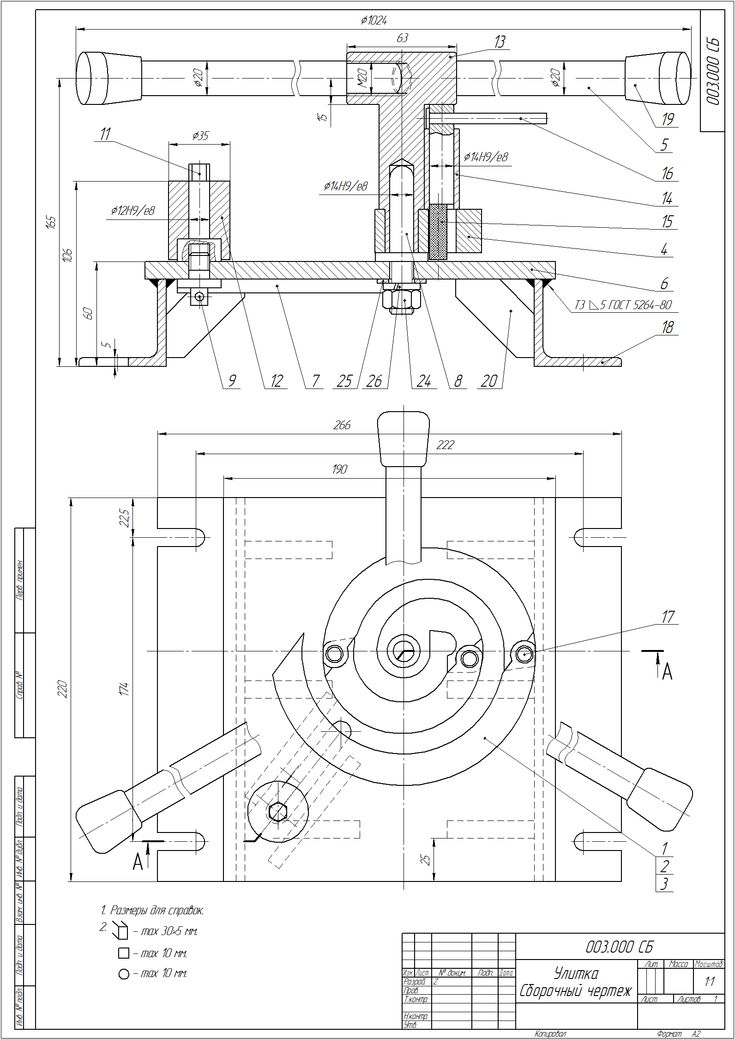
Трубогибочные станки с настраиваемой возможностью правостороннего или левостороннего изгиба
Этот тип трубогибочного станка является отличным решением для производителей, которые не хотят иметь машину, “левостороннее” или только “левостороннее” по разным причинам, включая малые объемы производства для одного из двух типов, доступность места, ограничения инвестиций и т. д. На этих машинах гибочная головка и механизмы перемещения спроектированы таким образом, чтобы клиент мог изменить конфигурацию машины с «правосторонней» на «левостороннюю» (или и наоборот ), разобрав и собрав компоненты головки в противоположном положении.
Многие производители предпочитают иметь парк станков, состоящий из трубогибов нескольких типов. Это позволяет им ориентировать производство определенных типов деталей на наиболее подходящую машину (размер, сложность, количество) и оптимизировать весь производственный процесс.
На этом этапе определения оптимизации программное обеспечение VGP3D позволяет заказчику проверить применимость детали на конкретном станке, не останавливая производство, что позволяет ему выбрать наилучший станок для производства.
.
Компоненты рамы кабины трактора, изготовленные на трубогибочных станках ELECT.
Когда и почему следует выбирать трубогибочный станок в одном направлении?
Диаметр является первым отличительным признаком при выборе трубогибочного станка. За пределами определенного размера размер головки и сложность гибочных инструментов делают неудобным или невозможным проектирование системы, способной выполнять правостороннюю и левостороннюю гибку за один цикл. Точно так же, за пределами определенного диаметра, очень сложно найти детали с особенно сложной геометрией или получить запросы на этот тип продукта. При этом намного чаще встречаются детали простой геометрии, которые впоследствии будут сварены.
Узнайте об основных критериях, которые следует учитывать при выборе правильного трубогибочного станка
В дополнение к небольшим заготовкам с небольшим количеством изгибов, другим примером являются большие плоские заготовки с небольшим количеством изгибов или закрытые сами по себе, которые могут быть изготовлены на трубогибочные станки только с одним направлением гибки. Типичными областями применения являются каркасы кроватей, кабины сельскохозяйственных машин и компоненты, используемые, например, в животноводстве.
Типичными областями применения являются каркасы кроватей, кабины сельскохозяйственных машин и компоненты, используемые, например, в животноводстве.
Деталь для животноводства на трубогибочном станке ELECT.
Когда и почему следует выбирать однотактный право- и левосторонний трубогибочный станок?
Однотактный право- и левосторонний трубогибочный станок может использоваться для изготовления деталей с множеством изгибов, а также разработан для обработки сложных трехмерных форм. Основным преимуществом является гораздо меньше ограничений с точки зрения геометрии, которая может быть изготовлена, и деталь может быть создана за один цикл, что обеспечивает максимальную точность и производительность.
Типичное применение этого типа трубогибочного станка можно найти в мебельном секторе. Примером может служить структура мебели и стульев, выполненная в соответствии с инновационными формами, которые дают дизайнерам наибольшую творческую свободу. Это изделия с комбинацией кривых с фиксированным и/или переменным радиусом, разработанные в трех измерениях.
Это изделия с комбинацией кривых с фиксированным и/или переменным радиусом, разработанные в трех измерениях.
Узнайте больше о том, как трубогибочный станок может превратить трубу в предмет, который также является произведением искусства. трубогибочный станок: E-TURN.
Другим типичным применением этих трубогибочных станков является ситуация, когда труба должна следовать по обязательным, иногда очень извилистым маршрутам из-за ограниченного пространства, доступного в системе, в которую она будет вставлена. Эта ситуация характерна для двигателей, тормозных систем или систем кондиционирования воздуха для автомобилей и промышленных транспортных средств, а также для других типов систем, таких как котлы, бытовая техника и т. д. В этих случаях использование правого и левого трубогибочного станка в один цикл может быть единственным решением.
Трубчатый компонент автомобильной системы кондиционирования воздуха, изготовленный на однотактных право- и левосторонних трубогибочных станках SMART.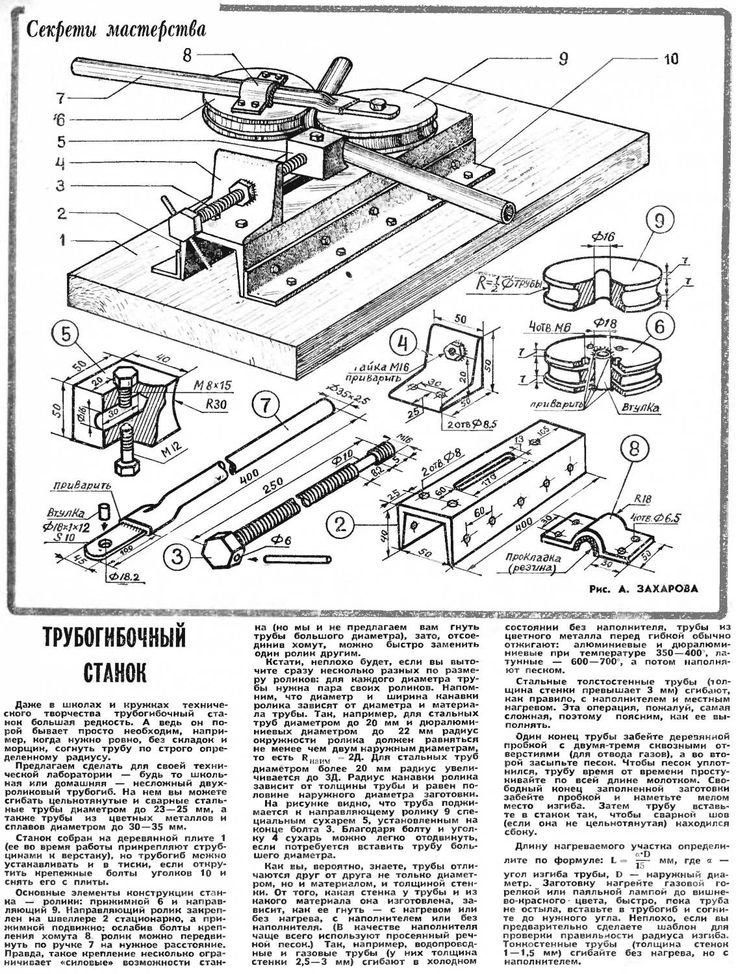
Универсальность этого типа машин должна также сопровождаться автономной системой программирования, которая столь же универсальна, мощна и обязательно проста в использовании.
В следующем видео показано программирование и моделирование детали в VGP3D, которая должна быть изготовлена на BLM GROUP E-TURN в автоматическом процессе право- и левостороннего трубогибочного станка. В этом приложении вы можете увидеть его простоту использования и то, как программное обеспечение для программирования ускоряет настройку детали в результате быстрого и интуитивного разрешения любых конфликтов.
Узнайте, как VGP3D позволяет решать наиболее распространенные проблемы гибки .
Моделирование разрешения столкновений с быстрой сменой направления изгиба на VGP3D.