Шаг дюймовой резьбы: основные отличия от метрической, параметры и маркировка — РИНКОМ
alexxlab | 16.12.1991 | 0 | Разное
таблицы, размеры, шаг, обозначение, ГОСТ
Изготовление резьбы
Для получения дюймовой нарезки применяют 2 основных способа:
- Накатка;
- Нарезка.
Накатанные изготавливают с помощью специальных резьбонакатных роликов, профиль которых повторяет контур резьбы. Заготовку устанавливают между роликами, и витки резьбы накатываются в соответствии требуемым размерам.
Резьба, изготовленная данным способом, отличается более высокими механическими характеристиками по причине более плавного распределения волн напряжения между витками. Также накатка обладает высокой производительностью, что позволило ей найти обширное применение в массовом производстве.
Минусом метода накатывания является сложность изготовления роликов. Точность их должна быть на высоком уровне. В противном случае гарантировать требуемые размеры резьбы весьма затруднительно. Второй момент – материал роликов. Он должен обладать повышенными механическими свойствами. Обычно для этого применяют высоколегированные штампованные стали. Все это делает способ накатки весьма затратным с финансовой точки зрения.
Все это делает способ накатки весьма затратным с финансовой точки зрения.
Нарезанные резьбы более просты в изготовлении, но по механическим свойствам, особенно по пределу выносливости, заметно уступают накатанным. Связано это с наличием более острых кромок профиля и, соответственно, более высокого значения коэффициента напряжения.
Изделие нарезают двумя способами:
- Вручную.
- Используя токарный станок.
При ручной резке используют метчик (для внутренней р.) и плашку (для наружной). Трубу зажимают. На ее конец одевается и навинчивается один из указанных типов подручного инструмента в зависимости от типа резьбы. Осуществляют резку. Для повышения чистоты и точности данный процесс повторяют.
На токарном станке алгоритм действий достаточно схожий. Только трубы зажимают не в тиски, а в патроне станка. Далее подводится резец, включается резьбовая подача и станок начинает процесс изготовления. Данный способ более эффективный по сравнению с ручной резкой, но требует от токаря определенной квалификации.
/5 — голосов
Условные обозначения дюймовой резьбы в международных стандартах
Практически во всех странах для маркировки резьбовых подключений трубопроводов и присоединительных фитингов пользуются универсальной дюймовой системой измерения.
В регламентирующих ГОСТах, справочных таблицах размеров и диаметров труб , расчетных формулах принято единое условное обозначение дюйма в виде цифры с установленным справа одним или двумя штрихами. Такой значок понятен специалистам всех стран и позволяет быстрее ориентироваться в технической документации и схемам. Например, если нужна нарезка с размером три дюйма, в задании на изготовлении будет маркировка 3″
Технология нарезания резьбы в отверстиях гост резьба
Перед началом формирования резьбовых канавок с помощью инструмента сверлится отверстие. В зависимости от конструктивных особенностей оно может быть сквозным или глухим. Сверло сконструировано так, что винтовая поверхность выводит основную часть стружки. Но следует помнить, что внутри может оставаться определенная часть остатков от сверления. Поэтому, если позволяет масса и внешние параметры, производят вытряхивание на специальные уловители.
Но следует помнить, что внутри может оставаться определенная часть остатков от сверления. Поэтому, если позволяет масса и внешние параметры, производят вытряхивание на специальные уловители.
На громоздких изделиях подобные операции выполнить трудно, поэтому выдувают струей сжатого воздуха.
Внимание! Органы зрения и дыхания должны быть защищены от продуктов, которые могут оказаться внутри отверстий. Начинающие мастера часто интересуются, какой диаметр должен быть в отверстии, где требуется нарезать резьбу. Самое простое – это воспользоваться формулой:
Самое простое – это воспользоваться формулой:
Начинающие мастера часто интересуются, какой диаметр должен быть в отверстии, где требуется нарезать резьбу. Самое простое – это воспользоваться формулой:
Dотв = 0,8·М, мм,
здесь Dотв – диаметр отверстия, мм; М – размер метрической резьбы по номеру.
Для большинства металлов подобное определение будет достаточным. Возможно, потребует приложить несколько большее усилие при выполнении работы, но результат будет удовлетворительным.
Например, для М6 нетрудно подсчитать по приведенной формуле требуемое значение сверла по металлу. Оно получится равным Dотв = 6 · 0,8 =4,8 мм.
Для более точного определения используют специальные таблицы.
Таблица 1: Размеры отверстий для нарезания метрической резьбы гост резьба
| Номи-нальный диаметр | Стандартный шаг | Мелкий шаг | ||||||
| Шаг резьбы, мм | Теоре- тический внутрен- ний диаметр, мм | Требуемый диаметр с учетом смятия, мм | Рекомен- дуемый диаметр сверла, мм | Шаг резьбы, мм | Теоре- тический внутрен- ний диаметр, мм | Требуемый диаметр с учетом смятия, мм | Рекомен- дуемый диаметр сверла, мм | |
| М4 | 0,70 | 3,393 | 3,323 | 3,3 | 0,50 | 3,567 | 3,517 | 3,5 |
| М5 | 0,80 | 4,307 | 4,227 | 4,2 | 0,50 | 4,567 | 4,517 | 4,5 |
| М6 | 1,00 | 5,133 | 5,033 | 5,0 | 0,75 | 5,350 | 5,275 | 5,3 |
| М7* | 1,00 | 6,133 | 6,033 | 6,0 | 0,80 | 6,307 | 6,227 | 6,2 |
| М8 | 1,25 | 6,917 | 6,792 | 6,8 | 1,00 | 7,133 | 7,033 | 7,0 |
| М9* | 1,25 | 7,917 | 7,792 | 7,8 | 1,00 | 8,133 | 8,033 | 8,0 |
| М10 | 1,50 | 8,700 | 8,550 | 8,6 | 1,25 | 8,917 | 8,792 | 8,8 |
| М11* | 1,50 | 9,700 | 9,550 | 9,6 | 1,00 | 10,133 | 10,033 | 10,0 |
| М12 | 1,75 | 10,484 | 10,309 | 10,3 | 1,50 | 10,700 | 10,550 | 10,6 |
| М13* | 1,75 | 11,484 | 11,309 | 11,3 | 1,50 | 11,700 | 11,550 | 11,6 |
| М14 | 2,00 | 12,267 | 12,067 | 12,1 | 1,50 | 12,700 | 12,550 | 12,6 |
| М15* | 2,00 | 13,267 | 13,067 | 13,1 | 1,75 | 13,484 | 13,309 | 13,3 |
| М16 | 2,50 | 13,834 | 13,584 | 13,6 | 1,50 | 14,700 | 14,550 | 14,6 |
| М18 | 2,50 | 15,834 | 15,584 | 15,6 | 1,50 | 16,700 | 16,550 | 16,6 |
| М20 | 2,50 | 17,834 | 17,584 | 17,6 | 1,50 | 18,700 | 18,550 | 18,6 |
| М22 | 2,50 | 19,834 | 19,584 | 19,6 | 2,00 | 20,267 | 20,067 | 20,1 |
| М24 | 3,00 | 21,400 | 21,100 | 21,1 | 2,00 | 22,267 | 22,067 | 22,1 |
| М25* | 3,00 | 22,400 | 22,100 | 22,1 | 2,00 | 23,267 | 23,067 | 23,1 |
| М27 | 3,00 | 24,400 | 24,100 | 24,1 | 2,00 | 25,267 | 25,067 | 25,1 |
| М30 | 3,50 | 26,967 | 26,617 | 26,6 | 2,50 | 27,834 | 27,584 | 27,6 |
| М33 | 3,50 | 29,967 | 29,617 | 29,6 | 2,50 | 30,834 | 30,584 | 30,6 |
| М36 | 4,00 | 32,534 | 32,134 | 32,1 | 3,00 | 33,400 | 33,100 | 33,1 |
| М39 | 4,00 | 35,534 | 35,134 | 35,1 | 3,00 | 36,400 | 36,100 | 36,1 |
| М40* | 4,00 | 36,534 | 36,134 | 36,1 | 3,00 | 37,400 | 37,100 | 37,1 |
| М42 | 4,50 | 38,100 | 37,650 | 37,7 | 3,50 | 38,967 | 38,617 | 38,6 |
| М45 | 4,50 | 41,100 | 40,650 | 40,7 | 3,50 | 41,967 | 41,617 | 41,6 |
| М48 | 5,00 | 43,667 | 43,167 | 43,2 | 4,00 | 44,534 | 44,134 | 44,1 |
* – специальные типы резьбы.
Таблица 2: Размеры отверстий для нарезания дюймовой резьбы гост резьба
| Номи- нальный диаметр | Стандартный шаг | Мелкий шаг | ||||||
| Шаг резьбы, мм | Теоре- тический внутрен- ний диаметр, мм | Требуемый диаметр сучетом смятия, мм | Рекомен- дуемый диаметр сверла, мм | Шаг резьбы, мм | Теоре- тический внутрен- ний диаметр, мм | Требуемый диаметр сучетом смятия, мм | Рекомен- дуемый диаметр сверла, мм | |
| 1/16″ | 0,40 | 1,203 | 1,163 | 1,2 | 0,30 | 1,328 | 1,298 | 1,3 |
| 1/12″ | 0,50 | 1,636 | 1,586 | 1,6 | 0,45 | 1,727 | 1,682 | 1,7 |
| 1/8″ | 0,60 | 2,598 | 2,538 | 2,5 | 0,50 | 2,742 | 2,692 | 2,7 |
| 1/10″ | 0,65 | 1,915 | 1,850 | 1,9 | 0,55 | 2,063 | 2,008 | 2,0 |
| 1/6″ | 0,70 | 3,561 | 3,491 | 3,5 | 0,50 | 3,753 | 3,703 | 3,7 |
| 3/16″ | 1,00 | 3,801 | 3,701 | 3,7 | 0,80 | 4,069 | 3,989 | 4,0 |
| 1/4″ | 0,75 | 5,629 | 5,554 | 5,6 | 0,75 | 5,700 | 5,625 | 5,6 |
| 5/16″ | 0,95 | 7,024 | 6,929 | 6,9 | 0,80 | 7,244 | 7,164 | 7,2 |
| 3/8″ | 1,10 | 8,468 | 8,358 | 8,4 | 0,95 | 8,702 | 8,607 | 8,6 |
| 7/16″ | 1,30 | 9,863 | 9,733 | 9,7 | 1,10 | 10,159 | 10,049 | 10,0 |
| 1/2″ | 1,55 | 11,210 | 11,055 | 11,1 | 1,34 | 11,539 | 11,405 | 11,4 |
| 9/16 | 1,60 | 12,750 | 12,590 | 12,6 | 1,40 | 13,074 | 12,934 | 12,9 |
| 3/4″ | 1,65 | 17,464 | 17,299 | 17,3 | 1,50 | 17,750 | 17,600 | 17,6 |
| 1″ | 2,54 | 22,959 | 22,705 | 22,7 | 1,89 | 23,762 | 23,573 | 23,6 |
| 1 1/4″ | 3,25 | 28,627 | 28,302 | 28,3 | 2,80 | 29,324 | 29,044 | 29,0 |
| 1 1/2″ | 4,25 | 34,015 | 33,590 | 33,6 | 3,72 | 34,876 | 34,504 | 34,5 |
| 1 3/4″ | 5,20 | 39,452 | 38,932 | 38,9 | 4,35 | 40,680 | 40,245 | 40,2 |
| 2″ | 6,34 | 44,707 | 44,073 | 44,1 | 5,64 | 45,913 | 45,349 | 45,3 |
Моменты затяжки крепежной дюймовой резьбы
Этот показатель является рекомендуемым при работе с резьбовыми соединениями. Он обозначает максимальное усилие, которое можно оказывать на деталь. Если оно будет превышено, то могут быть срезаны (свинчены) витки, элемент испортится и потеряет свое функциональное значение. А если напротив, будет допущено минимальное, недостаточное усилие, то во время эксплуатации под воздействием вибрации и других факторов случится самопроизвольное раскручивание, что также чревато поломкой или аварией.
Он обозначает максимальное усилие, которое можно оказывать на деталь. Если оно будет превышено, то могут быть срезаны (свинчены) витки, элемент испортится и потеряет свое функциональное значение. А если напротив, будет допущено минимальное, недостаточное усилие, то во время эксплуатации под воздействием вибрации и других факторов случится самопроизвольное раскручивание, что также чревато поломкой или аварией.
Приведем небольшую таблицу с рекомендациями, силу будем по стандарту измерять в Нм, то есть в Ньютон-метрах. К слову, 1 Нм приблизительно равен 0,1 кГм.
| диаметр, в дюймах | момент затяжки, в нм |
| 1/4 | 12± 3 |
| 3/8 | 47± 9 |
| 7/16 | 70± 15 |
| 1/2 | 105± 20 |
| 5/8 | 215± 40 |
| 3/4 | 370 ± 50 |
| 7/8 | 620± 80 |
| 1 | 900 ± 100 |
| 3100 ± 350 |
Стандартные резьбовые крепежные детали и их условные обозначения
Для соединения деталей применяются стандартные крепежные резьбовые детали: болты, винты, шпильки, гайки.
Резьбовые крепежные детали изготовляются по соответствующим стандартам и имеют, как правило, метрическую резьбу с крупным шагом, реже с мелким.
Каждая крепежная деталь имеет условное обозначение, в котором отражаются: класс точности, форма, основные размеры, материалы и покрытие.
Болты
Болт состоит из двух частей: головки и стержня с резьбой.
Условное обозначение болта: Болт ГОСТ 7798-70-2 – исполнение; М 16 – тип и размер резьбы; 1,5 – величина мелкого шага резьбы; 6g – поле допуска; 75 – длина болта ; 68 — условная запись класса прочности, указывающего, что болт выполнен из стали с определенными механическими свойствами; 09 – цинковое покрытие; ГОСТ 7798-70 – стандарт, указывающий, что болт имеет шестигранную головку и выполнен с нормальной точностью.
Гайки
Гайки навинчиваются на резьбовый конец болта, при этом соединяемые детали зажимаются между гайкой и головкой болта.
Условное обозначение гайки: Гайка М 24 -6Н. 6 ГОСТ 5915-70 -шестигранная гайка в исполнении 1 по ГОСТ 5915-70 с полем допуска 6Н, класса прочности 6, без покрытия. Чаще всего используют шестигранные гайки, конструкция и размеры которых определяются ГОСТом. Они разделяются на обычные (рисунок 16.2), прорезные (рисунок 16.3) и корончатые (рисунок 16.4).
Чаще всего используют шестигранные гайки, конструкция и размеры которых определяются ГОСТом. Они разделяются на обычные (рисунок 16.2), прорезные (рисунок 16.3) и корончатые (рисунок 16.4).
Обычные гайки выпускаются в трех исполнениях и трех классов точности (А, В, С), нормальной высоты, низкие, высокие, очень высокие (рисунок 16.5), с нормальным или уменьшенным размером «под ключ».
Винты
Винтом называется резьбовый стержень, на одном конце которого имеется головка (рисунок 16.6). Головки бывают разных форм: цилиндрические, полукруглые, с потайной головкой и др.
Винты бывают двух видов – крепежные и установочные. Установочные винты применяются для регулировки зазоров и фиксации деталей при сборке.
Условное обозначение винта: Винт А М 8 – 6 g х 50. 48 ГОСТ Р 50404-92 -А – класс точности, М8 – диаметр резьбы, 6 g – поле допуска, 50 – длина, 48 -класс прочности.
Шпильки
Шпилька применяется в тех случаях, когда у деталей нет места для размещения головки болта, или если одна из деталей имеет значительно большую толщину, тогда применять слишком длинный болт неэкономично (рисунок 16.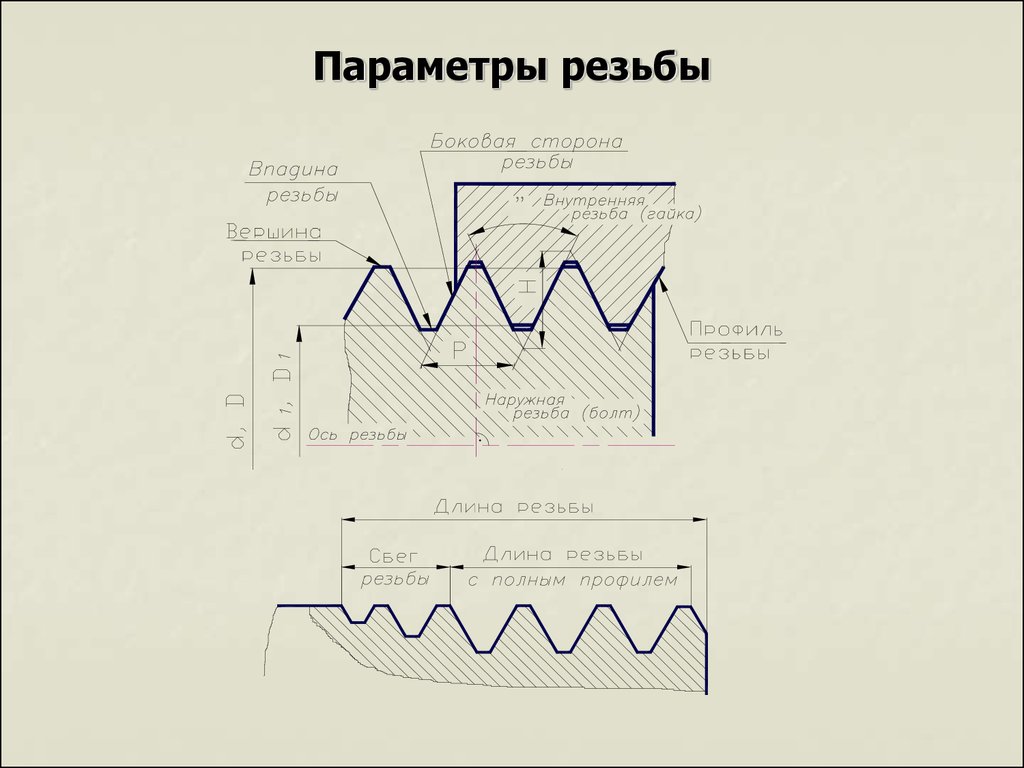 7).
7).
Шпилька представляет собой цилиндрический стержень, имеющий с обоих концов резьбу. Одним нарезанным концом шпилька ввинчивается в резьбовое отверстие, выполненное в одной из деталей. На второй конец с резьбой навинчивается гайка, соединяя детали.
Условное обозначение шпильки исполнения 1: ГОСТ 22032-76 – М 24 – номинальный диаметр метрической резьбы с крупным шагом; 6g – поле допуска; 80 – длина шпильки ; 36 – класс прочности.
-длина шпильки, -длина гаечного конца, -длина завинчиваемого (посадочного) конца, с учетом сбега резьбы. Глубина завинчивания выбирается: – в деталях из стали, бронзы, латуни, титана; и – в деталях из ковкого и серого чугуна; и – в деталях из легких сплавов.
Шайбой называют деталь, устанавливаемую под гайку или головку винта (болта). Она предназначена для передачи и распределения усилий на соединяемые детали и для предохранения от самоотвинчивания гайки.
Шайбы изготавливают круглые (рисунок 16.8), квадратные (рисунок 16. 9), пружинные (рисунок 16.10), зубчатые (рисунок 16.11) и т.п.
9), пружинные (рисунок 16.10), зубчатые (рисунок 16.11) и т.п.
Пример обозначения:
Шайба 10Т65Г ГОСТ 6402-70, где Т- шайба тяжелого типа, 65Г – марка стали, ГОСТ 6402-70 – шайба пружинная.
Шплинты
Шплинтом называют пруток или кусок проволоки, которые пропускают сквозь радиальное отверстие деталей для их взаимного фиксирования (рисунок 16.12).
Пример обозначения: Шплинт 5×45.3.036 ГОСТ 397-79, где 5-условный диаметр шплинта, 45-длина, 3- условное обозначение материала, 036 – покрытие
| Рекомендую подробно изучить предметы: |
|
| Ещё лекции с примерами решения и объяснением: |
- Соединения разъемные и неразъемные в инженерной графике
- Виды конструкторских документов
- Обозначение уклона и конусности на чертежах
- Сопряжение линий и лекальные кривые
- Сечения в инженерной графике
- Выносные элементы в инженерной графике
- Сопряжения в инженерной графике
- Нанесение размеров на чертежах
Коническая резьба NPT/NPTF: основные характеристики и стандарты
Внешний вид конической NPT резьбы Резьба NPT/NPTF (с англ. national pipe taper/national pipe tapered fuel) представляет собой американский стандарт на конусную трубную резьбу. Этот стандарт применятся к трубам и арматурным изделиям, которые изготовлены в США.
national pipe taper/national pipe tapered fuel) представляет собой американский стандарт на конусную трубную резьбу. Этот стандарт применятся к трубам и арматурным изделиям, которые изготовлены в США.
Конусная трубная резьба NPT соответствует ГОСТу 6111-52 «Резьба коническая дюймовая с углом профиля 60 градусов», который действует на территории большинства стран СНГ.
Национальная ассоциация по гидравлическим приводам Соединенных Штатов не советует использовать стандарты NPT и NPTF в гидравлике. Но несмотря на это применение этих стандартов очень распространено.
Схема NPT резьбы
Виды дюймовой резьбы:
- NPT – резьба с конусностью 1:16 и углом профиля 60°. Такая резьба соответствует стандартам ANSI B1.21.1, FED-STD-h38/7 .
- NPS – цилиндрическая резьба.
- NPTF – герметичная дюймовая резьба с углом профиля 60°, уплотнение происходит за счет смятия резьбы. Этот вид дюймовой резьбы соответствует стандартам SAE J476, ANSI B1.20.3, FED-STD-h38/8.
Основные параметры самых распространенных резьбовых соединений NPTF:
| Номинальный диаметр, дюйм | Основной диаметр, мм | Отверстие под резьбу, мм | Число витков на дюйм | Шаг, мм |
| NPTF 1/16″ | 7. 870 870 | 6.00 | 27 | 0.940 |
| NPTF 1/8″ | 10.217 | 8.25 | 27 | 0.940 |
| NPTF 1/4″ | 13.577 | 10.70 | 18 | 1.411 |
| NPTF 3/8″ | 17.016 | 14.10 | 18 | 1.411 |
| NPTF 1/2″ | 21.211 | 17.40 | 14 | 1.814 |
| NPTF 3/4″ | 26.566 | 22.60 | 14 | 1.814 |
| NPTF 1″ | 33.195 | 28.50 | 11.5 | 2.209 |
| NPTF 1 1/4″ | 41.952 | 37.00 | 11.5 | 2.209 |
| NPTF 1 1/2″ | 48.021 | 43.50 | 11.5 | 2.209 |
| NPTF 2″ | 60.060 | 55.00 | 11.5 | 2.209 |
| NPTF 2 1/2″ | 72.642 | 65.50 | 8 | 3.175 |
| NPTF 4″ | 113.913 | 107.00 | 8 | 3.175 |
Основные параметры самых распространенных резьбовых соединений NPT:
| Номинальный диаметр, дюйм | Основной диаметр, мм | Отверстие под резьбу, мм | Число витков на дюйм | Шаг, мм |
| NPT 1/16″ | 7. 870 870 | 6.00 | 27 | 0.940 |
| NPT 1/8″ | 10.217 | 8.25 | 27 | 0.940 |
| NPT 1/4″ | 13.577 | 10.70 | 18 | 1.411 |
| NPT 3/8″ | 17.016 | 14.10 | 18 | 1.411 |
| NPT 1/2″ | 21.211 | 17.40 | 14 | 1.814 |
| NPT 3/4″ | 26.566 | 22.60 | 14 | 1.814 |
| NPT 1″ | 33.195 | 28.50 | 11.5 | 2.209 |
| NPT 1 1/4″ | 41.952 | 37.00 | 11.5 | 2.209 |
| NPT 1 1/2″ | 48.021 | 43.50 | 11.5 | 2.209 |
| NPT 2″ | 60.060 | 55.00 | 11.5 | 2.209 |
| NPT 2 1/2″ | 72.642 | 65.50 | 8 | 3.175 |
| NPT 4″ | 113.913 | 107.00 | 8 | 3.175 |
| NPT 5″ | 141,300 | 134,384 | 8 | 3. 175 175 |
| NPT 6″ | 168,275 | 161,191 | 8 | 3.175 |
| NPT 8″ | 219,075 | 211,673 | 8 | 3.175 |
| NPT 10″ | 273,050 | 265,311 | 8 | 3.175 |
| NPT 12″ | 323,850 | 315,793 | 8 | 3.175 |
Для создания NPT (NPTF) соединения применяются специальные резьбонарезные установки с метчиком (плашкой или резьбонарезной головой).
ПрофИнст Строй предлагает вашему вниманию оборудование, с помощью которого вы сможете качественно нарезать NPT (NPTF) резьбу на трубах и заготовках:
- Резьбонарезные головы от 1/2 до 2 дюймов. Предназначены для качественной высокопроизводительной нарезки резьбы. Безопасная и быстрая замена.
- Ручные резьбонарезные клуппы от 1/2 до 1.1/4 дюймов. Предназначены для нарезания трубной конической резьбы на водопроводных, электрических или газовых трубах. Обладает высокой производительностью и удобный в транспортировке.
- Ручные резьбонарезные клуппы от 1/2 до 2 дюймов. Могут широко использоваться при монтаже оборудования и в строительной промышленности, идеально подходят для повышения производительности труда, сокращения времени строительства, обеспечения его качества, а также снижения интенсивности труда.
- Электрические резьбонарезные станки от 1/2 до 2 дюймов. Высокопроизводительный резьбонарезной станок для мобильного и стационарного использования. Подходит для долговременной эксплуатации в интенсивном режиме в цехе и на стройплощадке, применяется при монтаже систем отопления и водоснабжения и в серийном производстве. Станок нарезает точную резьбу очень высокого качества.
- Электрические резьбонарезные станки от 1/2 до 3 дюймов. Станок предназначен для нарезки винтовой и цилиндрической резьбы на трубах. Используется для изготовления точных, надежных резьбовых соединений на трубах и болтах в соответствии с нормами. Он рассчитан на длительное промышленное использование.
- Электрические резьбонарезные станки от 1/2 до 4 дюймов.
 Станок предназначен для нарезки трубной и метрической резьбы. Используется для изготовления точных, надёжных резьбовых соединений на трубах и шпильках в соответствие с нормами.
Станок предназначен для нарезки трубной и метрической резьбы. Используется для изготовления точных, надёжных резьбовых соединений на трубах и шпильках в соответствие с нормами.
Резьба NPT используется в соединениях с повышенными требованиями к герметичности. Соединения с такой резьбой способны выдерживать сильное давление циркулирующей среды по трубопроводу.
Чтобы купить оборудование для нарезания конической резьбы NPT (NPTF) на трубах, свяжитесь с менеджерами ПрофИнст Строй по контактным телефонам: +375 (17) 256-22-55, +375 (29) 602-00-80, +375 (29) 766-07-00, мы подробно расскажем об особенностях работы, устройстве и специфике данного типа оборудования.
Метрические резьбы
Название (метрическая резьба) показывает, что все измерения выполняются в метрических единицах. Это самый распространённый мировой стандарт. Основные значения резьбовых соединений показаны в таблице 1. За основу взят стандартный шаг резьбы, кроме него существуют исполнения, где предусматривается и меньшие шаги.
Параметры резьбовой части: номинальный диаметр d, внутренний диаметр d₁ и шаг резьбы Р
Таблица 1: Размеры резьбы и шаг винтовой линии
| Номинальный диаметр резьбы d | Шаг Р | |||||||
| 1 ряд (предпочтительный) | 2 ряд (допустимый) | 3 ряд (для специальных конструкций) | крупный | мелкий 1 | мелкий 2 | мелкий 3 | мелкий 4 | мелкий 5 |
| 2,00 | 0,40 | 0,35 | ||||||
| 2,20 | 0,45 | 0,40 | ||||||
| 2,50 | 0,45 | 0,35 | ||||||
| 3,00 | 0,50 | 0,35 | ||||||
| – | 3,50 | -0,60 | 0,35 | |||||
| 4,00 | 0,70 | 0,50 | ||||||
| 4,50 | 0,75 | 0,50 | ||||||
| 5,00 | 0,80 | 0,50 | ||||||
| 5,50 | 0,50 | 0,40 | ||||||
| 6,00 | 1,00 | 0,75 | 0,50 | |||||
| 7,00 | 1,00 | 0,75 | 0,50 | |||||
| 8,00 | 1,25 | 1,00 | 0,75 | 0,50 | ||||
| 9,00 | 1,25 | 1,00 | 0,75 | 0,50 | ||||
| 10,00 | 1,50 | 1,25 | 1,00 | 0,75 | 0,50 | |||
| 11,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||||
| 12,00 | 1,75 | 1,50 | 1,25 | 1,00 | 0,75 | 0,50 | ||
| 14,00 | 2,00 | 1,50 | 1,25 | 1,00 | 0,75 | 0,50 | ||
| 15,00 | 1,75 | 1,50 | 1,00 | |||||
| 16,00 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | |||
| 17,00 | 1,75 | 1,50 | 1,00 | |||||
| 18,00 | 2,50 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 20,00 | 2,50 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 22,00 | 2,50 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 24,00 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 25,00 | 2,00 | 1,50 | 1,00 | |||||
| 26,00 | 1,50 | 1,00 | ||||||
| 27,00 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 28,00 | 2,50 | 2,00 | 1,50 | 1,00 | ||||
| 30,00 | 3,50 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | ||
| 32,00 | 2,50 | 2,00 | 1,50 | |||||
| 33,00 | 3,50 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | ||
| 35,00 | 2,50 | 1,50 | 1,00 | 0,75 | ||||
| 36,00 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | |||
| 38,00 | 3,00 | 1,50 | 1,00 | 0,75 | ||||
| 39,00 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | ||
| 40,00 | 3,50 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | ||
| 42,00 | 4,50 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 45,00 | 4,50 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 48,00 | 5,00 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 50,00 | 4,00 | 3,00 | 2,00 | 1,50 | ||||
| 52,00 | 5,00 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 55,00 | 4,00 | 3,00 | 2,00 | 1,50 | ||||
| 56,00 | 5,50 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 58,00 | 5,00 | 4,00 | 3,00 | 2,00 | 1,50 | |||
| 60,00 | 5,50 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 62,00 | 5,00 | 4,00 | 3,00 | 2,00 | 1,50 | |||
| 64,00 | 6,00 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 65,00 | 6,00 | 4,00 | 3,00 | 2,00 | 1,50 |
Угол при вершине винтовой линии у метрических резьб составляет 60⁰
Видно, что есть несколько рядов по уровню предпочтений. Объясняется довольно просто. Типовые детали стараются делать так, чтобы их было проще заменять в случае разборки и сборки. Менее предпочтительные ряды получаются при индивидуальном проектировании отдельных деталей. Производство удорожается.
Объясняется довольно просто. Типовые детали стараются делать так, чтобы их было проще заменять в случае разборки и сборки. Менее предпочтительные ряды получаются при индивидуальном проектировании отдельных деталей. Производство удорожается.
Специальные резьбы применяют весьма ограничено. Ими пользуются лишь в тех случаях, когда невозможно применить стандартные предпочтения.
Внимание! Использование специальных резьб связано с необходимостью создавать одноразовые инструменты для нарезания подобных винтовых линий. В таблицах указан стандартный шаг резьбы, а также дополнительные мелкие значения
Здесь тоже имеются свои предпочтения. Проще использовать номинальные параметры. Инструмент для нарезки выпускается предприятиями разных стран. Его несложно приобрести. Мелкие шаги востребованы только в специальных местах
В таблицах указан стандартный шаг резьбы, а также дополнительные мелкие значения. Здесь тоже имеются свои предпочтения. Проще использовать номинальные параметры. Инструмент для нарезки выпускается предприятиями разных стран. Его несложно приобрести. Мелкие шаги востребованы только в специальных местах.
Инструмент для нарезки выпускается предприятиями разных стран. Его несложно приобрести. Мелкие шаги востребованы только в специальных местах.
Например, уменьшенный шаг резьбы применяют для изготовления шпилек, в двигателях внутреннего сгорания. С их помощью крепят головку блока к самому блоку цилиндров. Эти детали испытывают значительные нагрузки. Внутри движутся поршни, происходит процесс горения газа. Давление возрастает и убывает постоянно. Поэтому требования к соединению довольно высокие.
Мелкие шаги используют при сборке лопаток на турбинах. Вал турбины современного реактивного двигателя вращается с частотой 40…50 тыс. об/мин. Центробежная сила достигает громадных значений. Поэтому требования к узлам соединений повышенные.
Плашки круглые для нарезания дюймовой резьбы UNC/UNF по DIN-EN 22 568
Плашки круглые для нарезания дюймовой резьбы UNC/UNF по DIN-EN 22 568
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 1380
1380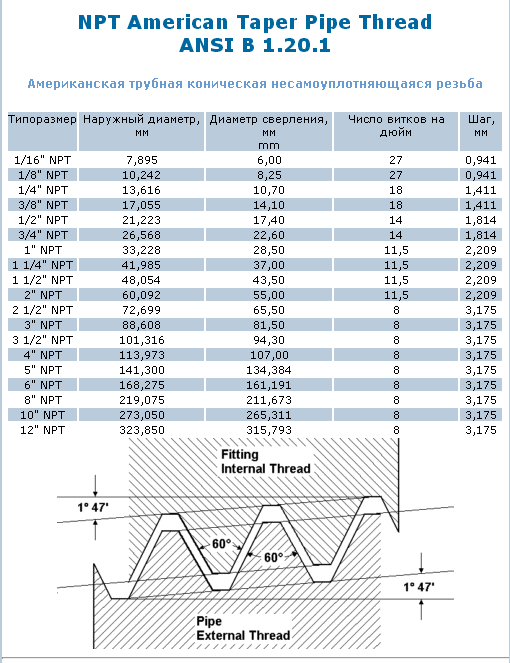 6050
6050 ниток на дюйм)
ниток на дюйм) 2160
2160 1250
1250 3750
3750 стружечных канавок)
стружечных канавок)
 21. +7(495)604-4799 многоканальный
21. +7(495)604-4799 многоканальный| наружный | внутренний | средний | |||
| Типоразмер | Наружный диаметр, дюймов | Наружный диаметр, мм | Диаметр сверления, мм mm | Число витков на дюйм | Шаг, мм |
|---|---|---|---|---|---|
| N 1 – 64 UNC | 0,073 | 1,854 | 1,50 | 64 | 0,397 |
| N 2 – 56 UNC | 0,086 | 2,184 | 1,80 | 56 | 0,453 |
| N 3 – 48 UNC | 0,099 | 2,515 | 2,10 | 48 | 0,529 |
| N 4 – 40 UNC | 0,112 | 2,845 | 2,35 | 40 | 0,635 |
| N 5 – 40 UNC | 0,125 | 3,175 | 2,65 | 40 | 0,635 |
| N 6 – 32 UNC | 0,138 | 3,505 | 2,85 | 32 | 0,794 |
| N 8 – 32 UNC | 0,164 | 4,166 | 3,50 | 32 | 0,794 |
| N 10 – 24 UNC | 0,190 | 4,826 | 4,00 | 24 | 1,058 |
| N 12 – 24 UNC | 0,216 | 5,486 | 4,65 | 24 | 1,058 |
| 1/4″ – 20 UNC | 0,250 | 6,350 | 5,35 | 20 | 1,270 |
| 5/16″ – 18 UNC | 0,313 | 7,938 | 6,80 | 18 | 1,411 |
| 3/8″ – 16 UNC | 0,375 | 9,525 | 8,25 | 16 | 1,587 |
| 7/16″ – 14 UNC | 0,438 | 11,112 | 9,65 | 14 | 1,814 |
| 1/2″ – 13 UNC | 0,500 | 12,700 | 11,15 | 13 | 1,954 |
| 9/16″ – 12 UNC | 0,563 | 14,288 | 12,60 | 12 | 2,117 |
| 5/8″ – 11 UNC | 0,625 | 15,875 | 14,05 | 11 | 2,309 |
| 3/4″ – 10 UNC | 0,750 | 19,050 | 17,00 | 10 | 2,540 |
| 7/8″ – 9 UNC | 0,875 | 22,225 | 20,00 | 9 | 2,822 |
| 1″ – 8 UNC | 1,000 | 25,400 | 22,25 | 8 | 3,175 |
| 1 1/8″ – 7 UNC | 1,125 | 28,575 | 25,65 | 7 | 3,628 |
| 1 1/4″ – 7 UNC | 1,250 | 31,750 | 28,85 | 7 | 3,628 |
| 1 3/8″ – 6 UNC | 1,375 | 34,925 | 31,55 | 6 | 4,233 |
| 1 1/2″ – 6 UNC | 1,500 | 38,100 | 34,70 | 6 | 4,233 |
| 1 3/4″ – 5 UNC | 1,750 | 44,450 | 40,40 | 5 | 5,080 |
| 2″ – 4 1/2 UNC | 2,000 | 50,800 | 46,30 | 4,5 | 5,644 |
| 2 1/4″ – 4 1/2 UNC | 2,250 | 57,150 | 52,65 | 4,5 | 5,644 |
| 2 1/2″ – 4 UNC | 2,500 | 63,500 | 58,50 | 4 | 6,350 |
| 2 3/4″ – 4 UNC | 2,750 | 69,850 | 64,75 | 4 | 6,350 |
| 3″ – 4 UNC | 3,000 | 76,200 | 71,10 | 4 | 6,350 |
| 3 1/4″ – 4 UNC | 3,250 | 82,550 | 77,45 | 4 | 6,350 |
| 3 1/2″ – 4 UNC | 3,500 | 88,900 | 83,80 | 4 | 6,350 |
| 3 3/4″ – 4 UNC | 3,750 | 95,250 | 90,15 | 4 | 6,350 |
| 4″ – 4 UNC | 4,000 | 101,600 | 96,50 | 4 | 6,350 |
 ru
ru К их особенностям можно отнести нижеприведенные моменты:
К их особенностям можно отнести нижеприведенные моменты:
 Она может наносится на трубы, изготавливаемые из различных материалов.
Она может наносится на трубы, изготавливаемые из различных материалов.
| Размер резьбы, дюймы | Момент затяжки стандартных болтов и гаек | |
|---|---|---|
| Н*м* | Фунт силы-фут** | |
| 1/4 | 12± 3 | 9±2 |
| 5/16 | 25 ± 6 | 18± 4,5 |
| 3/8 | 47± 9 | 35 ± 7 |
| 7/16 | 70± 15 | 50± 11 |
| 1/2 | 105± 20 | 75±15 |
| 9/16 | 160 ± 30 | 120± 20 |
| 5/8 | 215± 40 | 160 ± 30 |
| 3/4 | 370 ± 50 | 275 ± 37 |
| 7/8 | 620± 80 | 460 ± 60 |
| 1 | 900 ± 100 | 660 ± 75 |
| 11/8 | 1300 ± 150 | 950 ± 100 |
| 1 1/4 | 1800 ±200 | 1325 ±150 |
| 1 3/8 | 2400 ± 300 | 1800 ± 225 |
| 1 1/2 | 3100 ± 350 | 2300 ± 250 |
*1 Ньютон-метр (Н*м) равен примерно 0,1 кГм.
** Фунт силы-фут – британский и американский эквивалент Н*м.
Маркировка дюймовых крепежных изделий
Дюймовый крепеж имеет более сложную систему маркировки, не позволяющую визуально, без использования специальных таблиц определить механические свойства крепежной детали. Наиболее часто встречающаяся маркировка на головке дюймовых болтов и соответствие их классам прочности приведена в таблице ниже.
>
Измеритель размера болтов и шага резьбы Gorilla: дюймы
Перейти к основному содержанию
Пожалуйста, заполните поля ниже, чтобы отправить другу ссылку на этот продукт. Ваш друг получит от вас электронное письмо со ссылкой на наш сайт.
Ваше имя: *
Ваш адрес электронной почты: *
Имя друга: *
Электронная почта друга: *
На заметку другу:: *
Проверка: *
Введите слово выше…
4 Отзыв(а) 5 0 5 Написать отзыв
Ваш рейтинг: *
5 4 3 2 1
Имя: *
Электронная почта: *
Местоположение: *
Заголовок: *
Обзор: *
Подтверждение: *
Введите слово выше. ..
..
Спасибо за отзыв.
В продаже 57,48 $ 44,95 долл. США
Инструмент Gorilla Tool представляет собой комбинацию измерителя размера болтов, измерителя шага резьбы и таблицы классов прочности болтов, предназначенных для точной замены болтов.
Номер детали: A98
Доступность: В наличии
Количество
- Описание
- Особенности продукта
- Отзывы клиентов
Все-в-одном: Измеритель шага резьбы – Измеритель шага резьбы – Таблица классов прочности болтов Первоначально разработанный для вооруженных сил США, он предназначен для использования в самых экстремальных боевых условиях, где скорость, точность и долговечность необходимы для выживания.
99% НЕРЖАВЕЮЩАЯ СТАЛЬ – она не только устойчива к ржавчине, но и практически не поддается разрушению. Инструмент Gorilla Tool – ценный как для новичка, так и для профессионала, умещается на ладони. Всего 3 1/2 дюйма в длину, 1 1/2 дюйма в ширину и 1/2 дюйма в толщину, его тонкий профиль удобно помещается в карман рубашки или брюк, а предварительно просверленное отверстие 3/16 дюйма позволит вам прикрепить Инструмент Gorilla на вашем поясе с инструментами.
Всего 3 1/2 дюйма в длину, 1 1/2 дюйма в ширину и 1/2 дюйма в толщину, его тонкий профиль удобно помещается в карман рубашки или брюк, а предварительно просверленное отверстие 3/16 дюйма позволит вам прикрепить Инструмент Gorilla на вашем поясе с инструментами.
Он точно измерит шаг резьбы на ваших болтах, а его тонкая конструкция лезвия также покажет шаг резьбы на гайках размером от 1/4 дюйма. На лезвия калибратора болтов нанесена машинная штамповка с указанием диаметра болта и правильного размера ключа. необходима для установки. Кроме того, на задней панели имеется четко обозначенная таблица классов прочности болтов, которая помогает определить правильную твердость болтов, что является ценным при сопоставлении материалов в полевых условиях.
Инструмент Gorilla Tool изготовлен с использованием стопорных винтов центрального узла, что обеспечивает длительный срок службы. Черные оксидированные натяжные колеса с ребрами для надежного нескользящего сцепления. Натяжные колеса позволят вам легко выбрать нужное лезвие и безопасно вставить остальные обратно в раму инструмента.
Натяжные колеса позволят вам легко выбрать нужное лезвие и безопасно вставить остальные обратно в раму инструмента.
Некоторые из множества областей применения этого уникального инструмента включают автомобильную, промышленную, морскую, горнодобывающую и строительную отрасли. Независимо от того, являетесь ли вы механиком, слесарем, инженером или мастером-сделай сам, для Gorilla Tool должно быть зарезервировано место в вашем наборе инструментов. Откажитесь от старого ржавого датчика шага резьбы и сделайте шаг к американскому качеству!
Краткое описание характеристик:
- Высококачественная нержавеющая сталь – без ржавчины!
Натяжные колеса с ребрами для нескользящего захвата
Выемки для пальцев просты в использовании, обеспечивая лучший захват
Закругленные края для предотвращения травм
- Лезвия калибратора болтов
имеют маркировку диаметра болта и размера ключа
- Доступен в дюймовом и метрическом размерах
Предварительно просверлены отверстия для ремня с инструментами
Военный класс с машинной маркировкой для обеспечения долговечности
Разработан, Произведено и собрано в США
Американское стандартное (дюймовое) устройство включает в себя лезвия для калибровочных болтов диаметром от 1/4 дюйма до 1 дюйма, а также полный набор калибров с обычным шагом от 8 до 28 шагов на дюйм.
Таблица размеров:
Размеры болтов | Размеры ключа | Резьба на дюйм | |
| 1/4″ | 7/16″ | 8 | |
| 5/16″ | 1/2″ | 9 | |
| 3/8″ | 9/16″ | 10 | |
| 7/16″ | 5/8″ | 11 | |
| 1/2″ | 3/4″ | 12 | |
| 9/16″ | 7/8″ | 13 | |
| 5/8 “ | 1 5/16″ | 14 | |
| 3/4 “ | |||
| 3/4″ | |||
| 3/4 “ | 111111111111111111111111111111111111111111111111111111111н1 гланорна.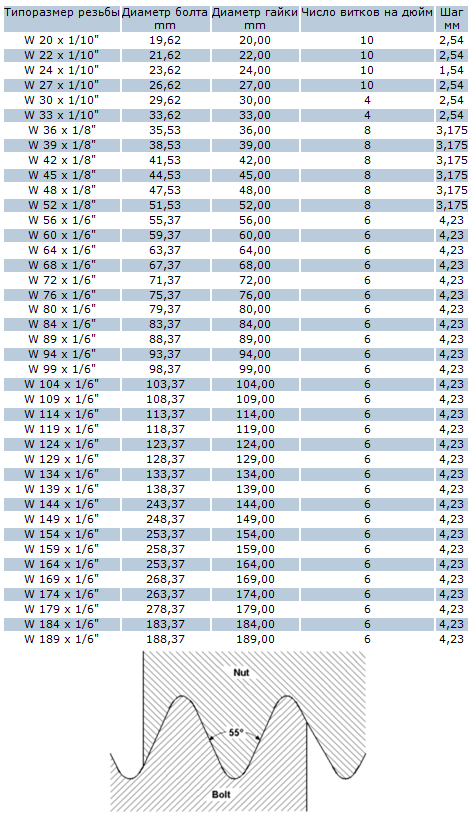 8″ 8″ | 1 5/16″ | 18 |
| 1″ | 1 1/2″ | 20 | |
| | | 24 | |
| | | 28 |
Справочник:
Инструмент Gorilla: Американская модель (A98)
- Национальный номер запаса (NSN): 5210-01-455-2936
- Национальный элемент.
Список рассылки
Подписаться
Отписаться
Ой! Введенный адрес электронной почты недействителен.
Уухууууууууууууууууууууууууууууу Вы успешно подписались.
Хорошо! Вы отписались.
ТОП0 товаров
Крупная резьба Серия UNC
| Размер | Большой диаметр | Количество ниток на дюйм | Диаметр шага | Малый диаметр Внешний a | Малый диаметр Внутренний b | Зона малого диаметра | Зона растягивающих напряжений |
| # | дюймов | точек на дюйм | дюймов | дюймов | дюймов | кв. дюйм дюйм | кв. дюйм |
| #1* | 0,073 | 64 | 0,0629 | 0,0544 | 0,0561 | 0,00218 | 0,00263 |
| #2 | 0,086 | 56 | 0,0744 | 0,0648 | 0,0667 | 0,0031 | 0,0037 |
| #3* | 0,099 | 48 | 0,0855 | 0,0741 | 0,0764 | 0,00406 | 0,00487 |
| #4 | 0,112 | 40 | 0,0958 | 0,0822 | 0,0849 | 0,00496 | 0,00604 |
| #5 | 0,125 | 40 | 0,1088 | 0,0952 | 0,0979 | 0,00672 | 0,00796 |
| #6 | 0,138 | 32 | 0,1177 | 0,1008 | 0,1042 | 0,00745 | 0,00909 |
| #8 | 0,164 | 32 | 0,1437 | 0,1268 | 0,1302 | 0,01196 | 0,014 |
| #10 | 0,19 | 24 | 0,1629 | 0,1404 | 0,1449 | 0,0145 | 0,0175 |
| #12* | 0,216 | 24 | 0,1889 | 0,1664 | 0,1709 | 0,0206 | 0,0242 |
| ¼ | 0,25 | 20 | 0,2175 | 0,1905 | 0,1959 | 0,0269 | 0,0318 |
| 5/16 | 0,3125 | 18 | 0,2764 | 0,2464 | 0,2524 | 0,0454 | 0,0524 |
| 3/8 | 0,375 | 16 | 0,3344 | 0,3005 | 0,3073 | 0,0678 | 0,0775 |
| 7/16 | 0,4375 | 14 | 0,3911 | 0,3525 | 0,3602 | 0,0933 | 0,1063 |
| ½ | 0,5 | 13 | 0,45 | 0,4084 | 0,4167 | 0,1257 | 0,1419 |
| 16 сентября | 0,5625 | 12 | 0,5084 | 0,4633 | 0,4723 | 0,162 | 0,182 |
| 5/8 | 0,625 | 11 | 0,566 | 0,5168 | 0,5266 | 0,202 | 0,226 |
| ¾ | 0,75 | 10 | 0,685 | 0,6309 | 0,6417 | 0,302 | 0,334 |
| 7/8 | 0,875 | 9 | 0,8028 | 0,7427 | 0,7547 | 0,419 | 0,462 |
| 1 | 1 | 8 | 0,9188 | 0,8512 | 0,8647 | 0,551 | 0,606 |
| 1-1/8 | 1,125 | 7 | 1. 0322 0322 | 0,9549 | 0,9704 | 0,693 | 0,763 |
| 1¼ | 1,25 | 7 | 1.1572 | 1.0799 | 1.0954 | 0,89 | 0,969 |
| 1-3/8 | 1,375 | 6 | 1,2667 | 1.1766 | 1.1946 | 1.054 | 1,155 |
| 1½ | 1,5 | 6 | 1.3917 | 1.3016 | 1.3196 | 1,294 | 1.405 |
| 1¾ | 1,75 | 5 | 1.6201 | 1,5119 | 1,5335 | 1,74 | 1,9 |
| 2 | 2 | 4,5 | 1,8557 | 1,7353 | 1,7594 | 2,3 | 2,5 |
| 2¼ | 2,25 | 4,5 | 2. 1057 1057 | 1,9853 | 2.0094 | 3,02 | 3,25 |
| 2½ | 2,5 | 4 | 2,3376 | 2.2023 | 2,2294 | 3,72 | 4 |
| 2¾ | 2,75 | 4 | 2,5876 | 2,4523 | 2,4794 | 4,62 | 4,93 |
| 3 | 3 | 4 | 2,8376 | 2,7023 | 2,7294 | 5,62 | 5,97 |
| 3¼ | 3,25 | 4 | 3.0876 | 2,9523 | 2,9794 | 6,72 | 7,1 |
| 3½ | 3,5 | 4 | 3,3376 | 3. 2023 2023 | 3.2294 | 7,92 | 8,33 |
| 3¾ | 3,75 | 4 | 3,5876 | 3,4523 | 3,4794 | 9.21 | 9,66 |
| 4 | 4 | 4 | 3,8376 | 3,7023 | 3,7294 | 10,61 | 11.08 |
| # | дюймов | точек на дюйм | дюймов | дюймов | дюймов | кв. дюйм | кв. дюйм |
| Размер | Большой диаметр | Количество ниток на дюйм | Диаметр шага | Малый диаметр Внешний a | Малый диаметр Внутренний b | Зона малого диаметра | Зона растягивающих напряжений |
| * Дополнительный размер | a Форма для резьбы UNR | b Основной малый диаметр | |||||
Тонкая резьба против обычной резьбы: прочность и использование
Изучите основные различия между винтами с мелкой и крупной резьбой, чтобы выбрать предпочтительный вариант
При выборе правильного крепежа для применения на строительной площадке проектировщики и подрядчики получают, казалось бы, неограниченное количество вариантов. Одной характеристикой, которая имеет жизненно важное значение для производительности, но которую часто упускают из виду, является конструкция резьбы винта. В частности, возникает ряд вопросов, связанных с разницей между крепежными изделиями с мелкой и крупной резьбой. К сожалению, между ними нет универсального «лучшего» варианта, поэтому дизайнеру необходимо будет взвесить все «за» и «против», чтобы выбрать правильный крепеж для своего применения.
Одной характеристикой, которая имеет жизненно важное значение для производительности, но которую часто упускают из виду, является конструкция резьбы винта. В частности, возникает ряд вопросов, связанных с разницей между крепежными изделиями с мелкой и крупной резьбой. К сожалению, между ними нет универсального «лучшего» варианта, поэтому дизайнеру необходимо будет взвесить все «за» и «против», чтобы выбрать правильный крепеж для своего применения.
Краткое руководство – конструкция с мелкой и крупной резьбой
В. В чем разница между крепежными деталями с мелкой и крупной резьбой?
A. Крепеж с мелкой резьбой соответствует застежке с большим количеством витков на расстояние вдоль застежки. Напротив, застежка с крупной резьбой соответствует застежке с небольшим количеством витков на расстояние вдоль застежки.
В. Мелкая нить прочнее крупной?
A. Для крепежа с одинаковым номинальным размером крепеж с мелкой резьбой прочнее крупного.
Для крепежа с одинаковым номинальным размером крепеж с мелкой резьбой прочнее крупного.
В. Мелкая или крупная резьба обеспечивает лучшую коррозионную стойкость?
A. Коррозионная стойкость зависит от материала крепежа и гальванического покрытия или покрытия, используемого на изделии. Крепежные изделия с крупной или мелкой резьбой не обладают коррозионным преимуществом. Прочтите наше руководство по защите зданий от коррозии, чтобы узнать больше.
В. Когда следует использовать крепеж с мелкой резьбой, а когда с крупной резьбой?
A. Это зависит от конкретного приложения. Однако, как правило, крепеж с крупной резьбой следует использовать в хрупких материалах (фанера, OSB, SPF и т. д.) или в тонкостенных металлах.
Разница между мелкой и крупной резьбой
При обсуждении мелкой и крупной резьбы бригады строителей фактически обсуждают основное значение шага резьбы. Его можно определить как расстояние между двумя витками резьбы на стержне застежки. Обычно это измеряется в нитях на дюйм (TPI). Более высокое значение TPI указывает на меньший шаг резьбы.
Его можно определить как расстояние между двумя витками резьбы на стержне застежки. Обычно это измеряется в нитях на дюйм (TPI). Более высокое значение TPI указывает на меньший шаг резьбы.
Крепеж с мелкой резьбой соответствует крепежу с высоким значением TPI. Напротив, застежка с крупной резьбой соответствует застежке с низким значением TPI.
Что прочнее: тонкая или крупная нить?
Прочностные характеристики, такие как сопротивление растяжению и сдвигу, только тангенциально связаны с шагом резьбы. Наименьший диаметр крепежного элемента является величиной, влияющей на прочностные характеристики. Его можно определить как диаметр вала без резьбы. Напротив, большой диаметр – это диаметр резьбы вала, который определяет номинальный размер крепежной детали.
Размеры крепежных изделий номинально описываются значением их большого диаметра. В Соединенных Штатах это обычно обозначается знаком фунта, за которым следует число (пример: #12). Из-за производственных ограничений крепежные детали с мелкой резьбой всегда будут иметь большие значения малого диаметра, чем их аналоги с крупной резьбой того же размера. Это означает, что для двух креплений одинакового размера и материала крепление с мелкой резьбой будет иметь лучшие прочностные характеристики.
Из-за производственных ограничений крепежные детали с мелкой резьбой всегда будут иметь большие значения малого диаметра, чем их аналоги с крупной резьбой того же размера. Это означает, что для двух креплений одинакового размера и материала крепление с мелкой резьбой будет иметь лучшие прочностные характеристики.
Что обеспечивает лучшую коррозионную стойкость: мелкая или крупная резьба?
Профиль резьбы крепежа не влияет на его коррозионную стойкость в реальных условиях. Обычно это определяется гальванопокрытием или покрытием, нанесенным на застежку. Подробное руководство см. в нашем официальном документе по коррозионной стойкости.
Свяжитесь с SFS, позвонив по телефону (610) 376 5751, чтобы обсудить, какие крепежные детали с мелкой или крупной резьбой лучше подходят для конкретных потребностей вашего проекта. Наша команда может ответить на все вопросы, порекомендовать конкретные части и обсудить различные способы, которыми мы можем помочь вам в достижении ваших целей.
Когда использовать крепеж с мелкой резьбой по сравнению с крепежом с крупной резьбой
Установочный материал является наиболее важным фактором при выборе профиля резьбы крепежа. Это происходит из-за результирующего сопротивления вытягиванию, которое определяется профилем резьбы. Вытягивание можно определить как максимальную растягивающую нагрузку, при которой резьбовое соединение крепежного элемента остается неповрежденным в подложке для нанесения.
Для большинства вторичных креплений (кровля, облицовка, дождевик, коммерческое строительство и т. д.) применимы следующие правила:
1. Крепеж с мелкой резьбой следует использовать в сочетании с толстыми металлическими изделиями. Крепеж с крупной резьбой следует использовать в сочетании с тонкими металлическими изделиями.
Крупная резьба имеет «зажимную» функцию при использовании в тонкостенных изделиях, что увеличивает сопротивление вытягиванию. Этот тип «зажимного» действия, при котором подложка фиксируется между нитями, был бы невозможен с тонкими нитями. Тем не менее, мелкая резьба обеспечивает больше точек соединения в толстых материалах, что повышает эффективность вытягивания. Кроме того, из-за небольшой разницы между второстепенным и большим диаметрами мелкой резьбы обычно требуется меньше усилий для вбивания этих типов крепежных изделий в прочные основания.
Этот тип «зажимного» действия, при котором подложка фиксируется между нитями, был бы невозможен с тонкими нитями. Тем не менее, мелкая резьба обеспечивает больше точек соединения в толстых материалах, что повышает эффективность вытягивания. Кроме того, из-за небольшой разницы между второстепенным и большим диаметрами мелкой резьбы обычно требуется меньше усилий для вбивания этих типов крепежных изделий в прочные основания.
2. Крепления с мелкой резьбой следует использовать в сочетании с более толстыми и прочными металлическими изделиями. Крепеж с крупной резьбой следует использовать в сочетании с более хрупкими материалами, такими как фанера, OSB и пиломатериалы размером 2 x 4 дюйма.
Волокнистые материалы, такие как фанера, легче встраиваются в профили с крупной резьбой. Это обеспечивает дополнительное сопротивление вытягиванию, так как большая площадь поверхности нитей соприкасается с подложкой. Хотя это свойство было бы полезно при использовании более толстых металлов, трудности в процессе установки делают почти невозможным полную посадку крепежных деталей с крупной резьбой.