Шаг резьбы как определить: клиент попросил определить резьбу углового соединения. В конце этого примера Вы сами сможете определять резьбу на деталях
alexxlab | 30.04.1992 | 0 | Разное
Контроль и измерение резьбы
Для контроля элементов резьбы — шага, диаметров, формы профиля — применяются универсальные и специальные инструменты. Выбор того или иного инструмента зависит от типа резьбы и главным образом от ее точности. В первую очередь контролируются шаг, средний диаметр и форма профиля и затем уже наружный и внутренний диаметры.
Измерение шага резьбы. Измерительной линейкой или штангенциркулем определяют длину нескольких шагов резьбы и полученный результат делят на количество шагов.
Шаг как наружной, так и внутренней резьбы можно определить при помощи резьбомера. На каждой пластинке резьбомера указана величина шага резьбы. Подбирают пластинку таким образом, чтобы ее зубцы плотно, без зазора вошли во впадины измеряемой резьбы. Тогда шаг резьбы будет равен шагу, указанному на пластинке.
Измерение среднего диаметра резьбы. Точно измерить средний диаметр резьбы можно с помощью резьбового микрометра. Для измерения резьб различных размеров пользуются комплектами наконечников (один с вырезом второй с конусом) соответствующего размера.
У микрометров с пределом измерений 0—25 мм нулевые деления на барабане и стебле микрометра совпадают при плотном прилегании наконечников друг к другу. У микрометров с пределом измерения 25—50 мм совпадение делений должно быть тогда, когда между наконечниками вставлен эталон А.
Проверка профиля резьбы. Форма профиля резьбы проверяется шаблоном. В случае необходимости в очень точном контроле приме няотся специальные микроскопы. Проверка нормальными резьбовыми калибрами. Неответственные резьбы удобно и просто контролировать с помощью калибров. Нормальным резьбовым кольцом проверяют наружный диаметр резьбы. Кольцо навинчивается на винт, и о точности резьбы судят по покачиванию кольца. Внутренний диаметр резьбы проверяют нормальной резьбовой пробкой. Гладкий конец нормального калибра служит для проверки диаметра отверстия под резьбу.
Проверка предельными резьбовыми калибрами. Точные резьбы контролируют с помощью предельных резьбовых калибров. Внутренняя резьба проверяется с помощью резьбового калибра-пробки. Проходной конец калибра должен полностью входить в резьбовое отверстие по всей его длине. Непроходной конец имеет 2—3 витка неполного профиля и не должен ввинчиваться в проверяемое отверстие.
Наружная резьба проверяется проходными резьбовыми кольцами, которые должны полностью навинчиваться на винт и зажиматься непроходной регулируемой скобой для проверки среднего диаметра. В массовом производстве для проверки наружной резьбы пользуются предельными резьбовыми скобами с двумя парами роликов.
Автоматизация работ при нарезании резьбы на токарном станке
При скоростном нарезании резьбы и нарезании резьбы в упор трудно вручную управлять процессом отвода резца от детали. Для этой цели применяется ряд приспособлений, облегчающих труд токаря и повышающих производительность.
Для автоматического отвода резца при нарезании резьбы без проточенной канавки, а также резьбы в упор применяется приспособление. Оно состоит из закрепляемого в резцедержателе станка корпуса внутри которого перемещается ползун. В передней части ползуна имеется отверстие, в котором при помощи винта закрепляется резьбовой резец круглого сечения. Ползун снабжен прямоугольным окном, где помещается сухарь, запрессованный в корпус.
Оно состоит из закрепляемого в резцедержателе станка корпуса внутри которого перемещается ползун. В передней части ползуна имеется отверстие, в котором при помощи винта закрепляется резьбовой резец круглого сечения. Ползун снабжен прямоугольным окном, где помещается сухарь, запрессованный в корпус.
В рабочем положении ползун удерживается фиксатором. Фиксатор установлен на качающемся рычаге и поджимается к ползуну пружиной.
Приспособление работает следующим образом: в конце прохода ролик, укрепленный на рычаге, наталкивается на упор, установленный на станине. При этом рычаг поворачивается, и фиксатор освобождает ползун. Ползун под действием пружины мгновенно отводится вправо до упора в резиновую шайбу, прикрепленную к сухарю.
Токарь отводит суппорт в исходное положение, а затем, поворачивая рукоятку вокруг оси, подает ползун вперед до тех пор, пока фиксатор не зайдет в отверстие.
Ролик сидит на эксцентричной втулке, соединенной храповым механизмом с рукояткой. При каждом новом проходе совершается поворот ролика на определенный угол, меняется момент касания ролика с упором и происходит опережение отвода резца. Это позволяет нарезать резьбу в упор.
Это позволяет нарезать резьбу в упор.
Приспособление для быстрого отвода резца состоит из корпуса, в котором ходит скалка, снабженная прорезью для прохода стержня. В передней части скалки закреплен резьбовой резец; сбоку прикреплен сухарь.
Пружина стремится оттянуть скалку с резцом в заднее положение. Этому препятствует сухарь, который при рабочем ходе упирается в цилиндрическую часть стержня. Стержень при этом смещен в крайнее левое положение пружиной. В конце хода стержень наталкивается на переставной упор и отводится вправо. Сухарь становится против лыски на стержне, и резец отходит от детали. Возврат всех деталей в исходное положение выполняется при помощи рукоятки и эксцентрика.
ПОХОЖИЕ СТАТЬИ:
Как определить размер болтов, гаек, шпилек, винтов
Человеку, который ничего не знает о метизном ряде, будет сложно разобраться в определении их разновидностей. Особенно если нет должного опыта в замере правильных размеров крепежных элементов. Если начать с простого, то для базового понимания необходимы замеры толщины, длины и диаметра.
Параметры, по которым можно узнать базовую информацию об изделии – это длина, толщина, диаметр, а также может быть высота.
Чертежными обозначениями принято писать первую букву названия отдельного параметра. Она может быть, как большим шрифтом, так и малым. Получаем следующее:
- «D» от слова «diameter» и соответствует диаметру;
- «L» от слова «lenght» что означает длину;
- «S» от слова «stoutness» определяет толщину;
- «H» от слова «high» по возможности измеряется высота.
Во время измерения того или иного метиза существуют тонкости, которых следует придерживаться, чтоб определить правильный размер.
Правильное измерение болта
Если измеряемый болт с метрическим видом резьбы, тогда в информации о нем делают обозначение MDxPxL.
Данная аббревиатура обозначает следующее:
- M — изделие с метрической резьбой;
- D — значение диаметра метиза;
- P — информация касательно шага резьбы.
 Может встречаться мелкий, крупный и особо мелкий. Если шаг крупный, то значение не пишут;
Может встречаться мелкий, крупный и особо мелкий. Если шаг крупный, то значение не пишут; - L — длинна изделия.
Показания, которые были замерены, записываются в миллиметрах.
Чтоб безошибочно определить размер болтов и их тип, необходимо разобраться с их разновидностями. Для этого существуют жесткие нормы ГОСТ из советского времени, а по европейским меркам ISO. Могут быть немецкие стандарты с пометкой DIN. Только когда известен тип можно приступать к замерам.
Для проведения замеров необходимы специальные инструменты. Ими могут быть штангенциркуль, микрометр или шаблонная линейка. Для контроля резьбы измерений необходимо пользоваться калибрами «ПР-НЕ». Дословная расшифровка читается как «проходная-непроходная». Где ПР навинчивается без усилий, тогда как НЕ не навинчивается вообще.
Длину измерять лучше линейкой или более точным инструментом — штангенциркулем. Каждый резьбовой метиз имеет свой определённый шаг резьбы. А чтоб его узнать есть инструмент, называемый шагомером.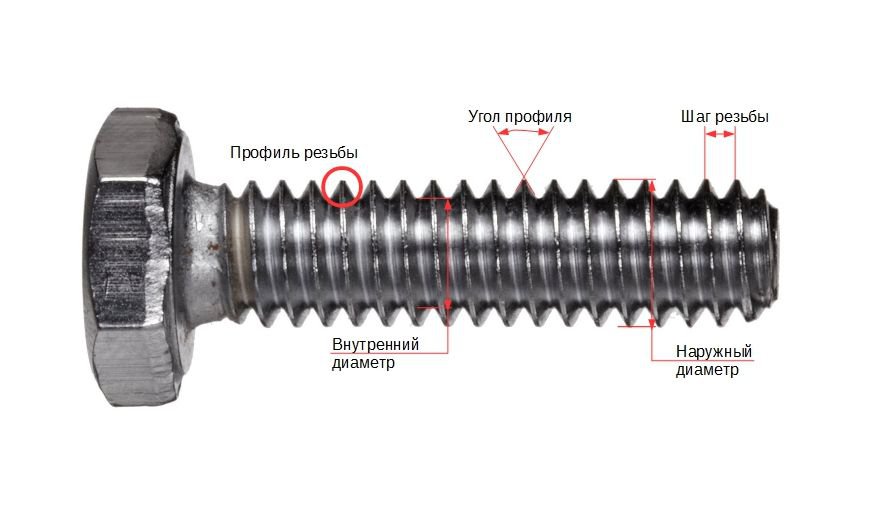 Если такого инструмента нет под рукой, то можно произвести межвитковой замер штангенциркулем.
Если такого инструмента нет под рукой, то можно произвести межвитковой замер штангенциркулем.
Такой метод измерения точнее определит шаг, если метиз будет крупного размера. Увы на мелких элементах возможны погрешности в правильности измерений. Чтоб этого не было следует делать замер нескольких витков. К примеру, если отмерять 10 витков и результат поделить на 10 получится необходимый шаг.
Когда метиз перемерен, то соответствующее значение можно отследить в специальной таблице. В случае, когда такого значения нет, возможно вы держите метиз с дюймовым шагом. Данному ряду также соответствует своя таблица. И для правильного определения размера следует прибегнуть к ней.
Болт сам по себе не так прост, как может показаться. Сфера применения болтов необычайно широка, что говорит о разнообразии геометрических форм и размеров для различных задач. Головка болта может быть следующих разновидностей:
- Головка выступает над поверхностью;
- Головка спрятана в материал заподлицо.

Когда производится замер длины метиза с выступающей головкой, она в расчет не берется. Следующие нормы ГОСТ помогут определить вид метиза по его головке:
- Метиз с выступающей головкой шестигранного вида — ГОСТ 7805-70, 7798-70, 15589-70, 10602-94;
- Для некоторых случаев крепление предусматривает уменьшенные шестигранные головки по стандартам ГОСТ 7808-70, 7796-70, 15591-70;
- Если на деталь будет воздействовать нагрузка любого типа, то необходимо применять метизы с высокой прочностью по ГОСТ 22353-77;
- Для скрепления крупных деталей применяют метизы с шестью гранями увеличенного размера ГОСТ Р 52644-2006;
- Болт с шестигранной головкой, который имеет винтовое направление ГОСТ 7811-70, 7795-70, 15590-70;
- Если необходима точность, то применяется уменьшенная головка болта для крепления в отверстиях после прохода развертки ГОСТ 7817-80;
- Для болтов с увеличенной головкой существует ГОСТ 7801-81;
- Для подъемаили крепления деталей в подвешенном состоянии используют рым-болт с петлей отечественного стандарта ГОСТ 4751-73;
- Применяются также головки в виде полукруга больших размеров с квадратным подголовком ГОСТ 7802-81.

Болт для крепежа под потайной заход измеряется вместе с резьбовой частью по следующим стандартам:
- Метизы для шин ГОСТ 7787-81;
- Головка под потайной заход с усом по стандарту ГОСТ 7785-81;
- Подголовок квадратный, а внутренняя часть под потайной заход может быть разной по ГОСТ 7786-81.
Чтоб узнать, какого стандарта болт, необходимо знать, какие могут быть разновидности головок. В случае если головка имеет шесть граней, можно воспользоваться ключом. Бывают виды, когда головка цилиндрической формы для потайных мест, тогда градация определяется по диаметру.
Определение болта с дюймовой градацией
В ходе ознакомления с документами и стандартами может попадаться сокращенное обозначение D”-NQQQxL, которое имеет следующие значения:
- D” – обозначает диаметр и может быть представлено в виде целого числа. В случае различных размеров могут применяться дроби и номера в случае с небольшим размером;
- N — обозначение количества витков в одном дюйме;
- QQQ — это прямое обозначение дюймовой резьбы, также может встречаться и с четырьмя буквами;
- L — определяет длину, измеряемую в дюймах.

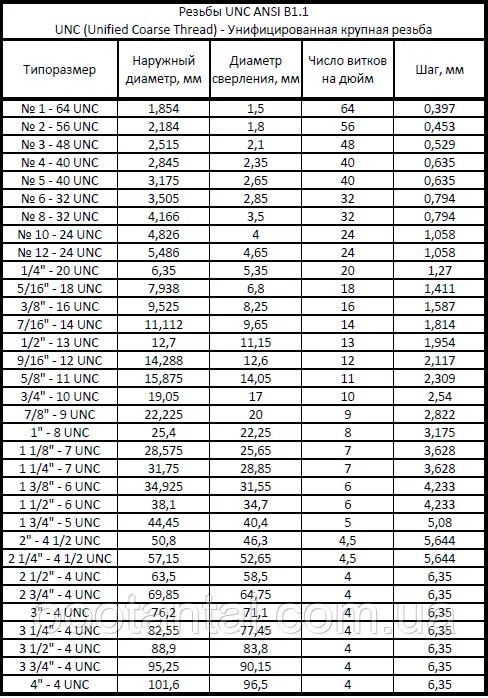
Когда возникла необходимость узнать диаметр резьбы на дюймовом болте, тогда полученные измерения необходимо разделить на 25,4 мм. В итоге получится дюймовое значение, которое необходимо будет найти в подходящей таблице UNC.
| Номинальный диаметр резьбы d=d1 | Шаг резьбы P | S | e | k | d3 | l-l1 | |
| крупный | мелкий | ||||||
| 6 | 1 | 10 | 10,9 | 4,0 | 1,6 | 4,0 | |
| 8 | 1,25 | 1 | 13 | 14,2 | 5,3 | 2,0 | 4,0 |
| 10 | 1,5 | 1,25 | 16 | 17,6 | 6,4 | 2,5 | 4,0 |
| 12 | 1,75 | 1,25 | 18 | 19,9 | 7,5 | 3,2 | 5,0 |
| (14) | 2 | 1,5 | 21 | 22,8 | 8,8 | 3,2 | 5,0 |
| 16 | 2 | 1,5 | 24 | 26,2 | 10,0 | 4,0 | 6,0 |
| (18) | 2,5 | 1,5 | 27 | 29,6 | 12,0 | 4,0 | 6,0 |
| 20 | 2,5 | 1,5 | 30 | 33,0 | 12,5 | 4,0 | 6,0 |
| (22) | 2,5 | 1,5 | 34 | 37,3 | 14,0 | 5,0 | 8,0 |
| 24 | 3 | 2 | 36 | 39,6 | 15,0 | 5,0 | |
| (27) | 3 | 2 | 41 | 45,2 | 17,0 | 5,0 | 8,0 |
| 30… | 3,5 | 2 | 46 | 50,9 | 18,7 | 6,3 | 10,0 |
Шаг резьбы измеряется тем же образом, как и метрические болты. Но в данном случае измеряются витки на дюймовом расстоянии. Упростить задачу можно при наличии резьбомера с дюймовыми значениями.
Но в данном случае измеряются витки на дюймовом расстоянии. Упростить задачу можно при наличии резьбомера с дюймовыми значениями.
Длинна изделия та же, но исчисляется в другой форме. Главное не забывать, что для правильного вычисления размера замер необходимо делить на 25,4 мм. Ориентируясь по таблице можно с легкостью найти подходящее значение.
Винт и все о его размерах
Подобно болтам винт имеет метрическую резьбу и обозначается следующей аббревиатурой MDxPxL. Разъяснение похожее, как и для стандартной резьбы:
- M — означает что резьба метрическая;
- D — показывает диаметр изделия;
- P — тип резьбы;
- L — общая длинна метиза.
Замеры следует производить только после выяснения точного ГОСТ, к которому принадлежит изделие. Учтите, что могут быть несколько разновидностей изделия. Для определения диаметра резьбы стоит воспользоваться штангенциркулем, чтоб получить точное значение.
Все крепежные винты имеют 4 разные группы:
- С выступающей верхней головкой;
- С наполовину углубленной головкой;
- Головка углублена целиком;
- Головка на винте отсутствует.
Согласно уже имеющимся советским стандартам определяется подходящий вариант крепежа:
- Крепежный элемент с цилиндрической верхней головкой под внутренний шестигранный ключ соответствует ГОСТ 11738-84;
- Если изделия выполнены в виде полукруглого элемента, к ним применяется ГОСТ 17473-80;
- Когда головка скрывается наполовину в материале — это ГОСТ 17474-80;
- В случае, когда крепёжная головка скрывается полностью — это ГОСТ 17475-80;
- Если метиз оборудован прямым шлицом, ему соответствуют несколько стандартов ГОСТ 1476-93, 1477-93, 1478-93, 1479-93;
- Если в метизе присутствует шестигранник, то крепеж соответствует ГОСТ 8878-93, 11074-93, 11075-93;
- Редко пользующиеся спросом крепежи с квадратной головкой делают по следующим стандартам ГОСТ 1482-84, 1485-84.
Как правильно определить размер шпильки
Основная резьба, применяемая на шпильках, это метрическая. Ей соответствует следующее обозначение в виде MDxPxL. Нового здесь ничего нет, замеры такие же, как и в предыдущих вариантах:
Нового здесь ничего нет, замеры такие же, как и в предыдущих вариантах:
M — метиз с метрической резьбой;
D — диаметр изделия;
P — шаг, измеряемый в миллиметрах;
L — длинна части которая будет задействована в работе.
Беря за ориентир соответствующий стандарт ГОСТ, производятся измерения согласно типу шпильки. Чтоб разобраться, с какой целью будет использоваться метиз, их делят на 2 группы:
- Конструкция метиза, который будет ввинчиваться в гладкие отверстия;
- Конец с элементом для крепежа для вкручивания в отверстие.
Первый тип использует для крепления всю резьбу по длине. Тогда как на втором варианте резьба нарезана только в конце.
Производство шпилек соответствует следующим стандартам:
- Резьбовые шпильки DIN 975;
- Размерный вариант DIN 976-1;
- Используются при ввинчивании на гладких участках ГОСТ 22042-76, 22043-76;
- Если необходимо скрепить фланцы, тогда стоит использовать метизы следующего стандарта — ГОСТ 9066-75.

Могут попадаться и прочие разновидности, на которые распространяются отдельные нормативы стандартов ГОСТ.
Определение размера заклепки
Заклепка представляет собой полнотелый метиз, с головкой который монтируется на изделие при помощи молотка. По документальной составляющей имеет следующее обозначение DxL. Обозначение говорит о следующем:
D — диаметр заклепочного тела;
L — общая длинна заклепки.
Когда осуществляется замер, можно ошибиться, так как нормативы ГОСТ используют несколько групп из-за различий в длине:
- Головка, выступающая над плоскостью;
- Метиз с потайным креплением;
- Возможность неполного потайного крепления.
Во время производства производители придерживаются следующих стандартов:
- Если головка метиза цилиндрической формы — ГОСТ 10303-80;
- Производство крепежа с потайной головкой по ГОСТ 10300-80;
- Вариант, когда головка полукруглого сечения — ГОСТ 10299-80;
- Когда головка метиза скрывается не полностью — ГОСТ 10301-80.

Можно использовать заклепки отрывного типа. Их принцип заключается в вытаскивании стержня, который уплотняет заклепку между двумя материалами.
У данных метизов отдельные стандарты производства:
- Заклепки отрывные с цилиндрической головкой по стандарту DIN 7337, ISO 15977, ISO 15979, ISO 15981, ISO 15983, ISO 16582;
- Заклепка с выпуклостью и потайным креплением соответствует DIN 7337, ISO 15978, ISO 15980, ISO 15984.
Размерные разновидности шплинтов
Шплинтов существует три варианта, и измеряются все они по-разному.
Разводные шплинты характеризуются дополнительным значением размера условного диаметра. Этот относительный диаметр касается отверстия под монтаж шплинта. Условный диаметр всегда будет больше, чем реальный. Разница в диаметрах отображена в ГОСТ 397-79.
Чтоб определится какой длины шплинт, следует сделать следующее. Все разводные шплинты оканчиваются длинным и коротким концом. Так вот правильная длинна метиза — от изгиба головки до конца короткого края.
В случае с игольчатым шплинтом здесь размер фиксирован и контролируется по нормативу DIN 11024. Размер метиза определяется по его диаметру.
Шплинты быстросъёмны, имеют кольцо, и длинна у них всегда фиксированная. В большинстве случаев применяются изделия по нормативу DIN 11024. Размер шплинта определяется по значению его диаметра.
Произведение замеров гайки
Основная часть гаек с метрической резьбой. Чтоб понять с каким диаметром предстоит иметь дело, необходимо будет произвести дополнительные замеры. Правильное значение всегда дает винт или болт от гайки. Такие измерения будут считаться наиболее точными.
Когда выполнен замер резьбы внутри гайки, мы получаем внутренний диаметр d вн.
Для более точного определения результата метрической резьбы необходимо знать соответствие d вн диаметру такого же болта. Для простоты подсчетов используйте таблицу.
Если применять калибры, можно точно определить необходимую резьбу. Методика калибра «проходная-непроходная» основана на свободном соединении одного края и отсутствию соединения другого края.
Вид гаек так же отличается, даже невооруженным взглядом можно заметить разницу. Для определения стандарта метиза необходимо измерять высоту. Так как есть несколько разновидностей высоких, низких, сверх высоких и прочих гаек метизного ряда.
Гайка так же, как и болт использует габариты «под ключ». В данном случае есть различие между метизами.
Точный размер шага резьбы можно замерять, воспользовавшись методом замера шага резьбы на болте. Для замеров необходим будет инструмент резьбомер или если его нет, то необходимо сосчитать количество витков на промежутке метиза.
Замер гайки с дюймовым размером
Для определения правильности резьбы на гайке с дюймовой резьбой, сперва необходимо взять соответствующий болт. Бывают случаи, когда под рукой нет болта, но есть только гайка, тогда поможет резьбомер. Полученный результат благодаря резьбомеру будет правильным, если не забывать его делить на 25,4 мм.
Шайба и ее размеры
Шайба имеет свое собственное обозначение, которое записывается как буква D. В прилагаемой документации такая расшифровка гласит, что это диаметр с метрической резьбой метизного изделия, применимого вместе с крепёжным элементом.
В прилагаемой документации такая расшифровка гласит, что это диаметр с метрической резьбой метизного изделия, применимого вместе с крепёжным элементом.
Для точности измерения шайб следует воспользоваться штангенциркулем. Полученный результат всегда будет немного больше, чем в обозначении. Такое свойство метиза обуславливается в связи со свободным ходом шайбы при монтаже ее на изделие. Таким образом такой зазор помогает без проблем надеть шайбу.
Тема сообщения
Сообщение
Что мы знаем о метрической резьбе? | Техника и Интернет
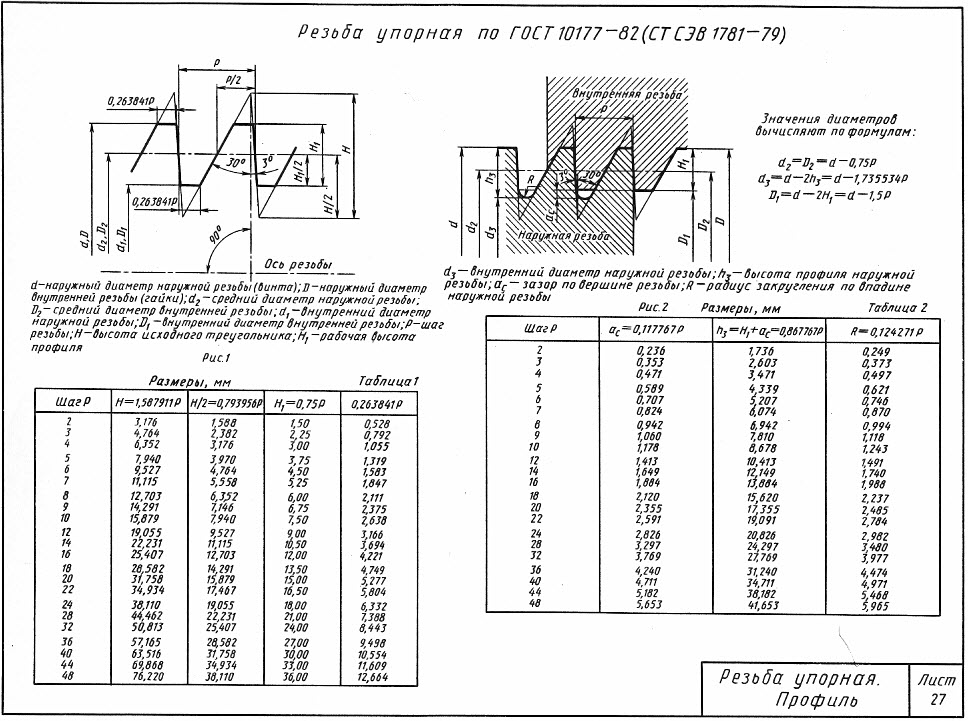
Резьба — она подобна колесу, и сопровождает нас на каждом шагу. Куда бы мы ни устремили свой взгляд, нас окружают резьбы. Они есть в мебели, замках, дверях, кухонных комбайнах, в некоторой посуде, в ванной комнате, в туалете, в любом светильнике, и так далее…
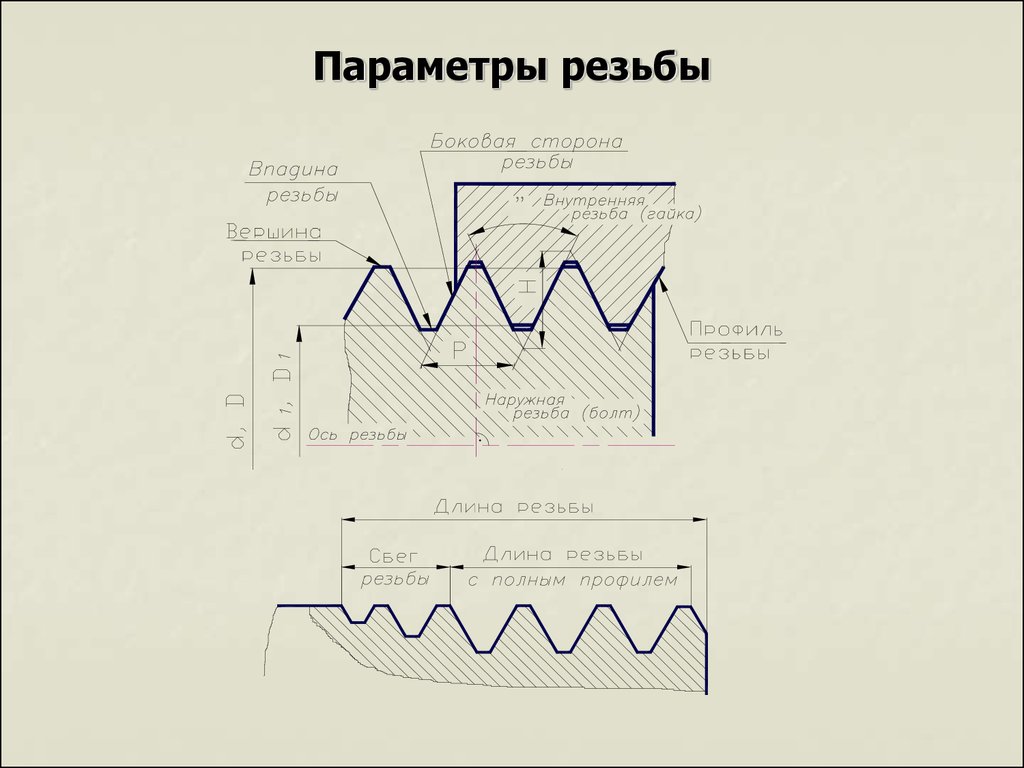
Резьбы бывают: правые, левые, треугольные, круглые, трапециодальные, трапециодальные упорные, прямоугольные, ленточные, трубные цилиндрические, трубные конические, модульные, питчевые. В быту нас окружают множество разновидностей резьб: ленточные — на саморезах, круглые — на цоколях лампочек, трапециодальные — в силовых механизмах, треугольные — буквально везде, начиная от кухни и заканчивая автомобилем, в котором их десятки типоразмеров.
В быту нас окружают множество разновидностей резьб: ленточные — на саморезах, круглые — на цоколях лампочек, трапециодальные — в силовых механизмах, треугольные — буквально везде, начиная от кухни и заканчивая автомобилем, в котором их десятки типоразмеров.
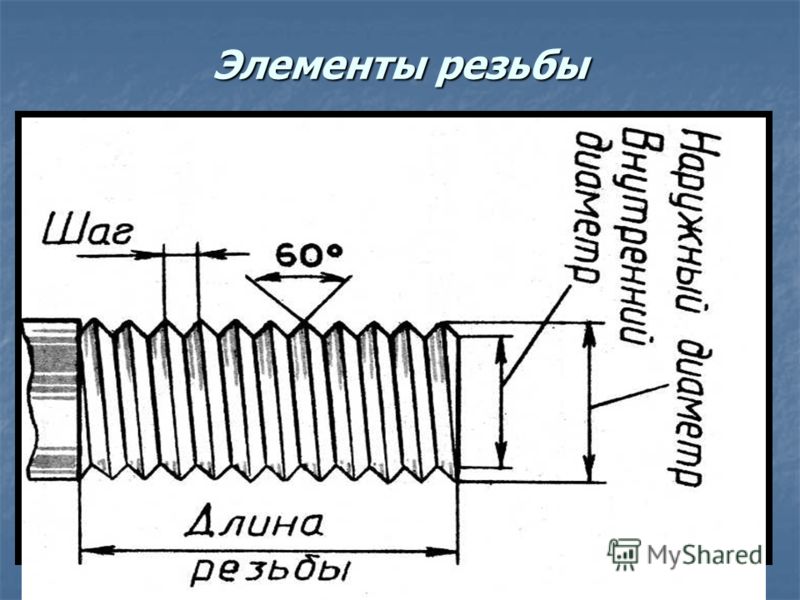
Наиболее распространенной крепежной резьбой в быту является резьба метрическая, имеющая треугольный профиль.
Такая резьба имеет угол профиля шестьдесят градусов. Единица измерения параметров резьбы — миллиметр. Обозначение такой резьбы состоит из буквы «М» и цифр. Например, М10 означает — резьба метрическая с диаметром стержня резьбы, равного 10 мм.
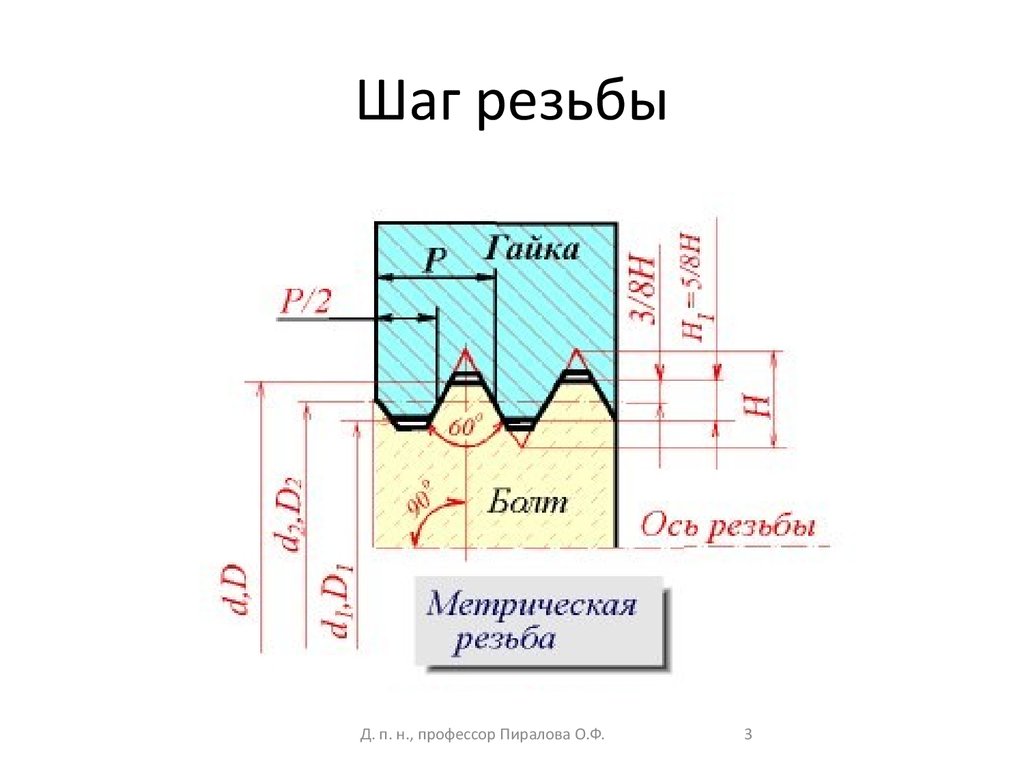
Если к такому обозначению добавлен знак «х» с цифрой, то следующей за знаком «х» цифрой обозначен шаг резьбы. Например, М10×1 означает — резьба метрическая диаметром 10 мм, имеющая шаг резьбы 1 мм. Крупные шаги не обозначают — они являются основными. Шаг резьбы измеряется расстоянием между вершинами двух соседних витков. Для измерения шага применяют специальные шаблоны, называемые резьбомерами.
Например, М10×1 означает — резьба метрическая диаметром 10 мм, имеющая шаг резьбы 1 мм. Крупные шаги не обозначают — они являются основными. Шаг резьбы измеряется расстоянием между вершинами двух соседних витков. Для измерения шага применяют специальные шаблоны, называемые резьбомерами.
В быту под рукой может не оказаться резьбомера. В таких случаях можно замерить шаг резьбы с помощью штангенциркуля, или, в худшем случае, линейки. Измерение шага лучше производить на резьбе болта, нежели гайки. Это связано с открытостью резьбы и возможностью прямого визуального контроля при проведении измерений. Для измерения надо отсчитать наибольшее число ниток и измерить расстояние между крайними вершинами витков резьбы по прямой линии. Я предпочитаю числа: 3, 5, 10. Связано это с простотой вычислений. Например, было замерено расстояние между десятью витками резьбы диаметра 16 мм, которое составило 20 мм.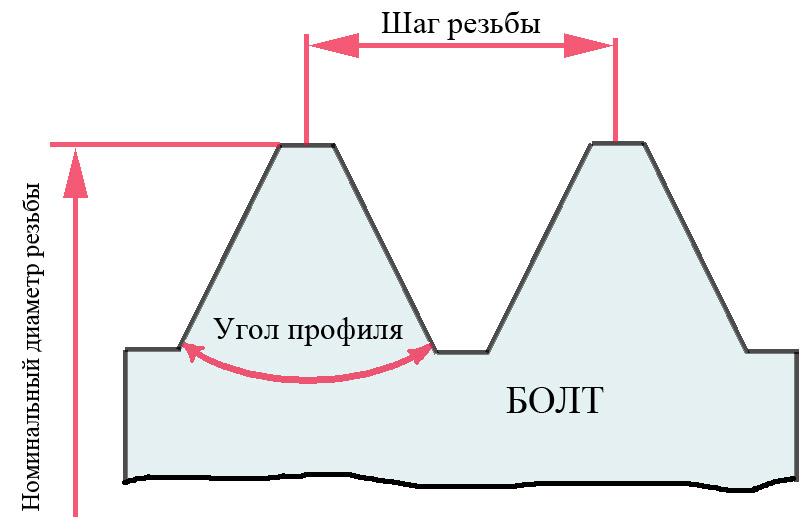 Чтобы узнать шаг резьбы, надо 20 мм разделить на 10 витков. Получим шаг резьбы, равный 2 мм.
Чтобы узнать шаг резьбы, надо 20 мм разделить на 10 витков. Получим шаг резьбы, равный 2 мм.
Для чего нужно знать шаг резьбы? Естественно, для правильности выбора резьбонарезного инструмента или же сверла для сверления отверстия под резьбу.
Определение диаметра стержня производится проще, чем определеление диаметра отверстия под нарезание резьбы. Диаметр стержня обычно равен диаметру резьбы. Однако, поскольку при нарезании резьбы происходит вытягивание металла (увеличение первоначального диаметра при нарезке резьбы), то обычно диаметр стержня занижают от номинального значения на 1:5; 1:8 шага резьбы. Например, для нарезания резьбы М16 с шагом равным 2 мм предпочтительно, чтобы диаметр стержня находился в пределах: от 16−2:5=15,6 мм до 16−2:8=15,8 мм.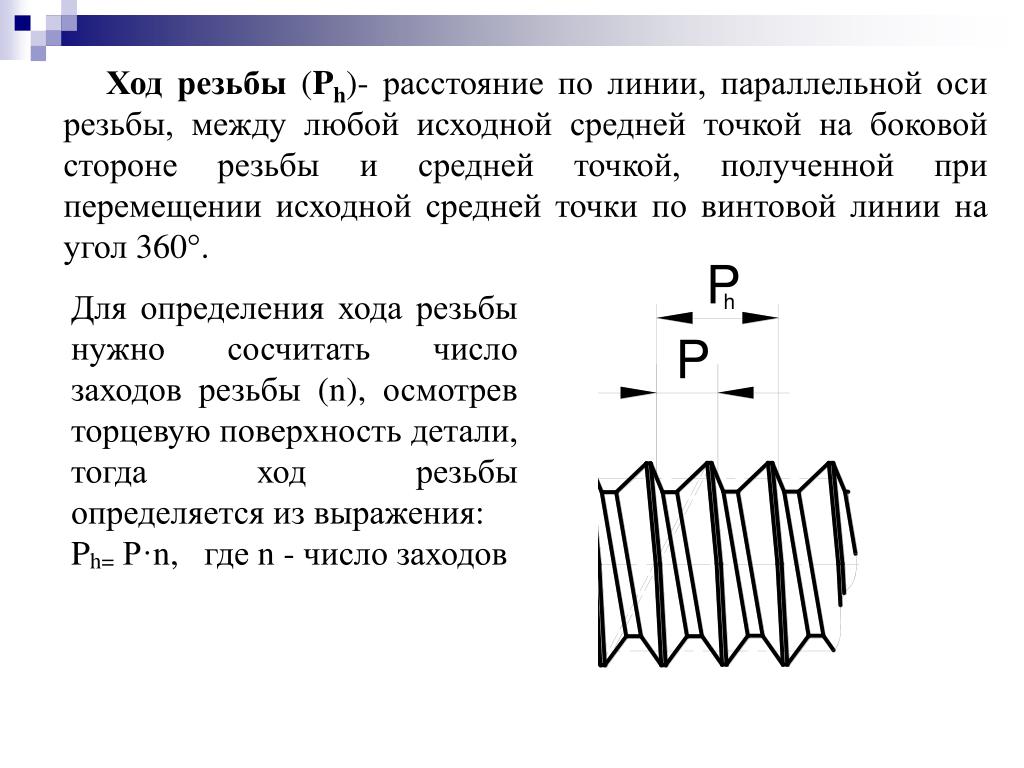
Как узнать диаметр отверстия под нарезаемую метрическую резьбу, если под рукой нет машиностроительного справочника с таблицами типоразмеров резьбы и рекомендуемыми диаметрами отверстий?
В таком случае воспользуемся приобретенными навыками измерения шага будущей резьбы и вычислим диаметр отверстия под нарезание резьбы метчиком.
Итак, шаг резьбы мы замерили и вычислили — он равен 2 мм. Диаметр резьбы мы замерили ранее и знаем, что он равен 16 мм. Для определения диаметра отверстия достаточно от диаметра резьбы болта 16 мм вычесть шаг резьбы 2 мм. Результат вычитания будет равен 14 мм. Значит, диаметр отверстия под нарезание резьбы М16 с шагом 2 мм должен быть равен 14 мм.
Вот такая она — резьба метрическая. Естественно, о ней можно рассказать намного больше, чем рассказано в данной статье.
Естественно, о ней можно рассказать намного больше, чем рассказано в данной статье.
Надеюсь, что эти сведения окажутся полезными людям, которые хотят освоить простейшие виды ремонта, иногда так необходимые в быту.
Теги: техника, ремонт, измерения, резьба
Процедуры идентификации и измерения резьбы
Идентификация резьбы
- Введение
- Некоторые полезные примечания о потоках
- Процедуры измерения резьбы
- Раздел A — Для больших диаметров от 0,3 мм до 7,7 мм
- Раздел B (Продолжение) — Для основных диаметров от 7,8 мм до 64 мм
- Раздел B — Таблица преобразования шага
- Таблица I. Как определяются 3 наиболее популярные резьбы и Таблица II.
 Примеры обозначения различных резьб и диаграммы с IV по VII. Углы резьбы
Примеры обозначения различных резьб и диаграммы с IV по VII. Углы резьбы - Диаграмма VIII — Угол резьбы 47,5 град. против 60 град.
- Диаграммы II и III — линейка и микрометр pix
- Таблица IV. Формула сверления метчика для метрической резьбы
- Таблица VIII. Как рассчитать наружный диаметр метрической резьбы, если известна только внутренняя резьба
Введение
Для идентификации неизвестного потока необходимы определенные инструменты и данные. В эти таблицы включена полезная подборка данных, необходимых для идентификации большинства наружных (наружных) резьб из трех самых популярных систем резьбы в мире, метрических стандартов, стандартов США (дюймов) и британских (дюймов) стандартов. Кроме того, в этой таблице будут описаны полезные инструменты и процедуры при попытке идентифицировать неизвестный поток.
Вот три основных шага для идентификации потока:
- Измерьте наружный диаметр наружной резьбы.
 {Большой диаметр – это внешний диаметр (НД) наружной резьбы}. Если вы пытаетесь идентифицировать внутреннюю (женскую) резьбу, эти таблицы данных не будут содержать достаточной информации. Для получения дополнительной информации об измерении внутренней (внутренней) резьбы; см. инструкции в Таблице VIII.
{Большой диаметр – это внешний диаметр (НД) наружной резьбы}. Если вы пытаетесь идентифицировать внутреннюю (женскую) резьбу, эти таблицы данных не будут содержать достаточной информации. Для получения дополнительной информации об измерении внутренней (внутренней) резьбы; см. инструкции в Таблице VIII. - Определить количество нитей на дюйм {Или количество нитей на сантиметр (см)}. См. Раздел (B) для преобразования шага в количество витков резьбы на дюйм и/или витков резьбы на сантиметр. Идеальный способ выполнить это измерение – шагомеры или резьбовые измерители (Примечание: шаговые измерители довольно недороги). Однако использование правила и тщательный подсчет потоков обычно допустимы.
- Сравните свои измерения с таблицами данных в разделе (A).
Примечание : класс соответствия, такой как США «2A/2B» или метрический показатель «6G/6H», выходит за рамки данных, включенных в эти диаграммы.
Несколько полезных заметок о потоках
- В обозначении метрической резьбы используется шаг вместо более известного в США метода резьбы на дюйм.
 Шаг — это расстояние в миллиметрах от любой точки резьбы до соответствующей точки следующей резьбы, измеренное параллельно ее оси.
Шаг — это расстояние в миллиметрах от любой точки резьбы до соответствующей точки следующей резьбы, измеренное параллельно ее оси.
- Метрическая крупная резьба не требует указания шага. Отсутствие спецификации шага указывает на то, что резьба будет из серии крупной резьбы.
- Номинальный диаметр метрической трубной резьбы, как конической, так и параллельной, равен наружному диаметру (НД) резьбы. Однако номинальные диаметры трубной резьбы в США, Великобритании и Японии соответствуют приблизительному внутреннему диаметру (ID) трубы или патрубка. В разделе (A) все резьбы перечислены в порядке возрастания размеров основного диаметра. Это помещает трубную резьбу США, Великобритании и Японии в число диаметров резьбы, которые больше их номинального размера.
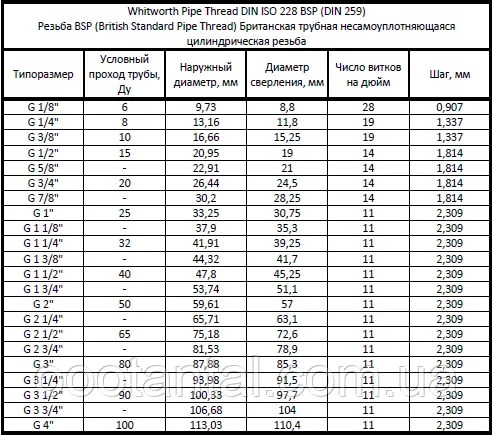
- Большинство метрических стран Европы и Азии используют британскую дюймовую систему (ISO) для измерения резьбы негидравлических/пневматических труб и насосно-компрессорных труб.
 Ниже приведены некоторые примеры обозначений этих резьб:
Ниже приведены некоторые примеры обозначений этих резьб:- Резьба, эквивалентная BSPP/BSPF (британский стандарт трубы – параллельная), обозначается в Германии как: G 1/4; во Франции: G 1/4 цилиндра; в Японии: PF 1/4; в Британии: R 1/4 тр.
- Резьба, эквивалентная BSPT (британский стандарт трубы – коническая), обозначается в Германии как: R 1/4 бочонка; во Франции: G 1/4 co; в Японии: PT 1/4; в Великобритании: R 1/4.
- Справочные стандарты для цилиндрической трубной резьбы ISO R228 обозначены как: Германия – DIN 259; Великобритания — BS 2779; Япония — JIS B 0202
- Справочные стандарты для конической трубной резьбы ISO R7 обозначены как: Германия – DIN 2999; Великобритания – БС 21; Япония — JIS B 0203
- В британской системе нет необходимости указывать количество витков на дюйм. Каждая из серий британской резьбы имеет только одно количество витков на дюйм в пределах своей серии и номинального диаметра.

- Серия резьбы U.S.A. Miniature (unm) взаимозаменяема с соответствующими размерами метрической резьбы ISO, где номинальные диаметры равны.
- Несколько дополнительных советов по идентификации системы резьбы: как правило, головки болтов с числовыми обозначениями, такими как 8.8, 9.8, 10.9, 12.9, вероятно, будут метрическими; а головки болтов с линейной/косой маркировкой, вероятно, будут из системы маркировки классов США.
Процедуры измерения:
- С помощью микрометра или штангенциркуля; определить главный диаметр (фактический наружный диаметр) наружной резьбы. Главный диаметр может быть измерен в десятичных дюймах или миллиметрах. Обратите внимание, что значение большого диаметра немного меньше зазора внутренней резьбы, но большой диаметр никогда не превышает номинальный размер наружной резьбы. (см. диаграмму III).
- С помощью линейки или штангенциркуля определите количество витков на дюйм.
 (см. диаграмму II). Или, если возможно, более точным методом является использование калибра шага или калибра резьбы.
(см. диаграмму II). Или, если возможно, более точным методом является использование калибра шага или калибра резьбы.Примечание : для правильной идентификации резьбы необходимо иметь как диаметр, так и значение шага, или значение резьбы на дюйм.
- Перейдите к соответствующему диапазону размеров секции (A). Проверьте основные колонны большого диаметра; найдите ближайшее измерение в соответствующем столбце миллиметров (мм) или десятичных дюймов для номинального диаметра, который вы измерили на первом шаге. Перемещайтесь по ряду, пока не найдете совпадение по количеству витков на дюйм или шагу, полученному на втором шаге.
- Если в этой строке есть только одна резьба с вашим шагом или значением резьбы на дюйм, то резьба теперь идентифицируется. Однако, если в этом ряду более одной резьбы, вам придется определить угол резьбы для окончательной идентификации (см.
 диаграмму VIII ниже, а также диаграммы с IV по VII для углов резьбы). Например, метрический измеритель шага резьбы легко покажет разницу в углах резьбы между резьбой BA (47 1/2 градуса) и метрической резьбой (60 градусов).
диаграмму VIII ниже, а также диаграммы с IV по VII для углов резьбы). Например, метрический измеритель шага резьбы легко покажет разницу в углах резьбы между резьбой BA (47 1/2 градуса) и метрической резьбой (60 градусов).
(Таблица IV) Формула сверления метчика для метрических 60 град. темы
Номинальный наружный диаметр Резьбы (большой диаметр) – шаг = размер сверла.
(Примечание: эта формула дает примерно 68–77 % резьбы.)
Пример: Чтобы найти размер метчика для резьбы m10 x 1,5.
10 (наружный диаметр) – 1,5 (шаг) = 8,5 мм (размер резьбового отверстия).
(Таблица VIII) Как рассчитать приблизительный номинальный наружный диаметр (НД) метрической наружной (внешней) резьбы, когда для измерения доступна только внутренняя (внутренняя) метрическая резьба
- Очень тщательно измерьте шаг (p), используя калибр для измерения шага резьбы или любой другой тип измерительного инструмента, который даст точное значение шага.

- Умножьте значение фактора: (f)=1,0825 на шаг (p), который дает результат (r). F х р = р. Пример: 1,0825 (f) x 1,75 (p) = 1,8944 (r)
- Очень тщательно измерьте внутренний диаметр (внутренний диаметр) внутренней метрической резьбы с помощью внутреннего микрометра, штангенциркуля или калибровочного штифта.
- Добавьте измеренное значение внутреннего диаметра (В.Д.) к результату (r), чтобы получить номинальный наружный диаметр (В.Д.) внутренней резьбы. Я БЫ. г = наружный диаметр Пример: предположим, что измеренное значение 10,1036 (внутренний диаметр) 1,8944 (r) = 12 (наружный диаметр или приблизительный номинальный наружный диаметр).
ПРЕДУПРЕЖДЕНИЕ: Мы не несем ответственности за любые технические ошибки или опечатки в этой публикации.
Как измерять винты – Wilson-Garner
Винты представляют собой крепежные детали с внешней резьбой, предназначенные для вставки в отверстия в собранных деталях, сопряжения с предварительно отформованной внутренней резьбой или для образования собственной резьбы.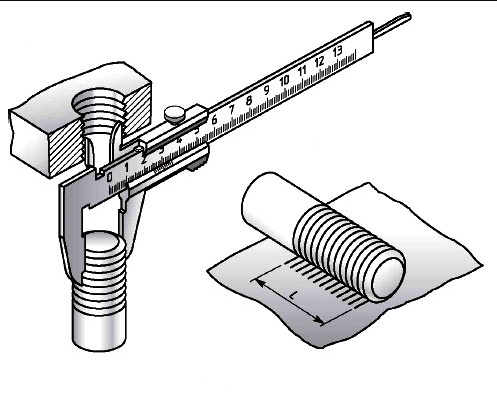 В большинстве случаев различные типы винтов определяются материалом, в котором они предназначены для сверления, что позволяет довольно просто определить, какой тип вам понадобится для вашего приложения.
В большинстве случаев различные типы винтов определяются материалом, в котором они предназначены для сверления, что позволяет довольно просто определить, какой тип вам понадобится для вашего приложения.
Однако винтовой тип — это только часть процесса. Вам также нужно будет определить правильный размер винта, что может быть немного сложнее, если вы не уверены, какие показатели искать. Вот несколько советов по измерению размера винтов, которые помогут вам начать.
Как измерять винты
Пожалуй, самая сложная часть измерения винтов — это знание правильных компонентов винтов и терминологии. Ниже мы рассмотрим некоторые ключевые измерения винтов и способы их получения.
Длина винта
Самый простой размер винта для понимания и запоминания — это длина. В самом простом смысле длина винта определяется путем измерения расстояния от плоской части головки до кончика или тупого конца винта.
Однако разнообразие уникальных типов головок винтов делает это измерение немного более сложным.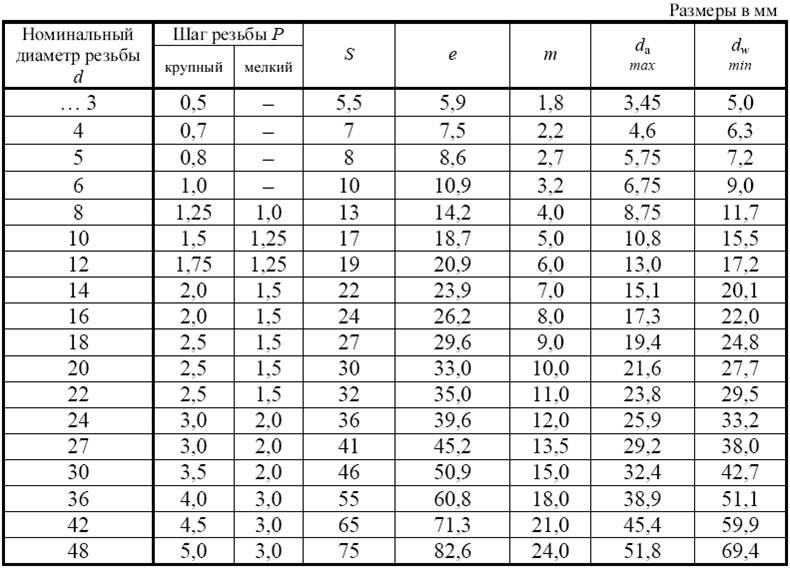 В то время как многие головки винтов имеют плоскую нижнюю часть, другие имеют другую конструкцию. Вот обзор некоторых типов головок винтов и способов измерения длины винтов с каждым из них:
В то время как многие головки винтов имеют плоскую нижнюю часть, другие имеют другую конструкцию. Вот обзор некоторых типов головок винтов и способов измерения длины винтов с каждым из них:
- Винты с плоским основанием головки (без потайной головки) – Длина измеряется от плоского основания головки до кончика или тупого конца винта
- Винты с плоской головкой (потайные) – Длина измеряется от плоской вершины головки до кончика или тупого конца винта.
- Винты с овальными головками – Это исключение, поскольку головка винта не имеет плоской стороны. Поэтому длина винтов с овальной головкой измеряется от самой широкой точки головки до кончика или тупого конца винта.
Большой диаметр, второстепенный диаметр, средний диаметр, номинальный диаметр
Да, четыре разных диаметра — и все они важны. Вот разбивка того, что каждый из них означает:
- Основной диаметр — это наибольший диаметр резьбы винта.
 Измеряется от гребня (вершины) резьбы с одной стороны до гребня резьбы с другой стороны.
Измеряется от гребня (вершины) резьбы с одной стороны до гребня резьбы с другой стороны. - Внутренний диаметр – это наименьший диаметр резьбы винта. Измеряется от корня (нижней части) резьбы с одной стороны до корня резьбы с другой стороны.
- Делительный диаметр – это диаметр теоретического цилиндра, который находится посередине между большим и меньшим диаметрами. С практической точки зрения вы, вероятно, не стали бы измерять средний диаметр готовой детали, а использовали бы эту информацию для накатывания резьбы на новой детали.
- Номинальный диаметр — это сокращение от «номинального большого диаметра» — и в большинстве случаев «номинальный» означает просто «в основном». Так что это предполагаемый большой диаметр. Например, вместо обозначения большого диаметра M13,962, многие предпочли бы округлить до номинального диаметра М14.
Таким образом, на самом деле есть только три важных диаметра и четвертый сокращенный термин, который упрощает обращение к одному из них. Но, поняв их все, вы сможете точно измерить ширину своего винта. Это важный шаг в обеспечении того, чтобы ваша деталь подходила к любому станку или материалу, в который вы ее сверлите.
Но, поняв их все, вы сможете точно измерить ширину своего винта. Это важный шаг в обеспечении того, чтобы ваша деталь подходила к любому станку или материалу, в который вы ее сверлите.
СВЯЗАННЫЕ: Нужен специальный болт, винт или шпилька? Уилсон-Гарнер может помочь.
Шаг резьбы
Шаг резьбы — это расстояние от точки на одной резьбе до той же точки на следующей резьбе. Вы можете измерить шаг резьбы от гребня, впадины или любой точки между ними.
Для метрических деталей это измеряется в миллиметрах, и следует помнить общее правило: больший шаг означает более грубую резьбу, а меньший шаг означает более тонкую резьбу. Это важно иметь в виду, когда вы думаете о таких вещах, как прочность винтов и простота установки.
Для дюймовых деталей шаг резьбы измеряется количеством витков на дюйм или TPI. Вы просто подсчитываете, сколько витков резьбы приходится на 1 дюйм длины винта. Это означает, что винты с меньшим числом шагов на дюйм имеют более крупную резьбу, а винты с большим числом шагов на дюйм имеют более мелкую резьбу — и, как и в случае с метрической системой, это важные факторы, которые следует учитывать при оценке прочности винтов и простоты установки.
Стандартные размеры шага резьбы в дюймах можно классифицировать с точки зрения их группировки в Единой системе резьбовых соединений. Вот две наиболее распространенные группы:
- Unified National Coarse (UNC) – более крупный шаг с более глубокой резьбой
- Унифицированный национальный штраф (UNF) – меньшая глубина резьбы и большая площадь растягивающего напряжения
Как определить правильный размер винта для вашего применения
Теперь вы знаете основы измерения винтов. Хотите сделать еще один шаг и определить правильный размер винта для вашего приложения? Вот некоторые отправные точки.
Вам нужен шуруп, длина и ширина которого подходят для материала, в который вы его вкручиваете, и который может выдерживать необходимую нагрузку без деформации. Таким образом, вы должны использовать размеры длины и ширины, определенные выше (длина, различные диаметры), чтобы определить нужный вам размер винта, при этом сохраняя шаг резьбы и то, как это может повлиять на работу винта и приложения.
Если вам нужна помощь или вы не можете найти винт нужного размера, обратитесь к производителю специального крепежа, которому вы можете доверять. В Wilson-Garner мы можем предоставить специализированное решение, соответствующее вашим уникальным требованиям к размеру, материалу и/или прочности. Мы гордимся тем, что производим специальные крепежные детали в соответствии с чертежами, указанными заказчиком, и в небольших количествах, чтобы вы могли получить именно то, что вам нужно, в том количестве, в котором вам это нужно. Чтобы начать работу, позвоните нам по телефону (800) 656-2658 или свяжитесь с нами онлайн.
Специальные винты
Резьбонарезной инструмент Wiseman | Какой самый распространенный тип резьбы?
Поздравляем! Если вы собираетесь читать эту статью, мы предполагаем, что вы собираетесь начать свой собственный проект. И независимо от того, является ли это вашим первым проектом или пятидесятым, важно убедиться, что вы получаете правильные расходные материалы.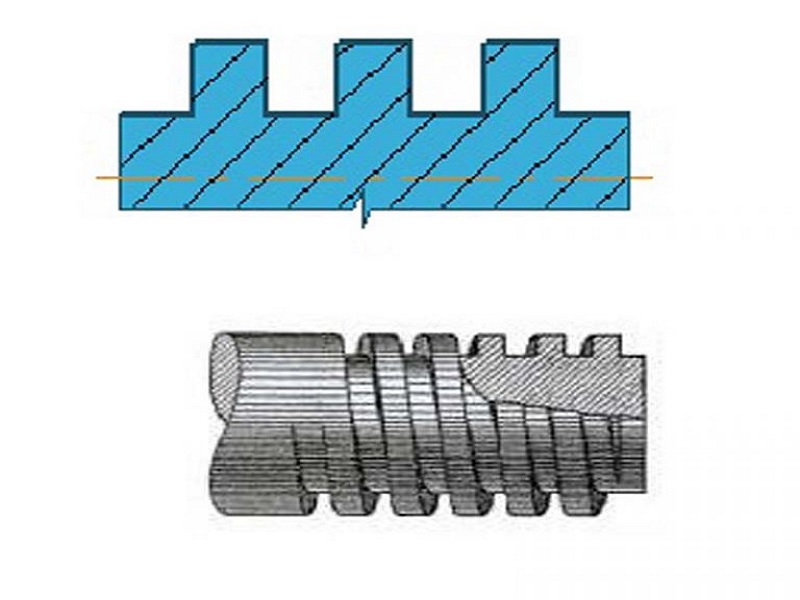
И одно из самых важных соображений, которые вы должны принять во внимание, — это тип нити, которую вы собираетесь использовать. Существуют сотни видов нитей, но каждый из них лучше всего подходит для конкретных проектов.
Наиболее распространенные типы нитей полезны для повседневных проектов.
Если вы собираетесь использовать их в личных, производственных или коммерческих целях, продолжайте читать. Мы расскажем, что вам нужно знать о наиболее распространенных типах резьбы.
Наиболее распространенный тип резьбы
Существует шесть распространенных типов резьбы:
- UN/UNF
- NPT/NPTF
- BSPP
- BSPT
- Метрическая ленточная
50006
Каждый из них обычно используется в строительных проектах, будь то частные или коммерческие.
Наиболее распространенным типом резьбы из этого списка является унифицированная грубая/мелкая резьба, измеряемая в дюймах. Вторым наиболее распространенным типом резьбы является метрическая крупная/мелкая резьба. Они измеряются в миллиметрах.
Они измеряются в миллиметрах.
Каждый вид резьбы имеет свое назначение в зависимости от толщины и материала.
Когда вы планируете свой следующий проект, вам нужно знать, для чего вам понадобятся ваши нити. Таким образом, вы должны быть в состоянии идентифицировать типы потоков, с которыми вы работаете. Это поможет вам решить, какое оборудование вам нужно.
Разница между грубой и тонкой резьбой
Если вы выбираете между грубой и тонкой резьбой, скорее всего, вы остановитесь на грубой резьбе.
Однако это изменится, если вы используете листовой металл. В этом случае вам следует остановить свой выбор на тонких нитях.
Крупная резьба имеет меньше витков на дюйм, чем мелкая. Кроме того, грубые нити встречаются чаще, чем тонкие. Это потому, что грубые нити имеют больше применений.
Тонкие нити с большей вероятностью перекрещиваются или застревают. Грубые нити входят под углом, чтобы не возникало подобных осложнений. В конце концов, это облегчает установку грубой резьбы.
С другой стороны, винты с мелкой резьбой прочнее, чем винты с крупной резьбой. Мелкая резьба тонкая, поэтому она занимает меньшую доступную площадь поверхности винта.
Тем не менее, грубая резьба лучше защищает от возможного зачистки. Крупная резьба более устойчива к любым повреждениям или коррозии, которые могут произойти. Так что больше места для ошибки.
Мелкая резьба позволяет профессионалам добиться точной регулировки. Каждый оборот тонкой резьбы меньше, чем такой же оборот грубой резьбы. Таким образом, те, кто использует винты с мелкой резьбой, имеют больше контроля при размещении.
Характеристики потоков
Существуют несколько характеристик, которые вы сможете идентифицировать с каждым винтом:
- Пол
- . через каждую характеристику и объясните, как вы можете их идентифицировать.
Пол
Нити работают парами. Одна нить внутренняя, а другая внешняя.
Внутренняя резьба внутренняя, наружная резьба наружная.

Например, винт имеет наружную резьбу, а отверстие, в которое он входит, имеет внутреннюю резьбу.
Ручность
Спираль нити может идти в любую сторону. Направление вращения спирали определяет, является ли винт левым или правым.
Большинство нитей ориентированы таким образом, что центр спирали смещается от наблюдателя при повороте по часовой стрелке. В то же время он движется к зрителю, когда вращается против часовой стрелки.
Такая ориентация правосторонняя. Так как большинство людей правши, правша в винтах по умолчанию. В свою очередь, для деталей и крепежных деталей по умолчанию также используется правша.
Конструкция
Конструкция каждой резьбы либо коническая, либо параллельная. Конические конструкции защемляются на конце винта, в то время как параллельные конструкции остаются неизменными при движении вдоль винта.
Важно, чтобы каждый дизайн соответствовал его противоположности. В противном случае могут возникнуть структурные проблемы.

Шаг
Шаг — это расстояние от вершины одной резьбы до вершины следующей резьбы. Обычно специалисты измеряют шаг в миллиметрах.
Однако существует измерение, которое называется TPI. Это означает «количество ниток на дюйм». Как следует из названия, TPI измеряется в дюймах.
Диаметр
Винты бывают трех видов диаметра: большой диаметр, вспомогательный диаметр и средний диаметр. Больший диаметр винта определяется вершинами резьбы, а меньший диаметр винта определяется канавкой резьбы.
Делительный диаметр относится к расстоянию между двумя вершинами противоположных сторон. Другими словами, делительный диаметр — это длина центральной линии профиля винта.
Угол
Существует один вид главного угла: боковой угол. Винты с конической конструкцией также имеют угол конусности.
Угол между боковыми поверхностями резьбы представляет собой угол между боковой поверхностью резьбы и линией, перпендикулярной к оси винта. Угол конусности в конических винтах – это угол между конусностью и центральной осью трубы.
Вершина и корень
Вершина — это самая внешняя часть резьбы винта, а корень — самая внутренняя часть резьбы винта.
Возможно, вы сможете лучше идентифицировать гребни и корни, если представите резьбу винта в виде длинного гребня. Вершина гребня – это гребень, а низ гребня – корень.
Обозначение потоков
Существует четыре этапа распознавания и идентификации различных типов потоков. Чтобы выполнить эти шаги, вам понадобятся два инструмента: измеритель шага и штангенциркуль.
Шагомер — это инструмент, который может измерять расстояние между двумя витками резьбы на винте. Для винтов NPT, UN/UNF и BSPP эти размеры указаны в дюймах. Для метрических винтов мы измеряем в миллиметрах.
Штангенциркуль измеряет диаметр резьбы. Штангенциркуль измеряет внешнюю часть резьбы для наружной резьбы и внутреннюю часть резьбы для внутренней резьбы.
Цифровые штангенциркули позволяют быстро и легко выполнять эти измерения. Таким образом, это упрощает процесс.

1. Цилиндрическая и коническая резьба
Чтобы отличить параллельную резьбу от конической, нужно смотреть на диаметр резьбы.
Если диаметр резьбы с течением времени становится тоньше, это коническая резьба. Если диаметр резьбы остается прежним, это параллельная резьба.
Параллельная резьба включает UN/UNF, BSPP и метрическую параллельную резьбу. К коническим резьбам относятся NPT/NPTF, BSPT и метрические конические резьбы.
2. Определение шага
С помощью измерителя шага резьбы можно определить размер резьбы винта. Датчик может помочь вам измерить и рассчитать количество нитей на определенном расстоянии.
Ниже приведены общие размеры шага для распространенных типов резьбы:
- UN/UNF (SAE) — 12, 14, 16, 18, 20, 24
- NPT/NPTF (американская труба) — 11,5, 14, 18, 27
- БСПП (Бритиш Пайп) – 11, 14, 19, 28
- БСПТ (Бритиш Пайп) – 11, 14, 19, 28
- Метрические параллельные – 1,0, 1,5, 2,0
- Метрические конические – 1,0, 1,5, 2,0
Когда вы определяете размер шага ваших винтов, вы должны использовать эти измерения в качестве ориентира при использовании измерителя шага.
3. Определение размера резьбы
Теперь пришло время определить размер резьбы.
Прежде чем начать, вы должны определить, является ли ваша резьба трубной. Если вы смотрите на трубную резьбу, вам необходимо сравнить ее размер с номинальным размером профиля. Если вы ищете нетрубную резьбу, вам нужно использовать штангенциркуль для измерения внешнего диаметра резьбы.
4. Выберите нить
На этом последнем этапе пришло время собрать всю информацию воедино. Вы можете определить тип резьбы, выяснив, является ли резьба конической или параллельной, измерив шаг и определив размер резьбы.
Наиболее распространенный тип резьбы, UN/UNF, имеет следующие характеристики:
- Коническая и параллельная – параллельная
- Шаг – 12, 14, 16, 18, 20, 24
- Размер резьбы – измеряется штангенциркулем
- Обозначение резьбы — размер шага, тип 3/4–16 (UN/UNF)
Если вы можете определить тип резьбы, на которую смотрите, вы можете убедиться, что используете правильный тип резьбы.
 темы для ваших проектов. Если вы выберете неправильную деталь, вы можете нанести материальный ущерб. Поэтому, если вы сомневаетесь, вы должны измерить все еще раз.
темы для ваших проектов. Если вы выберете неправильную деталь, вы можете нанести материальный ущерб. Поэтому, если вы сомневаетесь, вы должны измерить все еще раз.Получение необходимых типов резьбы
Как известно любому профессионалу, важно понимать и уметь идентифицировать каждый отдельный тип резьбы. Учитывая, что наиболее распространенным типом резьбы является резьба UN/UNF, вы можете лучше познакомиться с этим типом резьбы.
Хотя существует шесть распространенных типов, которые вы должны уметь идентифицировать и различать. В то же время вы должны быть в состоянии определить использование этих различных типов потоков.
После того, как вы определились с типом оборудования, которое вам нужно, вы должны проверить наши поставки. От измерительных инструментов до различных видов резьбы — у нас есть все, что вам нужно.
Если вы не уверены, какое оборудование вам нужно, свяжитесь с нами. Независимо от того, выбираете ли вы один из наиболее распространенных типов резьбы или другой тип резьбы, мы можем помочь вам найти правильные инструменты для работы.
