Шаг метрической резьбы нормальный: Метрические резьбы М 1,4-М 48. Основной шаг резьбы.
alexxlab | 10.05.2019 | 0 | Разное
Как отличить дюймовый и метрический крепеж и определить шаг резьбы
Резьбовой крепеж это один из самых распространенных типов крепежей, который используется для сборки различных конструкций и соединительных элементов. Сложно найти тут отрасль промышленности и производства, где бы ни использовался резьбовой крепеж. Существует несколько характерных отличий, по которым отличают разные типы данных крепежных элементов. Один из таких типов это единицы измерения резьбы: миллиметры или дюймы.
Резьбовой крепеж это один из самых распространенных типов крепежей, который используется для сборки различных конструкций и соединительных элементов. Сложно найти тут отрасль промышленности и производства, где бы ни использовался резьбовой крепеж. Существует несколько характерных отличий, по которым отличают разные типы данных крепежных элементов. Один из таких типов это единицы измерения резьбы: миллиметры или дюймы.
Встречается ситуация, когда нужно заменить болт, но подобранный максимально схожий болт не вворачивается в посадочное отверстие или наоборот, вворачивается, но при этом сильно болтается. На практике, в большинстве случаев, это происходит из-за путаницы в типах резьбы: дюймовый винт пытаются вкрутить в метрическое отверстие и наоборот. Такая ситуация часто возникает при замене крепежа на автомобилях или каком-либо оборудовании сделанном в США, Японии или Австралии. В таких странах дюймовая резьба является приоритетной. Давайте разберемся, каким образом, в домашних условиях, можно разобраться к какой категории крепежного изделия принадлежит болт, к примеру, выкрученный из защиты автомобиля.
Замер диаметра
Характерными отличиями дюймовой резьбы от метрической являются признаки несоответствия размера диаметра резьбы. Без специального инструмента, не имея специальных навыков, отличить дюймовую резьбу от метрической резьбы практически невозможно. Нам понадобится штангенциркуль, чтобы замерить диаметр болта, который нужно проверить.
|
Номинальный размер |
Наружный диаметр, мм |
UNC, ниток на дюйм |
UNF, ниток на дюйм |
|
№0 |
1,524 |
64 |
|
|
№1 |
1,778 |
64 |
72 |
|
№2 |
2,184 |
56 |
64 |
|
№3 |
2,515 |
48 |
56 |
|
№4 |
2,845 |
40 |
48 |
|
№5 |
3,175 |
40 |
44 |
|
№6 |
3,505 |
32 |
40 |
|
№8 |
4,165 |
32 |
36 |
|
№10 |
4,826 |
24 |
32 |
|
№12 |
5,486 |
24 |
28 |
|
1/4 |
6,35 |
20 |
28 |
|
5/16 |
7,937 |
18 |
24 |
|
3/8 |
9,525 |
16 |
24 |
|
7/16 |
11,113 |
14 |
20 |
|
1/2 |
12,7 |
13 |
20 |
|
1 |
25,4 |
8 |
12 |
Замеряем шаг резьбы
При помощи линейки или штангенциркуля измеряем количество витков в одном дюйме, как нам известно, 1 дюйм=25,4 мм. На обычной линейке необходимо отметить 25,4мм. Шаг метрической резьбы на мелком крепеже вычисляем измерением расстояния между 10 витками, а полученное значение делим на 10. Полученные данные следует сопоставить с таблицей метрического крепежа. На тип и размер резьбы указывает совпадение по количеству витков, диаметру и шагу.
На обычной линейке необходимо отметить 25,4мм. Шаг метрической резьбы на мелком крепеже вычисляем измерением расстояния между 10 витками, а полученное значение делим на 10. Полученные данные следует сопоставить с таблицей метрического крепежа. На тип и размер резьбы указывает совпадение по количеству витков, диаметру и шагу.
|
Диаметр резьбы |
Шаг резьбы, мм |
|||
|
Шаг основной резьбы, мм |
Шаг мелкой резьбы, мм |
|||
|
Мелкая |
Мелкая 2 |
Мелкая3 |
||
|
М 1 |
0.25 |
0.2 |
- |
- |
|
М 1.2 |
0.25 |
0.2 |
- |
- |
|
M 1.4 |
0.3 |
0.2 |
- |
- |
|
M 1.6 |
0.35 |
0.2 |
- |
- |
|
M 1. |
0.35 |
0.2 |
- |
- |
|
M 2 |
0.4 |
0.25 |
- |
- |
|
M 2.2 |
0.45 |
0.25 |
- |
- |
|
M 2.5 |
0.45 |
0.35 |
- |
- |
|
M 3 |
0.5 |
0.35 |
- |
- |
|
M 3.5 |
0.6 |
0.35 |
- |
- |
| M 4 |
0.7 |
0.5 |
- |
- |
|
M 4.5 |
0.7 |
- |
- |
- |
|
M 5 |
0. |
0.5 |
- |
- |
|
M 5.5 |
- |
0.5 |
- |
- |
|
M 6 |
1 |
0.75 |
0.5 |
- |
|
M 7 |
1 |
0.75 |
0.5 |
- |
|
M 8 |
1.25 |
1 |
0.75 |
0.5 |
|
M 10 |
1.5 |
1.25 |
1 |
0.75 |
|
M 12 |
1.75 |
1.5 |
1.25 |
1 |
|
M 14 |
2 |
1.5 |
1.25 |
1 |
|
M 16 |
2 |
1. |
- |
1 |
|
M 18 |
2.5 |
2 |
1.25 |
1 |
|
M 20 |
2.5 |
2 |
1.25 |
1 |
|
M 22 |
2.5 |
2 |
1.5 |
1 |
|
M 24 |
3 |
2 |
1.5 |
1 |
|
M 27 |
3 |
2 |
1.5 |
1 |
|
M 30 |
3.5 |
2 |
1.5 |
1 |
 8
8
 8
8
 5
5
Необходимо отметить, что существует много разных видов дюймовых и метрических резьб и для более подробного разбора, к какому размеру и типу принадлежит данный болт, советуем обратиться к специалистам, у которых имеются все необходимые знания в области крепежа и соответствующие инструменты для определения к какой именно категории относится данное изделие.
Основной шаг резьбы м10
Одним из достижений, которое сыграло немаловажную роль в ускорении научно-технического прогресса, отличающего последние 500 лет истории человечества, является изобретение резьбового соединения. Давайте подробнее рассмотрим его особенности.
Заклепки и клинья
В древние времена прочность сборным конструкциям придавалась такими способами соединения как клинья (в деревянных изделиях) и заклепки (в изделиях из металла). Главным недостатком подобных соединений была и остается невозможность повторного использования крепежных приспособлений.
Клинья и заклепки имеют одноразовое использование, а это требует излишних затрат. Первые резьбы также имели существенное ограничение, поскольку они изготавливались не на станках для нарезания, а при помощи шаблонов, которыми резьбу выковывали на раскаленном металле. О взаимозаменяемости деталей, имевших внешнюю и внутреннюю резьбу, изготовленную таким образом, речь не шла.
Метрическая резьба
В большинстве стран мира принята метрическая система измерения, в основе которой лежит условность, что в одном метре находится тысяча миллиметров. Эта система измерения и набиравшее обороты производство машин привело к широкому распространению метрической резьбы и простоте ее обозначения. К примеру, обозначение М10 (резьба) – здесь буква «М» указывает на ее диаметр в метрической системе измерений.
Однако это еще не все параметры, которыми характеризуется резьбовое соединение. В данном случае в характеристике “резьба М10”, диаметр обозначен числом 10, оно указывает на внешний диаметр на болте. Кроме диаметра резьбы, есть еще такой показатель, как шаг резьбы.
В зависимости от необходимости прочности соединения, шаг резьбы может быть разным. Так, стандартная резьба М10 может иметь следующие значения шага:
Для самой крупной стандартной резьбы шаг в ее обозначении может не указываться, поскольку он принят за основной. Значит, если мы видим обозначение М10, и после этого нет никаких добавлений, то по умолчанию эта М10-резьба имеет шаг 1,25 миллиметра.
Значит, если мы видим обозначение М10, и после этого нет никаких добавлений, то по умолчанию эта М10-резьба имеет шаг 1,25 миллиметра.
Внутренняя метрическая резьба
Естественно, для того чтобы резьбовое соединение было применено, должны сочетаться две резьбы, нарезанные в соответствующих местах соединяемых деталей:
- внешняя – на болте или шпильке;
- внутренняя – в гайке или теле детали.
В детали, в которой будет применяться внутренняя резьба М10, отверстие должно быть высверлено с учетом длинны и шага. Этот диаметр зачастую легко вычислить, имея элементарные знания в математике и даже не имея под рукой таблиц со стандартными значениями, поскольку принятый в метрической системе стандарт для резьбы имеет угол вершины профиля 60 градусов.
Правила равнобедренного треугольника и теорема Пифагора позволят с легкостью определить, что высота резьбы с шагом 1 миллиметр будет равна 0,866 миллиметра. Таким образом, отверстие, в котором будет создаваться М10-резьба, должно составлять не менее 8,268 мм:
10 – 0,866 – 0,866 = 0,8268
Поскольку резьба находится с двух сторон от оси сверления, высоту резьбы отнимаем от внешнего диаметра два раза.
Почему существует разный шаг
Как уже говорилось ранее, в зависимости от требуемой прочности соединения применяется разный шаг резьбы. Наиболее распространенный среди используемых в машиностроении и других областях – это крупный шаг. Однако для повышенной прочности соединения применяется и малый шаг резьбы.
Его, помимо этого, используют также и там, где требуется большая точность. Например, в измерительном инструменте более высокой точности, нежели штангенциркуль, используется метрическая резьба с малым или очень малым шагом резьбы. В таком случае поступательное движение, размер которого нужно измерить, распределяется на длину окружности резьбы, что дает возможность измерять не только десятые, но и сотые доли миллиметра.
Естественно, что крупный шаг резьбы помешает точному измерению. Ведь М10-резьба с крупным шагом в 1,25 миллиметра будет иметь измерительную точность в два с половиной раза меньшую, нежели с очень мелким шагом в 0,5 миллиметра.
Ведь М10-резьба с крупным шагом в 1,25 миллиметра будет иметь измерительную точность в два с половиной раза меньшую, нежели с очень мелким шагом в 0,5 миллиметра.
Стоит отметить, что из-за более сложного (с точки зрения технологии) получения резьбы с очень малым шагом, она практически не применяется в машиностроении. Основная область ее применения – это измерительный инструмент.
Хотя большинство резьбовых соединений имеет правую резьбу (чтобы закрутить болт, его нужно вращать по часовой стрелке), при необходимости может применяться и левая. Например, комплект педалей для велосипеда имеет левую и правую крепежную резьбу.
Многие из вас сталкивались с нарезанием внутренней резьбы с помощью метчика и у многих возникал вопрос — какого диаметра должно быть сверло под резьбу, к примеру М8 или М10. Ведь при нарезке резьбы первоначальной задачей становится сверление отверстия подходящего диаметра, чтобы метчик резал металл не слишком туго и в то же время не болтался. Поэтому расскажу, как можно самому высчитать правильный диаметр сверла под любую метрическую резьбу.
На самом деле все просто, как вы знаете, параметров резьбы всего 2: это диаметр и шаг. Еще можно заметить(для тех кто не знает), что резьба бывает стандартная(со стандартным шагом) и любая другая. К примеру, стандартная резьба для 10 мм — это 1.5мм, то есть М10*1.5. Но ведь встречается довольно часто резьба 10*1.25 и 10*1. Буква М на резьбе означает, что резьба метрическая. А бывает еще трубная(читать про трубные плашки). Ну а в этой статье мы разберем все нюансы нарезания метрической резьбы и конечно же узнаем, как вычислить диаметр сверла под резьбу.
Значит, как я уже говорил, в основу расчетов берем диаметр и шаг. Просто вычитаем из диаметра шаг резьбы и полученная цифра будет диаметром требуемого сверла. Давайте посчитаем диаметр сверла под резьбу М8(стандартная).
8 минус 1.25(стандартный шаг) получаем 6.75 мм — именно такое сверло нужно, чтобы нарезать резьбу М8. А например, резьба 8*1 — сверло получится диаметром 7 мм. Надеюсь, все понятно. Также предоставлю вам нужную табличку стандартных резьб(то есть вы сможете узнать, какой шаг стандартный у определенного диаметра) и диаметр сверл для них.
А например, резьба 8*1 — сверло получится диаметром 7 мм. Надеюсь, все понятно. Также предоставлю вам нужную табличку стандартных резьб(то есть вы сможете узнать, какой шаг стандартный у определенного диаметра) и диаметр сверл для них.
Помимо стандартной резьбы встречаются шаги 0.75(для мелких резьб до М10), 1 мм, 1.25 мм, 2 мм(у крупных метчиков и плашек).
Надеюсь, данная статья помогла вам самостоятельно рассчитать требуемый диаметр сверла под нарезаемую резьбу. Кстати, резьбу нарезайте не «на сухую», а подливайте машинного или бытового масла. Это снизит нагрузку на метчик-плашку, да и резать так гораздо легче.
Источник
Там же про плашки и другое по теме.
В таблице указаны диаметры сверл и отверстий для нарезания метрической резьбы с крупным шагом.
| Обозначение резьбы | Шаг резьбы, мм | Диаметр сверла под резьбу, мм | Диаметр отверстия под резьбу с полем допуска, мм | ||||
|---|---|---|---|---|---|---|---|
| 4H5H; 5H; 5H6H; 6H; 7H | 6G; 7G | 4H5H; 5H | 5H6H; 6H; 6G | 7H; 7G | |||
| Номинальный | Предельные отклонения | ||||||
| М1 | 0.25 | 0.75 | 0.75 | 0.77 | +0.04 | +0.06 | – |
| М1.1 | 0.25 | 0.85 | 0.85 | 0.87 | +0.04 | +0.06 | – |
| М1.2 | 0.25 | 0.95 | 0.95 | 0.97 | +0.04 | +0.06 | – |
| М1.4 | 0.3 | 1.1 | 1.1 | 1.12 | +0.04 | +0.06 | – |
| М1.6 | 0.35 | 1.25 | 1.25 | 1.27 | +0.05 | +0.07 | – |
| М1.8 | 0.35 | 1.45 | 1.45 | 1.47 | +0.05 | +0.07 | – |
| М2 | 0.4 | 1.6 | 1. 6 6 | 1.62 | +0.06 | +0.08 | – |
| М2.2 | 0.45 | 1.75 | 1.75 | 1.77 | +0.07 | +0.09 | – |
| М2.5 | 0.45 | 2.05 | 2.05 | 2.07 | +0.07 | +0.09 | – |
| М3 | 0.5 | 2.5 | 2.5 | 2.52 | +0.08 | +0.1 | +0.14 |
| М3.5 | 0.6 | 2.9 | 2.9 | 2.93 | +0.08 | +0.11 | +0.15 |
| М4 | 0.7 | 3.3 | 3.3 | 3.33 | +0.08 | +0.12 | +0.16 |
| М4.5 | 0.75 | 3.75 | 3.7 | 3.73 | +0.09 | +0.13 | +0.18 |
| М5 | 0.8 | 4.2 | 4.2 | 4.23 | +0.11 | +0.17 | +0.22 |
| М6 | 1 | 5 | 4.95 | 5 | +0.17 | +0.2 | +0.26 |
| М7 | 1 | 6 | 5.95 | 6 | +0.17 | +0.2 | +0.26 |
| М8 | 1.25 | 6.8 | 6.7 | 6.75 | +0.17 | +0.2 | +0.26 |
| М9 | 1.25 | 7.8 | 7.7 | 7.75 | +0.17 | +0.2 | +0.26 |
| М10 | 1.5 | 8.5 | 8.43 | 8.5 | +0.19 | +0.22 | +0.3 |
| М11 | 1.5 | 9.5 | 9.43 | 9.5 | +0.19 | +0.22 | +0.3 |
| М12 | 1.75 | 10.2 | 10.2 | 10.25 | +0.21 | +0.27 | +0.36 |
| М14 | 2 | 12 | 11.9 | 11.95 | +0.24 | +0.3 | +0.4 |
| М16 | 2 | 14 | 13.9 | 13.95 | +0.24 | +0.3 | +0.4 |
| М18 | 2.5 | 15. 5 5 | 15.35 | 15.4 | +0.3 | +0.4 | +0.53 |
| М20 | 2.5 | 17.5 | 17.35 | 17.4 | +0.3 | +0.4 | +0.53 |
| М22 | 2.5 | 19.5 | 19.35 | 19.4 | +0.3 | +0.4 | +0.53 |
| М24 | 3 | 21 | 20.85 | 20.9 | +0.3 | +0.4 | +0.53 |
| М27 | 3 | 24 | 23.85 | 23.9 | +0.3 | +0.4 | +0.53 |
| М30 | 3.5 | 26.5 | 26.3 | 26.35 | +0.36 | +0.48 | +0.62 |
| М33 | 3.5 | 29.5 | 29.3 | 29.35 | +0.36 | +0.48 | +0.62 |
| М36 | 4 | 32 | 31.8 | 31.85 | +0.36 | +0.48 | +0.62 |
| М39 | 4 | 35 | 34.8 | 34.85 | +0.36 | +0.48 | +0.62 |
| М42 | 4.5 | 37.5 | 37.25 | 37.3 | +0.41 | +0.55 | +0.73 |
| М45 | 4.5 | 40.5 | 40.25 | 40.3 | +0.41 | +0.55 | +0.73 |
| М48 | 5 | 43 | 42.7 | 42.8 | +0.45 | +0.6 | +0.8 |
| М52 | 5 | 47 | 46.7 | 46.8 | +0.45 | +0.6 | +0.8 |
Отверстия под резьбу
Таблица сверл для отверстий под нарезание трубной цилиндрической резьбы.
Размеры гаек под ключ
Основные размеры под ключ для шестигранных головок болтов и шестигранных гаек.
G и M коды
Примеры, описание и расшифровка Ж и М кодов для создания управляющих программ на фрезерных и токарных станках с ЧПУ.
Типы резьб
Типы и характеристики метрической, трубной, упорной, трапецеидальной и круглой резьбы.
Масштабы чертежей
Стандартные масштабы изображений деталей на машиностроительных и строительных чертежах.
Режимы резания
Онлайн калькулятор для расчета режимов резания при точении.
Отверстия под резьбу
Таблица сверл и отверстий для нарезания метрической резьбы c крупным (основным) шагом.
Станки с ЧПУ
Классификация станков с ЧПУ, станки с ЧПУ по металлу для точения, фрезерования, сверления, расточки, нарезания резьбы, развёртывания, зенкерования.
Режимы резания
Онлайн калькулятор для расчета режимов резания при фрезеровании.
Форматы чертежей
Таблица размеров сторон основных и дополнительных форматов листов чертежей.
CAD/CAM/CAE системы
Системы автоматизированного проектирования САПР, 3D программы для проектирования, моделирования и создания 3d моделей.
Чтение чертежей
Техническое черчение, правила выполнения чертежей деталей и сборочных чертежей.
Виды шага резьбы у болтов и гаек
Резьба — это вид нарезки поверхности крепежных элементов с поочередными выступами и впадинами. Используется несколько ее видов и самые популярные – метрическая и дюймовая, кроме этого есть дюймовая трубная, шурупная, трапецеидальная. Сейчас мы поговорим только о метрической резьбе, так как в России и странах СНГ она наиболее распространенная.
Во всех крепежных элементах – болтах, винтах, саморезах, шурупах используют резьбу с основным (крупным) или мелким шагом.
И тот и другой вид характеризуется несколькими основными параметрами:
- Профиль резьбы – очертания выступов и впадин в продольном сечении крепежного изделия, проходящем вдоль оси крепежа.
- Шаг резьбы – расстояние между двумя соседними выступами, измеренное вдоль оси крепежного элемента.
- Угол профиля – значение угла между гранями профиля, измеряемый в сечении плоскостью вдоль оси крепежа.
- Наружный диаметр – наибольший диаметр крепежа, измеряемый по вершинам профиля.

- Ход резьбы – значение продольного перемещения крепежного элемента за один поворот.
ГОСТ 8724-81 определяет, что шаг от 1 до 68 мм – крупный шаг, выше чем 68 мм – только мелкий шаг. Также, следует отметить тот факт, что мелкий шаг резьбы может быть разным при одном и том же диаметре стержня, а крупный имеет только одно значение.
У метрической резьбы профиль равнобедренного треугольника с углом 60°, который еще называют крепежным. Так как все параметры резьбы – диаметр и шаг, обозначаются в миллиметрах, то и названа она «метрической». Используется для нанесения как на наружных, так и внутренних поверхностей крепежных элементов, чаще всего цилиндрической формы. Существует несколько стандартов на метрическую резьбу. Например, в Европе и США чаще применяется метрическая резьба стандарта ISO. Метрическая обозначается буквой “М” c указанием значения наружного диаметра резьбы и, после знака умножения “×”, обозначение шага резьбы (к примеру, М12×0.75).
Примеры маркировки резьбы- Метрическая резьба с крупным шагом традиционно обозначается буквой “M”, за которой указано значение наружного диаметра, но шаг при этом не указывается (к примеру, M8, М10, М14). Как правило под резьбой ISO подразумевается именно резьба с нормальным (крупным) шагом.
- Метрическая резьба с мелким шагом также обозначается буквой “M”, но в маркировке номинала резьбы всегда указан размер шага в мм (например, М8×1). За рубежом она иногда (например, в заголовках таблиц) может обозначаться буквами “MF” (от “Fine” – “Мелкий”).
Обычно крепеж с мелких шагом резьбы применяется в условиях небольшой вибрации или толчков, поэтому используются в автомобилестроении, авиастроении и для скрепления высокоточных механизмов в машиностроении.
Что касается обычного шага, то такие крепежи самые популярные и их эксплуатируют практически везде и повсеместно.
Как определить шаг резьбы без резьбомера?В некоторых ситуациях у вас есть у вас есть болт или гайка с неизвестными параметрами резьбы, а под рукой кроме линейки нет никакого измерительного инструмента. Сразу стоит уточнить, что с помощью линейки можно получить только грубый результат, поэтому если вы собираетесь регулярно проводить подобные измерения, лучше приобрести резьбомер и штангенциркуль.
Сразу стоит уточнить, что с помощью линейки можно получить только грубый результат, поэтому если вы собираетесь регулярно проводить подобные измерения, лучше приобрести резьбомер и штангенциркуль.
Резьбы выполняются по утвержденным стандартам, что позволило унифицировать все резьбовые соединения. Шагом метрической резьбы называют расстояние между соседними вершинами или впадинами резьбового профиля. Именно это расстояние нам и предстоит измерить.
Как определить шаг резьбы болтаПриложите линейку в резьбовой части болта. Если ее миллиметровые деления совпадают с вершинами бороздок, то у вас без вариантов шаг в 1 мм. Если нет, то нужно посчитать количество витков N на определенном отрезке длины L. Первую нитку в расчет не берите, потому что от нее идет отсчет, и она считается нулевой.
Длину выбранного отрезка в миллиметрах разделите на количество витков, чтобы получить шаг Р.
Например: P= L/(N-1) = 20 мм/(17-1) витков = 1.25 мм.
Как определить шаг резьбы гайкиДля измерения шага внутренней резьбы гайки лучший способ – подобрать ответный болт, который бы свободно ввинчивался в резьбовое отверстие, а затем произвести расчет по нему. Если подходящих винтов нет, то можно воспользоваться простым способом для которого потребуется листок бумаги и линейка.
Оторвите небольшую полоску бумаги и поместите ее в гайку. Прижмите пальцем бумагу к резьбе, так чтобы на ней остался отпечаток резьбовой поверхности. Для лучшей видимости можно провести по граням витков мазутом или маркером. Приложив к отпечатку линейку, измерьте расстояние L между крайними рисками и посчитайте количество рисок n на этом участке за минусом первой (нулевой). Выполните вычисления по формуле Р = L/(N-1).
Например, оттиск дал 5 четких рисок на отрезке в 10 мм, значит:
Р = L/(N-1) = 10 мм/(5-1) витков = 2.5 мм
Вместо бумаги получить оттиск можно используя спичку или карандаш. Зная внутренний диаметр гайки, предположим 10 мм, и расчетную величину шага, сопоставим полученные данные с таблицей. Находим в резьбовом ряду значение М10 и искомый шаг 2.5 мм (основной). Условное обозначение гайки: М10х2.5.
Зная внутренний диаметр гайки, предположим 10 мм, и расчетную величину шага, сопоставим полученные данные с таблицей. Находим в резьбовом ряду значение М10 и искомый шаг 2.5 мм (основной). Условное обозначение гайки: М10х2.5.
Резьба — Выбор шага – Энциклопедия по машиностроению XXL
При выборе болтов резьбу с крупным шагом следует предпочитать резьбе с мелким шагом. [c.172]Метрические резьбы бывают с крупным и мелким шагом. ГОСТ 8724—81 (СТ СЭВ 181—75) устанавливает три ряда диаметров метрической резьбы, в каждом из которых предусмотрены крупный и мелкие шаги. При выборе диаметров резьб первый ряд следует предпочитать второму, второй —третьему. У резьбы с крупным шагом каждому наружному диаметру соответствует шаг, определяемый зависимостью d (D) яь 6Р 3. У резьбы с мелкими шагами одному наружному диаметру могут соответствовать разные шаги. Метрические резьбы с мелкими шагами применяют при соединении тонкостенных деталей, ограниченной длине свинчивания, а также в случаях, когда требуется повышенная прочность соединения (особенно при переменных нагрузках). [c.277]
Задаются конструкцией гайки (цельная или разъемная) и принимают коэффициент высоты гайки н- Затем определяют средний диаметр резьбы ( 2 [см. формулу (3,172)1 и по ГОСТ 9484—73 принимают размеры резьбы с1, и 2 и р. При выборе шага р надо ориентироваться на средние его значения. Крупный шаг рекомендуется только для высоконагруженных передач, а мелкий — при необходимости перемещений повышенной точности. [c.377]
При выборе шагов резьб крупные шаги следует предпочитать мелким и класс точности резьбы 3 — классам точности 2 и 2а. [c.265]
Примечания. 1. /допуски резьб для резьб с крупными шагами класс точности 2 или 3, с мелкими—2а или 3. 2. При выборе шагов резьб
[c. 310]
310]
При выборе шагов резьб крупные шаги следует предпочитать мелким. [c.235]
Резьба для стандартных болтов применяется метрическая с крупным и мелким шагом. При выборе шагов резьб предпочтение следует отдавать крупным шагам. [c.19]
При выборе резьбовых соединений предпочтение следует отдавать резьбам с крупным шагом и меньшей точности. Однако для резьбовых соединений ответственного назначения, при наличии вибраций и динамических нагрузок, а также при большой длине свинчивания рекомендуется применять соединения с мелким шагом резьбы и повышенной точности. [c.287]
Выбор шага резьбы часто определяется толщиной стенки детали. Так как детали, как правило, тонкостенны, то получили большое распространение резьбы с мелкими шагами. [c.618]
Для формования порошковой детали со сдвигом частиц относительно друг друга применяют штампы, конструкция которых схематично представлена на рис. 3.61. В этих штампах деталь 2 формуют в матрице /. Пуансон 3 совершает винтовое движение перемещается поступательно и одновременно поворачивается благодаря наличию в его приводе пары винт S – гайка с резьбой, имеющей такой шаг, который обеспечивает отсутствие заклинивания при осевой нафузке. С помощью этого штампа можно осуществлять различные соотношения поступательного и вращательного движений пуансона J, имея лишь одну пару винт – гайка с неизменным шагом резьбы. Это достигается выбором жесткости К упругого элемента 6 между верхним торцом винта J и плитой 7, которой штамп соединен с ползуном пресса. При высокой жесткости пуансон будет совершать только поступательное движение, а при нулевой жесткости – в основном вращательное. [c.120]
Типы резцов. Выбор типа резца для заданного технологического процесса зависит от многих факторов размеров профиля резьбы диаметра и шага вида резьбы (наружная или внутренняя) материала режущей части резца серийности производства деталей с резьбой типа станка к его состояния (рис. 1).
[c.521]
1).
[c.521]
ОБОЗНАЧЕНИЕ РЕЗЬБЫ И РЕКОМЕНДАЦИИ ПО ВЫБОРУ ШАГА И КЛАССА ТОЧНОСТИ [c.714]
При выборе шага резьбы необходимо руководствоваться следующими рекомендациями. [c.714]
Для стандартных болтов применяется метрическая резьба с крупным и мелким шагом. При выборе шага резьбы крупный шаг следует предпочитать мелкому. [c.293]
При выборе диаметров резьб ряд I следует предпочитать ряду 2, а ряд 2 — ряду 3. При выборе шагов следует предпочитать меньшие шаги. Диаметры, заключенные в скобки, применять не рекомендуется. [c.102]
При. выборе шага резьбы предпочтительными являются подчеркнутые. значения. [c.271]
Средний диаметр резьбы (фиг. 304) является основной величиной, характеризующей степень точности метчика. При выборе отклонений необходимо учитывать погрешность изготовления самого среднего диаметра, погрешности шага и угла профиля резьбы метчика, погрешности шага и угла профиля резьбы проходного резьбового калибра. Средний диаметр метчика в результате трения, возникающего на сторонах [c.535]
Типовые конструкции метчиков-раскатников показаны на рис. 21. Число граней раскатников на основе опыта рекомендуется следующим для резьб Мб —М20 — шесть граней д.пя резьб — М20 —МЗЗ — шесть или восемь граней для резьб М36 и выше — восемь граней для резьб до Мб — три грани. При выборе числа граней у раскатников следует учитывать шаг раскатываемой резьбы чем больше шаг, тем больше граней. [c.654]
Выбор шага резьбы. Шаг резьбы выбирают в соответствии е приложением к ГОСТ 11709-71 . [c.88]
Реактопласты —Склеивание 181 Ребра жесткости 61—66 Резина — Применение 192, 196 — Свойства 196 Резьба — Выбор шага 88 [c.213]
Выбор шага резьбы. Шаг резьбы выбирают в соответствии с приложением к ГОСТу 11709—66.
[c.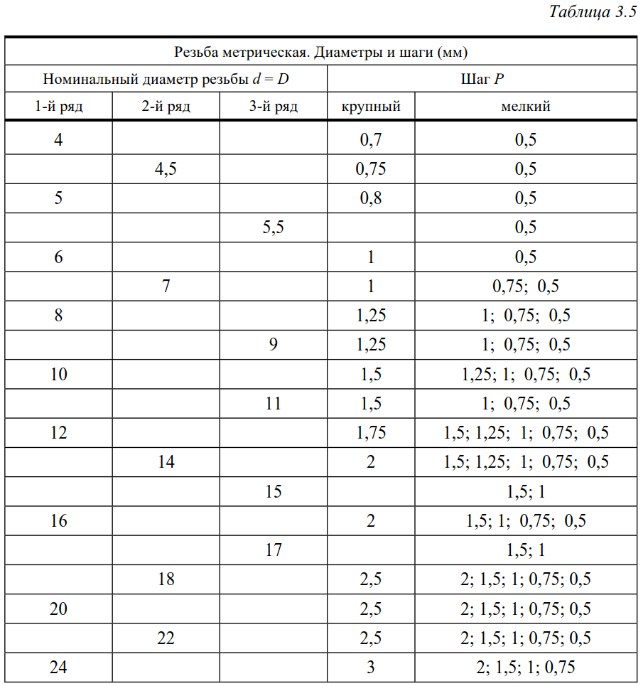 122]
122]
В винтовых механизмах в большинстве случаев используют резьбу метрическую или трапецеидальную. Метрическую резьбу (см. гл. 13) применяют во всех случаях, когда шаг резьбы меньше 1 мм. По точностным возможностям эта резьба уступает трапецеидальной. Метрическую резьбу можно выполнять как с крупным, так и мелким шагом. Например, резьба с d = 10 мм может иметь шаг Р = 1,5 (крупный) 1,25 1,00 0,75 0,5 мм. При выборе резьбы следует учитывать, что резьба с крупным шагом ослабляет стержень винта больше, чем резьба с мелким шагом. [c.101]
Трапецеидальная и упорная резьбы стандартизованы. Установлено три ряда диаметров и три ряда шагов этих резьб . При выборе диаметров следует предпочитать первый ряд второму, а второй— третьему. [c.434]
Выбор шага резьб для винтов рекомен дуется производить по табл. 98, [c.497]
При выборе шагов резьб для гаек с резьбой до 48 мм крупные шаги следует предпочитать мелким и класс точности резьбы 3 — классам точности 2 и 2а. [c.622]
Для гаек с диаметро.м резьбы более 48 мм при выборе шагов резьб сле- дует предпочитать при диаметрах до 64 мм — крупные шаги мелким, а при диаметрах более 64 мм — шаг [c.622]
Стандартом предусмотрены три шага (5 = 20 12 5) для данного диаметра резьбы. Выбор шага резьбы в данном [c.299]
Стандартные болты различают по характеру обработки поверхностей, размерам, конструкции стержня и головки. По степени точности (чистоте обработки) поверхностей болты изготовляют нормальной и повышенной точности. На всех стандартных болтах применяют метрическую резьбу с крупным шагом (по ГОСТ 9150—59 ) и мелким шагом (по ГОСТ 8724—58). Для крепежных резьб установлено три класса точности 2, 2а и 3. Допуски метрических резьб с крупными и мелкими шагами для диаметров от 1 до 600 мм регламентируются ГОСТ 9253—59. Для резьбовых соединений ответственного назначения, при наличии вибрации и динамических нагрузок, а также при значительной длине свинчивания рекомендуется применять 1-й класс точности.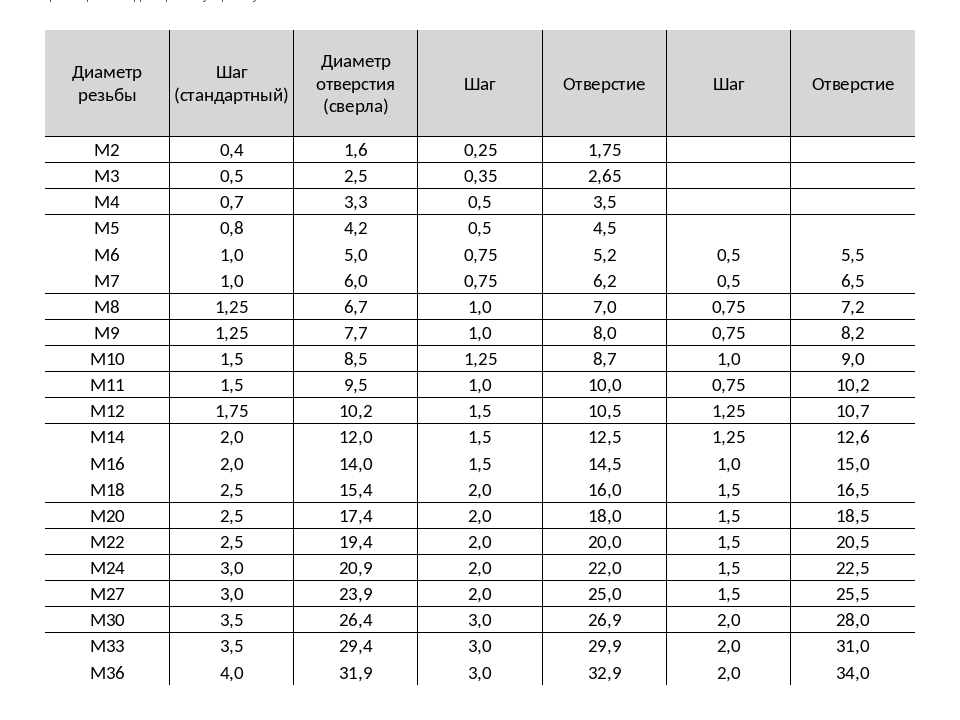 Для резьбовых соединений повышенной точности при малом диаметре и малой длине свинчивания, в хрупких и недостаточно прочных материалах рекомендуется применять 2-й класс точности. З-й класс точности применяют для обычных крепежных соединений, а также в случаях отсутствия необходимости в особой точности их изготовления. При выборе шага резьбы крупные шаги следует предпочитать мелким и класс точности резьбы 3 —классам точ- ности 2 и 2а.
[c.353]
Для резьбовых соединений повышенной точности при малом диаметре и малой длине свинчивания, в хрупких и недостаточно прочных материалах рекомендуется применять 2-й класс точности. З-й класс точности применяют для обычных крепежных соединений, а также в случаях отсутствия необходимости в особой точности их изготовления. При выборе шага резьбы крупные шаги следует предпочитать мелким и класс точности резьбы 3 —классам точ- ности 2 и 2а.
[c.353]
Примечания. 1. При выборе диаметра резьбы предпочтительным является 1-й ряд. 2. При выборе шага резьбы предпмногозаходной трапецеидальной резьбы входят буквы Тг, величина номинального диаметра ре ьбы, числовое значение хода, а в скобках — буква Р с числовым значением шага, например Тг 20 X 4 (Р2). Для левой резьбы за условным обозначением стапя буквы LH, например Тг 20 X 4 (Р2) LH. [c.44]
Выбор шага резьбы часто зависит от толщины стенки детали. Резьбы в деталях из термореактивных пресс-материалов выполняются, как правило, с мелкими шагами. Резьбы в деталях из термопластов (упругопластичных материалов) рекомендуется применять с шагами 2—3 мм. [c.255]
Стандартом щ>едусмотрены три шага (р=20 12 5 мм) для данного диаметра резьбы. Выбор шага резьбы в данном случае зависит от соблюдения условия самоторможения ф. Принимая для смазанното винта/=°0,1, получим [c.312]
Метрическая резьба делится на резьбу с крупными нтагами и резьбу с мелкими тагами. Установлено три ряда диаметров метрической резьбы и ка/кдому диаметру присвоенб крупный и мелкие шаги с тем, чтобы при выборе резьб первый ряд предпочитать второму, второй — третьему. У резьбы с крупным шагом каждому наружному диаметру соответствует пдаг, определяемый из зависимости [c.140]
Резьбы винтов по ГОСТ 9150-59. Допуски резьб по ГОСТ 9253-59 и 1U191-62 для резьб с крупными шагами — класса точности 2 или 3, с мелкими — 2а или 3.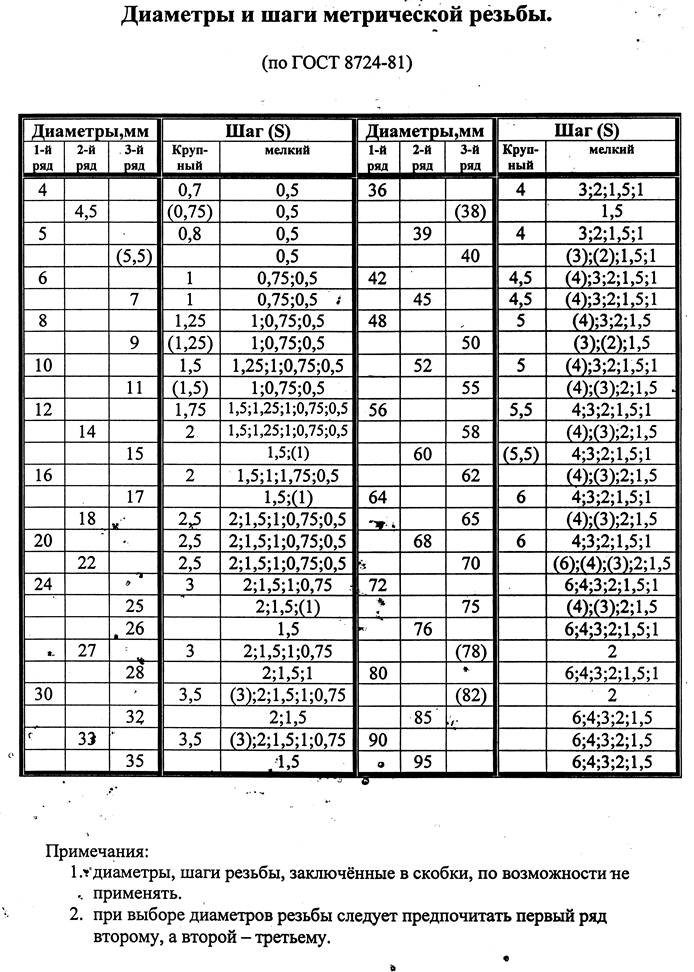 Прн выборе шагов резьб (см. табл. 131) крупные шаги следует предпочитать мелким и класс точности резьбы 3 — классам точности 2 н 2а.
[c.595]
Прн выборе шагов резьб (см. табл. 131) крупные шаги следует предпочитать мелким и класс точности резьбы 3 — классам точности 2 н 2а.
[c.595]
Устаиаг>леио три класса точности резьбы кл. 1, кл. 2 и кл. 3, а для резьб с мелким шагом, кроме того, устапоплен еще и класс 2а. Выбор класса точ.юсти для конкретных резьбовых соединений производится в завпспмости от их назначения. [c.361]
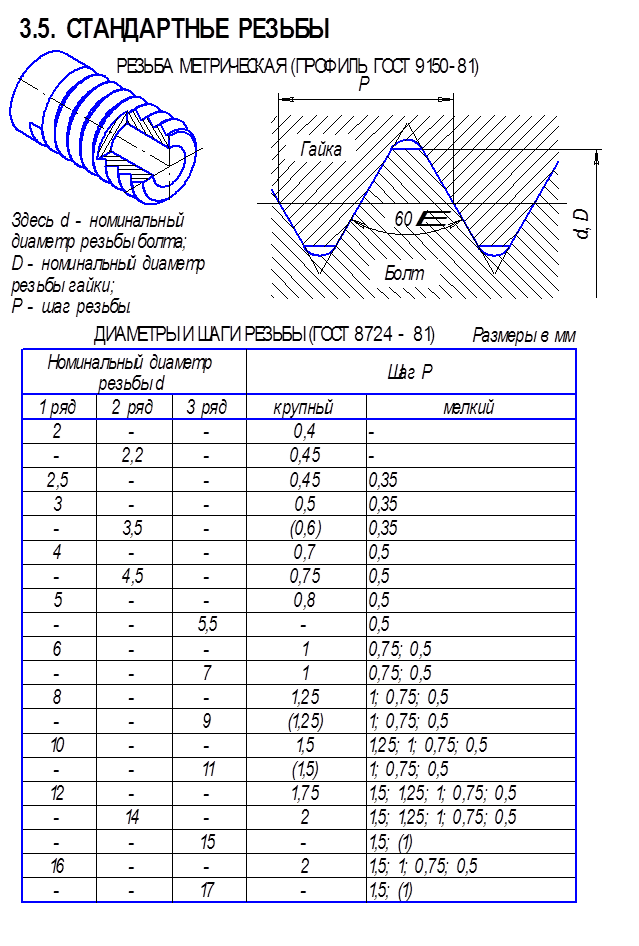
Метрическая резьба
Метрические резьбы (рис.1) применяют главным образом в винтовых соединениях деталей. Тугие метрические резьбы применяются для посадки шпилек в корпусы изделий и в других подобных случаях, когда требуется устранить возможность вывинчивания шпильки при отвинчивании гайки или ее самоотвинчивания без дополнительных крепежных деталей. Стандартами на метрические резьбы предусматриваются элементы резьбы диаметров до 1 мм (0,25-0,9 мм) и свыше 1 мм (1-600 мм). Угол профиля метрических резьб составляет 60°.
Шаг метрических резьб измеряется в миллиметрах.
Рис.1. Метрическая резьба
ОСНОВНЫЕ ПАРАМЕТРЫ РЕЗЬБЫ
Шаг (P) – расстояние между одноимёнными боковыми сторонами профиля, измеряется в долях метра, в долях дюйма или числом ниток на дюйм — это знаменатель обыкновенной дроби, числитель которой является дюймом. Выражается натуральным числом (например: 28, 19, 14, 11).
Наружный диаметр (D, d), диаметр цилиндра, описанного вокруг вершин наружной (d) или впадин внутренней резьбы (D). Равен диаметру заготовки болта перед нарезкой резьбы.
Средний диаметр (D2, d2), диаметр цилиндра, образующая которого пересекает профиль резьбы таким образом, что её отрезки, образованные при пересечении с канавкой, равны половине номинального шага резьбы.
Внутренний диаметр (D1, d1), диаметр цилиндра, вписанного во впадины наружной (d1) или вершины внутренней резьбы (D1). Равен диаметру отверстия заготовки гайки перед нарезкой резьбы:
Равен диаметру отверстия заготовки гайки перед нарезкой резьбы:
D1 = D−2×(H−2c)
Ход (Ph) — расстояние по линии, параллельной оси резьбы, между любой исходной средней точкой на боковой стороне резьбы и средней точкой, полученной при перемещении исходной средней точки по винтовой линии на угол 360°, или — значение относительно осевого перемещения детали с резьбой за один оборот. В однозаходной резьбе ход равен шагу, в многозаходной — произведению шага P на число заходов n:
Высота исходного треугольника резьбы (H).
Срез резьбы (с).
Угол конуса конической резьбы (∅).
Угол подъёма резьбы (ψ):
Стандарты для метрической резьбы:
- ГОСТ 24705-2004 (ИСО 724:1993) «Резьба метрическая. Основные размеры»;
- ГОСТ 9150-2002 «Основные нормы взаимозаменяемости. Резьба метрическая. Профиль»;
- ГОСТ 8724-2002 «Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги»;
- ISO 965-1:1998 «Резьбы метрические ISO общего назначения. Допуски. Часть 1. Принципы и основные характеристики»;
- ISO 965-2:1998 «Резьбы метрические ISO общего назначения. Допуски. Часть 2. Предельные размеры резьб для болтов и гаек общего назначения. Средний класс точности»;
- ISO 965-3:1998 «Резьбы метрические ISO общего назначения. Допуски. Часть 3. Отклонения для конструкционной резьбы»;
- ISO 965-4:1998 «Резьбы метрические ISO общего назначения. Допуски. Часть 4. Предельные размеры для наружных винтовых резьб, гальванизированных горячим погружением, для сборки с внутренними винтовыми резьбами, нарезанными метчиком с позиции допуска H или G после гальванизации»;
- ISO 965-5:1998 «Резьбы метрические ISO общего назначения. Допуски. Часть 5. Предельные размеры для внутренних винтовых резьб винтов для сборки с наружными винтовыми резьбами, гальванизированными горячим погружением, с максимальным размером позиции допуска h до гальванизации»;
- ISO 68-1 «Резьбы винтовые ISO общего назначения. Основной профиль. Метрическая резьба»;
- ISO 261:1998 «Резьбы метрические ИСО общего назначения. Общий вид»;
- ISO 262:1998 «Резьбы ISO метрические общего назначения. Выбранные размеры для винтов, болтов и гаек»;
- BS 3643 «ISO metric screw threads»;
- DIN 13-12-1988 «Резьбы метрические ISO основные и прецизионные диаметром от 1 до 300 мм. Выбор диаметров и шагов»;
- ANSI B1.13M, ANSI B1.18M «Метрическая резьба М с профилем, базирующимся на стандарте ISO 68».
 Основной профиль. Метрическая резьба»;
Основной профиль. Метрическая резьба»;
Условные обозначения в маркировках резьбы: буква M (metric), числовое значение номинального диаметра резьбы (d, D на схеме, оно же внешний диаметр резьбы на болте) в мм, числовое значение шага (для резьбы с мелким шагом) (P на схеме) и буквы LH для левой резьбы. Например, резьба с номинальным диаметром 16 мм с крупным шагом обозначается как M16; резьба с номинальным диаметром 36 с мелким шагом 1,5 мм — М36×1,5; такая же по диаметру и шагу, но левая резьба М36×1,5LH. Эти параметры могут быть нанесены на инструмент в разных местах и не иметь обозначения М, таким образом, числа 36 и 1,5, нанесенные в разных местах, обозначают М36×1,5. Также на советском и российском инструменте часто встречается сокращенная маркировка мелкого шага, например, 2М16 или 1М16, что означает «М16, мелкая, вторая» или «М16, мелкая, первая», соответственно. В этом случае 1М означает первый шаг от основного, 2М – второй. Для указанного примера 1М16 означает М16×1,75, а 2М16 означает М16×1,5, поскольку основной шаг М16 — 2 мм. Основные шаги метрической резьбы представлены в табл.1 и 2.
Таблица 1. Основные шаги метрической резьбы для диаметров 0,25-0,9 мм
| М0,25 | М0,3 | М0,35 | М0,4 | М0,45 | М0,5 | М0,55 | М0,6 | М0,7 | М0,8 | М0,9 |
| 0,075 | 0,08 | 0,09 | 0,1 | 0,1 | 0,125 | 0,125 | 0,15 | 0,175 | 0,2 | 0,225 |
Таблица 2. Основные шаги метрической резьбы для диаметров 1-600 мм
Основные шаги метрической резьбы для диаметров 1-600 мм
| Диаметр резьбы d=D | Шаг | Средний | Внутренний | Рабочая высота профиля резьбы | ||
| Ряд | резьбы Р | диаметр | диаметр | H1 | ||
| 1 | 2 | 3 | d2=D2 | d1=D1 | ||
| 2 | 0,4 | 1,74 | 1,567 | 0,217 | ||
| 2,2 | 0,45 | 1,908 | 1,713 | 0,244 | ||
| 2,5 | 0,45 | 2,208 | 2,031 | 0,244 | ||
| 3 | 0,5 | 2,675 | 2,469 | 0,271 | ||
| 3,5 | 0,6 | 3,11 | 2,851 | 0,325 | ||
| 4 | 0,7 | 3,545 | 2,242 | 0,379 | ||
| 4,5 | 0,75 | 4,013 | 3,688 | 0,406 | ||
| 5 | 0,8 | 4,48 | 4,134 | 0,433 | ||
| 6 | 1 | 5,351 | 4,918 | 0,541 | ||
| 7 | 1 | 6,351 | 5,918 | 0,541 | ||
| 8 | 1,25 | 7,188 | 6,647 | 0,677 | ||
| 9 | 1,25 | 8,188 | 7,647 | 0,677 | ||
| 10 | 1,5 | 9,026 | 8,376 | 0,812 | ||
| 11 | 1,5 | 10,026 | 9,376 | 812 | ||
| 12 | 1,75 | 10,863 | 10,106 | 0,947 | ||
| 14 | 2 | 12,701 | 11,835 | 1,083 | ||
| 16 | 2 | 14,701 | 13,835 | 1,083 | ||
| 18 | 2,5 | 16,376 | 15,294 | 1,353 | ||
| 20 | 2,5 | 18,376 | 17,294 | 1,353 | ||
| 22 | 2,5 | 20,376 | 19,294 | 1,353 | ||
| 24 | 3 | 22,051 | 20,752 | 1,624 | ||
| 21 | 3 | 25,051 | 23,752 | 1,894 | ||
| 30 | 3,5 | 27,727 | 26,211 | 1,894 | ||
| 33 | 3,5 | 30,727 | 29,211 | 1,894 | ||
| 36 | 4 | 33,402 | 31,67 | 2,165 | ||
| 39 | 4 | 36,402 | 33,67 | 2,165 | ||
| 42 | 4,5 | 39,077 | 37,129 | 2,436 | ||
| 45 | 4,5 | 42,077 | 40,129 | 2,436 | ||
| 48 | 5 | 44,752 | 42,587 | 2,706 | ||
| 52 | 5 | 48,752 | 46,587 | 2,706 | ||
| 56 | 5,5 | 52,428 | 50,046 | 2,977 | ||
| 60 | 5,5 | 56,428 | 54,046 | 2,977 | ||
| 64 | 6 | 60,103 | 57,505 | 3,248 | ||
| 68 | 6 | 64,103 | 61,505 | 3,248 | ||
Метчики
Метчик – инструмент для формирования профиля резьбы в отверстии. Метчики имеют рабочую часть, шейку и хвостовик. Рабочая часть метчика предназначена для механической обработки резанием и состоит из заборной части, режущих зубьев и калибрующих зубьев. Хвостовик инструмента предназначен для закрепления инструмента на станках в специальные резьбонарезные патроны, либо при слесарных работах квадратный хвостовик метчика устанавливается в метчикодержатель или вороток.
рис. 1 – метчики с винтовой канавкой для глухих отверстий
рис. 2 – метчикодержатель
Виды метчиков
Метчики подразделяются по типу выполняемых работ
Ручные метчики
Машинные метчики
Ручные метчики используются комплектом из 2-3 штук. На каждом метчике имеется маркировка №1,2,3. Метчики №1 имеет большую длину заборной части и заниженный размер по среднему диаметру резьбы, его еще называют черновым метчиком. Метчик №2 или №3 имеет меньшую длину заборного конуса (примерно = 2-3 шага резьбы), это позволяет обрабатывать глухие отверстия максимально близко ко дну отверстия, а также он имеет окончательный профиль резьбы, такие метчики называют чистовыми.
Метчики изготавливают по разным стандартам
Российские стандарты
Машинно-ручные метчики для метрической, дюймовой, трубной резьбы – ГОСТ 3266-81.
рис. 3 – метчик с усиленным хвостовиком
Усиленный хвостовик повышает жесткость инструмента и как следствие стойкость. Применяется на резьбах до М10 (включительно) основной шаг.
рис. 4 – метчик с шейкой
Применяются при нарезании неглубоких резьбовых отверстий. Являются более дешевой альтернативой метчиков с проходным хвостовиком изготовленных по DIN.
рис. 5 – метчик с проходным хвостовиком
Проходной хвостовик позволяет нарезать резьбу длиннее, чем режущая часть метчика.
Машинные метчики для метрической резьбы – ГОСТ 8859-74.
рис. 6 – метчик машинный
Гаечные метчики для метрической резьбы – ГОСТ 1604-71
рис. 7 – метчик гаечный
Гаечные метчики с изогнутым хвостовиком для метрической резьбы – ГОСТ 6951-71.
рис. 8 – метчик гаечный с изогнутым хвостовиком
Зарубежные стандарты
Метчики ручные комплектные для метрической резьбы – DIN 352
Метчики машинные с усиленным хвостовиком для метрической резьбы – DIN 371
Метчики машинные с проходным хвостовиком для метрической резьбы – DIN 376, DIN 374
Метчики ручные комплектные для мелкой метрической резьбы – DIN 2181
Метчики гаечные для метрической резьбы – DIN 357
Метчики машинно-ручные для метрической резьбы – ISO 529
Метчики ручные для трубной резьбы – DIN 5157
Метчики машинные для трубной резьбы – DIN 5156
Метчики ручные для трапецеидальной резьбы – DIN 130
Примечание: Принципиальной разницы между метчиками изготовленными по ГОСТ и по DIN нет. Метчики изготавливаемые по DIN немного короче метчиков по ГОСТ (аналогичных серий), примерно на 10 мм. Поэтому, исходя из потребительского спроса, наша компания представляет следующие серии метчиков для метрической резьбы: короткая серия по DIN, короткая серия по ГОСТ, метчики с удлиненным хвостовиком по DIN. Чем больше длина метчика, тем он дороже.
Метчики подразделяются по виду обрабатываемой резьбы
М Резьба метрическая основной шаг 60°
Мf Резьба метрическая мелкий шаг 60°
BSW Резьба Витворта 55° основной шаг BS 84
BSF Резьба Витворта 55° мелкий шаг BS 84
UNC Резьба унифицированная 60° основной шаг ANSI B1.1
UNF Резьба унифицированная 60° мелкий шаг ANSI B1.1
G (BSP) Резьба трубная цилиндрическая 55°
NPT Американская трубная коническая резьба 60° 1:16 ANSI/ASME B1.20.1,
К Коническая дюймовая резьба
NPTF Американская трубная плотная коническая резьба 60° 1:16 ANSI B1.20.3
NPS Американская трубная цилиндрическая резьба 60° 1:16 ANSI/ASME B1.20.1
Rp (PS) Резьба трубная цилиндрическая
R (BSPT) Резьба трубная коническая 1:16
Pg Резьба для обсадных труб
Метчики для специальной резьбы
Метчики подразделяются по типу обрабатываемого отверстия
а)
б)
в)
а) Метчики с подточкой для обработки сквозных отверстий.
Подточка необходима для того, чтобы стружка шла перед метчиком (особенно на вязких материалах) и не забивала стружечные канавки.
б) Метчики с винтовой канавкой – для обработки глухих отверстий
При обработке глухих отверстий, в процессе резания стружка за счет СОЖ и инерции выталкивается по винтовым канавкам наружу, это позволяет избегать повторное резание стружки и поломки метчика.
в) Метчики с прямыми канавками – для универсальных работ
Особенно часто подходит для материалов дающих сегментную стружку или стружку надлома, такие материалы как серый чугун, бронза и т.д.
Метчики подразделяются по длине заборной части
рис. 9 – для метчиков по DIN
рис. 10 – для метчиков по ISO
Метчики подразделяются по виду обрабатываемого материала
1. Низколегированные стали, легированные и улучшаемые стали, нержавеющие легкообрабатываемые стали. Предел прочности до 900 Н/мм2. Передний угол 8°-10°.
2. Углеродистые и конструкционные стали, легированные и улучшаемые стали, алюминиевые сплавы дающие кроткую стружку (невязкий). Предел прочности до 500 Н/мм2. Передний угол 12°-15°.
3. Нержавеющие труднообрабатываемые стали. Предел прочности до 500 Н/мм2. Передний угол 6°-8°.
4. Чугун (строго HSS), латунь и бронза, дающая короткую стружку, твердую пластмассу. Передний угол 0°-3°.
5. Алюминиевые сплавы дающие длинную стружку (вязкий), цинковые и магниевые сплавы, медь. Передний угол 15°-20°.
Рекомендации к применению метчиков
В зависимости от обрабатываемых материалов необходимо правильно подобрать скорость резания.
Так же необходимо выбрать материал метчика HSS (Р6М5) или HSSE (Р6М5К5). При обработке материалов первой и третьей группы рекомендуется использовать инструмент HSSE. Кобальт повышает красностойкость метчика.
Материалы четвертой и пятой группы рекомендуется обрабатывать инструментом HSS.
Метчики машинные применяются на токарных, сверлильных, фрезерных станках, обрабатывающих центрах, а также для обработки резьбы вручную.
Метчик устанавливают на станке в специальные вспомогательные инструменты:
- Плавающий резьбонарезной патрон
- Резьбонарезной патрон с осевой и радиальной компенсацией
- Реверсивные резьбонарезные предохранительные патроны
- Цанговый патрон
При обработке глухой резьбы на универсальном станке обязательно станок должен быть оснащен реверсом шпинделя или реверсивный резьбонарезным патроном.
Материалы, из которых изготавливаются метчики
Плашки изготавливают из следующих материалов:
Инструментальная сталь марок У11А, У12А.
Легированная сталь марок ХВСГ, 9ХС, ШХ15 по ГОСТ 5950.
Быстрорежущая сталь марок Р6М5 (HSS), Р18, Р6М5К5 (HSSE), Р6М5Ф3 и др. по ГОСТ 19265.
Современные методы и технологии позволяют изготавливать метчики не только из твердого сплава различных марок, но и из порошковой быстрорежущей стали методом спекания.
Твердосплавные метчики имеют высокую твердость, износостойкость, красностойкость, жаропрочность, способны работать на максимальных скоростях резания и с высокой производительностью, но иногда им не хватает прочности (ведь чем выше твердость, тем ниже прочность), именно в этих случаях применяют метчики из порошковой быстрорежущей стали, имеющих высокую прочность и практически такие же характеристики как у твердого сплава.
Применение СОЖ в процессе обработки метчиками
Применение СОЖ (смазочно-охлаждающая жидкость) во время операции резьбонарезания является эффективным способом воздействия на стойкость инструмента, качество получаемой резьбы и увеличение производительности.
Обычно в качестве СОЖ применяют масло или эмульсию при обработке сталей, нержавеющих сталей. При обработке жаропрочных сплавов в СОЖ состоит из 60% сульфофрезола и 15% олеиновой кислоты. Для обработки легких сплавов в качестве охлаждения применяют керосин. Для обработки нержавеющих сталей – масло.
На современных обрабатывающих центрах и станках с ЧПУ применяют подвод СОЖ через инструмент. А также охлаждение воздухом, масляным туманом или инновационное криогенное охлаждение (двуокисью азота NO2) через специальные патроны. Современная технология охлаждения инструмента предназначена для обработки титана, никелевых сплавов и листов гофрированной стали. Значительно повышается стойкость инструмента и качество обработки композиционных материалов.
Метчики подразделяются по классу точности
рис. 11 – классы точности метчиков
рис. 12 – поле допусков для метчика
| Артикул: | Наименование: |
| 1105001 | Метчик гаечный М3 х 0,5 (основной, Р6М5) |
| 1105002 | Метчик гаечный М4 х 0,7 (основной, Р6М5) |
| 1105003 | Метчик гаечный М5 х 0,8 (основной, Р6М5) |
| 1105004 | Метчик гаечный М6 х 1,0 (основной, Р6М5) |
| 1105005 | Метчик гаечный М8 х 0,75 (Р6М5) |
| 1105006 | Метчик гаечный М8 х 1,0 (Р6М5) |
| 1105007 | Метчик гаечный М8 х 1,25 (основной, Р6М5) |
| 1105008 | Метчик гаечный М10 х 1,0 (Р6М5) |
| 1105009 | Метчик гаечный М10 х 1,25 (Р6М5) |
| 1105010 | Метчик гаечный М10 х 1,5 (основной, Р6М5) |
| 1105011 | Метчик гаечный М12 х 1,0 (Р6М5) |
| 1105012 | Метчик гаечный М12 х 1,25 (Р6М5) |
| 1105013 | Метчик гаечный М12 х 1,5 (Р6М5) |
| 1105014 | Метчик гаечный М12 х 1,75 (основной, Р6М5) |
| 1105015 | Метчик гаечный М14 х 1,0 (Р6М5) |
| 1105016 | Метчик гаечный М14 х 1,5 (Р6М5) |
| 1105017 | Метчик гаечный М14 х 2,0 (основной, Р6М5) |
| 1105018 | Метчик гаечный М16 х 1,0 (Р6М5) |
| 1105019 | Метчик гаечный М16 х 1,5 (Р6М5) |
| 1105020 | Метчик гаечный М16 х 2,0 (основной, Р6М5) |
| 1105021 | Метчик гаечный М18 х 1,0 (Р6М5) |
| 1105022 | Метчик гаечный М18 х 1,5 (Р6М5) |
| 1105023 | Метчик гаечный М18 х 2,0 (Р6М5) |
| 1105024 | Метчик гаечный М18 х 2,5 (основной, Р6М5) |
| 1105025 | Метчик гаечный М20 х 1,5 (Р6М5) |
| 1105026 | Метчик гаечный М20 х 2,0 (Р6М5) |
| 1105027 | Метчик гаечный М20 х 2,5 (основной, Р6М5) |
| 1105028 | Метчик гаечный М22 х 1,5 (Р6М5) |
| 1105029 | Метчик гаечный М22 х 2,0 (Р6М5) |
| 1105030 | Метчик гаечный М22 х 2,5 (основной, Р6М5) |
| 1105031 | Метчик гаечный М24 х 1,5 (Р6М5) |
| 1105032 | Метчик гаечный М24 х 2,0 (Р6М5) |
| 1105033 | Метчик гаечный М24 х 3,0 (основной, Р6М5) |
| 1105034 | Метчик гаечный М27 х 1,5 (Р6М5) |
| 1105035 | Метчик гаечный М27 х 2,0 (Р6М5) |
| 1105036 | Метчик гаечный М27 х 3,0 (основной, Р6М5) |
| 1105037 | Метчик гаечный М30 х 1,5 (Р6М5) |
| 1105038 | Метчик гаечный М30 х 2,0 (Р6М5) |
| 1105039 | Метчик гаечный М30 х 3,0 (Р6М5) |
| 1105040 | Метчик гаечный М30 х 3,5 (основной, Р6М5) |
| Диаметр болта | Стандартный шаг резьбы (мм) | Шаг мелкой резьбы (мм) | Очень мелкий шаг резьбы (мм) |
| 4 мм | 0,70 | – | – |
| 5 мм | 0,80 | – | – |
| 6 мм | 1.00 | – | – |
| 7 мм | 1,00 | – | – |
| 8 мм | 1,25 | 1,00 | – |
| 10 мм | 1,50 | 1.25 | 1,00 |
| 12 мм | 1,75 | 1,50 | 1,25 |
| 14 мм | 2,00 | 1,50 | – |
| 16 мм | 2,00 | – | – |
| 18 мм | 2.50 | – | – |
| 20 мм | 2,50 | – | – |
| 24 мм | 3,00 | – | – |
| Обозначение размера: Метрические болты обозначаются буквой “M”, за которой следует 3 числа.Например, M10x1.25×35 Первое число – это диаметр, второй – шаг резьбы, а третий – длина всего в миллиметрах. Таким образом, примером является 10-миллиметровый диаметр болта с мелкой резьбой длиной 35мм. | |||
| Шаг резьбы: расстояние от одной нити до другой, измеренное по длина застежки. | |||
Метрический шаг резьбы
Метрическая резьба
Метрическая резьба измеряется диаметром резьбовой части и расстоянием между ними.Обычная метрическая резьба 10 мм x 1,0 означает наружный диаметр 10 мм. на резьбовой части и шагом резьбы 1,0 мм, что составляет одну резьбу на каждый миллиметр. Поскольку есть 25,4 миллиметра в 1 дюйм, что составляет 25,4 нитки на дюйм. Шаг 10 мм x 1,25 – это шаг поля. При расстоянии между нитками 1,25 мм получается 20,3 ниток на дюйм. Шаг 1,5 мм это беговая подача, которая работает до 16,9 ниток на дюйм.
Обычная перекрестная нить! M1-3 Гайка с метрической резьбой в соединении с американской резьбой UA1-3
Вы можете начать 10 мм x 1.0 в фитинге США с резьбой 3/8 “x 24”, но он немедленно начнет зачищать резьбу. Он заедет одну резьбу, заставляя вас думать что он войдет, но уничтожит нити.
Как определить гайки тормозной магистрали с метрической резьбой? (Часть 1)
А теперь самое сложное. Если вы работаете над отечественным автомобилем последней модели с АБС, вам нужно пиво. У нас есть семь гаек с наружной метрической резьбой, которые подходят для тормоза 3/16 дюйма. линий.Если ты когда-нибудь посмотришь для крана, чтобы преследовать темы, вы обнаружите, что большинство из них являются ублюдочными потоками (если вы еще не догадались, мне действительно наплевать на этих ублюдков).
Начну с самой распространенной метрической гайки тормозной магистрали. M1-3 – это гайка, которая заменяет трубку 3/16 дюйма. резьба 10 мм x 1,0. Немецкий / DIN по происхождению, сейчас широко используется на американских автомобилях. Если у вас есть насос Bosch ABS, у вас есть эти гайки. Он также теперь появляется на азиатских автомобилях.Обратите внимание на выступы на обоих концах лески, так как эта фасонная гайка используется. с обоими SAE / двойными факелы и вспышки DIN / пузырьковые. Обратите внимание на отличительную часть вывода без резьбы на конце у раструба. Не заменяйте гайку с полной резьбой вместо гайки с “Свинец”. Потоки будут дно до того, как трубка затянется, давая вам ложное чувство выполненного долга.
Как определить гайки тормозной магистрали с метрической резьбой? (Часть 2)
Стандартный азиатский стиль – M5-3, как и M1-3, тоже 10 мм x 1.0 резьба для 3/16 ” трубка. Он всегда используется с раструбом SAE и имеет полную резьбу. Очень похоже на стандартный А1-3. Американский орех. Вы можете завязать гайки с резьбой 10 мм x 1,0 в фитинге США с резьбой 3/8 дюйма x 24, но при этом сразу же начнется снятие резьбы.
Как измерить диаметр гаек тормозной магистрали?
Штангенциркуль используется для измерения диаметра. Имейте в виду, что дешевый суппорт легко может быть .010 дюймов от отметки. При измерении диаметра гайки или болта он будет немного меньше указанного размера. 3/8 дюйма – это 0,375 дюйма в десятичной системе. измерение. Настоящий Размер гайки тормозной магистрали должен быть 0,365 дюйма. 10 мм – 0,3937 дюйма в десятичном измерении. Размер гайки тормозной магистрали 10 мм составляет 9,8 мм или 0,382 дюйма.
Как измерить резьбу гаек тормозной магистрали?
Датчик шага резьбы необходим для точного измерения резьбы.Вы просто сравниваете зубы на калибр к резьбе на гайке. Есть два разных калибра: американский и метрический.
Как измерить резьбу гаек тормозной магистрали без специальных инструментов?
Это не так сложно, как вы думаете. Вам понадобится ориентир. Получить стандартная метрическая система 10 мм x 1,0 болт с мелкой резьбой или стандартный метрический тормозной шланг 4,75 мм; на нем будут гайки с резьбой 10 мм x 1,0. Вы будете использовать болт (или гайку) для манометра.
Наведите курсор на картинку для увеличения.
Таблица стандартного шага резьбы | Атланта Удочка
Таблица шагов стандартной резьбы Atlanta Rod
| Крупная резьба – UNC | Серия с мелкой резьбой – UNF | 8-резьбовая серия – 8UN | ||||||||
| Номинальный размер и резьба на дюйм | Диаметр основного шага. | Разрез на малом диаметре. | Площадь растягивающего напряжения | Номинальный размер и резьба на дюйм | Диаметр основного шага. | Профиль @ Малый диам. | Площадь растягивающего напряжения | Номинальный размер и резьба на дюйм. | Диаметр основного шага. | Профиль @ Малый диам. |
| дюйм. | кв. | кв. Дюйм | дюйм. | кв. Дюйм | кв. Дюйм | дюйм. | кв. Дюйм | |||
| 3 ⁄ 8 – 16 | 0,3344 | 0,0678 | 0,0775 | 3 ⁄ 8 -24 | 0,3479 | 0,0809 | – – | – | – | |
| 7 ⁄ 16 – 14 | 0.3911 | 0,0933 | 0,1063 | 7 ⁄ 16 – 20 | 0,405 | 0,109 | – – | – | – | |
| 1 ⁄ 2 -13 | 0,45 | 0,1257 | 0,1419 | 1 ⁄ 2 – 20 | 0,4675 | 0,1486 | – – | – | – | |
| 9 ⁄ 16 – 12 | 0.5084 | 0,162 | 0,182 | 9 ⁄ 16 – 18 | 0,5264 | 0,189 | – – | – | – | |
| 5 ⁄ 8 -11 | 0,566 | 0,202 | 0,226 | 5 ⁄ 8 – 18 | 0,5889 | 0,24 | – – | – | – | |
| 3 ⁄ 4 – 10 | 0.685 | 0,302 | 0,334 | 3 ⁄ 4 – 16 | 0,7094 | 0,351 | – – | – | – | |
| 7 ⁄ 8 – 9 | 0,8028 | 0,419 | 0,462 | 7 ⁄ 8 – 14 | 0,8286 | 0,48 | – – | – | – | |
| 1-8 | 0.9188 | 0,551 | 0.606 | 1-12 | 0,9459 | 0,625 | 1-8 | 0,9188 | 0,551 | |
| 1 1 ⁄ 8 – 7 | 1.0322 | 0,693 | 0,763 | 1 1 ⁄ 8 – 12 | 1.0709 | 0,812 | 1 1 ⁄ 8 – 8 | 1.0438 | 0,728 | |
| 1 1 ⁄ 4 – 7 | 1.1572 | 0,89 | 0,969 | 1 1 ⁄ 4 – 12 | 1,1959 | 1.024 | 1 1 ⁄ 4 – 8 | 1,1688 | 0,929 | |
| 1 3 ⁄ 8 – 6 | 1,2667 | 1.054 | 1,155 | 1 3 ⁄ 8 – 12 | 1,3209 | 1,26 | 1 3 ⁄ 8 – 8 | 1.2938 | 1,155 | |
| 1 1 ⁄ 2 – 6 | 1,3917 | 1,294 | 1,405 | 1 1 ⁄ 2 – 12 | 1,4459 | 1,521 | 1 1 ⁄ 2 – 8 | 1,4188 | 1,405 | |
| – – | – | – | – – | – | – | – | 1 5 ⁄ 8 – 8 | 1.5438 | 1,68 | |
| 1 3 ⁄ 4 – 5 | 1,6201 | 1,74 | 1,90 | – – | – | – | – | 1 3 ⁄ 4 – 8 | 1,6688 | 1,98 |
| – – | – | – | – – | – | – | – | 1 7 ⁄ 8 – 8 | 1.7938 | 2,3 | |
| 2-4 1 ⁄ 2 | 1,8557 | 2,3 | 2,50 | – – | – | – | – | 2-8 | 1,9188 | 2,65 |
| 2 1 ⁄ 4 -4- 1 ⁄ 2 | 2,1057 | 3,02 | 3,25 | – – | – | – | – | 2 1 ⁄ 4 – 8 | 2.1688 | 3,42 |
| 2 1 ⁄ 2 – 4 | 2,3376 | 3,72 | 4,00 | – – | – | – | – | 2 1 ⁄ 2 – 8 | 2,4188 | 4,29 |
| 2 3 ⁄ 4 – 4 | 2,5876 | 4,62 | 4,93 | – – | – | – | – | 2 3 ⁄ 4 – 8 | 2.6688 | 5,26 |
| 3-4 | 2,8376 | 5,62 | 5,97 | – – | – | – | – | 3–8 | 2,9188 | 6,32 |
| 3 1 ⁄ 4 – 4 | 3,0876 | 6,72 | 7,10 | – – | – | – | – | 3 1 ⁄ 4 – 8 | 3.1688 | 7,49 |
| 3 1 ⁄ 2 – 4 | 3,3376 | 7,92 | 8,33 | – – | – | – | – | 3 1 ⁄ 2 – 8 | 3,4188 | 8,75 |
| 3 3 ⁄ 4 – 4 | 3,5876 | 9,21 | 9,66 | – – | – | – | – | 3 3 ⁄ 4 – 8 | 3.6688 | 10,11 |
| 4-4 | 3,8376 | 10,61 | 11,08 | – – | – | – | – | 4–8 | 3,9188 | 11,57 |
Технические вопросы / Часто задаваемые вопросы
Это мы объясняем вам все о измерительных болтах. Эта информация может пригодиться, когда вы пытаетесь заказать болт определенного размера. Предоставление нам правильного размера гарантирует, что мы отправим вам правильный размер.
ИЗМЕРЕНИЕ МЕТРИЧЕСКОГО БОЛТА
Сначала измерьте «длину» (l) фланцевого болта от нижней части головки до конца болта. Это измерение длины не включает головку и для метрических болтов измеряется в мм.
Для измерения диаметра болта (d) измерьте размер резьбы болта. Это измерение также в миллиметрах.
МЕТРИЧЕСКИЙ ШАГ РЕЗЬБЫ
Следующее измерение, как правило, нам не требуется, потому что в большинстве случаев большинство мотоциклов и квадроциклов используют стандартный шаг.Обычный шаг метрической резьбы для мотоциклов и квадроциклов: M4-0,7, M5-0,8, M6-1.0, M8-1.25, M10-1.5, M12-1.75, M14-2.0 и M16-2.0. Если первое число указывает диаметр болта в мм, второе число указывает шаг резьбы в мм.
Например, M10-1,50 обозначает диаметр резьбы 10 мм с расстоянием между соседними «выступами» резьбы = 1,50 мм.
Обычно метрический размер болта указывается так ….
M (d / диаметр) – шаг x (l / длина)
Например, если диаметр болта составляет 8 мм с шагом 1.25 и длиной 25 мм.
Размер болта М8-1,25х25
МЕТРИЧЕСКИЕ МАРКИ
Specbolt использует класс 8,8 и 10,9, что соответствует спецификациям производителей мотоциклов и квадроциклов и даже превосходит их.
Если мы хотим приблизительно сравнить метрические оценки с оценками в США, метрика 8,8 примерно эквивалентна 5-й оценке. Оценка 10,9 примерно равна 8-й оценке; и 12.9 примерно соответствует степени 9. Метрические гайки обозначаются одинарным или двойным цифровым символом (8, 10 или 12).Всегда подбирайте болты и гайки сопоставимых марок (используйте гайку класса 8 с болтом класса 8; используйте метрическую гайку класса 10 с болтом класса 10,9 и т. Д.). При работе с метрическими крепежными деталями болты 8,8 аналогичны болтам класса 5. Если вам требуется более высокая прочность на растяжение в метрических единицах, придерживайтесь 10,9. Мы делаем это для вас во всех наших наборах
Чем выше первое число, тем прочнее болт с точки зрения прочности на разрыв. Чем выше второе число, тем больше времени потребуется для ввода предела текучести.
Часто задаваемые вопросы
Для чего был разработан комплект из 150 элементов? –
Чтобы преодолеть разрыв между нашим популярным комплектом CR из 120 элементов и нашим более крупным комплектом CR на 250 элементов.В наборах из 150 предметов есть все, что вам действительно нужно.
-Что такое подходящий болт OEM? –
Соответствующие болтыOEM имеют тот же дизайн и внешний вид, что и оригинальные болты. Наши болты в стиле OEM разработаны в точном соответствии с заводскими размерами с тем же типом головки и классом прочности (8,8 или 10,9), которые изначально использовались на вашем мотоцикле.Все они соответствуют заводским спецификациям или даже превосходят их.
Все они термообработаны и оцинкованы, чтобы отлично выглядеть, противостоять коррозии и продлить срок службы вашего мотоцикла или квадроцикла.
-Могу ли я найти это в местном хозяйственном магазине? –
Как большинство из нас знает по опыту, крепежные детали OEM-типа недоступны в наших местных магазинах бытовой техники. Метрические крепления, которые можно найти в Ace или Home Depot, не будут совпадать.
Эти застежки обычно можно найти только в велосалонах, и их дорого покупать в индивидуальном порядке.
Хорошо иметь под рукой подходящие застежки, когда они вам нужны.
-А как насчет гаек OEM-типа? –
Specbolt использует гайки соответствия OEM. Вы получаете широкий ассортимент как стопорных, так и неконтактных гаек размеров M5, M6, M8 и M10.
-А как насчет метрических шайб? –
Шайбы важны для многих вещей, включая пластмассы и кузов, двигатель и опоры выхлопной системы.Мы предлагаем хороший выбор стиральных машин, которые чаще всего используются на вашем велосипеде.
-Получу ли я уплотнительные шайбы? –
КомплектыSpecbolt 150pc содержат мягкие компрессионные шайбы из меди и алюминия. По 2 штуки 3 разных, самых необходимых размеров. Размер: медь M6x11, обычно используемая для болтов слива охлаждающей жидкости или болта проверки высоты масла, алюминий M8x15, используемый для пробок слива масла, и алюминий M10x14,5 для гидравлических тормозных магистралей и т. Д…
-Что делать, если на моем велосипеде есть запасные части? –
КомплектыSpecbolt включают в себя некоторые дополнительные размеры, чтобы соответствовать некоторым элементам вторичного рынка на вашем велосипеде … например, тройным зажимам, выхлопной системе и т. Д … Если вы хотите быть уверены, что получите крепежные детали правильного размера для вашей конкретной запасной части …Просто спроси. Мы стремимся предоставить вам все необходимое.
– Получу ли я все гайки и болты, найденные на моем велосипеде? Что не включено? –
Этот комплект разработан как набор для обслуживания и представляет собой отличный ассортимент большинства часто используемых креплений, которые можно найти на вашем велосипеде.Это не полный комплект для восстановления. В него не входят амортизаторы или болты подвески / рычажного механизма, оси / гайки оси, болт поворотного рычага или любые длинные болты корпуса более 40 мм.
-Что делать, если я хочу настроить свой комплект или запросить дополнительные застежки определенного типа? –
Не проблема … Если у вас есть особые потребности или вы хотите запросить определенные размеры, просто отправьте мне электронное письмо или позвоните мне. Я сделаю все возможное, чтобы создать индивидуальный комплект с учетом ваших конкретных потребностей.
-Что делать, если у меня заканчивается определенная застежка.Могу ли я получить наборы для пополнения запасов? –
Да … Мы предлагаем застежки любого размера в удобных и экономичных сменных упаковках. Просто отправьте нам электронное письмо, посетите веб-сайт или позвоните нам по телефону 909-675-0190
.Не попадайтесь, когда вы работаете с велосипедом, если у вас снова не будет нужных креплений !!!
Знай свои винты: Введение в резьбу
Фото: Alexkich / Adobe StockКогда вы смотрите на винт, наиболее очевидным размером является внешний диаметр резьбы.В большинстве случаев винт ¼ ″ входит в ″ резьбовое отверстие или гайку. Однако иногда это не так, поскольку наружная (винтовая) резьба не совпадает с гайкой или отверстием с внутренней резьбой. Скорее всего, их можно сдвинуть вместе на пару оборотов, но результаты будут катастрофическими для ваших креплений. Что тут происходит?
Возможно, шаг вашей резьбы (расстояние между резьбой) не совпадает, или даже вы пытаетесь подобрать английскую и метрическую резьбу. Читай дальше, чтобы узнать больше!
Английские темы
Резьба указывается не только по диаметру, но и по резьбе на дюйм.Например, болт диаметром ¼ ″ может иметь спецификацию – 20 UNC, что означает 20 витков резьбы на дюйм. Он также может иметь спецификацию ¼ – 28 UNF, что означает 28 витков резьбы на дюйм. UNC и UNF обозначают унифицированную национальную грубую и тонкую резьбу соответственно
Другими словами, винтам с резьбой –20 требуется 20 оборотов, чтобы войти в отверстие с резьбой глубиной в дюйм, или 10 оборотов, чтобы войти в отверстие с резьбой ½ дюйма. Для винтов с резьбой –28 требуется еще 8 оборотов на дюйм глубины. Тот факт, что диаметр винта примерно равен диаметру отверстия, не означает, что он обязательно подойдет.
Вот таблица размеров резьбы ANSI (английский) для использования в ваших проектах.
Метрическая резьба
Еще больше усложняет ситуацию тот факт, что, помимо английской резьбы, также используется метрическая резьба. Хотя они менее распространены в Северной Америке, они далеко не редки в США и более распространены, чем английские нити в других частях мира. Как и при несоответствующем шаге резьбы, если метрический винт ввинтить в отверстие с английской резьбой, все пойдет не так.По возможности рекомендуется использовать в проекте только одну или другую систему, чтобы избежать путаницы. В этом отношении я стараюсь использовать винты как можно меньшего размера, так как это может немного упростить сборку.
Метрические винты указываются диаметром в миллиметрах, за которым следует расстояние между каждой резьбой (шаг), также в миллиметрах. Таким образом, винт «M6 × 1» будет иметь диаметр 6 мм и расстояние между резьбой 1 мм. Эту систему, вероятно, легче понять, чем английскую версию, но я не думаю, что в ближайшее время исчезнет ни одна из этих систем.
Вот таблица размеров метрической резьбы.
Другие типы резьбы
Если «аргумент» метрической / английской резьбы не был достаточно сложным, существуют также винты с левой резьбой, которые затягивают против часовой стрелки или в противоположность методу «правша-крепко-левша-лузи», с которым вы, вероятно, знакомы. Для этого есть приложения, например, когда колесо само по себе может ослабить что-то при нормальном использовании. Они не так распространены, но в какой-то момент вы можете с ними столкнуться.
Есть также несколько необычных стандартов, таких как потоки Acme и Whitworth. Однако вы вряд ли столкнетесь с ними при настройке 3D-принтера или сборке плоскости дистанционного управления.
Шурупы для дерева и шурупы для листового металла в более широком смысле можно рассматривать как «крепежные детали» и соответствуют несколько иным стандартам. К счастью, они могут создавать свои собственные потоки, и для их запуска требуется только пилотное отверстие. Трубная резьба – это тоже другое дело, обычно она соответствует размерам используемых труб.См. Этот пост для введения в определение размеров ПВХ.
Как измерить размер резьбы винта
дюймов
Дюймовые размеры резьбы указаны диаметром и резьбой на дюйм. Диаметр также известен как размер винта. Для винтов диаметром менее 1/4 дюйма размер винта обозначается значком число (e.г., №10 или №10).
| № 0 | № 1 | №2 | № 3 | №4 | № 5 | №6 | № 8 | № 10 | № 12 |
|---|---|---|---|---|---|---|---|---|---|
| . 060 “ | .073 “ | .086 “ | 0,099 “ | .112 “ | .125 “ | ,138 “ | . 164 “ | . 190 “ | ,216 “ |
Метрическая система
Размер метрической резьбы определяется диаметром и шагом, который представляет собой расстояние между потоки.Для размера M6 × 1 мм шаг крупный; в то время как размер M6 × 0,75 мм имеет штраф подача. Если вы не знаете шага, выбирайте грубую резьбу; они являются отраслевым стандартом.
Выбрать наш выбор винтов. В наличии и готов к отправке.
Размеры метрической резьбы – carbolts.co.uk
Размеры метрической резьбы – карболты.co.uk Дом › Метрические размеры резьбы| Диаметр мм | Шаг резьбы мм | Шаг мелкой резьбы, мм |
| M1 | 0,25 | 0,2 |
| M1.2 | 0,25 | 0,2 |
| M1.4 | 0,3 | 0,2 |
| M1.6 | 0.35 | 0,2 |
| M1.8 | 0,35 | 0,2 |
| м2 | 0,4 | 0,25 |
| M2.5 | 0,45 | 0,35 |
| M3 | 0,5 | 0,35 |
| M3.5 | 0,6 | 0,35 |
| M4 | 0.7 | 0,5 |
| M5 | 0,8 | 0,5 |
| M6 | 1 | 0,75 |
| M7 | 1 | 0,75 |
| M8 | 1,25 | 1 или 0,75 |
| M10 | 1,5 | 1,25 или 1 |
| M12 | 1. |