Секреты сварки электродом: Секреты сварки для новичков: как вести электрод
alexxlab | 09.04.2023 | 0 | Разное
СЕКРЕТЫ СВАРЩИКОВ КОТОРЫЕ НУЖНО ЗНАТЬ! Тонкости сварки под 45 градусов
содержание видео
Рейтинг: 4.0; Голоса: 1
Сварка трубы под 45 градусов теперь не будет такой сложной как казалась. Все интересные секреты сварщиков в одном видео.
Видео канала: Гори Дуга – Категория: Своими Руками
Дата: 2020-09-05
← Как подобрать сварочный ток? Новичкам на профильной трубе. Плюс сравнение сварочных электродов
Управляй сваркой с помощью телефона! Обзор УНИВЕРСАЛЬНОГО ПОЛУАВТОМАТА GROVERS MIG220C AC/DC. →
Похожие видео
Дай-ка пощупаю семена алтая за вымя и за шопу! Получил пачку семян от семян алтая. И что там у них?
• Иван Русских
Разница есть! Проверено! Посейте перец этим способом, и вы будете сеять так всегда!
• Во саду ли в огороде
Чайник не успевает закипеть, а ГОРА ВКУСНЯШЕК уже на столе!
• Татьяна огородница
Когда посадить умно и красиво? КАЛЕНДАРЬ ОГОРОДНИКА НА 2023
• Умное хозяйство
Зачем покупать, если можно.
• Иван Русских
Посевной календарь огородника на март 2023 года.
• Умное хозяйство
Комментарии и отзывы: 10
Александр
Так как металл в сварочной ванне жидкий, то он под действием сил притяжения Земли будет стекать под уклон, формируя корявый шов. Из сказанного следует основной принцип сварки, а именно: – при сварке любого пространственного положения сварочного шва сварочную ванну необходимо формировать горизонтально, не забывая, что дуга обладает реактивным действием. Варить обратным полумесяцем на короткой дуге, проваривая притупления. Про это вам расскажет любой потолочник. Про электроды LB все сказано правильно, их только прокаливать надо.
Алексей
Что тут сказать: парень варит не плохо. Но, я: за двадцать пять леь работы сварщиком – встречал сварных очень высокого класса. О себе могу сказать, что десять лет работал с 1-м уровнем, варил, наверное, не хуже этого парня.
Бахытжан
Блин труба 8 мм это просто мечта да и электроды просто волшебные, а мы варим мр3 китайские где и дугу в одном направлении не удержишь пляшет куда хочет, да и трубы 2мм а то и меньше и как тут варить в три прохода? Варим сразу облицовку. Сам не учился на сварщика но варю уже не помню сколько. На производстве никогда не работал. А у частников на всём экономия.
Артем
9: 40 понимаю вас прекрасно.
Так объём или площадь заполнения будет больше т. к. электрод проходит больший путь.
И ещё получается как бы натяжение.
Как будто много нитей стягивают два участка трубы.
Вы бы ещё попросили просветить ваш шов.
Показали бы снимки
(после просвета,
вообще был бы улёт.

Алексей
Блин вот один вопрос как же я без ютюба в 2003 закончил ПТУ с 4 разрядом. Варю уже 18 лет и все ладится, без таких вот супер спецов которые работают сварными и зарабатывают в ютюбе. Блин да просто как посмотришь у нас все такие гении
Торехан
Молодец! в наше в время бы кто бы показывал пэтэушнику такое подробно! да сейчас есть нюансы на вооружение (45 градусов с нижнего облицовка)молодым давно рекомендую твой канал, удачи -здоровья! салам из Казахстана!
Bastion
красавчик рука у тебя набита так что автомат, сам сварщик НАКС из твоих видюх выхватываю иногда полезные движухи, красавчик делай контент я поддерживаю тебя донат полоску открой
вячеслав
ну что сказать хз сам толком научись варить -потом показывай-это не хайп-извини я закрываю этот шов не напрягая простой мркой. с хорошим запонением-сорян стаж 32 года
Виктор
хотел бы я такого учителя как вы. вроде смотришь всё легко, начинаешь сам сваривать, черти что получается, конечно на порядок лучше чем без таких знаний. спасибо
спасибо
Сергей
Хороший у вас палас в гараже. противопожарный. сколько он уже видео роликов пережил. не то что моя роба. месяц и можно выкидывать. вот что значит качество СССР!
Секреты правильных угловых швов “в лодочку” и вертикальным электродом
Сварка Пайка | Сварка 0 Комментариев
Содержание:
Секреты правильных угловых швов «в лодочку» и вертикальным электродомНесмотря на всю кажущуюся простоту сварки угловых швов, не все так просто и однозначно. Очень часто в процессе сваривания угловых швов сварщики допускают критические ошибки, в результате которых образуются подрезы и недостаточный проплав металла.
Конечно же, у каждого сварщика с опытом уже набитая рука в сварке угловых швов. Он знает, как нужно вести электрод и располагать его к поверхности металла. Начинающим же сварщикам, которые не имеют опыта, порой тяжело приноровиться и сделать всё правильно.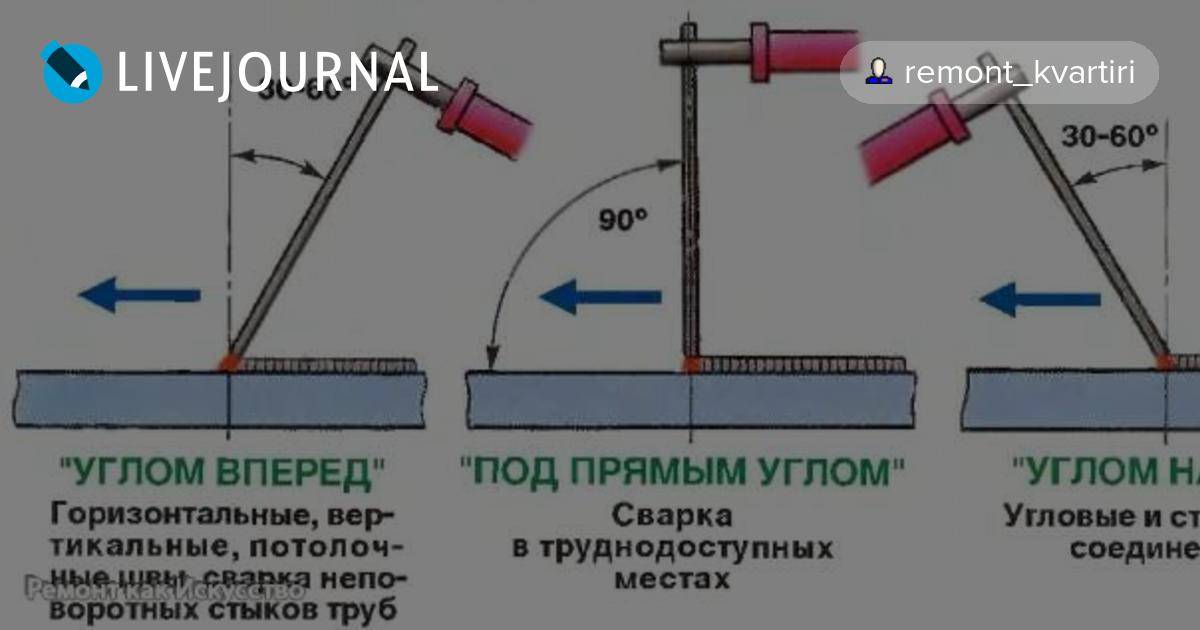
Как вести электрод при сварке угловых швов
Существует множество различных типов ведения электрода при сварке угловых швов и не только. Колебательные движения могут быть размашистыми из стороны в сторону или не очень. Я же предлагаю не делать сильно широкие движения электродом из стороны в сторону при сварке электродом угловых швов, а лишь немного захватывать каждую из сторон.
Сварка ниточным швом или как её еще называют «узкий валик» позволяет избежать получения подрезов в сварке и добиться максимально возможного проплавления металла. Достигается это путем того, что электрод удерживается от поверхности металла на минимально возможном расстоянии в 1-3 мм.
Кроме того, при сварке угловых швов, таким образом, колебательные движения электродом можно не осуществлять вообще. То есть, при сварке угловых швов можно просто вести электрод вдоль стыка и сваривать, таким образом, металлы. При этом ток для электрода 3 мм должен быть немного повышен, примерно до 130 Ампер.
Способы сварки угловых швов
Сварка угловых соединений осуществляется двумя способами — в лодочку (вертикально) и наклонным электродом.
Техника сварки данными способами разная, а для начинающих сварщиков предпочтительно использовать первый способ, то есть, сварку угловых швов вертикальным электродом.
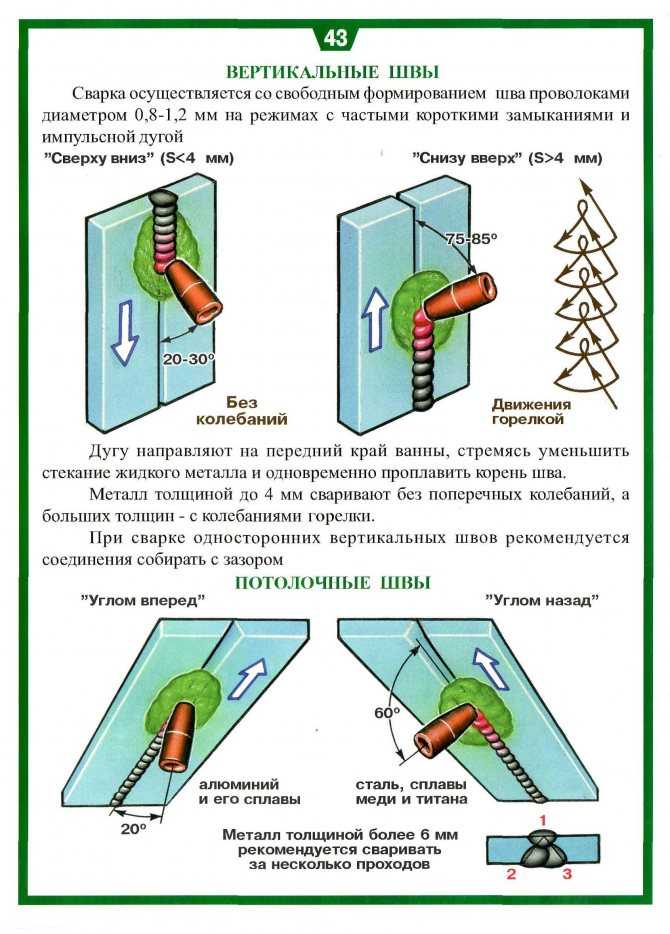
Сварка вертикальным электродом
Данный способ сварки угловых соединений часто называют «в лодочку». Такой способ предпочтителен тем, что он позволяет получить равномерный провар с двух сторон и избежать, как было сказано выше на сайте svarkapajka.ru подрезов в сварке и других дефектов.
Для сварки вертикальным способом электрод располагается перпендикулярно угловому соединению. При этом формирование сварочного шва происходит между двумя поверхностями. Здесь важно соблюдать короткую сварочную дугу и небольшие колебательные движения электродом в сторону.
Сварка наклонным электродом
Более сложный способ сваривания угловых соединений для начинающих сварщиков. Это принципиально иной способ, отличный от сварки «в лодочку», который не позволяет получить достаточный провар, поскольку металл всё время стекает в нижнюю его часть. Также часто не получается проварить качественно корень шва при таком способе сварки угловых швов.
Это принципиально иной способ, отличный от сварки «в лодочку», который не позволяет получить достаточный провар, поскольку металл всё время стекает в нижнюю его часть. Также часто не получается проварить качественно корень шва при таком способе сварки угловых швов.
При сварке данным способом электрод удерживается под углом 30-45 градусов относительно поверхности металла. Здесь важно соблюдать поперечные колебательные движения электродом, которые следует начинать с нижней поверхности, постепенно переходя на вертикальную поверхность.
9 советов и рекомендаций по улучшению сварки STICK
Сварка электродом, в то время как не самая сложная форма сварки для изучения, иногда все же может быть трудной. Зажечь дугу с первой попытки — это абсолютный навык, а не каждый может это сделать. Запуск дуги — не единственная сложная часть клюшки. сварки, поэтому, если вы хотите улучшить свои навыки сварки, дайте эти советы и трюки попробовать.
1. Текущие настройки
Текущие настройки состоят из двух частей: полярность и сила тока. Хорошей новостью является то, что получить правильные настройки для обоих из них довольно легко, учитывая, что они указаны на упаковке электрода.
Например, электроды общего назначения HYPERARC 6013 имеют рекомендуемую полярность AC и DC+ и диапазон тока от 90 А до 130 А (для размера 3,2 мм).
Почему больше, чем один вариант на двоих? Электроды 6013 GP более универсальны, поэтому они хорошо сваривается на AC и DC +, какой из них вы используете, скорее зависит от личных предпочтений. А многие электроды поставляются только с одной рекомендуемой настройкой полярности.
В отношении
сила тока, у каждого электрода будет диапазон, так как он будет работать без проблем
в пределах этого диапазона, хотя вам, возможно, придется двигаться быстрее к более высокому пределу,
или, если металл вашей заготовки тоньше, вам понадобится нижний конец.
Как узнать, что ваши усилители неисправны?
Если у вас недостаточно высокая сила тока, вы обнаружите, что электрод стал намного более липким, и будет трудно зажечь дугу, не прилипнув к металлу.
Недостаточное количество ампер также означает, что недостаточно тепла, чтобы расплавить сердечник. Вместо того, чтобы вплавлять его в базовую деталь во время сварки, он оставит на поверхности маленькие шарики металла. Вы также обнаружите, что дуга мигает, гаснет или заикается, независимо от того, насколько близко вы держите электрод.
С другой стороны, если ваш ток слишком высок, вы обнаружите, что сварочная ванна невероятно жидкая и ее трудно контролировать (но у вас не будет проблем с запуском дуги). Слишком большое количество ампер сделает вашу дугу громче, а также часто приведет к большему разбрызгиванию. Это также может привести к тому, что электрод вырежет заготовку, не заполняя ее.
 Если вы недовольны тем, как он работает, отрегулируйте силу тока на 5-10 единиц вверх или вниз, в зависимости от того, что происходит с лужей, дугой и брызгами.
Если вы недовольны тем, как он работает, отрегулируйте силу тока на 5-10 единиц вверх или вниз, в зависимости от того, что происходит с лужей, дугой и брызгами.Вам также потребуется настроить усилители в зависимости от вашего положения; если вы выполняете потолочный сварной шов, снижение силы тока примерно на 15% поможет удержать расплавленный металл в стыке, а не на вас.
У UNIMIG есть руководство по выбору диапазона силы тока в зависимости от толщины заготовки, поэтому ознакомьтесь с бесплатным Ultimate Welding Guide .
2. Длина дуги
После того, как вы начали дуги, главное ее поддерживать. Лучший способ сохранить целостность дуги (и горит), удерживая электрод на постоянном расстоянии от пластины. В общем, удерживая его на расстоянии примерно 3 мм от заготовки, вы получите хорошую дугу.
Если ваша дуга становится слишком короткой, вам нужно снизить напряжение и приклеить электрод к заготовке. Если ваша дуга станет слишком длинной, ваше напряжение увеличится, ваша лужа расширится, вы получите больше брызг, металл может разбрызгиваться, поскольку дуга не сфокусирована, ваша дуга может погаснуть, и вы также получите подрез . Подрез происходит, когда сварной шов становится слишком широким (иногда из-за слишком большого тока) и основной металл расплавляется по краям, но присадочного материала недостаточно для заполнения зазора, поэтому на кончиках сварного шва остается канавка. .
Подрез происходит, когда сварной шов становится слишком широким (иногда из-за слишком большого тока) и основной металл расплавляется по краям, но присадочного материала недостаточно для заполнения зазора, поэтому на кончиках сварного шва остается канавка. .
Когда вы впервые учитесь сварке электродом , удерживать дугу натянутой может быть сложно, особенно если учесть, что ваш электрод плавится и становится короче по мере продвижения. Может быть сложно адаптироваться к движению, следя за тем, чтобы ваша дуга не удлинялась, но правильная длина дуги имеет важное значение.
3. Перетащите сварной шов
Всегда тяните (или перетаскивайте) твои сварные швы. Если вы попытаетесь протолкнуть свой электрод, все, что вы собираетесь сделать, это улавливать защитный шлак внутри сварочной ванны, где он будет наоборот защитный. Вместо этого он загрязнит ваш сварной шов.
Есть только один
исключение из правила перетаскивания, и это при выполнении вертикального сварного шва вверх. Толкая
сварка стыка — это единственный раз, когда вы должны давить на сварку электродами.
Толкая
сварка стыка — это единственный раз, когда вы должны давить на сварку электродами.
4. Видимость
Как и при любом виде сварки, очень важно иметь возможность видеть, что вы делаете. Как вы собираетесь вести бусину по прямой линии или следить за расстоянием по дуге, если не видите?
Убедитесь, что вы находитесь в удобном положении, где вы сможете наблюдать за происходящим. Кроме того, держите лицо и шлем подальше от дыма. Они не только ограничивают видимость вашего сварного шва, но и вредны для дыхания.
5. Чисто, чисто, чисто
Сварка самый прощающий, когда дело доходит до чистоты? Да. Можете ли вы просто сварить несколько миллиметров ржавчины с ним? №
При сварке электродом
абсолютно самый гибкий, когда дело доходит до поверхностных загрязнений, даже он имеет
его предел. Очистка металла обеспечит наилучший сварной шов, поэтому
потратьте несколько дополнительных минут, чтобы почистить материал металлической щеткой или шлифовальной машиной. Если вы не можете снять все, это нормально, но снизьте скорость движения, если
это тот случай. Если двигаться медленнее, у газовых пузырей будет больше времени, чтобы закипеть.
до образования шлака.
Если вы не можете снять все, это нормально, но снизьте скорость движения, если
это тот случай. Если двигаться медленнее, у газовых пузырей будет больше времени, чтобы закипеть.
до образования шлака.
Наличие чистого, голого металла для крепления зажима заземления также является приоритетом, потому что без хорошего заземления вы не получите хорошего сварного шва.
Чистый металл6. Влажный металл – это плохо
Как правило, электроды содержат некоторое количество влаги, но чрезмерная влажность (или полностью мокрый электрод) – это плохо. Если вы используете электрод с низким содержанием водорода, то любая влага в ваших электродах недопустима.
Если дуга неустойчивая, блуждающая или неровная, велика вероятность того, что электрод не высох. Ваш флюс также откалывается и попадает в сварочную ванну (нерасплавившись), что также вызывает дефекты сварки.
Это можно исправить двумя способами.
Первый: профилактика. Убедитесь, что ваши электроды хранятся в сухом и желательно запечатанном месте, чтобы они оставались сухими.
Второй: электродная печь. Не путать с кухонной духовкой. Электродная печь повторно пропекает флюсовое покрытие на электроде, испаряя любую влагу и оставляя их готовыми к сварке.
7. Движение
Запуск шарика с помощью электрода-стержня довольно прост; это устойчивая, прямая линия. По той же причине, по которой вы хотите только перетаскивать сварной шов, вы не хотите кружить над задней частью сварочной ванны и улавливать шлак внутри.
Если ваш сварной шов слишком широк для одного валика, сделайте второй, третий или столько проходов, сколько вам нужно, чтобы должным образом заполнить его. Все это будут прямые линии с перекрытием 50/50 наполнителя и основного металла, чтобы сплавить их вместе.
И снова единственный
Исключением из этого правила является вертикальный шов вверх. Вы можете слегка покачиваться из стороны в сторону
чтобы кончик электрода соприкасался с обеими сторонами сварного шва.
Не наводите курсор на середину, так как она сама о себе позаботится; ты просто хочешь
убедитесь, что валик правильно входит в угол, и вы не
подрезы по краям.
8. Скорость
Хорошая скорость движения последовательный. Это также то, что не прожигает вашу тарелку и не оставляет ваша бусина сидит на металле, а не вплавляется в него. Как ты можешь сказать, если вы слишком быстро или слишком медленно?
Если вы тоже переезжаете быстро, вы получите узкую высокую бусину, которая выглядит так, как будто она сидит выше металл. Это потому, что не было достаточно времени, чтобы нагреть заготовка и электрод, чтобы он расплавился.
Если вы слишком много двигаетесь медленнее, ваша лужа станет шире, но налипание также будет выше, и у вас будет поверхностное проникновение. Это потому, что вместо того, чтобы таять, ваш вместо этого лужа уходит вбок, поэтому вы получаете толстую бусину без дополнительного проникновения.
9. Пробные прогоны
Выполнение пробного прогона любого сварного шва — хорошая привычка, но особенно она полезна при сварке электродом.
Определенно лучше перед началом сварки выяснить, что ваш локоть может удариться о стол, другой угол или что-то еще, пока ваш электрод плавится.
Убедившись, что вы можете двигаться вниз с помощью электрода и вам не будут мешать, это означает, что вам не понадобятся ненужные перезапуски на полпути к суставу, потому что вы внезапно поняли, что вам нужно изменить положение.
Вы всегда хотите чувствовать себя комфортно перед началом сварки, и пробный прогон гарантирует, что вы будете чувствовать себя комфортно.
← Посмотреть все статьи
Застрять со сварочным аппаратом и электродом 7018 — Baker’s Gas & Welding Supplies, Inc.
Делиться:Ed Cyzewski
Много говорят об использовании электродов 6010 или 6013 для электродуговой сварки, потому что они идеально подходят для начинающих. Они, как правило, отлично работают в различных положениях, на переменном или постоянном токе и на металле различной толщины. Хотя эти электроды, безусловно, просты в использовании, имейте в виду, что многие сварщики конструкций используют электроды 7018.
Вы можете научиться сварке электродами 6010 или 6013, но рано или поздно вам захочется освоить несколько электродов 7018 и попрактиковаться в накладывании валиков с малой дугой. На самом деле, если вы отработаете свою технику с электродом 7018 для сварки электродом, вы будете производить меньше брызг, контролировать образование лужи и подготовитесь к широкому спектру строительных, конструкционных, трубопроводных работ или работ на атомной энергетике. Когда вы застрянете со сварочным электродом 7018, вы также застрянете на работе.
На самом деле, если вы отработаете свою технику с электродом 7018 для сварки электродом, вы будете производить меньше брызг, контролировать образование лужи и подготовитесь к широкому спектру строительных, конструкционных, трубопроводных работ или работ на атомной энергетике. Когда вы застрянете со сварочным электродом 7018, вы также застрянете на работе.
Сварка электродом 7018
Электроды 6010 или 6013 идеально подходят для тонкого и среднего металла. Они очень хорошо проникают в стык, но они не идеальны для создания прочных конструкционных сварных швов, не дают много присадочного металла, а это означает, что вам нужно делать больше проходов, и они не будут так же хороши для наружных швов. позиционные швы.
Электроды 7018 содержат больше наполнителя и обычно создают более прочные сварные швы из-за количества добавляемого наполнителя. Они также быстро застывают для сварки в неправильных положениях, что делает их идеальными для самых разных проектов. Вообще говоря, если вы уже используете электродную сварку, вы можете также добавить больше наполнителя и создать более прочный шов, если только металл не тонкий и соединение не требует очень глубокого проникновения. Кроме того, чем больше опыта вы приобретете с электродом 7018, тем лучше вы будете подготовлены к различным сварочным работам.
Вообще говоря, если вы уже используете электродную сварку, вы можете также добавить больше наполнителя и создать более прочный шов, если только металл не тонкий и соединение не требует очень глубокого проникновения. Кроме того, чем больше опыта вы приобретете с электродом 7018, тем лучше вы будете подготовлены к различным сварочным работам.
Ключом к получению чистого электродного сварного шва, особенно с электродом типа 7018, который осаждает много материала, является поддержание тугой дуги, которая концентрирует тепло в сварном шве. соединения и, следовательно, присадочного металла с электрода. Чем шире дуга, тем шире сварной шов. С широкой дугой вы искажаете металл и откладываете материал по всему нему, оставляя шлак и кусочки металла, а не прочный сварной шов.
Ключ к получению тугой дуги заключается в том, чтобы научиться управлять расстоянием до металлической заготовки, когда электрод укорачивается. При использовании расходуемого электрода во время работы вам нужно будет подносить его ближе к металлу. Кроме того, работа сварочного аппарата с более высоким диапазоном рекомендуемых настроек поможет вам сварить красиво и горячо, не прилипая к металлу.
При использовании расходуемого электрода во время работы вам нужно будет подносить его ближе к металлу. Кроме того, работа сварочного аппарата с более высоким диапазоном рекомендуемых настроек поможет вам сварить красиво и горячо, не прилипая к металлу.
По окончании электродуговой сварки вы можете защитить сварной шов от царапин и вмятин, проводя отбойным молотком по шлаку, а не прокалывая его. Хотя ни для кого не секрет, что широкие сварные швы электродом 7018 – это не модно, вам не нужно делать еще хуже с помощью отбойного молотка.
Как правильно сварить угловой шов Когда вы выполняете угловой шов, вам нужно провести сварочную ванну прямо до края металла. Если вы покачиваете вниз, в сторону от края, вы оставите неровный зазубренный край. Иногда сварной шов будет достаточно большим, и вам придется сделать несколько проходов, даже с электродом 7018. Вы можете создать чистый сварной шов, перекрыв проходы примерно на 2/3 сварного шва.