Серебряный припой для ювелиров: Припой ювелирный серебряный (паста) – купить на Ярмарке Мастеров – 241BXRU
alexxlab | 06.01.2020 | 0 | Разное
Пайка ювелирных изделий – Компания «ПРИПОЙ»
Ювелирное дело, если посмотреть на него с точки зрения процесса производства украшений, можно назвать симбиозом искусства, художественного вымысла, творчества с одной стороны и технологии, мастерства и умения соединить свойства материалов с их красотой с другой. На этом стыке полёта фантазии с физикой и химией рождаются украшения, восхищающие изящностью форм, совершенством линий и цветов, гармонией металла и камня, слившихся воедино.
«Ювелирная техника», «филигранная точность» – знакомые нам фразы, неправда ли? Мы так говорим, когда видим нечто, удивившее нас безукоризненностью, идеальным исполнением, вызывающими восторг. Как видите, фразы, ставшие расхожими, пришли в наш язык из ювелирного дела и отражают признание сложности работы и мастерства тех умельцев, мастеров результат труда которых радует глаз и облегчает наш кошелёк в ювелирных магазинах.
Любопытства ради, заглянем дальше этих ярких витрин, посмотрим, как получаются такие красивые кольца, цепи, броши и многое-многое другое, чем мы любим радовать себя и своих любимых по особым случаям.
Пайка это сложный, требующий знания свойств металлов, аккуратности и скрупулёзности соблюдения технологий процесс. Для того, чтобы две металлические детали соединились, как единое целое, необходимо, чтобы припой, а это другой, да еще расплавленный металл, смочил микроскопический зазор между заготовками, и там застыл, обеспечив диффузию, т.
В наше время, конечно, говорить об алхимии – не более чем аллегория. В век лазеров электронной оптики, компьютерных 3D-моделей и онлайн калькуляторов состава припоев современные технологии приходят и в это древнее ремесло. Но ни смотря на прогресс, как и века назад, ювелиры паяют. И вот как это делается.
Пайка металла – это высокие температуры прежде всего. Источником тепла для их получения, а речь о цифрах 600-1100°С, служат пропан-бутановые, бензино-воздушные газовые горелки с регулятором интенсивности сжигания и набором сопел для разных видов работ. Рабочее место оборудуется с учетом действия таких температур, пайка производится на поверхностях, которые или вовсе не горят, или имеют запас термостойкости, значительно превышающий температуру пламени. Для этого используют асбестовый лист, специальные керамические пластины, обычный шамотный кирпич. Важно, чтобы поверхность, на которой проводится пайка, не коробилась, оставалась ровной, впитывала флюс. Когда геометрия работ сложна и требуется паять детали с разных сторон основного изделия, не меняя его положения в пространстве, удобен в использовании поворотный столик из тех же негорючих материалов. Так же сложные стыковки можно делать, формируя с помощью лепки опоры из замоченного в воде асбестового листа. Тут уместно напомнить о безопасности. Асбест, например, при нагревании выделяет вредное вещество амфибол, это канцероген, осаждающийся в лёгких и врастающий в их ткань. Приготовление припоев требует расплавления цинка, кадмия.
Рабочее место готово, можно работать. Но чем? Да, нам нужен припой, и это – краеугольный камень пайки в ювелирном деле. Здесь свои сложности, ограничения и требования. Даже формальные, такие как проба. Мы помним, что ценность изделий из драгметаллов во многом определяется процентным содержанием золота, серебра, платины в них. Так, золото 585 пробы говорит нам, что в украшении содержится 58,5% собственно золота, а остальной его состав, лигатура, это медь и серебро. Их соотношение 70/30 в этом остатке даёт нам красноватый оттенок изделия и повышенную его плавкость, а 30/70 – светло-жёлтый цвет и низкую температуру плавления.

Процесс приготовления припоя для пайки ювелирных изделий, в частности, для рассматриваемого выше золота, состоит в изготовлении сплава компонентов и последующей обработке отливки. Составим представление на примере. Пусть мы работаем с золотом 585 пробы, и ориентируясь на сведения табличных данных, решили приготовить припой, содержащий дающую светло-жёлтый цвет лигатуру: серебро/медь/кадмий и цинк в соотношении 11,4/17,4/10/2,7%. Пусть припоя нам понадобится всего 4 грамма, считать вес компонентов в составе сплава будем так. Золото, (4 грамма х 58,5%)/100%=2,34 грамма. Серебро, (4х11,4)/100=0,456 грамма. Медь (4х17,4)/100=0,696. Кадмий, (4х10)/100=0,4. Цинк, (4х2,7)/100=0,108 грамма. Все расчеты ведутся исходя из того, что используемые нами в качестве компонентов металлы химически чистые и примесей в заметных на состав количествах не содержат. Отмерянное количество вещества будем плавить в тигле, предварительно разогретом для покрытия глазурью. Металл нужно сплавлять, или легировать, в определённой последовательности. Более легкоплавкие, цинк и кадмий, могут угореть, и чтобы минимизировать изменение свойств и уменьшение количества, действуем так. Начав с меди, нагреваем её до расплавления. Добавляем в расплав цинк, и он в среде жидкой меди начинает расплавляться сам, ведь его температура плавления «всего» 419°С, против 1083 – у меди. Посыпая расплав бурой, доводим плавление до конца в пламени горелки. Откладываем медно-цинковую лепешку в сторону, продолжаем, расплавляя сначала серебро и в нём уже – кадмий, так же добавляя флюс. К этому последнему расплаву добавляем первый, добавляем золото, и сплавляем всё вместе. После остывания и отбеливания при помощи механической обработки – вальцевания, раскатываем заготовку припоя в полосу, удобную для нарезания на единичные мелкие частички, которыми и будет производиться пайка.
Как видите, даже поверхностное прикосновение к мастерству ювелирного дела, где техника граничит с искусством, подымает огромный пласт навыков и знаний в таких областях как металловедение, металлообработка, физика. Обилие цифр, терминов, взаимосвязей и характеристик впечатляет даже в частном случае работы с золотом, лишь одним из драгоценных металлов. Отдельные тонкости есть и у пайки серебра, платины. Изготовление бижутерии, включающее соединение разнородных материалов от пластика, кости, стекла до меди и её сплавов – тоже целая наука, где применяются свои операции по термическому соединению деталей. И как нет предела совершенству в изготовлении украшений, радующих глаз, так же бесконечно можно обогащаться знаниями о том, как это делается. Не важно, какая у вас цель, стать мастером или просто любопытство. Главное начать, путь познания приведёт вас туда, куда вам нужно.
Серебряные припои / ГОСТы / Завод припоев Новосибирск, олово, припой, припои, свинец, сплав, сплавы, цинк, баббиты
Припои на основе серебра – оптимальное решение для создания прочного, надежного и обладающего хорошей электропроводностью шва. В чистом виде благородный металл использовать для пайки невозможно. Он слишком пластичен и имеет очень высокую температуру плавления. Поэтому в припои добавляют другие металлы, чаще всего медь или цинк. Благодаря добавкам температура плавления понижается, а, следовательно, уменьшается расход энергии и времени на пайку.
Среди достоинств серебряных припоев следует выделить отличные прочностные качества получаемых швов, устойчивость к окислению, механическим и вибрационным воздействиям.
Количество марок серебряных припоев настолько велико, что подобрать состав можно практически для любых задач по пайке различных металлов.
Содержание серебра в припое
Количество серебра в припое регламентируется требованиями ГОСТ. В маркировке продукции присутствует цифровое обозначение, указывающее на процент благородного металла в сплаве. Припои с большим содержанием серебра (50-70%) применяют для создания швов с большой электропроводностью, сплавы с меньшим количеством серебра рекомендуются для соединения деталей, которые не подвергаются значительному нагреву при эксплуатации. Сплавы с низким содержанием Ag наиболее востребованы в машиностроении для создания швов высокой твердости. Радиолюбители в основном пользуются славами с пониженным содержанием серебра (всего около 2%).
Бюджетные марки серебряных припоев
Припой ПСр-10 содержит всего 10% серебра. Такой припой применяют для создания твердых швов, выдерживающих температуру до 800 градусов. В качестве спаиваемых материалов могут выступать сталь и сплавы цветных металлов, в том числе латунь с высоким содержанием меди.
Припои с содержанием серебра 12% применяют для спайки латуни (с содержанием меди до 58%) и меди.
Продукция с содержанием серебра 25% позволяет получить чистый шов, однако, с не самыми высокими прочностными качествами.
Припои со средним количеством серебра
Серебряный припой, содержащий 40% серебра, позволяет получить прочный и пластичный шов. Чаще всего такой состав применяют для соединения подвижных деталей, поскольку шов может подвергаться деформации после застывания, не теряя целостности.
Припой ПСр-45 рекомендован для спайки стыков значительной толщины (до 3 мм). Швы получаются прочными, устойчивыми к ударным и вибрационным нагрузкам, не трескаются и не окисляются
Припои с большим процентным содержанием серебра
Припой, содержащий 65% благородного металла, используют для соединения пильных полотен. Сплав с содержанием серебра 70% часто используют для пайки узлов в электронике. Благодаря высокой электропроводности металла такой припой не нарушает проводимость проводов при пайке.
В ювелирном деле нашли применение припои с содержанием серебра 70-80%.
Выбор флюса для пайки
Чтобы шов получился максимально чистым и прочным, перед пайкой поверхность обрабатывают флюсами. Назначение флюса:
- очистка поверхности;
- уменьшение окисления состава;
- снижение поверхностного напряжения металла;
- увеличение прочности соединения.
ГОСТ 19738-74
Постановлением Государственного комитета стандартов Совета Министров СССР от 26.04.74 №1015 дата введения установлена 01.01.75
Ограничение срока действия снято Постановлением Госстандарта от 31.01.85 №241
1. Настоящий стандарт распространяется на серебряные припои общего назначения и устанавливает марки припоев.
Коды ОКП марок серебряных припоев приведены в приложении 3. (Измененная редакция, Изм. №1).
2. Марки и химический состав серебряных припоев должны соответствовать указанным в таблице.
3. Примерное назначение серебряных припоев указано в приложении 1
4. Данные по температурам плавления, плотности и удельном электрическому сопротивлению серебряных припоев приведены в приложении 2.
Марка припоя | Химический состав, % | |||||||||||||
Серебро | Медь | Цинк | Олово | Марганец | Сурьма | Фосфор | Кадмий | Никель | Свинец | Примеси не более | ||||
Железа | Сумма определяемых примесей | |||||||||||||
ПСр 72 | 72+0,5 | Остальное | — | — | — | — | — | — | — | — | 0,005 | 0,10 | 0,005 | 0,10 |
ПСр 71 | 71+0,5 | Остальное | — | — | — | — | 1,0+0,2 | — | — | — | 0,005 | 0,15 | 0,005 | 0,15 |
ПСр 70 | 70+0,5 | 26,0+0,5 | Остальное | — | — | — | — | — | — | — | 0,050 | 0,10 | 0,005 | 0,15 |
ПСрМО 68-27-5 | 68+0,5 | Остальное | — | 5,0+0,5 | — | — | — | — | — | — | 0,005 | 0,15 | 0,005 | 0,15 |
ПСр 65 | 65+0,5 | 20,0+0,5 | Остальное | — | — | — | — | — | — | — | 0,100 | 0,10 | 0,005 | 0,15 |
ПСр 62 | 62+0,5 | 28,0+1,0 | — | Остальное | — | — | — | — | — | — | 0,005 | 0,15 | 0,005 | 0,15 |
ПСр 50 | 50,0+0,5 | Остальное | — | — | — | — | — | — | — | — | 0,005 | 0,15 | 0,005 | 0,15 |
ПСр 50 Кд | 50,0+0,5 | 16,0+1,0 | 16,0+1,0 | — | — | — | — | Остальное | — | — | 0,100 | 0,10 | 0,005 | 0,15 |
ПСрКдМ 50-34-16 | 50,0+0,5 | Остальное | — | — | — | — | — | 31,0+1,0 | — | — | 0,05 | 0,15 | 0,005 | 0,15 |
ПСр 45 | 45,0+0,5 | 30,0+0,5 | Остальное | — | — | — | — | — | — | — | 0,050 | 0,10 | 0,005 | 0,15 |
ПСрМЦКд 45-15-16-24 | 45+0,5 | Остальное | 16,0+1,0 | — | — | — | — | 24,0+1,0 | — | — | 0,150 | 0,15 | 0,005 | 0,15 |
ПСр 40 | 40,0+1,0 | 16,7+0,7 | 17,0+0,8 | — | — | — | — | Остальное | 0,3+0,2 | — | 0,050 | 0,10 | 0,005 | 0,15 |
ПСр 37,5 | 37,5+0,3 | Остальное | 5,5+0,5 | — | 8,2+0,3 | — | — |
— | — | — | 0,050 | 0,10 | 0,005 | 0,15 |
ПСр 25 | 25,0+0,3 | 40,0+1,0 | Остальное | — | — | — | — | — | — | — | 0,050 | 0,10 | 0,005 | 0,15 |
ПСр 25Ф | 25,+0,3 | Остальное | — | — | — | — | 5,0+0,5 | — | — | — | 0,010 | 0,15 | 0,010 | 0,15 |
ПСр 15 | 15,0+0,5 | Остальное | — | — | — | — | 4,8+0,3 | — | — | — | 0,100 | 0,05 | 0,010 | 0,15 |
ПСр 12М | 12,0+0,3 | 52,0+1,0 | Остальное | — | — | — | — | — | — | — | 0,050 | 0,10 | 0,05 | 0,15 |
ПСр 10 | 10,0+0,3 | 53,0+1,0 | Остальное | — | — | — | — | — | — | — | 0,050 | 0,10 | 0,05 | 0,15 |
ПСрО 10-90 | 10,0+0,5 | — | — | Остальное | — | — | — | — | — | — | 0,200 | 0,15 | 0,010 | 0,30 |
ПСрОСу 8 (ВПр-6) | 8,0+0,5 | — | — | Остальное | — | 7,5+0,5 | — | — | — | — | 0,200 | 0,20 | 0,015 | 0,40 |
ПСрМО 5(ВПр-9) | 5,0+0,5 | 2,0+0,5 | — | То же | — | 1,0+0,2 | — | — | — | — | 0,200 | 0,20 | 0,015 | 0,40 |
ПСрОС 3,5-95 | 3,5+0,4 | — | — | « | — | — | — | — | — | 1,0+0,3 | — | 0,15 | 0,010 | 0,15 |
ПСр 3 | 3,0+0,3 | — | — | — | — | — | — | — | — | Остальное | — | 0,15 | 0,010 | 0,15 |
ПСрО 3-97 | 3,0+0,3 | — | — | Остальное | — | — | — | — | — | — | 0,200 | 0,15 | 0,010 | 0,30 |
ПСрОС 3-58 | 3,0+0,4 | — | — | 57,8+1,0 | — | 0,5+0,3 | — | — | — | Остальное | — | 0,15 | 0,010 | 0,15 |
ПСр 3Кд | 3,0+0,5 | — | 1,0+0,5 | — | — | — | — | Остальное | — | — | 0,200 | 0,10 | 0,010 | 0,30 |
ПСр 2,5 | 2,5+0,3 | — | — | 5,5+0,5 | — | — | — | — | — | Остальное | — | 0,15 | 0,010 | 0,15 |
ПСр 2,5С | 2,5+0,2 | — | — | — | — | — | — | — | — | То же | — | 0,15 | 0,010 | 0,15 |
ПСр 2 | 2,0+0,3 | — | — | 30,0+1,0 | — | — | — | 5,0+0,5 | — | « | — | 0,15 | 0,010 | 0,15 |
ПСрОС 2-58 | 2+0,3 | — | — | 58,8+1,0 | — | 0,5+0,3 | — | — | — | « | — | 0,15 | 0,010 | 0,15 |
ПСр 1,5 | 1,5+0,3 | — | — | 15,0+1,0 | — | — | — | — | — | « | — | 0,15 | 0,010 | 0,15 |
ПСр 1 | 1,0+0,2 | — | — | 35,0+1,0 | — | 0,9+0,4 | — | 2,5+0,5 | — | « | — | 0,15 | 0,010 | 0,15 |
Примечания:
1. В обозначении марок припоев буквы означают: П – припой, Ср – серебро, Кд – кадмий, Ц – цинк, Су – сурьма, М – медь, Ф – фосфор, О – олово, С – свинец. Цифра после буквы означает содержание серебра в процентах.
В обозначении марок припоев буквы означают: П – припой, Ср – серебро, Кд – кадмий, Ц – цинк, Су – сурьма, М – медь, Ф – фосфор, О – олово, С – свинец. Цифра после буквы означает содержание серебра в процентах.
2. Содержание цинка в сплавах ПСр 72 и ПСр 50 должно быть не более 0,007%.
Приложение 1
Рекомендуемое
Марка припоя | Область применения |
ПСр 72; ПСр 71; ПСр 62; ПСр 50Кд; ПСр 50; ПСр 40; ПСр 37,5; ПСр 25; ПСр 15; ПСр 10; ПСр 2,5 | Лужение и пайка меди, медно-никелевых сплавов, никеля, ковара, нейзильберта, латуней и бронз. |
ПСр 72 | Пайка железониклевого сплава с посеребренными деталями из стали. |
ПСр 72; ПСр 62; ПСр 40; ПСр 25; ПСр 12М | Пайка стали с медью, никелем, медными и медно-никелевыми сплавами. |
ПСр 72; ПСр 62 | Пайка меди с никелированным вольфрамом. |
Пайка титана и титановых сплавов с нержавеющей сталью | |
ПСр 37,5 | Пайка меди и медных сплавов с жаропрочными сплавами и нержавеющими сталями. |
ПСр 40 | Пайка меди и латуни с коваром, никелем, с нержавеющими сталями и жаропрочными сплавами, пайка свинцово-оловянистых бронз. |
ПСрО 10-90; ПСрОСу 8; ПСрМО 5; ПСрОС 3,5-95; ПСрО 3-97; ПСрОС 3-58; ПСрОС 2-58; ПСр2; ПСр 1,5. | Пайка и лужение меди, никеля, медных и медно-никлевых сплавов с посеребренной керамикой, пайка посеребренных деталей. |
ПСр 3; ПСр 2; ПСр 1,5 | Пайка меди и никеля со стеклоэмалью и керамикой. |
ПСр 72; ПСр 70; ПСр 65; ПСр 45; ПСр 25; ПСр 15; ПСр 2 | Пайка и лужение ювелирных изделий. |
ПСр 71; ПСр 25Ф; ПСр 15 | Самофлюсующийся припой для пайки меди с бронзой, меи с медью, бронзы с бронзой. |
ПСр 3Кд | Пайка меди, медных сплавов и сталей по свеженанесенному медному гальваническому покрытию не менее 10 мкм. |
ПСрМо 68-27-5; ПСрКдМ 50-34-16; ПСрМЦКд 45-15-16-24; ПСр 3; ПСр 2,5 | Пайка и лужение цветных металлов и сталей. |
ПСр 1 | Пайка и лужение серебряных деталей |

Приложение 2
Справочное
Данные по температуре плавления, плотности и удельному электрическому сопротивлению серебряных припоев
Марка припоя | Плотность кг/м3 | Температура плавления, К(оС) | Удельное электрическое сопротивление 10-3 Ом м | |
Верхняя критическая точка | Нижняя критическая точка | |||
ПСр 72 | 10000 | 1052 (779) | 1052 (779) | 2,1 |
ПСр71 | 9800 | 1068 (795) | 918 (654) | 4,3 |
ПСр70 | 9800 | 1043 (770) | 988 (715) | 4,1 |
ПСрМО 68-27-5 | 9900 | 1038 (765) | 928 (655) | 14,0 |
ПСр 65 | 9450 | 995 (722) | 968 (695) | 8,6 |
ПСр 62 | 9600 | 996 (723) | 923 (650) | 25,5 |
ПСр 50 | 9300 | 1133 (860) | 1052 (779) | 2,5 |
ПСр 50 Кд | 9250 | 913 (640) | 898 (625) | 7,8 |
ПСрМЦКд 45-15-16-24 | 9400 | 888 (615) | 888 (615) | 6,5 |
ПСрКдМ 50-34-16 | 9600 | 958 (685) | 903 (630) | 5,8 |
ПСр 45 | 9100 | 1003 (730) | 938 (665) | 10,0 |
ПСр 40 | 9250 | 883 (610) | 863 (590) | 7,0 |
ПСр 37,5 | 8900 | 1083 (810) | 998 (725) | 37,2 |
ПСр 25 | 8700 | 1048 (775) | 1013 (740) | 7,7 |
ПСр 25Ф | 8300 | 998 (725) | 918 (645) | 18,6 |
ПСр 15 | 8500 | 1083 (810) | 913 (640) | 20,7 |
ПСр 12М | 8300 | 1103 (830) | 1066 (793) | 7,4 |
ПСр 10 | 8400 | 1123 (850) | 1095 (822) | 7,1 |
ПСрО 10-90 | 7600 | 553 (280) | 494 (221) | 12,9 |
ПСрОСу 8 (ВПР-6) | 7400 | 523 (250) | 508 (235) | 19,7 |
ПСрМО 5(ВПР-9) | 7400 | 513 (240) | 488 (215) | 15,3 |
ПСрОС 3,5-95 | 7400 | 497 (224) | 493 (220) | 12,3 |
ПСр 3 | 11400 | 588 (315) | 577 (304) | 20,4 |
ПСр 3-97 | 7400 | 498 (225) | 494 (221) | 12,5 |
ПСрОС 3-58 | 8600 | 463 (190) | 453 (180) | 14,5 |
ПСр 3Кд | 8700 | 615 (342) | 587 (314) | 8,0 |
ПСр 2,5 | 11000 | 573 (300) | 568 (295) | 21,4 |
ПСр 2,5С | 11300 | 579 (306) | 577 (304) | 20,7 |
ПСр 2 | 9500 | 511 (238) | 508 (235) | 16,7 |
ПСрОС 2-58 | 8500 | 456 (183) | 456 (183) | 14,1 |
ПСр 1,5 | 10400 | 553 (280) | 546 (273) | 19,1 |
ПСр 1 | 9400 | 508 (235) | 498 (225) | 26,0 |
Приложение 3
Справочное
Марка припоя | Код ОКП | Марка припоя | Код ОКП |
ПСр 72 | 17 5232 0006 | ПСр 12М | 17 5232 0004 |
ПСр 71 | 17 5232 0007 | ПСр 10 | 17 5232 0005 |
ПСр 70 | 17 5232 0001 | ПСрО 10-90 | 17 5232 0020 |
ПСрМО 68-27-5 | 17 5232 0008 | ПСрОСу 8 (ВПР-6) | 17 5232 0021 |
ПСр 65 | 17 5232 0002 | ПСрМО 5(ВПР-9) | 17 5232 0022 |
ПСр 62 | 17 5232 0010 | ПСрОС 3,5-95 | 17 5232 0023 |
ПСр 50 | 17 5232 0011 | ПСр 3 |
|
ПСр 50 Кд | 17 5232 0012 | ПСр 3-97 | 17 5232 0024 |
ПСрКдМ 50-34-16 | 17 5232 0013 | ПСрОС 3-58 | 17 5232 0025 |
ПСр 45 | 17 5232 0014 | ПСр 3Кд | 17 5232 0009 |
ПСрМЦКд 45-15-16-24 | 17 5232 0015 | ПСр 2,5 | 17 5232 0026 |
ПСр 40 | 17 5232 0016 | ПСр 2,5С | 17 5232 0027 |
ПСр 37,5 | 17 5232 0017 | ПСр 2 | 17 5232 0028 |
ПСр 25 | 17 5232 0003 | ПСрОС 2-58 | 17 5232 0029 |
ПСр 25Ф | 175232 0018 | ПСр 1,5 | 17 5232 0030 |
ПСр 15 | 17 5232 0019 | ПСр 1 | 17 5232 0031 |
Пайка и припои
Пайка как основной метод соединения металлов происходит по причине капиллярного действия расплавленных металлов. Процессы пайки можно подразделить на две категории: с помощью твердых и мягких припоев. Говоря о пайке твердыми припоями, подразумевают использование припоев, плавящихся выше iooo°F (540°С), мягкими – ниже этой температуры.
Процессы пайки можно подразделить на две категории: с помощью твердых и мягких припоев. Говоря о пайке твердыми припоями, подразумевают использование припоев, плавящихся выше iooo°F (540°С), мягкими – ниже этой температуры.
При работе твердыми припоями при нагреве паяемых металлов расстояние между их молекулами увеличивается, между ними появляются микроскопические зазоры. Припой получает возможность протечь между соединяемыми металлами и в зазоры между молекулами. При охлаждении металлов и припоя две детали остаются соединенными вместе. Часто сплавы, используемые в качестве припоев, содержат в своем составе спаиваемый металл, чтобы соединение получилось практически незаметным.
Мягкие припои производятся на основе “белых металлов”: олова, свинца и висмута. Температура пайки недостаточна для “разрыхления” молекул. Сила их сцепления с поверхностью зависит от способности “приплавляться” к микроскопическим неровностям на металле.
Так как сила сцепления мягких припоев обусловлена сцеплением с поверхностью, швы не заполняются ими заподлицо и остаются заметными.
Успех пайки зависит от пяти основных этапов:.
Подгонка: все спаиваемые поверхности должны быть тщательно подогнаны друг к другу. Припой не предназначен для заполнения брешей.
Чистота: успешное соединение деталей требует безупречно чистой поверхности, иначе припой не растечется должным образом.
Флюс: необходимо некоторое вещество, которое не даст кислороду прореагировать с поверхностью металла и загрязнить ее оксидами.
Нанесение припоя: на место стыка необходимо наносить подходящий припой и в должном количестве.
Нагрев: соединяемые металлы нагреваются лишь чуть выше температуры растекания применяемого припоя.
Ниже даются составы многих припоев и флюсов.
Твердые припои.
Серебряный припой – идеальный выбор для пайки изделий из серебра и его сплавов. Также он традиционно используется для пайки медных сплавов и может применяться для соединения деталей из сплавов золота. Серебряный припой также годится для припаивания любого из этих трех металлов к другому.
Серебряный припой также годится для припаивания любого из этих трех металлов к другому.
Серебряный припой.
Серебряные припои при сборке ювелирных изделий применяются наиболее часто. Как правило, пользуются пятью сплавами, основанными на системе серебро/медь. От количества добавляемого цинка зависит их температура плавления. Так как цинк выгорает при перегреве припоя, температура его плавления повышается, если изделие нагревать слишком сильно. При нагреве выше точки кипения могут появляться раковины из-за выгорания компонентов сплава.
Серебряные припои. Состав и температура растекания. Приведено процентное содержание | |||||||
Название | 0. Он. VO. 01 Он V. и | Медь | Цинк | Кадмий | Олово | Температура. плавления | |
Ag | Си | Zn | Cd | Sn | °F | °С | |
“IT” | 80 | 16 | 4 | 1490 | 809 | ||
Hard (твердый) | 75 | 22 | 3 | 1450 | 787 | ||
Medium (средний) | 70 | 20 | 10 | 1360 | 737 | ||
Easy(легкий) | 65 | 20 | 15 | 1325 | 718 | ||
Extra Easy (очень легкий) | 56 | 22 | 17 | 5 | 1205 | 652 | |
Easy Flo | 45 | 15 | 16 | 24 | 1145 | 618 | |
*Испарения кадмия ядовиты.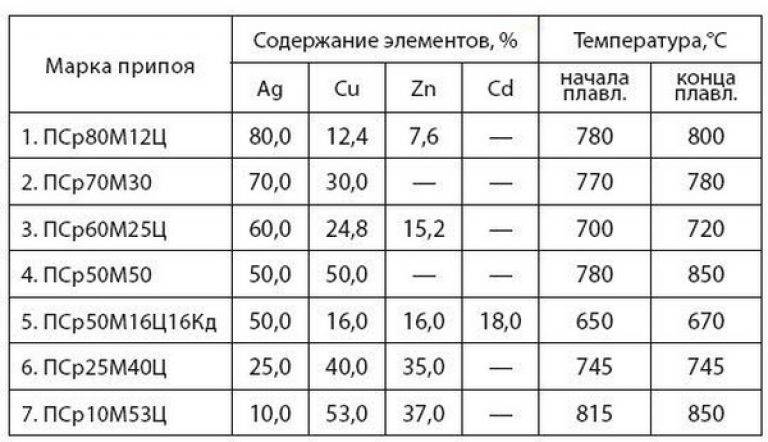
Золотые припои.
Золотые припои представляют собой сплавы чистого золота с другими металлами, добавляемыми для изменения температуры плавления и цвета. Их классифицируют по цвету (“желтые” и “белые”), характеристикам растекания (от “особо легких” до “особо твердых”) и по пробе. Характеризующая припой проба (каратность) не является содержанием в нем золота, а предписывает пробу металла, с которым надлежит его использовать.
Любой ювелирный сплав золота можно применить в качестве припоя для золота более высокой пробы: юК припой будет паять 14К золото, 14-каратный – 18-каратное и т. д.
Припой для выполнения большинства ремонтных работ можно приготовить из четырех частей обрабатываемого металла и одной части чистого серебра.
Золотые припои установленных проб Применение, температуры плавления и растекания | ||||||
ЖЕЛТОЕ ЗОЛОТО | °р | °С | ||||
Тип | Проба | Годен для | Плавится | Течет | Плавится | Течет |
Extra Easy (очень легкий) | 6К | любого | 1215 | 1285 | 657 | 696 |
8К | 10 и 14К | 1165 | 1275 | 629 | 690 | |
ЮК | 10 и 14К | 1190 | 1290 | 643 | 700 | |
Easy (легкий) | 8К | 10 и 14К | 1065 | 1315 | 573 | 712 |
ЮК | 10 и 14К | 1335 | 1380 | 723 | 749 | |
14К | 14 и 18К | 1330 | 1390 | 721 | 754 | |
Medium. (средний) | ЮК | 14К | 1345 | 1415 | 729 | 768 |
12К | 14 и 18К | 1425 | 1485 | 773 | 807 | |
Hard. (твердый) | 8К | 10 и 14К | 1360 | 1485 | 737 | 807 |
ЮК | 10 и 14К | 1225 | 1475 | 662 | 801 | |
ЮК | 14К | 1425 | 1485 | 773 | 807 | |
12К | 18К | 1465 | 1520 | 796 | 827 | |
Extra Hard (очень твердый) | 6К | 10 и 14К | 1340 | 1405 | 726 | 762 |
8К | 10 и 14К | 1370 | 1435 | 743 | 779 | |
ЮК | 14К | 1395 | 1450 | 757 | 886 | |
14К | 18К | 1460 | 1525 | 793 | 829 | |
Easy (легкий) | 6К | любого | 1280 | 1395 | 693 | 757 |
ЮК | 10 и 14К | 1295 | 1350 | 718 | 732 | |
14К | 14 и 18К | 1300 | 1375 | 704 | 746 | |
Hard. (твердый) | 12К | 10 и 14К | 1335 | 1440 | 723 | 782 |
16К | 14 и 18К | 1325 | 1490 | 718 | 810 | |
19К | 18К | 1440 | 1640 | 782 | 893 | |
Множество сплавов золота различных проб и возникающих при пайке ситуаций требуют наличия обширного выбора припоев. Не все из приведеных здесь припоев могут быть куплены у одного и того же поставщика или производителя. | ||||||


Платиновые припои.
Платиновые припои являются сплавами металлов платиновой группы с добавками других металлов, понижающих температуру плавления. Их маркировка означает температуру плавления данного припоя в градусах Цельсия; по этой характеристике их и выбирают для работы. В первую очередь следует рассматривать способ их применения: чем изящнее изделие, тем меньшая температура плавления припоя выбирается. Так как нагретая платина не окисляется, флюсы при пайке не нужны. Очень часто пайку платиновыми припоями рассматривают скорее как сварку, чем, собственно, пайку.
Температуры плавления платиновых припоев | |||||||||
Платиновые припои имеют числовую маркировку; это число означает температуру плавления в °С | |||||||||
°С | °F | °С | °F | °С | °F | °С | °F | °С | °F |
1000 | 1832 | 1200 | 2192 | 1400 | 2552 | 1600 | 2812 | 1700 | 3092 |
1100 | 2012 | 1300 | 2372 | 1500 | 2732 | 1650 | 3002 | ||
Латунные припои.
Латунь применяется в качестве припоя для стали, процесс так и называется – “пайка латунью”. Еще латунь называют “спелтер” (spelter), это слово – другое название цинка. В качестве припоев используются обычные.
латуни. Температуры их плавления даются в таблице “латунные и бронзовые сплавы”. По ним можно выбрать припой точно так же, как он выбирается по таблице припоев.
Мягкие припои.
Свинцовые припои, активно применяемые в электротехнике, а до недавнего времени и в водопроводном и сантехническом деле, в современном ювелирном производстве почти не применяются. Опасности, связанные со свинцом, снижают привлекательность его применения. Свинцовые припои маркируются в соответствии с содержанием в них олова и свинца: припой 50/50 содержит половину свинца и половину олова.
Альтернативой свинцовым припоям являются припои с содержанием серебра. Они доступны под коммерческими названиями Sta-Brite® и TIX®. В обоих этих припоях нет ни свинца, ни кадмия. Работа с ними таит опасность. Применяемые с ними флюсы содержат хлористый цинк и соляную кислоту, при нагревании выделяются ядовитые пары. Работать следует при обязательном наличии соответствующей вентиляции.
Эти легкоплавкие припои обычно применяют при установке готовых деталей украшений или выполнении мелких ремонтных работ там, где нежелательно применение высокой температуры. Оба они плавятся чуть ниже 400°F (300°С).
Если их нагреть слишком сильно, они вызывают появление раковин на поверхности металла. Любое изделие, в котором есть паяные мягкими припоями соединения (или вообще любые “белые металлы”) нельзя паять твердыми припоями без тщательной предварительной очистки.
Очистку можно провести опиливанием или зашкуриванием поверхности. Если припой все еще остается, его можно удалить в одном из двух растворов.
| Ag | Cu | Zn | Sn | Mn | P | Cd | Примеси, макс | |||
| Pb | Fe | |||||||||
| ПСр72 | 72 | След | — | — | — | — | — | 0,005 | 0,1 | |
| ПСр71 | 71 | След | — | — | — | 1 | — | 0,005 | 0,15 | |
| ПСр70 | 70 | 26, | След | — | — | — | — | 0,05 | 0,1 | |
| ПСр65 | 65 | 20,0 | След | — | — | — | — | 0,1 | 0,1 | |
| ПСр62 | 62 | 28,0 | — | След | — | — | — | 0,005 | 0,15 | |
| ПСр50 | 50 | След | — | — | — | — | — | 0,005 | 0,15 | |
| ПСр50 Кд | 50 | 16,0 | 16,0 | — | — | — | След | 0,1 | 0,1 | |
| ПСр37,5 | 37,5 | Ост | 5,5 | — | 8,2 | — | — | 0,05 | 0,1 | |
 Основным достоинством серебряных припоев является высокая прочность, долговечность и электропроводность получаемых соединений.
Основным достоинством серебряных припоев является высокая прочность, долговечность и электропроводность получаемых соединений.


 Флюсом будет служить порошок буры, его добавляют 10% от общего объема.
Флюсом будет служить порошок буры, его добавляют 10% от общего объема.
 Самый распространенный и качественный состав, в который входят:
Самый распространенный и качественный состав, в который входят: Она же уберет лишний припой.
Она же уберет лишний припой. 2% , 5% может быть медь , а остальное цинк и индий.
2% , 5% может быть медь , а остальное цинк и индий.Ювелирные припои – Справочник химика 21
Сплавы. Поскольку серебро слишком мягкое, то его во многих целях, например для изготовления ювелирных изделий, используют в виде сплавов с медью. Проба серебра (количественное выражение содержания его в сплаве), равная 1000, соответствует абсолютно чистому серебру, проба 900 — сплаву состава 90 % Ag + 10% Си. Так называемый серебряный припой содержит медь, циик и серебро. Амальгама серебра используется в зубном протезировании. [c.396]Кроме того, гфипой должен иметь высокую электропроводность и устойчивость к коррозии. Припой ПОС61М может применяться для пайки ювелирных изделий, а ПОСК 50-18 — для пайки металлизированной керамики. [c.793]
Силавы Ag—Си наиболее изучены с увеличением содержания меди твердость и вязкость сплава возрастают, добавка 0,05% Ag увеличивает темп-ру рекристаллизации меди на 100°. Эвтектика 71,9% Ag (779,4°) применяется как припой, обычно с добавлением 2п, Сс1 и 8и. Состав припоев колеблется в след, пределах (в %) А (0—80) —Си (5—50)—гн (5—40) с примесями С(1, N1, 8и, Mg для иогшжения темн-ры плавления. Сопротивление этих сплавов механич. воздействиям уменьшается с теми-рой, их употребляют лишь до 200°. Электропроводность припоев пропорциональна содержанию Ag и обратно пропор-цпопальна содержанию 2п. При содержании св. 50% Ag припои устойчивы к коррозии. Различного состава тройные сплавы Ag—Аи—Си идут на изготовление ювелирных изделий. [c.405]
В ювелирной промышленности нашел применение предложенный Б. А. Холопаниным припой с пониженным содержанием золота, обеспечивающий образование паяных швов, по цвету не отличающихся от основного металла. Состав припоя %) 6,5—10,5 А , 2.5—9,5 Си, 7,5—11,5 2п, 1,5—2,5 % №, Аи— остальное. Относительно легкоплавкий припой (с рабочей температурой пайки 740 °С) ЗлСрМ 538—80 (ГОСТ 6835—80) содержит 58,5 % Аи, 8 % А , 33,5 % Си, остальное примеси. [c.133]
А. Холопаниным припой с пониженным содержанием золота, обеспечивающий образование паяных швов, по цвету не отличающихся от основного металла. Состав припоя %) 6,5—10,5 А , 2.5—9,5 Си, 7,5—11,5 2п, 1,5—2,5 % №, Аи— остальное. Относительно легкоплавкий припой (с рабочей температурой пайки 740 °С) ЗлСрМ 538—80 (ГОСТ 6835—80) содержит 58,5 % Аи, 8 % А , 33,5 % Си, остальное примеси. [c.133]
10.4. Сплавы серебра для припоев. Материалы для ювелирных изделий
10.4. Сплавы серебра для припоев
Припой – весьма важный вспомогательный материал в ювелирном деле.
Для соединения различных элементов ювелирных изделий между собой, при работе в технике скань и зернь применяют серебряные припои – сплавы на основе серебра. Основное требование к припойному сплаву – низкая температура плавления, для этого в сплав добавляют различные легирующие элементы.
Серебряные припои маркируются иначе, чем сплавы для изделий. В марках серебряных припоев серебро имеет обозначение ПСр, а цифровой шифр в процентном отношении ставится после каждого компонента, кроме последнего.
Например, обозначение ПСр70М26Ц означает, что припой состоит из 70 % серебра, 26 % меди, остальное (4 %) – цинк.
Влияние на свойства сплавов серебра также оказывают легирующие элементы и примеси, попадающие в сплав.
Цинк и кадмий. Так как оба металла имеют сравнительно низкую температуру кипения, то при введении их в расплавы серебра следует соблюдать особую осторожность. Эти металлы являются важнейшими легирующими компонентами при получении припоев, и поэтому влияние их на свойства сплавов следует рассмотреть более детально.
Ag – Zn. В серебре в твердом состоянии растворяется до 20 % цинка, но практически содержание цинка в сплаве не должно превышать 14 %. Такие сплавы не тускнеют, хорошо полируются и имеют хорошую пластичность.
Ag – Cd. Предел растворимости кадмия в серебре составляет около 30 %. Эти сплавы пластичны и устойчивы против коррозии на воздухе.
Эти сплавы пластичны и устойчивы против коррозии на воздухе.
Ag– Zn – Cd. Сплавы имеют низкую температуру плавления и в некоторых случаях применяются в качестве припоев. Сплавы имеют широкую область кристаллизации, а паяный шов обладает низкими механическими свойствами, что обусловливает ограниченное применение припоев на основе этой системы.
Ag– Си – Cd. Медь совершенно не растворяет кадмий, а образует с ним хрупкое соединение Cu2Cd. При достаточно большом содержании серебра в сплаве кадмий, растворяясь в серебре, делает сплав вязким, пластичным и весьма устойчивым к потускнению.
Серебряно-медные сплавы с небольшими добавками кадмия особенно хорошо подходят для глубокой вытяжки и чеканки.
Ag-Си– Zn. Несколько сотых долей процента цинка, введенных в расплав перед разливкой, значительно повышают жидкотекучесть сплавов серебра с медью. Кроме того, небольшие добавки цинка делают сплавы более устойчивыми к потускнению и более пластичными. Медь растворяет до 39 % цинка. При большем содержании цинка в сплавах серебра с медью образуются тройные сплавы с низкой температурой плавления. Такие сплавы нашли широкое применение в качестве припоев.
Для получения припоев применяют сплав серебро – медь эвтектического состава с добавками цинка, понижающими температуру плавления сплава.
Ag – C – Zn – Cd. Сплавы этой четырехкомпонентной системы имеют низкую температуру плавления и вследствие этого нашли широкое применение в качестве припоев. Значительное понижение температуры плавления этих сплавов объясняется тем, что цинк и кадмий образуют низкоплавкую эвтектику.
Свинец. Серебро и свинец образуют эвтектику с температурой плавления 304 °C. Располагаясь по границам зерен, эти эвтектические соединения делают сплав красноломким. Согласно ГОСТу 6836-72, содержание свинца в сплавах серебра не должно превышать 0,005 %.
Олово. Присутствие в небольших количествах олова значительно снижает температуру плавления сплавов системы серебро – медь. В чистом серебре растворяется до 19 % олова. При этом получаются сплавы более мягкие и пластичные, чем сплавы серебра с медью, однако эти сплавы имеют тусклый цвет. При содержании олова в сплавах серебра с медью более 9 % и при температуре 520 °C образуется хрупкое соединение Cu4Sn. Кроме того, из-за образования при плавке окиси олова SnО2 хрупкость увеличивается.
Алюминий. В сплавах серебро – медь в твердом состоянии алюминий растворяется до 5 %, при этом структура и свойства сплава почти не меняются. При более высоком содержании алюминия в сплаве образуется хрупкое соединение Ag3Al. При плавке и отжиге образуется также окись алюминия Al2О3, которая располагается по границам зерен. Эти соединения делают сплав хладноломким и непригодным к обработке.
Железо. Не растворяется в серебре и всегда является вредной примесью в сплавах серебра. Попадая в сплав, частицы железа остаются в нем в виде инородных твердых включений. Кроме того, железо взаимодействует с материалом тигля, частицами угля, наждаком, солями, используемыми при плавке, и образует твердые и хрупкие соединения. Попадая на поверхность слитка или изделия, эти соединения при шлифовке вырываются из металла и оставляют на поверхности изделия характерные вытянутые следы.
Кремний. Кремний в серебре не растворяется, и при 4,5-процентном содержании его в сплаве образуется кремнисто-серебряная эвтектика с температурой плавления 830 °C. Располагаясь по границам зерен, эти эвтектические выделения значительно снижают пластичность сплава и в большинстве случаев делают сплав полностью непригодным к обработке пластической деформацией. В сплав кремний может попасть из кварца, который служит материалом для изготовления тиглей.
Сера. С основными компонентами сплавов сера образует твердые и хрупкие соединения Ag2S и Cu2S, которые, располагаясь между кристаллами и внутри зерен, вызывают хрупкость сплавов. Для появления хрупкости сплава достаточно присутствия в нем 0,05 % серы. Серу зачастую содержит древесный уголь, под слоем которого производится отжиг, а также горючие материалы, газы, травители и т. д.
Для появления хрупкости сплава достаточно присутствия в нем 0,05 % серы. Серу зачастую содержит древесный уголь, под слоем которого производится отжиг, а также горючие материалы, газы, травители и т. д.
Присутствие в сплаве серы или сернистых соединений приводит к его потемнению вследствие образования сульфида серебра.
Фосфор. Сплавы серебра перед разливкой в большинстве случаев раскисляют фосфористой медью, содержащей от 10 до 15 % фосфора. Фосфор быстро реагирует с окислами сплава, присоединяя находящийся в них кислород, и образует газообразное соединение, которое либо улетучивается, либо реагирует с другими частицами окислов меди, образуя шлаковые соединения метафосфата меди. Ввиду того что фосфористая медь добавляется, как правило, в избытке, так как содержание окислов в металле неизвестно, то фосфор попадает в металл. Незначительного количества фосфора достаточно для образования хрупких интерметаллических соединений AgP2 и Ag3P, которые в виде эвтектики располагаются по границам зерен. Температура плавления тройной эвтектики Ag – Си – Р составляет 641 °C. В результате образования фосфидов сплавы становятся красноломкими, быстро тускнеют и на них плохо ложатся гальванические покрытия.
Углерод. Углерод не реагирует с серебром и не растворяется в нем. Попадая в расплав, частицы углерода остаются в нем в виде инородных включений.
Ниже представлены марки некоторых припоев на основе серебра (табл. 10.5).
Таблица 10.5
Состав и свойства сплавов, содержащих серебро
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРесПрипой серебряный цена | ПАО “ТНМК”
Серебряный припой для пайки представляет собой универсальный расходный материал и подходит для широкого спектра металлов. Благодаря его использованию удается создать долговечное, выдерживающее механическое воздействие и с высокой электропроводностью соединение. В качестве основных достоинств данной металлопродукции выделяют следующее:
- Устойчивость к корродирующим процессам;
- Высокая прочность;
- Отличная текучесть в расплавленном состоянии;
- Низкое омическое сопротивление;
- Широкий спектр спаиваемых материалов.
Благодаря всему вышеназванному, серебряный припой востребован в различных областях производственной деятельности.
В зависимости от процентного содержания серебра металлопродукция подразделяется на три категории — с низким, средним и высоким содержанием драгоценного металла. Исходя из этого, подбирается продукция для пайки тех или иных деталей. Первый вариант наиболее востребован в процессе пайки стали и цветных металлов не толще 3 мм. Припои со средним вхождением серебра подходят для изделий из медно-никелевых сплавов и стали, подвергающихся ударным и вибрационным нагрузкам. А третий вариант применяется для ответственных элементов, испытывающих разноплановые нагрузки.
Серебряные припои ГОСТ 19738-2015 купить можно в нашей компании, при этом потребитель может выбрать наиболее подходящую марку изделия — ПСр-40, ПСр-62 и прочее. У нас цена металлопродукции ниже, чем в среднем по рынку, а металлоизделие отличается высоким качеством. Чтобы заказать припой серебряный в любом количестве, свяжитесь с менеджером.
видов припоя из серебра в ювелирных изделиях
Во время исследования припоя для серебряных ювелирных изделий для этой статьи я был удивлен тем, как много я узнал. Я мало что знал о науке, лежащей в основе пайки, и мне было интересно узнать об этом процессе более подробно.
Пайка соединяет две или более металлических поверхностей с помощью совместимого сплава, который течет при более низкой температуре плавления и создает прочное соединение. Важно, чтобы припой тек при более низкой температуре, чтобы ваши металлические поверхности оставались твердыми и сохраняли свою форму.По мере нагрева материала атомы, образующие металл, начинают разделяться. Это разделение позволяет припою, когда он течет, проникать в эти промежутки и связываться с исходным материалом. Теперь припой плотно прилегает к материалу, и детали соединены.
Теперь, когда я изучил науку о пайке и о том, как смешиваются металлы, у меня, конечно же, возникли другие вопросы. Какие металлические сплавы входят в состав припоя? Почему выбраны эти металлические сплавы? Что заставляет припой течь быстрее, чем материал, к которому он приклеивается? Итак, после нескольких часов изучения моих вопросов, давайте посмотрим, смогу ли я ответить на них здесь.
Разберитесь в материале
| Лист из меди, латуни и серебра пробы | Знайте все детали материала, с которым вы работаете. При нанесении припоя важно, чтобы температура плавления припоя была ниже, чем у металла, с которым вы работаете. Если вы наносите припой на металл в вашей детали, который быстро плавится, ваша деталь будет разрушена до того, как припой сможет потечь. Например, олово плавится при температуре около 500 градусов по Фаренгейту, но легкий серебряный припой не плавится, пока не достигнет 1145 градусов по Фаренгейту.Так что, если вы захотите спаять два куска олова вместе и использовать легкий серебряный припой, олово будет расплавленным беспорядком, но серебряный припой еще не будет даже близко к текучести. |
Примечание. Всегда важно проверять точки плавления и текучести между вашим материалом и припоем; он может варьироваться в зависимости от производителя и припоя. Слова «Легкий», «Средний» и «Жесткий» не стандартизированы для фиксированных температур.
Серебряные припои
Серебряный припой имеет сплавы с другими металлами, кроме серебра.Сплав состоит в основном из серебра, но дополнительные металлы обеспечивают желаемые характеристики для склеивания. Медь (Cu) мягкая и отлично проводит тепло, а также устойчива к коррозии. Цинк (Zn) и олово (Sn) имеют очень низкие температуры плавления, что снижает общую температуру плавления припоя. Все серебряные припои, продаваемые в Halstead, не содержат свинца и кадмия. Вы можете узнать больше подробностей, прочитав паспорта безопасности на страницах с описанием товара на нашем веб-сайте, однако большинство серебряных припоев содержат комбинацию серебра, меди и цинка, и процентное содержание каждого металла варьируется в зависимости от потока припоя. точка.Металлические припои и их общие процентные содержания перечислены в таблице ниже.
Точка плавления серебряного припоя
В таблице ниже вы найдете точки плавления и текучести. Как я уже говорил ранее, разбираясь в материалах, вы всегда должны быть уверены, что используемый припой течет при более низкой температуре, чем материалы, которые вы соединяете. При работе с серебром температура плавления чистого серебра 0,999 градусов по Фаренгейту составляет 1761 градус по Фаренгейту, а для стерлингового серебра – 1640 градусов по Фаренгейту.При использовании припоя доступно несколько точек потока из-за сложности многоступенчатой пайки.
Многоступенчатая пайка
Многоступенчатая паяльная деталь требует, чтобы вы паяли различные соединения без повторного перетекания припоя. Итак, ваше первое паяное соединение будет выполнено с использованием твердого припоя с наивысшей температурой плавления, следующее соединение будет выполнено с использованием среды с немного более низкой температурой текучести, чтобы первое соединение не распалось, и так далее. Важно тщательно продумать план изготовления.
| Емкость с крышкой, изготовленная методом многоступенчатой пайки | Когда я учился в школе, одним из наших заданий было создание сосуда с крышкой. На сосуде с крышкой внизу было 13 паяных соединений! Беритесь за многоступенчатую пайку как за пазл, нужно заранее иметь продуманную конструкцию. Затем выясните все отдельные соединения припоя, решите, когда и как использовать каждый припой без оплавления предыдущего соединения. Поскольку не существует 13 различных точек текучести, мне пришлось решить проблему, чтобы соединить несколько швов при одинаковой температуре плавления при каждом нагреве.Первый припой должен быть твердым с высокой температурой текучести, таким образом, когда вы используете следующий припой среднего размера, он будет течь при более низкой температуре, чем твердый припой, оставляя эти соединения нетронутыми. А как насчет мягких и легких припоев? Разобраться в этом было непросто для новичка, но этот важный урок стоил того. |
Пайка против пайки
Технически все, что течет ниже 800 градусов по Фаренгейту, называется пайкой , все, что превышает 800 градусов по Фаренгейту, называется пайкой .Да, мы технически паяем, а не паяем, ребята. На самом деле, я не верю, что когда-либо в своей жизни «паял». Однако жаргон в этой области – «пайка», поэтому мы будем придерживаться этого соглашения.
Формы серебряного припоя
Припой бывает 5 основных форм: стружка паллиона, паста, проволока, лист и порошок. Я попробовал четыре из них, но, к сожалению, возможность попробовать порошковую форму еще не представилась, потому что это довольно редко встречается в ювелирных изделиях. Но вот информация о каждом варианте и их лучших приложениях.
| Чипы паллиона | Стружки Pallion: Стружки Pallion представляют собой крошечные кусочки припоя с защелками, которые можно легко сдвинуть с помощью инструмента для припоя. Точные размеры варьируются, но часто они составляют всего 1х1 миллиметр или даже меньше! Я был разочарован, когда впервые попробовал чипы pallion, потому что я использовал их на детали, которой требовалось больше припоя, чем предоставленных микросхем. Моя первая реакция была неправильной; Теперь я бы не стал использовать что-либо еще на звеньях цепи, перемычках или небольших украшениях для пайки.Я быстро на собственном опыте понял, что весь фокус в том, чтобы добавить больше микросхем вдоль соединения, если вам нужно больше припоя. Небольшой размер микросхем означает, что вы можете легко масштабировать необходимое количество припоя очень маленькими шагами. При работе с небольшими соединениями необходимы чипы Pallion! |
| Паста: Поставляется в шприце и представляет собой смесь флюса, связующего и порошкового припоя. Срок годности пасты – около года. Мой опыт работы с пастой показывает, что она пузырится, лопается и становится пористой после того, как растечет, к тому же я не без ума от ограниченного срока хранения.Часть, которую я могу рассматривать как призыв к другим, заключается в том, что поток смешивается, так что это на один шаг меньше. Он также удобен и портативен, если вы регулярно создаете работы вне студии. Кроме того, если вы используете его для закрытия переходных колец и ссылок, это действительно может ускорить производственную работу. А как насчет того, чтобы использовать его с филигранной работой? Лично я никогда не делал филигранных работ, но коллеги из сообщества орхидей им доверяют. | Паста припоя |
“Хотя пастообразный припой может быть не лучшим типом припоя для калибровки колец или изготовления из листа, он отлично подходит для ручного изготовления филигранных украшений.Моя основная цель – филигрань, и я использую много пасты для припоя. Я также использую его для прикрепления выводов, т.е. амбушюры, кольца прыгуны и т. д. до моих филигранных изделий. Суставы прочные и не выходят из строя ». ~ Milt Fischbein
| Припой для проволоки | Wire: Моя форма для пайки. Больше всего я люблю использовать проволочный припой. Он может оставаться в форме проволоки или быть обрезан и сплющен молотком, или он может быть коротким или длинным, в зависимости от выполняемой вами работы.У него больше универсальности, чем у других, поэтому эта форма – моя любимая. Короткий отрезок проволочного припоя имеет большое значение. Также легко припаять проволоку косичками с разными петлями, чтобы обозначить точки температуры потока. Таким образом, вам никогда не придется беспокоиться о том, что вы перепутаете припои! |
| Лист: Листовой припой идеально подходит для крупномасштабных проектов, где требуется соединить большую площадь, например, скульптурные элементы или сосуды. Он универсален, как проволочный припой, и прост в использовании, особенно при пайке двух плоских деталей вместе.При обрезке из листового припоя легко использовать слишком много, поэтому помните, что чем меньше, тем лучше, чтобы у вас не было слишком много работы по очистке. | Листовой припой |
Порошкообразный: Порошковый припой получают путем опиливания слитков припоя. Вы можете использовать его как с жидким флюсом, так и с бурой, и я слышал, что он хорошо подходит для сложных соединений.
Как припаять украшения
По мере того, как вы будете паять, вы научитесь различным техникам.У каждого есть своя полезность, в зависимости от выполняемой работы. Ниже приведены четыре распространенных метода пайки:
Стандартная пайка – это наиболее распространенный метод пайки. Вы кладете припой (микросхему, проволоку, лист или форму пасты) на стык и нагреваете горелкой сверху или снизу.
Паяльная пайка – Это позволит отвести от вашей детали много тепла до самого конца. Мне нравится этот метод при выполнении хрупких работ, таких как звенья цепи, узорная проволока и труднодоступные места.Положите кусок припоя на паяльную плату, нагрейте его, пока он не свернется в шарик, а затем возьмите его паяльником. Удерживая тепло на шарике припоя, переместите его к стыку, а затем удерживайте его там на конце резца, пока он не потечет прямо туда, куда вам нужно.
Пайка потовым припоемПаяльная пайка – Если вы спаиваете две детали вместе, это отличный способ контролировать поток припоя. Поместите одну деталь вверх ногами на паяльную плату. Нанесите на него припой, затем нагрейте до тех пор, пока припой не расплавится, затем немедленно снимите тепло (вы хотите найти то место, где припой плавится, но не достиг точки плавления).Переверните деталь на другую, припаяйте между ними. Нагрейте сверху или снизу, пока припой не потечет, обязательно нагрейте всю деталь, к которой вы хотите припаять.
Паяльная пайка – Не обрезая припой, нагрейте конец провода и дайте припою течь, перемещая прилипший провод к участкам, требующим пайки. Этот метод пайки требует точного пламени, иначе вы получите гораздо больше припоя, чем необходимо.
Советы по выбору правильного припоя для работы
Совет: каждый раз, когда вы исправляете видимый ремонтный шов, старайтесь использовать более твердый припой, потому что более высокое содержание серебра может иметь решающее значение между невидимым швом или потускневшим швом.
Видимый шов наКольцо на палец
У вас есть два варианта выбора:
- Температура подачи
- Форма припоя: микросхемы, паста, проволока или лист
Во-первых, при выборе температуры потока не выбирайте автоматически легкие и мягкие припои температуры потока, они на самом деле могут оказаться хуже в долгосрочной перспективе. Если у вас есть видимый шов, чем больше серебра в припое, тем лучше.Поэтому выбирайте твердый припой (содержание серебра 75%), а не более мягкий припой с меньшим содержанием серебра. Это замедлит потускнение шва. Этот совет более важен для видимых швов.
При этом, если у вас есть несколько швов на детали, чтобы предотвратить повторное вытекание предыдущих соединений, используйте корректирующую жидкость или другое средство блокировки припоя. Да, есть шаги по очистке, которые вам необходимо предпринять, но я бы предпочел иметь более прочный шов и меньшее потускнение, чем несколько дополнительных минут, необходимых для протирания и удаления небольшого количества белого налета.
Примечание. При использовании жидкой корректирующей жидкости убедитесь, что у вас есть надлежащая вентиляция и что вы носите маску. Пары могут быть токсичными.
Пайка стержня для серьгиПри выполнении крошечных изысканий, таких как переходные кольца более тонкого калибра, звенья цепи или стойки для серег, используйте мягкий припой. В противном случае легко расплавить ваш материал вместе с припоем. Швы на предметах такого размера едва заметны, а сами выводы не выдерживают большого количества тепла, поэтому входите и выходите как можно быстрее.
Во-вторых, выберите правильный тип припоя для работы. Не используйте длинный кусок припоя на переходном кольце, если вы можете использовать одну крошечную паллионную микросхему. Как новичок, я знаю, что, поскольку я сделал это, вы склонны использовать слишком много припоя. Раньше я заливал детали, а затем работал над очисткой и отделкой в два раза усерднее, чем когда-либо требовалось.
Многие ювелиры в основном придерживаются одной формы, но могут быть полезны различные варианты, доступные в студии.
Посмотрите это видео с нашим координатором студии Эрикой Стайс о том, как правильно выбрать серебряный припой.
Правила Федеральной торговой комиссии
Юридически в Соединенных Штатах для того, чтобы называть штуку стерлинговым серебром, сплав должен соответствовать следующим спецификациям:
- Стерлинговое серебро
- = 0,925 (92,5% серебра)
Снова и снова я получаю запросы о паяных изделиях из стерлингового серебра. Ювелиры, только начинающие работать в этой области, беспокоятся о чистоте серебра после пайки. FTC установила правила относительно незначительных расхождений между партиями производимых материалов.Вот допуски для стерлингового серебра в соответствии с Национальным законом о штампах:
Серебро 925 пробы
- .921 = Непаянные товары
- .915 = Паяные элементы
Как вы можете видеть в таблице припоев выше, серебряный припой содержит довольно много серебра. Маловероятно, что содержание серебра во всем ювелирном изделии будет ниже требований законодательства из-за наличия легированных металлов в небольшом паяном соединении. Единственный раз, когда я бы стал беспокоиться об этом, это если бы я сделал тонкую серебряную филигранную деталь с множеством стыков или сильно гранулированный рисунок с припоем по всей поверхности.Вот что Милт Фишбейн сказал о филигранной работе и пайке:
«Моя филигранная проволока всегда из чистого серебра, а мои филигранные оправы всегда из чистого серебра. Паста для припоя, которую я использую, содержит около 65% серебра. Я использую как можно меньше пасты, чтобы она не сильно снижала содержание серебра. A типичный кулон может быть примерно наполовину из стерлингового серебра и наполовину из чистого серебра, хотя это довольно сильно варьируется в зависимости от дизайна. Если пойти дальше, если конечная деталь содержит до 5% припоя, 45% чистого и 50% чистого это будет анализ на 94.5% серебра. Поэтому я всегда отмечаю свою филигрань 925., так как она всегда должна быть выше и вряд ли ниже »- Milt Fischbein
Если вас беспокоит деталь, вы всегда можете отправить ее в лабораторию для тестирования, так вы можете быть уверены в результатах. Однако лабораторные тесты разрушительны, поэтому вам придется пожертвовать образцом. Это практично только в том случае, если вы проектируете изделие, которое собираетесь производить в больших количествах.
Halstead – один из ведущих дистрибьюторов ювелирных изделий в Северной Америке.В этом году компании исполняется 46 лет. Halstead специализируется на оптовых продажах фурнитуры, цепочек, инструментов и металлов для художников-ювелиров.
О Milt Fischbein
Milt Fischbein создает ювелирные украшения уже около 25 лет. У него степень бакалавра химического машиностроения в Университете Макгилла, но 6 лет назад он начал заниматься изготовлением филигранных украшений. Вы можете прочитать его полную биографию и резюме на его сайте: mfmetalarts, где вы также можете найти его филигранные украшения, диадемы и короны.Он прошел десятки курсов с такими учителями, как Алан Ревер, Майкл Дэвид Стерлин, Джерри Леви и Чарльз Льютон Брейн.
Вдохновляйтесь!
Артикул: Наконечники для чистовой обработки концов цепи
Артикул: 6 шагов к пайке штырей для серег
Видео на YouTube: Пайка 14-каратного золота с потом на серебро (демонстрационное видео о пайке потом)
Артикул: Необычные ювелирные провода: формирование и пайка перемычек (включая демонстрационное видео по пайке)
Ссылки:
МакКрайт, Т.(2004). Металлургический завод . Брансуик, Мэн: Brynmorgen Press, Inc.
Ревер, А. (2011). Профессиональное изготовление ювелирных изделий . Брансуик, Мэн: Brynmorgen Press
Ганоксин
Припой – Википедия
Международное общество драгоценных камней IGS
Есть вопросы? Напишите нашему координатору студии Эрике Стайс по адресу [email protected]. Мы хотели бы услышать от вас. К сожалению, поддержка студии по телефону недоступна. Только электронные письма, пожалуйста.
Ваше полное руководство по пайке серебряных украшений – Maker Monologues
Паяльные инструменты
Опции горелки
Существует множество горелок и газов, которые вы можете использовать.Я не буду здесь вдаваться в подробности, потому что я использую только бутановую горелку, но я провел часы исследования всех типов горелок и газов, представленных на рынке. Но есть два основных варианта резака:
Бутановый резак отлично подходит для всего, что я делаю, я использую бутановый резак Dremel VersaTip, и мне удалось сделать с ним несколько больших однодюймовых лицевых панелей. Но вы ограничены масштабом проекта, потому что бутан – недостаточно горячий газ, чтобы нагреть металл и расплавить припой.
И это большой совет: при пайке вы не нацеливаете пламя на припой, чтобы расплавить его и заставить его течь, вам нужно нагреть свой металл, и металл плавится, и этот припой заставляет его течь.
Если вы хотите делать большие работы, вам понадобится установка бензобака + рукоятки горелки, и есть так много вариантов, что я просто отправлю вас в сообщение Нэнси LT Гамильтон о том, какой фонарик купить, так что вы можете взвесить свои варианты.
Метчики для припоя
Очевидно, вам понадобится метчик для припоя. Ключ для припоя используется для перемещения припоя во время пайки.
Есть много вариантов, но я рекомендую приобрести один с нестандартным наконечником из титана, чтобы припой не плавился и не прилипал к наконечнику резца.
Третьи руки + Пинцет для ювелиров
Часто вам понадобится третья рука, чтобы удерживать компоненты на месте, пока вы их соединяете. Например, припаивание стойки серьги к конструкции гвоздика.
Купите один с основанием и съемным пинцетом, чтобы вы могли использовать его в качестве третьей руки или пинцета. Но удобнее обзавестись парой пинцетов, чтобы можно было держать один в основании и иметь под рукой, когда он понадобится. Они идеально подходят для того, чтобы подобрать кусок после пайки и окунуть его в чашу для закалки.
Кроме того, поищите пинцет с перекрестной фиксацией, а не обычный пинцет. Таким образом, вы можете просто оставить кусок в пинцете, и он будет держаться закрытым, что впоследствии освободит вашу руку.
Есть также эти супер-удобные пинцеты, которые зажимают все кольцо, чтобы вы могли легко припаять чашку лицевой панели к кольцевой ленте, и эти странные пинцеты, которым, я уверен, вы найдете применение.
Flux + Flux Brush
Flux используется для поддержания чистоты металла во время пайки, потому что припой не любит грязный металл, и как только вы начнете нагревать металл, он начнет окисляться.Вы заметите, куда вы поместите флюс, потому что эта часть будет чистой, а окружающий металл грязным.
Я использую Handy Flux и небольшую кисть для флюса, чтобы нанести его на мои стыки. С Handy Flux вы должны поддерживать его влажным, почти жидким, поэтому я просто держу небольшое количество в новой банке для варенья и добавляю к ней воду, чтобы мне не приходилось постоянно добавлять дистиллированную воду во всю банку с флюсом. . Я также держу кисть для флюса в банке, чтобы флюс не стал твердым.
Если вы используете пасту для припоя, о которой я упоминал ранее, то вам не нужно предварительно флюсовать, так как паста содержит флюс.
Вы также можете приобрести неглазурованную керамическую посуду и конус из буры, добавив немного дистиллированной воды. Вы притираете конус к керамике с небольшим количеством воды, и получается паста, и это и есть ваш флюс. Это будет мой следующий метод флюса, когда у меня закончится Handy Flux.
Плата для пайки
Есть несколько различных плат для пайки, которые вы можете использовать:
Паяльник (это то, что я использую)
– Труднее сжечь вашу работу
– Не трескается и не крошится
– Легко сверлить и форма для удержания работыДревесный уголь (который используют большинство ювелиров)
– Создает тепло под вашей частью
– Мягкий угольный блок легко крошится, но вы можете получить твердые угольные блоки
– Каждому придать форму, чтобы он мог удерживать вашу работу в определенной позицииСоты
– Маленькие отверстия помогают удерживать тепло (идеально, если вы используете высокотемпературный газ)Вермикулит
– Отражает тепло, поэтому труднее сжечь вашу работу
– Не ломается или покрошитьА что еще они придумали
Вам необходимо иметь свой припой блок на верхней поверхности огнестойкости.Лично у меня просто керамическая плитка 12х12, и это моя паяльная поверхность. Вы также можете использовать металлический стол.
Есть также некоторые полезные инструменты для улучшения пайки, такие как поворотные столы, штативы, которые можно использовать под вашей деталью, и даже поворотные столы с прикрепленными третьими руками.
Наборы для пайки
Если вы любитель комплектов и хотите получить все одним махом, то вот хороший список наборов с различными паяльными инструментами и материалами, которые вам понадобятся для начала работы:
Я лично не знаю Мне не нравятся комплекты, потому что иногда вы получаете вещи, которые вам не нужны или не хотите, а в других случаях вам все еще нужно что-то для завершения настройки.Поэтому обязательно просмотрите список предметов, которые есть в наборе, и убедитесь, что в нем есть все, что вы ищете, и имейте в виду, что вам могут понадобиться другие вещи.
Предотвращение чешуек огня
Каждый сможет испытать на себе ужасную чешуйку огня. Но есть некоторые превентивные меры, которые вы можете использовать, чтобы остановить это.
Такие продукты, как Stop-OX II, Firescoff, Prip’s Flux и Cupronil, которые вы распыляете на всю деталь, нагреваете ее горелкой и снова распыляете, пока на изделии не образуется твердый белый защитный барьер.Вы также можете сделать это с помощью обычного флюса.
Но чтобы пресечь эту проблему в зародыше, вы просто не хотите перегревать свою деталь. Всегда лучше попасть внутрь, заставить припой течь и уйти как можно быстрее.
Жала для пайки
Подготовка металла к пайке
Теперь мы готовы подготовить металл для пайки. Есть 2 вещи, которые всегда дадут вам идеальный припой:
Чистый металл
Вы можете взять наждачную бумагу с мелким зерном и зашлифовать металл, чтобы очистить его.Или бросьте его в рассол, чтобы удалить масла и оксиды.Промежуточные концы
Вы хотите, чтобы ваши два конца были супер заподлицо. Поднесите его к источнику света, и если вы видите свет, проходящий через ваши соединяемые элементы, вам нужно продолжать подпиливать, шлифовать или пилить, чтобы эти концы сводились к суперфлешу (я покажу вам, как в этом посте). «Припой не заполняет щели!» сколько раз вы это слышали?
Безопасность
Защитное снаряжение
Вы не хотите вдыхать пары от вашего фонарика или флюса, поэтому респиратор с фильтрами просто необходим.
Кроме того, как я уже упоминал ранее, вы хотите, чтобы убедиться, что ваш припой станция находится на вершине устойчивой к поверхности огня.
Всегда хочется завязать волосы и надеть фартук или джинсы и показывать шоу на случай, если раскаленная вещь полетит и упадет вам на колени, она вас не обожжет. А хлопчатобумажная ткань, хотя и не является огнестойкой, с меньшей вероятностью воспламеняется.
Если вы паяете в квартире или у вас есть ковровое покрытие, вы все равно можете паять безопасно. Это когда наличие бутановой горелки полезно, потому что вам не нужно, чтобы пожарная команда выходила и давала зеленый свет вашей работе, когда вы работаете с газами, вам часто это нужно.
Если у вас есть ковер, вы можете положить огнестойкий пластик или большой лист металла, который закроет вашу паяльную станцию и обеспечит достаточное покрытие на случай, если что-то упадет и отскочит.
Но на самом деле вы, вероятно, сможете обойтись простым виниловым протектором для ковров. Это небезопасный метод, но вы, по крайней мере, расплавите винил вместо ковра. (И, честно говоря, я ни разу не уронил горячую штуку за свои почти 3 года изготовления серебра. Но это может быть потому, что я не такой неуклюжий, так что относитесь к этому с недоверием.)
Вентиляция
Если у вас есть возможность настроить целую систему вентиляции, вы можете получить только вентилятор или просто открыть окно.
Надеюсь, это руководство ответило на все ваши вопросы о пайке серебряных украшений. Но если у вас есть какие-либо вопросы, или если я что-то пропустил, просто оставьте комментарий ниже, и я свяжусь с вами как можно скорее!
Не забудьте скачать бесплатное руководство по пайке !
10 инструментов, необходимых для пайки стерлингового серебра – изготовление серебряных украшений
10 лучших инструментов для пайки стерлингового серебра!
(обновлено)
Паять серебро – это так весело! Кроме того, вы обнаружите, что можете создавать гораздо больше уникальных украшений, которые выделят ваши изделия ручной работы среди других!
1.Паяльная плата
Для пайки необходима жаростойкая поверхность. Безопасность – ключ к успеху … убедитесь, что у вас подходящая поверхность! Я использую 2 полки для штабелирования из проволочной сетки из нержавеющей стали с 1 полкой для печи из мягкого волокна наверху. Мне легче пользоваться этими полками, поскольку они не оставляют черных следов на моих руках и инструментах, как обычный угольный блок для пайки, к тому же они служат моими полками для печи и не занимают много места. Я купил свои полки в магазине Metal Clay Supply всего за 6-9 долларов за штуку.
Другой, более традиционный, вариант паяльная огнеупорный кирпич. Он отлично подходит для пайки пластин из стерлингового серебра, тонких серебряных штифтов или деталей PMC!
2. Серебро 925 пробы
Если вы собираетесь паять серебро, вам понадобится серебро
! Для большинства ушных шв и прыжковых колец я использую круглую проволоку из серебра
калибра 20 калибра. Я покупаю свою серебряную проволоку во многих местах, обычно я ищу тех, у кого лучшее предложение в тот день, когда я делаю заказ.Artbeads, CoolTools, RioGrande или даже на Amazon. Обычно вы можете купить катушки с проволокой на 0,5 унции или за лапку, если вы только начинаете и вам нужно снизить расходы.
3. Серебряный припой и флюс
Желая, чтобы мой процесс был простым и экономичным, я нашел чудесный продукт, который включает в себя как припой, так и флюс, серебряную паяльную пасту. Я начал использовать «легкую» пасту, которая плавится при более низкой температуре и будет всем, что вам нужно для пайки провода 20 калибра.Обычно я покупаю серебряную паяльную пасту в тюбиках на 1/2 унции. Только используя крошечные капли размером с горошину на каждом паяном соединении, этот материал имеет большое значение! Эта паста очень проста в использовании и не создает беспорядка при пайке. Кроме того, вам не нужно добавлять отдельный флюс при пайке, что значительно упрощает процесс!
4. Горелка и топливо
Для пайки серебра нужен источник тепла. Я использую бутановую горелку с многоразовым бутановым топливом, который может удовлетворить ваши небольшие потребности в пайке, когда вы только начинаете, например, шнуры для ушей и прыгуны.Я выбрал самый маленький фонарик, который смог найти, когда только начинал (называемый карандашным фонариком), так как с ним было легче обращаться, он легкий и удобный в хранении. Не говоря уже о том, что я нервничал, чтобы целенаправленно разжечь открытый огонь в моем доме, но с некоторой практикой и моим кухонным огнетушителем рядом, я довольно быстро потерял свой страх. Я купил бутановую горелку побольше после того, как разочаровался в своем маленьком карандашном фонарике, и я рад сообщить, что обновление оказалось очень полезным.
Если вы умеете размахивать им и готовы к «большому» факелу, я люблю Smith Little Torch.Я использую пропан с кислородом.
5 и 6. Огнезащитное покрытие: борная кислота и денатурированный спирт
Перед пайкой необходимо подготовить серебро, чтобы не допустить «ожогов» на металле. Я использую половину смеси борной кислоты и денатурированного спирта в стеклянной банке с герметичной крышкой. (Осторожно: огнеопасно! Так что плотно закрывайте крышку, когда она не используется!) Используя металлический пинцет, просто нанесите серебро на огнезащитное покрытие, а затем подожгите его зажигалкой или спичкой. Я покупаю борную кислоту (в виде порошка) в Cooltools по цене 6 долларов за банку на 4 унции, а денатурированный спирт в Walmart за 5 долларов (в разделе для разбавителей краски).Ps … Держите вентилятор в своей студии при нанесении покрытий и пайке, чтобы не вдыхать дым.
Еще один отличный вариант для нанесения покрытия на серебро – это Handy Flux. Он отлично защищает вашу деталь от окалины, а также помогает «склеить» серебро, когда вы собираетесь добавить припой (предотвращает разлетание чипов припоя при нагревании).
7. Зажигалка или спички
Я использую камин или походную зажигалку, чтобы поджечь плащ, пока готовлю серебро.Вы можете использовать ударник, чтобы зажечь пламя своего факела, если вы используете традиционный ювелирный фонарик или если ваш бутановый факел не имеет встроенной зажигалки или зажигания.
8. Пинцет
Пинцеточень удобен при пайке, он помогает удерживать серебряные кусочки на месте, когда они слишком горячие. Я решил работать со стальным пинцетом с волоконной рукояткой с перекрестной фиксацией, поскольку они обеспечивают термостойкий захват и изогнутый наконечник, что упрощает снятие серебряных кусочков с моей паяльной платы.Кроме того, мне очень нравится функция перекрестной блокировки, потому что мне не нужно постоянно «сжимать» ручку. Я люблю это!
9. Серебряный препп или рассол
После пайки стерлингового серебра вам нужно удалить окисление (потемнение), которое осталось на ваших изделиях, чтобы ваше серебро сияло. Я использую Silver Prep (в виде порошка) от Cooltools по цене 8 долларов за банку на 8 унций. Мне нравится использовать эту смесь для солений, потому что она натуральная и нетоксичная! Используйте 1 столовую ложку на 1 стакан дистиллированной воды (этот порошок имеет большое значение).Нагрейте дистиллированную воду в небольшой мультиварке, которую вы будете использовать только для приготовления серебряной смеси для маринования… не готовьте в этой кастрюле еду после маринования! После травления ваше серебро можно отполировать до красивого блеска.
10. Стальной блок и молоток
В любое время в процессе пайки, если вы хотите расплющить какую-либо часть серебра, вам понадобятся стальной брусок и небольшой молоток. Я нашел свой стальной настольный блок (4 ″ x 4 ″ x 3/4 ″) за 19 долларов (и я думаю, что сейчас они на самом деле дешевле.) Вы можете приобрести блоки большего размера за дополнительную плату. Если вы хотите превратить свое серебро в кольца, браслеты или ожерелья, вам понадобятся стальные оправки для каждого из них, стоимость которых может составлять от 20 долларов и выше.
Спасибо за ознакомление с 10 лучшими паяльными инструментами, без которых я не могу жить!
А теперь… Попробуйте сами и дайте мне знать с комментарием под инструментами, которые вам нравятся, и как они помогают вашим творениям!
Есть какие-нибудь советы по инструментам, которые я пропустил в этом списке и которыми следовало бы поделиться? Пожалуйста, оставьте комментарий ниже и поделитесь с нами своими знаниями!
Какие виды припоев используются при изготовлении ювелирных изделий?
IGS может получать комиссию за привлечение клиентов от компаний, перечисленных на этой странице.Учить больше.Припой – это небольшой кусок легированного металла, который плавится, чтобы соединить вместе два других куска металла. Место соединения металлов припоем называется стыком. Металлический припой имеет более низкую температуру плавления, чем две сплавленные детали. Припой бывает трех типов: твердый, средний и легкий. Все три типа имеют разные температуры плавления. Твердый припой плавится при высокой температуре, средний плавится при более низкой температуре, легко плавится при еще более низкой температуре.
Несколько паяных соединений в ювелирном изделии требуют использования нескольких типов припоя. Вы не хотите переплавлять стык, который вы только что припаяли, пока вы в процессе пайки другого стыка. Различные температуры плавления не позволят вам оплавить паяное соединение. Первое соединение требует твердого припоя, второе соединение требует среднего припоя, третье и остальные соединения требуют легкой пайки.
Твердый, средний и легкий припой доступен в золоте и серебре. Золото доступно в различных каратах и значительно дороже серебряного припоя, особенно в более высоких каратах.
Припои из золота и серебра бывают разной температуры текучести. Для серебра есть Itt, точка плавления 1490 градусов по Фаренгейту, твердый, 1425 градусов по Фаренгейту, средний, 1390 градусов по Фаренгейту, легкий, 1325 градусов по Фаренгейту и Easy-flo, 1270 градусов по Фаренгейту. на два ниже, чем паяемое золото, и также бывает твердого, среднего и легкого припоя.
Различная температура потока позволяет выполнять многократную пайку детали без распайки предыдущих стыков.Первое соединение выполняется с помощью Hard, следующее – с помощью Medium, а все остальное – с помощью Easy. Я не люблю использовать Itt, потому что он слишком близок к температуре плавления серебра. С кислородно-ацетиленовым блоком требуется меньше секунды невнимательности, чтобы расплавить ваш кусок. В Easy-flo есть кадмий, который при нагревании выделяет ядовитые пары. Убедитесь, что ваше рабочее место хорошо вентилируется.
Припой бывает листом, проволокой и пастой. Листовой припой разрезают на «папиллоны» – французское слово, означающее маленькие крошечные кусочки металла, которые летают повсюду, пока вы их режете.
Паста для припоя поставляется в аппликаторе шприцевого типа и предварительно смешана с флюсом. Я обнаружил, что флюс для припоя варьируется в зависимости от того, как долго он находился в состоянии с момента изготовления. Для достижения наилучших результатов лучше опорожнить аппликатор, тщательно перемешать пасту и снова положить ее в аппликатор или в небольшую стеклянную емкость с крышкой.
Я предпочитаю припой для проволоки, я могу сплющить ее, чтобы отрезать крошечные кусочки, или просто отрезать кусок на конце катушки. Вы хотите использовать ровно столько припоя, чтобы сделать хорошее прочное соединение, не затопляя соединение.Нет ничего хуже, чем стык с пятнами припоя на нем. Кроме того, очистка стыка займет больше времени.
Припой бывает разных форм:
- Листы припоя из серебра и золота доступны в твердом, среднем и легком исполнении. Вы можете обрезать листы на более мелкие кусочки (папиллоны) в соответствии с вашими потребностями. Твердый припой немного дороже, чем средний или легкий. Более толстые листы будут дороже. Многие ювелиры любят вырезать из листового припоя более мелкие детали нестандартного размера.Amazon предлагает на своем веб-сайте серебряный припой твердого, среднего и легкого качества. Rio Grande предлагает твердый, средний и легкий припой из золота 8, 10, 14, 18 и 22 карата.
Припой для листов серебра
- Проволока из серебряного и золотого припоя также доступна в твердом, среднем и легком исполнении. Проволока бывает разного калибра (толщины), более толстая проволока стоит дороже. Он продается по длине в футах. Многие ювелиры предпочитают толщину проволочного припоя, а не толщину листового припоя.Amazon предлагает серебряный припой жесткого, среднего и легкого уровней. Rio Grande предлагает легкий припой из золота 8, 10 и 14 карат.
Припой с серебряной проволокой
Отрежьте кусок припоя, достаточно большой, чтобы соединить соединение, но не настолько большой, чтобы он заливал соединение. Слишком много припоя приводит к многочасовым очисткам для создания бесшовного паяного соединения.
Избегайте припоев, содержащих металлический кадмий. При нагревании токсичен.
Рекомендации по комплекту для пайки ювелирных изделий
Как партнер Amazon, мы зарабатываем на соответствующих покупках, совершенных с нашего сайта.
Как паять (для ювелирных целей): 5 шагов (с изображениями)
Убедитесь, что на вашем рабочем месте нет бумажных полотенец и других легковоспламеняющихся предметов, затем включите фонарик.Вы захотите начать нагревать металл на расстоянии. Если ваш флюс еще влажный, когда вы начнете его нагревать, он закипит, поэтому вам нужно осторожно нагреть его на расстоянии (и при немного более низкой температуре), чтобы чипы припоя не вытолкнулись из шва пузырящимся флюсом. .
Если припой все-таки отскакивает во время нагрева, используйте свой припой или пинцет, чтобы изменить его положение, продолжая при этом слегка нагревать деталь.
Когда флюс высохнет, он станет твердым и покрытым коркой. Это первый этап.
После первого этапа флюс станет прозрачным и плавным, как жидкость. Это означает, что ваше серебро приближается к температуре, необходимой для плавления припоя.
Вы хотите, чтобы все изделие нагревалось равномерно. Металл является хорошим проводником, поэтому, если одна часть вашего изделия действительно горячая, а другая сторона тоже не нагревается, тепло будет проходить через металл на другую сторону, и получить его будет намного сложнее. вся деталь достаточно горячая, чтобы расплавить припой.Мягкими круговыми движениями убедитесь, что все металлические части нагреваются равномерно.
Вот видео, которое я сделал, показывающее, как перемещать резак, как близко подбираться и как перемещать припой.
Когда флюс начнет исчезать, начните приближать пламя, чтобы к металлу было приложено больше тепла. Непосредственно перед тем, как припой потечет, он осядет, как в Терминаторе 2, когда Т-1000 разбился и замерз на земле, медленно плавясь.
Когда он расплавится, это произойдет быстро, и припой растечется по любому металлу, которого он касается. Если ваши две серебряные монеты разошлись, прижмите их, пока припой все еще расплавлен, и они должны соединиться. Используйте для этого свой припой или пинцет.
Повторите эти шаги для другой серьги, и когда все швы припаяны, выключите резак и дайте им немного остыть.
Затем наденьте их на кусок медной проволоки и опустите ее в рассол.Также можно использовать в рассоле зубочистку или другой деревянный предмет или медный пинцет (для работы с рассолом можно купить специальные медные щипцы). Бамбуковые щипцы тоже подойдут.
Пайка против плавления – рабочее серебро
Пайка против предохранителя
В чем разница между пайкой и плавлением? Каковы преимущества каждой техники и какие трудности? Какие инструменты и оборудование необходимы для каждой техники? Это лишь некоторые из вопросов, которые нам часто задают в Workingsilver.
Вот ответы.
Что такое пайка?
С точки зрения изготовления ювелирных изделий, пайка представляет собой соединение двух металлических частей с другим металлическим сплавом, называемым припоем, с использованием тепла (горелки) и флюса. Небольшой кусочек припоя помещается на соединение и нагревается до точки текучести, что при охлаждении приводит к прочному соединению между частями. Многие металлы, используемые в производстве ювелирных изделий, можно паять, в том числе стерлинговое серебро, чистое серебро, латунь, медь, золото и золото.
Наплавление, с другой стороны, может быть выполнено только с чистыми металлами, такими как чистое серебро (99.Чистота 9%) и золото 24 карат, или некоторые «устойчивые к потускнению» серебряные сплавы, такие как True Silver, Sterlium Plus или Argentium. Сплавление достигается без использования припоя путем нагревания двух соприкасающихся металлических частей до их точки плавления, в результате чего две части соединяются (плавятся) в одну деталь.
Поскольку при плавлении используются металлы, которые не окисляются в процессе нагрева, можно выполнить эту технику с меньшим количеством инструментов и материалов, чем требуется для пайки. Наиболее примечательным является отказ от использования флюса и припоя, а также необходимость очистки от окисления с помощью травления (слабый кислотный раствор).
Тщательная сварка приводит к чистому стыку с минимальной потребностью в дальнейшей опиловке или удалении излишков металла. Однако если изделие нагреть немного слишком сильно, металл будет иметь тенденцию к комкованию и создавать очень органичный результат (не всегда отрицательный результат, но его трудно контролировать)
(Изображение 1) правильно спаянное кольцо
(Изображение 2) Некоторые проблемы, которые могут возникнуть при термозакреплении. Первое кольцо было слишком сильно нагрето, второе не имело достаточно плотного соединения.
Пайка создает соединение, которое, хотя и не такое прочное, как плавленое соединение, при правильной очистке и отделке практически незаметно.
(Изображение 3) Хорошо припаянное кольцо
Использование чистых металлов в ювелирных изделиях также имеет свои плюсы и минусы. Чистое серебро никогда не потускнеет, как чистое серебро, но поскольку оно не содержит меди или других металлов, делающих его более твердым сплавом, оно невероятно мягкое и не подходит для некоторых ювелирных изделий. Кольца и браслеты, сделанные из чистого серебра, могут согнуться и принять неправильную форму, тогда как изготовление звеньев цепи или лицевых панелей из того же материала может дать замечательные результаты.Поскольку чистое серебро очень мягкое и податливое, создавать текстурированные звенья и компоненты легко и весело.
Если вам любопытно и вам не терпится приступить к созданию каких-то прекрасных ювелирных компонентов или цепочек ручной работы, но вы не уверены в том, что полностью погружаетесь и инвестируете в создание полноценной паяльной станции, то попробовать свои силы в плавлении – отличное место для начала. Основные инструменты, которые вам понадобятся для успешной сварки:
Горелка – горелка с микробутаном достаточно горяча, чтобы плавить чистое серебро до 14-го калибра на угольном блоке, если кусок не слишком большой.
Поверхность для пайки – рекомендуется древесный уголь, так как он помогает удерживать тепло, или огнеупорный кирпич.
Чистое серебро.
Инструменты для достижения хорошего соединения при сварке; плоскогубцы, кусачки, напильник
Какую бы технику вы ни выбрали, развлекайтесь, проявляйте творческий подход… и всегда будьте в безопасности!
О припое – Нэнси Л. Т. Гамильтон Нэнси Л. Т. Гамильтон
Нэнси Л. Т. Гамильтон
Последнее обновление: 15.11.19, 21.08.18
Листовой припой
Припой (произносится как sod-der – , по крайней мере, в США) используется для соединения металлических компонентов вместе для производства готового продукта.Как здорово!
В Англии припой произносится как sole-der. Из двух источников, одного из первых рук, а второго в Интернете, я услышал о теории происхождения различного произношения. История в том, что американское произношение слишком близко к сленговому слову «содомия»: дерьмо! Произношение припоя как «дерьмо» имеет слишком много коннотаций и потенциально затруднительных толкований. Чтобы избежать смешанных сигналов, буква «L» произносится, ergo: sole-der. Любить это!
За работу! Припой состоит из сплавов, из которых получается материал, плавящийся при более низкой температуре, чем металл, который вы паяете вместе.Если бы припой не плавился при более низкой температуре, чем металл, вы бы расплавили металл – тогда вы стали бы сваривать или, как мы, ювелиры, называем это «плавлением».
Паяльные палочки
Многие украшения изготавливаются с использованием техники, называемой пайкой серебром , также известной как пайка твердым припоем или твердым припоем.
Это важный навык, которому нужно научиться для слесаря по металлу, так как большая часть ваших ювелирных изделий потребует соединения припоя. Обучение пайке также расширит ваши возможности проектирования и предложит больше дизайнерских решений.
Две цели , которые вы должны стремиться достичь при пайке, – это , обеспечивающий максимально прочное соединение. и соответствие цвета – соответствие цвета припоя цвету металла. На этой заметке: я еще не нашел хорошего припоя медного цвета. Я использую серебряный припой с медью. Если я буду контролировать количество используемого припоя (не слишком много / не слишком мало) и хорошо убираю излишки припоя, швы будет трудно различить. Я часто использую патины, которые помогают скрыть любые линии пайки, которые меня отвлекают.
В этой подвеске использовался серебряный припой на латуни и серебре.
Я использовал золотой припой или припой с золотым наполнителем с латунным, бронзовым и золотым наполнителем. Но из-за сегодняшних СМЕНЫ цены на золото , я стараюсь держаться подальше от золотых припоев – если только я не работаю с золотом. Я, как правило, придерживаюсь серебряного припоя и контролирую, где течет припой, а также использую очень минимальное количество (см. Подвеску выше). Управляйте потоком припоя с помощью корректирующей жидкости или краски на порошкообразном пигменте желтой охры .Я не пробовал перо White-Out , но выглядит интересно.
- Припой – Припои представляют собой сплавы металлов. Нечеткий? Что ж, состав припоя зависит от металла сердечника, рецептуры производителя и типа припоя. Большинство серебряных припоев состоит из серебра и цинка. Точно так же золотые припои в основном состоят из золота с добавлением других элементов в зависимости от цвета золота. Количество золота в припое зависит от его карата.См. Ниже дополнительную информацию о золотом припое. Существует медных припоев и латунных припоев , а также других типов. У этих припоев есть разные проблемы, и они не всегда идеально подходят для вашего металла.
- Используйте припой для самых высоких температур, который вы можете . Обычно вы можете выполнить 2-3 соединения для каждого типа. Но часто я могу изготовить целую деталь, используя только твердый припой. Одна из причин, по которой это возможно, заключается в том, что: 1. контроль нагрева и 2. первое паяное соединение теряет немного цинка, в результате чего температура плавления этого первого припоя расплавляется на 50 ° F выше, чем первоначально.Конечно, перегрев вызывает много открытых швов. Но успешная пайка одним типом припоя также зависит от того, насколько близко расположены швы друг к другу.
- Ямки под припой при выгорании цинка в результате перегрева . Поддерживайте как можно более низкие температуры, чтобы избежать точечной коррозии, при этом обеспечивая достаточно тепла для растекания припоя.
Я объясню припой и его взаимодействие с металлом, с которым он используется, в моем более подробном разделе: Пайка 101 .
Tarnish – во всей красе!
Прежде чем мы начнем, я хочу кое-что отметить. ОЧЕНЬ ВАЖНО: При пайке припой должен быть таким же чистым, как и металл. Кроме того, припой необходимо залить флюсом – если только он не в форме пасты , которая включает флюс (примечание: не используйте паяльную пасту GC Electronics для пайки серебром – ее название дает вам ключ к разгадке!)
Пайка, пайка и сварка – в чем разница?
Термин «пайка» вызывает большую путаницу, потому что за пределами ювелирной области пайка считается соединением металлов при температурах 840 ° F (450 ° C) и ниже.Этот метод соединения металла называется пайкой и часто требует использования паяльника. Припои обычно бывают на основе свинца и / или олова и плавятся при температуре 840 ° F (450 ° C) или ниже. Но, спросите вы, разве для пайки ювелирных изделий не нужны действительно горелки на горячем газе? Ага, это так. Эрго, проблема! Мы, ювелиры, используем припои (в основном серебро с примесью цинка), которые плавятся при гораздо более высоких температурах, например, 1450 ° F / 788 ° C. Но мы тоже называем это пайкой!
Почему ювелиры используют термин пайка? То, что мы делаем, на самом деле называется пайкой.Я все еще ищу причину, по которой мы называем это так, и нашел скудную (читай: никакой) информации! Однако мы различаем эти два типа пайки, называя тип пайки легкоплавким: мягкая пайка , а ювелирная пайка называется твердой пайкой или серебряной пайкой .
Чтобы понять, почему мы на самом деле паяем, а не пайку, мы должны взглянуть на некоторые аспекты, которые определяют пайку.
Пайка
- Металл соединяется с помощью «наполнителя», называемого припоем.Наполнитель должен плавиться при более низкой температуре, чем соединяемые металлы.
- Основной металл не плавится в процессе соединения.
- Соединяемые материалы должны быть плотно прилегающими, поскольку наполнитель течет за счет капиллярного действия на каждую припаиваемую сторону. Флюс
- используется для уменьшения окисления, поскольку припой не растекается по грязному металлу, а окисление – это, по сути, грязь.
- Паяемые металлы и флюс должны быть очень чистыми.
- Имеет способность соединять разнородные металлы.
Пайка серебром / твердым припоем на ювелирной основе осуществляется по тем же правилам. Получается, что мы на самом деле паяем серебро! Ну что ж. Давайте просто будем называть это пайкой.
- Пайка твердым припоем требует очень высоких температур (см. Таблицу ниже). Он включает использование газовой горелки, которая способна достигать и превосходить точки плавления и текучести припоя. Этот тип связи является молекулярным и намного прочнее. Серебряная пайка также позволяет получать аккуратные и чистые соединения, поскольку припой не действует как опора, а вместо этого становится молекулярно соединенным с металлом.
Эта лицевая панель корпуса изготовлена с использованием серебра / твердого припоя . Припой не нужно накладывать на металл для поддержки конструкции. Вместо этого припой впитывается в окружающий металл, позволяя удалить излишки припоя, оставляя чистую, хрустящую поверхность.
Хотя это и не идеальный пример, я думаю, он поможет вам визуализировать разницу между двумя типами пайки. Думайте о мягкой пайке, как об использовании ленты, а о твердой пайке, как о суперклее.
Мягкая пайка
Пайка или мягкая пайка определяется как низкотемпературный процесс с плавлением наполнителей (припоев) при температуре 840 ° F (450 ° C) или ниже. Припой не столько течет по металлу, сколько по металлу. Связь слабая по сравнению с пайкой и очень слабая по сравнению со сваркой. При этой форме пайки также используются флюсы, поэтому важна чистота металла. Этот тип пайки распространен в электронной промышленности и в таких видах искусства, как витражи.
Этот безель коробки был сделан мягким припоем (и не очень хорошо). Припой накладывался на основной металл (скорее всего, медная лента, используемая в витражах). Это придает бумаге тонкую медь, прочность и серебристый цвет. Обратите внимание на неприглядные пятна припоя. Что касается его прочности: вы могли отогнуть эту рамку ногтем.
Сварка
Welding имеет совершенно другой набор правил. Материалы должны быть одинаковыми.Процесс требует очень сильного нагрева. Процесс включает плавление соединяемых металлов. Наполнители обычно добавляются к плавленому соединению. В зависимости от способа нанесения наполнитель может быть прочнее основного металла. По сути, соединяемые детали плавятся вместе, образуя соединение, такое же прочное, как и сам металл.
Мы, ювелиры, тоже плавим, как металлы, но мы называем это плавлением, а не сваркой. Думаю, просто для того, чтобы терминология была более точной!
Детали серебряного припоя
«Солидус – это температура, при которой металл начинает плавиться; ликвидус – это температура, при которой он полностью расплавляется.) »Из Работа с серебром Argentium – советы и процедуры Синтии Ид **.
Я включил точки ликвидуса Argentium , Sterling Silver и Fine Silver для сравнения с температурами, необходимыми для растекания припоя.
- Точка ликвидуса в стерлинговом эквиваленте: 1640000F (893˚C) – 1650 ° F (899 ° C) * (варьируется в зависимости от сплава)
- Точка ликвидуса чистого серебра: 1761˚F (961˚C) (Чистые металлы имеют одну точку ликвидуса)
- Точка ликвидуса Argentium 935: 1610 ° F (877 ° C) ** – 1657 ° F (903 ° C) * 1657 ° F / 903 ° C ***
- Точка ликвидуса Argentium 960: 1700 ° F (927 ° C) ****
| Припой | Точки потока | Использование для |
| Сверхтвердый или IT | 810 ° C / 1490 ° F | Присоединяется к эмалированию |
| Жесткий | 788 ° C / 1450 ° F | Первая пайка и дополнительные соединения |
| Средний | 1360 ° F / 738 ° C | Общая пайка; промежуточные операции |
| Легко | 719 ° C / 1325 ° F | пайка менее напряженных участков, ремонт; заключительные операции |
| Очень легкий | 1207 ° F / 653 ° C | Ремонт |
Я позаимствовал диаграмму выше у Riogrande.com и переделал. Примечание: точки текучести припоя зависят от производителя . Уточните у своего поставщика, при какой температуре течет припой.
Argentium лучше всего паять припоем Argentium. Если у вас его нет, используйте припой среднего серебра. Припой аргентиум бывает в виде пасты, проволоки и листа. Вы можете найти его у многих поставщиков ювелирных изделий. Вот ссылка на пайку на Amazon Smile.
Пожалуйста, посмотрите мою веб-страницу, посвященную Wire and Sheet Metal .В нем я обсуждаю свойства различных металлов, в том числе Argentium, стерлингового серебра и чистого серебра. Металлы перечислены сначала по типу (в алфавитном порядке), а затем в алфавитном порядке в своих группах. Итак, Аргентиум находится на вершине Серебряного Раздела.
Подробное объяснение ликвидуса и солидуса и причины, по которой сплавы имеют разные точки ликвидуса и солидуса, можно найти на этой странице из блога гильдии Argentium: Определения – Solidus и Liquidus Чарльза Аллендена.
* Из AGS Metals
** Cynthia Eid – Работа с Argentium Silver – советы и процедуры
*** Rio Grande – Технический паспорт литейного зерна Argentium 935
**** GS Gold – литейных зерен Аргентиум и Серебро . Литейные зерна и литейные сплавы. Температуры литья, температуры ликвидуса для многих металлов.
Точки текучести припоя аргентиумЯ не знаю, почему у экстра жесткости точка текучести ниже, чем у средней жесткости – для меня это не имеет смысла.Информация с сайта Riogrande.com. Итак, точки растекания предназначены для их припоя.
Припой для проволоки Аргентиум:
- Средняя твердость: 1420 ° F /771 ° C
- Экстра жесткий: 1411 ° F (766 ° C)
- Easy: 1331 ° F (722 ° C)
Припой с пастой из аргентиума (включает флюс / связующее):
- Жесткий: 1420 ° F (771 ° C)
- Среда: 1340 ° F (727 ° C)
- Easy: 1295 ° F (702 ° C)
- Super Easy: 1185 ° F (640 ° C)
Листовой припой имеет ту же градацию и точки текучести, что и проволочный припой.
Формы припоя
Припой серебряный бывает в упаковке:
- Паста : обычно поставляется в смеси с флюсом. Вот ссылка на один на Amazon. Я использовал пасту для припоя всего несколько раз, так что я не лучший справочник для этого продукта. Что мне не нравится в нем, так это то, что он может высохнуть, но вы можете добавить немного минерального масла, чтобы увлажнить его. В сообщении, которое я прочитал, говорилось, что минеральное масло тоже скоро высохнет. Не используйте воду или флюс для разбавления.
Еще одна информация, которую я только что узнал, заключается в том, что некоторые пастообразные припои являются «ограничивающими». Это означает, что они не растекаются при нагревании, поэтому вертикальная пайка проще без капель. Это хорошо, потому что одна из причин, по которой мне не понравилась паста, заключалась в том, что она растекалась при нагревании и ее было трудно контролировать. Очевидно, у меня не было «ограничительного типа»! Также существует формула без высыхания для тех, кто хочет продлить срок хранения. Эти ответы от производителя паяльной пасты на Ганоксин – The Okai Corporation.Я полагаю, что это будет хороший выбор, если вам нужно удерживать предметы на месте, и вы боретесь с гравитацией.
- Лист : вырежьте паллионы из этого листа. Я использую ножницы для французских магазинов , чтобы разрезать маленькие полоски вдоль одного края – как бахрому. Затем отрежьте бахрому любой длины, которая вам нужна, для ваших палантинов. Вы можете вырезать сразу несколько или весь ряд. Если у вас есть запасные части, храните их, как описано ниже в: Как хранить Solder Pallions .
«Бахрома»
- Проволока: Используйте как есть или расплющите с помощью прокатного стана или молотка.Затем обрежьте свернутый край по размеру. Чтобы получить еще более мелкие кусочки, закрепите их вдоль, а затем поперек. Таким образом можно сделать несколько крохотных кусочков. Не забывайте очищать припой перед И после прогона через прокатный стан или забивания его молотком. Никогда не добавляйте влажный или влажный припой в прокатный стан. У тебя будет ржавчина на несколько дней…
- Раньше я использовал только проволочный припой, но теперь перешел на листовой припой. Я счастливее и веселее! (Не совсем).
- Паллионы или припой для микросхем : мне они не нравятся, поскольку размеры определены заранее.Если вам нужен крохотный кусочек, вы должны попытаться разрезать маленький кусок металла пополам. Если вам нужны большие куски, вам нужно загрузить кучу крошечных кусков. Безумное творчество. Купите лист и вырежьте самостоятельно. Сэкономьте и деньги! Yipeedoodles!
- Еще один недостаток – их немного неудобно чистить. См. Ниже: «Как очистить палочки для припоя».
Как очистить листовой и проволочный припой (разрезанный или неразрезанный)
Совет: Старайтесь не слишком много работать с припоем и, если необходимо, часто мойте руки и не прикасайтесь к лицу, так как ваша красивая кружка полна сальных желез, а руки – нет!
Как очистить припой из листового серебра
- Я кладу листовой припой на угольный блок и БЕЗОПАСНО нагреваю его.Я переворачиваю лист с помощью крестообразных замков и снова аккуратно ударяю по нему фонариком. Если вы новичок в этом и не знаете, что нужно для расплавления припоя, отрежьте немного и сначала потренируйтесь!
- После нагревания я закаливаю ЛИСТОВЫЙ припой (в моей закалочной чаше), а затем плаваю его в маринованной ванне. Удалите, когда все окисление исчезнет, просушите, пометьте и положите в пакет с полосками / полосками против потускнения !!!!!
Как чистить палочки припоя
- Очищая палочки припоя, я нагреваю их на угольном блоке, но не переворачиваю их, как я это делаю с листовым припоем.Я также не бросаю их в горшок с маринованными огурцами. Было бы кошмаром удалить их всех! Вместо этого используйте небольшой контейнер, такой как канистра для пленки (маленький пластиковый тип) , и проделайте в нем отверстия с помощью писца или чего-то подобного, например кожаного шила . Используйте тот, у которого есть колпачок, потому что паллионы могут плавать, и тогда вы проведете день, чистя горшок для маринада (см. мою страницу о том, как это сделать !).
- Нейтрализуйте их и промойте, пока они еще находятся в канистре с пленкой.Лучше всего промыть их в дистиллированной воде, чтобы не образовывались остатки по мере высыхания. С помощью листового припоя вы можете стереть воду, чтобы она не попала на припой.
- Если вам нужно повторно промыть или вы хотите просто промыть другим методом, используйте для этого специальный фильтр для кофе Melita с подходящим бумажным фильтром . Поместите Melita в раковину, затем вылейте канистру из пленки с паллионами в фильтр, залейте водой для ополаскивания и оставьте в Melita для высыхания.После высыхания вылейте фильтр в контейнер.
- Выложите палочки на бумажное полотенце и оставьте до высыхания.
- Вылейте бумажное полотенце с припоем на лист бумаги для принтера. Согните бумагу в центре и сдвиньте паллионы в контейнер.
Как очистить проволочный припой
- Если припой для проволоки уже находится в катушке, оставьте это так. Или вы можете сделать из него более плотную катушку. Процесс очистки проволочного припоя аналогичен очистке / отжигу проволоки.У меня есть СТАРОЕ (2010 г.) видео об этом на YouTube.
- Как правило, наматывайте проволоку и, используя тонкую (калибр 24 или 26 – что бы вы ни лежали) медную, латунную, бронзовую, нержавеющую или стальную проволоку, при необходимости связывайте катушку. Иногда провод ведет себя плохо и лежит ровно.
- Уловка с чистящим припоем заключается в том, чтобы не перегревать его, поэтому поддерживайте температуру ниже, чем при отжиге. Кроме того, много перемещайте факел! Не стойте на одном месте, иначе у вас будет спутанный припой.
- Закалите, протравите (сначала удалите стальную проволоку! Нержавеющую сталь можно класть в травильную ванну), просушите и храните.
Маркировка припоя
Все формы незащищенного серебряного припоя окисляются (а также многие другие типы!). Припой, как проволочный, так и листовой, можно хранить в пакетах с застежкой-молнией, на которых указан номер повторного заказа, цена, вид припоя и поставщик.
Вам, наверное, следует также промаркировать емкости с типом припоя! IT, (или EUT или EH – в зависимости), H, M, E, EE или как угодно.(IT или эвтектический припой или сверхтвердый, жесткий, средний, легкий, сверхлегкий). Важно помнить о своей системе кодирования!
ЕСЛИ вы можете проштамповать или написать на листе припой с типом. Штамповка лучше – возьмите некоторые из тех относительно недорогих буквенных штампов . Если вам необходимо писать на нем, используйте Sharpie или другие несмываемые чернила. Подойдет и масляная краска Sharpie .
Пасту и листовой припой можно маркировать на их поверхностях или контейнерах в зависимости от типа припоя, но на проволочном припое трудно писать, поэтому была разработана система изгиба для маркировки провода.Как правило, обычно используются три изгиба: жесткий, средний и легкий . Я добавил свои собственные маркировки для extra easy и IT .
Ниже представлена маркировка проволочного припоя:
IT HARD MED EASY
………. ………………. …………………. ………………
ЭКСТРА ЛЕГКО
Различают типы припоя по A) изгибам, B) забитым концам C) Цветовая маркировка D) Штамповка E) Гравировка.Таким образом, вы не перепутаете его с серебряной проволокой. Я вставляю идентифицирующие изгибы как в рулон припоя, так и в отрезанные части. Если у вас есть паллионы, храните их в отдельных контейнерах с этикетками. Лист можно штамповать по гравюре.
Как хранить припой
- Либо храните в небольших контейнерах, таких как маленьких пластиковых штучках (изображение ниже), пленочных канистрах с крышками , либо используйте пластиковые пакеты, чтобы хранить разные типы припоев отдельно.Конечно, не забывайте маркировать свои пакеты и / или контейнеры!
«Вещи».
Типы припоя
Причина, по которой используются припои разных марок: , потому что они текут при разных температурах . Это важно, потому что существует опасность , при пайке второго, третьего или четвертого элемента, распайки ваших предыдущих соединений. Что я обнаружил, и мне было бы интересно узнать, испытывали ли это другие люди, так это то, что после двух или трех соединений исходное соединение становится менее подверженным нагреву.
Я предполагаю, что в процессе добавления моих последующих соединений я расплавляю цинк (из одного или двух соединений) , и в результате мой припой теперь в основном серебряный – , который плавится при более высокая температура. Вы когда-нибудь пробовали отпаивать что-то – особенно деталь, припаянную изначально твердым припоем? Я потратил часы, пытаясь удалить кусочки, и обычно в итоге получаю крошку серебра, прежде чем оно отделяется от составных частей. Сводит меня с ума! Но, это действительно прибавляет к этой большой, постоянно растущей, рафинированной куче! Ура!
- IT (Интенсивная температура) или сверхтвердый припой состоит из 80% серебра и 20% цинка (при Rio Grande ). Стерлинговое серебро на 92,5% состоит из серебра, поэтому вы можете видеть, насколько они близки по составу. Этот тип припоя обычно используется – в ювелирном деле – для пайки деталей, которые должны быть покрыты эмалью. Его диапазон высокой температуры текучести очень близок к диапазону температуры текучести серебра, что является основной причиной того, что он обычно не используется для обычных операций пайки.Припой течет при температуре 1490 ° F, (810 ° C), а серебро течет при температуре 1655 ° F, (902 ° C) – очень близкий вызов при пайке. Вы должны быть в тонусе, чтобы не растопить свой фунт. Зазор больше у чистого серебра, так как его температура текучести составляет 17615F (893˚C), что дает немного больше места для маневра. Большинство людей используют чистое серебро для эмалирования, и это одна из причин, почему.
- Hard Solder (не путать с термином «Hard Soldering» – в отличие от «Soft Soldering» – который выполняется с помощью паяльника) почти всегда используется для первого соединения и для любых областей, которые подвержены сильному стрессу.Вы можете припаять всю деталь твердым припоем – если вы будете осторожны с размещением пламени / тепла. Твердый припой обычно состоит на 75% из серебра.
- Средний припой – обычно используется второй или третий припой. Не запутайтесь, как некоторые студенты, что вы можете паять только 3-4 соединения – по одному на каждый тип припоя. Это сильно ограничит количество паяных соединений, которые вы можете сделать. Как упоминалось ранее, я использую жесткий для нескольких объединений и средний для большинства остальных.Я могу выполнить 10 и более стыков с помощью 2 типов припоя.
- Средний припой содержит меньше серебра и больше цинка, чем IT или Hard, но более чем легкий. Обычно средний припой на 70% состоит из серебра . Обычно я использую среду в качестве третьего или четвертого соединения. Все зависит от того, сколько присоединений вы делаете, и от стресса, который они будут испытывать. Скажем, я делаю кольцо с тремя паяными соединениями: одно – это полоса, затем налепка сверху и втыкается поверх этого, небольшой 3-миллиметровый штырь.Что бы я сделал: сначала , припаиваем кольцо с твердым покрытием. Второй , используйте среду для декораций. Третий , я бы использовал easy for the prong. Штырь не будет подвергаться большой нагрузке – за исключением процесса настройки – и он очень тонкий и маленький по сравнению с остальными элементами. Я не хочу плавить зубцы, поэтому я бы использовал easy, потому что он плавится при гораздо более низкой температуре. Если я использую твердый припой, мне придется быть очень, очень осторожным с теплом.
- Легкий припой – Легкий припой состоит из примерно 65% серебра , а остальное, как правило, цинка. Я не очень часто использую легкий припой , так как обнаружил, что обычно могу припаять целую многосоединенную деталь с твердым и средним припоями. Иногда я добавляю небольшую настройку с помощью Easy.
- Припой сверхлегкий – этот припой 56% серебра (формула Рио). Он содержит значительно меньше серебра, чем IT, Hard или Medium.Следовательно, в нем больше цинка. Поскольку в нем меньше серебра и больше цинка, припой имеет желтоватый цвет. Кроме того, extra-easy не такой сильный , как IT, Hard или Medium. Я почти никогда не использую припой Extra-Easy. В целом, я бы сказал, что это хорошо для ремонта – особенно когда есть камень на месте, и вы беспокоитесь о том, что тепло его испортит. Кроме этого, я бы держался от этого подальше.
Золотой припой
Если вы паяете золото, то используемый припой содержит настоящее золото.
- Золотой припой бывает в каратах, то есть: 8 К, 10 К, 14 К, 18 К и 22 К. Припой для золота
- поставляется в виде желтого провода , желтого листа и желтой пасты. Существует также припой из белого золота в проволоке, листе и пасте (все ссылки на Рио-Гранде). Вы также можете найти припой из розового золота, но проверьте ингредиенты. Вам не нужен кадмий! Опасно!
Вот отрывок из книги: Золото: наука и приложения под редакцией Кристофера Корти, Ричарда Холлидея .Информация начинается внизу страницы 201. Доступно на Amazon.
Ну, на этом пока все. Если я придумаю что-нибудь еще, я добавлю к этой странице. Надеюсь, вы узнали что-то новое. Для получения дополнительной информации о пайке и настройке зоны пайки в вашей студии, пожалуйста, посмотрите мои видео о Soldering 101 и вышеупомянутые веб-страницы. Спасибо. Нэнси
Использованные ресурсы
- Как настроить резак – есть резак, нужно его настроить? Вот как.
- Пайка 101, часть первая и пайка 101, часть вторая
- All About Solder – Вам нужно понимать, с чем вы работаете!
- Плоские квадратные кромки на металле – Важные методы создания квадратных кромок, например, на кольцевых стержнях, трубках, установках и т. Д. – практически любых двух частей, которые вы хотите спаять вместе!
- Подготовка к пайке – Важные шаги перед пайкой.
- Identify Wire Solder – Отметьте свой припой, прежде чем воцарится неразбериха!
- Безопасность ювелирной студии – Чрезвычайно важная информация, которую должен знать каждый ювелир! Не рискуйте своей жизнью и здоровьем! Знаешь, чем опасна металлическая пыль? Если нет, ничего не шлифуйте – пока!
- Создание сфер одинакового размера – как сделать сферы идеально круглой формы? Возможно, вам нужно знать!
- How to Anneal Silver Sheet – важный навык, иначе вы можете повредить свой металл и работать вдвое тяжелее!
- Проволока для отжига – Нужен обрыв провода? Как насчет расплавленной проволоки? Нужна мягкая и гибкая проволока? Эти советы помогут вам избежать этих проблем и с легкостью работать!
- Вытяжной вытяжной вентилятор для студии или магазина – один из БОЛЬШИХ средств обеспечения безопасности в студии.Научитесь делать свои собственные!
- Как сделать безель и закрепить кабошон Часть первая – Хотите припаять тонкий материал к толстому? Хотите поставить камень или два? Узнайте, как создавать и паять лицевые панели.
- Как сделать безель и закрепить кабошон, часть вторая – То же сверху.
Пайка ювелирных изделий: как паять настройки, скобы и проволоку. – Мы постоянно паяем вместе разные формы и размеры металла. Хотите перестать таять свои настройки или поручительства? Можно ли паять провод, не расплавляя его?
Мой плейлист по пайке на YouTube – Список всех моих видео по пайке на YouTube.
- О припое – Узнайте все об используемом вами материале.
- Ацетилен, фонарик, баллоны, безопасность – Огромная страница с гораздо большим, чем просто информацией об ацетилене! Узнайте все о резаках, пайке и о том, как защитить себя!
- Схемы – Схемы, связанные с пайкой. Включает такие вещи, как: температура отжига, размеры клапана сжатого газа, какая температура горит ваш газ, каковы точки плавления вашего металла. Кроме того, есть диаграммы калибра проволоки, диаграммы от миллиметров до долей и дюймов, от сверл до диаграмм с калибрами проволоки.Много информации!
- Очистка металла – полезно знать, если вы планируете что-нибудь паять!
- На рассоле, кислоте, кастрюлях и пищевой соде – Как удалить шмуц, оставшийся от пайки, как сделать свой собственный рассол, как использовать рассол и как нейтрализовать рассол. Тонны информации!
- Шкала окисления, флюса и возгорания – Почему происходит окисление? Почему все время накапливается огненная чешуя, как от нее избавиться. Узнайте, что происходит при пайке и решениях.
- 4 шага для успешной пайки – 4 шага помогут вам добиться успеха в пайке!
- Идентификация припоя – Как пометить припой, чтобы вы всегда знали, какой он тип.
- Ювелирные инструменты – Harbor Freight – Недорогие инструменты для студии!
- Тиски для резки под углом и зажимное приспособление : Вам трудно подвести концы стоек колец? Оцените этот инструмент!
- Вопросы и ответы: Firescale / Firestain – Узнайте, с чем у других были проблемы, и найдите решения!
- Q&A: Annealing – Как долго выдерживаются температуры отжига.Печной отжиг.
- Q&A: Wire Questions. Сворачивающая проволока, проволока для сужения, проволока для упрочнения, проволока для правки и многое другое!
- Рецептов: Они больше не предназначены только для готовки!
- Рецепт рассола – сделай свой собственный рассол
- Prip’s Flux Recipe – сделайте свой собственный флюс
- Удаление сломанных сверл из металла – сверло сломалось, и вы не можете его вытащить? Вот как удалить сломанные сверла.
- Удаление медной планки т.е .: Как удалить медное покрытие, которое может образоваться при травлении. А также, как удалить медь с латуни или бронзы, которая попадает на поверхность металла после пайки.
- Пайка в двух словах – мой список самого необходимого для пайки.
- Какой факел купить : Пытаетесь понять, что вам нужно, чтобы разжечь огонь в своей студии? Ознакомьтесь с этой информацией перед покупкой!
- Проволока и листовой металл
- Вопросы по пайке – Один из наиболее часто задаваемых вопросов.Многие из моих веб-страниц были вдохновлены проблемами и вопросами пайки.
- Вопросы по горелке / газу – Сравнение портативных и обычных горелок, проблемы с горелкой, горелками с бутаном, водяными горелками, безопасная установка горелки, покупка горелок.