Сегментные шпонки гост – ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы (с Поправкой), ГОСТ от 17 ноября 1999 года №24071-97
alexxlab | 04.05.2020 | 0 | Разное
| Искать все виды документовДокументы неопределённого видаISOАвиационные правилаАльбомАпелляционное определениеАТКАТК-РЭАТПЭАТРВИВМРВМУВНВНиРВНКРВНМДВНПВНПБВНТМ/МЧМ СССРВНТПВНТП/МПСВНЭВОМВПНРМВППБВРДВРДСВременное положениеВременное руководствоВременные методические рекомендацииВременные нормативыВременные рекомендацииВременные указанияВременный порядокВрТЕРВрТЕРрВрТЭСНВрТЭСНрВСНВСН АСВСН ВКВСН-АПКВСПВСТПВТУВТУ МММПВТУ НКММПВУП СНЭВУППВУТПВыпускГКИНПГКИНП (ОНТА)ГНГОСТГОСТ CEN/TRГОСТ CISPRГОСТ ENГОСТ EN ISOГОСТ EN/TSГОСТ IECГОСТ IEC/PASГОСТ IEC/TRГОСТ IEC/TSГОСТ ISOГОСТ ISO GuideГОСТ ISO/DISГОСТ ISO/HL7ГОСТ ISO/IECГОСТ ISO/IEC GuideГОСТ ISO/TRГОСТ ISO/TSГОСТ OIML RГОСТ ЕНГОСТ ИСОГОСТ ИСО/МЭКГОСТ ИСО/ТОГОСТ ИСО/ТСГОСТ МЭКГОСТ РГОСТ Р ЕНГОСТ Р ЕН ИСОГОСТ Р ИСОГОСТ Р ИСО/HL7ГОСТ Р ИСО/АСТМГОСТ Р ИСО/МЭКГОСТ Р ИСО/МЭК МФСГОСТ Р ИСО/МЭК ТОГОСТ Р ИСО/ТОГОСТ Р ИСО/ТСГОСТ Р ИСО/ТУГОСТ Р МЭКГОСТ Р МЭК/ТОГОСТ Р МЭК/ТСГОСТ ЭД1ГСНГСНрГСССДГЭСНГЭСНмГЭСНмрГЭСНмтГЭСНпГЭСНПиТЕРГЭСНПиТЕРрГЭСНрГЭСНсДИДиОРДирективное письмоДоговорДополнение к ВСНДополнение к РНиПДСЕКЕНВиРЕНВиР-ПЕНиРЕСДЗемЕТКСЖНМЗаключениеЗаконЗаконопроектЗональный типовой проектИИБТВИДИКИМИНИнструктивное письмоИнструкцияИнструкция НСАМИнформационно-методическое письмоИнформационно-технический сборникИнформационное письмоИнформацияИОТИРИСОИСО/TRИТНИТОсИТПИТСИЭСНИЭСНиЕР Республика КарелияККарта трудового процессаКарта-нарядКаталогКаталог-справочникККТКОКодексКОТКПОКСИКТКТПММ-МВИМВИМВНМВРМГСНМДМДКМДСМеждународные стандартыМетодикаМетодика НСАММетодические рекомендацииМетодические рекомендации к СПМетодические указанияМетодический документМетодическое пособиеМетодическое руководствоМИМИ БГЕИМИ УЯВИМИГКМММНМОДНМонтажные чертежиМос МУМосМРМосСанПинМППБМРМРДСМРОМРРМРТУМСанПиНМСНМСПМТМУМУ ОТ РММУКМЭКННАС ГАНБ ЖТНВННГЭАНДНДПНиТУНКНормыНормы времениНПНПБНПРМНРНРБНСПНТПНТП АПКНТП ЭППНТПДНТПСНТСНЦКРНЦСОДМОДНОЕРЖОЕРЖкрОЕРЖмОЕРЖмрОЕРЖпОЕРЖрОКОМТРМОНОНДОНКОНТПОПВОПКП АЭСОПНРМСОРДОСГиСППиНОСНОСН-АПКОСПОССПЖОССЦЖОСТОСТ 1ОСТ 2ОСТ 34ОСТ 4ОСТ 5ОСТ ВКСОСТ КЗ СНКОСТ НКЗагОСТ НКЛесОСТ НКМОСТ НКММПОСТ НКППОСТ НКПП и НКВТОСТ НКСМОСТ НКТПОСТ5ОСТНОСЭМЖОТРОТТПП ССФЖТПБПБПРВПБЭ НППБЯПВ НППВКМПВСРПГВУПереченьПиН АЭПисьмоПМГПНАЭПНД ФПНД Ф СБПНД Ф ТПНСТПОПоложениеПорядокПособиеПособие в развитие СНиППособие к ВНТППособие к ВСНПособие к МГСНПособие к МРПособие к РДПособие к РТМПособие к СНПособие к СНиППособие к СППособие к СТОПособие по применению СППостановлениеПОТ РПОЭСНрППБППБ-АСППБ-СППБВППБОППРПРПР РСКПР СМНПравилаПрактическое пособие к СППРБ АСПрейскурантПриказПротоколПСРр Калининградской областиПТБПТЭ |
files.stroyinf.ru
Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы
ГОСТ 24071-97
(ИСО 3912-77)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Основные нормы взаимозаменяемости
СЕГМЕНТНЫЕ
ШПОНКИ
И ШПОНОЧНЫЕ ПАЗЫ
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ
ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Техническим комитетом ТК 258 «Зубчатые передачи и конструктивные элементы деталей машин»
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 12-97 от 21 ноября 1997 г.)
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Республика Таджикистан | Таджикгосстандарт |
Республика Армения | Армгосстандарт |
Республика Беларусь | Госстандарт Беларуси |
Республика Казахстан | Госстандарт Республики Казахстан |
Киргизская Республика | Киргизстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Узбекистан | Узгосстандарт |
Украина | Госстандарт Украины |
3 Настоящий стандарт представляет собой полный аутентичный текст ИСО 3912-77 «Сегментные шпонки и шпоночные пазы» и содержит дополнительные требования, отражающие потребности экономики страны
4 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 17 ноября 1999 г. № 409-ст межгосударственный стандарт ГОСТ 24071-97 (ИСО 3912-77) введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 2000 г.
5 ВЗАМЕН ГОСТ 24071-80
СОДЕРЖАНИЕ
1 Назначение. 2 2 Область применения. 2 3 Размеры и допуски шпонок. 2 4 Материал. 3 5 Форма, размеры и допуски шпоночных пазов. 3 6 Зависимость между диаметром вала и размерами шпонки. 4 7 Обозначение. 4 Приложение А (обязательное) Дополнительные требования, отражающие потребности экономики страны.. 5 Приложение В (справочное) Предельные отклонения размеров шпоночных соединений изделий, спроектированных до 01.01.80. 6 Приложение Г (справочное) Зависимость параметров шероховатости поверхности от допуска размера. 6 |
ГОСТ 24071-97
(ИСО 3912-77)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Основные нормы взаимозаменяемости
СЕГМЕНТНЫЕ ШПОНКИ И ШПОНОЧНЫЕ ПАЗЫ
Basic norms of interchangeability.
Woodruff keys and keyways
Дата введения 2000-07-01
1 Назначение
Настоящий стандарт устанавливает размеры и предельные отклонения размеров сегментных шпонок и соответствующих им шпоночных пазов на валу и во втулке, а также устанавливает зависимость между диаметром вала и сечением шпонки, возникающую при передаче крутящего момента и фиксации положения.
Дополнительные требования, отражающие потребности народного хозяйства, приведены в приложениях А, Б, В и Г.
Требования настоящего стандарта и приложения А являются обязательными.
2 Область применения
Настоящий стандарт предназначен для цилиндрических валов и цилиндрических концов валов общего назначения.
3 Размеры и допуски шпонок
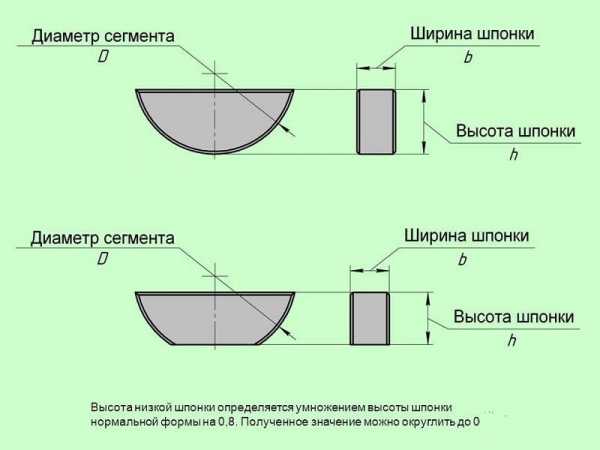
Размеры и предельные отклонения размеров шпонок указаны на рисунке 1 и в таблице 1.
* Применяется по согласованию заинтересованных сторон.
** h2 = 0,8h1 (значение можно округлить до 0,1 мм).
Рисунок 1
Таблица 1
мм
b | h1 | D | s |
| ||||
Ном. | Пред. откл. h9* | Ном. | Пред. откл. h21 | Ном. | Пред. откл. h22 | не менее | не более |
|
1,0 | -0,025 | 1,4 | -0,060 | 4 | -0,120 | 0,16 | 0,25 |
|
1,5 | 2,6 | 7 | -0,150 |
| ||||
2,0 | 2,6 | 7 |
| |||||
2,0 | 3,7 | -0,075 | 10 | |||||
2,5 | 3,7 | 10 |
| |||||
3,0 | 5,0 | 13 | -0,180 |
| ||||
3,0 | 6,5 | -0,090 | 16 |
| ||||
4,0 | -0,030 | 6,5 | 16 | 0,25 | 0,40 |
| ||
4,0 | 7,5 | 19 | -0,210 |
| ||||
5,0 | 6,5 | 16 | -0,180 |
| ||||
5,0 | 7,5 | 19 | -0,210 |
| ||||
5,0 | 9,0 | 22 |
| |||||
6,0 | 9,0 | 22 |
| |||||
6,0 | 10,0 | 25 |
| |||||
8,0 | -0,036 | 11,0 | -0,110 | 28 | 0,40 | 0,60 |
| |
10,0 | 13,0 | 32 | -0,250 |
| ||||
* Другой допуск может быть принят по согласованию заинтересованных сторон. | ||||||||
4 Материал
Материал – сталь с временным сопротивлением разрыву не ниже 590 Н/мм2 после окончательной обработки (если не будет другой договоренности между заинтересованными сторонами).
5 Форма, размеры и допуски шпоночных пазов
Размеры и допуски шпоночных пазов указаны на рисунке 2 и в таблице 2.
Рисунок 2
Таблица 2
мм
Размеры шпонки нормальной или низкой формы b ´ h1 ´ D | Ширина b | Глубина | Радиус R | |||||||
Ном. | Предельные отклонения | Вал t1 | Ступица t2 | |||||||
Нормальное соединение | Плотное соединение | |||||||||
Вал N9 | Втулка Js9 | Вал и втулка Р9 | Ном. | Пред. откл. | Ном. | Пред. откл. | не более | не менее | ||
1,0´1,4´4 | 1,0 | -0,004; -0,029 | ±0,012 | -0,006; -0,031 | 1,0 | +0,1 | 0,6 | +0,1 | 0,16 | 0,08 |
1,5´2,6´7 | 1,5 | 2,0 | 0,8 | 0,16 | 0,08 | |||||
2,0´2,6´7 | 2,0 | 1,8 | 1,0 | 0,16 | 0,08 | |||||
2,0´3,7´10 | 2,0 | 2,9 | 1,0 | 0,16 | 0,08 | |||||
2,5´3,7´10 | 2,5 | 2,7 | 1,2 | 0,16 | 0,08 | |||||
3,0´5,0´13 | 3,0 | 3,8 | +0,2 | 1.4 | 0,16 | 0,08 | ||||
3,0´6,5´16 | 3,0 | 5,3 | 1,4 | 0,16 | 0,08 | |||||
4,0´6,5´16 | 4,0 | -0,030 | ±0,015 | -0,012; -0,042 | 5,0 | 1,8 | 0,25 | 0,16 | ||
4,0´7,5´19 | 4,0 | 6,0 | 1,8 | 0,25 | 0.16 | |||||
5,0´6,5´16 | 5,0 | 4,5 | 2,3 | 0,25 | 0,16 | |||||
5,0´7,5´19 | 5,0 | 5,5 | 2,3 | 0,25 | 0,16 | |||||
5,0´9,0´22 | 5,0 | 7,0 | +0,3 | 2,3 | 0,25 | 0,16 | ||||
6,0´9,0´22 | 6,0 | 6,5 | 2,8 | 0,25 | 0,16 | |||||
6,0´10,0´25 | 6,0 | 7,5 | 2,8 | +0,2 | 0,25 | 0,16 | ||||
8,0´11,0´28 | 8,0 | -0,036 | ±0,018 | -0,015; -0,051 | 8,0 | 3,3 | 0,40 | 0,25 | ||
10,0´13,0´32 | 10,0 | 10,0 | 3,3 | 0,40 | 0,25 | |||||
(Поправка).
6 Зависимость между диаметром вала и размерами шпонки
В таблице 3 даны две серии взаимосвязи между диаметром вала и размером шпонки: серия 1 – для передачи крутящего момента, серия 2 – для фиксации детали (в случае неподвижной посадки, когда передача момента осуществляется за счет трения).
Таблица 3 – Зависимость диаметра вала от размера шпонки
Диаметр вала d, мм | Размер шпонки, мм, нормальной формы b ´ h1 ´ D или эквивалентной низкой формы | |||
Серия 1 | Серия 2 | |||
Свыше | До | Свыше | До | |
3 | 4 | 3 | 4 | 1,0´1,4´4 |
4 | 5 | 4 | 6 | 1,5´2,6´7 |
5 | 6 | 6 | 8 | 2,0´2,6´7 |
6 | 7 | 8 | 10 | 2,0´3,7´10 |
7 | 8 | 10 | 12 | 2,5´3,7´10 |
8 | 10 | 12 | 15 | 3,0´5,0´13 |
10 | 12 | 15 | 18 | 3,0´6,5´16 |
12 | 14 | 18 | 20 | 4,0´6,5´16 |
14 | 16 | 20 | 22 | 4,0´7,5´19 |
16 | 18 | 22 | 25 | 5,0´6,5´16 |
18 | 20 | 25 | 28 | 5,0´7,5´19 |
20 | 22 | 28 | 32 | 5,0´9,0´22 |
22 | 25 | 32 | 36 | 6,0´9,0´22 |
25 | 28 | 36 | 40 | 6,0´10,0´25 |
28 | 32 | 40 | – | 8,0´11,0´28 |
32 | 38 | – | – | 10,0´13,0´32 |
7 Обозначение
В обозначении шпонки должны указываться ее ширина и высота и обозначение стандарта.
Примеры
Обозначение шпонки нормальной формы и сечением b ´ h1 = 5 ´ 6,5 мм:
Шпонка 5 ´ 6,5 ГОСТ 24071-97
Обозначение низкой шпонки с сечением b ´ h2 = 5 ´ 5,2:
Шпонка 5 ´ 5,2 ГОСТ 24071-97
ПРИЛОЖЕНИЕ А
(обязательное)
Дополнительные требования, отражающие потребности экономики страны
А.1 Стандарт не распространяется на соединения, спроектированные до введения в действие настоящего стандарта, а также на шпоночные соединения, собираемые подгонкой или подбором шпонок.
А.2 Материал шпонок – чистотянутая сталь для сегментных шпонок по ГОСТ 8786-68 или по разделу 4.
A.3 Допускается в технически обоснованных случаях (пустотелые и ступенчатые валы, передача пониженных крутящих моментов и т.п.) применять меньшие, чем указано в таблице 2, размеры сечений шпонок на валах больших диаметров, за исключением выходных концов валов.
А.4 Допускается для неответственных соединений сопряжение дна паза с боковыми стенками выполнять с фаской под углом 45°, равной радиусу R.
А.5 Допускается свободное соединение шпонки с валом и втулкой. Предельные отклонения при свободном соединении ширины паза b должны соответствовать полям допусков для вала – Н9, для втулки – D10.
А.6 Допускаются для ширины паза b вала и втулки любые сочетания полей допусков, указанные в таблице 2.
А.7 Для термообработанных деталей допускаются предельные отклонения размера ширины паза вала, соответствующие полю допуска Н11, размера ширины паза втулки – D10.
А.8 Контроль размеров шпоночных пазов и их расположения относительно соответствующих цилиндрических поверхностей – по ГОСТ 24109 – ГОСТ 24111; ГОСТ 24115 – ГОСТ 24117; ГОСТ 24119; ГОСТ 24120.
А.9 Серия 2 (таблица 3) может применяться также для неответственных соединений (при передаче малых крутящих моментов с небольшой частотой вращения, не влияющих на долговечность деталей; при кратковременной работе соединения и т.д.).
А.10 Допускается в зависимости от принятой базы обработки и измерения указывать вместо t1 на рабочем чертеже номинальный размер для вала d – t1 с предельным отклонением для t1 по таблице 2 и для втулки вместо t2 размер d – t2 с предельным отклонением для t2 по таблице 2.
А.11 Масса шпонок указана в приложении Б.
А.12 Для изделий, спроектированных до 01.01.80, допускаются предельные отклонения размеров шпоночных соединений, приведенные в приложении В.
А.13 Параметры шероховатости поверхности элементов шпоночных соединений приведены в приложении Г.
ПРИЛОЖЕНИЕ Б
(справочное)
Теоретическая масса 1000 шпонок нормальной формы
Таблица Б.1
Размер шпонки | Масса 1000 шпонок, кг | Размер шпонки | Масса 1000 шпонок, кг |
1,0´1,4´4 | 0,031 | 4,0´7,5´19 | 3,240 |
1,5´2,6´7 | 0,152 | 5,0´6,5´16 | 2,680 |
2,0´2,6´7 | 0,204 | 5,0´7,5´19 | 4,040 |
2,0´3,7´10 | 0,414 | 5,0´9,0´22 | 5,660 |
2,5´3,7´10 | 0,510 | 6,0´9,0´22 | 6,780 |
3,0´5,0´13 | 1,050 | 6,0´10,0´25 | 8,480 |
3,0´6,5´16 | 1,600 | 8,0´11,0´28 | 13,800 |
4,0´6,5´16 | 2,120 | 10,0´13,0´32 | 24,100 |
ПРИЛОЖЕНИЕ В
(справочное)
Предельные отклонения
размеров шпоночных соединений изделий,
спроектированных до 01.01.80
B.1 Допуски на размеры шпонок и пазов:
для высоты шпонки h1 – B4 ОСТ 1024;
для глубины паза вала t1 и втулки t2 – A5 – ОСТ 1015;
для диаметра сегментной шпонки D – В5 ОСТ 1025;
для диаметра паза вала под сегментную шпонку с отклонением в плюс от номинала – не более 8 % от диаметра шпонки.
B.2 Предельные отклонения размеров шпонок, пазов на валах и во втулках по ширине b должны соответствовать указанным в таблицах В.1 и В.2.
Таблица В.1
Вид соединения | Предельное отклонение размеров | Назначение посадок | ||
шпонки | паза вала | паза втулки | ||
Неподвижное напряженное по валу, скользящее во втулке | В3 | ПШ | А3 | Для индивидуального и серийного производства (общее машиностроение) |
Неподвижное напряженное по валу, ходовое во втулке | ПШ1 | Для массового производства (автостроение и т.п.) | ||
Неподвижное плотное по валу, ходовое во втулке | Х3 | А3 | Для направляющих шпонок | |
Таблица В.2
Номинальная ширина шпонки и паза, мм | Предельное отклонение размеров пазов вала и втулки, мкм | |||
ПШ | ПШ1 | |||
верхнее | нижнее | верхнее | нижнее | |
От 1 до 3 | -10 | -50 | +55 | +10 |
Св. 3 ” 6 | -10 | -55 | +65 | +15 |
” 6 ” 10 | -15 | -65 | +75 | +20 |
” 10 ” 18 | -20 | -75 | +85 | +25 |
” 18 ” 30 | -25 | -90 | +100 | +30 |
” 30 ” 50 | -32 | -105 | +120 | +35 |
” 50 ” 80 | -40 | -125 | +140 | +40 |
” 80 ” 120 | -50 | -150 | +160 | +45 |
ПРИЛОЖЕНИЕ Г
(справочное)
Зависимость параметров шероховатости поверхности от допуска размера
Таблица Г.1
Допуск размера по квалитетам | Rа, мкм, не более для номинальных размеров, мм | |||
До 18 | Св. 18 до 50 | Св. 50 до 120 | Св. 120 до 500 | |
IT9 | 3,2 | 3,2 | 6,3 | 6,3 |
IT10 | 3,2 | 6,3 | 6,3 | 6,3 |
IT11 | 6,3 | 6,3 | 12,5 | 12,5 |
IT12, IT13 | 12,5 | 12,5 | 25 | 25 |
IT14, IT15 | 12,5 | 25 | 50 | 50 |
Примечания 1 Параметр шероховатости поверхностей с неуказанными предельными отклонениями – Ra 20 мкм. 2 Параметр шероховатости дна шпоночного паза рекомендуется принимать равным Ra 6,3 мкм. | ||||
ИНФОРМАЦИОННЫЕ ДАННЫЕ
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Ключевые слова: соединения шпоночные, сегментные шпонки, сечения шпонок и пазов, допуски и посадки
standartgost.ru
ГОСТ 24071-97 Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы
Текст ГОСТ 24071-97 Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы
БЗ 1-98/116
ГОСТ 24071—97 (ИСО 3912-77)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Основные нормы взаимозаменяемости
СЕГМЕНТНЫЕ ШПОНКИ И ШПОНОЧНЫЕ ПАЗЫ
Издание официальное
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Техническим комитетом ТК 258 «Зубчатые передачи и конструктивные элементы деталей машин»
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 12—97 от 21 ноября 1997 г.)
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Республика Таджикистан |
Таджикгосстандарт |
|
Республика Армения |
Армгосстандарт |
|
Республика Беларусь |
Госстандарт Беларуси |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Киргизская Республика |
Киргизстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Узбекистан |
Узгосстандарт |
|
Украина |
Госстандарт Украины |
3 Настоящий стандарт представляет собой полный аутентичный текст ИСО 3912—77 «Сегментные шпонки и шпоночные пазы» и содержит дополнительные требования, отражающие потребности экономики страны
4 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 17 ноября 1999 г. № 409-ст межгосударственный стандарт ГОСТ 24071—97 (ИСО 3912—77) введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 2000 г.
5 ВЗАМЕН ГОСТ 24071-80
© ИПК Издательство стандартов, 2000
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания на территории Российской Федерации без разрешения Госстандарта России
ГОСТ 24071—97 (ИСО 3912-77)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Основные нормы взаимозаменяемости
СЕГМЕНТНЫЕ ШПОНКИ И ШПОНОЧНЫЕ ПАЗЫ
Basic norms of interchangeability.
Woodruff keys and keyways
Дата введения 2000—07—01
1 Назначение
Настоящий стандарт устанавливает размеры и предельные отклонения размеров сегментных шпонок и соответствующих им шпоночных пазов на валу и во втулке, а также устанавливает зависимость между диаметром вала и сечением шпонки, возникающую при передаче крутящего момента и фиксации положения.
Дополнительные требования, отражающие потребности народного хозяйства, приведены в приложениях А, Б, В и Г.
Требования настоящего стандарта и приложения А являются обязательными.
2 Область применения
Настоящий стандарт предназначен для цилиндрических валов и цилиндрических концов валов общего назначения.
3 Размеры и допуски шпонок
Размеры и предельные отклонения размеров шпонок указаны на рисунке 1 и в таблице 1.
Низкая форма*
с—Iе——-^—3
I 1
I I
—*——-■?—-1
X -острые кромки притупить
s*45°
♦Применяется по согласованию заинтересованных сторон. **Л2 = 0,8Л, (значение можно округлить до 0,1 мм).
Рисунок 1
Издание официальное
Табл ица 1
мм
|
ь |
л, |
D |
5 | ||||
|
Ном. |
Пред. откл. h9* |
Ном. |
Пред. откл. Ы1 |
Ном. |
Пред. откл. hl2 |
не менее |
не более |
|
1,0 |
0,025 |
1,4 |
—0,060 |
4 |
—0,120 |
0,16 |
0,25 |
|
1,5 |
2,6 |
7 |
—0,150 | ||||
|
2,0 |
2,6 |
7 | |||||
|
2,0 |
3,7 |
-0,075 |
10 | ||||
|
2,5 |
3,7 |
10 | |||||
|
3,0 |
5,0 |
13 |
—0,180 | ||||
|
3,0 |
6,5 |
—0,090 |
16 | ||||
|
4,0 |
-0,030 |
6,5 |
16 |
0,25 |
0,40 | ||
|
4,0 |
7,5 |
19 |
—0,210 | ||||
|
5,0 |
6,5 |
16 |
—0,180 | ||||
|
5,0 |
7,5 |
19 |
-0,210 | ||||
|
5,0 |
9,0 |
22 | |||||
|
6,0 |
9,0 |
22 | |||||
|
6,0 |
10,0 |
25 | |||||
|
8,0 |
—0,036 |
11,0 |
—0,110 |
28 |
0,40 |
0,60 | |
|
10,0 |
13,0 |
32 |
-0,250 | ||||
* Другой допуск может быть принят по согласованию заинтересованных сторон.
4 Материал
Материал — сталь с временным сопротивлением разрыву не ниже 590 Н/мм2 после окончательной обработки (если не будет другой договоренности между заинтересованными сторонами).
5 Форма, размеры и допуски шпоночных пазов
Размеры и допуски шпоночных пазов указаны на рисунке 2 и в таблице 2.
А
Рисунок 2
Таблица 2
мм
|
Размеры шпонки нормальной или низкой формы bxh^xD |
Ширина b |
Глубина |
Радиус R | |||||||
|
Ном. |
Предельные отклонения |
Вал /j |
Ступица t2 | |||||||
|
Нормальное соединение |
Плотное соединение | |||||||||
|
Вал N9 |
Втулка Js9 |
Вал и втулка Р9 |
Ном. |
Пред. откл. |
Ном. |
Пред. откл. |
не более |
не менее | ||
|
1,0×1,4×4 |
1,0 |
—0,004; -0,029 |
±0,012 |
-0,006; -0,031 |
1,0 |
+0,1 |
0,6 |
+0,1 |
0,16 |
0,08 |
|
1,5×2,6×7 |
1,5 |
2,0 |
0,8 |
0,16 |
0,08 | |||||
|
2,0×2,6×7 |
2,0 |
1,8 |
1,0 |
0,16 |
0,08 | |||||
|
2,0×3,7×10 |
2,0 |
2,9 |
1,0 |
0,16 |
0,08 | |||||
|
2,5×3,7×10 |
2,5 |
2,7 |
1,2 |
0,16 |
0,08 | |||||
|
3,0×5,0x13 |
3,0 |
3,8 |
+0,2 |
1,4 |
0,16 |
0,08 | ||||
|
3,0×6,5×16 |
3,0 |
5,3 |
1,4 |
0,16 |
0,08 | |||||
|
4,0×6,5×16 |
4,0 |
-0,030 |
±0,015 |
-0,012; -0,042 |
5,0 |
1,8 |
0,25 |
0,16 | ||
|
4,0×7,5×19 |
4,0 |
6,0 |
1,8 |
0,25 |
0,16 | |||||
|
5,0×6,5×16 |
5,0 |
4,5 |
2,3 |
0,25 |
0,16 | |||||
|
5,0×7,5×19 |
5,0 |
5,5 |
2,3 |
0,25 |
0,16 | |||||
|
5,0×9,0x22 |
5,0 |
7,0 |
+0,3 |
2,3 |
0,25 |
0,16 | ||||
|
6,0×9,0x22 |
6,0 |
6,5 |
2,8 |
0,25 |
0,25 | |||||
|
6,0×10,0x25 |
6,0 |
7,5 |
2,8 |
+0,2 |
0,25 |
0,16 | ||||
|
8,0×11,0x28 |
8,0 |
-0,036 |
±0,018 |
-0,015; -0,051 |
8,0 |
3,3 |
0,40 |
0,25 | ||
|
10,0×13,0x32 |
10,0 |
10,0 |
3,3 |
0,40 |
0,25 | |||||
6 Зависимость между диаметром вала и размерами шпонки
В таблице 3 даны две серии взаимосвязи между диаметром вала и размером шпонки: серия 1 — для передачи крутящего момента, серия 2 — для фиксации детали (в случае неподвижной посадки, когда передача момента осуществляется за счет трения).
Таблица 3 — Зависимость диаметра вала от размера шпонки
|
Диаметр вала d, мм |
Размер шпонки, мм, нормальной формы ixAjxD или эквивалентной низкой формы | |||
|
Серия 1 |
Серия 2 | |||
|
Свыше |
До |
Свыше |
До | |
|
3 |
4 |
3 |
4 |
1,0×1,4×4 |
|
4 |
5 |
4 |
6 |
1,5×2,6×7 |
|
5 |
6 |
6 |
8 |
2,0×2,6×7 |
|
6 |
7 |
8 |
10 |
2,0×3,7×10 |
|
7 |
8 |
10 |
12 |
2,5×3,7×10 |
|
8 |
10 |
12 |
15 |
3,0×5,0x13 |
|
10 |
12 |
15 |
18 |
3,0×6,5×16 |
|
12 |
14 |
18 |
20 |
4,0×6,5×16 |
|
14 |
16 |
20 |
22 |
4,0×7,5×19 |
|
16 |
18 |
22 |
25 |
5,0×6,5×16 |
|
18 |
20 |
25 |
28 |
5,0×7,5×19 |
Окончание таблицы 3
|
Диаметр вала, d, мм |
Размер шпонки, мм, нормальной формы bxh^D или эквивалентной низкой формы | |||
|
Серия 1 |
Серия 2 | |||
|
Свыше |
До |
Свыше |
До | |
|
20 |
22 |
28 |
32 |
5,0×9,0x22 |
|
22 |
25 |
32 |
36 |
6,0×9,0x22 |
|
25 |
28 |
36 |
40 |
6,0×10,0x25 |
|
28 |
32 |
40 |
— |
8,0×11,0x28 |
|
32 |
38 |
— |
— |
10,0×13,0x32 |
7 Обозначение
В обозначении шпонки должны указываться ее ширина и высота и обозначение стандарта. Примеры
Обозначение шпонки нормальной формы и сечением bxhx = 5×6,5 мм:
Шпонка 5×6,5 ГОСТ 24071—97
Обозначение низкой шпонки с сечением 6х/*2 = 5×5,2:
Шпонка 5×5,2 ГОСТ 24071-97
ПРИЛОЖЕНИЕ А (обязательное)
Дополнительные требования, отражающие потребности экономики страны
А1 Стандарт не распространяется на соединения, спроектированные до введения в действие настоящего стандарта, а также на шпоночные соединения, собираемые подгонкой или подбором шпонок.
А.2 Материал шпонок — чистотянутая сталь для сегментных шпонок по ГОСТ 8786—68 или по разделу 4.
АЗ Допускается в технически обоснованных случаях (пустотелые и ступенчатые валы, передача пониженных крутящих моментов и т.п.) применять меньшие, чем указано в таблице 2, размеры сечений шпонок на валах больших диаметров, за исключением выходных концов валов.
А4 Допускается для неответственных соединений сопряжение дна паза с боковыми стенками выполнять с фаской под углом 45е, равной радиусу К
А5 Допускается свободное соединение шпонки с валом и втулкой. Предельные отклонения при свободном соединении ширины паза Ъ должны соответствовать полям допусков для вала — Н9, для втулки — D10.
А6 Допускаются для ширины паза Ъ вала и втулки любые сочетания полей допусков, указанные в таблице 2.
А7 Для термообработанных деталей допускаются предельные отклонения размера ширины паза вала, соответствующие полю допуска Н11, размера ширины паза втулки — D10.
А8 Контроль размеров шпоночных пазов и их расположения относительно соответствующих цилиндрических поверхностей — по ГОСТ 24109 — ГОСТ 24111; ГОСТ 24115 — ГОСТ 24117; ГОСТ 24119; ГОСТ 24120.
А9 Серия 2 (таблица 3) может применяться также для неответственных соединений (при передаче малых крутящих моментов с небольшой частотой вращения, не влияющих на долговечность деталей; при кратковременной работе соединения и т.д.).
А10 Допускается в зависимости от принятой базы обработки и измерения указывать вместо tx на рабочем чертеже номинальный размер для вала d—t± с предельным отклонением для tx по таблице 2 и для втулки вместо *2 размер d—t2 с предельным отклонением для t2 по таблице 2.
АН Масса шпонок указана в приложении Б.
А12 Для изделий, с проектированных до 01.01.80, допускаются предельные отклонения размеров шпоночных соединений, приведенные в приложении В.
А13 Параметры шероховатости поверхности элементов шпоночных соединений приведены в приложении Г.
ПРИЛОЖЕНИЕ Б (справочное)
Теоретическая масса 1000 шпонок нормальной формы
Таблица Б.1
|
Размер шпонки |
Масса 1000 шпонок, кг |
Размер шпонки |
Масса 1000 шпонок, кг |
|
1,0×1,4×4 |
0,031 |
4,0×7,5×19 |
3,240 |
|
1,5×2,6×7 |
0,152 |
5,0×6,5×16 |
2,680 |
|
2,0×2,6×7 |
0,204 |
5,0×7,5×19 |
4,040 |
|
2,0×3,7×10 |
0,414 |
5,0×9,0x22 |
5,660 |
|
2,5×3,7×10 |
0,510 |
6,0×9,0x22 |
6,780 |
|
3,0×5,0x13 |
1,050 |
6,0×10,0x25 |
8,480 |
|
3,0×6,5×16 |
1,600 |
8,0×11,0x28 |
13,800 |
|
4,0×6,5×16 |
2,120 |
10.0×13.0x32 |
24.100 |
ПРИЛОЖЕНИЕ В (справочное)
Предельные отклонения размеров шпоночных соединений изделий, спроектированных до 01.01.80
В.1 Допуски на размеры шпонок и пазов:
для высоты шпонки А, — В4 ОСТ 1024;
для глубины паза вала tx и втулки t2 — As — ОСТ 1015;
для диаметра сегментной шпонки D— Bs ОСТ 1025;
для диаметра паза вала под сегментную шпонку с отклонением в плюс от номинала — не более 8 % от диаметра шпонки.
В.2 Предельные отклонения размеров шпонок, пазов на валах и во втулках по ширине Ь должны соответствовать указанным в таблицах В.1 и В.2.
Таблица В.1
|
Вид соединения |
Предельное отклонение размеров |
Назначение посадок | ||
|
ШПОНКИ |
паза вала |
паза втулки | ||
|
Неподвижное напряженное по валу, скользящее во втулке |
Вз |
пш |
Аз |
Для индивидуального и серийного производства (общее машиностроение) |
|
Неподвижное напряженное по валу, ходовое во втулке |
ПШ\ |
Для массового производства (автостроение и т.п.) | ||
|
Неподвижное плотное по валу, ходовое во втулке |
Аз |
Аз |
Для направляющих шпонок | |
Таблица В.2
|
Номинальная ширина шпонки и паза, мм |
Предельное отклонение размеров пазов вала и втулки, |
мкм | ||
|
ПШ |
ПШ, | |||
|
верхнее |
нижнее |
верхнее |
нижнее | |
|
От 1 до 3 |
-10 |
-50 |
+55 |
+10 |
|
Св. 3 ” 6 |
-10 |
-55 |
+65 |
+ 15 |
|
” 6 ” 10 |
-15 |
-65 |
+75 |
+20 |
|
” 10” 18 |
-20 |
-75 |
+85 |
+25 |
|
” 18″ 30 |
-25 |
-90 |
+100 |
+30 |
|
* 30” 50 |
-32 |
-105 |
+120 |
+35 |
|
” 50” 80 |
-40 |
-125 |
+140 |
+40 |
|
” 80 ” 120 |
-50 |
-150 |
+160 |
+45 |
ПРИЛОЖЕНИЕ Г (справочное)
Зависимость параметров шероховатости поверхности от допуска размера
Таблица Г.1
|
Допуск размера по квалитетам |
Да, мкм, не более для номинальных размеров, мм | |||
|
До 18 |
Св. 18 до 50 |
Св. 50 до 120 |
Св. 120 до 500 | |
|
IT9 |
3,2 |
3,2 |
6,3 |
6,3 |
|
то |
3,2 |
6,3 |
6,3 |
6,3 |
|
mi |
6,3 |
6,3 |
12,5 |
12,5 |
|
m2, тз |
12,5 |
12,5 |
25 |
25 |
|
ГТ14, тз |
12,5 |
25 |
50 |
50 |
Примечания
1 Параметр шероховатости поверхностей с неуказанными предельными отклонениями — Ra 20 мкм.
2 Параметр шероховатости дна шпоночного паза рекомендуется принимать равным Ra 6,3 мкм.
ИНФОРМАЦИОННЫЕ ДАННЫЕ ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 8786—68 |
А Л |
ГОСТ 24117-80 | |
|
ГОСТ 24109—80 |
ГОСТ 24119-80 |
А.8 | |
|
ГОСТ 24110—80 |
ГОСТ 24120-80 | ||
|
ГОСТ 24111-80 |
А.8 |
ОСТ 1015 | |
|
ГОСТ 24115-80 |
ОСТ 1024 |
В.1 | |
|
ГОСТ 24116—80 |
ОСТ 1025 |
УДК 621.886.001.24:621.753.1/.2:006.354 МКС 21.120.30 Г14 ОКСТУ 0071
Ключевые слова: соединения шпоночные, сегментные шпонки, сечения шпонок и пазов, допуски и посадки
Редактор Р.Г. Говердовская Технический редактор О. Н. Власова Корректор В. С. Черная Компьютерная верстка Л А. Круговой
Изд. лиц. № 021007 от 10.08.95. Сдано в набор 29.12.99. Подписано в печать 21.02.2000. Уел. печ. л. 0,93.
Уч.-иэд. л. 0,83. Тираж 539 экз. С 4513. Зак. 161.
ИПК Издательство стандартов, 107076, Москва, Колодезный пер., 14.
Набрано в Издательстве на ПЭВМ
Филиал ИПК Издательство стандартов — тип. “Московский печатник”, 103062, Москва, Лялин пер., 6,
Плр № 080102
allgosts.ru
Сегментные шпонки: ГОСТ, виды, назначение
Для фиксации деталей могут применяться самые различные технологи, довольно большое распространение получили сегментные шпонки. Они обладают довольно большим количеством технологических преимуществ в сравнении с обычным призматическими вариантами исполнения. Рассмотрим то, как проводится соединение сегментными шпонками, и какими они обладают особенностями.

В большинстве случаев рассматриваемая технология применяется для фиксации шестерен и звездочек на валу. Пазы на подобных изделиях получаются при обработке дисковыми фрезами с большим показателем производительности и точности. Специальное приспособление для нарезки сегментных шпонок существенно упрощает поставленную задачу, а также снижает себестоимость проводимых работ.
Сегодня шпонку сегментного типа применяют по довольно большому количеству причин. Примером можно назвать нижеприведенную информацию:
- Устойчивость крепления детали на валу обеспечивается за счет большой глубины врезания. Подобный показатель может варьироваться в зависимости от самых различных моментов, к примеру, оказываемой нагрузки. Кроме этого, важно учитывать диаметральный размер заготовки.
- При изготовлении согласно ГОСТ 8795-68 применяются материалы, которые характеризуются высокой устойчивостью к срезанию. Поэтому можно быть уверенным в длительной и надежной эксплуатации создаваемого механизма.
Не стоит забывать о том, что соединение сегментной шпонкой становится причиной существенного ослабления валов, особенно если проводится крепление полого варианта исполнения. Подобный метод крепления используется в случае установки массивных валов, когда размеры могут быть существенно увеличены.
Распространение подобного соединения определило появление таблиц в технической документации, где указываются основные параметры. Примером являются следующие показатели:
- Крутящий момент и диаметр вала. Рассматриваемое изделие устанавливается для передачи крутящего момента от источника к исполнительному органу. При этом подобный показатель может варьироваться в большом диапазоне. Диаметральный размер вала также определяет то, какого размера изделия могут применяться.
- Основные размеры, а также значение фасок. При изготовлении сегментной шпонки создаются фаски, за счет которых упрощается процесс установки. Размеры могут варьироваться в большом диапазоне, зависят от передаваемого усилия и габаритов изделия.
- Глубина пала и радиус закругления. Форма сегментной шпонки закругляется для того, чтобы снизить вероятность срезания материала. Этот момент существенно усложняет поставленную задачу.
Фреза для пазов сегментных шпонок по ГОСТ 6648-79 позволяет получать требуемые пазы в один или несколько проходов в зависимости от глубины врезания.
Если рассматривать обозначение сегментной шпонки следует уделить внимание тому, что в большинстве случаев указывается длина и высота, а также ГОСТ. При расчетах может применяться ГОСТ 24071-97 или другой стандарт, все зависит от особенностей конкретного механизма.
Сегментные шпонки и шпоночные пазы также классифицируются по определенным признакам. Первая группа предназначена для передачи крутящего момента, вторая непосредственной фиксации детали на валу. К особенностям первой группы можно отнести следующее:
- Оказывается высокая нагрузка на поверхностный слой. Этот момент определяет то, что приходится проводить улучшение материала путем проведения термической обработки.
- Паз должен идеально подходить по размерам к фиксирующему элементу. Даже незначительный зазор может стать причиной повышенного износа. Изделие должно заходить в натяг, так как в противном случае устройство не прослужит в течение длительного периода.
- Велика вероятность срезания поверхностного слоя, поэтому при изготовлении применяются материалы, характеризующиеся высокой устойчивостью к подобному воздействию.
Для нарезания требующихся пазов, как правило, применяется фрезеровальное оборудование. Точность показателей может варьироваться в большом диапазоне, все зависит от конкретного случая.
Используемый материал выбирается с учетом того, что показатель сопротивления на разрыв должен быть не менее 590 Н/мм2. При этом может проводится дополнительная механическая и термическая обработка для достижения более высоких показателей.
Скачать ГОСТ 24071-97
К рассматриваемому изделию предъявляется довольно большое количество требований. Среди основных отметим следующее:
- Стандарты не могут применяться для соединений, которые получаются при подгонке или подборе наиболее подходящего изделия. Зачастую выполняется проектирование, тогда учитываются все стандарты.
- В большинстве случаев при изготовлении применяется сталь. Материал выбирается в соответствии с ГОСТ 8786-68. Для повышения прочности и изменения основных свойств проводится термическая или химическая обработка поверхности. За счет этого существенно повышается твердость и износостойкость поверхности.
- Допускается возможность применения вариантов исполнения меньших размеров в случае установки крупных валов. Исключение можно назвать вариант, когда проводится установка элемента на выходном конце вала, так как подобная становится причиной чрезмерной нагрузки.
- При создании неответственных деталей допускается создавать фаски под углом 45 градусов. При проектировании более ответственных изделий фаски могут иметь другой угол.
- В некоторых случаях допускается свободное соединение вала и втулки. При этом придельное отклонение составляет Н9.
- При производстве уделяется внимание контролю основных размеров. Для этого могут использоваться самые различные контрольные измерительные приборы.
- Вторая серия может применяться для создания неответственных соединений. Примером можно назвать случай передачи небольшой частоты вращения, а также при кратковременной работе устройства.
- В технической документации также указывается то, какой массой обладает изделие. Этот показатель учитывается при изготовлении ответственных деталей.
- Уделяется внимание и параметру шероховатости. Он также указывается в приложении, так как высокая степень шероховатости обеспечивает более надежное соединение.

В целом можно сказать, что сегментные шпонки могут использоваться для соединения самых различных элементов. При этом важно учитывать все технические моменты, так как неправильный выбор может стать причиной снижения прочности и надежности механизма. Размеры и другие технические параметры выбираются на момент проектирования изделия.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
цена, доставка, производство, в наличии
ГОСТ 24071-97. Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы
ГОСТ 24071-97
(ИСО 3912-77)
Группа Г14
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Основные нормы взаимозаменяемости
СЕГМЕНТНЫЕ ШПОНКИ И ШПОНОЧНЫЕ ПАЗЫ
Basic norms of interchangeability.
Woodruff keys and keyways
МКС 21.120.30
ОКСТУ 0071
Дата введения 2000-07-01
Предисловие
1 РАЗРАБОТАН Техническим комитетом ТК 258 “Зубчатые передачи и конструктивные элементы деталей машин”
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 12-97 от 21 ноября 1997 г.)
За принятие проголосовали:
Наименование государства
Наименование национального органа по стандартизации
Республика Таджикистан
Таджикгосстандарт
Республика Армения
Армгосстандарт
Республика Беларусь
Госстандарт Беларуси
Республика Казахстан
Госстандарт Республики Казахстан
Киргизская Республика
Киргизстандарт
Республика Молдова
Молдовастандарт
Российская Федерация
Госстандарт России
Республика Узбекистан
Узгосстандарт
Украина
Госстандарт Украины
3 Настоящий стандарт представляет собой полный аутентичный текст ИСО 3912-77 “Сегментные шпонки и шпоночные пазы” и содержит дополнительные требования, отражающие потребности экономики страны
4 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 17 ноября 1999 г. N 409-ст межгосударственный стандарт ГОСТ 24071-97 (ИСО 3912-77) введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 2000 г.
5 ВЗАМЕН ГОСТ 24071-80
ИНФОРМАЦИОННЫЕ ДАННЫЕ
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Номер пункта
ГОСТ 8786-68
А.1
ГОСТ 24109-80
А.8
ГОСТ 24110-80
ГОСТ 24111-80
ГОСТ 24115-80
ГОСТ 24116-80
ГОСТ 24117-80
ГОСТ 24119-80
ГОСТ 24120-80
ОСТ 1015
B.1
ОСТ 1024
ОСТ 1025
ВНЕСЕНА поправка, опубликованная в ИУС N 4, 2010 год
Поправка внесена изготовителем базы данных
1 Назначение
Настоящий стандарт устанавливает размеры и предельные отклонения размеров сегментных шпонок и соответствующих им шпоночных пазов на валу и во втулке, а также устанавливает зависимость между диаметром вала и сечением шпонки, возникающую при передаче крутящего момента и фиксации положения.
Дополнительные требования, отражающие потребности народного хозяйства, приведены в приложениях А, Б, В и Г.
Требования настоящего стандарта и приложения А являются обязательными.
2 Область применения
Настоящий стандарт предназначен для цилиндрических валов и цилиндрических концов валов общего назначения.
3 Размеры и допуски шпонок
Размеры и предельные отклонения размеров шпонок указаны на рисунке 1 и в таблице 1.
Рисунок 1
ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы
_______________
* Применяется по согласованию заинтересованных сторон.
** ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы (значение можно округлить до 0,1 мм).
Рисунок 1
Таблица 1
мм
ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы
_______________
* Другой допуск может быть принят по согласованию заинтересованных сторон.
4 Материал
Материал – сталь с временным сопротивлением разрыву не ниже 590 Н/ммГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы после окончательной обработки (если не будет другой договоренности между заинтересованными сторонами).
5 Форма, размеры и допуски шпоночных пазов
Размеры и допуски шпоночных пазов указаны на рисунке 2 и в таблице 2.
Рисунок 2
ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы
Рисунок 2
Таблица 2
мм
Ширина ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы
Глубина
Ном.
Предельные отклонения
Вал ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы
Ступица ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы
Радиус ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы
Размеры шпонки нормальной или низкой формы ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы
Нормальное соединение
Плотное соединение
Вал N9
Втулка Js9
Вал и втулка Р9
Ном.
Пред. откл.
Ном.
Пред. откл.
не более
не
менее
1,0х1,4х4
1,0
-0,004;
-0,029
±0,012
-0,006;
-0,031
1,0
+0,1
0,6
+0,1
0,16
0,08
1,5х2,6х7
1,5
6 Зависимость между диаметром вала и размерами шпонки
В таблице 3 даны две серии взаимосвязи между диаметром вала и размером шпонки: серия 1 – для передачи крутящего момента, серия 2 – для фиксации детали (в случае неподвижной посадки, когда передача момента осуществляется за счет трения).
Таблица 3 – Зависимость диаметра вала от размера шпонки
Диаметр вала ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы, мм
Размер шпонки, мм, нормальной формы ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы или эквивалентной низкой формы
Серия 1
Серия 2
Свыше
До
Свыше
–
10,0х13,0х32
7 Обозначение
В обозначении шпонки должны указываться ее ширина и высота и обозначение стандарта.
Примеры
Обозначение шпонки нормальной формы и сечением ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы=5х6,5 мм:
Шпонка 5х6,5 ГОСТ 24071-97
Обозначение низкой шпонки с сечением ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы=5х5,2:
Шпонка 5х5,2 ГОСТ 24071-97
ПРИЛОЖЕНИЕ А (обязательное). Дополнительные требования, отражающие потребности экономики страны
ПРИЛОЖЕНИЕ А
(обязательное)
A.1 Стандарт не распространяется на соединения, спроектированные до введения в действие настоящего стандарта, а также на шпоночные соединения, собираемые подгонкой или подбором шпонок.
А.2 Материал шпонок – чистотянутая сталь для сегментных шпонок по ГОСТ 8786-68 или по разделу 4.
А.3 Допускается в технически обоснованных случаях (пустотелые и ступенчатые валы, передача пониженных крутящих моментов и т.п.) применять меньшие, чем указано в таблице 2, размеры сечений шпонок на валах больших диаметров, за исключением выходных концов валов.
А.4 Допускается для неответственных соединений сопряжение дна паза с боковыми стенками выполнять с фаской под углом 45°, равной радиусу ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы.
А.5 Допускается свободное соединение шпонки с валом и втулкой. Предельные отклонения при свободном соединении ширины паза ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы должны соответствовать полям допусков для вала – Н9, для втулки – D10.
А.6 Допускаются для ширины паза ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы вала и втулки любые сочетания полей допусков, указанные в таблице 2.
А.7 Для термообработанных деталей допускаются предельные отклонения размера ширины паза вала, соответствующие полю допуска h21, размера ширины паза втулки – D10.
А.8 Контроль размеров шпоночных пазов и их расположения относительно соответствующих цилиндрических поверхностей – по ГОСТ 24109 – ГОСТ 24111; ГОСТ 24115 – ГОСТ 24117; ГОСТ 24119; ГОСТ 24120.
А.9 Серия 2 (таблица 3) может применяться также для неответственных соединений (при передаче малых крутящих моментов с небольшой частотой вращения, не влияющих на долговечность деталей; при кратковременной работе соединения и т.д.).
А.10 Допускается в зависимости от принятой базы обработки и измерения указывать вместо ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы на рабочем чертеже номинальный размер для вала ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы с предельным отклонением для ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы по таблице 2 и для втулки вместо ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы размер ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы с предельным отклонением для ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы по таблице 2.
А.11 Масса шпонок указана в приложении Б.
А.12 Для изделий, спроектированных до 01.01.80, допускаются предельные отклонения размеров шпоночных соединений, приведенные в приложении В.
А.13 Параметры шероховатости поверхности элементов шпоночных соединений приведены в приложении Г.
ПРИЛОЖЕНИЕ Б (справочное). Теоретическая масса 1000 шпонок нормальной формы
ПРИЛОЖЕНИЕ Б
(справочное)
Таблица Б.1
Размер шпонки
Масса 1000 шпонок, кг
ПРИЛОЖЕНИЕ В (справочное). Предельные отклонения размеров шпоночных соединений изделий, спроектированных до 01.01.80
ПРИЛОЖЕНИЕ В
(справочное)
В.1 Допуски на размеры шпонок и пазов:
для высоты шпонки ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы – ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы ОСТ 1024;
для глубины паза вала ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы и втулки ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы – ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы – ОСТ 1015;
для диаметра сегментной шпонки ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы – ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы ОСТ 1025;
для диаметра паза вала под сегментную шпонку с отклонением в плюс от номинала – не более 8% от диаметра шпонки.
В.2 Предельные отклонения размеров шпонок, пазов на валах и во втулках по ширине ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы должны соответствовать указанным в таблицах B.1 и В.2.
Таблица B.1
Вид соединения
Предельное отклонение размеров
Назначение посадок
шпонки
паза вала
паза втулки
Неподвижное напряженное по валу, скользящее во втулке
ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы
Для направляющих шпонок
Таблица В.2
Предельное отклонение размеров пазов вала и втулки, мкм
Номинальная ширина шпонки и паза, мм
ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы
верхнее
нижнее
верхнее
нижнее
до 3
ПРИЛОЖЕНИЕ Г (справочное). Зависимость параметров шероховатости поверхности от допуска размера
ПРИЛОЖЕНИЕ Г
(справочное)
Таблица Г.1
Допуск размера по квалитетам
ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы, мкм, не более для номинальных размеров, мм
До 18
Св. 18 до 50
Св. 50 до 120
Св. 120 до 500
IT9
Примечания
1 Параметр шероховатости поверхностей с неуказанными предельными отклонениями – ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы 20 мкм.
2 Параметр шероховатости дна шпоночного паза рекомендуется принимать равным ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы 6,3 мкм.
Текст документа сверен по:
официальное издание
М.: ИПК Издательство стандартов, 2000
interkrep.com
ГОСТ 24071-97 – Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы.
ГОСТ 24071-97
(ИСО 3912-77)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Основные нормы взаимозаменяемости
СЕГМЕНТНЫЕ ШПОНКИ
И ШПОНОЧНЫЕ ПАЗЫ
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ
ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Техническим комитетом ТК 258 «Зубчатые передачи и конструктивные элементы деталей машин»
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 12-97 от 21 ноября 1997 г.)
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Республика Таджикистан |
Таджикгосстандарт |
|
Республика Армения |
Армгосстандарт |
|
Республика Беларусь |
Госстандарт Беларуси |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Киргизская Республика |
Киргизстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Узбекистан |
Узгосстандарт |
|
Украина |
Госстандарт Украины |
3 Настоящий стандарт представляет собой полный аутентичный текст ИСО 3912-77 «Сегментные шпонки и шпоночные пазы» и содержит дополнительные требования, отражающие потребности экономики страны
4 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 17 ноября 1999 г. № 409-ст межгосударственный стандарт ГОСТ 24071-97 (ИСО 3912-77) введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 2000 г.
5 ВЗАМЕН ГОСТ 24071-80
СОДЕРЖАНИЕ
ГОСТ 24071-97
(ИСО 3912-77)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Основные нормы взаимозаменяемости
СЕГМЕНТНЫЕ ШПОНКИ И ШПОНОЧНЫЕ ПАЗЫ
Basic norms of
interchangeability.
Woodruff keys and keyways
Дата введения 2000-07-01
Настоящий стандарт устанавливает размеры и предельные отклонения размеров сегментных шпонок и соответствующих им шпоночных пазов на валу и во втулке, а также устанавливает зависимость между диаметром вала и сечением шпонки, возникающую при передаче крутящего момента и фиксации положения.
Дополнительные требования, отражающие потребности народного хозяйства, приведены в приложениях А, Б, В и Г.
Требования настоящего стандарта и приложения А являются обязательными.
Настоящий стандарт предназначен для цилиндрических валов и цилиндрических концов валов общего назначения.
Размеры и предельные отклонения размеров шпонок указаны на рисунке 1 и в таблице 1.

* Применяется по согласованию заинтересованных сторон.
** h2 = 0,8h1 (значение можно округлить до 0,1 мм).
Рисунок 1
Таблица 1
мм
|
b |
h1 |
D |
s |
|
||||
|
Ном. |
Пред. откл. h9* |
Ном. |
Пред. откл. h21 |
Ном. |
Пред. откл. h22 |
не менее |
не более |
|
|
1,0 |
-0,025 |
1,4 |
-0,060 |
4 |
-0,120 |
0,16 |
0,25 |
|
|
1,5 |
2,6 |
7 |
-0,150 |
|
||||
|
2,0 |
2,6 |
7 |
|
|||||
|
2,0 |
3,7 |
-0,075 |
10 |
|
||||
|
2,5 |
3,7 |
10 |
|
|||||
|
3,0 |
5,0 |
13 |
-0,180 |
|
||||
|
3,0 |
6,5 |
-0,090 |
16 |
|
||||
|
4,0 |
-0,030 |
6,5 |
16 |
0,25 |
0,40 |
|
||
|
4,0 |
7,5 |
19 |
-0,210 |
|
||||
|
5,0 |
6,5 |
16 |
-0,180 |
|
||||
|
5,0 |
7,5 |
19 |
-0,210 |
|
||||
|
5,0 |
9,0 |
22 |
|
|||||
|
6,0 |
9,0 |
22 |
|
|||||
|
6,0 |
10,0 |
25 |
|
|||||
|
8,0 |
-0,036 |
11,0 |
-0,110 |
28 |
0,40 |
0,60 |
|
|
|
10,0 |
13,0 |
32 |
-0,250 |
|
||||
|
* Другой допуск может быть принят по согласованию заинтересованных сторон. |
||||||||
Материал – сталь с временным сопротивлением разрыву не ниже 590 Н/мм2 после окончательной обработки (если не будет другой договоренности между заинтересованными сторонами).
Размеры и допуски шпоночных пазов указаны на рисунке 2 и в таблице 2.

Рисунок 2
Таблица 2
мм
|
Размеры шпонки нормальной или низкой формы b ´ h1 ´ D |
Ширина b |
Глубина |
Радиус R |
|||||||
|
Ном. |
Предельные отклонения |
Вал t1 |
Ступица t2 |
|||||||
|
Нормальное соединение |
Плотное соединение |
|||||||||
|
Вал N9 |
Втулка Js9 |
Вал и втулка Р9 |
Ном. |
Пред. откл. |
Ном. |
Пред. откл. |
не более |
не менее |
||
|
1,0´1,4 ´ 4 |
1,0 |
-0,004; -0,029 |
±0,012 |
-0,006; -0,031 |
1,0 |
+0,1 |
0,6 |
+0,1 |
0,16 |
0,08 |
|
1,5 ´ 2,6 ´ 7 |
1,5 |
2,0 |
0,8 |
0,16 |
0,08 |
|||||
|
2,0 ´ 2,6 ´ 7 |
2,0 |
1,8 |
1,0 |
0,16 |
0,08 |
|||||
|
2,0 ´ 3,7 ´ 10 |
2,0 |
2,9 |
1,0 |
0,16 |
0,08 |
|||||
|
2,5 ´ 3,7 ´ 10 |
2,5 |
2,7 |
1,2 |
0,16 |
0,08 |
|||||
|
3,0 ´ 5,0 ´ 13 |
3,0 |
3,8 |
+0,2 |
1.4 |
0,16 |
0,08 |
||||
|
3,0 ´ 6,5 ´ 16 |
3,0 |
5,3 |
1,4 |
0,16 |
0,08 |
|||||
|
4,0 ´ 6,5 ´ 16 |
4,0 |
-0,030 |
±0,015 |
-0,012; -0,042 |
5,0 |
1,8 |
0,25 |
0,16 |
||
|
4,0 ´ 7,5 ´ 19 |
4,0 |
6,0 |
1,8 |
0,25 |
0.16 |
|||||
|
5,0 ´ 6,5 ´ 16 |
5,0 |
4,5 |
2,3 |
0,25 |
0,16 |
|||||
|
5,0 ´ 7,5 ´ 19 |
5,0 |
5,5 |
2,3 |
0,25 |
0,16 |
|||||
|
5,0 ´ 9,0 ´ 22 |
5,0 |
7,0 |
+0,3 |
2,3 |
0,25 |
0,16 |
||||
|
6,0 ´ 9,0 ´ 22 |
6,0 |
6,5 |
2,8 |
0,25 |
0,16 |
|||||
|
6,0 ´ 10,0 ´ 25 |
6,0 |
7,5 |
2,8 |
+0,2 |
0,25 |
0,16 |
||||
|
8,0 ´ 11,0 ´ 28 |
8,0 |
-0,036 |
±0,018 |
-0,015; -0,051 |
8,0 |
3,3 |
0,40 |
0,25 |
||
|
10,0 ´ 13,0 ´ 32 |
10,0 |
10,0 |
3,3 |
0,40 |
0,25 |
|||||
(Поправка. ИУС 4-2010 г.)
В таблице 3 даны две серии взаимосвязи между диаметром вала и размером шпонки: серия 1 – для передачи крутящего момента, серия 2 – для фиксации детали (в случае неподвижной посадки, когда передача момента осуществляется за счет трения).
Таблица 3 – Зависимость диаметра вала от размера шпонки
|
Диаметр вала d, мм |
Размер шпонки, мм, нормальной формы b ´ h1 ´ D или эквивалентной низкой формы |
|||
|
Серия 1 |
Серия 2 |
|||
|
Свыше |
До |
Свыше |
До |
|
|
3 |
4 |
3 |
4 |
1,0 ´ 1,4 ´ 4 |
|
4 |
5 |
4 |
6 |
1,5 ´ 2,6 ´ 7 |
|
5 |
6 |
6 |
8 |
2,0 ´ 2,6 ´ 7 |
|
6 |
7 |
8 |
10 |
2,0 ´ 3,7 ´ 10 |
|
7 |
8 |
10 |
12 |
2,5 ´ 3,7 ´ 10 |
|
8 |
10 |
12 |
15 |
3,0 ´ 5,0 ´ 13 |
|
10 |
12 |
15 |
18 |
3,0 ´ 6,5 ´ 16 |
|
12 |
14 |
18 |
20 |
4,0 ´ 6,5 ´ 16 |
|
14 |
16 |
20 |
22 |
4,0 ´ 7,5 ´ 19 |
|
16 |
18 |
22 |
25 |
5,0 ´ 6,5 ´ 16 |
|
18 |
20 |
25 |
28 |
5,0 ´ 7,5 ´ 19 |
|
20 |
22 |
28 |
32 |
5,0 ´ 9,0 ´ 22 |
|
22 |
25 |
32 |
36 |
6,0 ´ 9,0 ´ 22 |
|
25 |
28 |
36 |
40 |
6,0 ´ 10,0 ´ 25 |
|
28 |
32 |
40 |
– |
8,0 ´ 11,0 ´ 28 |
|
32 |
38 |
– |
– |
10,0 ´ 13,0 ´ 32 |
В обозначении шпонки должны указываться ее ширина и высота и обозначение стандарта.
Примеры
Обозначение шпонки нормальной формы и сечением b ´ h1 = 5 ´ 6,5 мм:
Шпонка 5 ´ 6,5 ГОСТ 24071-97
Обозначение низкой шпонки с сечением b ´ h2 = 5 ´ 5,2:
Шпонка 5 ´ 5,2 ГОСТ 24071-97
(обязательное)
А.1 Стандарт не распространяется на соединения, спроектированные до введения в действие настоящего стандарта, а также на шпоночные соединения, собираемые подгонкой или подбором шпонок.
А.2 Материал шпонок – чистотянутая сталь для сегментных шпонок по ГОСТ 8786-68 или по разделу 4.
A.3 Допускается в технически обоснованных случаях (пустотелые и ступенчатые валы, передача пониженных крутящих моментов и т.п.) применять меньшие, чем указано в таблице 2, размеры сечений шпонок на валах больших диаметров, за исключением выходных концов валов.
А.4 Допускается для неответственных соединений сопряжение дна паза с боковыми стенками выполнять с фаской под углом 45°, равной радиусу R.
А.5 Допускается свободное соединение шпонки с валом и втулкой. Предельные отклонения при свободном соединении ширины паза b должны соответствовать полям допусков для вала – Н9, для втулки – D10.
А.6 Допускаются для ширины паза b вала и втулки любые сочетания полей допусков, указанные в таблице 2.
А.7 Для термообработанных деталей допускаются предельные отклонения размера ширины паза вала, соответствующие полю допуска Н11, размера ширины паза втулки – D10.
А.8 Контроль размеров шпоночных пазов и их расположения относительно соответствующих цилиндрических поверхностей – по ГОСТ 24109 – ГОСТ 24111; ГОСТ 24115 – ГОСТ 24117; ГОСТ 24119; ГОСТ 24120.
А.9 Серия 2 (таблица 3) может применяться также для неответственных соединений (при передаче малых крутящих моментов с небольшой частотой вращения, не влияющих на долговечность деталей; при кратковременной работе соединения и т.д.).
А.10 Допускается в зависимости от принятой базы обработки и измерения указывать вместо t1 на рабочем чертеже номинальный размер для вала d – t1 с предельным отклонением для t1 по таблице 2 и для втулки вместо t2 размер d – t2 с предельным отклонением для t2 по таблице 2.
А.11 Масса шпонок указана в приложении Б.
А.12 Для изделий, спроектированных до 01.01.80, допускаются предельные отклонения размеров шпоночных соединений, приведенные в приложении В.
А.13 Параметры шероховатости поверхности элементов шпоночных соединений приведены в приложении Г.
(справочное)
Таблица Б.1
|
Размер шпонки |
Масса 1000 шпонок, кг |
Размер шпонки |
Масса 1000 шпонок, кг |
|
1,0´ 1,4 ´ 4 |
0,031 |
4,0 ´ 7,5 ´ 19 |
3,240 |
|
1,5 ´ 2,6 ´ 7 |
0,152 |
5,0 ´ 6,5 ´ 16 |
2,680 |
|
2,0 ´ 2,6 ´ 7 |
0,204 |
5,0 ´ 7,5 ´ 19 |
4,040 |
|
2,0 ´ 3,7 ´ 10 |
0,414 |
5,0 ´ 9,0 ´ 22 |
5,660 |
|
2,5 ´ 3,7 ´ 10 |
0,510 |
6,0 ´ 9,0 ´ 22 |
6,780 |
|
3,0 ´ 5,0 ´ 13 |
1,050 |
6,0 ´ 10,0 ´ 25 |
8,480 |
|
3,0 ´ 6,5 ´ 16 |
1,600 |
8,0 ´ 11,0 ´ 28 |
13,800 |
|
4,0 ´ 6,5 ´ 16 |
2,120 |
10,0 ´ 13,0 ´ 32 |
24,100 |
(справочное)
B.1 Допуски на размеры шпонок и пазов:
для высоты шпонки h1 – B4 ОСТ 1024;
для глубины паза вала t1 и втулки t2 – A5 – ОСТ 1015;
для диаметра сегментной шпонки D – В5 ОСТ 1025;
для диаметра паза вала под сегментную шпонку с отклонением в плюс от номинала – не более 8 % от диаметра шпонки.
B.2 Предельные отклонения размеров шпонок, пазов на валах и во втулках по ширине b должны соответствовать указанным в таблицах В.1 и В.2.
Таблица В.1
|
Вид соединения |
Предельное отклонение размеров |
Назначение посадок |
||
|
шпонки |
паза вала |
паза втулки |
||
|
Неподвижное напряженное по валу, скользящее во втулке |
В3 |
ПШ |
А3 |
Для индивидуального и серийного производства (общее машиностроение) |
|
Неподвижное напряженное по валу, ходовое во втулке |
ПШ1 |
Для массового производства (автостроение и т.п.) |
||
|
Неподвижное плотное по валу, ходовое во втулке |
Х3 |
А3 |
Для направляющих шпонок |
|
Таблица В.2
|
Номинальная ширина шпонки и паза, мм |
Предельное отклонение размеров пазов вала и втулки, мкм |
|||
|
ПШ |
ПШ1 |
|||
|
верхнее |
нижнее |
верхнее |
нижнее |
|
|
От 1 до 3 |
-10 |
-50 |
+55 |
+10 |
|
Св. 3 ” 6 |
-10 |
-55 |
+65 |
+15 |
|
” 6 ” 10 |
-15 |
-65 |
+75 |
+20 |
|
” 10 ” 18 |
-20 |
-75 |
+85 |
+25 |
|
” 18 ” 30 |
-25 |
-90 |
+100 |
+30 |
|
” 30 ” 50 |
-32 |
-105 |
+120 |
+35 |
|
” 50 ” 80 |
-40 |
-125 |
+140 |
+40 |
|
” 80 ” 120 |
-50 |
-150 |
+160 |
+45 |
(справочное)
Таблица Г.1
|
Допуск размера по квалитетам |
Rа, мкм, не более для номинальных размеров, мм |
|||
|
До 18 |
Св. 18 до 50 |
Св. 50 до 120 |
Св. 120 до 500 |
|
|
IT9 |
3,2 |
3,2 |
6,3 |
6,3 |
|
IT10 |
3,2 |
6,3 |
6,3 |
6,3 |
|
IT11 |
6,3 |
6,3 |
12,5 |
12,5 |
|
IT12, IT13 |
12,5 |
12,5 |
25 |
25 |
|
IT14, IT15 |
12,5 |
25 |
50 |
50 |
|
Примечания 1 Параметр шероховатости поверхностей с неуказанными предельными отклонениями – Ra 20 мкм. 2 Параметр шероховатости дна шпоночного паза рекомендуется принимать равным Ra 6,3 мкм. |
||||
ИНФОРМАЦИОННЫЕ ДАННЫЕ
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 8786-68 |
А.1 |
ГОСТ 24117-80 |
А.8 |
|
ГОСТ 24109-80 |
А.8 |
ГОСТ 24119-80 |
|
|
ГОСТ 24110-80 |
ГОСТ 24120-80 |
||
|
ГОСТ 24111-80 |
ОСТ 1015 |
В.1 |
|
|
ГОСТ 24115-80 |
ОСТ 1024 |
||
|
ГОСТ 24116-80 |
ОСТ 1025 |
Ключевые слова: соединения шпоночные, сегментные шпонки, сечения шпонок и пазов, допуски и посадки
snipov.net