Секреты сварки инвертором: Сварка инвертором для начинающих: пошаговая инструкция и рекомендации
alexxlab | 16.05.2023 | 0 | Разное
Сварка инвертором для начинающих: пошаговая инструкция и рекомендации
Из этого материала вы узнаете:
- Базовые правила техники безопасности при сварке инвертором
- Подбор электродов для сварки инвертором для начинающих
- Выбор полярности при сварке инвертором
- Пошаговая инструкция по сварке инвертором для начинающих
- Советы начинающим сварщикам
Сварка инвертором доступна для начинающих мастеров благодаря несложной настройке оборудования и понятному рабочему процессу. Главное – выполнять все сварочные работы в соответствии с правилами техники безопасности, выбирать подходящий режим, подбирать электроды и тренироваться.
Только после 3-4 кг электродов начнет получаться хоть что-то похожее на ровный шов. Главное – не отчаиваться, не бросать дело на полпути, а продолжать обучение. Из нашего материала вы узнаете о базовых правилах сварки инвертором для начинающих.
Базовые правила техники безопасности при сварке инвертором
Подготовительные работы перед использованием инвертора
Чистка блоков управления и силовых элементов осуществляется с помощью сжатого воздуха, который подается под умеренным напором. Для того чтобы система принудительной вентиляции инвертора работала беспрепятственно, необходимо обеспечить вокруг него свободное пространство не менее 0,5 м.
Нельзя пользоваться инверторной сваркой в тех местах, где функционируют отрезные или шлифовальные машинки, поскольку образующаяся при их работе металлическая пыль может вывести из строя электронику и силовую часть прибора.
Для начинающих: если технология сварки инвертором проводится на открытом воздухе, необходимо обеспечить защиту от солнечных лучей и дождя. Сам прибор устанавливается на горизонтальной поверхности либо под углом, который не больше значения, указанного в паспорте.
Внешний осмотр
Перед началом рабочей смены сварщик должен осмотреть оборудование, проверить, в каком состоянии находятся изолирующие оболочки кабелей (сварочных, питающего) и, если необходимо, заменить их или отремонтировать.
После этого работник должен проверить зажим кабеля массы, держатель электродов, состояние гнезд и штекеров, посредством которых осуществляется подключение к инвертору. Далее осматривается панель управления, в частности, в порядке ли переключатели, тумблеры, индикаторы или кнопки. Если аппарат сильно запылился, то проводится чистка.
Использование защитных средств
Личная безопасность – это то, что должно быть на первом месте во время сварки сварочным инвертором для начинающих.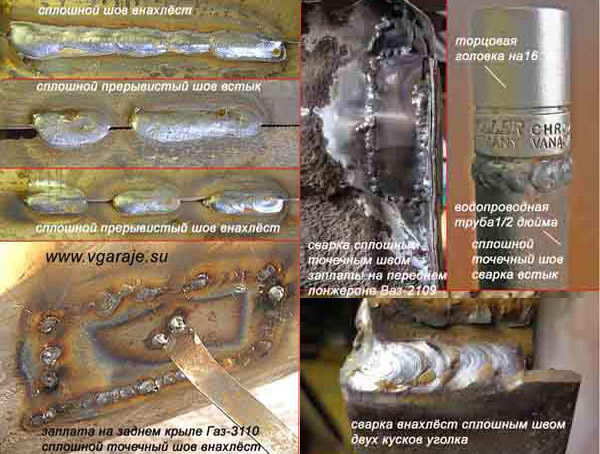
Во время сварочного процесса работник может получить удар электрическим током, ожог от разлетающихся капель расплавленного металла или поражение сетчатки глаз от светового излучения электрической дуги.
Не исключены травмы механического характера, а также попадание в дыхательные пути выделяющихся в процессе сварки газов. Это говорит о том, что сварщики, которые только начинают осваивать инверторный аппарат, должны изучить правила техники безопасности и вооружиться средствами индивидуальной защиты.
В перечень обязательных защитных средств для сварщика входят искростойкие перчатки, маска, обувь и спецовка, изготовленные из неплавящегося материала, респиратор, а также защитные очки, которые потребуются во время зачистки швов и заготовок.
При наличии этого минимального набора защитных средств вы сможете обезопасить себя от травм, особенно если сталкиваетесь с инверторной сваркой впервые. Особенно тщательно следует выбирать сварочную маску, которая позволит защитить глаза от излучения, исходящего от сварочной дуги.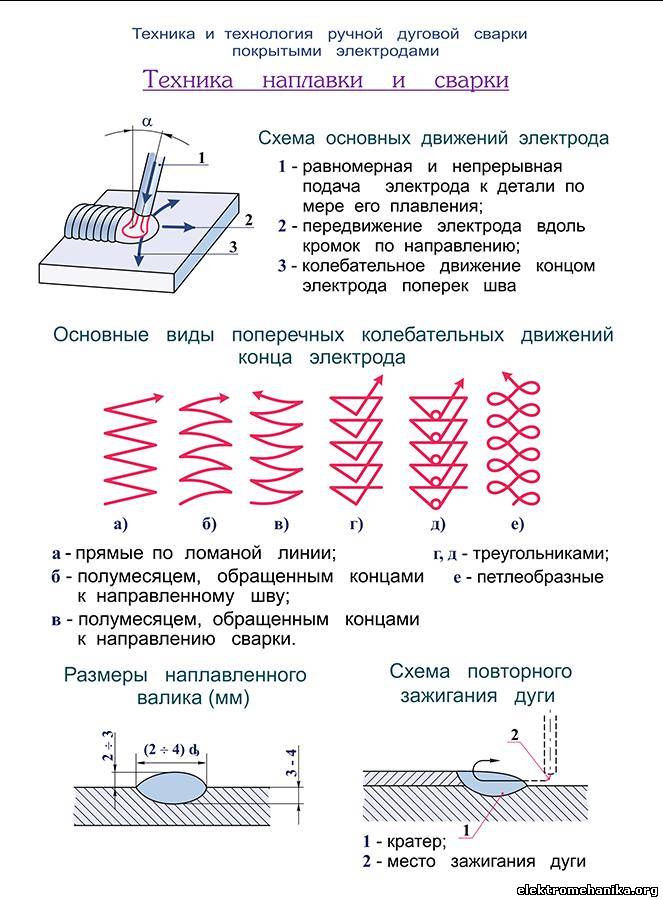
Подбор электродов для сварки инвертором для начинающих
Ниже представлена таблица для сварки инвертором для начинающих, в которой можно найти зависимость диаметра электрода от толщины свариваемого металла.
Как правило, рекомендации относительно выбора подходящей толщины и диаметра даются для каждого конкретного вида металла.
Этих данных вполне хватит начинающим мастерам для правильной сварки инвертором и выбора расходника подходящего диаметра. Однако это только часть того, на что следует обратить внимание при выборе.
Большую роль играет покрытие электрода. Различают следующие его виды:
- Кислые (А) – предназначены для сплавки материалов из низкоуглеродистой стали и отличаются стабильностью дуги и хорошим розжигом (даже при низком напряжении).
- Основные (Б) – используются для сварки многослойных жестких металлических конструкций. Они способны поддерживать равномерную дугу в процессе работы на обратной полярности и постоянном токе, а также защищают швы от появления трещин.

- Рутиловые (Р) – этот вариант является самым оптимальным для новичка, поскольку позволяет осуществлять сварку в любых положениях. Обеспечивает качественный шов, позволяет сваривать ржавые участки и сопровождается минимальным количеством брызг. Такие электроды могут быть использованы для сварки трубопроводов, поскольку являются невосприимчивыми к воздействию влаги. Однако прежде чем использовать, их необходимо сначала просушить и прокалить.
- Целлюлозные (Ц) – используются для сварки изделий в труднодоступных местах. Благодаря своим особенностям эти электроды можно использовать для работы в любом положении. Подходят для начинающих, поскольку сварка вертикальных (горизонтальных) швов инвертором сопровождается образованием минимального количества шлака, а также они обеспечивают стабильность дуги. Однако у электродов с этим видом обмазки имеется и минус, который заключается в необходимости дополнительной шлифовки.
- Комбинированные (смешанные) – вариантов может быть масса, однако наиболее распространенными являются рутилово-целлюлозные.
 Эти электроды подходят для новичков, поскольку объединяют в себе два вида, которые являются лучшими.
Эти электроды подходят для новичков, поскольку объединяют в себе два вида, которые являются лучшими.
Выбор полярности при сварке инвертором
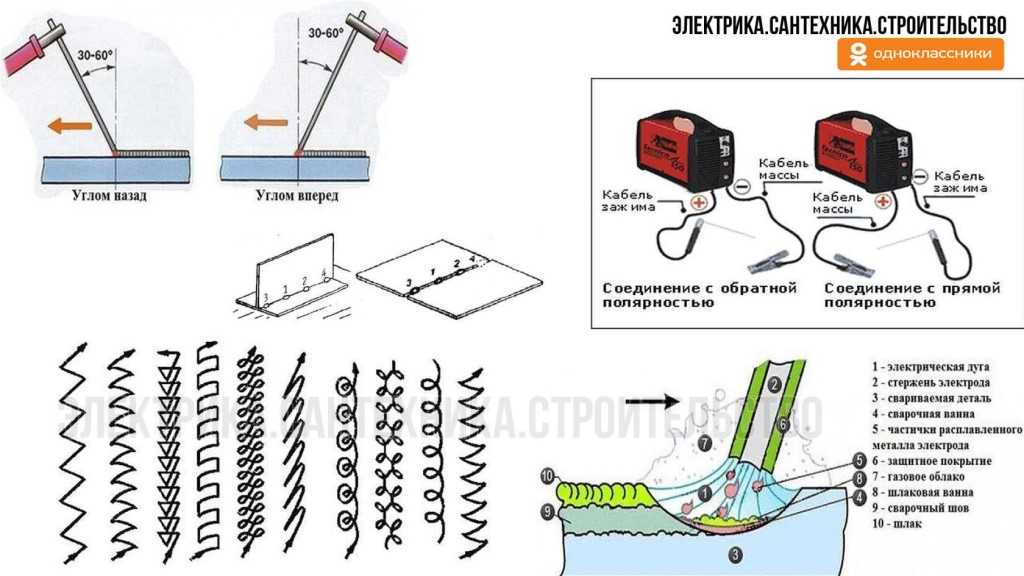
Инвертор, использующийся для ручной дуговой сварки, выдает постоянный ток. На передней панели прибора можно найти два разъема «+» и «–» для подключения кабелей.
Для прямой полярности к «минусу» подключается держак, а к «плюсу» – «прищепка». В случае с обратной полярностью, к «плюсу» цепляется держатель электрода, к «минусу» – прищепка-масса.
Если говорить о том, какой из двух вариантов выбрать, то в теории (учебных пособиях) и по мнению некоторых лучше проплавляется и прогревается металл на «прямой полярности». Однако на деле все совершенно иначе.
Больше тепла выделяется на контакте с маркировкой «+», следовательно, когда держак подключен к нему (обратная полярность), провар получается глубже. Таким образом, этот вариант отлично подходит для сварки толстостенного металла (пластин, профильных труб, уголков с толщиной 4-5 мм). Следовательно, на прямой полярности соединяется тонкий материал (максимум 1,5-2 мм), в противном случае на нем могут образоваться дырки из-за проплавления стенок.
Следовательно, на прямой полярности соединяется тонкий материал (максимум 1,5-2 мм), в противном случае на нем могут образоваться дырки из-за проплавления стенок.
Проверить это можно практическим путем. Для этого следует взять инвертор, установить сварочный ток на 100, присоединить массу и держатель электрода к разъемам и попробовать разрезать металлический лист 4-5 мм толщиной (арматуру или уголок). Сначала это нужно сделать на прямой полярности, затем на обратной, но с одинаковой силой тока и электродом (диаметр 3 мм). В результате будет видно, что во втором случае процесс идет гораздо быстрее.
Пошаговая инструкция по сварке инвертором для начинающих
Инверторная сварка для начинающих начинается с азов. Для начала необходимо изучить технологию работы и процесс использования штучных электродов. Следующее, что нужно сделать, это определить предельные возможности электрической сети помещения, где планируется работать, оборудовать место и продумать подключение силового кабеля для запитывания прибора.
Далее начинающему мастеру для сварки инвертором нужно подготовить тонкий металл (конструкционный или листовой прокат небольшой толщины), пачку электродов, диаметр основного покрытия которых составляет 2-3 мм, металлическую щетку для зачистки поверхностей обрабатываемых заготовок и швов.
Шаг 1. Настройка силы тока
Качество сварочного шва во многом зависит от того, насколько правильно подобран ток инвертора. Если вы новичок в этом деле, то лучше воспользоваться специальными таблицами, которые прилагаются к каждому прибору, где указаны значения, соответствующие диаметру электрода, толщине металла.
Устанавливается необходимая сила тока путем поворота регулятора после включения тумблера питания инвертора. На каждом устройстве шкалу значений можно найти в разных местах, у одних – на лицевой панели по дуге поворота регулятора, у других – на цифровом индикаторе.
Однако нужно помнить, что выставленная величина силы тока может быть не той, что потребуется, и при выполнении пробных сварных швов для лучшего провара ее придется подстраивать.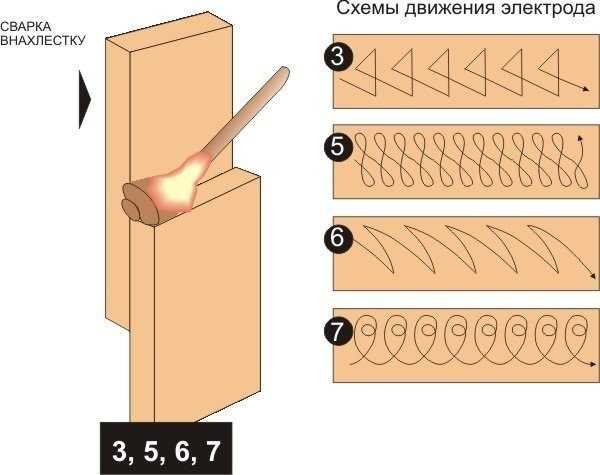
Шаг 2. Подключение электрода
Конец штучного электрода, то есть часть, не покрытая обмазкой (20–30 мм), фиксируется в держателе, через который подается сварочный ток. На сегодняшний день чаще всего используются «прищепки» (зажимные держатели с профилированной под стержень электрода внутренней частью губок). Они очень удобны в использовании и обеспечивают быструю замену огарков на новые электроды и жесткую фиксацию.
Шаг 3. Розжиг дуги
Сварочную дугу получают двумя способами. Первый заключается в том, что вертикально удерживаемым электродом (концом) касаются металлической поверхности и отводят его на несколько миллиметров назад. Второй называется «чирканьем», поскольку движения напоминают зажигание спички, когда головкой проводят по боковой части коробка.
В случае с инверторами розжиг электрода осуществляется гораздо проще, поскольку в них встроена функция «горячего старта». Когда происходит касание металлической поверхности, появляется импульс тока повышенной мощности, а с образованием дуги значение силы тока возвращается к номинальному.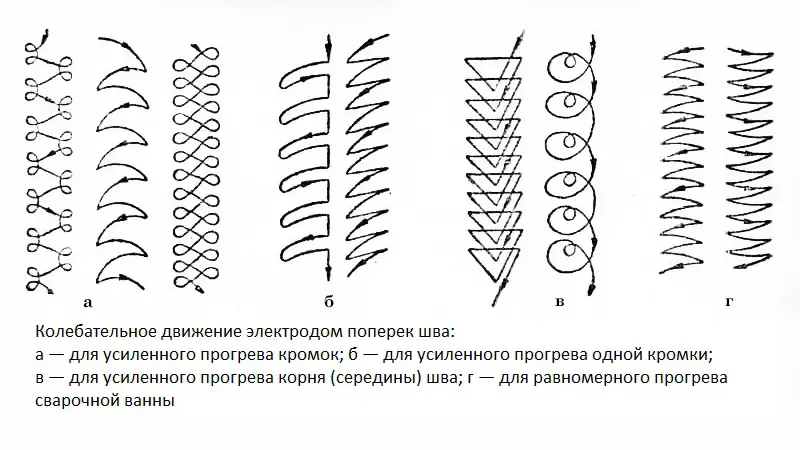
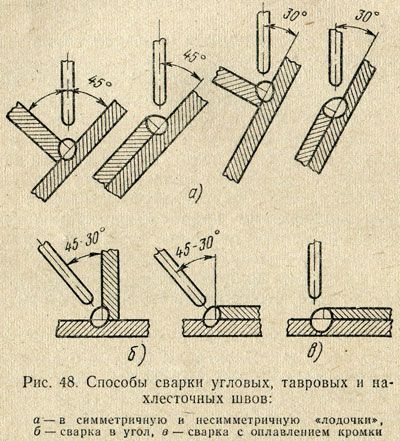
Шаг 4. Передвижение и наклон электрода при сварке
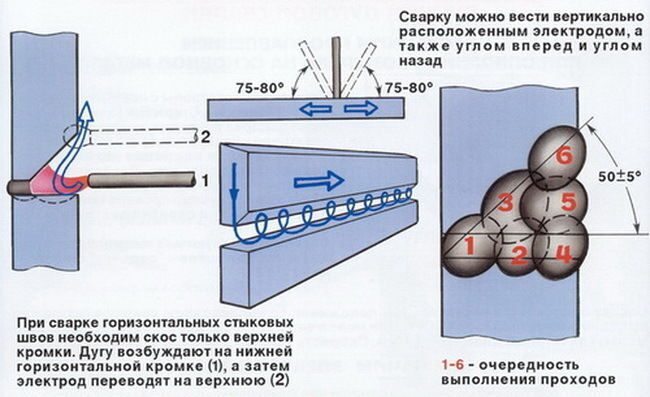
Движение электрода вдоль поверхности при ручной и инверторной сварке ничем не отличается. Всего существует три вида наклона. Самой распространенной техникой сварки инвертором для начинающих является выполнение швов углом вперед.
Если работа осуществляется в труднодоступных местах или в ограниченном пространстве, то положение электрода, как правило, перпендикулярное. Однако для этого способа необходима высокая квалификация работника, поэтому для начинающих не подойдет, даже учитывая то, что функции инвертора частично компенсируют некоторые ошибки. Для стыковых сопряжений и углов сварка обычно осуществляется углом назад.
Шаг 5. Контроль промежутка дуги
Для того чтобы получить качественный и равномерный сварной шов, необходимо правильно выбрать и поддерживать величину сварочной дуги, которая образуется между плоскостью материала и торцом электрода.
Согласно рекомендациям относительно техники выполнения данного вида работ, размер ее должен быть не больше диаметра электрода.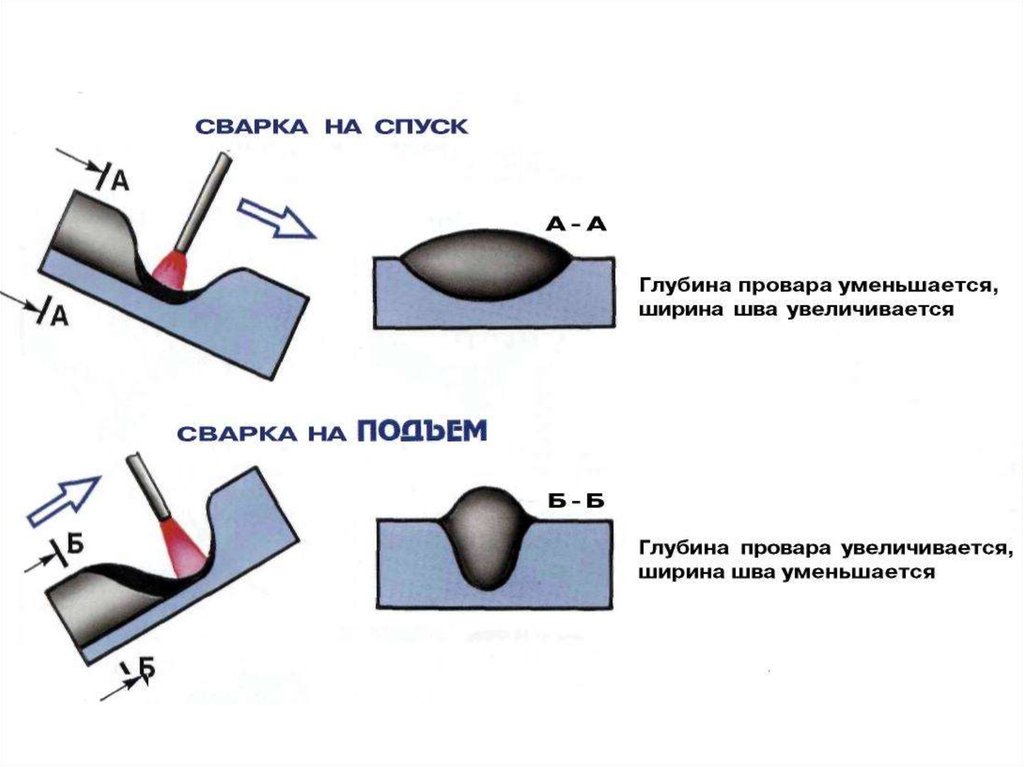 Однако поскольку достаточно сложно выдержать такое расстояние, то допускается дуга, превышающая диаметр не более чем на 1-2 мм.
Однако поскольку достаточно сложно выдержать такое расстояние, то допускается дуга, превышающая диаметр не более чем на 1-2 мм.
Советы начинающим сварщикам
Далее представлено несколько советов относительно того, как приварить уголки к столбам, что является одной из самых распространенных сварочных операций.
Для начала нужно вооружиться бытовым сварочным инвертором:
- Лучшие электроды для сварки инвертором для начинающих те, что имеют диаметр 2,5 мм – это оптимальный размер.
- Начиная сверху, сварной шов нужно вести восьмерками вниз с шагом максимум 1 мм.
- Варить металл лучше не сразу, то есть не от начала до конца, а в первую очередь сделать несколько прихваток, что позволит избежать деформации материала из-за нагрева разных сторон.
- Если после того как вы сварили изделие и отбили шлак, образовались пустоты, то необходимо проварить данные места повторно.
- Отбивая шлак, обязательно надевайте защитные очки или сварочную маску хамелеон.
Чаще всего в быту используют электрод «тройку», хотя стандартные инверторы могут потянуть и «четверку», чего вполне достаточно. Что касается силы тока, то менять ее и подбирать необходимое значение можно в процессе сварки, выставляя оптимальный режим. Тут нужно учитывать, что если показатели будут меньше, чем нужно, то электрод прилипнет, при слишком больших значениях может образоваться дырка.
В задачи сварщика входит соединить друг с другом кромки двух деталей и сверху шва наплавить расплавленный металл стержня электрода.
Во время приваривания стального уголка к металлическому столу лучше не просить кого-либо помочь подержать заготовку, поскольку для него это может закончиться ожогами глаз (слизистой или сетчатки) и кожи от брызг расплавленного металла. Лучше всего воспользоваться магнитными уголками или струбцинами.
Для того чтобы подобрать оптимальный ток для сварки, воспользуйтесь следующим советом.
Возьмите заготовку из металла и начните варить на сильном токе. Если образуются дырки, нужно его уменьшить. Таким образом, подбирается сила тока, при которой металл не будет прожигаться. Здесь нет никаких секретов сварки инвертором, главное для начинающих – это практика и опыт, который приходит со временем.
Для тренировки можно использовать ржавые металлические куски и набивать на них руку. Возможно, достаточно будет сжечь пару электродов на прихватках по ржавчине, чтобы качественно сваривать уже хороший металл.
Прежде чем приступать к сварке, обязательно зачищайте детали, стыки от краски и ржавчины до чистой поверхности.
Рекомендуем статьи
- Виды сварочных работ: общепринятая классификация
- Сила сварочного тока: разбираемся в нюансах настройки
- Фосфатирование: особенности технологии
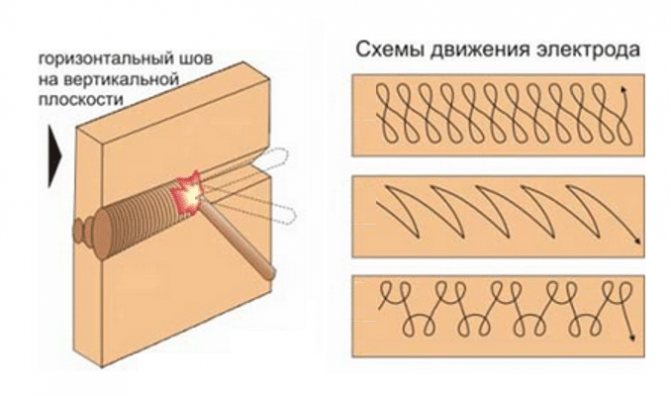
Вертикальная сварка инвертором для начинающих сложная задача, однако если вы научитесь выполнять красивый шов в таком положении, то горизонтальный будет идеальным.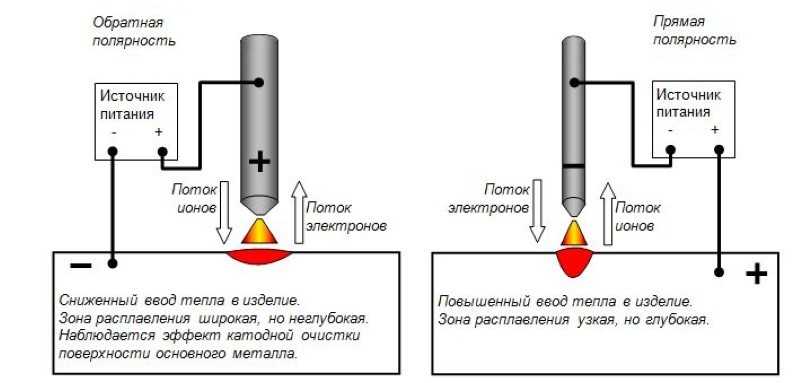
Вот несколько рекомендаций:
- Никогда не работайте отсыревшими электродами или теми, у которых отбита обмазка. Хранить их следует вдали от влаги, а если все же необходимо высушить, то сделать это можно либо в духовке, либо в электрической печи.
- Чтобы научиться качественной сварке, нужно тренироваться, поэтому чем больше вы используете электродов и металлических заготовок, тем лучше будут швы. Начав работать с забором из профнастила, через некоторое время вы сможете взять на себя более сложные задачи (сварку теплиц, арок, калиток, распашных и откатных ворот, козырьков над домами, а также приспособлений и инструментов, использующихся в быту).
Каждый человек, зная основы сварки инвертором для начинающих, может сделать качественные, ровные и красивые сварочные швы, главное – больше практиковаться и не бояться жечь электроды.
Сварка инвертором для начинающих. Инструкция по инверторной сварке.
Когда мы упоминаем слово «сварка», то сразу представляется сложный процесс со множеством нюансов, правил, непростой в использовании техники и оборудования, требований к уровню квалификации работника. Но так дела обстоят не всегда. Современность со всеми ее техническими нововведениями делает все, чтобы облегчить жизнь человека насколько это возможно. Она не обошла стороной и сварочный процесс. Оказывается, можно знать, как варить инверторной сваркой самостоятельно, не имея специальной квалификации и навыков использования сложной сварочной аппаратуры, и сварка инвертором для начинающих покажется не такой уж и сложной. Все, что вам понадобится, это приобрести инвертор для сварки и следовать правилам по тому, как научиться варить инверторной сваркой. Основы сварки инвертором для начинающих и уроки сварки инвертором для начинающих приведены ниже.
Но так дела обстоят не всегда. Современность со всеми ее техническими нововведениями делает все, чтобы облегчить жизнь человека насколько это возможно. Она не обошла стороной и сварочный процесс. Оказывается, можно знать, как варить инверторной сваркой самостоятельно, не имея специальной квалификации и навыков использования сложной сварочной аппаратуры, и сварка инвертором для начинающих покажется не такой уж и сложной. Все, что вам понадобится, это приобрести инвертор для сварки и следовать правилам по тому, как научиться варить инверторной сваркой. Основы сварки инвертором для начинающих и уроки сварки инвертором для начинающих приведены ниже.
Содержание
Что такое «инвертор»?Технология сварки инвертором подразумевает обязательное использование этого устройства для работы. По своей сущности инвертор представляет собой устройство, которое превращает переменный ток из нашей обычной розетки 220 В в постоянный, при этом изменяя частоту. Плюс еще и в том, что такое серьезное устройство очень экономно расходует вашу электроэнергию и заметно не изменяет показатель напряжения. Существует аппараты-инверторы, которые работают при напряжении 380 В. Сварка трёхмиллиметровым электродом будет возможна и при напряжении 170 В. Но это лучше проверить в инструкции по эксплуатации конкретного вида инвертора. Такое низкое напряжение обычно характерно для деревень, небольших поселков.
Существует аппараты-инверторы, которые работают при напряжении 380 В. Сварка трёхмиллиметровым электродом будет возможна и при напряжении 170 В. Но это лучше проверить в инструкции по эксплуатации конкретного вида инвертора. Такое низкое напряжение обычно характерно для деревень, небольших поселков.
Визуально аппарат представляет собой металлическую коробку, с индикаторами некоторых показателей: перегрева и питания, иногда есть решетки для лучшего охлаждения содержимого, с ремнем для удобной переноски и ручкой. Вес примерно 3-6 кг. На инверторе есть ручка, регулирующая сварочный ток, два отверстия для кабелей – плюс и минус. Один используется как прищепка для детали, второй – для держателя электрода. Рекомендуется приобретать инвертор с кабелями нужного размера. Иногда они оказываются слишком короткими. Также кабели должны быть максимально гибкими для удобства.
Как выбрать сварочный инвертор? Довольно просто. Цены на инверторы вполне демократичные. Но ценовой диапазон присутствует.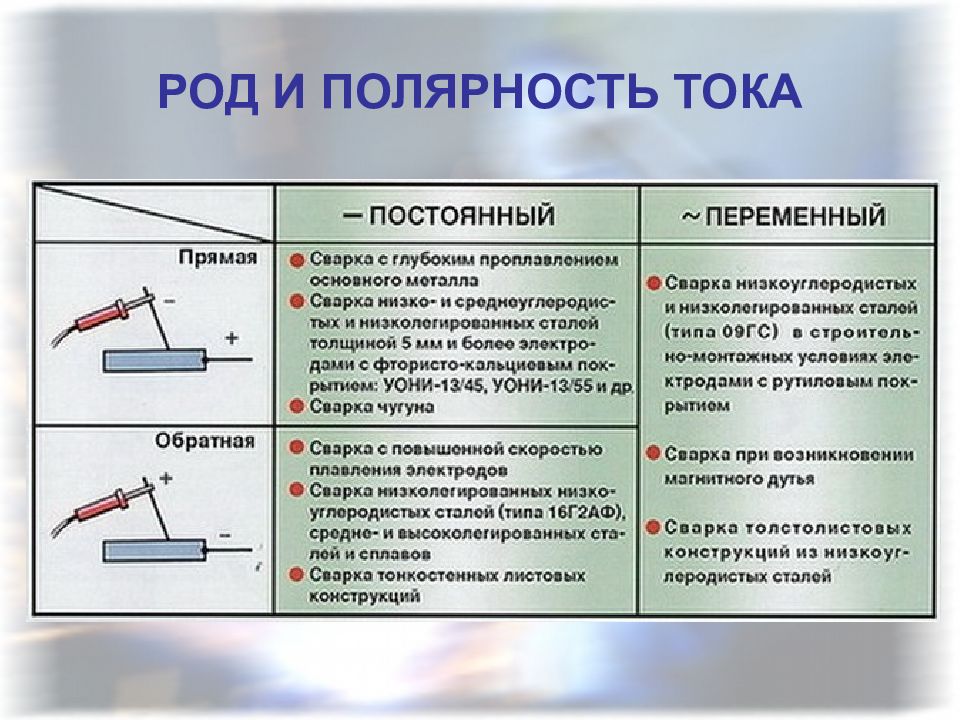 Покупать самый дорогой – не лучший вариант для человека, только познающего азы сварки инвертором. Работать сварочным инвертором производителя Ресанта удобно и продуктивно.
Покупать самый дорогой – не лучший вариант для человека, только познающего азы сварки инвертором. Работать сварочным инвертором производителя Ресанта удобно и продуктивно.
Отвечая на вопросы как пользоваться сварочным инвертором, как правильно варить сварочным инвертором и как научиться варить сварочным инвертором прежде всего нужно сказать о следующем. Перед тем, как правильно варить инверторным сварочным оборудованием обязательно внимательно прочтите как варить сварочным инвертором конкретного производителя. Можно несколько раз. Принцип работы у инверторов один и тот же, но в остальных показателях множество различий, которые не изложишь ни в одном универсальном пособии по сварке.
Как сваривать детали? Основные приемы и секреты для начинающих.Как варить сварочным инвертором знает любой сварщик. Инверторная сварка в своей основе имеет вполне себе классический принцип. Металл инвертором сваривается от высокой температуры электрической дуги. Чтобы между электродом и металлической деталью появилась дуга, их нужно подключить к разным полюсам. Выбор плюса или минуса для электрода и металла зависит от того, какой толщины деталь, подлежащая сварке. Существует разделение на прямую и обратную полярность или электрод-отрицательную и электрод-положительную. Последнее наименование разновидностей полярности более понятно. При прямой или электрод-отрицательной полярности сварочный электрод подключается к минусу, а свариваемая металлическая деталь – к плюсу. Если поменять их местами, будет обратная полярность или электрод-положительная.
Выбор плюса или минуса для электрода и металла зависит от того, какой толщины деталь, подлежащая сварке. Существует разделение на прямую и обратную полярность или электрод-отрицательную и электрод-положительную. Последнее наименование разновидностей полярности более понятно. При прямой или электрод-отрицательной полярности сварочный электрод подключается к минусу, а свариваемая металлическая деталь – к плюсу. Если поменять их местами, будет обратная полярность или электрод-положительная.
Между этими двумя видами соединений существует разница. Сварочный электрод либо деталь для сварки будут нагреваться больше, если к ним присоединить положительный заряд. Это происходит потому, что электроды в дуге перемещаются от минуса к плюсу, что делает температуру плюса более высокой. При сварке труб толще 3-х мм, целесообразней будет подключить к трубе положительный заряд. Трубы такой толщины нужно значительно «разогреть» для получения хорошего шва. Поэтому, присоединив плюс к трубе, металл лучше расплавится, шов будет качественным и прочным. Если труба из тонкого металла, то положительным зарядом ее можно «сжечь», приведя тем самым в негодность. Поэтому, лучше к ней подсоединить минус.
Если труба из тонкого металла, то положительным зарядом ее можно «сжечь», приведя тем самым в негодность. Поэтому, лучше к ней подсоединить минус.
Сварочный шов представляет собой участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла. Сварочный электрод представляет собой металлический стержень, сердцевину, которая покрыта специальным покрытием, которое не дает кислороду попасть в область сварки (сварочную ванну). Стержень производится из токопроводящих металлов, чтобы электрический ток поступал непосредственно к свариваемой детали.
Процесс создания электрической дуги представляет собой соединение металлического стержня электрода с изделием. Специальное покрытие вокруг стержня электрода начинает гореть и плавится. При плавлении покрытия выделяются газы, которые окружают сварную ванну, защищая металл от кислорода в процессе сварки. Расплавленное покрытие следующим слоем защищает только что расплавленный металл от кислорода после сварки. Этот слой расплавленного покрытия называется шлаком.
Этот слой расплавленного покрытия называется шлаком.
Сам процесс соединения металла имеет еще больше нюансов. Чтобы получить качественный шов, два свариваемых куска металла нужно нагреть до одинаковой температуры. Металл должен быть расплавлен на одинаковом расстоянии от края обоих изделий. Так как электрод плавящийся, при сварке его частицы «смещают» дугу ближе к шву, поэтому нужно постоянно приближать держатель поближе к изделию.
Чтобы шов получился шире, нужно «вырисовывать» им в процессе сварки различного рода рисунки: круги, зигзаги и прочие. Научится делать это с первого раза все равно будет непросто, хоть у сварочного инвертора и не «скачет» дуга.
Движения электрода при сварке инверторомС чего начать сварку металла инвертором?Как пользоваться сварочным инвертором? Сначала нужно позаботиться о безопасности. Для сварки нужно приобрести маску, закрытые ботинки и перчатки из толстой кожи, плотную одежду. Ваше обмундирование должно вас защищать от искр. Помимо средств индивидуальной защиты, нужно позаботиться о безопасности окружающих вас людей и предметов. Если вы собираетесь «варить» дома либо в иных местах, где могут появится люди без специальной защиты, следует их об этом предупредить. Если это все-таки произошло – немедленно прекратите сварку. Очистите пространство вокруг места сварки от лишних предметов, легковоспламеняющихся предметов и жидкостей, которые могут спровоцировать пожар или взрыв. Работу нужно выполнять на специальном настиле из дерева в целях исключения возможности поражения током. Обеспечьте наличие ведра с песком рядом с вами. Правильная работа со сварочным оборудованием равняется безопасной работе.
Помимо средств индивидуальной защиты, нужно позаботиться о безопасности окружающих вас людей и предметов. Если вы собираетесь «варить» дома либо в иных местах, где могут появится люди без специальной защиты, следует их об этом предупредить. Если это все-таки произошло – немедленно прекратите сварку. Очистите пространство вокруг места сварки от лишних предметов, легковоспламеняющихся предметов и жидкостей, которые могут спровоцировать пожар или взрыв. Работу нужно выполнять на специальном настиле из дерева в целях исключения возможности поражения током. Обеспечьте наличие ведра с песком рядом с вами. Правильная работа со сварочным оборудованием равняется безопасной работе.
Металл, который вы собираетесь «варить», должен быть подготовлен. Его необходимо очистить от лишнего: ржавчины, краски. Кромки должны быть обработаны растворителем. На них не должно быть остатков жира или краски.
Далее подключаем куда необходимо сварочные кабели, выбираем нужный электрод, выставляем величину тока. В таблице ниже указано как подобрать нужный электрод. Диаметр электрода зависит от толщины изделия, подлежащего сварке. Приведены рекомендуемые значения.
В таблице ниже указано как подобрать нужный электрод. Диаметр электрода зависит от толщины изделия, подлежащего сварке. Приведены рекомендуемые значения.
| Толщина металла, мм | 2 | 3 | 4-5 | 6-8 | 9-10 |
| Диаметр электрода, мм | 2 | 3 | 3-4 | 4 | 4-5 |
| Ток сварки, А | 50- 60 | 110- 120 | 110-120 (при d=3MM) 140-160 (при d=4MM) | 140- 160 | 140-160 (при d=4MM) 225-300 (при d=5MM) |
Не спешите! Торопясь сделать шов, вы, скорее всего, получите некачественное соединение.
В процессе сварки величину тока можно и нужно менять, если это требуется. Если вы видите, что при создании шва получаются не валики, а что-то типа размытых линий, то следует увеличить ток. Если же валики такие огромные, что становится сложно передвигать электрододержатель, показатель тока уменьшаем.
Если вы используете не только что приобретенные электроды, а те, которые были на хранении некоторое время во влажных местах, то их необходимо высушить около двух-трех часов при температуре примерно 2000 градусов.
Разжечь дугу можно двумя способами:
-несколько раз ударить кончиком электрода об изделие;
-применить способ, аналогичный розжигу спички.
Чтобы наловчиться прокладывать шов, сначала можно отметить на металле предполагаемую линию. Отметьте так, чтобы вам было ее четко видно. Далее разжигаем дугу, и направляем ее к отметке до упора. Там начинает плавится металл и все это покрывается шлаком, как было сказано выше. Это и есть сварочная ванна, это ее нужно двигать, «вырисовывая» рисунки, как показано на рисунке выше.
Двигать сварочную ванну электродом нужно под определенным углом. Существует два отличия как сваривать детали: под углом вперед и под углом назад. Первый вид позволяет варить с меньшей теплотой, что отлично подходит для тонких металлов.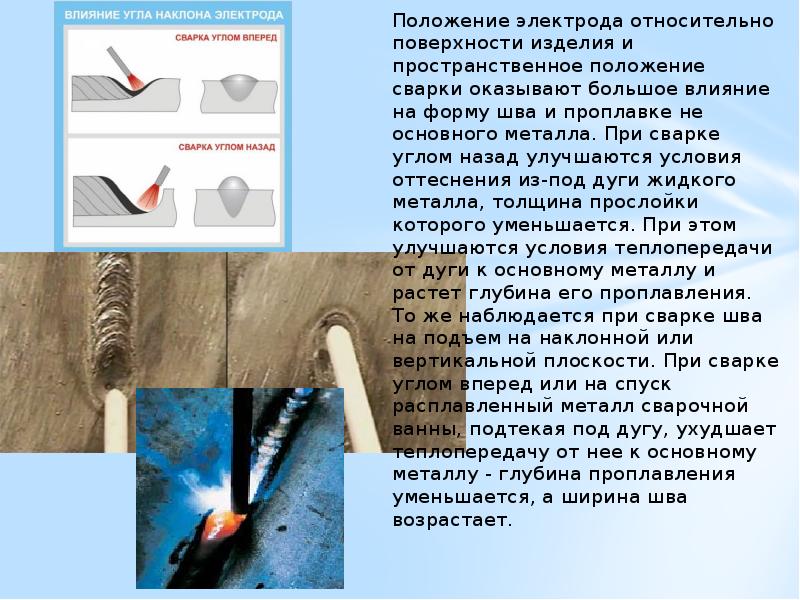 Соответственно, второй вид сварки характерен для толстых металлов.
Соответственно, второй вид сварки характерен для толстых металлов.
Помимо всех вышеуказанных показателей следует соблюдать еще и оптимальную длину сварочной дуги. Это то расстояние от окончания электрода до детали. Есть короткая, средняя и длинная. Короткая – 1 мм, средняя – 2-3 мм, длинная – 5 и более мм, до полного отрыва и исчезновения дуги. Для новичка оптимальной длиной считается средняя дуга. При длинной дуге металл нагревается недостаточно потому что она «скачет», шов будет не качественным. При сварке короткой дугой появляются слишком выпуклые валики, прогрева возле них мало, это может повлечь появление подрезов (канавки вдоль шва). Это делает шов также некачественным.
Если шов получился с дефектами – не расстраивайтесь, еще можно его подправить. Для этого нужно удалить область некачественного шва и «сварить» еще раз. Либо «подлатать» эту область.
Сварка инвертором для начинающих тонкого металла характеризуется наличием основными видами: встык и внахлест. Для новичков проще варить внахлест, есть гарантия, что вы не приварите металл к столу. Сварка тонкого металла встык имеет множество сложностей и особенностей при использовании инвертора. Чаще для этого используют сварочные полуавтоматы, которые лично для себя обычно никто не приобретает. Пользоваться инверторным сварочным аппаратом начинающим обычно рискованно.
Для новичков проще варить внахлест, есть гарантия, что вы не приварите металл к столу. Сварка тонкого металла встык имеет множество сложностей и особенностей при использовании инвертора. Чаще для этого используют сварочные полуавтоматы, которые лично для себя обычно никто не приобретает. Пользоваться инверторным сварочным аппаратом начинающим обычно рискованно.
Итак, это основная информация, самоучитель и правила, которые нужно знать и соблюдать, если вы решили узнать, как варить металл сварочным инвертором. Сварка для начинающих, конечно, характеризуется начальными неудачами. Первоначально нужно будет научится совершать каждый этап работы несколько раз, чтобы довести его до надлежащего уровня. Придется тренироваться, использовать множество «пробных» электродов, кусков металла, научиться хорошо и с первого раза разжигать дугу. Но, согласитесь, это небольшая цена за возможность узнать, как научиться правильно варить сварочным инвертором самостоятельно с нуля и экономить на услугах специализированных компаний. Техника сварки инвертором довольно прозрачна и проста. Пройдя все пробные этапы и усвоив уроки по сварке инвертором для начинающих, вы самостоятельно сможете без лишних проблем производить сварку.
Техника сварки инвертором довольно прозрачна и проста. Пройдя все пробные этапы и усвоив уроки по сварке инвертором для начинающих, вы самостоятельно сможете без лишних проблем производить сварку.
Как вам статья?
9 советов и рекомендаций по улучшению сварки STICK
Сварка электродом, в то время как не самая сложная форма сварки для изучения, иногда все же может быть трудной. Зажечь дугу с первой попытки — это абсолютный навык, а не каждый может это сделать. Запуск дуги — не единственная сложная часть клюшки. сварки, поэтому, если вы хотите улучшить свои навыки сварки, дайте эти советы и трюки попробовать.
1.
 Текущие настройки
Текущие настройкиТекущие настройки состоят из двух частей: полярность и сила тока. Хорошей новостью является то, что получить правильные настройки для обоих из них довольно легко, учитывая, что они указаны на упаковке электрода.
Например, электроды общего назначения HYPERARC 6013 имеют рекомендуемую полярность AC и DC+ и диапазон тока от 90 А до 130 А (для размера 3,2 мм).
Почему больше, чем один вариант на двоих? Электроды 6013 GP более универсальны, поэтому они хорошо сваривается на AC и DC +, какой из них вы используете, скорее зависит от личных предпочтений. А многие электроды поставляются только с одной рекомендуемой настройкой полярности.
В отношении сила тока, у каждого электрода будет диапазон, так как он будет работать без проблем в пределах этого диапазона, хотя вам, возможно, придется двигаться быстрее к более высокому пределу, или, если металл вашей заготовки тоньше, вам понадобится нижний конец.
Как узнать, что ваши усилители неисправны?
Если у вас недостаточно высокая сила тока, вы обнаружите, что электрод стал намного более липким, и будет трудно зажечь дугу, не прилипнув к металлу.
Недостаточное количество ампер также означает, что недостаточно тепла, чтобы расплавить сердечник. Вместо того, чтобы вплавлять его в базовую деталь во время сварки, он оставит на поверхности маленькие шарики металла. Вы также обнаружите, что дуга мигает, гаснет или заикается, независимо от того, насколько близко вы держите электрод.
С другой стороны, если ваши силы тока слишком высоки, вы обнаружите, что сварочная ванна невероятно жидкая и ее трудно контролировать (но у вас не будет проблем с запуском дуги). Слишком большое количество ампер сделает вашу дугу громче, а также часто приведет к большему разбрызгиванию. Это также может привести к тому, что электрод вырежет заготовку, не заполняя ее.
При силе тока хорошим началом будет середина рекомендуемого диапазона. Если вы недовольны тем, как он работает, отрегулируйте силу тока на 5-10 в большую или меньшую сторону, в зависимости от того, что происходит с лужей, дугой и брызгами.
Вам также потребуется настроить усилители в зависимости от вашего положения; если вы выполняете потолочный сварной шов, снижение силы тока примерно на 15% поможет удержать расплавленный металл в стыке, а не на вас.
У UNIMIG есть руководство по выбору диапазона силы тока в зависимости от толщины заготовки, поэтому ознакомьтесь с бесплатным Ultimate Welding Guide .
2. Длина дуги
После того, как вы начали дуги, главное ее поддерживать. Лучший способ сохранить целостность дуги (и горит), удерживая электрод на постоянном расстоянии от пластины. В общем, удерживая его на расстоянии примерно 3 мм от заготовки, вы получите хорошую дугу.
Если ваша дуга становится слишком короткой, вам нужно снизить напряжение и приклеить электрод к заготовке. Если ваша дуга станет слишком длинной, ваше напряжение увеличится, ваша лужа расширится, вы получите больше брызг, металл может разбрызгиваться, поскольку дуга не сфокусирована, ваша дуга может погаснуть, и вы также получите подрез . Подрез происходит, когда сварной шов становится слишком широким (иногда из-за слишком большого тока) и основной металл расплавляется по краям, но присадочного материала недостаточно для заполнения зазора, поэтому на кончиках сварного шва остается канавка.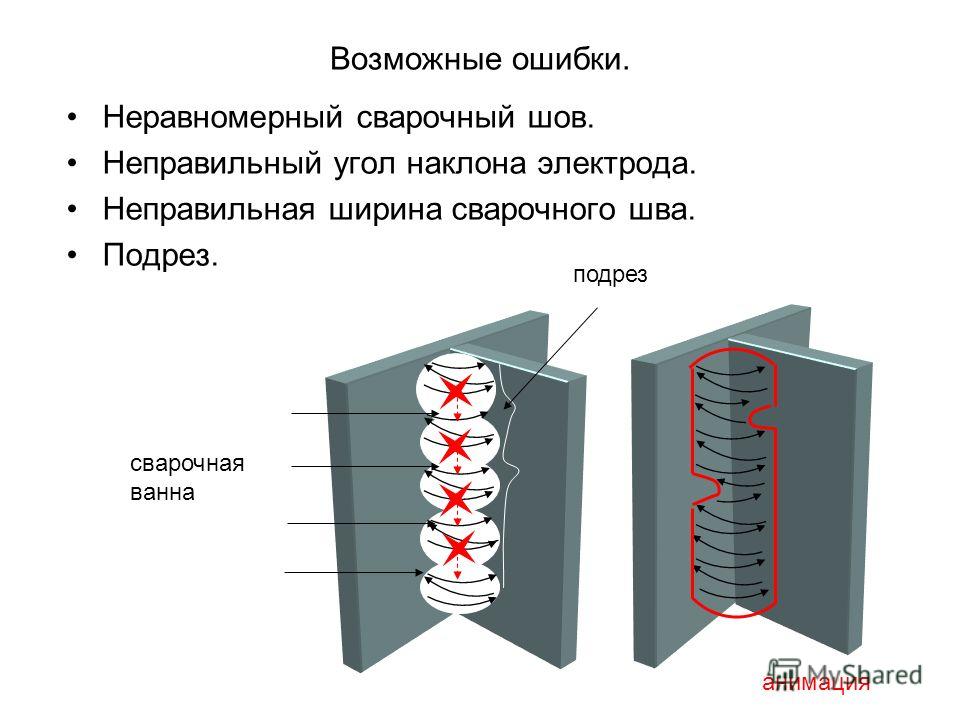 .
.
Когда вы впервые учитесь сварке электродом , удерживать дугу натянутой может быть сложно, особенно если учесть, что ваш электрод плавится и становится короче по мере продвижения. Может быть сложно адаптироваться к движению, следя за тем, чтобы ваша дуга не удлинялась, но правильная длина дуги имеет важное значение.
3. Перетащите сварной шов
Всегда тяните (или перетаскивайте) ваши сварные швы. Если вы попытаетесь протолкнуть свой электрод, все, что вы собираетесь сделать, это улавливать защитный шлак внутри сварочной ванны, где он будет наоборот защитный. Вместо этого он загрязнит ваш сварной шов.
Есть только один исключение из правила перетаскивания, и это при выполнении вертикального сварного шва вверх. Толкая сварка стыка — это единственный раз, когда вы должны давить на сварку электродами.
Техника перетаскивания4. Видимость
Как и при любом виде сварки, очень важно иметь возможность видеть, что вы делаете. Как вы собираетесь вести бусину по прямой линии или следить за расстоянием по дуге, если не видите?
Как вы собираетесь вести бусину по прямой линии или следить за расстоянием по дуге, если не видите?
Убедитесь, что вы находитесь в удобном положении, где вы сможете наблюдать за происходящим. Кроме того, держите лицо и шлем подальше от дыма. Они не только ограничивают видимость вашего сварного шва, но и вредны для дыхания.
5. Чисто, чисто, чисто
Сварка самый прощающий, когда дело доходит до чистоты? Да. Можете ли вы просто сварить несколько миллиметров ржавчины с ним? №
При сварке электродом
абсолютно самый гибкий, когда дело доходит до поверхностных загрязнений, даже он имеет
его предел. Очистка металла обеспечит наилучший сварной шов, поэтому
потратьте несколько дополнительных минут, чтобы почистить материал металлической щеткой или шлифовальной машиной.
Если вы не можете снять все, это нормально, но снизьте скорость движения, если
это тот случай. Если двигаться медленнее, у газовых пузырей будет больше времени, чтобы закипеть. до образования шлака.
до образования шлака.
Наличие чистого, оголенного металла для крепления зажима заземления также является приоритетом, потому что без хорошего заземления вы не получите хорошего сварного шва.
Чистый металл6. Влажный металл – это плохо
Как правило, электроды содержат некоторое количество влаги, но чрезмерная влажность (или полностью мокрый электрод) – это плохо. Если вы используете электрод с низким содержанием водорода, то любая влага в ваших электродах недопустима.
Если дуга неустойчивая, блуждающая или неровная, велика вероятность того, что электрод не высох. Ваш флюс также откалывается и попадает в сварочную ванну (нерасплавившись), что также вызывает дефекты сварки.
Это можно исправить двумя способами.
Первый: профилактика. Убедитесь, что ваши электроды хранятся в сухом и желательно запечатанном месте, чтобы они оставались сухими.
Второй: электродная печь. Не путать с кухонной духовкой. Электродная печь повторно пропекает флюсовое покрытие на электроде, испаряя любую влагу и оставляя их готовыми к сварке.
7. Движение
Запуск шарика с помощью электрода-стержня довольно прост; это устойчивая, прямая линия. По той же причине, по которой вы хотите только перетаскивать сварной шов, вы не хотите кружить над задней частью сварочной ванны и улавливать шлак внутри.
Если ваш сварной шов слишком широк для одного валика, сделайте второй, третий или столько проходов, сколько вам нужно, чтобы должным образом заполнить его. Все это будут прямые линии с перекрытием 50/50 наполнителя и основного металла, чтобы сплавить их вместе.
И снова единственный Исключением из этого правила является вертикальный шов вверх. Вы можете слегка покачиваться из стороны в сторону чтобы кончик электрода соприкасался с обеими сторонами сварного шва. Не наводите курсор на середину, так как она сама о себе позаботится; ты просто хочешь убедитесь, что валик правильно входит в угол, и вы не подрезы по краям.
8. Скорость
Хорошая скорость движения
последовательный. Это также то, что не прожигает вашу тарелку и не оставляет
ваша бусина сидит на металле, а не вплавляется в него. Как ты можешь
сказать, если вы слишком быстро или слишком медленно?
Как ты можешь
сказать, если вы слишком быстро или слишком медленно?
Если вы тоже переезжаете быстро, вы получите узкую высокую бусину, которая выглядит так, как будто она сидит выше металл. Это потому, что не было достаточно времени, чтобы нагреть заготовка и электрод, чтобы он расплавился.
Если вы слишком много двигаетесь медленнее, ваша лужа станет шире, но налипание также будет выше, и у вас будет поверхностное проникновение. Это потому, что вместо того, чтобы таять, ваш вместо этого лужа уходит вбок, поэтому вы получаете толстую бусину без дополнительного проникновения.
9. Пробные прогоны
Выполнение пробного прогона любого сварного шва — хорошая привычка, но особенно она полезна при сварке электродом.
Определенно лучше перед началом сварки выяснить, что ваш локоть может удариться о стол, другой угол или что-то еще, пока ваш электрод плавится.
Убедившись, что вы можете двигаться вниз с помощью электрода и вам не будут мешать, это означает, что вам не потребуется ненужных перезапусков на полпути к суставу, потому что вы внезапно поняли, что вам нужно изменить положение.
Вы всегда хотите чувствовать себя комфортно перед началом сварки, и пробный прогон гарантирует, что вы будете чувствовать себя комфортно.
← Посмотреть все статьи
Советы, хитрости и быстрые способы сварки
Арсенал сварочного оружия, которое можно использовать в битвах при выполнении работ по ремонту металла, с годами вырос в геометрической прогрессии и теперь включает в себя алфавитный список сварщиков.
Если вам больше 50 лет, вы, вероятно, научились сваривать с помощью аппарата SMAW (электродуговая сварка в защитном металле или электродуговая сварка).
1990-е годы принесли нам простоту сварки проволокой MIG (металл в инертном газе) или FCAW (дуговая сварка с флюсовой проволокой), которая упразднила очень много коробок для жужжания. Совсем недавно технология TIG (вольфрамовый инертный газ) нашла свое применение в фермерских магазинах как идеальный способ сварки листового металла, алюминия и нержавеющей стали.
В настоящее время все более широкое внедрение многоцелевых сварочных аппаратов означает, что все четыре процесса можно использовать в одном пакете.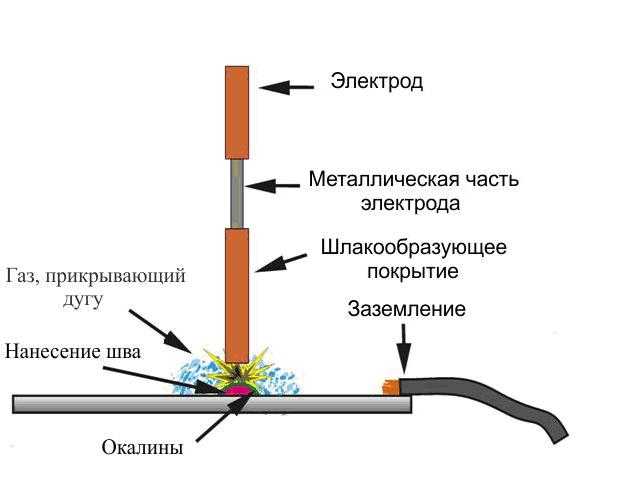
Ниже приводится краткий курс по сварке, который оттачивает ваши навыки для достижения надежных результатов независимо от используемого сварочного процесса.
- ПОДРОБНЕЕ: Сварочная тележка для бездорожья
Здравые советы по сварке проволокой
Джоди Коллиер сделала карьеру в области сварки и обучения сварщиков. Его веб-сайты Weldingtipsandtricks.com и Welding-TV.com полны практических советов и приемов, касающихся всех видов сварки.
Вот 10 советов от Collier, которые помогут улучшить ваши навыки сварки MIG и сварки с флюсовой проволокой.
- Получите лучший зажим заземления. Это, наверное, один из самых важных советов MIG! Вы когда-нибудь слышали, как кто-то стреляет из МИГа, и это звучит как стрельба из проезжающего мимо автомобиля? Вы знаете, что не так? Плохая земля! Ни для кого не секрет, что медь является лучшим проводником. Вот почему медные заземляющие зажимы лучше, особенно с сильной пружиной.
 Чтобы получить хорошее заземление, приобретите хороший зажим.
Чтобы получить хорошее заземление, приобретите хороший зажим. - Следите за своим вылетом. Вылет провода неправильно понят. Это относится к расстоянию от сварочного наконечника (также называемого контактным наконечником) до дуги, а не к расстоянию от сопла до дуги. Слишком длинный вылет смягчает дугу, что приводит к нагромождению сварного шва. Более длинный вылет работает нормально и может быть полезен на очень тонком листовом металле. Для переноса струи с высокой силой тока предпочтительнее более длинный вылет, но если вы хотите получить хорошую четкую дугу с помощью MIG с коротким замыканием на более толстом металле, оставьте вылет менее 1/2 дюйма.
- Научитесь сваривать в гору. Еще один из многих важных советов по сварке MIG — сварка в гору на всем, что толще ¼ дюйма. Продавливая сварной шов, вы можете добиться лучшего провара.
- Убедитесь, что контактная трубка, направляющая пистолета и приводные ролики соответствуют размеру проволоки.
 Использование приводных роликов .030 с сердечником из флюса .035 может вызвать у вас желание отказаться от сварки.
Использование приводных роликов .030 с сердечником из флюса .035 может вызвать у вас желание отказаться от сварки. - Время от времени очищайте направляющую пистолета и приводные валики и не допускайте попадания брызг на сопло пистолета. Замените контактный наконечник, если он заблокирован или плохо подается. Если вы хотите, чтобы ваши наконечники служили немного дольше, купите средство для чистки наконечников резаков и время от времени рассверливайте их. Держите в своем наборе инструментов набор новых контактных советов.
- Замените гильзу пистолета, когда это необходимо. Со временем вкладыши забиваются пылью и медью из провода. Если вы хотите проверить лайнер на наличие проблем с подачей, выключите машину, ослабьте пружинные зажимы натяжителя на роликах, положите провод пистолета на пол со снятым с пистолета контактным наконечником и протолкните проволоку пальцами. Кормить надо без принуждения. Если нет, замените его. Новый стоит около 20 долларов и будет иметь большое значение.
- Всегда сваривайте обеими руками. Удерживайте изгиб шейки пистолета в одной руке и держите часть со спусковым крючком в другой. Стабильность при нажатии на спусковой крючок очень важна для хорошего старта. Когда пистолет отталкивается, когда вы нажимаете на спусковой крючок, это только приводит к большему, чем необходимо, прихваточному шву и некрасивому валику.
- Сохраняйте натяжение втулки механизма подачи проволоки и давление приводного ролика достаточно тугими для подачи проволоки плюс еще немного, но не перетягивайте.
- Используйте большой откидной (удлинительный) шнур. Если вам необходимо использовать удлинитель, используйте большой толстый и как можно более короткий шнур.
- Получите хороший автозатемняющийся шлем. Смещение даже на ¼ дюйма от сварочной дорожки, когда вы киваете шлемом вниз, может все испортить. В качественном шлеме с автоматическим затемнением вы можете увидеть, куда направлен провод, еще до того, как вы нажмете на курок.

Смена газов MIG
Основным газом для сварки MIG является углекислый газ (CO2). В то время как CO2 экономичен и отлично подходит для создания глубоко проникающих сварных швов в толстой стали, этот защитный газ может быть слишком горячим при сварке тонкого металла. Вот почему Джоди Коллиер предлагает перейти на смесь 75% аргона и 25% СО2.
«О, вы можете использовать чистый аргон при сварке алюминия или для сварки MIG стали, но только для очень тонких материалов», — говорит он. «Все остальное сваривается ужасно чистым аргоном».
Кольер отмечает, что на рынке есть много газовых смесей, таких как гелий-аргон-CO2, но иногда их трудно найти и они дороги.
Для нужд большинства фермерских хозяйств запасы газа под рукой должны включать CO2 и смесь аргона и CO2.
Вам нужно будет добавить две газовые смеси 100% аргона или смесь аргона и гелия для сварки алюминия и смесь 90% аргона, 7,5% гелия и 2,5% CO2, если вы ремонтируете нержавеющую сталь на ферме.
Глубина проникновения при сварке MIG зависит от защитного газа. Углекислый газ (показан справа вверху) обеспечивает более глубокий провар по сравнению со смесью аргон-CO2 (слева вверху).
- ПОДРОБНЕЕ: Инструменты года: металлообработка и сварка
Чистка алюминия обязательна
Прежде чем зажечь дугу при ремонте алюминия, обязательно тщательно очистите место сварки, чтобы избежать некачественных сварных швов.
Очистка места сварки имеет решающее значение, потому что оксиды алюминия плавятся при 3700°F, а основной металл плавится при 1200°F. Таким образом, любые оксиды (окисленная или белая коррозия) или масла на ремонтируемой поверхности будут препятствовать проникновению присадочного металла.
Очистка требует двух операций: удаления всего масла и жира, а затем удаления любых оксидов алюминия.
Устранение масла и смазки стоит на первом месте. Тогда — и только тогда — следует удалить окислившееся загрязнение. Не изменяйте этот порядок, предупреждает Джоэл Орт из Miller Electric.
Не изменяйте этот порядок, предупреждает Джоэл Орт из Miller Electric.
Вот дополнительные указания по очистке алюминия.
- Удалите масло, жир и водяной пар с помощью органического растворителя, такого как ацетон, не хлорированный очиститель тормозов или слабощелочной раствор, такой как сильное мыло. Вы также можете использовать обезжириватели на основе цитрусовых, но обязательно промойте и высушите место сварки перед сваркой.
- Удалите оксиды с поверхности проволочной щеткой из нержавеющей стали в сочетании с сильным щелочным или кислотным очистителем. Убедитесь, что щетка используется только для очистки алюминия. Многие поставщики сварочных материалов продают растворы для удаления оксидов в аэрозольных баллончиках или пластиковых бутылках.
- Удалите всю краску.
- Если вы не собираетесь сразу заваривать место ремонта, накройте сварной шов коричневой крафт-бумагой, чтобы грязь и песок из воздуха не оседали в зоне сварки.
- Держите место сварки алюминия сухим и поддерживайте комнатную температуру для успешной сварки.

Это не сварочный аппарат твоего папы
Дайте палочной сварке еще один шанс.
Сварщики с проволочной проволокой в 19-м веке стали собирать пыль на углах магазинов, чтобы собирать пыль.90-е.
Но современному сварочному аппарату есть место на ферме и особенно в поле.
В отличие от тех старых жужжащих коробок, которые работали только на переменном токе (AC), современный сварочный аппарат работает как на переменном, так и на постоянном токе (DC), меняя полярность сварки 120 раз в секунду.
Такая быстрая смена полярности дает огромные преимущества, включая более легкий запуск, меньшее прилипание, меньшее разбрызгивание, более привлекательные сварные швы, а также более легкую вертикальную и потолочную сварку.
Прибавьте к этому тот факт, что электродуговая сварка обеспечивает более глубокие сварные швы, превосходно работает на открытом воздухе (где ветер сдувает защитный газ MIG), эффективно работает на толстых материалах и прожигает ржавчину, грязь и краску. Сварочные аппараты также портативны и просты в эксплуатации, так что вы можете понять, почему новый сварочный аппарат с ручным управлением или многопроцессорный сварочный аппарат стоит вложений.
Сварочные аппараты также портативны и просты в эксплуатации, так что вы можете понять, почему новый сварочный аппарат с ручным управлением или многопроцессорный сварочный аппарат стоит вложений.
Советы по стикам
Джоэл Орт из Miller Electric предлагает следующие указатели для стержневой сварки. Подробную информацию можно найти по адресу: millerwelds.com/resources/welding-guides/stick-welding-guide/stick-welding-tips.
- Универсальным электродом является электрод A6011, который обеспечивает глубокий провар даже в грязных, ржавых или окрашенных материалах. Но держите при себе немного E7018, так как этот электрод с низким содержанием водорода идеально подходит для сварки в нерабочем положении и при сварке высокопрочной стали. При сварке нержавеющей стали выбирайте электрод из нержавеющей стали 312 Plus.
- Чтобы установить силу тока, сначала определите рекомендуемый диапазон силы тока для вашего типа и диаметра электрода. Затем выберите силу тока в пределах диапазона, основанного на толщине вашего металла (чем тоньше металл, тем меньше ампер).
- Начните с нуля и постукивайте по практике. Попробуйте любой метод запуска, чтобы узнать, что работает для вас. При начале с нуля вы проводите электродом по заготовке, как чиркая спичкой, слегка приподнимая электрод после прикосновения к заготовке. Если дуга гаснет, значит, электрод был поднят слишком высоко. Если электрод прилипает к заготовке, быстро поверните его, чтобы освободить. При постукивании опустите электрод прямо на заготовку, а затем слегка приподнимите, чтобы зажечь дугу. Если дуга гаснет, электрод был поднят слишком высоко. Снова поверните, чтобы освободить электрод, если он прилипает.
- При сварке углового шва катет шва должен быть равен толщине свариваемых деталей.
Водород убивает сварные швы
Водород представляет собой ведущую угрозу при сварке, способствуя задержке сварки, растрескиванию зоны термического влияния, которое происходит через несколько часов или дней после завершения сварки, или тому и другому вместе.
Тем не менее, водородную угрозу обычно легко устранить путем тщательной очистки металла. Удалите все масло, ржавчину, краску и любую влагу, поскольку они являются источниками водорода.
Удалите все масло, ржавчину, краску и любую влагу, поскольку они являются источниками водорода.
Тем не менее, водород остается угрозой при сварке высокопрочных сталей (все чаще используемых в современной почвообрабатывающей технике), толстых профилей металла и сильно защемленных участков сварки. При исправлении этих материалов обязательно используйте электрод с низким содержанием водорода и предварительно нагревайте область сварки.
Пористость: основная причина непрочных сварных швов
Губчатые отверстия или крошечные пузырьки, появляющиеся на поверхности сварного шва, являются верным признаком того, что ваш сварной шов имеет пористость, отмечает Джоди Коллиер, который считает это состояние проблемой №1 при сварке.
Пористость сварного шва может принимать различные формы, включая поверхностные поры, червоточины, кратеры и полости, которые видны (на поверхности) и невидимы (в глубине сварного шва).
Помимо уродливого внешнего вида, пористость предсказывает плохой, слабый сварной шов.
К возможным причинам пористости относятся:
- Недостаточное покрытие защитным газом (из-за неправильного расхода или сквозняка, сдувающего газ). Типичный расход газа должен составлять от 30 до 40 кубических футов в час. «Некоторые операторы ошибочно полагают, что регулятор давления — это все, что необходимо для обеспечения надлежащего расхода газа и давления, — говорит Коллиер. «Но манометр не задаст расход. Вместо этого инвестируйте в расходомер».
- Смазочные материалы, влага, ржавчина, краска, прокатная окалина и другие загрязнения на основном материале.
- Чрезмерный вылет провода, препятствующий надлежащему покрытию защитным газом.
- Несоблюдение рекомендованного производителем провода вылета провода.
Кольер также советует: «Держите ванну расплавленной в течение более длительного времени, чтобы позволить газам выкипеть из сварного шва, прежде чем он замерзнет».
Попробуйте тонкую проволоку для хорошего сварного шва
Хотя наиболее распространенные диаметры сварочной проволоки составляют 0,035 и 0,045 дюйма, проволока меньшего диаметра может облегчить создание хорошего сварного шва. Попробуйте использовать проволоку диаметром 0,025 дюйма, особенно при сварке тонкого материала толщиной 1⁄8 дюйма или меньше, — предлагает Карл Хус из Lincoln Electric.
Попробуйте использовать проволоку диаметром 0,025 дюйма, особенно при сварке тонкого материала толщиной 1⁄8 дюйма или меньше, — предлагает Карл Хус из Lincoln Electric.
Причина?
Он объясняет, что большинство сварщиков, как правило, делают сварной шов слишком большого размера, что может привести к проблемам с прожогом. Проволока меньшего диаметра обеспечивает более стабильные сварные швы при более низком токе, который имеет меньшую склонность к прожогу.
Если вы уменьшите сварочный ток, у вас будет больше шансов на успех при сварке более тонких материалов.
Будьте осторожны, используя этот подход на более толстых материалах (3/16 дюйма и толще), потому что проволока диаметром 0,025 дюйма может привести к непровару.
Лучшие практики TIG
Когда-то фермеры, ищущие лучший способ сварки тонкого металла, алюминия и нержавеющей стали, могли только мечтать о них, сварочные аппараты TIG становятся все более распространенными в фермерских магазинах из-за растущей популярности многопроцессорных сварочных аппаратов.
Однако, исходя из личного опыта, научиться сварке TIG будет не так просто, как сварке MIG.
TIG требует трехсторонней координации с использованием обеих рук (одна держит источник тепла в раскаленном как солнце вольфрамовом электроде, а другая рука подает заполняющий стержень в дугу) и ноги (управление педалью или регулятором силы тока, установленным на горелке). для запуска, регулировки и прекращения подачи тока).
Мои первые попытки сварки TIG напоминали птичий помет на стали.
Чтобы избежать результатов, подобных моим, новички и те, кто хочет отточить свои навыки, могут воспользоваться этими советами по сварке TIG. Слова Рона Ковелла, консультанта Miller Electric, из его «Советов по сварке: секрет успеха при сварке TIG».
Полную версию можно найти на сайте millerwelds.com.
- Убедитесь, что все чисто до скрипа. Сварка TIG не терпит никаких загрязнений. Обязательно очистите основной металл хорошим обезжиривающим средством, прежде чем чистить его специальной проволочной щеткой.
 (Не используйте одну и ту же щетку для разных видов металла.) Также протрите наполнительный стержень обезжиривателем.
(Не используйте одну и ту же щетку для разных видов металла.) Также протрите наполнительный стержень обезжиривателем. - Устраивайтесь поудобнее. Когда это возможно, я предпочитаю сидеть во время сварки. Даже в ситуациях, когда невозможно сидеть, любые небольшие изменения моей позы или положения тела, которые делают меня более удобным, окажут заметное влияние на сварной шов.
- Ищите способы поддержать свои руки. Наличие надежной опоры для кистей или предплечий имеет решающее значение для точного перемещения резака. Я делаю сварку лучше всего, когда основание моих рук или запястья каким-то образом поддерживаются. Часто вы можете положить запястья на свариваемую деталь. Рядом со сварочным столом я держу различные деревянные и металлические блоки, и часто я могу получить лучшую поддержку, поставив блок, чтобы положить на него руку с горелкой.
- Выполните тренировочный заезд (без электричества). Многие профессиональные сварщики делают это перед каждым проходом.