Шаг резьбы м6 стандартный шаг: Шаг для основной и мелкой резьбы
alexxlab | 01.08.2018 | 0 | Разное
Мелкий шаг резьбы – описание и различия
Болты, винты, гайки, шпильки, саморезы, шурупы, пробки и другой крепеж имеют основной и мелкий шаг резьбы. К основным видам резьб относятся:
- Метрическая
- Дюймовая
- Трубная
- Шурупная
- Трапецеидальная
Резьба имеет ряд элементов:
- профиль резьбы — это очертания впадин и выступов в сечении плоскостью, проходящей вдоль оси крепежного элемента;
- шаг резьбы — расстояние между двумя вершинами, измеренными вдоль оси крепежного элемента;
- угол профиля резьбы — угол между боковыми сторонами профиля резьбы, измеряемой в плоскости, проходящей через ось крепежного элемента;
- наружный диаметр резьбы — наибольший диаметр, измеряют по вершинам профиля, перпендикулярно оси крепежного элемента;
- ход резьбы — величина относительного осевого перемещения крепежного изделия с резьбой за один оборот.


Профиль метрической резьбы.
Р шаг резьбы, Н — высота витка резьбы, D — диаметр резьбы болта, D1 — внутренний диаметр резьбы гайки.
В машиностроении стран бывшего СССР наиболее употребляема метрическая резьба. Все крепежные метрические резьбы имеют треугольный профиль с углом при вершине 60 градусов.
Различают метрическую основную резьбу для крепежных изделий (ГОСТ 9150-81) и метрическую мелкую резьбу.
Метрическая мелкая резьба подразделяется:
- Мелкая резьба;
- Мелкая резьба 2:
- Супермелкая.
У резьбы с мелким шагом одному и тому же наружному диаметру могут соответствовать разные шаги. Резьбу с мелким шагом обозначают, например, М10х1,25 или М14х1,5. Где М10 или М14 обозначает диаметр крепежного изделия, а 1,25 или 1,5 — шаг резьбы. Если вы покупаете крепежное изделие, где обозначен только диаметр, то шаг резьбы у этого изделия основной. Обычно мелкий шаг резьбы применяется в резьбовых соединениях, работающих в условиях вибрации, переменных нагрузок и толчков.
Мелкий шаг резьбы обычно применяется в резьбовых соединениях, работающих в условиях вибрации, переменных нагрузок и толчков.
Со склада вы можете приобрести следующие виды крепежа с мелким шагом резьбы:
Гайки
Гайки низкие шестигранные DIN 439, 936 аналог ГОСТов 5916, 5929;
Гайки шестигранные DIN 934 аналог ГОСТ 5915, 5927;
Гайки корончатые и прорезные DIN 935 аналог ГОСТов 5918, 5932;
Гайки корончатые и прорезные низкие DIN 937 аналог ГОСТов 5919, 5933;
Гайки круглые шлицевые ГОСТ 11871.
Болты с шестигранной головкой с неполной и полной резьбой класса прочности 8.8, 10.9 DIN 960, 961 аналог наших ГОСТов 7798, 7805
Штанги резьбовые DIN 976 (бывший DIN 975)
При заказе крепежа с мелким шагом резьбы используйте таблицу
| Шаг резьбы для основной и мелкой однозаходной резьбы | ||||
| Шаг резьбы P, мм | ||||
| Резьба | Основная резьба | Мелкая | Мелкая 2 | Супермелкая |
| 1 | 0,25 | 0,2 | – | – |
| 1,2 | 0,25 | 0,2 | – | – |
| 1,4 | 0,3 | 0,2 | – | – |
| 1,6 | 0,35 | 0,2 | – | – |
| 1,8 | 0,35 | 0,2 | – | – |
| 2 | 0,4 | 0,25 | – | – |
| 2,2 | 0,45 | 0,25 | – | – |
| 2,5 | 0,45 | 0,35 | – | – |
| 3 | 0,5 | 0,35 | – | – |
| 3,5 | 0,6 | 0,35 | – | |
| 4 | 0,7 | 0,5 | – | – |
| 5 | 0,8 | 0,5 | – | – |
| 6 | 1 | 0,75 | 0,5 | – |
| 8 | 1,25 | 1 | 0,75 | 0,5 |
| 10 | 1,5 | 1,25 | 1 | 0,75 |
| 12 | 1,75 | 1,5 | 1,25 | 1 |
| 14 | 2 | 1,5 | 1,25 | 1 |
| 16 | 2 | 1,5 | 1,25 | 1 |
| 18 | 2,5 | 2 | 1,5 | 1 |
| 20 | 2,5 | 2 | 1,5 | 1 |
| 22 | 2,5 | 2 | 1,5 | 1 |
| 24 | 3 | 2 | 1,5 | 1 |
| 27 | 3 | 2 | 1,5 | 1 |
| 30 | 3,5 | 1,5 | 1 | |
| 33 | 3,5 | 2 | 1,5 | 1 |
| 36 | 4 | 3 | 2 | 1,5 |
| 39 | 4 | 3 | 2 | 1,5 |
| 42 | 4,5 | 3 | 2 | 1,5 |
| 45 | 4,5 | 3 | 2 | 1,5 |
| 48 | 5 | 3 | 2 | 1,5 |
| 52 | 5 | 3 | 2 | 1,5 |
| 56 | 5,5 | 4 | 3 | 1,5 |
| 60 | 5,5 | 4 | 3 | 1,5 |
| 64 | 6 | 4 | 3 | 2 |
| 68 | 6 | 4 | 3 | 2 |
Метрическая резьба. Шаг резьбы. Как измерить шаг резьбы
 Шаг резьбы. Как измерить шаг резьбы
Шаг резьбы. Как измерить шаг резьбыМетрическая резьба
Резьба — это вид поверхности с чередующимися выступами и впадинами. Существует несколько видов резьбы. Самые популярные – метрическая и дюймовая. В данной статье мы затронем только метрическую резьбу, так как она более распространенная.
Метрическая резьба является основным типом крепежной резьбы. Отличается она шагом и номинальным диаметром. Шаг резьбы равен расстоянию между двумя одинаковыми точками ближайших одноименных профилей, лежащих в одной плоскости. Не смотря на столь сложное определение, понять его очень легко – это расстояние между двух выступов резьбы.
В свою очередь, метрическая резьба согласно ГОСТ 8724-81 может быть с крупным (основным) или мелким шагом. Считается что шаг от 1 до 68 мм – крупный шаг, выше чем 68 мм – только мелкий шаг. Так же, следует отметить тот факт, что мелкий шах резьбы может быть разным при одном и том же диаметре стержня, а крупный имеет только одно значение.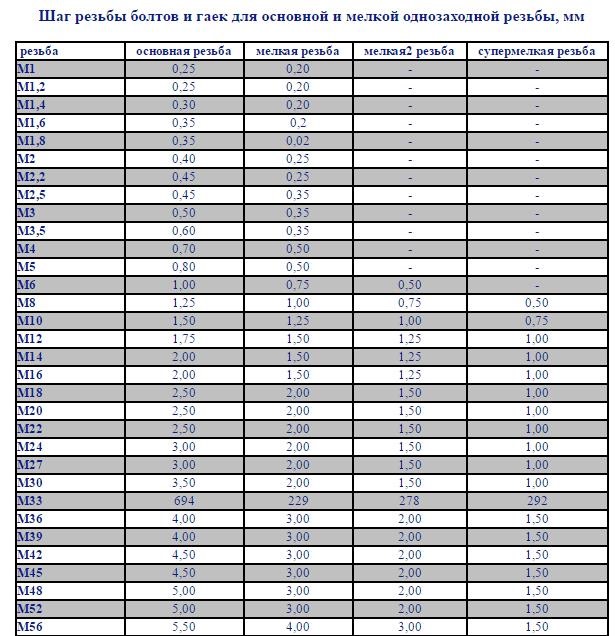
Метрическая резьба имеет треугольный профиль с углом 60° и плоско срезанными вершинами. Диаметр и шаг резьбы выражены в милиметрах. Существует несколько стандартов на метрическую резьбу. Все-таки и в Европе, и в США чаще применяется метрическая резьба стандарта ISO. Метрическая обозначается буквой “М”, за которой следует значение наружного диаметра резьбы и, после символа “ ד, обозначение шага резьбы (например, М12×1,25).
Метрическая резьба с нормальным шагом обычно помечается буквой “М”, за которой следует значение наружного диаметра резьбы, но шаг при этом не указывается (например М4, М6, М12). Как правило под резьбой ISO подразумевается именно резьба с нормальным (крупным) шагом.
Метрическая резьба с мелким шагом помечается той же буквой “М”, но в обозначение номинала резьбы всегда включается размер шага в мм (например, М12×1,25). За рубежом она иногда (например, в заголовках таблиц) может обозначаться буквами “MF” (от “Fine” – “Мелкий”).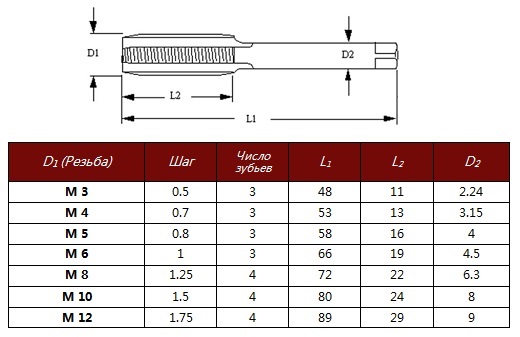 Метрическая резьба с мелким шагом применяется только в специальных случаях, когда нормальная резьба по стандарту ISO по каким-либо причинам не устраивает разработчиков того или иного узла или агрегата.
Метрическая резьба с мелким шагом применяется только в специальных случаях, когда нормальная резьба по стандарту ISO по каким-либо причинам не устраивает разработчиков того или иного узла или агрегата.
Обычно мелкий шаг резьбы применяется в условиях небольшой вибрации или толчков. Таким образом, крепежи с мелким шагом часто используют в авиастроении и для скрепления высокоточных механизмов в машиностроении. Что касается обычного шага, то такие крепежи самые популярные и их эксплуатируют практически везде и повсеместно.
Шаг для основной и мелкой резьбы
Резьба | Шаг резьбы Р, мм | |||
Основная резьба М | Мелкая резьба М | |||
мелкая | мелкая 2 | супермелкая | ||
M1 | 0. | (0.2) | – | – |
M1.2 | 0.25 | (0.2) | – | – |
M1.4 | 0.3 | (0.2) | – | – |
M1.6 | 0.35 | (0.2) | – | – |
M1.8 | 0.35 | (0.2) | – | – |
M2 | 0.4 | (0.25) | – | – |
M2.2 | 0.45 | (0.25) | – | – |
M2.5 | 0.45 | (0.35) | – | – |
M3 | 0. | (0.35) | – | – |
M3.5 | 0.6 | (0.35) | – | – |
M4 | 0.7 | 0.5 | – | – |
M5 | 0.8 | 0.5 | – | – |
M6 | 1.0 | 0.75 | 0.5 | – |
M8 | 1.25 | 1.0 | 0.75 | 0.5 |
M10 | 1.5 | 1.25 | 1.0 | 0.75 |
M12 | 1.75 | 1.5 | 1.25 | 1. |
M14 | 2.0 | 1.5 | 1.25 | 1.0 |
M16 | 2.0 | 1.5 | – | 1.0 |
M18 | 2.5 | 2.0 | 1.5 | 1.0 |
M20 | 2.5 | 2.0 | 1.5 | 1.0 |
M22 | 2.5 | 2.0 | 1.5 | 1.0 |
M24 | 3.0 | 2.0 | 1.5 | 1.0 |
M27 | 3.0 | 2.0 | 1.5 | (1.0) |
M30 | 3. | 2.0 | 1.5 | (1.0) |
M33 | 3.5 | 2.0 | 1.5 | – |
M36 | 4.0 | 3.0 | 2.0 | 1.5 |
M39 | 4.0 | 3.0 | 2.0 | 1.5 |
M42 | 4.5 | (4.0) 3.0 | 2.0 | 1.5 |
M45 | 4.5 | (4.0) 3.0 | 2.0 | 1.5 |
M48 | 5.0 | (4.0) 3.0 | 2.0 | 1.5 |
M52 | 5.0 | (4.0) 3.0 | 2. | 1.5 |
M56 | 5.5 | 4.0 | 3.0 (2.0) | 1.5 |
M60 | 5.5 | 4.0 | 3.0 (2.0) | 1.5 |
M64 | 6.0 | 4.0 | 3.0 | 2.0 (1.5) |
M68 | 6.0 | 4.0 | 3.0 | 2.0 (1.5) |
 25
25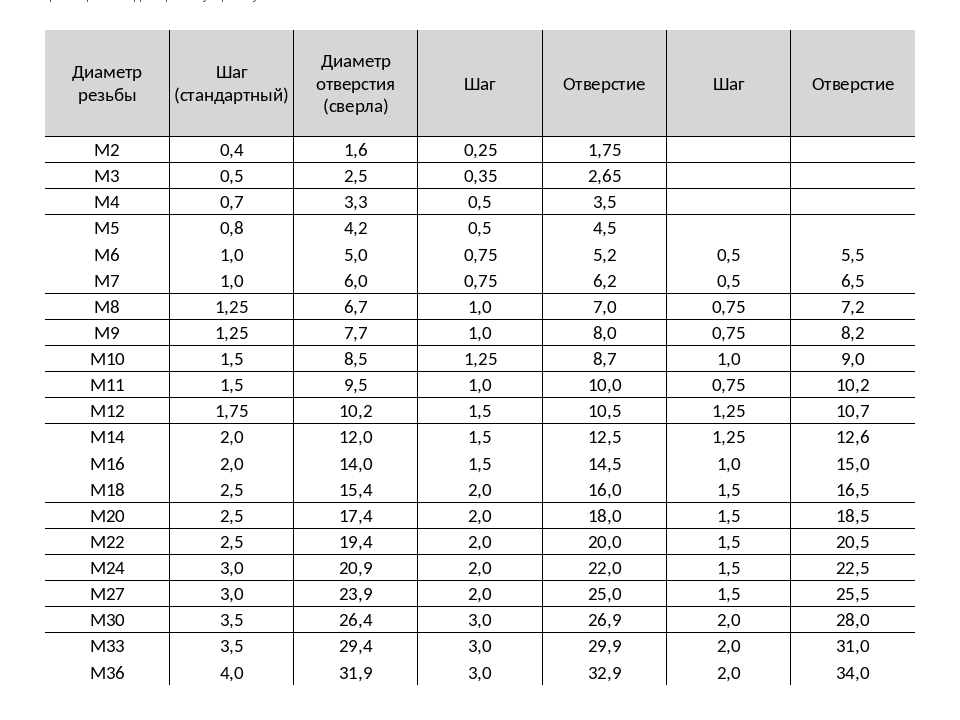 5
5 0
0 5
5 0
0
Метчики для нарезания резьбы (STAMO) | Метрический метчик – это устройство для нарезания внутренней метрической резьбы основного шаг в сквозных и глухих отверстиях. Метчики M измеряются в миллиметрах (в отличие от дюймовых, размер которых записывается в дюймах). Соответственно маркировка «Метчик M8» говорит о том, что размер резьбы, то есть ее диаметр, будет составлять 8 мм. Метрические метчики имеют размер угла резьбы в профиль, равный 60°.
СтраницыШаг резьбыШаг резьбы метчиков M – это расстояние между двумя соседними вершинами углов резьбы в профиль. Помимо основного шага, метчики M имеют и дополнительные шаги, которые всегда меньше основного. То есть метчик M10 с основным шагом резьбы 1,5 возможен в вариациях с шагом 1 и даже 0,75.
Метрические метчики от НПО СТАМОСтандартные размеры резьб начинаются с двух миллиметров, однако СТАМО выпускает метчики под заказ с диаметром резьбы от 1,2 до 160 мм. Накопленный производственный опыт позволяет выполнять заказы по техническому заданию или чертежам заказчика с нестандартными параметрами. Также возможно нанесение особого покрытия на изделия, представленные в каталоге, и на метчики M, созданные под заказ. Таблица соответствия диаметра и шага резьбы метчиков M:
|
 В спецификациях такие метчики фигурируют с буквенным обозначением «M» и числом после него.
В спецификациях такие метчики фигурируют с буквенным обозначением «M» и числом после него. 00
00 00
00 00
00 00
00 00
00 50
50 00
00 00
00 50
50 00
00 00
00 00
00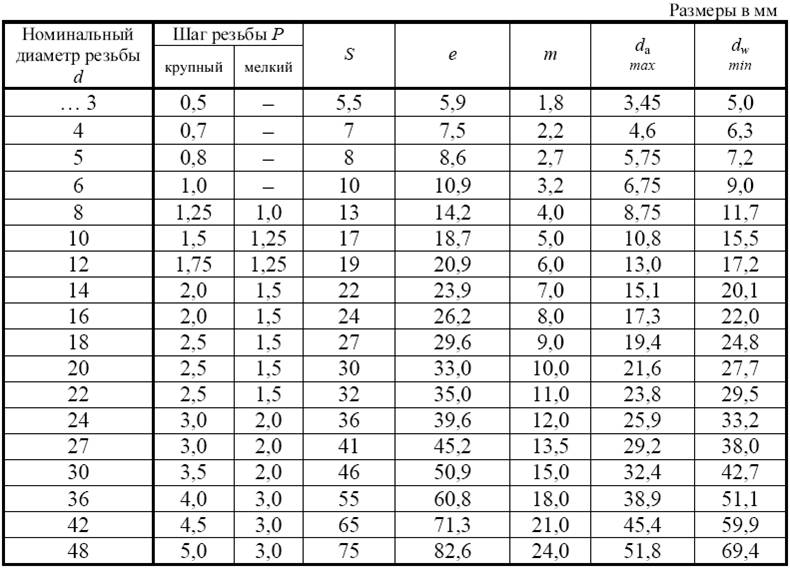 00
00 00
00 00
00 00
00 00
00 00
00 50
50 00
00 00
00 50
50 00
00 00
00 00
00 Шаг резьбы может быть мелким или крупным, но каждому размеру метчика соответствует только один основной шаг. Чем больше диаметр резьбы, тем больше ее шаг.
Шаг резьбы может быть мелким или крупным, но каждому размеру метчика соответствует только один основной шаг. Чем больше диаметр резьбы, тем больше ее шаг. 45
45 5
5болт м6, м8, м10, м12, м16, м20
ГОСТ 7798-70 – самый известный и наиболее широко применяемый вид болтов. Основное назначение: соединение разнообразных деталей в машиностроении.
Для их производства применяется стальная среднеуглеродистая проволока повышенной точности изготовления. Применяемые марки стали – сталь 10 кп, 20кп, 10, 20, 35, 40Х, ЗОХР, 45 и др. Производство осуществляется холодной высадкой на специальных автоматах с последующей накаткой резьбы.
Применяемые марки стали – сталь 10 кп, 20кп, 10, 20, 35, 40Х, ЗОХР, 45 и др. Производство осуществляется холодной высадкой на специальных автоматах с последующей накаткой резьбы.
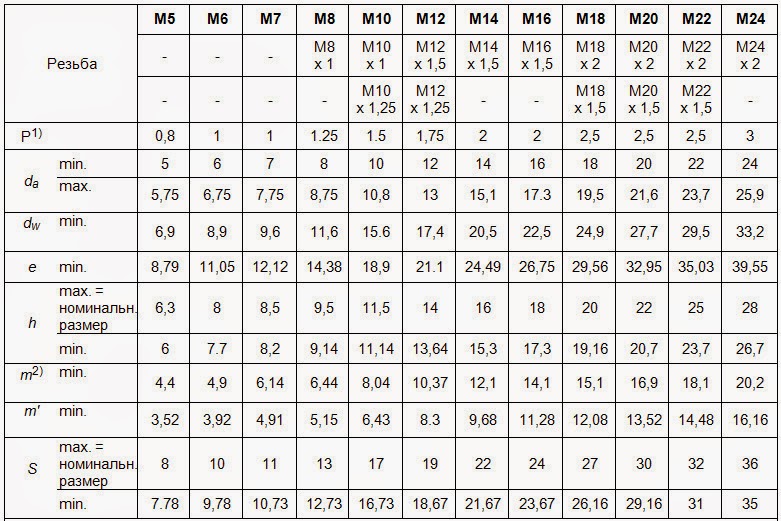
ГОСТ 7798-70 – болты с шестигранной головкой класса точности В с диаметром резьбы от 6 до 48 мм (зарубежные аналоги – DIN 933 и DIN 931). Стандарт полностью соответствует СТ СЭВ 4728-84.
Конструкция и размеры указаны на чертеже и в таблицах:
Таблица 1
| Марка стали: | 10 кп, 20кп, 10, 20, 35, 40Х, ЗОХР, 20Г2Р |
| Класс точности: | В |
| Класс прочности: | 4,8; 5,8; 8,8; 10,9 |
| Поле допуска резьбы: | 6g |
| Аналог: | DIN933, 931, ТУ 14-4-1760-94 |
| Номинальный диаметр резьбы d | болт м6 | болт М8 | болт М10 | болт М12 | (14) | болт М16 | (18) | болт М20 | (22) | болт м24 | (27) | болт м30 | болт м36 | болт м42 | болт м48 | |
| Шаг резьбы | крупный | 1 | 1,25 | 1,5 | 1,75 | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | ||||
| мелкий | – | 1 | 1,25 | 1,5 | 2 | 3 | ||||||||||
| Диаметр стержня d1 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 27 | 30 | 36 | 42 | 48 | |
| Размер «под ключ» S | 10 | 13 | 17 | 19 | 21 | 24 | 27 | 30 | 34 | 36 | 41 | 46 | 55 | 65 | 75 | |
| Высота головки k | 4,0 | 5,3 | 6,4 | 7,5 | 8,8 | 10,0 | 12,0 | 12,5 | 14,0 | 15,0 | 17,0 | 18,7 | 22,5 | 26,0 | 30,0 | |
| Диаметр описанной окружности е, не менее | 10,9 | 14,2 | 17,6 | 19,9 | 22,8 | 26,2 | 29,6 | 33,0 | 37,3 | 39,6 | 45,2 | 50,9 | 60,8 | 71,3 | 82,6 | |
| dw, не менее | 8,7 | 11,5 | 14,5 | 16,5 | 19,2 | 22,0 | 24,8 | 27,7 | 31,4 | 33,2 | 38,0 | 42,7 | 51,1 | 59,9 | 69,4 | |
| hw | не менее | 0,15 | 0,20 | 0,25 | ||||||||||||
| не более | 0,6 | 0,8 | ||||||||||||||
| Диаметр отверстия в стержне d3 | 1,6 | 2,0 | 2,5 | 3,2 | 4,0 | 5,0 | 6,3 | 8,0 | ||||||||
| Диаметр отверстия в головке d4Н15 | 2,0 | 2,5 | 3,2 | 4,0 | 5,0 | |||||||||||
| Расстояние от опорной поверхности до оси отверстия в головке l2js15 | 2,0 | 2,8 | 3,5 | 4,0 | 4,5 | 5,0 | 6,0 | 6,5 | 7,0 | 7,5 | 8,5 | 9,5 | 11,5 | 13,0 | 15,0 | |
Примечание: Размеры болтов, приведенные в скобках, использовать не рекомендуется.
Чертеж болта 7798:
Перевод болтов из штук в килограммы приведен в таблице 2.
Таблица 2
| Длина болта, мм | Теоретическая масса 1000 шт. болтов кг» при номинальном диаметре резьбы d, мм | ||||||||||||||
| болт м6 | болт М8 | болт М10 | болт М12 | болт м14 | болт М16 | болт м18 | болт М20 | болт м22 | болт м24 | болт м27 | болт м30 | болт м36 | болт м42 | болт м48 | |
| 8 | 4,306 | 8,668 | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 10 | 4,712 | 9,394 | 16,68 | – | – | – | – | – | – | – | – | – | – | – | – |
| 12 | 5,118 | 10,120 | 17,82 | – | – | – | – | – | – | – | – | – | – | – | – |
| 14 | 5,524 | 10,850 | 18,96 | 27,89 | – | – | – | – | – | – | – | – | – | – | – |
| 16 | 5,930 | 11,570 | 20,10 | 29,48 | 43,98 | – | – | – | – | – | – | – | – | – | – |
| 18 | 6,336 | 12,300 | 21,23 | 31,12 | 46,21 | 65,54 | – | – | – | – | – | – | – | – | – |
| 20 | 6,742 | 13,020 | 22,37 | 32,76 | 48,45 | 68,49 | 95,81 | – | – | – | – | – | – | – | – |
| 22 | 7,204 | 13,520 | 23,51 | 34,40 | 50,69 | 71,44 | 99,52 | – | – | – | – | – | – | – | – |
| 25 | 7,871 | 14,840 | 25,22 | 36,86 | 54,05 | 75,87 | 105,10 | 133,3 | – | – | – | – | – | – | – |
| 28 | 8,537 | 16,330 | 26,92 | 39,32 | 57,40 | 80,29 | 110,60 | 140,2 | – | – | – | – | – | – | – |
| 30 | 8,981 | 17,120 | 28,52 | 40,96 | 59,64 | 83,24 | 114,30 | 144,8 | 193,0 | – | – | – | – | – | – |
| 32 | 9,426 | 17,910 | 29,43 | 42,59 | 61,87 | 86,19 | 118,00 | 149,4 | 198,6 | 237,0 | – | – | – | – | – |
| 35 | 10,090 | 19,090 | 31,28 | 45,34 | 65,24 | 90,62 | 123,60 | 156,3 | 207,0 | 246,9 | 340,6 | – | – | – | – |
| 38 | 10,760 | 20,280 | 33,18 | 48,00 | 68,59 | 95,04 | 129,20 | 163,2 | 215,4 | 256,9 | 353,3 | – | – | – | – |
| 40 | 11,200 | 21,070 | 34,36 | 49,78 | 71,25 | 97,99 | 132,90 | 167,8 | 221,0 | 263,5 | 361,8 | 474,8 | – | – | – |
| 45 | 12,310 | 23,040 | 37,45 | 54,22 | 77,30 | 105,70 | 142,10 | 179,4 | 235,0 | 280,1 | 373,0 | 500,9 | – | – | – |
| 50 | 13,420 | 25,020 | 40,53 | 58,67 | 83,35 | 113,60 | 152,40 | 190,9 | 249,0 | 296,7 | 404,1 | 526,9 | 834,5 | – | – |
| 55 | 14,530 | 26,990 | 43,62 | 63,11 | 89,39 | 121,50 | 162,40 | 203,7 | 263,1 | 313,3 | 425,3 | 553,0 | 872,1 | 1304 | – |
| 60 | 15,640 | 28,970 | 46,70 | 67,55 | 95,44 | 129,40 | 172,40 | 216,0 | 278,9 | 329,9 | 446,5 | 579,0 | 909,8 | 1356 | – |
| 65 | 16,760 | 30,940 | 49,79 | 71,99 | 101,50 | 137,30 | 182,40 | 228,4 | 293,8 | 348,8 | 467,7 | 605,1 | 947,4 | 1407 | 2009 |
| 70 | 17,870 | 32,910 | 52,87 | 76,44 | 107,50 | 145,20 | 192,40 | 240,7 | 308,8 | 366,5 | 491,1 | 631,1 | 985,0 | 1458 | 2076 |
| 75 | 18,980 | 34,890 | 55,96 | 80,88 | 113,60 | 153,10 | 202,40 | 253,0 | 323,7 | 384,3 | 513,6 | 659,7 | 1023,0 | 1509 | 2143 |
| 80 | 20,090 | 36,860 | 59,04 | 85,33 | 119,60 | 161,00 | 212,40 | 265,0 | 338,6 | 402,1 | 536,1 | 687,5 | 1061,0 | 1561 | 2211 |
| 85 | 21,200 | 38,840 | 62,13 | 89,77 | 125,70 | 168,90 | 222,40 | 277,7 | 353,6 | 419,8 | 558,6 | 715,2 | 1098,0 | 1612 | 2278 |
| 90 | 22,310 | 40,810 | 65,21 | 94,20 | 131,70 | 176,80 | 232,40 | 290,1 | 368,5 | 437,6 | 581,0 | 743,0 | 1141,0 | 1663 | 2345 |
| 95 | – | 42,790 | 68,30 | 98,64 | 137,80 | 184,70 | 242,40 | 302,4 | 383,4 | 455,4 | 603,5 | 770,8 | 1181,0 | 1715 | 2412 |
| 100 | – | 44,760 | 71,38 | 103,10 | 143,80 | 192,60 | 252,40 | 314,7 | 398,3 | 473,2 | 626,0 | 798,5 | 1221,0 | 1766 | 2479 |
| 105 | – | – | 74,47 | 107,50 | 149,90 | 200,50 | 262,40 | 327,1 | 413,3 | 490,9 | 648,5 | 826,3 | 1261,0 | 1826 | 2546 |
| 110 | – | – | 77,55 | 112,00 | 155,90 | 208,40 | 272,30 | 339,4 | 428,2 | 508,7 | 671,0 | 854,1 | 1301,0 | 1880 | 2614 |
| 115 | – | – | 80,63 | 116,40 | 162,00 | 216,30 | 282,30 | 351,8 | 443,1 | 526,5 | 693,5 | 881,8 | 1341,0 | 1934 | 2690 |
| 120 | – | – | 83,72 | 120,90 | 168,00 | 224,20 | 292,30 | 364,1 | 458,1 | 544,2 | 716,0 | 909,6 | 1381,0 | 1989 | 2760 |
| 125 | – | – | 86,80 | 125,30 | 174,00 | 232,10 | 302,30 | 376,4 | 473,0 | 562,0 | 738,5 | 937,4 | 1421,0 | 2043 | 2831 |
| 130 | – | – | 89,89 | 129,70 | 180,10 | 240,00 | 312,30 | 388,8 | 487,9 | 579,8 | 761,0 | 965,2 | 1461,0 | 2098 | 2903 |
| 140 | – | – | 96,06 | 138,60 | 192,20 | 255,80 | 332,30 | 413,5 | 517,8 | 615,3 | 806,0 | 1021,0 | 1541,0 | 2207 | 3045 |
| 150 | – | – | 102,18 | 147,50 | 204,30 | 271,60 | 352,30 | 438,1 | 547,6 | 650,8 | 850,1 | 1076,0 | 1621,0 | 2315 | 3187 |
| 160 | – | – | 108,38 | 156,40 | 216,40 | 287,40 | 372,30 | 462,8 | 577,5 | 686,4 | 895,9 | 1132,0 | 1701,0 | 2424 | 3329 |
| 170 | – | – | 114,58 | 165,30 | 228,50 | 303,20 | 392,30 | 487,5 | 607,4 | 721,9 | 940,9 | 1188,0 | 1780,0 | 2533 | 3471 |
| 180 | – | – | 120,68 | 174,20 | 240,60 | 319,00 | 412,30 | 512,2 | 637,2 | 757,5 | 985,9 | 1243,0 | 1860,0 | 2642 | 3614 |
| 190 | – | – | 126,88 | 183,10 | 252,70 | 333,80 | 432,30 | 536,9 | 667,1 | 793,0 | 1031,0 | 1299,0 | 1940,0 | 2751 | 3756 |
| 200 | – | – | 133,08 | 191,90 | 264,70 | 350,60 | 452,20 | 561,5 | 697,0 | 828,6 | 1076,0 | 1354,0 | 2020,0 | 2860 | 3898 |
| 220 | – | – | – | 209,70 | 228,90 | 382,20 | 492,20 | 610,9 | 756,7 | 899,6 | 1166,0 | 1465,0 | 2180,0 | 3077 | 4182 |
| 240 | – | – | – | 227,50 | 313,10 | 413,80 | 532,20 | 660,3 | 816,4 | 970,8 | 1256,0 | 1576,0 | 2340,0 | 3295 | 4466 |
| 260 | – | – | – | 245,20 | 337,60 | 445,40 | 572,20 | 709,6 | 876,1 | 1042,0 | 1346,0 | 1687,0 | 2500,0 | 3513 | 4751 |
| 280 | – | – | – | – | 361,50 | 476,90 | 612,20 | 759,0 | 935,9 | 1113,0 | 1436,0 | 1798,0 | 2660,0 | 3730 | 5035 |
| 300 | – | – | – | – | 385,70 | 508,50 | 652,20 | 808,3 | 995,6 | 1184,0 | 1526,0 | 1910,0 | 2820,0 | 3948 | 5319 |
Варианты исполнения головки болта устанавливает производитель болтов. Наиболее широко применяются болты м6, м8, м10, м12, м16, м20 по типу исполнения 1. Болты по типу исполнения 2 и 3, как правило, производятся на заказ.
Наиболее широко применяются болты м6, м8, м10, м12, м16, м20 по типу исполнения 1. Болты по типу исполнения 2 и 3, как правило, производятся на заказ.
Примеры условного обозначения:
- Болт М12 – 6gх60.58 (S19) ГОСТ 7798-70
Болт тип исполнения 1, с диаметром резьбы d=12 мм, с размером “под ключ” S=19 мм, длиной l=60 мм, с крупным шагом резьбы, с полем допуска 6g, класса прочности 5.8, черный.
- Болт М10х1,25 – 6gх60.109.40Х.016 ГОСТ 7798-70
Болт исполнения 1, с диаметром резьбы d=10 мм, с размером “под ключ” S=17 мм, с мелким шагом резьбы 1,25 мм., с полем допуска 6g, класса прочности 10.9, изготовленный из стали марки 40Х, с покрытием типа 01 толщиной 6 мкм. (болт оцинкованный)
- Болт М16 – 6gх60.58 (S24) ГОСТ 7798-70
Болт исполнения 1, с диаметром резьбы d=16 мм, с размером “под ключ” S=24 мм, длиной l=60 мм, с крупным шагом резьбы с полем допуска 6g, класса прочности 5.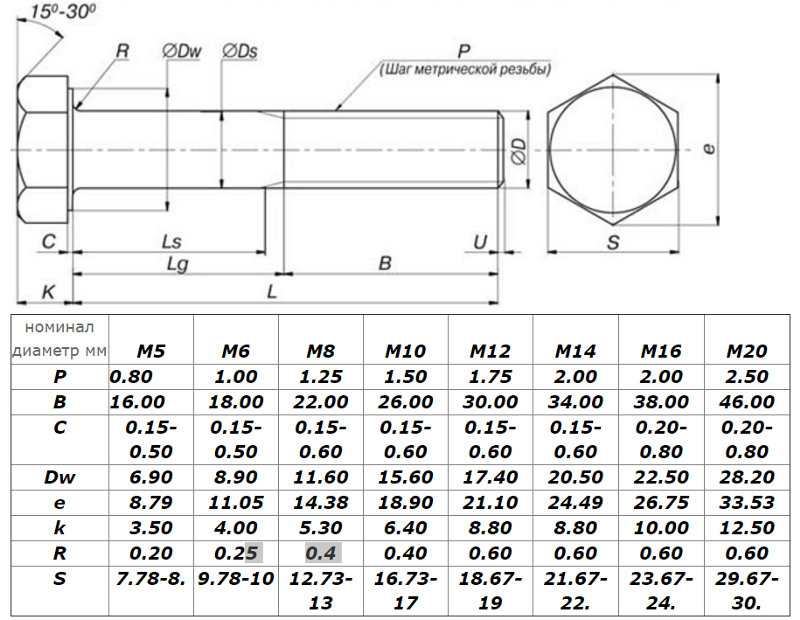 8, черный без покрытия.
8, черный без покрытия.
- Болт М16х1,5 – 6gх60.109.40Х.016 ГОСТ 7798-70
Болт исполнения 1, с диаметром резьбы d=16 мм, с размером “под ключ” S=24 мм, длиной 60 мм, с мелким шагом резьбы с полем допуска 6g, класса прочности 10.9, из стали марки 40Х, с цинковым покрытием толщиной 6 мкм.
- Болт 2М20 – 6gх60.58 (S30) ГОСТ 7798-70
Болт исполнения 2, с диаметром резьбы d=20 мм, с размером “под ключ” S=30 мм, длиной l=60 мм, с крупным шагом резьбы, с полем допуска 6g, класса прочности 5.8, без покрытия.
Узнать цены и оформить заказ на данную продукцию оптом от одного ящика вы можете у наших менеджеров.
Брошюра спец.штоки меньший размер.indd
%PDF-1.3
%
1 0 obj
>]/Pages 3 0 R/Type/Catalog/ViewerPreferences>>>
endobj
2 0 obj
>stream
2014-09-29T14:51:45+03:002014-09-29T14:52:13+03:002014-09-29T14:52:13+03:00Adobe InDesign CS6 (Windows)uuid:c4dd2b5e-3146-4120-bdd0-8769b5d01de3xmp. did:5A06DB071E2DE411B9E3AB2AB0C401B4xmp.id:0B59C8D3CE47E411ADE3BEAAAF7D8CFDproof:pdf1xmp.iid:0A59C8D3CE47E411ADE3BEAAAF7D8CFDxmp.did:A9303812DA34E4118663C375C42369FCxmp.did:5A06DB071E2DE411B9E3AB2AB0C401B4default
did:5A06DB071E2DE411B9E3AB2AB0C401B4xmp.id:0B59C8D3CE47E411ADE3BEAAAF7D8CFDproof:pdf1xmp.iid:0A59C8D3CE47E411ADE3BEAAAF7D8CFDxmp.did:A9303812DA34E4118663C375C42369FCxmp.did:5A06DB071E2DE411B9E3AB2AB0C401B4default
 >r|7ų.¿?}Wzڀ/яߔ>|j-%:>\1|O67Qx:fr>EZ
k_NhvZEº+|s|pbā>_s+mgxC]l]-?aeI֚qZtg߬׳-V?~:J9y?TrgL
>r|7ų.¿?}Wzڀ/яߔ>|j-%:>\1|O67Qx:fr>EZ
k_NhvZEº+|s|pbā>_s+mgxC]l]-?aeI֚qZtg߬׳-V?~:J9y?TrgLКак определить шаг резьбы без резьбомера?
Итак, у вас есть болт или гайка с неизвестными параметрами резьбы, а под рукой кроме линейки нет никакого измерительного инструмента. Сразу предупредим, что с помощью линейки можно получить только грубый результат, поэтому если вы собираетесь регулярно проводить подобные измерения, лучше приобрести резьбомер или штангенциркуль.
Шаг резьбы – расстояние между витками
Резьбы выполняются по утвержденным стандартам, что позволило унифицировать все резьбовые соединения. Шагом метрической резьбы называют расстояние между соседними вершинами или впадинами резьбового профиля. Именно это расстояние нам и предстоит измерить.
Определения шага резьбы болта:
Приложите линейку в резьбовой части болта. Если ее миллиметровые деления совпадают с вершинами нитей, то у вас без сомнения шаг 1 мм. Если нет, то посчитайте количество витков n на определенном отрезке длины L. Первую нитку в расчет не берите, так как от нее происходит отсчет, и она является нулевой.
Если нет, то посчитайте количество витков n на определенном отрезке длины L. Первую нитку в расчет не берите, так как от нее происходит отсчет, и она является нулевой.
| Количество витков на 2 см | Шаг резьбы, мм |
| 9 | 2,5 |
| 11 | 2,0 |
| 12 | 1,75 |
| 14 | 1,5 |
| 17 | 1,25 |
| 21 | 1,0 |
| 26 | 0,8 |
| 29 | 0,7 |
Длину взятого отрезка в миллиметрах разделите на количество витков и получите шаг P.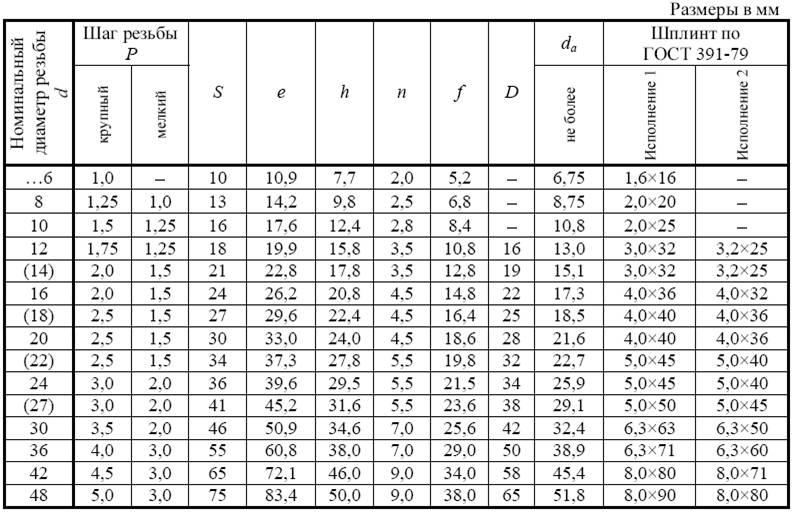
Например:
P= L/(n-1) = 20 мм / (17-1) витков = 1.25 мм
При этом важно учесть, что чем больший резьбовой участок вы возьмете для проведения измерений, тем меньше будет погрешность. Более точный результат можно получить при помощи штангенциркуля, совместив крайние вершины нитей с острием губок инструмента.
Шаг резьбы находится в тесной связи с диаметром болтового соединения. Данные о соответствии этих двух параметров сведены в таблицу. Измеряем наружный диаметр болта, в нашем примере получаем 10 мм. Из таблицы видим, что болт М10 может иметь шаг резьбы: 1.5 (основной), 1.25 (мелкий), 1.0 (мелкий) или 0.75 (супермелкий). Полученное расчетным путем число должно точно (или почти точно) совпадать со справочным значением. В нашем случае – метрическая резьба второго ряда с мелким шагом 1.25 мм. Условное обозначение болта: М10х1.25.
Определение шага резьбы гайки:
Для измерения шага внутренней резьбы лучший способ – подобрать ответный болт, который бы свободно ввинчивался в резьбовое отверстие, а затем произвести расчет по нему.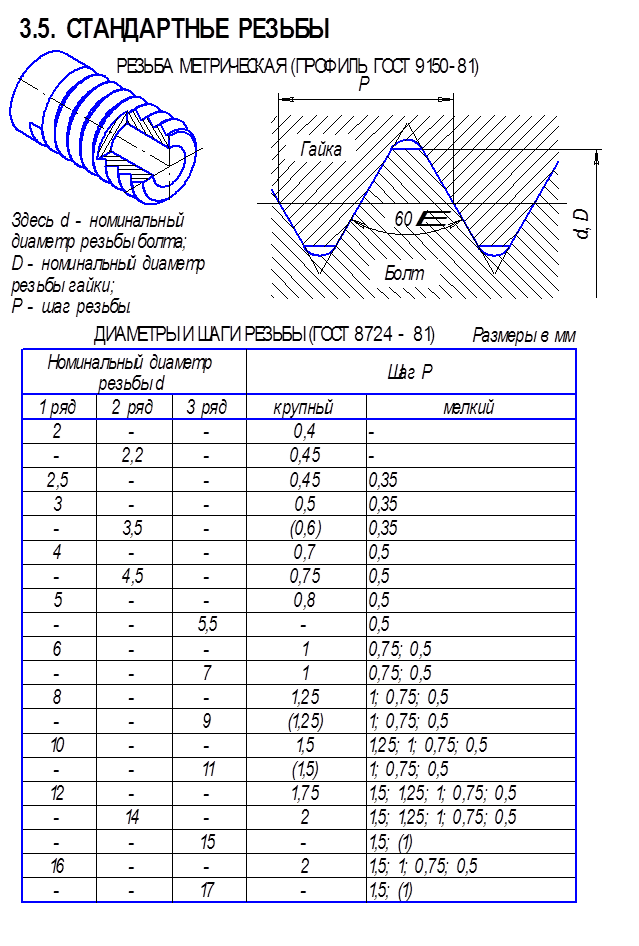 Если подходящих винтов нет, то можно воспользоваться старым проверенным дедовским методом. Для этого потребуется листок бумаги и линейка.
Если подходящих винтов нет, то можно воспользоваться старым проверенным дедовским методом. Для этого потребуется листок бумаги и линейка.
Оторвите небольшую полоску бумаги и поместите ее в гайку. Прижмите пальцем бумагу к резьбе, так чтобы на ней остался отпечаток резьбовой поверхности. Для лучшей видимости можно провести по граням витков мазутом или маркером. Приложив к отпечатку линейку, измерьте расстояние L между крайними рисками и посчитайте количество рисок n на этом участке за минусом первой (нулевой). Выполните вычисления по формуле P = L/(n-1).
Например, оттиск дал 6 четких рисок на отрезке в 10 мм.
P = L/(n-1) = 10 мм / (6-1) витков = 2 мм
Вместо бумаги получить оттиск можно на ребре спички или карандаша. Зная внутренний диаметр гайки (в нашем случае 14 мм) и расчетную величину шага, сопоставим полученные данные с таблицей. Находим в резьбовом ряду значение М14 и искомый шаг 2.0 мм (основной).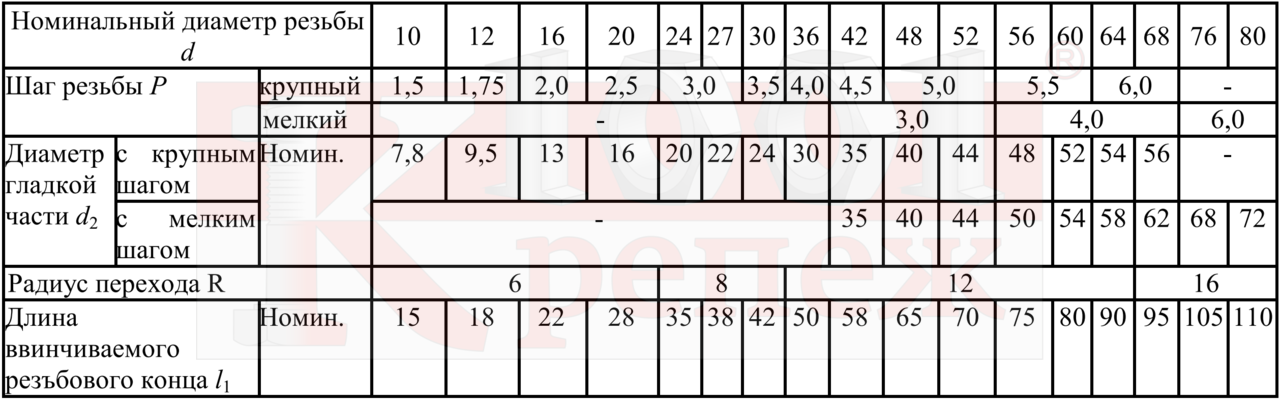 Условное обозначение гайки: М14х2.0.
Условное обозначение гайки: М14х2.0.
Кроме метрических болтовых соединений в современном техническом мире широко распространен дюймовый крепеж. О том, как определить шаг дюймового болта читайте в следующей статье.
Экранный резьбомер для Android
Даже обычный смартфон сможет в быту заменить резьбомер. Для этого необходимо скачать Android приложение «Измеритель шага резьбы. Резьбомер» от разработчиков инструментария Smart Tools. Просто прикладываете к экрану винт, ищете точное совпадение витков и узнаете шаг. В мобильном приложении доступны различные виды резьбы: метрического, дюймового и трубного стандартов.
Экранный резьбомер для Android
Полезные советы 29.09.2020 13:36:40
Евгений Гурьевич
Резьба М14х1,25 применяется ТОЛЬКО для свечей зажигания, а резьба М12х1,25, применяемая И для сверлильных патронов СОВЕТСКИХ дрелей с резьбовым креплением, ЛЕГКО спутать с американской 1/2″-20 UNF, имеющей размер ф12,7х1,27 мм – и от усердия сорвать входы ОБЕИХ.
19.11.2020 17:44:43
Евгений Гурьевич
На МЕТРических резьборезах и в таблицах основной (крупный) шаг резьбы обозначения через “х” не имеет.
19.11.2020 17:34:02
Диаметры отверстий под метрическую резьбу
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию:
Все Абразивный инструмент ANDRE Абразивный инструмент» Абразивный инструмент на керамической связке»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»» Шлифовальные круги тип 6»» Бруски» Инструмент на бакеллитовой связке»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»» Круги зачистные армированные тип 1 (прямой профиль)»» Сегменты шлифовальные»» Круги отрезные не армированные»» Круги для заточки пил тип 3 (конический профиль) »» Круги зачистные не армированные тип 1 (прямой профиль)» Инструмент на гибкой основе»» Наждачная бумага»»» Наждачная бумага в рулонах»»» Наждачная бумага в листах»» Лепестковые круги КЛТ»» Лепестковые круги КЛ»» Лепестковые круги КЛО»» Фибровые диски»» Клетированные диски»» Ленты бесконечные»» Шлифблоки» Паста ГОИ» Вулканитовые круги» Тигли Алмазный инструмент и инструмент из СТМ» Карандаши алмазные правящие» Круги алмазные» Бруски алмазные правящие» Круги эльборовые» Надфили алмазные» Паста алмазная» Сверла алмазные» Сверла алмазные трубчатые» Стеклорезы алмазные Измерительный инструмент» Штангенциркули» Измерительные приборы» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Концевые меры длины» Линейки металлические» Рулетки» Угольники слесарные КЛЕЙМА» КЛЕЙМА БУКВЕННЫЕ» КЛЕЙМА ЦИФРОВЫЕ» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ Металлорежущий инструмент» Сверла»» Сверла с коническим хвостовиком ГОСТ 10903-77»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»» Сверла с цилиндрическим хвостовиком средней серии, ГОСТ 10902-77»» Сверла с цилиндрическим хвостовиком длинной и удлиненной серий, ГОСТ 886-77 »» Центровочные сверла ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком ГОСТ 17274-71»» Наборы сверл»» Сверла для печатных плат»» Ступенчатые сверла для листовых материалов»» Сверла с центральной вставкой по DIN-1897 »» Сверла двухсторонние» Метчики»» Метчики с метрической (М) резьбой»»» Метчики гаечные прямые и изогнутые»»» Метчики машинно-ручные ГОСТ 3266-81»»» Метчики ручные»» Метчики с трубной цилиндрической (G) резьбой»» Метчики с трубной конической (Rc) резьбой ГОСТ 6227-80»» Метчики с дюймовой резьбой»» Метчики с дюймовой конической (К) резьбой ГОСТ 6227-80» Развертки»» Развертки ручные»» Развертки машинные» Фрезы»» Борфрезы»» Фрезы дисковые отрезные ГОСТ 2679-93»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»» Фрезы концевые с коническим хвостовиком ГОСТ 170»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»» Фрезы модульные»» Фрезы монолитные (концевые и шпоночные)»» Фрезы торцевые»» Фрезы трехсторонние»» Фрезы цилиндрические»» Фрезы шпоночные»» Фрезы червячные»» Фрезы радиусные выпуклые и вогнутые» Круглые плашки»» Плашки круглые коническая трубная (Rc) резьба ГОСТ 6228-80»» Плашки круглые коническая дюймовая (К) резьба ГОСТ 6228-80»» Плашки круглые трубная цилиндрическая (G) резьба ГОСТ 6357-81»» Плашки круглые метрическая (М) резьба ГОСТ 9740-73» Пилы ленточные» Пластины твердосплавные»» Напайные пластины»» Сменные пластины» Ножевочные полотна» Токарные резцы»» Резцы отрезные ГОСТ 18884-73»» Резцы подрезные отогнутые ГОСТ 18880-82»» Резцы проходные отогнутые ГОСТ 18877-82»» Резцы проходные прямые ГОСТ 18878-73»» Резцы проходные упорные отогнутые ГОСТ 18879-73»» Резцы проходные упорные прямые ГОСТ 18879-73»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»» Резцы резьбовые ГОСТ 18876-73»» Канавочные резцы»» Резцы левые» Сегментные пилы и сегменты к ним» Гребенки плоские к резьбонарезным головкам Металлорежущий инструмент FANAR» Метчики»» М, Mf- метрическая основная и метрическая мелкая резьба»»» Машинные метчики»»»» Серия MasterTAP»»»» Серия 800»»»» Серия 800X»»»» Серия INOX (для обработки нержавеющих сталей)»»»» Метчики для левой резьбы LH»»»» Серия 1400»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»» Серия WGN ( метчики-раскатники)»»»» Серия AL (для обработки алюминия)»»»» Серия GAL (для обработки алюминиевых сплавов)»»»» Серия Az (с шахматным расположением зубов)»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»» Серия GG (для обработки чугуна)»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»» Машинно-ручные (машинные) однопроходные метчики»»» Машинно-ручные ( ручные) комплектные метчики»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»» INOX машинно-ручные ( ручные) комплектные метчики»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»» Гаечные метчики»»» Комбинированные метчики-сверла»»» Метчики-биты»» G- трубная цилиндрическая резьба»» UNC- унифицированная американская дюймовая резьба с крупным шагом»» UNF- унифицированная американская дюймовая резьба с мелким шагом»» BSW- дюймовая резьба Витуорта с крупным шагом»» BSF- дюймовая резьба Уитворта с мелким шагом»» NPT- дюймовая коническая резьба»» Pg – трубопроводная резьба»» Rc – трубная коническая резьба»» Vg- вентильная резьба» Плашки круглые»» М- метрическая основная и Mf- метрическая мелкая резьба»»» Плашки круглые серия 800 правая метрическая резьба»»» Плашки круглые серия 800 левая метрическая резьба»»» Плашки круглые серии INOX и INOX+ (для обработки нержавеющих сталей) метрическая резьба»» G- трубная цилиндрическая резьба »»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»» NPT- американская коническая трубная резьба»» Pg – трубопроводная резьба»» R – трубная коническая резьба»» Vg – вентильная резьба» Сверла»» Сверла спиральные с цилиндрическим хвостовиком по нержавеющим сталям DIN 338 INOX » Воротки для метчиков и плашек» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Наборы резьбонарезного инструмента» Станочная оснастка» Твердосплавные фрезы» Фрезы из быстрорежущей стали» Зенковки с направляющей» Зенковки» Конические развертки 1:16 Сверхдлинные сверла для металла и нержавеющей стали Сверла производства WIERTLA BAILDON» Сверла с к/х шлифованные HSS, NWKc, DIN 345» Сверла с к/х по нержавеющей стали серии INOX » Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338» Сверла с ц/х шлифованные HSS, длинные , DIN 340» Сверла с к/х шлифованные HSS, NWKу, сверхдлинной серии» Сверла с проточенным хвостовиком» Сверла для высверливания точечной сварки Оснастка для электро-бензо-пневмоинструмента» Оснастка для перфораторов»» Буры для перфораторов SDS+»» Буры для перфораторов SDSmax»» Пики, долота, зубила, переходники для перфораторов » Биты для шуруповертов»» Биты, насадки, головки, держатели USH»» Биты, насадки, головки, держатели ПРАКТИКА» Коронки биметаллические» Коронки твердосплавные» Сверла по кирпичу и бетону твердосплавные» Сверла по стеклу и кафелю» Сверла по дереву»» Перовые сверла по дереву»» Сверла для мебельных стяжек»» Сверло по дереву 3-х заходное»» Сверло по дереву спиральное»» Винтовое сверло по дереву»» Сверла ФОРСТНЕРА»» Сверла фрезерные» Диски пильные с твердосплавными пластинками» Диски алмазные» Коронки алмазные» Корщетки для дрелей и шлифмашинок» Патроны и переходники для дрелей» Пилки для электролобзиков»» Пилки REBIR для электролобзиков »» Пилки BOSCH для электролобзиков»» Пилки ПРАКТИКА для электролобзиков» Полировальные приспособления» Аккумуляторы для электроинструмента» Ножи для электрорубанков» Наборы инструментов и приспособлений GRATTEC – инструменты для снятия заусенцев, фасок и шабрения поверхностей.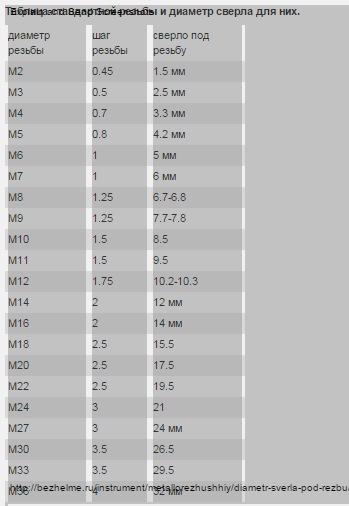 Станочная оснастка и приспособления» Воротки для метчиков и плашек» Станочные оправки тип 7711, тип 7616, тип 7626» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676» Цанги ER тип 7618» Патроны для сверлильных станков» Патроны токарные» Резьбонарезные патроны и головки» Тиски » Центры вращения и упорные Сварка и пайка» Все для сварки» Сварочные электроды» Сварочная проволока» Все для пайки Слесарно-монтажный инструмент» Головки сменные и приспособления к ним» Зубила слесарные» Кельмы» Стамески, долота» Клещи» Ключи»» Ключи динамометрические»» Ключи комбинированные»» Ключи накидные»» Ключи разводные»» Ключи рожковые»» Ключи свечные»» Ключи торцевые»» Ключи трубные (КТРы)»» Ключи шестигранные Г-образные» Молотки и кувалды» Наборы инструментов» Топоры » Надфили» Напильники»» Напильники квадратные»» Напильники круглые»» Напильники плоские»» Напильники полукруглые»» Напильники ромбические»» Напильники трехгранные»» Напильники для заточки цепей бензопил» Ножевки по металлу» Ножницы по металлу» Отвертки» Плоскогубцы, кусачки, и т.
Станочная оснастка и приспособления» Воротки для метчиков и плашек» Станочные оправки тип 7711, тип 7616, тип 7626» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676» Цанги ER тип 7618» Патроны для сверлильных станков» Патроны токарные» Резьбонарезные патроны и головки» Тиски » Центры вращения и упорные Сварка и пайка» Все для сварки» Сварочные электроды» Сварочная проволока» Все для пайки Слесарно-монтажный инструмент» Головки сменные и приспособления к ним» Зубила слесарные» Кельмы» Стамески, долота» Клещи» Ключи»» Ключи динамометрические»» Ключи комбинированные»» Ключи накидные»» Ключи разводные»» Ключи рожковые»» Ключи свечные»» Ключи торцевые»» Ключи трубные (КТРы)»» Ключи шестигранные Г-образные» Молотки и кувалды» Наборы инструментов» Топоры » Надфили» Напильники»» Напильники квадратные»» Напильники круглые»» Напильники плоские»» Напильники полукруглые»» Напильники ромбические»» Напильники трехгранные»» Напильники для заточки цепей бензопил» Ножевки по металлу» Ножницы по металлу» Отвертки» Плоскогубцы, кусачки, и т. д.» Струбцины» Степлеры ручные и скобы к ним» Пинцеты Средства индивидуальной защиты Электро- и бензоинструмент Ручной инструмент» Степлеры ручные механические и скобы» Различный ручной инструмент Смазочные материалы Металлорежущий инструмент TIVOLY» Сверла по металлу средней серии» Метчики сверхдлинной серии» Сверла по металлу экстрадлинной серии» Зенковки с цилиндрическим хвостовиком» Воротки для плашек
д.» Струбцины» Степлеры ручные и скобы к ним» Пинцеты Средства индивидуальной защиты Электро- и бензоинструмент Ручной инструмент» Степлеры ручные механические и скобы» Различный ручной инструмент Смазочные материалы Металлорежущий инструмент TIVOLY» Сверла по металлу средней серии» Метчики сверхдлинной серии» Сверла по металлу экстрадлинной серии» Зенковки с цилиндрическим хвостовиком» Воротки для плашек
Производитель:
ВсеABRABOROANDRE abrasive articlesAPX TechnologieASKAYNAK, ТурцияBISON-BIALBOSCHESABFANARFELO, ГерманияGLOBUS, ПольшаGRATTECHavera, ГерманияHeidenpeterHeller, ГерманияIZAR, ИспанияKARNASCHKEMMLERKULLENMP-SNOOK, ЛатвияOregonParitet, ЛатвияPFERDREBIR, ЛатвияSAIT, ИталияTaerosol OYTITEX+, ГерманияTIVOLYUSHWiertla BaildonWILPU, ГерманияYG-1ZM-KOLNOZPSБАЗ (Белгород)БелоруссияБуревестник (Гатчина)ВМПАВТОГерманияЕСАБ-СВЭЛ (СПб)Каменец-ПодольскийКитайКМЗ (Копейск)КОМЗ (Каменск)КРИН (Киров)ЛАЗ (Луга)Межгосметиз (Мценск)МЕТАЛЛИСТ (Глазов)НИЗ (Новосибирск)ПМ (Рязань)ПРАКТИКАРоссияСеверсталь(Череповец)Северсталь-метиз(Орел)СМИ (Арефино)СПРИНТ (Москва)СтИЗСЭЗ (Сычевка)тестТруд (Вача)ЧИЗ (Челябинск)
Новинка:
Всенетда
Спецпредложение:
Всенетда
Результатов на странице:
5203550658095
Болтовое депо – общие шаги метрической резьбы
| Болт Диаметр (мм) | Шаг резьбы (мм) | |||
|---|---|---|---|---|
| Стандарт | штраф | Extra или Super Fine | JIS | |
| 2 | . 4 4 | – | – | ,4 |
| 2,5 | .45 | – | – | .45 |
| 3 | ,5 | – | – | ,5 |
| 4 | .7 | – | – | ,7 |
| 5 | ,8 | – | – | ,8 |
| 6 | 1,0 | – | – | 1,0 |
| 7 | 1.0 | – | – | 1,0 |
| 8 | 1,25 | 1 | – | 1,25 |
| 10 | 1,5 | 1,25 | 1 | 1,25 |
| 12 | 1. 75 75 | 1,5 | 1,25 | 1,25 |
| 14 | 2 | 1,5 | – | 1,5 |
| 16 | 2 | – | – | 1,5 |
| 18 | 2.5 | – | – | 1,5 |
| 20 | 2,5 | – | – | 1,5 |
Таблица диаметров шага резьбы метрической
Таблица диаметров шага метрической резьбы в соответствии со стандартом ISO 262.
| Таблица диаметров шага метрической резьбы | ||||
| Номинальный диаметр (D, d) | Шаг (P) | |||
| 1-й выбор | 2 вариант | грубый | штраф | |
| M1.6 | 0,35 | |||
| M1.8 | 0,35 | |||
| M2 | 0. 4 4 | |||
| M2.5 | 0,45 | |||
| M3 | 0.5 | |||
| M3.5 | 0,6 | |||
| M4 | 0.7 | |||
| M5 | 0,8 | |||
| M6 | 1 | |||
| M7 | 1 | |||
| M8 | 1. 25 25 | 1 | ||
| M10 | 1,5 | 1,25 | 1 | |
| M12 | 1.75 | 1,5 | 1,25 | |
| M14 | 2 | 1,5 | ||
| M16 | 2 | 1.5 | ||
| M18 | 2,5 | 2 | 1,5 | |
| M20 | 2.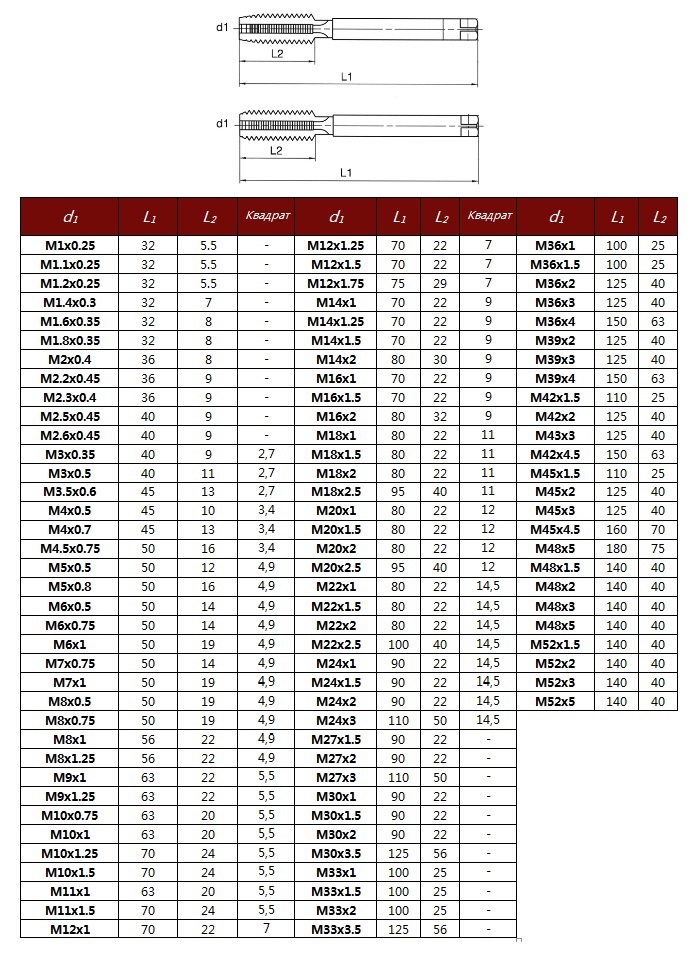 5 5 | 2 | 1,5 | |
| M22 | 2,5 | 2 | 1,5 | |
| M24 | 3 | 2 | ||
| M30 | 3.5 | 2 | ||
| M36 | 4 | 3 | ||
| M42 | 4. 5 5 | 3 | ||
| M48 | 5 | 3 | ||
| M56 | 5.5 | 4 | ||
| M60 | 5,5 | 4 | ||
| M64 | 6 | 4 | ||
| Выбранные метрические размеры для общего машиностроения | ||||
Дополнения:
- Калькуляторы ниток и графики
- Таблица метрической резьбы
- Калькулятор метрической резьбы ISO
Ссылка:
- ISO 262: 1998 (E) – Метрическая резьба ISO общего назначения – Выбранные размеры для винтов, болтов и гаек
Таблица шагов метрической резьбы
DIN (крупная, мелкая и сверхтонкая)
Таблица шагов метрической резьбы DIN (грубая, тонкая и сверхтонкая) | Центр ресурсов по крепежу| Диаметр | Крупная смола | Шаг мелкой резьбы | ||
|---|---|---|---|---|
| M1 | 0. 25 25 | 0,20 | – | – |
| M1.2 | 0,25 | 0,20 | – | – |
| M1.4 | 0,30 | 0,20 | – | – |
| M1.6 | 0,35 | 0,20 | – | – |
| M1.7 | 0,35 | – | – | – |
| M1.8 | 0.35 | 0,20 | – | – |
| м2 | 0,40 | 0,25 | – | – |
| M2.2 | 0,45 | 0,25 | – | – |
| M2.3 | 0,40 | – | – | – |
| M2.5 | 0,45 | 0,35 | – | – |
| M2.6 | 0.45 | – | – | – |
| M3 | 0,50 | 0,35 | – | – |
| M3,5 | 0. 60 60 | 0,35 | – | – |
| M4 | 0,70 | 0,50 | – | – |
| M5 | 0,80 | 0,50 | – | – |
| M6 | 1.00 | 0,75 | – | – |
| M7 | 1,00 | 0,75 | – | – |
| M8 | 1,25 | 1,00 | 0,75 | – |
| M9 | 1,25 | 1,00 | 0,75 | – |
| M10 | 1,50 | 1,25 | 1,00 | 0,75 |
| M11 | 1.50 | 1,00 | 0,75 | – |
| M12 | 1,75 | 1,50 | 1,25 | 1,00 |
| M14 | 2,00 | 1,50 | 1,25 | 1,00 |
| M16 | 2,00 | 1,50 | 1,00 | – |
| M18 | 2,50 | 2,00 | 1,50 | 1,00 |
| M20 | 2. 50 50 | 2,00 | 1,50 | 1,00 |
| M22 | 2,50 | 2,00 | 1,50 | 1,00 |
| M24 | 3,00 | 2,00 | 1,50 | 1,00 |
| M27 | 3,00 | 2,00 | 1,50 | 1,00 |
| M30 | 3,50 | 3,00 | 2,00 | 1,50 |
| M33 | 3.50 | 3,00 | 2,00 | 1,50 |
| M36 | 4,00 | 3,00 | 2,00 | 1,50 |
| M39 | 4,00 | 3,00 | 2,00 | 1,50 |
| M42 | 4,50 | 4,00 | 3,00 | 2,00 |
| M45 | 4,50 | 4,00 | 3,00 | 2,00 |
| M48 | 5.00 | 4,00 | 3,00 | 2,00 |
| M52 | 5,00 | 4,00 | 3,00 | 2,00 |
| M56 | 5,50 | 4,00 | 3,00 | 2,00 |
| M60 | 5,50 | 4,00 | 3,00 | 2,00 |
| M64 | 6,00 | 4,00 | 3,00 | 2,00 |
| M68 | 6. 00 00 | 4,00 | 3,00 | 2,00 |
| M72 | 6,00 | 4,00 | 3,00 | 2,00 |
| M80 | 6,00 | 4,00 | 3,00 | 2,00 |
| M90 | 6,00 | 4,00 | 3,00 | 2,00 |
| M100 | 6,00 | 4,00 | 3,00 | 2,00 |
для резьбовых пробок – WESTport Corp.
Калибры резьбовых пробок
| ОСНОВНОЕ ОБОЗНАЧЕНИЕ РЕЗЬБЫ | РАЗМЕРЫ В МИЛЛИМЕТРАХ | РАЗМЕРЫ В ДЮЙМАХ | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| НОМИНАЛЬНЫЙ НАД. | ПИТЧ | ГЛАВНЫЙ ДИАМЕТР. | ДИАМ. ШАГА. | MINOR DIA. | НОМИНАЛЬНЫЙ НАД. | РЕЗЬБЫ НА ДЮЙМ | ГЛАВНЫЙ ДИАМЕТР. | ДИАМ. ШАГА. | MINOR DIA. | ||||||
| МИН.(ОБЯЗАТЕЛЬНО ОЧИСТИТЕ) | МИН. GO | МАКС. HI | МИН. | МАКС. | МИН. (ОБЯЗАТЕЛЬНО ОЧИСТИТЕ) | МИН. GO | МАКС. HI | МИН. | МАКС. | ||||||
| M1,6×0,35 | 1,6 | 0,35 | 1,600 | 1,373 | 1.458 | 1,221 | 1,321 | .06299 | 72,57 | .06299 | .05406 | .05740 | .04807 | .05201 | |
| M2x0,4 | 2,0 | 0,40 | 2.000 | 1,740 | 1,830 | 1,567 | 1.679 | .07874 | 63,50 | .07874 | .06850 | .07205 | .06169 | .06610 | |
| M2,5×0,45 | 2,5 | 0,45 | 2,500 | 2. 208 208 | 2.303 | 2,013 | 2.138 | .09843 | 56,44 | .09843 | .08693 | .09067 | .07925 | .08417 | |
| M3x0,5 | 3,0 | 0,50 | 3.000 | 2,675 | 2,775 | 2.459 | 2,599 | .11811 | 50,80 | .11811 | .10531 | .10925 | .09681 | .10232 | |
| M3.5×0.6 | 3,5 | 0.60 | 3,500 | 3,110 | 3,222 | 2,850 | 3,010 | .13780 | 42,33 | .13780 | .12244 | .12685 | .11220 | .11850 | |
| M4x0,7 | 4,0 | 0,70 | 4.000 | 3,545 | 3.663 | 3,242 | 3,422 | . 15748 | 36,29 | .15748 | . 13957 | . 14421 14421 | .12764 | .13472 | |
| M5x0,8 | 5,0 | 0,80 | 5.000 | 4,480 | 4.605 | 4,134 | 4,334 | .19685 | 31,75 | .19685 | .17638 | . 18130 | . 16276 | .17063 | |
| M6x1 | 6,0 | 1,00 | 6.000 | 5.350 | 5.500 | 4,917 | 5,153 | . 23622 | 25,40 | . 23622 | .21063 | .21654 | .19358 | . 20287 | |
| M8x1,25 | 8,0 | 1,25 | 8.000 | 7,188 | 7,348 | 6,647 | 6,912 | .31496 | 20,32 | .31496 | . 28299 | . 28929 | .26169 | . 27213 | |
| M8x1 | 8,0 | 1,00 | 8.000 | 7.350 | 7,500 | 6,917 | 7,153 | . 31496 31496 | 25,40 | .31496 | . 28937 | ,29528 | . 27232 | . 28161 | |
| M10x1,5 | 10,0 | 1,50 | 10.000 | 9.026 | 9.206 | 8,376 | 8.676 | .39370 | 16,93 | .39370 | .35535 | ,36244 | . 32976 | . 34157 | |
| M10x1,25 | 10,0 | 1,25 | 10.000 | 9,188 | 9,348 | 8,647 | 8,912 | .39370 | 20,32 | .39370 | ,36173 | ,36803 | .34043 | .35087 | |
| M10x0.75 | 10,0 | 0,75 | 10.000 | 9,513 | 9,645 | 9,188 | 9,378 | .39370 | 33,87 | .39370 | .37453 | .37972 | ,36173 | . 36921 | |
M12x1. 75 75 | 12,0 | 1,75 | 12.000 | 10,863 | 11.063 | 10,106 | 10,441 | . 47244 | 14.51 | . 47244 | .42768 | .43555 | .39787 | .41106 | |
| M12x1,5 | 12,0 | 1,50 | 12.000 | 11.026 | 11,216 | 10,376 | 10,676 | . 47244 | 16,93 | . 47244 | .43409 | .44157 | .40850 | .42031 | |
| M12x1,25 | 12,0 | 1.25 | 12.000 | 11,188 | 11,368 | 10,647 | 10,912 | . 47244 | 20,32 | . 47244 | . 44047 | . 44756 | .41917 | .42961 | |
| M12x1 | 12,0 | 1,00 | 12.000 | 11,350 | 11,510 | 10,917 | 11,153 | . 47244 47244 | 25,40 | . 47244 | .44685 | .45315 | .42980 | .43909 | |
| M14x2 | 14,0 | 2,00 | 14,000 | 12.701 | 12,913 | 11,835 | 12,210 | .55118 | 12,70 | .55118 | .50004 | . 50839 | .46594 | .48071 | |
| M14x1,5 | 14,0 | 1,50 | 14,000 | 13.026 | 13,216 | 12,376 | 12,676 | .55118 | 16,93 | .55118 | . 51283 | . 52031 | .48724 | .49906 | |
| M15x1 | 15,0 | 1,00 | 15,000 | 14,350 | 14,510 | 13,917 | 14,153 | . 59055 | 25,40 | . 59055 | .56496 | . 57126 | .54791 | .55720 | |
| M16x2 | 16,0 | 2,00 | 16,000 | 14. 701 701 | 14,913 | 13,835 | 14,210 | .62992 | 12,70 | .62992 | .57878 | .58713 | . 54469 | .55945 | |
| M16x1,5 | 16,0 | 1,50 | 16,000 | 15.026 | 15,216 | 14.376 | 14,676 | .62992 | 16,93 | .62992 | .59157 | . 59906 | .56598 | . 57780 | |
| M17x1 | 17,0 | 1,00 | 17,000 | 16,350 | 16,510 | 15,917 | 16,153 | .66929 | 25,40 | .66929 | .64370 | . 65000 | .61886 | .63594 | |
| M18x1.5 | 18,0 | 1,50 | 18,000 | 17.026 | 17,216 | 16,376 | 16,676 | .70866 | 16,93 | .70866 | . 67031 67031 | .67780 | .64472 | .65654 | |
| M20x2,5 | 20,0 | 2,50 | 20.000 | 18,376 | 18.600 | 17,294 | 17,744 | .78740 | 10.16 | .78740 | ,72346 | . 73228 | .68087 | .69858 | |
| M20x1,5 | 20,0 | 1,50 | 20.000 | 19.026 | 19,216 | 18,376 | 18,676 | .78740 | 16,93 | .78740 | .74906 | .75654 | ,72346 | . 73528 | |
| M20x1 | 20,0 | 1.00 | 20.000 | 19,350 | 19,510 | 18,917 | 19,153 | .78740 | 25,40 | .78740 | .76181 | .76811 | . 74476 | .75406 | |
| M22x2,5 | 22,0 | 2,50 | 22,000 | 20,376 | 20,600 | 19,294 | 19,744 | . 86614 86614 | 10,16 | .86614 | .80220 | .81102 | .75961 | .77732 | |
| M22x1,5 | 22,0 | 1,50 | 22,000 | 21.026 | 21,216 | 20,376 | 20,676 | .86614 | 16,93 | .86614 | . 82780 | . 83528 | .80220 | .81402 | |
| M24x3 | 24,0 | 3,00 | 24,000 | 22.051 | 22,316 | 20,752 | 21,252 | . | 8,47 | . | .86815 | .87858 | .81701 | .83669 | |
| M24x2 | 24,0 | 2,00 | 24,000 | 22.701 | 22,925 | 21,835 | 22,210 | . | 12,70 | . | .89374 | . | .85965 | .87441 | |
| M25x1,5 | 25,0 | 1,50 | 25,000 | 24. 026 026 | 24,226 | 23,376 | 23,676 | . 98425 | 16,93 | . 98425 | . 94591 | .95378 | . | . | |
| M27x3 | 27,0 | 3,00 | 27,000 | 25.051 | 25,316 | 23.752 | 24,252 | 1.06299 | 8,47 | 1.06299 | . 98626 | .99669 | . | ||
| .95480 | |||||||||||||||
| M27x2 | 27,0 | 2,00 | 27,000 | 25,701 | 25,925 | 24,835 | 25,210 | 1.06299 | 12,70 | 1.06299 | 1.01185 | 1.02067 | . 97776 | .99252 | |
| M30x3.5 | 30,0 | 3,50 | 30.000 | 27,727 | 28,007 | 26,211 | 26,771 | 1,18110 | 7,26 | 1,18110 | 1. 09161 09161 | 1.10264 | 1.03193 | 1.05398 | |
| M30x2 | 30,0 | 2,00 | 30.000 | 28.701 | 28,925 | 27,835 | 28,210 | 1,18110 | 12.70 | 1,18110 | 1,12996 | 1,13878 | 1.09587 | 1,11063 | |
| M30x1,5 | 30,0 | 1,50 | 30.000 | 29.026 | 29,226 | 28,376 | 28,676 | 1,18110 | 16,93 | 1,18110 | 1,14276 | 1,15063 | 1,11717 | 1,12898 | |
| M33x2 | 33,0 | 2.00 | 33,000 | 31.701 | 31,925 | 30,835 | 31,210 | 1,29921 | 12,70 | 1,29921 | 1,24807 | 1,25689 | 1,21398 | 1,22874 | |
| M35x1,5 | 35,0 | 1,50 | 35,000 | 34.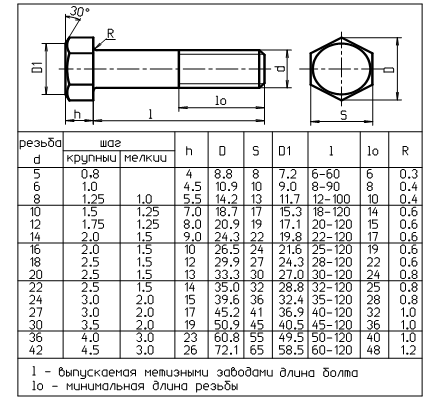 026 026 | 34,226 | 33,376 | 33,676 | 1,37795 | 16,93 | 1,37795 | 1.33961 | 1,34748 | 1,31402 | 1,32559 | |
| M36x4 | 36,0 | 4,00 | 36,000 | 33,402 | 33,702 | 31,670 | 32,270 | 1,41732 | 6,35 | 1,41732 | 1,31504 | 1,32685 | 1,24685 | 1,27047 | |
| M36x2 | 36,0 | 2,00 | 36,000 | 34.701 | 34,925 | 33,835 | 34,210 | 1,41732 | 12,70 | 1,41732 | 1,36618 | 1,37500 | 1,33209 | 1,34685 | |
| M39x2 | 39,0 | 2,00 | 39,000 | 37,701 | 37,925 | 36,835 | 37,210 | 1,53543 | 12,70 | 1,53543 | 1. 48429 48429 | 1.49311 | 1.45020 | 1,46496 | |
Метрические размеры винтов и болтов – Преобразование винтов и таблица размеров резьбы по SAE
КАК ЗАКАЗАТЬ МЕТРИЧЕСКИЕ ЧАСТИ
ASM упрощает заказ метрической фурнитуры, включая метрические винты, распорки и стойки. После того, как вы выбрали одну из наших американских стандартных деталей, вам просто нужно добавить свои метрические требования в запрос предложения. Например, для резьбовой прокладки метрические требования могут быть «M 3,5 x 0,6 резьба». Ниже вы найдете подробную информацию о преобразованиях и размерах, которые помогут вам заказать такие детали, как метрические винты и стойки.
Как заказать метрическую стойку папа / мама
После того, как вы выбрали одну из наших американских стандартных деталей, вам просто нужно добавить свои метрические требования в запрос предложений. Например, «Резьба M3,0 x 0,5».
| Метрическая резьба | Мин. Глубина Глубина | |
|---|---|---|
| А | В | |
| 2,5 x 0,45 | 3,97 | 3,97 |
| 3,0 х 0,50 | 4,76 | 6.35 |
| 3,5 x 0,60 | 6,35 | 9,53 |
| 4,0 x 0,70 | 9,53 | 11,10 |
| 5,0 x 0,80 | 9,53 | 12,70 |
| 6,0 x 1,00 | 12,70 | 15,00 |
| 8,0 х 1,25 | 12,70 | 15,00 |
Если вам нужна более длинная наружная резьба, чем показано в таблице выше, вы можете добавить свое требование.Например, «B = 3,0 x 0,5 резьбы, B = 7,5 мм, длина
.ПРИМЕЧАНИЕ: Когда длина корпуса L меньше или равна глубине резьбы A, мы предоставим максимально возможное количество резьбы.
КОНВЕРСИЯ (SAE в метрическую систему и метрическую систему в SAE)
Чтобы преобразовать дюймы в миллиметры, умножьте дюймы на 25,4. Чтобы преобразовать миллиметры в дюймы, умножьте миллиметры на 0,039370.
Чтобы преобразовать миллиметры в дюймы, умножьте миллиметры на 0,039370.
ДОПУСКИ ДЛЯ РАСПОРКИ
Допуски при производстве стоек и распорок.Длина: до 100 мм, длина ± 0,13 мм. О.Д. ± 0,152 мм
ДЛИНА РЕЗЬБЫ
Детали из латуни, алюминия и стали: Резьба M2,5 нарезана на длину 15,99 мм. Резьба M3 и больше имеет нарезку длиной 25,4 мм.
Детали из нержавеющей стали и нейлона: Резьба M2,5 нарезана до 9,6 мм. Резьба M3 нарезана до 12,7 мм. Резьба M3,5 и более имеет нарезку на длину 25,4 мм. Если длина больше, чем указано выше, см. Таблицу глубины резьбы.
РАЗМЕРЫ ВИНТА
Крепежные винты с овальной головкой
Размеры метрических винтов в миллиметрах, включая винты M2,5 и M4.
| Размер резьбы «D» | M2 | M2.5 | M3 | M4 | M5 | M6 |
|---|---|---|---|---|---|---|
| Высота головки, макс. «K» | 1,7 | 2,1 | 2,4 | 3,7 | 3,9 | 4,7 |
Диаметр головки, макс. «D2» «D2» | 4.4 | 5,5 | 6,3 | 9,4 | 10,4 | 12,6 |
| Размер драйвера «No.» | 1 | 1 | 1 | 2 | 2 | 3 |
Винты с цилиндрической головкой и шлицем
Размеры в миллиметрах
| Размер резьбы «D» | M3 | M4 | M5 | M6 |
|---|---|---|---|---|
| Высота головки, макс. «K» | 1.8 | 2,4 | 3 | 3,6 |
| Диаметр головки, макс. «D2» | 6 | 8 | 10 | 12 |
| Размер драйвера «No.» | .50 | .70 | .80 | 1 |
Утопленные винты с полукруглой головкой и крестообразным шлицем
Размеры метрического винта в миллиметрах
| Размер резьбы «D» | M2 | M2. 5 5 | M3 | M4 | M5 | M6 |
|---|---|---|---|---|---|---|
| Высота головки, макс. «K» | 1.6 | 2 | 2,4 | 3,1 | 3,8 | 4,6 |
| Диаметр головки, макс. «D2» | 4 | 5 | 6 | 8 | 10 | 12 |
| Размер драйвера «No.» | 1 | 1 | 1 | 2 | 2 | 3 |
Крепежные винты с плоской головкой
Размеры метрического винта в миллиметрах
| Размер резьбы «D» | M2 | M2.5 | M3 | M4 | M5 | M6 | M8 | M10 |
|---|---|---|---|---|---|---|---|---|
| Высота головки, макс. «K» | 1,2 | 1,5 | 1,65 | 2,2 | 2,5 | 3 | 4 | 5 |
Диаметр головки, макс.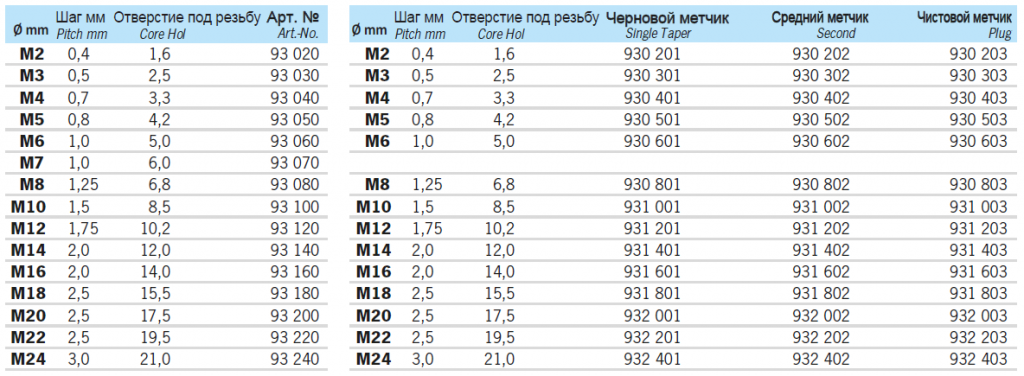 «D2» «D2» | 3,8 | 4,7 | 5,6 | 7,5 | 9,2 | 11 | 14,5 | 18 |
| Шаг «П» | .40 | .45 | .50 | ,7 | ,8 | 1 | 1,25 | 1,50 |
Винты с головкой под торцевой ключ
Размеры в миллиметрах
| Размер резьбы «D» | M3 | M4 | M5 | M6 | M8 | M10 | M12 | M14 | M16 | M20 |
|---|---|---|---|---|---|---|---|---|---|---|
| Высота головки, макс. «K» | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 20 |
| Диаметр головки, макс. «D2» | 5.5 | 7 | 8,5 | 10 | 13 | 16 | 10 | 21 | 24 | 30 |
| Ключ шестигранный Sz «S» | 2,5 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 17 |
Винты с шестигранной головкой
Размеры в миллиметрах
| Размер резьбы «D» | M4 | M5 | M6 | M8 | M10 | M12 | M14 | M16 | M20 | M24 |
|---|---|---|---|---|---|---|---|---|---|---|
Высота головки, макс. «K» «K» | 2.8 | 3,5 | 4 | 5,5 | 7 | 8 | 9 | 10 | 13 | 15 |
| Через квартиры, «S» | ,7 | 8 | 10 | 13 | 17 | 19 | 22 | 24 | 30 | 36 |
| Шаг, «П» | ,7 | ,8 | 1 | 1,25 | 1,5 | 1.75 | 2 | 2 | 2,5 | 3 |
Винты с полукруглой головкой
Размеры в миллиметрах
| Диаметр головки, макс. «B» | Высота головы, макс. «R» | Размер гнезда, Nom ‘S’ |
|---|---|---|
| 5,7 | 1,65 | 2 |
| 7,6 | 2,20 | 2,5 |
| 9,5 | 2,75 | 3 |
| 10.5 | 3,30 | 4 |
| 14,0 | 4,40 | 5 |
| 17,5 | 5,50 | 6 |
| 21,0 | 6. 60 60 | 8 |
| 28,0 | 8,80 | 10 |
Важные данные, метрическая система, крепежные винты
Размеры в миллиметрах
| Номинальная длина винта | Допуск по длине, мм |
|---|---|
| до 3 мм вкл. | ,2 |
| от 3 до 10 мм | ,3 |
| свыше 10 до 16 мм | ,4 |
| от 16 до 50 мм | ,5 |
| более 50 мм | 1,0 |
Положение головки: Ось головки должна располагаться в истинном положении относительно оси хвостовика винта в пределах зоны допуска, имеющей диаметр, эквивалентный 6% указанного максимального диаметра головки, или указанная максимальная ширина по плоскости шестигранных и шестигранных фланцевых головок, независимо от размера элемента.
Все допуски положительные и отрицательные.
Общие сведения о метрических крепежных элементах
Метрические размеры крепежных элементов определяются диаметром, шагом и длиной в миллиметрах (мм). Размер гаек будет отображаться как диаметр и шаг. Если шаг не указан, предполагается, что крепеж имеет крупную резьбу по умолчанию. Вот пример метрического размера:
M10-1.0 x 20
При внимательном рассмотрении этого описания давайте исследуем его значение:
M = Это означает, что крепеж является метрическим размером
10 = номинальный диаметр в миллиметрах
1.0 = шаг резьбы или расстояние между резьбой в миллиметрах
20 = длина крепежа в миллиметрах
Теперь давайте посмотрим на пример, показывающий, как крепление с крупной резьбой будет обозначаться:
Если размер M10 x 25, то есть диаметр 10 мм. Поскольку шаг резьбы не указан, предполагается, что крепежная деталь имеет крупную резьбу. 25 указывает длину 25 мм. Соответствующая гайка будет иметь маркировку M10, для которой также не требуется шаг резьбы, поскольку это крепежная деталь с курсовой резьбой.
25 указывает длину 25 мм. Соответствующая гайка будет иметь маркировку M10, для которой также не требуется шаг резьбы, поскольку это крепежная деталь с курсовой резьбой.
Если вы обычно работаете с крепежными изделиями, используя британские единицы измерения (дюймы и т. Д.), Обозначение шага может сбивать с толку. Просто помните, что шаг резьбы означает расстояние между соседними резьбами, поэтому в примере в начале этой статьи шаг резьбы 1,0 означает, что расстояние между одной резьбой и другой составляет 1,0 миллиметр.
Крепежные деталибританских мер классифицируются по резьбе на дюйм, поэтому болт 1 / 4-20 имеет резьбу 20 на дюйм (TPI), а винт 10-24 имеет 24 резьбы на дюйм.Вы можете определить количество резьбы на дюйм метрической застежки, умножив миллиметры на 0,03937, а затем разделив 1 на это число.
Компания Mudge Fasteners всегда готова помочь. Если у вас есть вопросы по каким-либо размерам метрических крепежей или вам нужна помощь с преобразованием, просто свяжитесь с нами . Мы также создали несколько удобных брошюр, чтобы помочь вам, в том числе нашу линейную карту метрической системы и таблицу преобразования метрической системы с руководством по выбору .
Мы также создали несколько удобных брошюр, чтобы помочь вам, в том числе нашу линейную карту метрической системы и таблицу преобразования метрической системы с руководством по выбору .
Как определить размер резьбы болта – прочность и конструкция резьбы болта
О резьбе болта
Может быть необычно думать о болтах и гайках как о передовой технологии, но по крайней мере 1800 лет эти крепежные элементы были не чем иным.До промышленной революции за каждое механическое преимущество отвечали шесть классических машин. Из шести оригинальных машин винты, вероятно, были изобретены последними, но также и самыми революционными.
Их можно использовать для линейной транспортировки объектов или для перекачивания жидкостей, как в знаменитом винтовом насосе Архимеда. Винты были эффективны как редукторы в червячных передачах. Самое главное, они могли надежно и качественно собирать материалы.
Легко утверждать, что болты и гайки сегодня столь же высокотехнологичны.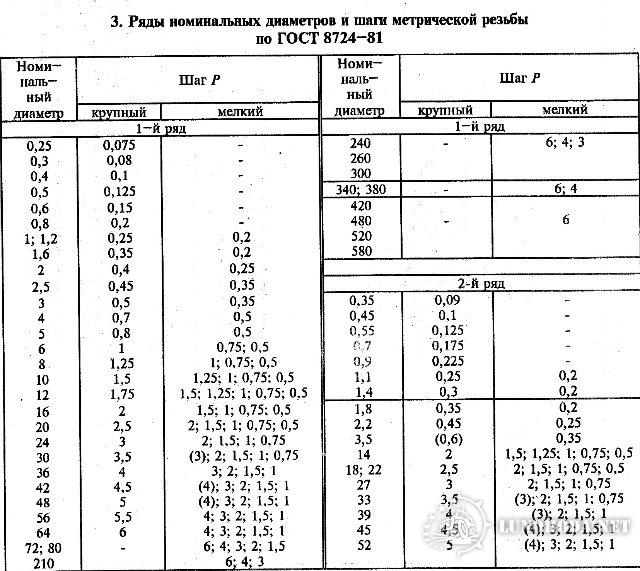 В конце концов, большинство сложных машин – это гибриды простых машин. Теперь, после столетий практики металлообработки, резьбовые крепежи производятся с точностью до допусков и должны отвечать строгим требованиям современного рынка высокой эффективности и производительности. Таким образом, болты становятся все более специализированными и стандартизированными, и конца этому не видно.
В конце концов, большинство сложных машин – это гибриды простых машин. Теперь, после столетий практики металлообработки, резьбовые крепежи производятся с точностью до допусков и должны отвечать строгим требованиям современного рынка высокой эффективности и производительности. Таким образом, болты становятся все более специализированными и стандартизированными, и конца этому не видно.
Различия между современными болтами и гайками выходят далеко за рамки размеров. Вы знаете разницу между накатанной резьбой и нарезанной резьбой? А как насчет классов посадки резьбы? Метрическая резьба vs.Единый стандарт резьбы? Или грубая нить против тонкой?
Что еще более важно, знает ли ваш поставщик разницу и может ли он разработать оборудование для ваших конкретных приложений? Мы делаем это в Bayou City Bolt, и позвольте нам помочь вам и вашей компании с любыми вашими потребностями в болтах. От, винты с головкой под торцевой ключ, шестигранные и тяжелые болты с шестигранной головкой и многое другое.
Производство резьбы
Даже с технической точки зрения часто не делается различия между винтами и болтами.На самом деле эти термины использовались до появления резьбовых крепежных изделий с механической обработкой, поэтому они часто используются как взаимозаменяемые. Органы по стандартизации пришли к выводу, что эти застежки различаются не спецификациями или методом производства; скорее так, как они используются. Как указано в справочнике Machinery’s Handbook и ASME B18, винты представляют собой крепежные детали с внешней резьбой, которые сопрягаются с внутренней резьбой или могут проходить сквозь материалы для сборки компонентов. Для установки или снятия винта к головке крепежа прикладывают крутящий момент.Болты также имеют внешнюю резьбу, но они удерживаются на месте при приложении крутящего момента к гайке. Совместимая внутренняя резьба должна иметь ту же геометрию, что и резьба на болте.
Невооруженным глазом может показаться, что все резьбы застежек одинаковы. Фактически, для изготовления резьбы используются два метода – накатка и нарезание, которые влияют на функциональность крепежа. Для резки требуется пустой стержень, диаметр которого точно соответствует спецификации болта, а лишний материал вырезается из заготовки для создания резьбы.Это приводит к увеличению диаметра до начала резьбы. Все стандартные размеры болтов и типы резьбы могут быть изготовлены путем нарезания. Как правило, болты и винты с нарезанной резьбой имеют лучшую прочность на сдвиг, но также более сложны в производстве и более дороги.
Фактически, для изготовления резьбы используются два метода – накатка и нарезание, которые влияют на функциональность крепежа. Для резки требуется пустой стержень, диаметр которого точно соответствует спецификации болта, а лишний материал вырезается из заготовки для создания резьбы.Это приводит к увеличению диаметра до начала резьбы. Все стандартные размеры болтов и типы резьбы могут быть изготовлены путем нарезания. Как правило, болты и винты с нарезанной резьбой имеют лучшую прочность на сдвиг, но также более сложны в производстве и более дороги.
Для изготовления накатанной резьбы используется заготовка, диаметр которой немного меньше заданного конечного диаметра. Заготовка деформируется с помощью штампов для создания спиральных выступов и впадин, которые охватывают стержень болта.В результате получается крепеж с более гладкой резьбой, который также весит меньше, чем нарезанные болты того же размера. Эти застежки обработаны холодным способом, отчего нити упрочняются. В целом прокатка – это быстрый, эффективный и менее затратный метод нарезания резьбы на заготовках. Существуют некоторые ограничения, такие как ограничения по длине резьбы и диаметру болтов, а некоторые материалы слишком твердые для холодной обработки штампами. Два типа конструкционных болтов, A325 и A490, не могут быть прокатаны из-за этих ограничений.
Существуют некоторые ограничения, такие как ограничения по длине резьбы и диаметру болтов, а некоторые материалы слишком твердые для холодной обработки штампами. Два типа конструкционных болтов, A325 и A490, не могут быть прокатаны из-за этих ограничений.
Эти условия означают, что накатанная резьба подходит для большинства применений, поскольку она дешевле и в среднем на 7% прочнее нарезанной резьбы.В то время как холодная обработка упрочняет минимальный диаметр, резка истирает его и ослабляет поверхность материала. Обычно единственный случай, когда явно требуется резьба нарезки, – это когда указанные материалы слишком трудно прокатать.
Стандартизация крепежных изделий
В 19, , веке, индустриализация и достижения в области механической обработки привели к массовому производству и распространению крепежных изделий. Конкурирующие болты одного размера с несовместимой резьбой приводили к проблемам взаимодействия, особенно с импортным оборудованием. Потребовалось глобальное событие грандиозных масштабов (Вторая мировая война), чтобы способствовать международному сотрудничеству в области стандартизации болтов. Канада, США и Соединенное Королевство не смогли отремонтировать танки и машины друг друга во время войны, поэтому в 1949 году они приняли Унифицированный стандарт резьбы (UTS), который определял критерий резьбы с использованием дюймовых размеров. Между тем, метрическая система набирала популярность в Европе и Азии, что привело к тому, что Великобритания отказалась от UTS и вместо этого приняла метрическую систему.Сегодня Канада и США остаются единственными рынками с высокой концентрацией оборудования UTS. Согласно ISO, мировая популярность оборудования делится на 60% в метриках, 31% на UTS и 9% на другие категории.
Потребовалось глобальное событие грандиозных масштабов (Вторая мировая война), чтобы способствовать международному сотрудничеству в области стандартизации болтов. Канада, США и Соединенное Королевство не смогли отремонтировать танки и машины друг друга во время войны, поэтому в 1949 году они приняли Унифицированный стандарт резьбы (UTS), который определял критерий резьбы с использованием дюймовых размеров. Между тем, метрическая система набирала популярность в Европе и Азии, что привело к тому, что Великобритания отказалась от UTS и вместо этого приняла метрическую систему.Сегодня Канада и США остаются единственными рынками с высокой концентрацией оборудования UTS. Согласно ISO, мировая популярность оборудования делится на 60% в метриках, 31% на UTS и 9% на другие категории.
Имея самую большую долю рынка, метрические болты определить легче всего. Номиналы начинаются с буквы М, а цифра сразу после нее указывает диаметр болта в миллиметрах. Метрическая резьба крепежа также указывается в соответствии с шагом резьбы, который представляет собой расстояние между соседними резьбами, опять же в миллиметрах. Это представлено последней цифрой в обозначении метрического болта. Например, болт с маркировкой M10 x 1,5 представляет собой метрический болт с диаметром 10 мм и 1,5 мм между резьбой.
Это представлено последней цифрой в обозначении метрического болта. Например, болт с маркировкой M10 x 1,5 представляет собой метрический болт с диаметром 10 мм и 1,5 мм между резьбой.
Таблица размеров резьбы
Подгонка резьбы классифицирует допуски между выступами и впадинами (гребнями и впадинами) сопрягаемых крепежных изделий с резьбой. В метрических описаниях посадка резьбы классифицируется по цифровой и буквенной системе; меньшие числа обозначают резьбу с более высокой точностью, а буквы указывают положение допуска.В некоторых случаях оборудование может быть помечено двумя наборами размеров резьбы. Первая метка представляет собой делительный диаметр (воображаемый диаметр, при котором резьба обрезается наполовину – расстояние равно от большого и малого диаметров), а вторая представляет собой диаметр гребня, который представляет собой меньший диаметр на внутренней резьбе и большой диаметр. на внешней резьбе. Например, болт 4G5G будет иметь внутреннюю резьбу с шагом 4 и внутреннюю резьбу с шагом 4 класса. Когда уровни высоты тона и гребня одинаковы, обозначения упрощаются; болт 4G4G вместо этого будет обозначен как 4G.Резьба с более высоким допуском устанавливается быстрее и лучше подходит для размещения таких покрытий, как фиксатор резьбы.
Когда уровни высоты тона и гребня одинаковы, обозначения упрощаются; болт 4G4G вместо этого будет обозначен как 4G.Резьба с более высоким допуском устанавливается быстрее и лучше подходит для размещения таких покрытий, как фиксатор резьбы.
Диаметр Тип | Внутренняя резьба | Наружная резьба |
Шаг | Пять типов: 4 класс, 5 класс, 6 класс, 7 класс, 8 класс | Семь типов: степень 3, степень 4, степень 5, степень 6, степень 7, степень 8, степень 9 |
Крест | Пять типов: 4 класс, 5 класс, 6 класс, 7 класс, 8 класс | Три типа: 4 класс, 6 класс, 8 класс |
Кроме того, позиции допуска могут быть следующих типов.Строчные буквы обозначают внешнюю резьбу, а прописные буквы обозначают внутреннюю резьбу.
Резьба | Классы позиции допуска |
внутренний | G, H |
Внешний | E, F, G, H |
По сравнению с UTS, метрическая резьба 6g будет очень похожа на болт 2A UTS с точки зрения посадки резьбы.
UTS диаметром менее 1/4 дюйма имеют номера калибров, но используются размеры в дюймах от 1/4 до 1 дюйма. Второе число болта UTS обозначает резьбу на дюйм (TPI). Болты UTS размером от №0 до №10 имеют две возможные конфигурации TPI (грубую и мелкую), а диаметры №12 и выше могут иметь две или три конфигурации TPI (грубую, мелкую и сверхтонкую). Например, болт UTS, обозначенный № 3-48, представляет собой болт калибра 3 или винт с 48 резьбой на дюйм, а винт 1 / 4-20 имеет диаметр 1/4 дюйма и 20 витков резьбы на дюйм.
Резьбовая посадка также важна для винтов и болтов UTS. Оборудование с неплотной посадкой лучше подходит для применений, требующих быстрой сборки и разборки, но прецизионная посадка (класс 3) лучше всего подходит для высокоточных, высокопрочных соединений и жестких условий окружающей среды, таких как болты с головкой под торцевой ключ в двигателе. Потоки класса A используются для внешних потоков, а потоки класса B – для внутренних потоков.
Класс резьбы | Допуск | Приложение |
1А | 1. | Только для быстрой и простой сборки и разборки; редко используемый. |
1Б | 1,50% делительного диаметра | Только для быстрой и простой сборки и разборки; редко используемый. |
2А | 1,10% делительного диаметра | Приемлемо для большинства применений: наиболее распространенный класс болтов UTS |
2Б | 1.10% делительный диаметр | Приемлемо для большинства применений: наиболее распространенный класс болтов UTS |
3A | 0,80% делительного диаметра | Высокоточные, высокопрочные приложения; безопасность. |
3Б | 0,80% делительного диаметра | Высокоточные, высокопрочные приложения; безопасность. |
 50% делительный диаметр
50% делительный диаметр
Органы по стандартизации приложили огромные усилия для классификации шага резьбы, поскольку он определяет область растягивающего напряжения резьбы, которую можно определить с помощью этого уравнения. Напряжение коррелирует с TPI болта.
As = π / 4 X (D – (.
Где:
As: зона растягивающего напряжения
D: диаметр болта
p: 1 / ниток на дюйм (TPI)
Например, давайте сравним площадь растягивающего напряжения двух винтов.Первый – винт 3 / 4-10 UNC.
.3382 = π / 4 X (.75- (
Второй винт имеет тот же диаметр, но другой TPI; это винт 3 / 4-16 UNF.
.3754 = π / 4 x (0,75 – (0,
Как показывает уравнение, именно винт с большим TPI имеет большую площадь растягивающего напряжения.
Как определить толщину резьбы
Наконец, резьба как на метрических, так и на UTS-крепежах также подразделяется на грубую, тонкую и сверхтонкую.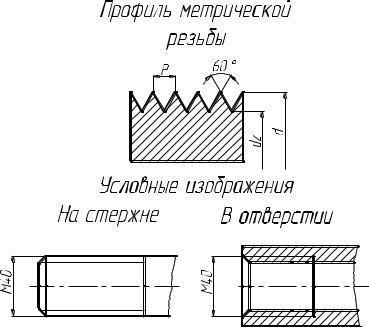 Типы резьбы UTS обычно обозначаются как UNC (Unified Coarse), UNF (Unified Fine) или (Unified Extra Fine (UNEF). Нет никакой разницы в качестве изготовления между грубыми, мелкими и сверхтонкими типами резьбы, но есть различия в том, как они работают.
Типы резьбы UTS обычно обозначаются как UNC (Unified Coarse), UNF (Unified Fine) или (Unified Extra Fine (UNEF). Нет никакой разницы в качестве изготовления между грубыми, мелкими и сверхтонкими типами резьбы, но есть различия в том, как они работают.
Грубая резьба толще и прочнее, чем метизы с мелкой резьбой. Крепежи с крупной резьбой также можно установить быстрее. Например, для 3 / 4-10 UNC требуется 10 оборотов для установки 1 дюйма оси болта, а для 3 / 4-16 UNF потребуется 16 оборотов.Крупная резьба обеспечивает зазор для покрытия резьбы и снижает вероятность истирания. Маловероятно, что эти резьбы откроются, если болт изготовлен из мягкого материала.
Тонкую и сверхтонкую резьбу можно исследовать вместе. Их меньший шаг и больший TPI означают лучшую прочность на разрыв, а больший малый диаметр обеспечивает лучшую прочность на сдвиг. Меньшие углы винтовой линии резьбы также обеспечивают превосходную устойчивость к вибрации в крепежных изделиях с мелкой резьбой, что очень важно. Тонкие материалы подходят для тонкой и сверхтонкой резьбы.Они также более полезны для точных приложений.
Тонкие материалы подходят для тонкой и сверхтонкой резьбы.Они также более полезны для точных приложений.
Согласно этим подробным стандартам, 91% резьбовых крепежных изделий относятся к одному из этих обозначений.
Метрическая система | ||
Диаметр (мм) | Крупный шаг | Мелкий шаг (и сверхмелкий, если применимо) |
1 | .25 | ,2 |
1,2 | ,25 | ,2 |
1,4 | ,3 | ,2 |
1,6 | 0,35 | .2 |
1,8 | 0,35 | ,2 |
2 | ,4 | ,25 |
2,5 | , 45 | 0,35 |
3 | . | 0,35 |
3,5 | ,6 | 0,35 |
4 | ,7 | ,5 |
5 | ,8 | .5 |
6 | 1 | 0,75 |
7 | 1 | 0,75 |
8 | 1,25 | 1 (0,75) |
10 | 1.5 | 1,25 (1) |
12 | 1,75 | 1,5 (1,25) |
14 | 2 | 1,5 |
16 | 2 | 1. |
18 | 2,5 | 2 (1,5) |
20 | 2,5 | 2 (1,5) |
22 | 2,5 | 2 (1,5) |
24 | 3 | 2 |
27 | 3 | 2 |
30 | 3.5 | 2 |
33 | 3,5 | 2 |
36 | 4 | 3 |
39 | 4 | 3 |
42 | 4.5 | 3 |
45 | 4,5 | 3 |
48 | 5 | 3 |
52 | 5 | 4 |
56 | 5. | 4 |
60 | 5,5 | 4 |
64 | 6 | 4 |
 5
5 5
5 5
5ОТС | |||
Диаметр (номер калибра или дюйм) | Грубый | Тонкий TPI | Экстра тонкий TPI |
# 0 | н / д | 80 | н / д |
# 1 | 64 | 72 | н / д |
# 2 | 56 | 64 | н / д |
# 3 | 48 | 56 | н / д |
# 4 | 40 | 48 | н / д |
# 5 | 40 | 44 | н / д |
# 6 | 32 | 40 | н / д |
# 8 | 32 | 36 | н / д |
# 10 | 24 | 32 | н / д |
# 12 | 24 | 28 | 32 |
1/4 | 20 | 28 | 32 |
5/16 | 18 | 24 | 32 |
3/8 | 16 | 24 | 32 |
16/7 | 14 | 20 | 28 |
1/2 | 13 | 20 | 28 |
16 сентября | 12 | 18 | 24 |
5/8 | 11 | 18 | 24 |
3/4 | 10 | 16 | 20 |
8/7 | 9 | 14 | 20 |
1 | 8 | 12 | 20 |
Этот документ может стать неоценимым ориентиром при выборе крепежа, но нет необходимости сохранять его в памяти. Вся эта информация основана на опыте опытных инженеров и представителей Bayou City Bolt, которые могут помочь вашей организации отслеживать изнурительные варианты резьбовых винтов, болтов и гаек.
Вся эта информация основана на опыте опытных инженеров и представителей Bayou City Bolt, которые могут помочь вашей организации отслеживать изнурительные варианты резьбовых винтов, болтов и гаек.
На протяжении почти двух тысячелетий аппаратное обеспечение с поддержкой потоков поддерживало некоторые из наиболее важных инноваций в истории человечества. Теперь у вашей компании есть шанс использовать высокотехнологичные преимущества современных аппаратных решений.
Скачать PDF
.