Шаг резьбы таблица: Таблица с шагом резьбы для метрического крепежа
alexxlab | 24.05.2021 | 0 | Разное
| | Навигация по справочнику TehTab.ru: главная страница / / Техническая информация / / Оборудование – стандарты, размеры / / Элементы трубопроводов. Фланцы, резьбы, трубы, фитинги…. / / Резьбы. Метрическая резьба – размеры, таблицы. Дюймовые резьбы – размеры, таблицы. Таблицы соответствия резьб. / / Метрические резьбы М 1-М 68. Шаг резьбы для основных и мелких метрических резьб. Таблица шагов резьбы
С более полной информацией по данной теме Вы можете ознакомиться: “Справочник конструктора-машиностроителя: в 3-х томах. Автор: Анурьев В.И. 2006 г.” | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Шаг резьбы для основных и мелких метрических резьб. Таблица шагов резьбы.”>
Шаг резьбы для основных и мелких метрических резьб. Таблица шагов резьбы.”>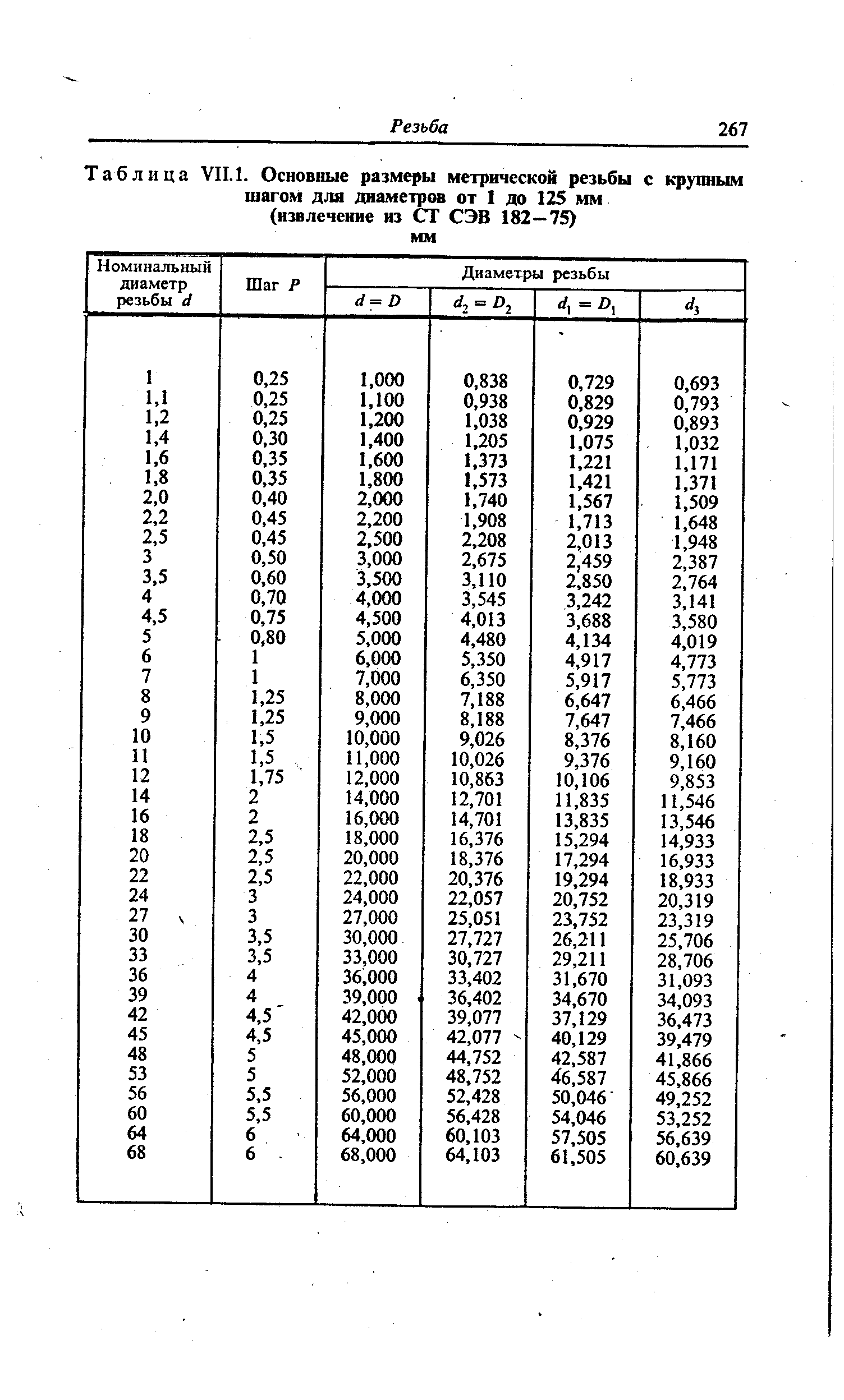 25
25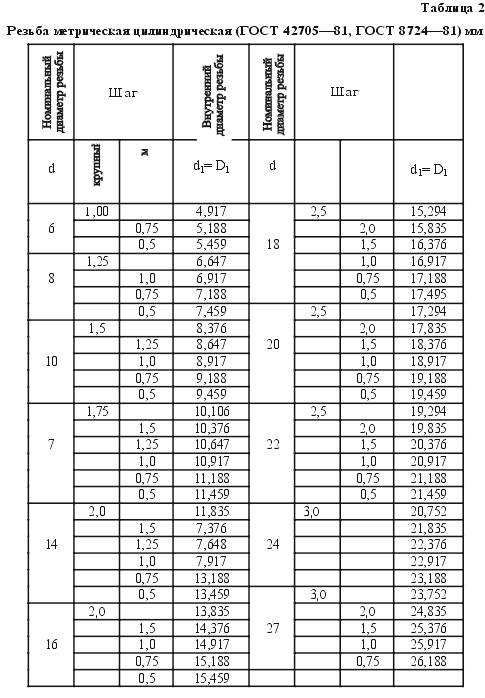 25
25 5
5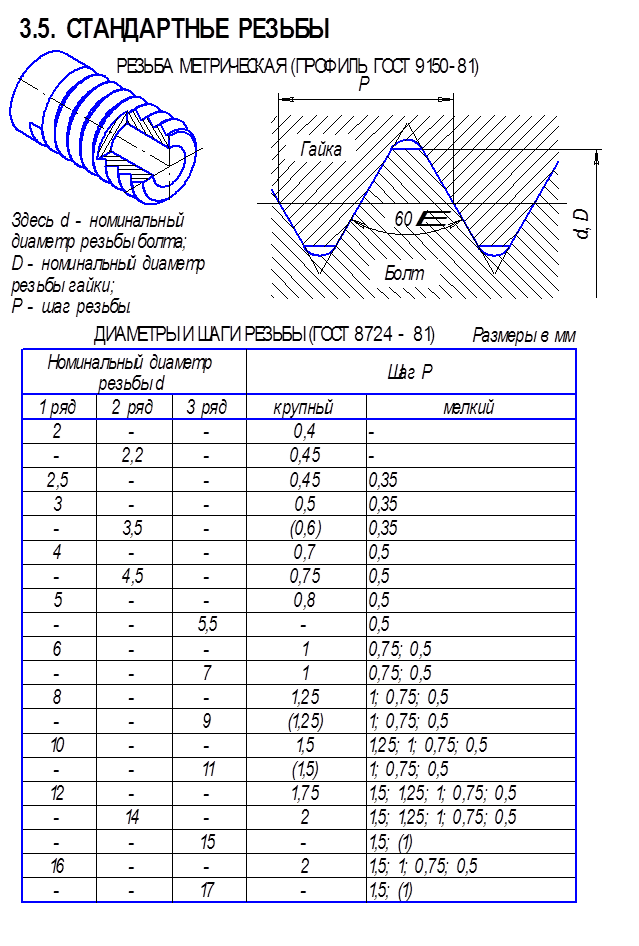 5
5 5)
5)Реклама, сотрудничество: [email protected]
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Шаг резьбы м20 таблица
Такие соединения могут применяться на разных материалах – на металле, пластмассе, дереве.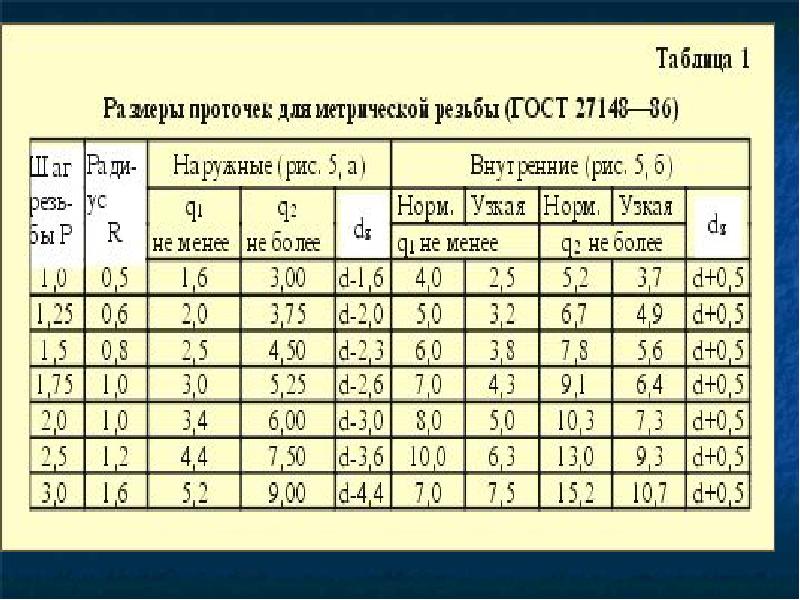 Их основное достоинство в том, что они такие же прочные, как и при сварных конструкциях, но при этом имеют возможность разъединения. В статье мы расскажем про основные размеры и параметры метрических резьб в таблицах с диаметрами и шагом.
Их основное достоинство в том, что они такие же прочные, как и при сварных конструкциях, но при этом имеют возможность разъединения. В статье мы расскажем про основные размеры и параметры метрических резьб в таблицах с диаметрами и шагом.
Сфера применения
Используются повсеместно – в автомобилестроении, станкостроении, в изготовлении бытовой техники и в быту. Особенность технологии в том, что она прочно вошла в нашу жизнь из-за своего удобства, а также захватила все области производства, так как конструкции могут производиться как крупные, так и миниатюрные. Самые простые примеры – это гайка и болт. В первом случае произведена внутренняя нарезка с помощью метчика, а во втором – внешняя, с использованием плашки.
Гайки и шурупы из разных материалов используются везде. От самых миниатюрных креплений, например, при закручивании крышки мобильного телефона, до огромных гаек, на которых держался колеса большегрузных автомобилей.
Территориально способ применяется во всем мире. В России есть ГОСТы, у нас маркировка измеряется в мм. За рубежом используется дюймовое измерение. Мы предлагаем таблицу, как соотносятся миллиметры и дюймы:
В России есть ГОСТы, у нас маркировка измеряется в мм. За рубежом используется дюймовое измерение. Мы предлагаем таблицу, как соотносятся миллиметры и дюймы:
Диаметр в дюймах
Наружное сечение в мм
Внутреннее сечение в мм
Основные параметры
Трудно подобрать болт и гайку друг под друга, если у них были разные размеры и конструкция. Но они зеркально повторяют друг друга, поэтому можно говорить о характеристиках, которые подходят для обеих деталей:
- Наружный диаметр. По нему определяется большинство процедур, в том числе именно на него ориентируются тогда, когда требуется просверлить отверстие под метчик. На схемах записывается как d или D у болта и гайки соответственно.
- Средний – d2 и D2. Если взять базовую единицу витка, то требуется разделить ее пополам, чтобы найти эти точки.
- Внутренний – d1 и D1. Определяется по верхним граням. Если по ним провести воображаемую линию, то можно увидеть цилиндр, который и будет отображать этот размер.

- Шаг (Р) – если мы берем нить, то каждое ее вращение приводит к образованию линии на одной из сторон. Расстояние между двумя точками (гребнями, лезвиями) – это и есть параметр. Найти его можно, линейкой обозначив на поверхности 10 мм (измерения можно производить и в сантиметрах), затем посчитать, сколько витков находится в этих пределах, и разделить полученное число на 10.
- Ход – (t) он равен предыдущему значению, если рассматривать болты однозаходные, с одной нитью. Но так как чаще встречаются двухзаходные, то t = 2Р. Или 3Р, если имеет место быть трехзаходный элемент. То есть это полный оборот к исходной точке одного витка.

- Угол профиля – очень важно его рассчитать. Он индивидуален для разных заготовок в зависимости от толщины и плотности материала. Не может превышать 140 градусов.
- Длина свинчивания или высота гайки – это расстояние, на продолжении которого есть витки, которые приходят во взаимодействие с зеркальной внутренней резьбой.
Геометрические размеры
От перечисленных выше параметров зависят эксплуатационные характеристики.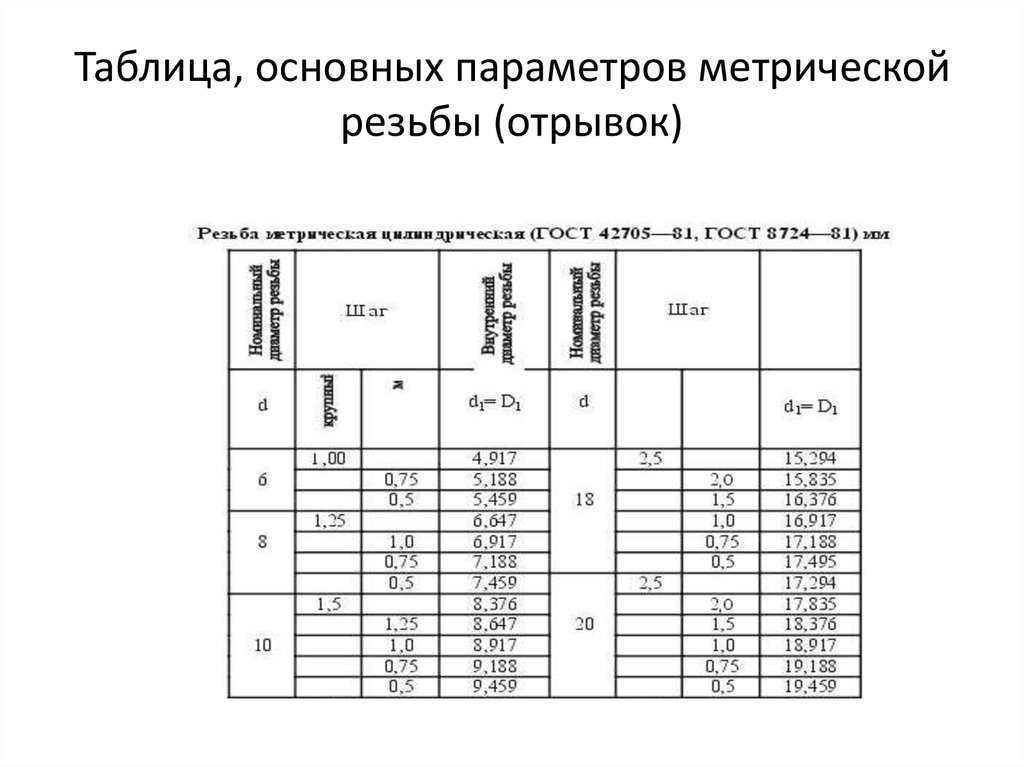 От всех трех диаметров зависит то, какое отверстие нужно делать с помощью сверла при работе с метчиком. От шага и хода – насколько прочно будет происходить завинчивание, чем больше витков, и чем они чаще, тем лучше. Такая работа является более тонкой, поэтому выполнить ее в домашних условиях фактически невозможно, только на специальном оборудовании.
От всех трех диаметров зависит то, какое отверстие нужно делать с помощью сверла при работе с метчиком. От шага и хода – насколько прочно будет происходить завинчивание, чем больше витков, и чем они чаще, тем лучше. Такая работа является более тонкой, поэтому выполнить ее в домашних условиях фактически невозможно, только на специальном оборудовании.
От того, насколько глубокие канавки, зависит прочность соединения. Здесь тоже есть ограничения. Если болтик будет выполнен в миниатюре, то слишком сильный перепад между углублениями и гребнями делать нельзя, это повышает хрупкость.
Угол профиля определяет то, насколько хорошо будет входить передняя часть метчика в материал. Ведь не так просто начать вращения, к тому же сделать это достаточно ровно, без перекосов. Чем мягче материал (например, медь или алюминий), тем лучше происходит вкручивание. Очень важна соразмерность двух элементов, которые приходят во взаимодействие.
Применение табличной информации
Как и для многих других способов металлообработки, есть стандарты резьбы метрической. Они прописываются в нормативных актах. Ниже мы перечислим документы, в которые необходимо обращаться для того, чтобы найти подходящую таблицу:
Они прописываются в нормативных актах. Ниже мы перечислим документы, в которые необходимо обращаться для того, чтобы найти подходящую таблицу:
- ГОСТ 8724-2002. Здесь предложены стандартные требования по диаметрам и шагам. Наш отечественный норматив был издан еще во времена СССР, но затем дополнялся и обновлялся. В 2004 году был проверен на соответствие международной системе. Оказалось, что наши рамки значительно шире, мы рассматриваем как миниатюрные детали от 0,25 мм, так и большие – до 60 см. В то время как зарубежная номенклатура типизированных размеров варьируется в рамках от 1 до 300 мм.
- ГОСТ 9150-81. Здесь предлагаются нормы, по которым определяется взаимозаменяемость запасных частей. Ведь многие детальки входят если не идеально, то просто подходят и могут использоваться в быту.
- ГОСТ 16093-81. Определяет уровень точности, а также правила маркировки. Необходим скорее для изготовителей и в повседневной жизни не используется.
Эти нормативы применяются изготовителями, покупателями для домашнего обихода, а также для работы на станках.
Правила обозначения
В маркировке присутствует несколько параметров. Каждый из них находит буквенное или числовое отображение. Если такого набора нет на торце изделия (плашки и метчика, готовых металлических крепежей), то, возможно, это подделка. Что обозначается:
- Уровень допуска, то есть точность соответствия заявленным размерам.
- Тип. Для метрической – буква М. Для остальных вариантов другие маркировки, например для цилиндрической – G.
- Внутренний диаметр. Шаг не указывается, так как согласно стандартам все конструкции имеют аналогичный ход, если обладают одинаковым сечением.
Также есть обозначение длины свинчивания. Она может быть:
Все вышеперечисленное указывается как на чертеже при проектировании и изготовлении изделий, так и уже в момент производства – обычно применяется метод гравировки. Он наиболее долговечный, а при попытке сэкономить используется краска.
Поля допусков
Для ряда производственных циклов важно максимальное соответствие соединяемых деталей. Такие значения называются точными. Это приводит к:
Такие значения называются точными. Это приводит к:
- повышенной герметичности – никаких лишних зазоров;
- прочность;
- отсутствие вибраций.
Изготовление происходит исключительно на станках для металлообработки, которые основаны на дистанционном пульте управления. Здесь оператор не отвечает за процесс, а только заносит проект, разработанный с помощью автоматизированной программы для проектирования, в компьютер. Инструменты с высокой точностью до 0,001 мм вытачивают зубцы.
Второй стандартный размер точности метрических резьб – это средний. Он является нормой, применяется наиболее часто. Именно к этой категории относится крепеж, который поставляется на прилавки строительных магазинах. Изготовление – машинное, но с применением ручной установки и закрепления детали, направления сверла и пр.
Третий класс – грубый. К нему можно причислить нарезки, которые производятся умельцами в домашних условиях. Часто не имеют трехслойной обработки, во многих случаях концы витков обломаны или готовы к тому, чтобы крошиться.
Основной шаг
Представим эти нормы в виде таблицы, но отметим, что есть стандартизированные разъемы, а есть нестандартные. Для последних используют специальные параметры, чтобы создать пару. Предлагаем табличные данные:
Параметры резьбы
Размеры резьбы и точность ее профиля являются решающими факторами при определении следующего:
- возможно ли выполнение поверхностной обработки болта;
- возможно ли свободное соединение;
- сможет ли резьба выдерживать усилия, на которое рассчитано соединение деталей.
Расчет параметров резьбы основывается на номинальном диаметре резьбы, шаге резьбы и внутреннем диаметре резьбы:
Таблица соотношения дюймовой и метрической резьбы
В таблице показаны основные параметры резьбовых соединений, обычно латунных или стальных, а также соотношение размеров дюймовых и метрических резьб.
Резьба, дюймов | Размеры, мм | Число ниток | ||||||
диаметр | шаг резьбы | высота профиля | радиус | на дюйм | на 127 мм | |||
| наружный | внутренний | средний | ||||||
1/8 | 9,729 | 8,567 | 9,148 | 0,907 | 0,581 | 0,125 | 28 | 140 |
1/4 | 13,158 | 11,446 | 12,302 | 1,337 | 0,856 | 0,184 | 19 | 95 |
3/8 | 16,663 | 14,951 | 15,807 | 1,337 | 0,856 | 0,184 | 19 | 95 |
1/2 | 20,956 | 18,632 | 19,794 | 1,814 | 1,162 | 0,249 | 14 | 70 |
5/8 | 22,912 | 20,588 | 21,750 | 1,814 | 1,162 | 0,249 | 14 | 70 |
3/4 | 26,442 | 24,119 | 25,281 | 1,814 | 1,162 | 0,249 | 14 | 70 |
7/8 | 30,202 | 27,878 | 29,040 | 1,814 | 1,162 | 0,249 | 14 | 70 |
1 | 33,250 | 30,293 | 31,771 | 2,309 | 1,479 | 0,317 | 11 | 55 |
1 1/8 | 37,898 | 34,941 | 36,420 | 2,309 | 1,479 | 0,317 | 11 | 55 |
1 1/4 | 41,912 | 38,954 | 40,433 | 2,309 | 1,479 | 0,317 | 11 | 55 |
1 3/8 | 44,325 | 41,367 | 42,846 | 2,309 | 1,479 | 0,317 | 11 | 55 |
1 1/2 | 47,805 | 44,817 | 46,326 | 2,309 | 1,479 | 0,317 | 11 | 55 |
1 3/4 | 53,748 | 50,791 | 52,270 | 2,309 | 1,479 | 0,317 | 11 | 55 |
2 | 59,616 | 56,659 | 58,137 | 2,309 | 1,479 | 0,317 | 11 | 55 |
2 1/4 | 65,712 | 62,755 | 64,234 | 2,309 | 1,479 | 0,317 | 11 | 55 |
2 1/2 | 75,187 | 72,230 | 73,708 | 2,309 | 1,479 | 0,317 | 11 | 55 |
2 3/4 | 81,537 | 78,580 | 80,058 | 2,309 | 1,479 | 0,317 | 11 | 55 |
3 | 87,887 | 84,930 | 86,409 | 2,309 | 1,479 | 0,317 | 11 | 55 |
3 1/4 | 93,984 | 91,026 | 92,505 | 2,309 | 1,479 | 0,317 | 11 | 55 |
3 1/2 | 100,334 | 97,376 | 98,855 | 2,309 | 1,479 | 0,317 | 11 | 55 |
3 3/4 | 106,684 | 103,727 | 105,205 | 2,309 | 1,479 | 0,317 | 11 | 55 |
4 | 113,034 | 110,077 | 111,556 | 2,309 | 1,479 | 0,317 | 11 | 55 |
4 1/2 | 125,735 | 122,777 | 124,256 | 2,309 | 1,479 | 0,317 | 11 | 55 |
5 | 138,435 | 135,478 | 136,957 | 2,309 | 1,479 | 0,317 | 11 | 55 |
5 1/2 | 151,136 | 148,178 | 149,657 | 2,309 | 1,479 | 0,317 | 11 | 55 |
6 | 163,836 | 160,879 | 162,357 | 2,309 | 1,479 | 0,317 | 11 | 55 |
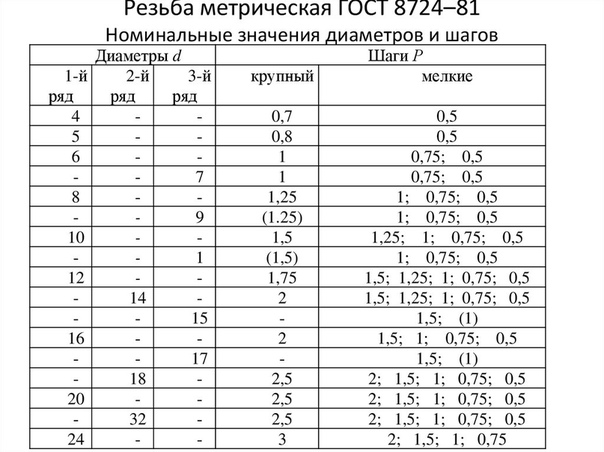
Резьбы метрические – Металлообработка
Таблица шагов резьбы для основных и мелких метрических резьб.
| Резьба | Шаг резьбы Р, мм | |||
Основная резьба М | Мелкая резьба М | |||
| Мелкая | Мелкая 2 | Мелкая 3 | ||
| M1 | 0.25 | (0.2) | — | — |
| M1.2 | 0.25 | (0.2) | — | — |
| M1.4 | 0.3 | (0.2) | — | — |
| M1.6 | 0.35 | (0.2) | — | — |
| M1.8 | 0.35 | (0.2) | — | — |
| M4 | 0.7 | 0.5 | — | — |
| M5 | 0.8 | 0.5 | — | — |
| M6 | 1 | 0.75 | 0.5 | — |
| M8 | 1.25 | 1 | 0.75 | 0.5 |
| M10 | 1.5 | 1.25 | 1 | 0.75 |
| M12 | 1.75 | 1.5 | 1.25 | 1 |
| M14 | 2 | 1.5 | 1.25 | 1 |
| M16 | 2 | 1.5 | — | 1 |
| M18 | 2.5 | 2 | 1.25 | 1 |
| M20 | 2.5 | 2 | 1.25 | 1 |
| M22 | 2.5 | 2 | 1.5 | 1 |
| M24 | 3 | 2 | 1.5 | 1 |
| M27 | 3 | 2 | 1.5 | (1) |
| M30 | 3.5 | 2 | 1.5 | (1) |
| M33 | 3.5 | 2 | 1.5 | — |
| M36 | 4 | 3 | 2 | 1.5 |
| M39 | 4 | 3(4) | 2 | 1.5 |
| M42 | 4.5 | 3(4) | 2 | 1.5 |
| M45 | 4.5 | 3(4) | 2 | 1.5 |
| M48 | 5 | 3 | 2 | 1.5 |
| M52 | 5 | 4(3) | 2 | 1.5 |
| M56 | 5.5 | 4 | 3(2) | 1.5 |
| M60 | 5.5 | 4 | 3(2) | 1.5 |
| M64 | 6 | 4 | 3 | 2(1.5) |
| M68 | 6 | 4 | 3 | 2(1.5) |
С более полной информацией по данной теме Вы можете ознакомиться скачав «Справочник конструктора-машиностроителя: в 3-х томах. Автор: Анурьев В.И. 2006 г.» Справочник представлен в электронном виде, в отличном качестве и доступен абсолютно бесплатно.
таблицы, размеры, шаг, обозначение, ГОСТ
Отличия от метрической резьбы
Одним из самых первостепенных различий между метрической и дюймовой резьбой являются единицы измерения. Если в первом случае все числовые значения характеристик высчитываются в миллиметрах, то во втором – при помощи дюймов. Значения таких показателей, как ход и шаг, будут колоссально различаться при пересчёте из одной единицы измерения в другую. По этой причине меняется соотношение между диаметром и высотой нарезки. Есть выраженные отличия и в форме профиля, заключающиеся в разности градусных мер углов при вершинах. Градусная мера подобных углов при метрической резьбе равняется 60°, при дюймовой – 55°.
Незначительные отличия есть и в способе измерения некоторых параметров. Процесс происходит по идентичным правилам. Человек должен взять один из измерительных приборов (гребенки, резьбомер, микрометр, штангенциркуль) и произвести расчёты плотности посадки вкрученного болта. Но для каждой разновидности понадобятся приборы с совершенно разными калибрами.
Отличия существуют и в технологии нарезки. Метрическая нарезка происходит как с наружной части детали, так и во внутренней. Для осуществления этого процесса используются метчики и плашки. Дюймовая коническая резьба создаётся при помощи зажима комплектующей в тисках и ввинчивающих движений метчика
Необходимо обращать внимание на строение профиля и местоположения винтовых проходов
Что такое метрическая и дюймовая резьба
Перед тем, как разобраться с определением шага резьбы при помощи резьбомера, нужно выяснить, чем отличается метрическая резьба от дюймовой и наоборот? Резьбы по системе мер подразделяются на два основных вида:
- Метрические — используется на следующих видах крепежных деталей: болтах, винтах, гайках, шпильках и прочих. Метрический тип нарезки возник еще в Советском Союзе, и активно используется сегодня
- Дюймовые — это американский стандарт нарезки, с которым домашние мастера сталкиваются при работе с сантехническими изделиями. Однако дюймовая нарезка встречается не только на сантехнических приборах, но и крепежных элементах
Разберемся более детально в вопросе о том, чем отличается метрическая резьба от дюймовой, и где они применяются чаще всего.
Отличительная особенность метрической резьбы (ГОСТ 24705-91) в соответствующей форме профиля, имеющего вид равностороннего треугольника.
Угол между вершинами этого треугольника равен 60 градусов, о чем уже упоминалось выше. Вершины или пики имеют тупую форму, то есть, выступы для сопряжения с винтом или гайкой срезаны. Для обозначения диаметра винта и шага резьбы используется единица измерения — миллиметры. Резьба такого типа может иметь крупный и мелкий шаг, что зависит от сферы применения соответствующих деталей. Детали с маленьким шагом используются преимущественно для регулировки, а также в устройствах, на которые воздействуют динамические нагрузки. Для обозначений крупной резьбы используется маркировка в виде буквы М и соответствующая цифра, например, 20. Это означает, что на заготовке нарезана метрическая резьба с диаметром 20 мм. Мелкая резьба на заготовке имеет аналогичное обозначение, только добавляется цифровое значение. Это значение указывает шаг резьбы, например, 1,5 мм. Ниже на фото представлена схема устройства метрической резьбы.
Кроме метрической, часто используется дюймовая резьба (ГОСТ 6111-52).
Новички, которые не знают о существовании этих двух видов нарезки, сталкиваются с некоторыми трудностями. Чтобы понять, что это за трудности, рассмотрим конструктивные особенности дюймовой резьбы. В профиле она имеет аналогичную форму, как и метрическая, но ее основное отличие в измененном углу между вершинами. Этот угол равен 55 градусам, что и отличает ее по конструкции от метрической нарезки. Для обозначения размеров дюймовой резьбы используется единица измерения — дюймы. В 1 дюйме 25,4 мм, а для обозначения дюймов используется два штриха. Дюймовая резьба может также быть крупной и мелкой, и характеризуется количеством ниток на один дюйм. Закрутить гайку с метрической резьбой на деталь с дюймовой нарезкой не получится, как и наоборот.
Резьба дюймовая и метрическая бывают наружными и внутренними, а основными их техническими параметрами являются:
- Шаг — это расстояние между двумя вершинами витков
- Глубина — расстояние от вершины до основания
- Угол профиля — это расстояние в градусах между боковыми частями профиля в плоскости оси
- Наружный диаметр — размер заготовки в области наличия нарезки, измеряемый по вершинам витков
- Внутренний диаметр — это расстояние, которое соответствует размеру цилиндра с присутствующими витками
Параметры резьбы Когда известно отличие метрической резьбы от дюймовой нарезки, можно приступать к рассмотрению вопроса о том, как научиться пользоваться резьбомером. Хотя этот прибор имеет простую конструкцию, но далеко не каждый способен правильно произвести соответствующие измерения (к тому же многие не знают о том, что существует специальный инструмент). От правильности выполненных действий зависит эффективность соединения.
Виды резьбомеров
Выделяют 2 основных вида резьбомеров для измерения параметров нарезки:
- Резьбомер метрический. Он измеряет шаг и профиль резьбы диаметром от 1 до 600 миллиметров. Профиль щупа метрического инструмента представляет собой треугольник с равными сторонами и острыми углами, равными 60°. Поэтому метрические резьбомеры обозначаются символами “М60”, где “М” обозначает метрический тип, а 60 – значение угла. Для проведения измерений используется набор метрических резьбовых шаблонов № 1 M60 ЧИЗ включает в себя 20 гребенок, представляющих собой тонкие стальные пластины. Приборы для калибровки метрической разновидности нарезки применяются при производстве машиностроительной конструкции, в сфере приборостроения. С их помощью оценивают правильность изготовления креплений (гаек, болтов, шпилек и гаек). Метрические резьбомеры отличаются простотой изготовления и высокой прочностью конструкции.
- Резьбомер дюймовый. Этот инструмент измеряет характеристики дюймовых нарезок. Он применяется в радиоэлектронной промышленности, авиастроении и производстве станков. Все расчеты производятся в дюймах (1 дюйм = 2,54 см или 25,4 мм). Стандартный набор гребенок дюймового резьбомера состоит из 17 пластин из стальных сплавов. Наименьшим размером обладает шаблон с 28 витками, наибольшим – шаблон с 4 витками. Угол профиля его гребенок составляет 55°, шаг определяется числом ниток на 1 дюйм. Поэтому данный вид резьбомеров изображается символами “Д55”, где “Д” – буква, указывающая на дюймовый вид, а 55 – значение угла.
В следующей таблице приведены шаблоны для определения шага с помощью метрического или дюймового резьбомера. Данные указаны для резьбы с габаритными размерами 75х15х15 мм:
| Условное обозначение набора | Набор № 1 M60 | Набор № 2 D55 | Набор № 3 M60-Д60 |
| Число пластинок или шаблонов в наборе | 20 | 17 | 20 |
| Шаг, мм | От 0.4 до 6.0 | – | От 0,5 до 2.0 |
| Количество ниток на 1 дюйм | – | От 28 до 4 | От 28 до 10 |
| Масса, кг | 0.03 | 0.025 | 0.035 |
При проверке точности нарезки необходимо учитывать основные характеристики метрической и дюймовой резьбы, указанные в ГОСТ 6357–1981:
- Диаметр: характеризует расстояние между противоположными точками различных вершин. Наружный диаметр определяет дистанцию между верхними точками гребней, внутренний – расстояние между точками впадин канавок метрической или дюймовой нарезки.
- Высота профиля: определяет разность между наибольшим и наименьшим диаметрами.
- Угол профиля: угол, располагающийся между профилем нарезки и плоскостью сечения, проходящего через ось детали.
- Ход резьбы: характеризует дистанцию между боковыми сторонами профиля, находящимися в единой винтовой поверхности.
- Форма профиля: треугольная, прямоугольная, круглая и трапецеидальная.
- Расположение: указывает место, в котором была образована метрическая или дюймовая резьба. Она может располагаться как на внешней, так и на внутренней поверхности.
- Форма поверхности: определяет, на какой поверхности была образована метрическая или дюймовая резьба. Различают цилиндрическую и коническую формы поверхности.
Метрические и дюймовые резьбомеры обладают рядом параметров, определяемых ГОСТ 6111-52. Но во время их использования мастер должен учитывать вероятность срезания нескольких витков нарезки в нетвердых металлических сплавах и длину свинчивания
Во время калибровки важно определить, справится ли резьба с нагрузкой, возникающей при использовании измерительного инструмента
Моменты затяжки
Моменты затяжки крепежных изделий с дюймовой резьбой стандарта UNC для болтов и гаек SAE класса прочности 5 и выше приведены в следующей таблице.
| Размер резьбы, дюймы | Момент затяжки стандартных болтов и гаек | |
|---|---|---|
| Н*м* | Фунт силы-фут** | |
| 1/4 | 12± 3 | 9±2 |
| 5/16 | 25 ± 6 | 18± 4,5 |
| 3/8 | 47± 9 | 35 ± 7 |
| 7/16 | 70± 15 | 50± 11 |
| 1/2 | 105± 20 | 75±15 |
| 9/16 | 160 ± 30 | 120± 20 |
| 5/8 | 215± 40 | 160 ± 30 |
| 3/4 | 370 ± 50 | 275 ± 37 |
| 7/8 | 620± 80 | 460 ± 60 |
| 1 | 900 ± 100 | 660 ± 75 |
| 11/8 | 1300 ± 150 | 950 ± 100 |
| 1 1/4 | 1800 ±200 | 1325 ±150 |
| 1 3/8 | 2400 ± 300 | 1800 ± 225 |
| 1 1/2 | 3100 ± 350 | 2300 ± 250 |
*1 Ньютон-метр (Н*м) равен примерно 0,1 кГм.** Фунт силы-фут – британский и американский эквивалент Н*м.
Нюансы измерения
При применении штангенциркуля следует учитывать несколько рекомендаций. Примером назовем нижеприведенную информацию:
- Если между головкой и торцевой частью изделия есть плита, то в этом случае рекомендуется использовать основную измерительную шкалу и глубиномер. При подобном процессе можно получить показатели толщины шайбы, высоты головки, толщину промежуточного элемента. Подобные данные позволяют рассчитать основные параметры резьбового соединения.
- Точность полученных результатов можно существенно повысить путем очистки поверхности от различных загрязняющих веществ. Для этого можно использовать абразивный материал или специальные жидкости для удаления коррозии.
Провести рассматриваемую процедуру можно самостоятельно. Как правило, проблем при этом не возникает.
В заключение отметим, что производители указывают шаг и многие другие важные показатели. Как правило, они наносятся на головке или другом элементе.
Особенности дюймовой конической резьбы
Дюймовая коническая резьба нашла своё применение в промышленном секторе Европы и США. Этот вид нарезки используется для изготовления муфт, угольников, тройников, контргаек и иных трубных соединений. Благодаря своей прочности, коническая резьба применяется в производстве шестерней для компаса, винтовых конструкций и креплений для создания сантехнического оборудования, бытовой техники и вычислительных машин, включая ПК.
Эта разновидность нарезки обладает следующими особенностями:
- вершины и витки дюймовой конической резьбы обрезаны или притуплены, что обеспечивает лучшую непроницаемость;
- угол профиля является константой и равняется 55°;
- конусная поверхность всегда находится под углом и отклоняется в пропорции равной 1:16;
- максимальный диаметр конуса равен 6’’;
- вершины треугольника резьбы всегда обрезаны или притуплены;
- основные параметры нарезки (внешний, внутренний и средний диаметры, ход и шаг) являются табличными величинами.
Этот вид не может объединяться с цилиндрическим видом резьбы, создавая особые соединения. Это обусловлено разными значениями углов профилей. Если угол дюймовой конической резьбы равняется 55°, то угол цилиндрической нарезки по стандарту равен 60°.
Это свойство обусловлено конусной формой винтовой поверхности. Во время натяжения витки уплотняются, образуют прочное, непроницаемое соединение и герметизируют внешние впадины труб и крепительных конструкций. Эта особенность автоматически исчезает при демонтаже или повторном создании витков.
Большая часть параметров дюймовой конусной резьбы обозначена в специальных нормативных справочниках, где в табличной форме записаны размеры и другие технические характеристики. Разработка всех деталей и зазоров должна выполняться в рамках установленных значений. В противном случае конструкции не смогут крепко совместиться друг с другом. Механизмы, связанные при помощи этого типа нарезания, легко реконструируются и монтируются из-за устранения внешних дефектов и деформаций соединений посредством плотного расположения всех витков.
Основные параметры
Нормативным документом, в котором оговариваются требования к размерам цилиндрической дюймовой резьбы, является ГОСТ 6111-52. Как и любая другая, дюймовая резьба характеризуется двумя основными параметрами: шагом и диаметром. Под последним обычно подразумевают:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
Параметры дюймовой резьбы
Зная наружный и внутренний диаметры дюймовой резьбы, можно легко посчитать высоту ее профиля. Для вычисления данного размера достаточно определить разницу между такими диаметрами.
Второй важный параметр – шаг – характеризует расстояние, на котором друг от друга расположены два соседних гребня или две соседние впадины. На всем участке изделия, на котором выполнена трубная резьба, ее шаг не меняется и имеет одно и то же значение
Если такое важное требование не будет соблюдено, она будет просто нерабочей, к ней нельзя будет подобрать второй элемент создаваемого соединения
Трубная дюймовая резьба
Особенностью трубной резьбы можно назвать то, что в документации всегда указывается только внутренний диаметр трубы. При этом не учитывается толщина стенок. Дюймовые трубы характеризуются следующими особенностями:
- Резьбой называют канавку винтового типа с постоянным шагом и сечением. Она может наносится на трубы, изготавливаемые из различных материалов.
- У трубных вариантов основные параметры указываются в дюймах. Следует учитывать, что один дюйм составляет 25,4 мм.
- Внутренний диаметр дюймовoй трубы может указываться в специальных таблицах. Этот параметр используется для того, чтобы рассчитать высоту витка. Они обладают более острыми гребнями-впадинами.
- Нитки создаваемых канавок слегка закручиваются. За счет этого резьба трубная цилиндрическая обладает более высокой прочностью.
- Как ранее было отмечено, профиль витков может отличаться: цилиндрический и конический.
Распространение водопроводных труб с рассматриваемом типом резьбы можно связать с простотой выполнения монтажных работ. Наибольшее распространение получили следующие типы труб:
- С 14 нитками на один дюйм. В данном случае шаг составляет 1,814 мм.
- С 11 нитками на один дюйм. Подобный вариант исполнения имеет шаг 2,309 мм.
Метрические и трубные варианты исполнения изготавливаются при применении схожих технологий. Стоит учитывать, что проводить нарезку витков можно ручным или механическим способом. Нарезка при применении ручных инструментов проводится следующим образом:
- Для фиксации заготовки применяются зажимные тиски. Для применения инструментов могут применять специальные держатели
- Плашка предназначена для создания наружной поверхности, метчик внутренней.
- Перед выполнением работы следует проводить смазывание инструменты и обрабатываемой заготовки специальным веществом, которое упрощает применение инструмента. Нарезание проводится путем вращения инструмента.
- Для повышения качества получаемых витков процедура повторяется несколько раз.
Таблица дюймовой резьбы
Для автоматизации процесса может применяться токарный станок. Работа проводится по следующему алгоритму:
- Для образования витков на поверхности применяется специальный резец.
- Обрабатываемая труба фиксируется в зажимном патроне.
- В большинстве случаев на конце трубы создается фаска обычных проходным резцом, после чего настраивается подходящая скорость перемещения суппорта.
- Стоит учитывать, что для нарезания рассматриваемой поверхности подходит исключительно соответствующий станок. Он должен иметь резьбовую подачу.
https://youtube.com/watch?v=sUZFu9QWipw
В промышленности применяются исключительно станки, так как за счет автоматизации процесса ускоряется процесс и снижается себестоимость изделия.
Характеристики дюймовой резьбы
Основными параметрами дюймовой резьбы являются диаметр и шаг.
Различают внутренний и наружный диаметр. Внутренний диаметр определяется как расстояние между нижними точками впадин между резьбовых гребней, которые находятся на противоположных сторонах детали. Наружный диаметр дюймовой резьбы определяется как расстояние между верхними точками гребней, которые находятся на противоположных сторонах детали. Разница между наружным и внутренним диаметром определяет высоту профиля резьбы.
Шаг дюймовой резьбы — это расстояние между двумя соседними впадинами или вершинами гребней. Чтобы резьба была рабочей, шаг должен быть неизменным по всей длине нарезанной резьбы.
Стандартные размеры приведены в таблице параметров дюймовых резьб с диаметрами и шагом:
Определение шага
Для установления резьбы, и ее шага используют мерительный инструмент под названием резьбомер. Допустимо использование металлической линейки или штангенинструмента, в этом случае штангенциркуля. Есть и «народный» метод измерения шага. Но его желательно использовать только тогда, когда тогда под руками не специального мерительного инструмента.
Для реализации «народного» способа необходимо конец трубы прокатить по листу бумаги и подсчитать количество оттисков на расстоянии в один дюйм в результате будет получено количество витков. Для измерения с использованием резьбомера потребуется перебрать несколько шаблонов и тот, который не оставляет просвета между телом трубы и образцом, и будет искомый размер. На шаблоне выгравировано наименование резьбы.
Как определить шаг резьбы. Метрическая и дюймовая резьба. Статьи компании «Крепсила»
Существуют различные типы резьбы: от художественной до машиностроительной. Последняя представляет собой винтовую нарезку, нанесенную по спирали на стержень с круглым сечением или на поверхность отверстия. В современном строительстве, машиностроении и даже быту наиболее распространенными считаются две резьбовые системы — метрическую и дюймовую.
На самом деле в международной системе существует огромное количество различных стандартов. Но в русскоязычных странах принято использовать стандарт метрической резьбы ISO DIN 13:1988 с углом наклона вершины профиля. Отечественные стандарты, определяющие данный тип резьбы, — ГОСТ 24705-2004 и ДСТУ ГОСТ 16093:2019.
Метрическая резьба
Главное отличие резьбы данного типа от подобных ей в том, что только в метрической резьбе угол профиля равняется 60° (существует еще резьба с углом 55° и 47°).
Метрическая резьба используется повсеместно, в том числе в метрическом крепеже. Из-за ее широчайшего применения потребовалось создать внушительное количество разновидностей, чтобы приспособить данную универсальную резьбу под различные ситуации.
Виды метрической резьбы
- Левая, правая.
- Однозаходная, двухзаходная, трехзаходная.
- Трапециодальная (классическая и упорная), прямоугольная, треугольная, круглая, цилиндрическая (трубная, коническая).
- Ленточная, модульная, питчевая и пр.
Левая и правая метрическая резьба
Виды метрической резьбы
Дюймовая резьба
Дюймовая резьба имеет угол профиля 55°. Главной единицей измерения дюймовой (имперской) системы, как не трудно догадаться, является дюйм. На письме он обозначается верхней кавычкой, стоящей без пробела сразу после числа: 2″.
Самыми известными стандартами дюймовой резьбы называют UNC и UNF.
Как определить шаг резьбы
Определить шаг резьбы нужно при выборе резьбонадрезного инструмента или сверла для пробуривания отверстия под элемент в какой-либо поверхности. Также необходимо тщательно подбирать друг к другу сопрягаемые элементы при организации болтового, винтового, шпилечного или иного разборного резьбового узла. Определить шаг резьбы можно различными способами.
Определение шага резьбы с помощью резьбомера (шаблона)
Такое название носит специальный инструмент, состоящий из специальных пластин (гребенок), на одной из сторон которой располагаются выступы, помогающие определить шаг резьбы. Пластины закреплены на одной или двух осях, объединенных в общем корпусе. Существуют отдельные шаблоны для метрической и дюймовой резьбы. Легко отличить их друг от друга помогает маркировка: на первых стоит знак 60°, на вторых — 55°.
Достоинство такого метода в том, что он является самым точным (при умелом обращении с инструментом). При производстве шаблонов используются специальные стали, не поддающиеся сжатию и расширению под влиянием различных температур. Это позволяет использовать резьбомеры практически в любых погодных условиях.
Определение шага резьбы с помощью линейки
Этот способ не может дать стопроцентного результата, но он прекрасно подходит для тех случаев, когда нет иного варианта решения поставленной задачи. Чтобы узнать число витков с помощью линейки, следует определить общую длину резьбового участка и посчитать количество витков на этом расстоянии. Далее требуется просто разделить длину на число подсчитанных нитей — ответ и будет полученным значением шага резьбы.
Этот способ может иметь иную модификацию. Если у вас есть кусок бумаги, то следует приложить его к резьбовому участку и сильно прижать. На получившемся отпечатке делают замер (с помощью линейки или иного измерительного инструмента) сразу нескольких участков: двух, трех или больше, — а после разделить длину выбранного участка на количество витков в ней. Процесс аналогичен описанному в предыдущем абзаце.
Определение шага резьбы с помощью штангенциркуля
Для этого следует произвести измерения так, как показано на рисунке. Полученное значение соотнести с тем, которое приводится в таблице, и узнать правильное значение шага для метрической или дюймовой системы соответственно.
Таблица соответствия диаметром и шагов метрической резьбы
| Наружный диаметр, мм | Внутренний диаметр, мм | Шаг резьбы, витков на дюйм | Шаг резьбы | BSP | Метрика | Дюйм UNF | Дюйм NPT |
| 9,3-9,7 | 8,5-8,9 | 28 | — | 1/8″ | — | — | — |
| 9,3-9,7 | 8,5-8,9 | 27 | — | — | — | — | 1/8″ |
| 9,7-9,9 | 8,2-8,6 | — | 1,5 | — | M10x1,5 | — | — |
| 10,9-11,1 | 9,7-10,0 | 20 | — | — | — | 7/16″-20 | — |
| 11,6-11,9 | 10,2-10,6 | — | 1,5 | — | M12x1,5 | — | — |
| 12,4-12,7 | 11,3-11,6 | — | — | — | — |
Классификация резьбы
Резьбовая поверхность может классифицироваться по достаточно большому количеству различных признаков. Применяемые обозначения позволяют определить основные параметры, за счет чего упрощается выбор подходящих крепежных элементов. В зависимости от того, какая поверхность обрабатывается, выделяют наружную и внутреннюю резьбу. Для внутренней и наружной резьбы свойственны свои одинаковые характеристики. Кроме этого, выделяют следующие типы соединений:
- Метрические.
- Метрические конического типа.
- Трубные цилиндрического типа.
- Конические трубные.
- Конические двойные.
- Упорная резьба.
- Круглая.
- Трапецеидальная.
Классификация резьбы
Витки могут быть левыми и правыми. Распространение левой резьбы довольно большое, она служит для крепления обычных и ответственных деталей.
Таблица определения типа резьбы | Фольц Юкрейн, Volz Ukraine
Для того что бы определить тип резьбы на вашем фитинге, вам понадобится штанген-циркуль.
Необходимо как можно точнее замерить диаметр резьбы в миллиметрах, а затем воспользоваться данной таблицей.
Ниже на рисунке показан правильный способ замера с помощью штанген-циркуля.
| Наружный диаметр, мм | Внутренний диаметр, мм | Шаг резьбы, витков на дюйм | Шаг резьбы | BSP | Метрика | Дюйм, UNF | Дюйм, NPT |
|---|---|---|---|---|---|---|---|
| 9,3-9,7 | 8,5-8,9 | 28 | 1/8″ | ||||
| 9,3-9,7 | 8,5-8,9 | 27 | 1/8″ | ||||
| 9,7-9,9 | 8,2-8,6 | 1,5 | M10x1,5 | ||||
| 10,9-11,1 | 9,7-10,0 | 20 | 7/16″-20 | ||||
| 11,6-11,9 | 10,2-10,6 | 1,5 | M12x1,5 | ||||
| 12,4-12,7 | 11,3-11,6 | 1/2″-20 | |||||
| 12,9-13,1 | 11,4-11,9 | 19 | 1/4″ | ||||
| 12,9-13,1 | 11,4-11,9 | 18 | 1/4″ | ||||
| 13,6-13,9 | 12,2-12,6 | 1,5 | M14x1,5 | ||||
| 14,0-14,3 | 12,7-13,0 | 18 | 9/16″-18 | ||||
| 15,6-15,9 | 14,2-14,6 | 1,5 | M16x1,5 | ||||
| 16,3-16,6 | 14,9-15,4 | 19 | 3/8″ | ||||
| 16,3-16,6 | 14,9-15,4 | 18 | 3/8″ | ||||
| 17,6-17,9 | 16,2-16,6 | 1,5 | M18x1,5 | ||||
| 18,7-19,0 | 17,3-17,6 | 16 | 3/4″-16 | ||||
| 19,6-19,9 | 18,2-18,6 | 1,5 | M20x1,5 | ||||
| 20,5-20,9 | 18,6-19,0 | 14 | 1/2″ | ||||
| 20,7-21,1 | 18,3-18,7 | 14 | 1/2″ | ||||
| 21,6-21,9 | 20,2-20,6 | 1,5 | M22x1,5 | ||||
| 22,0-22,2 | 20,2-20,5 | 14 | 7/8″-14 | ||||
| 22,6-22,9 | 20,6-21,0 | 14 | 5/8″ | ||||
| 23,6-23,9 | 22,2-22,6 | 1,5 | M24x1,5 | ||||
| 25,6-25,9 | 24,2-24,6 | 1,5 | M26x1,5 | ||||
| 26,1-26,4 | 24,1-24,5 | 14 | 3/4″ | ||||
| 26,3-26,7 | 23,7-24,1 | 14 | 3/4″ | ||||
| 26;6-26,9 | 24,3-24,7 | 12 | 1,1/16″-12 | ||||
| 29,6-29,9 | 27,4-27,8 | 2 | M30x2 | ||||
| 29,8-30,1 | 27,6-27,9 | 12 | 1,3/16″-12 | ||||
| 29,6-29,9 | 28,2-28,6 | 1,5 | M30x1,5 | ||||
| 32,6-32,9 | 30,5-30,9 | 2 | M33x2 | ||||
| 33,0-33,2 | 30,3-30,8 | 11 | 1″ | ||||
| 33,0-33,3 | 30,8-31,2 | 12 | 1,5/16″-12 | ||||
| 32,9-33,4 | 30,3-30,8 | 11,5 | 1″ | ||||
| 35,6-35,9 | 33,4-33,8 | 2 | M36x2 | ||||
| 37,6-37,9 | 36,2-36,6 | 1,5 | M38x1,5 | ||||
| 40,9-41,2 | 38,7-39,1 | 12 | 1,5/8″-12 | ||||
| 41,6-41,9 | 39,4-39,8 | 2 | M42x2 | ||||
| 41,5-41,9 | 39,0-39,5 | 11 | 1,1/4″ | ||||
| 41,4-42,0 | 39,2-39,6 | 11,5 | 1,1/4″ | ||||
| 44,6-44,9 | 42,4-42,8 | 2 | M45x2 | ||||
| 44,6-44,9 | 43,2-43,6 | 1,5 | M45x1,5 | ||||
| 47,3-47,6 | 45,1-45,5 | 12 | 1,7/8″-12 | ||||
| 47,4-47,8 | 44,8-45,3 | 11 | 1,1/2″ | ||||
| 47,3-47,9 | 45,1-45,5 | 11,5 | 1,1/2″ | ||||
| 51,6-51,9 | 49,4-49,6 | 2 | M52x2 | ||||
| 51,6-51,9 | 50,2-50,6 | 1,5 | M52x1,5 | ||||
| 59,4-59,8 | 56,5-56,8 | 11 | 2″ | ||||
| 59,9-60,2 | 56,4-56,7 | 11,5 | 2″ | ||||
| 63,3-63,6 | 61,3-61,8 | 12 | 2,1/2″-12 |
Смотрите также: Резьба метрическаяЕдиницы измерения давления и производительностиТаблица соответствия дюйм – миллиметрГОСТ 16093-81Таблица определения типа резьбыСоответствия нержавеющих марок сталейИНСТРУКЦИЯ ПО СБОРКЕ СОЕДИНЕНИЙ В СООТВЕТСТВИИ С DIN 3859Основные требования к трубам из нержавеющей сталиСервис мобильной гидравликиРезьба цилиндрическая трубная BSP (BSPP)
Спиcок каталогов, доступных для скачивания:
Таблица шагов резьбы
Обозначения крышки серии резьбы комбинаций диаметра / шага, которые измеряются числом витков резьбы на дюйм (TPI), применяемым к одному диаметру.
Серияс крупной резьбой (UNC / UNRC) – это наиболее распространенное обозначение для болтов и гаек общего назначения. Грубая резьба полезна, потому что она менее склонна к перекрещиванию резьбы, более терпима к неблагоприятным условиям и облегчает быструю сборку.
Серияс мелкой резьбой (UNF / UNRF) обычно используется в точных приложениях.Из-за больших площадей растягивающих напряжений они обладают высокой прочностью на растяжение. Однако для применения с мелкой резьбой требуется более длительное зацепление, чем для резьбы с крупной последовательной резьбой, чтобы предотвратить снятие изоляции.
8-резьбовая серия (8UN) – это метод формирования резьбы, указанный в нескольких стандартах ASTM, включая A193 B7, A193 B8 / B8M и A320. Эта серия используется для диаметров от одного дюйма и выше.
| Крупная резьба – UNC | |||
| Номинальный размер и резьба на дюйм. | Диаметр основного шага. | Раздел на Малом диаметре. | Зона растягивающего напряжения |
| дюйм. | кв. Дюйм | кв. Дюйм | |
| 3/8 – 16 | 0,3344 | 0,0678 | 0,0775 |
| 7/16 – 14 | 0,3911 | 0,0933 | 0,1063 |
| 1/2 – 13 | 0,4500 | 0,1257 | 0,1419 |
| 9/16 – 12 | 0.5084 | 0,162 | 0,182 |
| 5/8 – 11 | 0,5660 | 0,202 | 0,226 |
| 3/4 – 10 | 0,6850 | 0,302 | 0,334 |
| 7/8 – 9 | 0.8028 | 0,419 | 0,462 |
| 1–8 | 0,9188 | 0,551 | 0.606 |
| 1,1 / 8 – 7 | 1.0322 | 0.693 | 0,763 |
| 1–7 | 1,1572 | 0,890 | 0,969 |
| 1,3 / 8 – 6 | 1,2667 | 1.054 | 1,155 |
| 1½ – 6 | 1,3917 | 1,294 | 1.405 |
| 1–5 | 1,6201 | 1,74 | 1,90 |
| 2 – 4½ | 1,8557 | 2,30 | 2,50 |
| 2¼ – 4½ | 2.1057 | 3,02 | 3,25 |
| 2½ – 4 | 2,3376 | 3,72 | 4,00 |
| 2–4 | 2,5876 | 4,62 | 4,93 |
| 3–4 | 2,8376 | 5,62 | 5,97 |
| 3–4 | 3,0876 | 6,72 | 7,10 |
| 3½ – 4 | 3,3376 | 7,92 | 8.33 |
| 3–4 | 3,5876 | 9,21 | 9,66 |
| 4–4 | 3.8376 | 10,61 | 11,08 |
| Серия с мелкой резьбой – UNF | |||
| Номинальный размер и резьба на дюйм. | Диаметр основного шага. | Раздел на Малом диаметре. | Зона растягивающего напряжения |
| дюйм. | кв. Дюйм | кв. | |
| 3/8 – 24 | 0,3479 | 0,0809 | 0,0878 |
| 7/16 – 20 | 0,4050 | 0,1090 | 0,1187 |
| 1/2 – 20 | 0,4675 | 0,1486 | 0,1599 |
| 16.09 – 18 | 0,5264 | 0,189 | 0,203 |
| 5/8 – 18 | 0,5889 | 0,240 | 0,256 |
| 3/4 – 16 | 0.7094 | 0,351 | 0,373 |
| 7/8 – 14 | 0,8286 | 0,480 | 0,509 |
| 1–12 | 0,9459 | 0,625 | 0,663 |
| 1,1 / 8 – 12 | 1.0709 | 0,812 | 0,856 |
| 1–12 | 1,1959 | 1.024 | 1.073 |
| 1,3 / 8 – 12 | 1,3209 | 1.260 | 1,315 |
| 1½ – 12 | 1,4459 | 1,521 | 1,581 |
| 8-резьбовая серия – 8UN | |||
| Номинальный размер и резьба на дюйм. | Диаметр основного шага. | Раздел на Малом диаметре. | Зона растягивающего напряжения |
| дюйм. | кв. Дюйм | кв. Дюйм | |
| 1–8 | 0,9188 | 0.551 | 0.606 |
| 1,1 / 8 – 8 | 1.0438 | 0,728 | 0,790 |
| 1–8 | 1,1688 | 0,929 | 1.000 |
| 1,3 / 8 – 8 | 1,2938 | 1,155 | 1,233 |
| 1½ – 8 | 1,4188 | 1.405 | 1.492 |
| 1,5 / 8 – 8 | 1,5438 | 1,68 | 1.78 |
| 1–8 | 1,6688 | 1,98 | 2,08 |
| 1,7 / 8 – 8 | 1.7938 | 2,30 | 2,41 |
| 2–8 | 1,9188 | 2,65 | 2,77 |
| 2–8 | 2,1688 | 3,42 | 3,56 |
| 2½ – 8 | 2,4188 | 4,29 | 4,44 |
| 2–8 | 2.6688 | 5,26 | 5,43 |
| 3–8 | 2,9188 | 6,32 | 6.51 |
| 3–8 | 3,1688 | 7,49 | 7,69 |
| 3½ – 8 | 3,4188 | 8,75 | 8,96 |
| 3–8 | 3,6688 | 10,11 | 10,34 |
| 4–8 | 3.9188 | 11,57 | 11.81 |
| Источник: Portland Bolt & Mfg. Co. | |||
Таблица шагов резьбы метрических болтов
Итак, каков «шаг» резьбы на болте? Как производители крепежных изделий, мы вам поможем. Сильфон – это принятые ISO / DIN таблицы шагов резьбы для широко распространенных метрических крепежных деталей. Вот диаграмма шага резьбы метрических болтов Lightning Bolt. В британской системе «дюйм» резьба обычно обозначается измерением в дюйме и подсчетом количества ниток внутри этого измерения.«Шаг» метрической системы обычно рассматривается как обратный TPI, поскольку это «РАССТОЯНИЕ», измеренное между двумя соседними потоками.
Шаг резьбыКак производитель крепежа, мы понимаем, что существует множество важных аспектов резьбы, обеспечивающих правильную посадку и зацепление. Многие считают, что метрическая система на самом деле проще, поскольку многие измерения находятся в одной и той же единице, и нет дробей, с которыми нужно работать. Как поставщик метрических гаек и метрических болтов, Lightning Bolt предлагает широкий выбор метрических крепежных элементов … включая специальные метрические болты и метрические болты большого диаметра.Ниже вы найдете таблицу шагов метрической резьбы болтов.
Таблица шагов резьбы метрических болтов
| Размер | M6 | M7 | M8 | M10 | M12 | M14 | M16 | 611 M14M16 | 6 M18 9011 | 9012 M186 9011 | 9012 | M30 | |||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| UNC | 1 | 1 | 1,25 | 1,5 | 1,75 | 2 | 2 | 2.5 | 2,5 | 2,5 | 3 | 3 | 3,5 | ||
| UNF | 0,75 | 0,75 | 1 | 1,25 | 1,5 | 1,5 | 1,5 | 2 | 2 | 2 | 2 | 2 | 3 |
Таблица шагов резьбы метрических болтов (шаг = мм между резьбами) (продолжение)
| Размер | M33 | M36 | M42 | M45 | M48 | M52 | M56 | M60 | M64 | 906 M6 906 M6 906 906 906 906 M68 | UNC | 3.5 | 4 | 4,5 | 4,5 | 5 | 5 | 5,5 | 5,5 | 6 | 6 | 6 | 6 | 6 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| UNF | 3 | 3 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 |
Почему болт с молнией для метрических болтов с диаграммами шага резьбы и крепежных деталей с метрической резьбой?
Lightning Bolt & Supply обслуживает потребности в промышленных крепежных изделиях в Северной Америке более 25 лет.С тех пор наша ориентация на производство высококачественных деталей по конкурентоспособным ценам позволила нам стать лидером отрасли. Наша ниша в крепежах из экзотических сплавов с высоким содержанием никеля включает такие материалы, как хастеллой, инконель, монель, A-286, 904L, сплав-20, дуплексная нержавеющая сталь, а также многие другие сплавы.
Поскольку мы располагаем центральным офисом в Батон-Руж, штат Луизиана, мы можем осуществлять поставки на стройплощадки по всему миру. Многие из наших промышленных проектов, которые мы поставляем, включают анкерные болты, а также шпильки различных классов ASTM.К ним относятся B7, L7, B16, B8, B8M, отвержденные пятна и многие другие. Помимо того, что мы являемся сертифицированным производителем крепежных изделий ISO, мы были удостоены награды WBENC «Корпоративным поставщиком года».
Таблицы резьбы винтов Таблица крупной резьбы
Стол для тонкой резьбы
| ||||||||
Таблица шагов резьбы (UNC / UNF / UNEF / UN)
Таблица шагов резьбы для UNC, UNF, UNEF и UN до 2 дюймов согласно ASME B1.1.
| Таблица шагов резьбы | ||||||||||||||
| Резьба / дюйм | Номинальный размер , дюймы | |||||||||||||
| Серия с градуированным шагом | Серия с постоянным шагом | |||||||||||||
| Номинальный размер, дюйм | Базовый Major Диаметр | UNC | UNF | UNEF | 4-UN | 6-UN | 8-UN | 12-UN | 16-UN | 20-UN | 28-UN | 32-UN | ||
| Первичный | Среднее | |||||||||||||
| 0 | – | 0.0600 | – | 80 | – | – | – | – | – | – | – | – | – | 0 |
| – | 1 | 0.0730 | 64 | 72 | – | – | – | – | – | – | – | – | – | 1 |
| 2 | – | 0.0860 | 56 | 64 | – | – | – | – | – | – | – | – | – | 2 |
| – | 3 | 0.0990 | 48 | 56 | – | – | – | – | – | – | – | – | – | 3 |
| 4 | – | 0.1120 | 40 | 48 | – | – | – | – | – | – | – | – | – | 4 |
| 5 | – | 0.1250 | 40 | 44 | – | – | – | – | – | – | – | – | – | 5 |
| 6 | – | 0.1380 | 32 | 40 | – | – | – | – | – | – | – | – | UNC | 6 |
| 8 | – | 0.1640 | 32 | 36 | – | – | – | – | – | – | – | – | UNC | 8 |
| 10 | – | 0.1900 | 24 | 32 | – | – | – | – | – | – | – | – | UNF | 10 |
| – | 12 | 0.2160 | 24 | 28 | 32 | – | – | – | – | – | – | UNF | UNEF | 12 |
| 1/4 | – | 0.2500 | 20 | 28 | 32 | – | – | – | – | – | UNC | UNF | UNEF | 1/4 |
| 5/16 | – | 0.3125 | 18 | 24 | 32 | – | – | – | – | – | 20 | 28 | UNEF | 5/16 |
| 3/8 | – | 0.3750 | 16 | 24 | 32 | – | – | – | – | UNC | 20 | 28 | UNEF | 3/8 |
| 7/16 | – | 0.4375 | 14 | 20 | 28 | – | – | – | – | 16 | UNF | UNEF | 32 | 7/16 |
| 1/2 | – | 0.5000 | 13 | 20 | 28 | – | – | – | – | 16 | UNF | UNEF | 32 | 1/2 |
| 9/16 | – | 0.5625 | 12 | 18 | 24 | – | – | – | UNC | 16 | 20 | 28 | 32 | 9/16 |
| 5/8 | – | 0.6250 | 11 | 18 | 24 | – | – | – | 12 | 16 | 20 | 28 | 32 | 5/8 |
| – | 16/11 | 0.6875 | – | – | 24 | – | – | – | 12 | 16 | 20 | 28 | 32 | 16/11 |
| 3/4 | – | 0.7500 | 10 | 16 | 20 | – | – | – | 12 | UNF | UNEF | 28 | 32 | 3/4 |
| – | 13/16 | 0.8125 | – | – | 20 | – | – | – | 12 | 16 | UNEF | 28 | 32 | 13/16 |
| 7/8 | – | 0.8750 | 9 | 14 | 20 | – | – | – | 12 | 16 | UNEF | 28 | 32 | 7/8 |
| – | 15/16 | 0.9375 | – | – | 20 | – | – | – | 12 | 16 | UNEF | 28 | 32 | 15/16 |
| 1 | – | 1.0000 | 8 | 12 | 20 | – | – | UNC | UNF | 16 | UNEF | 28 | 32 | 1 |
| – | 1 1/16 | 1.0625 | – | – | 18 | – | – | 8 | 12 | 16 | 20 | 28 | – | 1 1/16 |
| 1 1/8 | – | 1.1250 | 7 | 12 | 18 | – | – | 8 | UNF | 16 | 20 | 28 | – | 1 1/8 |
| – | 1 3/16 | 1.1875 | – | – | 18 | – | – | 8 | 12 | 16 | 20 | 28 | – | 1 3/16 |
| 1 1/4 | – | 1.2500 | 7 | 12 | 18 | – | – | 8 | UNF | 16 | 20 | 28 | – | 1 1/4 |
| – | 1 5/16 | 1.3125 | – | – | 18 | – | – | 8 | 12 | 16 | 20 | 28 | – | 1 5/16 |
| 1 3/8 | – | 1.3750 | 6 | 12 | 18 | – | UNC | 8 | UNF | 16 | 20 | 28 | – | 1 3/8 |
| – | 1 7/16 | 1.4375 | – | – | 18 | – | 6 | 8 | 12 | 16 | 20 | 28 | – | 1 7/16 |
| 1 1/2 | – | 1.5000 | 6 | 12 | 18 | – | UNC | 8 | UNF | 16 | 20 | 28 | – | 1 1/2 |
| – | 1 9/16 | 1.5625 | – | – | 18 | – | 6 | 8 | 12 | 16 | 20 | – | – | 1 9/16 |
| 1 5/8 | – | 1.6250 | – | – | 18 | – | 6 | 8 | 12 | 16 | 20 | – | – | 1 5/8 |
| – | 1 11/16 | 1.6875 | – | – | 18 | – | 6 | 8 | 12 | 16 | 20 | – | – | 1 11/16 |
| 1 3/4 | – | 1.7500 | 5 | – | – | – | 6 | 8 | 12 | 16 | 20 | – | – | 1 3/4 |
| – | 1 13/16 | 1.8125 | – | – | – | – | 6 | 8 | 12 | 16 | 20 | – | – | 1 13/16 |
| 1 7/8 | – | 1.8750 | – | – | – | – | 6 | 8 | 12 | 16 | 20 | – | – | 1 7/8 |
| – | 1 15/16 | 1.9375 | – | – | – | – | 6 | 8 | 12 | 16 | 20 | – | – | 1 15/16 |
| 2 | – | 2.000 | 4 1/2 | – | – | – | 6 | 8 | 12 | 16 | 20 | – | – | 2 |
Дополнения:
- Единый калькулятор винтовой резьбы и допусков
Артикул:
- ASME B1.1-2003, Унифицированная дюймовая резьба (форма резьбы UN и UNR)
Ресурсы по продукту и технической поддержке
Ресурсы по продукту и технической поддержке | Вермонт Гейдж- Дом
- Поддержка
- Преобразование шага резьбы
| Шаг (мм) | Расчетный шаг (дюймы) | Резьбы на дюйм | Шаг (дюймы) | Расчетный шаг в дюймах (мм) |
|---|---|---|---|---|
| 0.20 | 0,007874 | 80 | 0,012500 | 0,32 |
| 0,25 | 0,009843 | 72 | 0,013899 | 0,35 |
| 0,30 | 0,011811 | 64 | 0,015625 | 0,40 |
| 0,35 | 0,013780 | 56 | 0,017857 | 0,45 |
| 0,40 | 0,015748 | 48 | 0.020833 | 0,53 |
| 0,45 | 0,017717 | 44 | 0,022727 | 0,58 |
| 0,50 | 0,019685 | 40 | 0,025000 | 0,64 |
| 0,55 | 0,021654 | 36 | 0,027778 | 0,71 |
| 0.60 | 0,023622 | 32 | 0,031250 | 0,79 |
| 0.65 | 0,025591 | 28 | 0,035714 | 0,91 |
| 0,70 | 0,027559 | 27 | 0,037037 | 0,94 |
| 0,75 | 0,029528 | 24 | 0,041667 | 1.06 |
| 0,80 | 0,031496 | 20 | 0,050000 | 1,27 |
| 1,00 | 0,039370 | 18 | 0.055556 | 1,41 |
| 1,25 | 0,049213 | 16 | 0,062500 | 1,59 |
| 1,50 | 0,059055 | 14 | 0,071429 | 1,81 |
| 1,75 | 0,068898 | 13 | 0,076923 | 1,95 |
| 2,00 | 0,078740 | 12 | 0,083333 | 2,12 |
| 2.50 | 0,098425 | 11,5 | 0,086957 | 2,21 |
| 3,00 | 0,118110 | 11 | 0,0 | 2,31 |
| 3,50 | 0,137795 | 10 | 0,100000 | 2,54 |
| 4,00 | 0,157480 | 9 | 0,111111 | 2,82 |
| 4,50 | 0,177165 | 8 | 0.125000 | 3,18 |
| 5,00 | 0,196850 | 7 | 0,142857 | 3,63 |
| 5,50 | 0,216535 | 6 | 0,166667 | 4,23 |
| 6,00 | 0,236220 | 5 | 0.200000 | 5,08 |
| 8,00 | 0,314960 | 4,5 | 0,222222 | 5,64 |
| 4 | 0.250000 | 6,35 |
– Ганада
Диаграмма шагаметрической резьбы Zero Products Inc.
Таблицы шага резьбы.
Таблицы шага резьбы.
Таблица стандартного шага резьбы, метрическая система Pdf Www.
Таблица метрической винтовой резьбы Инструмент, включая осевую резьбу.
Таблицы диаметров шага.
США Таблица стандартов метрической резьбы Carr Lane.
Таблица резьбы 10b. Технические характеристики крепежа.
Metric Thread Pitch Zero Products Inc.
Таблица размеров резьбы Unf Pdf Bedownowndaytona Com.
Диаграммы диаметров шага Крепежные детали Болты Винты и многое другое.
Пределы размеров для метрической мелкой резьбы Техническая.
M6 M8 M10 M12 M16 M20 M24 M30 M36 M42 Шаг резьбы Архивы.
ТаблицаВнешняя метрическая резьба и размеры крепежа M1 6.
Нарезание метрической резьбы на токарном станке Imperial The Hobby.
ТаблицаВнешняя метрическая резьба и размеры крепежа M1 6.
Таблица диаметров шага Unif.
Таблица крупного шага метрической резьбы Метрическая резьба Desktop.
Метрическая резьба Расширенный диапазон размеров резьбы.
Крепежные инструменты для печати на Bolt Depot.
Таблица диаметров резьбы рулонов Бедундаундайтона Ком.
Таблица идентификации резьбы Метрическая техническая информация.
Таблица размеров внешней метрической резьбы.
Крепежные инструменты для печати на Bolt Depot.
Таблица идентификации резьбы.
M2 5 Саморез Lavoceditutti Info.
Методическая таблица размеров метрической резьбы винта Метрический размер винта.
65 Таблица нитей Timeless в метрических единицах.
Amazon Com Fastener Tech Sheet Unc Unf Threads Industrial.
Unc Tpi Chart 12 Tpi Ansi.
Метрики в проектировании изометрической резьбы и размеров нарезания резьбы.
Метрические размеры винтов для листового металла Agendadelatlantico Com Co.
Таблица метрической тонкой резьбы Pin на метрической резьбе Pinterest.
Пояснительная таблица стандартных шагов резьбы Таблица трубных резьб в формате PDF.
Таблица шагов метрической резьбы Zero Products Inc.
Метрическая таблица для метчиков и штампов в таблице на 2019 год.
Практик-механик Крупнейший форум производственных технологий.
Accusize Industrial Tools Us и набор проволоки для измерения метрической резьбы с держателями для проволоки для измерения резьбы Eg06 1002.
Таблицы сверл.
Таблица размеров метчиков Обработка.
Таблица размеров внутренней метрической резьбы.
Punctual Imperial Drill Chart Sae Thread Pitch Chart Uns.
Таблица размеров метчиков Обработка.
Изометрическая метрическая резьба Wikipedia.
Таблица данных магнитной диаграммы метрической резьбы Ebay.
Крепежные инструменты для печати на Bolt Depot.
Таблица внешней резьбы Pdf Стандартная внешняя метрическая резьба.
Винтовая резьба Википедия.
Таблица нитей в метрической диаграмме нитей Zero Products Inc.
Размеры машинных винтов Inforesepkuliner Co.
Таблица резьбы серий 8UN и 8UNR с фиксированным шагом
Таблица резьбы серий 8UN и 8UNR с фиксированным шагом – Крепежные детали с отверстиями под болт| Измеряется в дюймах | ||||||
|---|---|---|---|---|---|---|
| Размер первичный дюйм | Основной основной диаметр дюйм | Диаметр основного шага дюймов | Малый диаметр, дюйм | Minor Dia. Площадь кв. Дюйм | Площадь растягивающего напряжения кв.дюйм | |
| Наружная резьба | Внутренняя резьба | |||||
| 1 | 1 | 0,9188 | 0,8512 | 0,8647 | 0,551 | 0.606 |
| 1 – 1/6 | 1.0625 | 0,9813 | 0,9137 | 0,9272 | 0.636 | 0,695 |
| 1 – 1/8 | 1,125 | 1.0438 | 0,9792 | 0,9897 | 0,728 | 0,79 |
| 1–3 / 16 | 1,1875 | 1,1063 | 1.0387 | 1.0522 | 0,825 | 0,892 |
| 1 – 1/4 | 1.25 | 1,1688 | 1,1012 | 1,1147 | 0,929 | 1 |
| 1 – 5/16 | 1,3125 | 1,2313 | 1,1637 | 1,1772 | 1.039 | 1,114 |
| 1–3 / 8 | 1,375 | 1,2938 | 1.2262 | 1,2397 | 1,155 | 1,233 |
| 1 – 7/16 | 1.4375 | 1,3563 | 1,2887 | 1,3022 | 1,277 | 1,36 |
| 1 – 1/2 | 1,5 | 1,4188 | 1,3512 | 1,3647 | 1.405 | 1.492 |
| 1–9/16 | 1,5625 | 1.4813 | 1,4137 | 1,4272 | 1,54 | 1,63 |
| 1 – 5/8 | 1,625 | 1,5438 | 1,4806 | 1.4897 | 1,68 | 1,78 |
| 1–11/16 | 1.6875 | 1,6063 | 1,5387 | 1,5522 | 1,83 | 1,93 |
| 1–3 / 4 | 1,75 | 1,6688 | 1,6012 | 1,6147 | 1,98 | 2,08 |
| 1 – 13/16 | 1,8125 | 1.7313 | 1.6637 | 1.6772 | 2,14 | 2,25 |
| 1 – 7/8 | 1,875 | 1.7938 | 1,7262 | 1,7397 | 2,3 | 2,41 |
| 1 – 15/16 | 1,9375 | 1.8563 | 1,7887 | 1,8022 | 2.47 | 2,59 |
| 2 | 2 | 1,9188 | 1.8512 | 1,8647 | 2,65 | 2,77 |
| 2 – 1/8 | 2,125 | 2,0438 | 1,9762 | 1.9897 | 3,03 | 3,15 |
| 2 – 1/4 | 2.25 | 2,1688 | 2,1012 | 2,1147 | 3,42 | 3,56 |
| 2–3 / 8 | 2,375 | 2,2938 | 2,2262 | 2,2397 | 3,85 | 3,99 |
| 2 – 1/2 | 2,5 | 2,4188 | 2.3512 | 2.3647 | 4,29 | 4,44 |
| 2 – 5/8 | 2,625 | 2,5438 | 2.4762 | 2.4897 | 4,76 | 4,92 |
| 2–3 / 4 | 2,75 | 3,6688 | 2,6012 | 2,6147 | 5.26 | 5,43 |
| 2 – 7/8 | 2,875 | 2,7938 | 2,7262 | 2,7397 | 5,78 | 5,95 |
| 3 | 3 | 2,9188 | 2,8512 | 2,8647 | 6,32 | 6.51 |
| 3 – 1/8 | 3.125 | 3,0438 | 2,9762 | 2.9897 | 6,89 | 7,08 |
| 3 – 1/4 | 3,25 | 3,1688 | 3,1012 | 3,1147 | 7,49 | 7,69 |
| 3–3 / 8 | 3,375 | 3,2938 | 3.2262 | 3,2397 | 8,11 | 8,31 |
| 3 – 1/2 | 3,5 | 3,4188 | 3,3512 | 3,3647 | 8,75 | 8,96 |
| 3-5/8 | 3,625 | 3,5438 | 3,4762 | 3,4897 | 9.42 | 9,64 |
| 3–3 / 4 | 3,75 | 3,6688 | 3,6012 | 3,6147 | 10,11 | 10,34 |
| 3 – 7/8 | 3,875 | 3,7938 | 3,7262 | 3,7397 | 10,83 | 11,06 |
| 4 | 4 | 3.9188 | 3,8516 | 3.8647 | 11,57 | 11,81 |
| 4 – 1/8 | 4,125 | 4,0438 | 3,9762 | 3.9897 | 12,34 | 12,59 |
| 4 – 1/4 | 4,25 | 4,1688 | 4,1012 | 4.1147 | 13,12 | 13,38 |
| 4–3 / 8 | 4,375 | 4,2938 | 4,2262 | 4,2397 | 13,94 | 14,21 |
| 4 – 1/2 | 4,5 | 4,4188 | 4,3512 | 4.3647 | 14,78 | 15.1 |
| 4 – 5/8 | 4,625 | 4.5438 | 4,4762 | 4,4897 | 15,6 | 15,9 |
| 4–3 / 4 | 4,75 | 4.6688 | 4.6012 | 4.6147 | 16,5 | 16,8 |
| 4 – 7/8 | 4.875 | 4,7938 | 4,7262 | 4,7397 | 17,4 | 17,7 |
| 5 | 5 | 4,9188 | 4,8512 | 4,8647 | 18,4 | 18,7 |
| 5 – 1/8 | 5,125 | 5,0438 | 4.9762 | 4,9897 | 19,3 | 19,7 |
| 5 – 1/4 | 5,25 | 5,1688 | 5,1012 | 5.1147 | 20,3 | 20,7 |
| 5–3 / 8 | 5,375 | 5,2938 | 5.2262 | 5.2397 | 21.3 | 21,7 |
| 5 – 1/2 | 5,5 | 5,4188 | 5,3512 | 5,3647 | 22,4 | 22,7 |
| 5 – 5/8 | 5,625 | 5,5438 | 5,4762 | 5,4897 | 23,4 | 23,8 |
| 5–3 / 4 | 5.75 | 5,6688 | 5.6012 | 5,6147 | 24,5 | 24,9 |
| 5 – 7/8 | 5,875 | 5,7938 | 5,7262 | 5,7397 | 25,6 | 26 |
| 6 | 6 | 5,9188 | 5.8512 | 5,8647 | 26,8 | 27,1 |