Шабрение направляющих токарного станка – Шабровка направляющих станка – как выполняется? + Видео
alexxlab | 18.02.2020 | 0 | Разное
Взгляд на шабрение станины ТВ-4 – Станки серии ТВ-х
.В нормальных ремонтных цехах,всегда были плиты вмурованные в пол цеха на размер станка,для капитального ремонта
Это типичный цех времен Советского Союза , когда деревья были более зеленые ,небо более голубое , была уверенность
в завтрашнем дне,не было безработицы и каждому гарантировали рабочее место.
Современный ремонтный цех имеет шлифовальный станок или в крайнем случае шлифовальное приспособление.
Простая экономика -качество работы выше а трудо-затраты ниже.
Достоинства шабрения -получения приемлемой точности без дорогостоящих шлифовальных станков .
Все, на этом преимущества заканчиваются . :patsak:
Шероховатость поверхности после шабрения это крупный недостаток этого способа ремонта.
Шероховатость поверхности направляющих существенно влияет на их работоспособность. С уменьшением шероховатости повышается
жесткость и износостойкость направляющих, уменьшается трение.
При глубине шабрения 15—20 мкм жесткость в 2,5 раза ниже, а потери на трение в 2 раза выше, чем при глубине 10 мкм, и в 3 раза выше,
чем при глубине 5 мкм.
Но основной недостаток шабрения это ускоренный износ :crazy: направляющих после ремонта и быстрая потеря точности станка.
Степень износа зависит от глубины шабрения.
Наиболее интенсивный износ идет сразу после ремонта,т.к. идет приработка поверхностей .
Далее степень износа падает,т.к. уменьшается шероховатость . Но проблема в том ,что износ не равномерный.
Например, у токарного станка вблизи патрона износ в любом случае наибольший .
Всего за 7-12 рабочих смен, износ направляющих равен половине глубины шабрения .
В итоге, сделав один раз шабрение ,приходится регулярно ,как наркоману, :cray: возвращаться к вопросу ремонта.
Изменено пользователем servoswww.chipmaker.ru
Шабрение направляющих часовых станков – Часовые станки и приспособления
Начнем с поперечной подачи от Hobbymat 65.
Жалобы владельца при поступлении: “покупал новым, но поперечный суппорт подклинивает при разных положениях”
Количество деталей в работе: 3
нижняя часть поперечки, верхняя часть и прижимная планка.
Честно говоря до этого держал в руках hobbymat 65 лишь однажды. И то мельком.
В этот раз удалось детально рассмотреть данный узел. Что удивило: станок действительно новый, следов износа нет. Видны следы изготовления. Направляющие просто отфрезерованы “в черновую”, причем криво. Углы ластохвостов нижней и верхней части – не совпадают, качество обработки наклонных поверхностей еще хуже, чем основных (горизонтальных). Прижимная планка сделана так: полоска железия с одним углублением под стопорящий винт + еще одним треугольным в сечении углублением поперек планки – типа для удержания планки на одном месте. Конечно по-хорошему надо в суппорте делать еще два отверстия, и такиеже отверстия в планке. в суппорт впресовывать штифты. Сажать планку на эти штифты. И под каждый регулировочный винт делать лунку.
Еще сильно меня не порадовала конструкция крепления на станине – там три винта регулировочных. Если их регулировать, то плоскость направляющих будет гнуться! Но от этого, увы, никуда не денешься. Еще один осложняющий работу фактор состоит в том, что длинна верхней части поперечки вдвое больше нижней
Первым делом шабрим плоскость верхней части по плите.
Видно, что деталь сильно выгнута – имеет горб посередине:
Хоть и договаривались только на шабровку направляющих, я все-же исправил геометрию детали. Перекос был в 0,05мм (пять соток).
Исправлен перекос, черновое шабрение окончено. Риски маркером – это количество убитых проходов:
Измерения производятся через пластинку КМД, чтобы отображалось не точечное значение, а усредненное. Иначе можно попадать то в лунку от шабера, то в горб между лунками, и картинка будет неправильной:
www.chipmaker.ru
Шабрение токарной станины с плоскими направляющими – Шабрение
Всем добрый день. К исправлению станины токарного станка подхожу впервые. До этого вывел китайский чугунный стол микрофрезера. Теперь вот попался сильно попользованный станочек Myford Super7 с плоскими направляющими. Простое прокатывание плиты показало, что направляющие изрядно изношены – ну и не мудрено, станку то 60 лет стукнуло.
поближе (полосы во внутренней части направляющих – это износ от ЗБ):
Каретка на нем хитрая, имеет свои особенности – на одной направляющей (ближней) 4 рабочих поверхности, на другой – 2. Вот схематично как это выглядит.
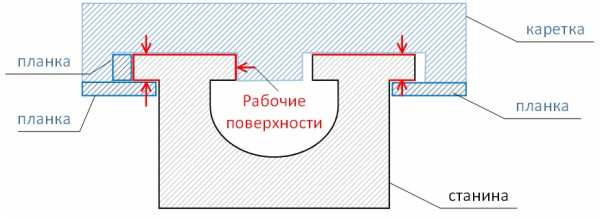
Хотя снизу каретка поджимается планками, которые имеют небольшой наклон (обеспеченный тонкими проставками между планкой и кареткой), поэтому я не знаю, можно ли считать нижние поверхности рабочими, и стоит ли их тоже шабрить.
Так выглядит каретка снизу: без поджимных планок и с планками.
В книжке Пекелиса довольно кратко упоминаются станины с плоскими направляющими, и как на них устанавливать мостик с уровнем для проверки прямолинейности направляющих.
Универсального мостика у меня нет. А что есть: плита 300х300 мм, лекальная линейка 300 мм, линейки ШМ нету, угольник 1 класса точности. Ну и уровень с делением 0.02мм/м – 200мм. Хочентся понять порядок действий и можно ли привести направляющие в более-меннее приличный вид имеющимися инструментами (надеюсь шабера хватит, и не придется болгарить).
Вроде и книжки почитал, но видимо не проникся. С чего начинать?
Есть две нерабочие боковые поверхности дальней направляющей – можно считать их базовыми. Но это относится к измерению износа по ширине направляющих.
А что касается вехних плоскостей направляющих – начать с грубого пришабривания на краску к плите, параллельно проверяя по уровню? А увовень выставить по посадочному месту ПБ, взяв его за базу?
Кроме того, не могу понять:
– как точнее и производительнее выводить боковые поверхности (без 90 град. линейки)
– нужно ли выводить нижные поверхности направляющих?
В общем, вопросов много, а опыта совсем мало.
www.chipmaker.ru
Инструмент для шабрения станины токарного станка. Токарные станки после капитального ремонта: восстановление и эксплуатация
Суппорт универсального токарного станка предназначен для перемещения закрепленного в резцедержателе резца вдоль оси шпинделя, поперек оси шпинделя и под углом к оси шпинделя.
Суппорт станка имеет крестовую конструкцию и состоит из трех основных движущихся узлов – каретка суппорта, поперечные салазки суппорта, резцовые салазки. В технической литературе эти узлы называют по разному, например, каретка суппорта может называться – нижние салазки, продольные салазки, продольная каретка. В нашем описании мы будем придерживаться терминологии из Руководства по эксплуатации станка 1к62.
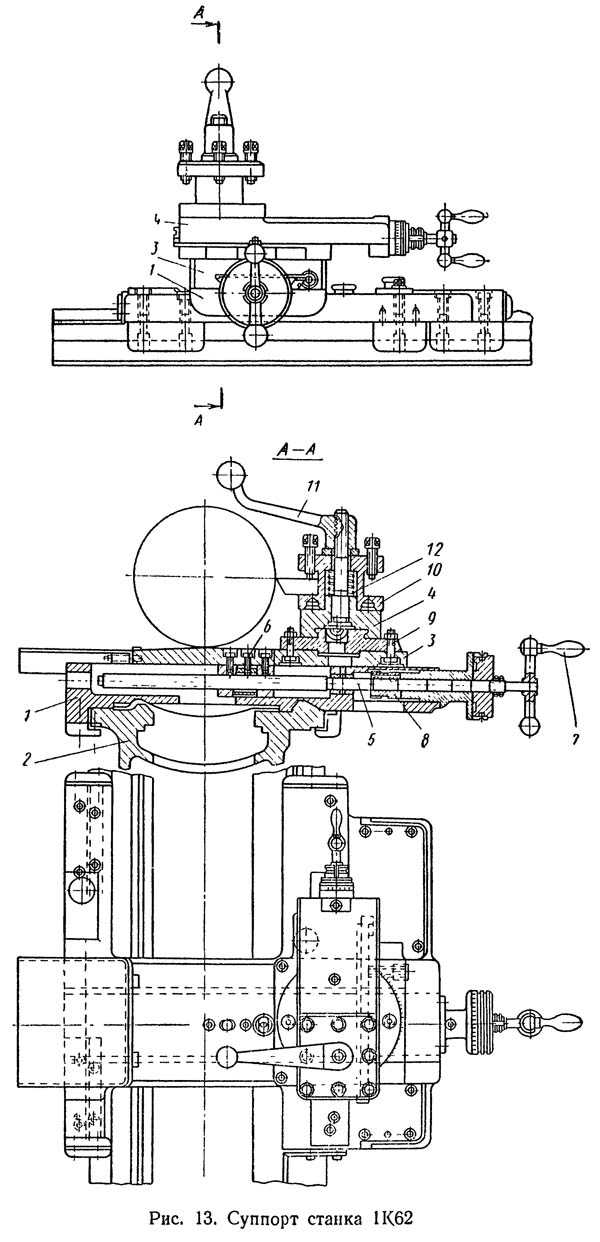
Суппорт состоит из следующих основных частей (рис. 13):
- Каретка для продольного перемещения суппорта по направляющим (продольные салазки, нижние салазки)
- Станина станка
- Поперечные салазки (поперечная каретка)
- Резцовые салазки (верхние салазки, поворотные салазки)
- Винт ходовой подачи поперечной каретки
- Гайка безлюфтовая разъемная
- Рукоятка ручной подачи поперечной каретки
- Зубчатое колесо для механической подачи поперечной каретки
- Поворотная плита
- Резцедержатель четырехпозиционный
В круговых направляющих поперечной каретки 3 установлена поворотная плита 9, в направляющих которой перемещаются резцовые салазки 4 с четырехпозиционным резцедержателем 10. Такая конструкция позволяет устанавливать и зажимать болтами поворотную плиту с резцовыми салазками под любым углом к оси шпинделя. При повороте рукоятки 11 против часовой стрелки резцедержатель 10 приподнимается пружиной 12 – одно из нижних отверстий его сходит с фиксатора. После фиксации резцедержателя в новом положении его зажимают, повернув рукоятку 11 в обратном направлении.
Механизм фартука расположен в корпусе, привернутом к каретке суппорта (рис. 14). От ходового вала через ряд передач вращается червячное колесо 3. Вращение с вала I передается зубчатыми колесами валов II и III. На этих валах установлены муфты 2, 11, 4 и 10 с торцовыми зубьями, которыми включается перемещение суппорта в одном из четырех направлений. Продольное движение суппорта осуществляется реечным колесом 1, а поперечное – винтом (на рис. 14 не показан), вращающимся от зубчатого колеса 5. Рукоятка 8 служит для управления маточной гайкой 7 ходового винта 6. Валом с кулачками 9 блокируется ходовой винт и ходовой вал, чтобы нельзя было включить подачу суппорта от них одновременно.

Фото каретки и поперечных салазок суппорта
Каретка суппорта (нижние салазки, продольные салазки) перемещается по направляющим станины вдоль оси шпинделя. Каретка приводится в движение как вручную, так и механически с помощью механизма подачи. Движение каретке передается с помощью фартука , жестко закрепленного на каретке. Каретку можно зажать на станине прижимной планкой и винтом для проведения тяжелых торцовочных работ.
В фартуке размещены механизмы и передачи, предназначенные для преобразования вращательного движения ходового валка и ходового винта в прямолинейно-поступательное движение каретки суппорта, продольных и поперечных салазок. Фартук жестко скреплен с кареткой суппорта.
В верхней части каретки перпендикулярно оси шпинделя расположены направляющие в форме ласточкина хвоста для установки поперечных салазок суппорта.
Основные параметры перемещения каретки суппорта для станка 1к62:
- Наибольшее продольное перемещение суппорта от руки маховичком.. 640 мм, 930 мм, 1330 мм для РМЦ 750, 1000, 1500
- Наибольшее продольное перемещение суппорта по ходовому валу.. 640 мм, 930 мм, 1330 мм для РМЦ 750, 1000, 1500
- Наибольшее продольное перемещение суппорта по ходовому винту.. 640 мм, 930 мм, 1330 мм для РМЦ 750, 1000, 1500
- Перемещение каретки на одно деление лимба.. 1 мм
Поперечные салазки суппорта установлены на каретке суппорта и перемещается по направляющим каретки в форме ласточкина хвоста под углом 90° к оси шпинделя. Поперечные салазки также приводятся в движение как вручную, так и механически механизмом подачи. Поперечные салазки перемещаются в направляющих нижних салазок с помощью ходового винта и безлюфтовой гайки. При ручной подаче винт вращается с помощью рукоятки 7, а при механической – от зубчатого колеса 8.
После некоторого срока работы станка, когда на боковых поверхностях ласточкина хвоста появляется зазор, точность работы станка снижается. Для уменьшения этого зазора до нормальной величин
cityshin.ru
Ремонт станка токарного
Ремонт направляющих станины токарного станка
В ходе капитального ремонта токарного станка производится восстановление точности направляющих станины. При выборе способа восстановления руководствуются степенью их износа. Когда погрешность не превышает 0,15 мм на отрезке длины в 1000 мм, то их восстанавливают шабрением. При большем износе прибегают к их механической обработке: шлифовке или строганию. Когда направляющие закаленные основным методом ремонта является шлифовка.

Ремонт шабрением
Шабрение направляющих или шабрение с последующей притиркой остается до сих пор самым эффективным способом восстановления их геометрической, технической точности. И сейчас этот способ часто используется, на протяжении многих десятилетий демонстрируя прекрасный результат ремонта станины. В первую очередь надо обследовать состояние направляющих, определить степень их износа. То место, где износ минимальный, принимается за базовой уровень, а данные замеров заносятся в таблицу, на основании которых будет производится ремонт. В токарном станке за базовую поверхность принимают чаще всего место расположение задней бабки, которое в процессе эксплуатации оборудования практически не изнашивается. Метод включает следующие этапы:
- установка станины станка на жесткое основание (ремонтный стенд), следует выставить продольное и поперечное положение станины точно в горизонтальной плоскости клиньями, башмаками или с помощью домкратов;
- после окончания подготовительных работ выполняется черновое (предварительное) шабрение с рабочей шириной шабера 20-25 мм при этом выдерживается длина штрихов на поверхности более 10 мм и достигается 4-6 пятен при контроле на краску в квадратах 25×25 мм. Этим достигается разбивка крупных пятен на более маленькие;
- получистовое шабрение выполняется шабером 12-16 мм, длиной штрихов 5-10 мм до достижения 8-15 пятен на квадрат;
- финишное (чистовое) шабрение производят шабером шириной 5-10 мм и длиной штрихов 3-5 мм для достижения 20-25 пятен в квадрате.
Поскольку направляющие станины токарного станка достаточно длинные, обработка выполняется по маякам с разбивкой общей длины на участки. Первым маяком всегда является место максимальной выработки. На расстоянии, меньшем длины поверочной линейки, от первого маяка шабрят второй маяк, находящийся в одной плоскости с первым. Затем шабрится вся поверхность между маяками с последующим переходом на соседний участок. Периодически следует прикладывать линейку с краской для оценки состояния направляющих и качества работы.
Смотрите видео чернового шабрения
Такой обработке подвергаются незакаленные части направляющих токарного станка, метод гарантирует достижение высокой точность поверхности (0,002 мм на 1000 мм длины). Образующиеся после шабрения мельчайшие лунки способны хорошо удерживать и равномерно распределять смазку. Качество шабрения полностью зависит от профессионализма рабочего.
Ремонт шлифованием
Не всегда имеется возможность использовать для ремонта продолно-строгальные или продолно-фрезерные станки в виду большой длины станины токарного станка. В этом случае направляющие станины восстанавливают при помощи переносного приспособления со шлифовальной головкой, которое устанавливается непосредственно на станине оборудования.
Ремонт можно производить на месте, без снятия станка с фундамента. Такой способ обеспечивает высокую точность ремонта, малую шероховатость поверхности, он также незаменим при обработке закаленной поверхности. Этот способ по производительности во много раз превосходит шабрение, но специалисты все же отдают предпочтение финишному строганию.
Ремонт строганием
Этот способ менее утомительный, чем шабрение и менее дорогостоящий шлифования. Например, усредненная продолжительность ремонта направляющих станка составляет:
- шабрением: около 35 часов;
- шлифованием специальной абразивной головкой: 8-10 часов;
- финишным строганием: 4-5 часов.
При износе более 0,15 мм ручное шабрение заменяют механической обработкой на продольно-строгальном станке при централизованном способе организации ремонта в ремонтном цехе или на специализированном предприятии. Причина простая, придется произвести снятие станины с фундамента и произвести установку и выверку на жестком столе строгального станка.

Строгание направляющих станины
На первом этапе один раз производят пробное строгание для получения базовой поверхности, что позволит определить отклонения по всей длине станины. Для этого поочередно подводят резец к наиболее изношенным поверхностям и снимают слой металла до устранения износа. Финишное строгание выполняют минимум за два прохода чистовыми широкими твердосплавными резцами. Последний проход выполняют глубиной реза менее 0,05 мм, постоянно смачивая резец и поверхность направляющих керосином. Когда износ превышает 0,4-0,5 мм направляющие подвергают грубому и тонкому строганию. Главным недостатком этого способа ремонта является немалое время на демонтаж станины, транспортировку, установку станины на стол строгального станка, выверку и снятие восстановленной станины.
При обработке резанием плоской призматической поверхности направляющих из массива станины вырываются мельчащие частицы металла различной величины и формы. На поверхности появляются борозды, канавки, образуя шероховатую поверхность. Поэтому иногда после механической обработки без шабрения или вибрационного обкатывания не обойтись. Это увеличивает прочность направляющих за счет пластического деформирования (изменения структуры материала). Вибрационным обкатываем достигают выглаживание микрошероховатостей и неровностей поступательным движением вдоль и поперек оси специально обработанными шариками или роликами.
Ремонт направляющих токарного станка одним из описанных способов является элементом комплексных работ, связанных с восстановлением полной работоспособности и точности металлорежущего оборудования. Но не стоит забывать, что качество ремонта при минимальном сроке его выполнения существенно зависит от степени подготовки станка к ремонту и квалификации слесаря.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Ремонт направляющих станин токарных станков
Поверхности 3, 4 и 6 (рис. 87, а) — направляющие, по которым перемещается задняя бабка токарного станка, значительно меньше изнашиваются, чем поверхности 7 и 8 передней направляющей суппорта. Несколько меньше изнашиваются поверхности 1, 2, 10. Поверхн
i-perf.ru
Подскажите с шабрением станины. – Токарные станки
Наконец то дошли руки до своего токарного станка 16б05п, решил отшабрит все плоскости.
Из инструментов имеется две линейки одна ШД-1000 и треугольная 55град 400мм, индикаторная стойка и уровень 0,05мм\м.
Начал с того что отшабрил направляющие ЗБ, вывел их в одну плоскость контролируя уровнем пропеллер, пришабрил ЗБ к направляющим. Относительно платформы ЗБ вывел все остальные плоскости под суппорт, причем плоскости в начале и в конце, на которые суппорт заезжал крайне редко или вообще в том месте он не работал, относительно платформы ЗБ показания были одинаковые, виден был только износ в середине и сильнее всего ближе к патрону.
После этого дернуло проверить снова направляющие задней бабки, если проверять пропеллер то все как и было, уровень стоит в нуле или очень слабо отклоняется буквально на 1\4 деления, а вот если уровень поставить по направлению движения ЗБ то если взять за 0 начала движения то к другой стороне уровень уйдет на 4-4,5 деления, при этом в есть закономерность, в середине он уйдет на 2 деления и если разбить всю станину на 4-5 отрезков то на каждом отрезки он четко уходит на 1 делении, подскажите пожалуйста, как такое может быть? Может это нормально или так никто не меряет станины?
Прикрепил видео проверки на пропеллер и 3 фото когда уровень стоит по направлению движения с остановкой по середине.
Всем спасибо.
Изменено пользователем Ace Venturawww.chipmaker.ru
Шабрение станины. Станина токарного станка. Календарный график капитального ремонта. Необходимость ремонта и подготовка к нему
Любое оборудование рано или поздно выходит из строя, поэтому осуществлять ремонт токарного станка просто необходимо, поскольку приобретение нового станка может вылиться в круглую сумму, да и смысла, честно говоря, в этом нет.
Для начала рассмотрим, что собой представляет токарная обработка, устройство станка, а также поговорим про капитальный ремонт задней бабки токарного станка.
Технологический процесс токарной обработки заключается в уменьшении диаметра обрабатываемого предмета при помощи резца, который оснащен специальной режущей кромкой.
Благодаря вращению обрабатываемого предмета происходит процесс резки, подача и поперечное перемещение осуществляется резцом.
Благодаря этим трем составляющим: вращению, подаче, перемещению, можно воздействовать на величину съема материала, также от этого зависит качество обрабатываемой поверхности, форма стружки и пр.
Основные элементы токарного станка:
- Станина с направляющими для задней бабки и суппорта;
- Спереди станины находится передняя бабка, а также шпиндель и патрон;
- К фронтальной части станины крепится коробка передач;
- Суппорт с салазками для поперечной резки;
- На поперечных салазках располагается держатель резца.
Данные элементы являются основными, в зависимости от модификаций можно получить центровой, токарно-револьверный, многорезцовый и другие станки, которые должны проходить обязательное техническое обслуживание.
Подготовка к ремонту
Самыми распространенными проблемами можно считать износ подшипников, направляющих, вилок включения шестерен и пр.
Капитальный ремонт можно делать только после подготовки оборудования.
Перед тем как остановить станок, необходимо проверить, как он работает вхолостую, чтобы определить повышенный уровень вибраций, шумов.
Чтобы определить состояние качения опор шпинделя, нужно обработать образец. Осевое и радиальное биение шпинделя также подвергается проверке.
Эти действия позволят правильно выявить возникшие проблемы, поскольку они не всегда очевидны.
Вообще на предприятии должно осуществляться обслуживание станков согласно календарному графику.
Таким образом, можно своевременно устранить поломки и недочеты, чтобы избежать капитального ремонта.
Если отправлять станок на капитальный ремонт, то его предварительно нужно помыть от грязи и пыли.
Также требуется слить масла и эмульсии, проверить, чтобы все детали были на месте.
Чистка и смазка направляющих см. на видео.
Ремонт направляющих
Капитальный ремонт направляющих станины можно выполнить несколькими способами: шабрением, шлифовкой, строганием.
Чтобы определить величину износа направляющих своими руками необходимо зачистить поверхность, удалить забоины.
После этого измеряется зазор между направляющими с помощью линейки по всей длине станка. Замеры делаются с шагом в 30-50 см.
Прямолинейность направляющих можно проверить, используя очень тонкую бумагу (не более 0,02 мм), для таких целей подойдет папиросная.
Листки необходимо разложить на направляющих и придавить не тяжелым предметом.
При нормальной прямолинейности вытащить листочки целыми из-под предмета не получится, только обрывками.
Шабрение осуществляется после установки оборудования на покрытие, отличающееся своей жесткостью (специальный стенд).
Также можно определить отклонения по уровню, который перемещается по направляющим или по мостику задней бабки.
Для ориентира в качестве базовой поверхности обычно выбирают направляющие, расположенные снизу задней бабки, поскольку они подвергаются меньшему износу.
Перед шлифовкой необходимо зачистить поверхности, чтобы убрать все забоины.
Для выполнения этих работ необходимо использовать стол продольно-строгального станка, на который будет установлена станина.
После этого ее необходимо проверить на параллельность.
Станина должна быть надежно закреплена на столе, от этого будет зависеть конечный результат. Извернутость направляющих измеряется еще раз (показатели до и после установки не должны различаться) и приступают к шлифовке.
Ремонт направляющих строганием начинается с зачистки поверхности, установки на столе продольно-строгального станка, после этого проверяется на параллельность и фиксируется.
Обработка поверхности резцом для наилучшего результата проводится 3-4 раза.
После выполнения работ необходимо проверить прямолинейность, параллельность и извернутость направляющих и открепить оборудование.
Особенности обработки направляющих
Следует учитывать, что процесс шабрения предполагает использование определенного порядка работ, который для разных станков может отличаться.
Рассмотрим ниже технологию выполнения шабрения токарно-винторезного станка:
- Сначала происходит обработка направляющих, которые находятся снизу задней бабки;
- Далее – расположенных под прижимными планками и снизу каретки, при этом нельзя допускать, чтобы отклонения по параллельности превышали 15 мкм;
- Затем – шабрение поперечного суппорта. Допускаются небольшие погрешности;
- Следующим этапом ремонта токарно-винторезного станка является шабрение каретки (ответных направляющих). Для определения погрешности используется трехгранная линейка. Разница винтовой оси и направляющих не должна быть больше 35 мкм;
- При сильном износе продольных направляющих токарно-винторезного станка необходимо использовать антифрикционный состав. Здесь важным моментом является достижение соответствия по осям ходового вала с посадочной зоной, рейка перемещения должна иметь хорошее сцепление с шестерней в продольном направлении, в поперечном направлении шпиндельная ось должна быть перпендикулярна передвижению суппорта;
- Далее ремонтируются направляющие задней бабки с использованием антифрикционного состава.
См. видео о черновом шабрении.
Обслуживание станков лучше доверять специалистам, поскольку работы должны выполняться четко, профессионально, без отклонений.
Своими руками достичь подобных результатов будет сложно.
Ремонтируем каретку суппорта
Восстановить точность нижних направляющих, которые сопряжены с направляющими основания, не учитывая износ – вот с чего необходимо начать ремонт каретки суппорта.
Также при ремонте каретки необходимо заняться восстановлением перпендикулярности ее плоскости под фартук плоскости основания (под коробку передач).
Расположение данных плоскостей измеряется уровнем. Какой толщины щуп будет подложен под каретку, таким и будет уровень отклонения (величина).
Восстановлению также подлежит параллельность продольных направляющих и их же параллельность к оси поперечной подачи.
Продольные и поперечные направляющие должны точно располагаться друг к другу.
Нужно отметить, что ремонт каретки суппорта – очень трудоемкий процесс, выполнить его своими руками очень сложно, поэтому на предприятии должно быть запланировано обслуживание устройства по графику.
Восстановить направляющие каретки можно, используя компенсационные накладки либо акрилопластом.
Поперечные салазки токарно-винторезного станка можно ремонтировать с помощью шлифовки. Поворотные салазки начинают с шабрения поверхностей, после чего приступают к шлифовке.
При необходимости также ремонтируют верхние салазки.
Для этого поверхность шабрят, выверяют, шлифуют, после чего обязательно проверяют точность сопряжения поверхностей с направляющими поворотных салазок.
Шабрение поперечной каретки см. на видео.
Ходовой винт и ходовой вал
В ходе капитального ремонта может потребоваться совместить оси ходового винта и вала, коробки подач и фартука.
Коробка подачи устанавливается и закрепляется на основании.
Каретку необходимо подвинуть к к
stroyew.ru