Серийный тип производства – CGI script error
alexxlab | 08.04.2020 | 0 | Разное
Типы организации производства предприятия: виды, структура
Любое, даже самое маленькое предприятие, характеризуется множеством экономических параметров. В их число входят такие понятия как – себестоимость, производительность и многие другие. Одним из ключевых параметров, бесспорно, является тип производства – единичное, серийное или массовое.
Этот параметр важен на стадии разработки бизнес-плана. Как минимум его применяют при выборе необходимого оборудования. К примеру, для изготовления крепежа можно использовать серийно выпускаемое универсальное токарно-фрезерное оборудование, а можно и высадочные станки. Разница заключается в его производительности. То есть, в количестве изготовленной за единицу времени продукцией.
 Типы производства
Типы производстваТипы производств классификация
Тип производства – это набор технических, организационных и экономических параметров, которые присущи только ему. В этот набор входят такие понятия как – программа выпуска изделий, периодичность рабочего цикла и некоторые другие.
На практике, любая компания, может организовать выпуск изделий в единичном, серийном и массовом порядке:
- Единичный тип– это такая форма, когда продукция выпускается в минимальных количествах (поштучно).
- Серийный тип — это такая форма организации, когда готовые изделия производят в определенном количестве и установленной периодичностью.
- Массовый тип– это такая форма организации работы предприятия, которая подразумевает выпуск определенного ассортимента продукции, которая может быть однородна по предназначению, конструктивным особенностям и технологии изготовления.
Для каждого вида существуют и математические характеристика, которую называют коэффициентом закрепления операций. Это соотношение между количеством технологических переходов на рабочем месте и общего числа рабочих мест на участке
Единичный тип производства
Ключевые особенности единичной формы работы, состоят в том, что план предприятия может состоять из большого ассортимента изделий. Выпуск продукции, как правило, планируют в определенных количествах. Но необходимо понять, что ассортимент выпускаемой продукции не обладает устойчивостью.
В результате этой неустойчивости, ограниченность изготовления продукции, приводят к некоторым ограничениям в использовании всех инженерно технических возможностей.
В результате, вырастает количество оригинальных деталей и уменьшается объем стандартизированных узлов.
Каждая деталь или сборочная, при таком типе режиме организации работы предпрятия, обладает конструктивной уникальностью, решаемым задачам и другим признакам. Процесс выпуска такой продукции имеет прерывистые циклы. Для выпуска детали или сборочной единицы требуется довольно длительное время. Ко всему прочему для обеспечения работы используют универсальные станки, а процесс сборки производится вручную, персоналом, обладающим универсальными знаниями и навыками.

Единичное производство
Как пример единичной формы выпуска продукции можно рассмотреть изготовление штамповой оснастки или пресс-форм.
Цеха по изготовлению штучных изделий состоят из производственных участков, которые организуют по технологическому принципу.
Этот тип организации работы компании характеризуется:
- Большой трудоемкостью.
- Высокой квалификацией персонала.
- Высокими затратами на материалы.
В себестоимости готовой детали или сборочной единицы значительную долю занимает фонд заработной платы. Она может составлять до 25% и более.
Серийный тип производства
Серийный тип, пожалуй, самый широко применямый. Основная его характеристика, это постоянный выпуск широкого ассортимента продукции. Следует отметить, что ассортимент продукции, выпускаемый в течение года шире, чем выпускаемый каждый месяц.

Пример серийного производства
Продукция, которая выпускается в больших объемах, разрешает проведение унификации технологических операций. Организовать выпуск стандартизированных деталей, которые могут входить и в другие сборочные единицы. Все это приводит к снижению стоимости готовой продукции.
Такой тип изготовления готовых деталей или сборочных узлов характерен для станкостроительной отрасли и пр. Оно организовано так, что на рабочих местах закреплено несколько технологических переходов. Это предоставляет возможность рабочему — освоить инструмент и оснастку, получить необходимые знания и навыки, постоянно совершенствовать технологические операции.
Серийный тип подразумевает периодичность выпуска готовых деталей, а это позволяет снизить затраты на получение готовой продукции.
Существуют следующие подвиды серийного производства: мелкое (штучное), серийное, массовое.
Мелкосерийное — это, по сути, это переходный этап от штучного к серийному. Выпуск изделий может, осуществляется небольшими партиями. Кстати, один из конкурентных факторов – возможность предприятия производить уникальную продукцию в небольших партиях по специальным заказам.

Крупносерийное производство
Внедрение компьютерных технологий существенно повышает гибкость работы предприятия. К примеру, стало возможным изготавливать на одной линии несколько изделий с минимальными затратами на переналадку.
Крупносерийное производство – это переходный этап к массовой форме выпуска изделий. Оно характеризуется тем, что изготовление изделий выполняется большими объемами в течение длительного периода времени.
Массовый тип производства
Главная особенность этого способа – это получение однотипных деталей, улов и готовой продукции в больших объемах и в течение значительного отрезка времени. Другая особенность заключается в том, что на предприятиях, которые заняты массовым выпуском, существенно ограничена номенклатура выпускаемых изделий. Такой подход обуславливает экономическую эффективность от использования стандартизированных и взаимозаменяемых деталей.

Массовое производство метизной продукции
Единицы продукции такого вида практически не отличаются друг от друга, допускаются некритичные отличия в некоторых характеристиках.
Отличительной чертой массового производства является то, оно характеризируется высоким уровнем механизации и автоматизации технологических операций. Такой способ выпуска готовой продукции внедрен на предприятиях, выпускающих автомобили, одежду и пр.
Существенные объемы выпуска деталей и узлов обеспечивают использование различного рода автоматизированного оборудования. Технологические процессы на таком предприятии распределены по рабочим местам. На них выполняется одна или несколько сходных операций с использованием ограниченного количества деталей и узлов.
Проработанный технологический процесс, использование автоматизированного оборудования, оснастки позволяет применять труд квалифицированного персонала.
В качестве примера массового вида можно назвать изготовление электротехнической арматуры (розетки, выключатели) или метизов.
Характеристика типов производства
Тип выпуска продукции влияет на организацию производства, его управление и финансово – экономические показатели, то и в целом эффективность предприятияв целом.
Рост технического оснащения и объемов производства готовых изделий в момент перехода от единичного производства к серийному, и массовому снижает потребность в использовании живого труда. Соответственно снижается стоимость готовых изделий. Кстати, в качестве примера можно привести заводы Ford. На них в начале ХХ века первые автомобили производили на стапелях. При внедрении конвейерного производства резко вырос объем готовых изделий, и упала их цена для потребителей.

Всеволожский завод Ford Sollers
На основании вышесказанного можно провести некоторые обобщения. К возможностям штучного производства можно отнести то, что номенклатура выпускаемых изделий практически неограниченна, большая часть изделий носит сугубо индивидуальный характер. Для производства штучной продукции применяют универсальное оборудование, например, станки токарно-фрезерной группы. При разработке рабочей документации, в частности, технологической документации, проектировщики занимаются созданием укрупненного технологического процесса, не какой-то одной детали, а на узел или изделие в целом. Для производства штучных изделий привлекают высококвалифицированный инженерный и рабочий персонал. Все перечисленные факторы приводят к тому, себестоимость штучных изделий непомерна высока.
Для организации серийного производства изделий привлекают универсальное или специализированное оборудование. Выпуск изделий происходит с определенной периодичностью. Для выполнения работ нет необходимости в привлечении высококлассных специалистов.
Во время организации массового производства используют специализированное оборудование. Для работы на нем достаточно использовать инженерный и рабочий персонал с низкой квалификацией.

Оборудование для массового производства
На самом деле, на предприятии может работать несколько типов производства. Но это может быть объяснено тем, что на предприятии не слишком высокая специализация. Например, в свое время автомобильный завод им. Лихачева (ЗИЛ), серийно выпускал грузовики, предназначенные для эксплуатации военными, в сельском хозяйстве, строительстве, и множестве других отраслей. Вместе с тем, на этом предприятии было организовано штучное изготовление автомобилей для перевозки первых лиц государства.
Особенности планирования разных типов выпуска продукции
У каждого из рассмотренных типов производства существует своя система производства.
Существует фиксированная позиционная планировка. Такая система подразумевает то, что сборочная единица находится в неподвижном состоянии, а необходимые ресурсы подаются к месту работы по мере возникновения необходимости. Такой метод применяют при осуществлении разнообразных проектов. Иногда такой способ называют островным и его иногда применяют при производстве турбин. Такая планировка считается временной и имеет силу на время реализации проекта. Основная сложность реализации такого метода проектирования заключается в грамотном размещении ресурсов.

Фиксированная позиционная планировка
Другой способ планирования – пооперационный функциональный. При таком методе оборудование размещают по видам или по признаку выполняемых работ. То есть организуют участки для различных видов работ, например, участок для работы с корпусными деталями. Соответственно детали и узлы изделия перемещаются по различным технологическим маршрутам. Такой тип отличается определенными сложностями с оптимизацией транспортных потоков.
Для массового производства чаще всего применяют линейную или поточную планировку. При такой форме планирования производимые детали проходят через одни и те же операции. Одной из ключевых характеристик такого производственного процесса является то, все технологические процессы расчленяют на простые операции, которые выполняют на специализированном оборудовании последовательно расположенном. Комплекс такого оборудования называют поточной линией.
Другими словами, движение деталей и улов будущего изделия осуществляется непрерывно. Планирование этого типа предусматривает то, что у рабочих мест должна быть одинаковая пропускная способность. В противном случае выпуск готовой продукции будет происходить с перебоями.
Планирование работы предприятия осуществляется на определенный период времени. Такой подход обеспечивает гибкость рабочего цикла, позволяет вести учет и контроль над всеми ресурсами (материальными, людскими, финансовыми), задействованными в системе предприятия.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Серийное производство — Википедия
Материал из Википедии — свободной энциклопедии
Серийное производство — тип производства, характеризующийся ограниченной номенклатурой изделий, изготавливаемых или ремонтируемых периодически повторяющимися партиями, и сравнительно большим объемом выпуска.
Партия или производственная партия — это группа заготовок одного наименования и типоразмера, запускаемых в обработку одновременно или непрерывно в течение определённого интервала времени.
Серийное производство является основным типом современного производства, и предприятиями этого типа выпускается в настоящее время 75—80 % всей машиностроительной продукции. По всем технологическим и производственным характеристикам серийное производство занимает промежуточное положение между единичным и массовым производством.
Первый серийный самолёт советского производства — самолёт модели Р-1.
Типы серийного производства
В зависимости от числа изделий в партии или серии и значения коэффициента серийности (коэффициента закрепления операций) различают
В зависимости от размеров партий выпускаемых изделий характер технологических процессов серийного производства может изменяться в широких пределах, приближаясь к процессам массового или единичного производства. Правильное определение характера проектируемого типа производства и степени его технической оснащенности, наиболее рациональных для данных условий конкретного серийного производства, является очень сложной задачей, требующей от технолога понимания реальной производственной обстановки, ближайших перспектив развития предприятия и умения проводить серьёзные технико-экономические расчёты и анализы.
Оборудование и персонал
Объём выпуска предприятий серийного типа колеблется от единиц, десятков и сотен до тысяч регулярно повторяющихся изделий за определённые периоды времени — в зависимости от сложности изделий. Используется универсальное, специальное и частично специализированное оборудование. Широко используются станки с ЧПУ, обрабатывающие центры; находят применение гибкие автоматизированные системы станков с ЧПУ, связанными транспортирующими устройствами и управляемых с помощью ЭВМ. Оборудование расставляется по технологическим группам с учётом направления основных грузопотоков цеха по предметно-замкнутым участкам.
Технологическая оснастка, в основном универсальная, однако, по мере укрупнения серий, создаётся высокопроизводительная специальная оснастка. При этом целесообразность её создания должна быть предварительно обоснована технико-экономическими расчётами. Большое распространение имеет универсально-сборная, переналаживаемая технологическая оснастка, позволяющая существенно повысить коэффициент оснащенности серийного производства.
В качестве исходных заготовок используется горячий и холодный прокат, литьё в землю и под давлением, точное литьё, поковки и точные штамповки, прессовки — целесообразность применения которых также обосновывается технико-экономическими расчетами. Требуемая точность достигается как методом автоматического получения размеров, так и методами пробных ходов и промеров с частичным применением разметки.
Средняя квалификация рабочих выше, чем в массовом производстве, но ниже, чем в единичном. Наряду с рабочими высокой квалификации, работающими на сложных универсальных станках, и наладчиками, используются рабочие-операторы, работающие на настроенных станках.
Технологическая документация и техническое нормирование подробно разрабатывается для наиболее сложных и ответственных заготовок при одновременном применении упрощённой документации и опытно-статистического нормирования простейших заготовок.
См. также
Установочная серия
Ссылки
wikipedia.green
§ 2. Типы производства
В зависимости от объема производства и программы выпуска продукции различают три основных типа производства: массовое, серийное и единичное.
Массовое производство – характеризуется узкой номенклатурой и большим объемом выпуска изделий, непрерывно изготовляемых или ремонтируемых в течение продолжительного времени, и имеет следующие характерные признаки:
а) детальная, тщательная разработка технологических процессов;
б) на каждом рабочем месте выполняется только одна непрерывно повторяющаяся операция. Коэффициент закрепления операций – отношение числа всех технологических операций, выполненных или подлежащих выполнению в течение месяца, к числу рабочих мест – равен 1;
в) оборудование на производственном участке располагается в соответствии с последовательностью выполнения операций технологического процесса.
Расположение оборудования на участке в соответствии с последовательностью выполнения операций обеспечивает кратчайший путь межоперационной транспортировки предметов производства и упорядочивает их движение.
В массовом производстве широко применяют специальные станки, приспособления и инструмент, а также транспортирующие устройства для механического перемещения предметов обработки от одного рабочего места к другому. В поточную линию включают оборудование, выполняющее операции, различные по составляющим их частным процессам (обработка резанием, термическая обработка, контрольные испытания и т.п.).
Выполнение только одной операции на каждом рабочем месте поточной линии возможно при большой программе выпуска изделий, когда время на выполнение операции равно такту или больше его.
Такт выпуска – интервал времени, через который периодически производится выпуск изделий определенного наименования, типоразмера и исполнения (ГОСТ 3.1109 – 73). Иначе говоря, такт τ представляет собой частное от деления календарного отрезка времени Τ на количество изделий n, выпускаемых за это время:
T=τ /n(1.1)
Невыполнение этого условия приводит к недопустимой недогрузке оборудования поточной линии.
Но, кроме того, что производственная программа поточно-массового производства должна быть большой, необходимо еще, чтобы она была устойчивой, т.е. не изменяющейся в течение длительного времени. Этому условию удовлетворяет большой объем выпуска изделий.
При этих условиях первоначальные затраты на приобретение специальных станков, приспособлений и инструментов, на механизацию межоперационной транспортировки, на размещение оборудования и т.д. вполне себя оправдывают.
Серийное производство характеризуется ограниченной номенклатурой изделий, изготовляемых или ремонтируемых периодически повторяющимися партиями, и сравнительно большим объемом выпуска изделий, и имеет следующие характерные признаки:
а) пооперационная разработка технологических процессов;
б) на каждом рабочем месте выполняется несколько периодически повторяющихся операций;
в) оборудование на производственном участке располагается в соответствии с последовательностью выполнения этапов технологического процесса по группам операций (операции предварительной черновой обработки, операции чистовой обработки и операции окончательной, отделочной обработки).
В зависимости от количества изделий в партии или серии и значении коэффициента закрепления операций различают мелкосерийное, среднесерийное и крупно серийное
производство. Коэффициент закрепления операций в соответствии с ГОСТ 3.1108 – 74 принимают равным:для мелкосерийного производства свыше 20 до 40 включительно;
для среднесерийного производства свыше 10 до 20 включительно;
для крупносерийного производства свыше 1 до 10 включительно.
Т.к. программа выпуска изделий и объем серийного производства относительно малы, производственный участок создают для обработки нескольких предметов, сходственных по размерам, конфигурации, материалу, а, следовательно, и по процессу их изготовления. Это позволяет уменьшить разнообразие оборудования на участке и полнее его загрузить.
Выполнение нескольких операций на одном оборудовании требует его переналадки, поэтому в серийном производстве детали изготовляют партиями.
Производственная партия – группа заготовок одного наименования и типоразмера, запускаемых в обработку одновременно или непрерывно в течение определенного интервала времени (ГОСТ 3.1109 – 73).
По окончании обработки одной партии заготовок оборудование переналаживают на другую операцию. Продолжительность работы оборудования между переналадками определяется количеством деталей в производственной партии и трудоемкостью операции.
Существует несколько методов определения рационального размера партии деталей. Наиболее распространенным из них является метод расчета минимального размера производственной партии с точки зрения рационального использования оборудования:
n = Тп.з / αТшт, (1.2)
где n – количество заготовок в партии; Тп.з – подготовительно заключительное время на переналадку станка по более сложной операции; α – коэффициент, учитывающий потери времени (от 0,03 до 0,1), обычно принимаемый равным 0,05; Тшт– штучное время на выполнение наиболее сложной операции.
Количество переналадок Нп определяется по формуле
Нп=Nг / n, (1.3)
где Nг – годовая программа выпуска деталей.
В серийном производстве используются рабочие преимущественно средней квалификации и применяется в основном универсальное оборудование, что объясняется необходимостью переналадок. В отдельных случаях с целью повышения производительности универсальное оборудование оснащают специальными приспособлениями. С увеличением количества изделий в серии расширяются возможности применения не только специальных приспособлений и инструмента, но и специальных станков.
В отличие от массового серийное производство имеет значительно больший объем незавершенного производства и более длительный производственный цикл. При этом существенно усложняются планирование и учет производства.
Вследствие частых переналадок оборудования и ограничения возможностей применения высокопроизводительных специальных приспособлений и станков себестоимость изделий в серийном производстве выше, чем в поточно-массовом. В связи с этим приобретают большое значение мероприятия по использованию методов поточности в серийном производстве.
Единичное производство характеризуется широкой номенклатурой изготовляемых изделий и малым объемом выпуска изделий (ГОСТ 14.004 – 74). Характерными признаками этого производства являются следующие:
а) укрупненная разработка технологических процессов;
б) на каждом рабочем месте выполняются разнообразные операции без периодического их повторения;
в) оборудование на производственном участке располагается группами по типу станков.
Производственный участок единичного производства охватывает весьма широкую номенклатуру разнообразных деталей, каждая из которых изготовляется в единицах экземпляров. Поэтому в единичном производстве широко применяют универсальные станки, приспособления и используют рабочих высокой квалификации. Себестоимость изделия высокая.
Опытное производство характеризуется выпуском образцов, партий или серий изделий для проведения исследовательских работ или разработок конструкторской и технологической документации для установившегося производства (ГОСТ 14.004 – 74).
По характерным признакам оно близко к единичному производству, но отличается от последнего более подробной разработкой и применением более совершенных технологических процессов с учетом изготовления изделия в серийном производстве.
studfiles.net
12. Единичный тип производства и его характеристика
В РБ имеется много предприятий отличающихся друг от друга по номенклатуре и объемам выпускаемой продукции, степени технической оснащённости, уровню специализации и др. показателям. Эти обстоятельства определяют необходимость группировки всех мероприятий по определенным признакам, так чтобы для каждой группы можно было выработать единый принципиальный подход к организации, планированию и управлению производством. Этот подход базируется на определении типа производства. Что следует понимать под типом производства? Под ТП понимается классификационная категория производства выделяемая по признакам широты номенклатуры, регулярности, стабильности и ОП.
В соответствии с ГОСТ 14.004 -83 различают:
– единичное
– серийное (крупно серийное, средне серийное, мелко серийное)
– массовое производство.
На одном и том же предприятии существуют как правило все три типа. Отнесение предприятия к группе осуществляется по доминирующему признаку.
Единый тип производства характеризуется малым ОП одинаковых изделий, повторное изготовление которых не допускается. Имееет ограниченное применение в народном хозяйстве. Например: турбины электростанций, космический корабль Буран, транспортный самолет «Мрия», прокатные станы заводов и др.
Для единичного производства (ЕП) характерно большая номенклатура выпускаемых изделий. В этих условиях нецелесообразно разрабатывать детально техпроцесс заранее. Это ведет к удорожанию. Поэтому только предварительно разрабатываются межцеховые технологические маршруты. В единичном производстве рекомендуется для снижения себестоимости продукции использовать универсальное оборудование и технологическую оснастку Специнструмент и приспособления применяются редко. Из этих соображений применяется труд высокой квалификации.
Характерно для ЕП – частая смена объектов производства, остановки оборудования, простои. Различие в трудоемкости ( t шт.кi ) ведет к образованию технологических перерывов..
ЕП усложняет оперативно-производственное планирование, контроль и регулирование производственного процесса.
Поэтому в ЕП высокий уровень себестоимости, уровень ручных работ, низкая ПТ, длительный производственный цикл; низкие ТЭП
Повышение эффективности ЕП достигается использованием в проектных решениях стандартных узлов, агрегатов, деталей
13. Серийный тип производства и его характеристика.
Тип производства — это комплексная характеристика технических, организационных и экономических особенностей машиностроительного производства, обусловленная его специализацией, типом и постоянством номенклатуры изделий, а также формой движения изделий по рабочим местам.
Серийное производство – тип производства, характеризующийся ограниченной номенклатурой изделий, изготавливаемых или ремонтируемых периодически повторяющимися партиями, и сравнительно большим объемом выпуска.
Партия или производственная партия — это группа заготовок одного наименования и типоразмера, запускаемых в обработку одновременно или непрерывно в течение определенного интервала времени.
Серийное производство является основным типом современного производства, и предприятиями этого типа выпускается в настоящее время 75–80 % всей машиностроительной продукции(станкостроение, производство проката черных металлов и т.п.) . По всем технологическим и производственным характеристикам серийное производство занимает промежуточное положение между единичным и массовым производством. Организация труда в серийном производстве отличается высокой специализацией. За каждым рабочим местом закрепляется выполнение нескольких определенных деталеопераций.
Подтипы серийного производства:
-мелкосерийное;
-серийное;
-крупносерийное.
С повышением технической вооруженности труда и ростом объема выпуска продукции при переходе от единичного к серийному и массовому типам производства уменьшается доля живого труда и возрастают расходы, связанные с содержанием и эксплуатацией оборудования.
Фактор | Серийный тип |
Номенклатура | Ограничена сериями |
Повторяемость выпуска | Периодически повторяется |
Применяемое оборудование | Универсальное, частично специаль. |
Расположение оборудования | Групповое и цепное |
Разработка технологического процесса | Подетальная |
Применяемый инструмент | Универсальный и специальный |
Закрепление деталей и операций за станками | Определенные детали и операции закреплены за станками |
Квалификация рабочих | Средняя |
Взаимозаменяемость | Неполная |
Себестоимость единицы изделия | Средняя |
studfiles.net
Выделяют следующие типы производств:
Единичный тип производства
Единичное производство — представляет собой форму организации производства, при которой различные виды продукции изготавливаются в одном или нескольких экземплярах (штучный выпуск).
Основные особенности единичного производства заключаются в том, что программа завода состоит обычно избольшой номенклатуры изделий различного назначения, выпуск каждого изделия запланирован в ограниченных количествах. Номенклатура продукции в программе завода неустойчива. Неустойчивость номенклатуры, ее разнотипность, ограниченность выпуска приводят к ограничению возможностей использования стандартизованных конструктивно-технологических решений. В этом случае велик удельный вес оригинальных и весьма маленький удельный вес унифицированных деталей.
Каждая единица конечной продукции уникальна по конструкции, выполняемым задачам и другим важным признакам.
Производственный процесс изготовления продукции носит прерывный характер. На выпуск каждой единицы продукции затрачивается относительно продолжительное время. На предприятиях применяется универсальное оборудование, сборочные процессы характеризуются значительной долей ручных работ, персонал обладает универсальными навыками.
Распространено в тяжелом машиностроении (производство крупных машин для черной металлургии и энергетики), химической промышленности, в сфере услуг.
Цехи заводов единичного производства обычно состоят из участков, организованных по технологическому принципу. Значительная трудоемкость продукции, высокая квалификация привлекаемых для выполнения операций рабочих, повышенные затраты материалов, связанные с большими допусками, обусловливают высокую себестоимость выпускаемых изделий. В себестоимости продукции значительный удельный вес имеет заработная плата, составляющая нередко 20 — 25% от полной себестоимости.
Серийный тип производства
Серийное производство — это форма организации производства, для которой характерен выпуск изделий большими партиями (сериями) с установленной регулярностью выпуска.
Серийное производство — наиболее распространенный тип производства.
Характеризуется постоянством выпуска довольно большой номенклатуры изделий. При этом годовая номенклатура выпускаемых изделий шире, чем номенклатура каждого месяца.
Это позволяет организовать выпуск продукции более или менее ритмично. Выпуск изделий в больших или относительно больших количествах позволяет проводить значительную унификацию выпускаемых изделий и технологических процессов, изготовлять стандартные или нормализованные детали, входящие в конструктивные ряды, большими партиями, что уменьшает их себестоимость.
Серийный тип производства характерен для станкостроения, производства проката черных металлов и т.п.
Организация труда в серийном производстве отличается высокой специализацией. За каждым рабочим местом закрепляется выполнение нескольких определенных деталеопераций. Это дает рабочему хорошо освоить инструмент, приспособления и весь процесс обработки, приобрести навыки и усовершенствовать приемы обработки. Особенности серийного производства обуславливают экономическую целесообразность выпуска продукции по циклически повторяющемуся графику.
studfiles.net
Характеристики различных типов производства
Характерной особенностью массового производства является изготовление однотипной продукции в больших объемах в течение длительного времени. Так, автомобили, тракторы изготовляются миллионами штук в год, сельскохозяйственные машины – десятками тысяч и т. д. Изготовление таких изделий обычно осуществляется на специализированных заводах ила в специализированных цехах, относящихся к массовому производству.
Важнейшей особенностью массового производства является ограничение номенклатуры выпускаемых изделий. Завод или цех выпускают одно-два наименования изделий. Это создает экономическую целесообразность широкого применения в конструкциях изделий унифицированных и взаимозаменяемых элементов.
Смена изделий в массовом производстве происходит не часто и сопровождается, как правило, реконструкцией предприятия или цеха.
Большие объемы выпуска и высокая стабильность конструкции обусловливают экономическую выгоду тщательной разработки технологических процессов. Операции технологического процесса дифференцируются до отдельных переходов и выполняются на специальном оборудовании при помощи специальной оснастки.
Значительные объемы выпуска и дифференциации технологических процессов позволяют использовать высокопроизводительное оборудование (автоматы, агрегатные станки, автоматические линии).
Вместо универсальной оснастки используется специальная. Дифференцированный технологический процесс позволяет узко специализировать рабочие места посредством закрепления за каждым из них ограниченного числа деталеопераций.
Тщательная разработка технологического процесса, применение специальных станков и оснастки позволяют использовать труд узкоспециализированных рабочих-операторов. Вместе с тем широко используется труд высококвалифицированных рабочих-наладчиков. Резко сокращается объем всякого рода ручных работ, совершенно исключаются доводочные и пригоночные работы.
При любом изменении конструкции изделия, технологических процессов, систем планирования, учета и других сторон организационно-технической деятельности предприятия требуются большие затраты средств и времени и могут возникнуть перерывы в выпуске продукции предприятия в целом. В связи с этим возникнет необходимость большой централизации всех функций управления. Стандартные планы разрабатываются заводским плановым органом, технологические процессы – отделом главного технолога и т. д.
Из всех типов производства поточно-массовое производство является наиболее эффективным.
Серийное производство является наиболее распространенным типом производства.На машиностроительных предприятиях серийного типа изготовляется достаточно большая номенклатура изделий, хотя и более ограниченная, чем в единичном производстве. Часть изделий являются родственными по конструктивно-технологическим признакам.
Другим признаком серийного производства является повторяемость выпуска изделий. Это позволяет организовать выпуск продукции более или менее ритмично.
Выпуск изделий в больших или относительно больших количествах позволяет проводить значительную унификацию выпускаемых изделий и технологических процессов; изготовлять стандартные или нормализованные детали, входящие в конструктивные ряды, большими партиями, что уменьшает их себестоимость.
Относительно большие размеры программ выпуска однотипных изделий, стабильность конструкции, унификация деталей позволяют использовать для их изготовления наряду с универсальным специальное высокопроизводительное оборудование и специальную оснастку.
Поскольку в серийном производстве выпуск изделий повторяется, экономически целесообразно разрабатывать технологические процессы обработки и сборки детально; представлять каждую операцию в виде переходов; устанавливать режимы обработки, точные названия станков и специальной оснастки и технические нормы времени.
Организация труда в серийном производстве отличается высокой специализацией. За каждым рабочим местом закрепляется выполнение нескольких определенных деталеопераций. Это позволяет рабочему хорошо освоить инструмент, приспособления и весь процесс обработки; приобрести навыки и усовершенствовать приемы обработки.
Так как в серийном производстве применяется большое количество сложного оборудования и специальной оснастки, наладка оборудования осуществляется специальными рабочими-наладчиками.
Особенности серийного производства обусловливают экономическую целесообразность выпуска продукции по циклически повторяющемуся графику. При этом возникают необходимые условия для установления строгого порядка чередования изделий в цехах, на производственных участках и рабочих местах.
Основные особенности единичного производства заключаются в следующем. Программа завода состоит обычно из большой номенклатуры изделий различного назначения, выпуск каждого изделия запланирован в ограниченных количествах. Номенклатура продукции в программе завода неустойчива. Неустойчивость номенклатуры, ее разнотипность, ограниченность выпуска приводят к ограничению возможностей использования стандартизованных конструктивно-технологических решений. В этом случае велик удельный вес оригинальных и весьма мал удельный вес унифицированных деталей.
Технологические процессы обработки деталей и сборки машин разрабатываются укрупнено. Это объясняется тая, что выполняемые заказы обычно не повторяются, поэтому затраты на детальную разработку технологических процессов экономически не оправданы. Исходя из этих же соображений, обычно стремятся сократить количество специальной оснастки, используя универсальные приспособления и универсальный режущий инструмент. В единичном производстве широко применяются универсально-сборные приспособления (УСП), которые собирают из нормализованных элементов, а после использования расчленяют на элементарные детали. Многократное использование элементов УСП экономически эффективно.
Отсутствие специальной оснастки делает невозможным или экономически невыгодным обеспечение требуемой точности размеров некоторых деталей, что, естественно, увеличивает число подгоночных работ в процессе сборки, зачастую выполняемых вручную.
Технологические процессы разрабатываются укрупненно по всей операции в целом. Детализация технологических операций осуществляется непосредственно в цехах мастерами и квалифицированными рабочими.
Так как в единичном производстве используется весьма разнообразная и часто меняющаяся номенклатура машин, в нем широко применяется универсальное оборудование, позволяющее обрабатывать широкий перечень деталей, а специальные станки, полуавтоматы и автоматы используются весьма редко.
Применение универсального оборудования и оснастки требует использования в единичном производстве труда высококвалифицированных рабочих. Они должны обладать широким кругом разнообразных навыков, уметь настраивать станок.
Для устранения разнообразия работ за отдельными рабочими местами закрепляют определенный вид работ. Ограничение видов работ дает хорошие результаты, так как оно позволяет повысить производительность труда рабочих и качество продукции.
Выполнение работ на универсальном оборудовании без специальной оснастки, большая доля ручных работ (в том числе доводочных) вызывают значительное удлинение производственного цикла.
В связи с тем что технологические процессы детализируются и уточняются непосредственно в цехах и централизованное планирование большой номенклатуры затруднено, значительная часть технологического и планового руководства из аппарата заводоуправления переносится в цехи-изготовители.
Цехи заводов единичного производства обычно состоят из участков, организованных по технологическому принципу.
Значительная трудоемкость продукции; высокая квалификация привлекаемых для выполнения операций рабочих; повышенные затраты материалов, связанные с большими допусками, обусловливают высокую себестоимость выпускаемых изделий. В себестоимости продукции значительный удельный вес имеет заработная плата, составляющая нередко 20-25%от полной себестоимости.
Организационно-технические особенности отдельных типов производства существенным образом сказываются на экономике предприятий. Например, съем чугунных отливок с 1м2производственной площади литейных цехов в серийном производстве в два-три раза, а в массовом – в четыре-пять, раз больше, чем в единичном. Чем больше объем производства изделий, чем ближе предприятие к массовому типу производства, тем меньше затраты живого труда, тем больше удельный вес расходов по содержанию оборудования.
Таблица 1
Характеристика типов производства
Фактор | Единичное | Серийное | Массовое |
Номенклатура | Неограниченная | Ограничена сериями | Одно или несколько изделий |
Повторяемость выпуска | Не повторяется | Периодически повторяется | Постоянно повторяется |
Применяемое оборудование | Универсальное | Универсальное, частично специальное | В основном специальное |
Расположение оборудования | Групповое | Групповое и цепное | Цепное |
Разработка технологического процесса | Укрупненный метод (на изделие, на узел) | Подетальная | Подетально-пооперацион-ная |
Применяемый инструмент | Универсальный, в незначительной степени специальный | Универсальный и специальный | Преимущественно специальный |
Закрепление деталей и операций за станками | Специально не закреплены | Определенные детали и операции закреплены за станками | На. Каждом станке выполняется одна и та же операция над одной деталью |
Квалификация рабочих | Высокая | Средняя | В основном невысокая, но имеются рабочие высокой квалификации (наладчики, инструментальщики) |
Взаимозаменяемость | Пригонка | Неполная | Полная |
Себестоимость единицы продукции | Высокая | Средняя | Низкая |
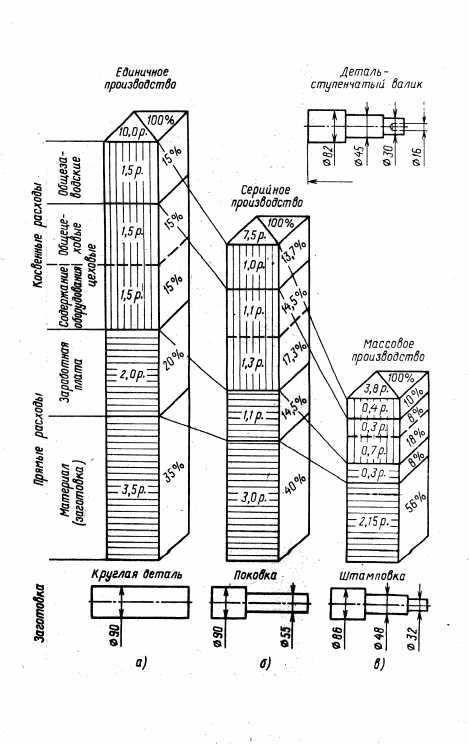
Рис.1. Структура себестоимости в различных типах производства
Тип производства оказывает решающее влияние на особенности его организации, управления и экономические показатели (табл. 1).Организационно-технические особенности типов производства влияют на экономические показатели предприятия, на эффективность его деятельности. С повышением технической вооруженности труда и ростом объема выпуска продукции при переходе от единичного к серийному и массовому типам производства уменьшается доля живого труда и возрастают расходы, связанные с содержанием и эксплуатацией оборудования. Это ведет к снижению себестоимости продукции и изменению ее структуры (рис. 1).Такое различие себестоимости изделия в различных типах организации производства определяется сложным взаимодействием разнообразных факторов: концентрацией производства одинаковых деталей (изделий), повышением технологичности конструкций и внедрением прогрессивных типовых технологических процессов, применением производительного оборудования, внедрением совершенных форм организации производственных процессов – непрерывно-поточных механизированных и автоматических поточных линий, лучшей организацией труда и управления производством. Эти процессы на предприятиях осуществляются непрерывно, что создает предпосылки для перехода от единичного к серийному и массовому типам производства.
studfiles.net
12. Типы производств и их технико-экономическая характеристика
Тип производства – совокупность его организационных, технических и экономических особенностей. Тип производства определяется следующими факторами:
– номенклатурой выпускаемых изделий; – объемом выпуска; – степенью постоянства номенклатуры выпускаемых изделий; – характером загрузки рабочих мест.
В зависимости от уровня концентрации и специализации различают три типа производств:
– единичное; – серийное; – массовое.
По типам производства классифицируются предприятия, участки и отдельные рабочие места. Тип производства предприятия определяется типом производства ведущего цеха, а тип производства цеха – характеристикой участка, где выполняются наиболее ответственные операции и сосредоточена основная часть производственных фондов.
Отнесение завода к тому или иному типу производства носит условный характер, поскольку на предприятии и даже в отдельных цехах может иметь место сочетание различных типов производства.
Тип производства оказывает решающее влияние на особенности организации производства, его экономические показатели, структуру себестоимости (в единичном производстве высока доля живого труда, а в массовом – затраты на ремонтно-эксплуатационные нужды и содержание оборудования), разный уровень оснащенности.
Тип производства представляет собой комплексную характеристику технических, организационных и экономических особенностей производства, обусловленных широтой номенклатуры, регулярностью, стабильностью и объемом выпуска продукции. Основным показателем, характеризующим тип производства, является коэффициент закрепления операций К3. Коэффициент закрепления операций для группы рабочих мест определяется как отношение числа всех различных технологических операций, выполненных или подлежащих выполнению в течение месяца, к числу рабочих мест. Различают три типа производства: единичное, серийное, массовое.
Единичное производство характеризуется малым объемом выпуска одинаковых изделий, повторное изготовление и ремонт которых, как правило, не предусматриваются. Коэффициент закрепления операций для единичного производства принимается свыше 40.
Серийное производство характеризуется изготовлением или ремонтом изделий периодически повторяющимися партиями. В зависимости от количества изделий в партии или серии и значения коэффициента закрепления операций различают мелкосерийное, среднесерийное и крупносерийное производство. Для мелкосерийного производства коэффициент закрепления операций принимают от 21 до 40 включительно, для среднесерийного — от 11 до 20 включительно, для крупносерийного производства — от 1 до 10 включительно.
Массовое производство характеризуется большим объемом выпуска изделий, непрерывно изготовляемых или ремонтируемых продолжительное время, в течение которого на большинстве рабочих мест выполняется одна рабочая операция. Коэффициент закрепления операций для массового производства принимается равным 1.
Рассмотрим технико-экономические характеристики каждого из типов производства.
Единичное и близкое к нему мелкосерийное производство характеризуются изготовлением деталей широкой номенклатуры на рабочих местах, не имеющих определенной специализации. Это производство должно быть достаточно гибким и приспособленным к выполнению различных производственных заказов.
Технологические процессы в условиях единичного производства разрабатываются укрупненно в виде маршрутных карт на обработку деталей по каждому заказу; участки оснащаются универсальным оборудованием и оснасткой, обеспечивающей изготовление деталей широкой номенклатуры. Большое разнообразие работ, которые приходится выполнять многим рабочим, требует от них различных профессиональных навыков. Поэтому на операциях используются рабочие-универсалы высокой квалификации. На многих участках, особенно в опытном производстве, практикуется совмещение профессий.
Организация производства в условиях единичного производства имеет свои особенности. Ввиду разнообразия деталей, порядка и способов их обработки производственные участки строятся по технологическому принципу с расстановкой оборудования по однородным группам. При такой организации производства детали в процессе изготовления проходят через различные участки. Поэтому при передаче их на каждую последующую операцию (участок) необходимо тщательно проработать вопросы контроля качества обработки, транспортирования, определения рабочих мест для выполнения следующей операции. Особенности оперативного планирования и управления заключаются в своевременных комплектации и выполнении заказов, контроле за продвижением каждой детали по операциям, обеспечении планомерной загрузки участков и рабочих мест. Большие сложности возникают в организации материально-технического снабжения. Широкая номенклатура изготовляемой продукции, применение укрупненных норм расхода материалов создают трудности в бесперебойном снабжении, из-за чего на предприятиях накапливаются большие запасы материалов, а это ведет в свою очередь к омертвлению оборотных средств.
Особенности организации единичного производства сказываются на экономических показателях. Для предприятий с преобладанием единичного типа производства характерны относительно высокая трудоемкость изделий и большой объем незавершенного производства вследствие длительного пролеживания деталей между операциями. Структура себестоимости изделий отличается высокой долей затрат на заработную плату эта доля, как правило, составляет менее 20-25%.
Основные возможности улучшения технико-экономических показателей единичного производства связаны с приближением его по технико-организационному уровню к серийному. Применение серийных методов производства возможно при сужении номенклатуры изготовляемых деталей общемашиностроительного применения, унификации деталей и узлов, что позволит перейти к организации предметных участков; при расширении конструктивной преемственности для увеличения партий запуска деталей; группирования близких по конструкции и порядку изготовления деталей в целях сокращения времени на подготовку производства и улучшения использования оборудования.
Серийный тип производства характеризуется изготовлением ограниченной номенклатуры деталей партиями, повторяющимися через определенные промежутки времени. Это позволяет использовать наряду с универсальным специальное оборудование. При проектировании технологических процессов предусматривают порядок выполнения и оснастку каждой операции.
Для организации серийного производства характерны следующие черты. Цехи, как правило, имеют в своем составе предметно-замкнутые участки, оборудование на которых расставляется по ходу типового технологического процесса. В результате создаются сравнительно простые связи между рабочими местами и предпосылки для организации прямоточного перемещения деталей в процессе их изготовления.
Предметная специализация участков делает целесообразной обработку партии деталей параллельно на нескольких станках, выполняющих следующие друг за другом операции. Как только на предыдущей операции заканчивается обработка нескольких первых штук, они передаются на следующую операцию до окончания обработки всей партии. Таким образом, в условиях серийного типа производства становится возможной параллельно-последовательная организация производственного процесса. Это его отличительная особенность.
Применение той или иной формы организации в условиях серийного производства зависит от трудоемкости и объема выпуска закрепленных за участком изделий. Так, крупные, трудоемкие детали, изготовляемые в большом количестве и имеющие сходный технологический процесс, закрепляют за одним участком с организацией на нем переменно-поточного производства. Детали средних размеров, многооперационные и менее трудоемкие объединяют в партии. Если запуск их в производство регулярно повторяется, организуются участки групповой обработки. Мелкие, малотрудоемкие детали, например, нормализованные шпильки, болты закрепляют за одним специализированным участком. В этом случае возможна организация прямоточного производства.
Для предприятий серийного типа производства характерна значительно меньшая, чем в единичном, трудоемкость и себестоимость изготовления изделий. В серийном производстве, по сравнению с единичным, изделия обрабатываются с меньшими перерывами, что снижает объемы незавершенного производства.
С точки зрения организации основным резервом роста производительности труда в серийном производстве является внедрение методов поточного производства.
Массовое производство отличается наибольшей специализацией и характеризуется изготовлением ограниченной номенклатуры деталей в больших количествах. Цехи массового производства оснащаются наиболее совершенным оборудованием, позволяющим почти полностью автоматизировать изготовление деталей. Большое распространение получают автоматические поточные линии. Технологические процессы механической обработки разрабатываются более тщательно, по переходам. За каждым станком закрепляется относительно небольшое количество операций, что обеспечивает наиболее полную загрузку рабочих; мест. Оборудование располагается цепочкой по ходу технологического процесса отдельных деталей. Рабочие специализируются на выполнении одной-двух операций. Детали с операции на операцию передаются поштучно. В условиях массового типа производства возрастает значение организации межоперационного транспорта, технического обслуживания рабочих мест. Постоянный контроль за состоянием режущего инструмента, приспособлений, оборудования является одним из условий обеспечения непрерывности процесса производства, без которого неизбежно нарушается ритмичность работы на участках и в цехах.
Необходимость поддержания заданного ритма во всех звеньях производства становится отличительной особенностью организации процессов массового производства.
Массовое производство обеспечивает наиболее полное использование оборудования, высокий общий уровень производительности труда, самую низкую себестоимость изготовления продукции. В табл. 1 дается сравнительная характеристика различных типов производства.
Таблица 1 Сравнительная характеристика типов производства
Сравниваемые признаки | Тип производства | ||
единичный | серийный | массовый | |
Номенклатура и объем выпуска | Неограниченная номенклатура деталей, изготовляемых по заказу | Широкая номенклатура деталей, изготовляемых партиями | Ограниченная номенклатура деталей, изготовляемых в большом объеме |
Повторяемость выпуска | Отсутствует | Периодически повторяется | Постоянно повторяется |
Применяемое оборудование | Универсальное | Универсальное, частично специальное | В основном специальное |
Закрепление операций за станками | Отсутствует | Закрепляется ограниченное число деталеопераций | Закрепляются одна-две операции |
Расположение оборудования | По группам однородных станков | По группам для обработки конструктивно и технологически однородных деталей | По ходу технологического процесса обработки деталей |
Передача предметов труда с операции на операцию | Последовательная | Параллельно-последовательная | Параллельная |
Форма организации производственного процесса | Технологическая | Предметная, групповая, гибкая предметная | Прямолинейная |
studfiles.net