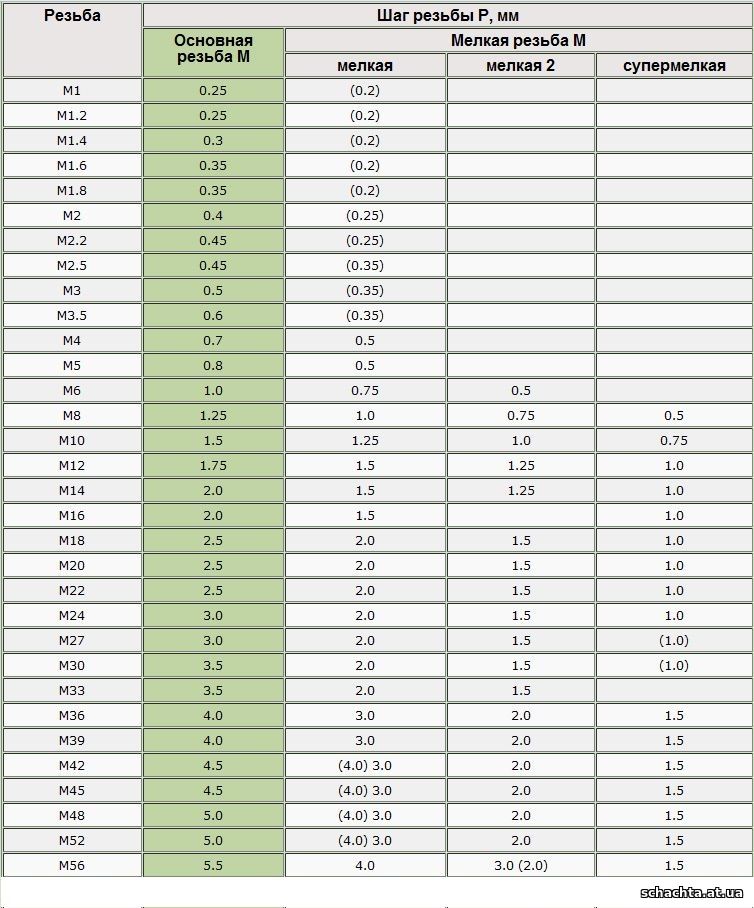
Шаги резьбы стандартные: Таблица с шагом резьбы для метрического крепежа
alexxlab | 19.02.2023 | 0 | Разное
Гайка без покрытия М42 класса прочности 10
Артикул: 108013660
М42, кл. пр. 5, цинк М42, кл. пр. 8, цинк М42, кл. пр. 10, цинк М42, кл. пр. 5, б/п М42, кл. пр. 8, б/п М42, кл. пр. 10, б/п М42 А2 М42 А4
- Характеристики
Основные размеры
- Размер резьбы
- М42
- Шаг резьбы
- 4.5 мм
- Максимальная ширина гайки
- 71.3 мм
- Минимальная ширина гайки
- 65 мм
- Высота гайки
- 34 мм
Общая информация
- Класс прочности
- 10
- Форма гайки
- шестигранная
- Размер ключа
- 65
- Материал
- углеродистая сталь
- Покрытие
- без покрытия
- Бит
- Hex
- Вид резьбы
- метрическая
- Производитель
- без бренда
- Стандарт
- DIN 934, ГОСТ 5915-70, ГОСТ 5927-70, ГОСТ ISO 4032-2014, ГОСТ ISO 4034-2014, ISO 4032, ISO 4034
- Вес
- 612 г
Другие размеры:
- М4
- М6
- М8
- М10
- М12
- М14
- М16
- М18
- М20
- М22
- М24
- М27
- М30
- М36
- М48
255,00 за штуку
x 1 шт = 255,00Наличие на складе в Санкт-Петербурге
- в наличии
- 94 штуки
- 13.
 12.2022
12.2022 - более 156 штук
 12.2022
12.2022254,00 за штуку (5 штук в упаковке)
x 5 шт = 1 270,00Наличие на складе в Санкт-Петербурге
- в наличии
- 18 упаковок
- 13.12.2022
- более 31 упаковки
242,33 за штуку (30 штук в упаковке)
x 30 шт = 7 270,00- в наличии
- 3 упаковки
- 13.12.2022
- более 5 упаковок
Замеряем шаг резьбы с помощью резьбомера.
Соединение нескольких составных частей с использованием резьбовых деталей называется резьбовым соединением. Что собой представляет резьба? Это последовательные впадины и выступы на наружной или внутренней поверхности изделия, детали. Эта расположенность по винтовой линии и обеспечивает соединение двух элементов.
Изготовление резьбы осуществляется несколькими способами. В каждом из них шаг резьбы имеет основное значение, поэтому, исходя из данного параметра, выделяют: выдавленные на изделиях из тонкостенного металла, накатанные с помощью специальных станков, нарезные резьбы. Последние, помимо того, что изготавливаются на токарных станках, можно нарезать вручную при помощи метчика или плашки.
Последние, помимо того, что изготавливаются на токарных станках, можно нарезать вручную при помощи метчика или плашки.
Для каждого металлического и неметаллического изделия, содержащего в себе резьбовые элементы, существуют специальные и универсальные инструменты. Каждому резьбовому типу нужен свой инструмент, который обеспечит необходимый шаг резьбы, её форму, профиль и, естественно, точность.
Контроль осуществляется в первую очередь над шагом и формой профиля, а потом над диаметрами – внутренним и наружным.
Как определить шаг резьбы с помощью штангенциркуля и измерительной линейки? Вышеперечисленными инструментами делаем замеры длины двух-трёх шагов резьбы с последующим делением их на количество шагов.
Внутреннюю и наружную резьбу можно также замерить с помощью резьбомера. Этот инструмент имеет шкалу, где обозначена величина резьбового шага. Методом подбора соответствующей пластинки делаем замеры. Необходимо, чтобы зубцы пластинки зашли плотно в измеряемую резьбу. Зазоры не допускаются. И если всё выполнено согласно инструкции, то стандартный шаг резьбы будет соответствовать размеру, указанному на пластинке резьбомера.
Зазоры не допускаются. И если всё выполнено согласно инструкции, то стандартный шаг резьбы будет соответствовать размеру, указанному на пластинке резьбомера.
Далее измеряется средний резьбовой диаметр. Для этой цели можно использовать микрометр. С помощью комплекта специальных наконечников осуществляются замеры различных диаметров резьб. На каждом наконечнике указан его предельный размер. Например, на микрометре стоит клеймо М 3-4,5, значит, этим прибором можно делать замеры метрической резьбы в пределах шага от 3 до 4,5 мм.
Резьбовой профиль проверяется с помощью шаблона. Если есть необходимость в более точном контроле, то используются специальные микроскопы.
Обычные резьбовые калибры применяются, чтобы замерить шаг резьбы в тех изделиях и деталях, где точность не столь важна. Происходит это следующим образом: нормальное резьбовое кольцо навинчивают на винт, и, покачивая его в разные стороны, судят о точности резьбы. Таким образом проверяется наружная резьба. Теперь рассмотрим, как определить шаг резьбы внутреннего диаметра. Для этого понадобится нормальная резьбовая пробка (нормальная – это размер). Гладкий конец калибра служит для замера внутреннего диаметра под резьбу.
Теперь рассмотрим, как определить шаг резьбы внутреннего диаметра. Для этого понадобится нормальная резьбовая пробка (нормальная – это размер). Гладкий конец калибра служит для замера внутреннего диаметра под резьбу.
Резьбы с высоким коэффициентом точности проверяются предельными резьбовыми калибрами. Гладкий (проходной) конец калибра, как говорилось выше, должен полностью и свободно заходить в резьбовое отверстие. На непроходном конце нанесены несколько резьбовых витков, которые не должны вкручиваться в отверстие.
Нарезка внутренней резьбы вручную
Для нарезки резьбы вручную используется резьбонарезной инструмент. Чтобы нарезать внутреннюю резьбу, сначала надо просверлить отверстие в детали. Здесь необходимо учитывать шаг резьбы, от которого зависит размер сверла. Далее с помощью метчика, вращая его по часовой стрелке, нарезаем резьбу, время от времени выкручивая метчик назад для удаления стружки и смазывания его маслом.
Таким образом, из этой статьи вы узнали, как определить шаг резьбы, как нарезать резьбу вручную и какими бывают резьбы.
| Преобразование UNC и UNF
Главная   >  Ресурсы   >  Размеры болтов
Чтобы больше узнать о размерах болтов UNC и UNF, мы должны сначала разобраться в различиях между TPI и шагом резьбы. TPI, или резьба на дюйм, — это то, как болты и другие крепежные детали измеряются в британской системе измерения (которая основана на длине и количестве резьбы). Метрические болты, с другой стороны, измеряются по их длине и шагу, что составляет расстояние между витками измеряется в миллиметрах.
Начинаете новый проект по нарезке болтов? Обратитесь к приведенной ниже таблице для преобразования размеров UNC и UNF или просмотрите наш выбор станков для нарезания резьбы.
Темное масло для нарезания резьбы
- Увеличивает срок службы матрицы
- Обеспечивает идеальную резьбу
- Предотвращает износ инструмента
См. сведения о продукте
сведения о продукте
Единый стандарт резьбы
Единый стандарт резьбы был принят в 1949 Соединенных Штатов, Канады и Великобритании для определения стандартов резьбы крепежных изделий на основе формы резьбы, допусков, допусков и конкретных обозначений. Обозначения, представленные в этой серии, учитывают как TPI, так и шаг резьбы, причем UNC и UNF являются двумя наиболее распространенными используемыми обозначениями.
UNC VS UNF
UNC обозначает резьбу с унифицированным шагом, тогда как UNF обозначает резьбу с унифицированным мелким шагом. Резьбы UNF отличаются меньшим количеством витков на расстояние, чем резьбы UNC. Хотя для крепления используются как болты UNC, так и UNF, они часто применяются в разных областях благодаря своим уникальным преимуществам.
Например, крупная резьба на болтах UNC невероятно универсальна и устойчива к повреждениям, что делает их стандартным выбором для большинства применений общего назначения с более низкими допусками.
Размер болта определяется диаметром стержня болта (отдельно от головки болта). Диаметр болта обычно делится на три категории:
- Главный диаметр: самый большой и самый наружный диаметр стержня болта.
- Диаметр шага: диаметр, при котором толщина резьбы равна расстоянию между витками.
- Внутренний диаметр: наименьший и самый внутренний диаметр стержня болта.
См. таблицу размеров наиболее часто используемых размеров болтов. Размеры в верхнем ряду соответствуют резьбе UNC, а размеры в нижнем ряду соответствуют резьбе UNF. Класс 2A приемлем для большинства применений и классов болтов унифицированного стандарта резьбы (UTS).
Размер | Число витков на дюйм | Класс Резьба | Большой диаметр Мин. Максимум | Диаметр шага Мин. Максимум | Малый диаметр | ||
1/4 | 20 | 2А | 0,2489 | 0,2408 | 0,2164 | 0,2127 | 0,1876 |
28 | 2А | 0,2490 | 0,2425 | 0,2258 | 0,2225 | 0,2052 | |
5/16 | 18 | 2А | 0,3113 | 0,3026 | 0,2752 | 0,2712 | 0,2431 |
24 | 2А | 0,3114 | 0,3042 | 0,2843 | 0,2806 | 0,2603 | |
3/8 | 16 | 2А | 0,3737 | 0,3643 | 0,3331 | 0,3287 | 0,2970 |
24 | 2А | 0,3739 | 0,3667 | 0,3468 | 0,3430 | 0,3228 | |
7/16 | 14 | 2А | 0,4361 | 0,4258 | 0,3897 | 0,3850 | 0,3485 |
20 | 2А | 0,4362 | 0,4281 | 0,4237 | 0,3995 | 0,3749 | |
1/2 | 13 | 2А | 0,4985 | 0,4876 | 0,4485 | 0,4435 | 0,4041 |
20 | 2А | 0,4987 | 0,4906 | 0,4662 | 0,4619 | 0,4374 | |
16 сентября | 12 | 2А | 0,5609 | 0,5495 | 0,5068 | 0,5016 | 0,4587 |
18 | 2А | 0,5611 | 0,5524 | 0,5250 | 0,5205 | 0,4929 | |
5/8 | 11 | 2А | 0,6234 | 0,6113 | 0,5644 | 0,5589 | 0,5119 |
18 | 2А | 0,6236 | 0,6149 | 0,5875 | 0,5828 | 0,5449 | |
3/4 | 10 | 2А | 0,7482 | 0,7353 | 0,6832 | 0,6255 | |
16 | 2А | 0,7485 | 0,7391 | 0,7079 | 0,7029 | 0,6718 | |
7/8 | 9 | 2А | 0,8731 | 0,8592 | 0,8009 | 0,7946 | 0,7368 |
14 | 2А | 0,8734 | 0,8631 | 0,8270 | 0,8216 | 0,7858 | |
1 | 8 | 2А | 0,9980 | 0,9830 | 0,9168 | 0,9100 | 0,8446 |
12 | 2А | 0,9982 | 0,9868 | 0,9441 | 0,9382 | 0,8960 | |
Профили резьбы NC
Унифицированные
Американский национальный
- Справочник по нарезанию резьбы
- Указания по технике безопасности
- Определения
- Общие операции
- Теория работы Chaser
- Жидкости для нарезания резьбы
- Давление запуска
- Переточка штампа
- Забивание камнями
- Общие проблемы с машиной
- Руководство по поиску и устранению неисправностей
- Размеры труб
- Размеры болтов
- загрузок
- Поиск серийного номера
Возможности Oster для нарезания резьбы болтами
Независимо от ваших требований к нарезке болтов, у нас есть широкий выбор станков для нарезки труб и болтов промышленного класса, отвечающих требованиям любой отрасли, включая строительство, оборону, производство и производство. Наш надежный станок для нарезки болтов 792ALX может нарезать резьбу класса 2A в диапазоне от ¼ до 2 дюймов — для этого не требуется квалифицированный оператор.
Наш надежный станок для нарезки болтов 792ALX может нарезать резьбу класса 2A в диапазоне от ¼ до 2 дюймов — для этого не требуется квалифицированный оператор.
Мы также производим высокоэффективное темное масло для нарезания резьбы, чтобы обеспечить эффективную и результативную работу вашего резьбонарезного станка. Просмотрите наш выбор высококачественных, простых в использовании станков для нарезки болтов и дополнительных приспособлений для нарезки резьбы. Подробнее о применении и преимуществах нарезания резьбы на болтах читайте здесь.
Обсудите с нами ваши потребности в нарезании резьбы
Будучи ориентированным на клиента производителем, Oster стремится предоставить вам исключительно разработанные и надежные станки для нарезания резьбы на трубах и болтах. Обсудите с нами свой проект или запросите предложение и закажите резьбонарезной станок сегодня.
Размер и шаг резьбы колесной гайки – DrivenProducts.com
Делиться: Опубликовано 23 октября 2018 г. Driven Products
Driven Products
Размер и шаг резьбы гайки с проушиной, болта с проушиной или колесного замка определяют, будет ли проушина навинчиваться на шпильку колеса. Вы можете определить размер и шаг резьбы с помощью измерителя шага резьбы, который можно приобрести в любом магазине скобяных изделий или автозапчастей. Вы также можете отнести одну из своих проушин в местный магазин скобяных изделий или автозапчастей и накрутить ее на имеющиеся у них болты.
Что такое размер резьбы?
Размер резьбы — это размер наружного диаметра резьбы колесных шпилек, измеренный в любом стандарте (1/2″, 9/16″, и т. д.) или метрические (M12, M14 и т. д.) размеры. Наиболее распространенные размеры резьбы: 10 мм, 12 мм, 14 мм, 7/16″, 1/2″, 9/16″, 5/8″ . Обычно заводской размер шпильки можно найти в руководстве по эксплуатации автомобиля. . Американские наконечники указывают число витков на дюйм (TPI), обычно называемое числом витков, поэтому 20 будет означать 20 витков на дюйм. В то время как метрические наконечники указывают шаг резьбы, то есть расстояние между витками. Таким образом, шаг 1,5 будет иметь 1,5 миллиметра между каждая нить
В то время как метрические наконечники указывают шаг резьбы, то есть расстояние между витками. Таким образом, шаг 1,5 будет иметь 1,5 миллиметра между каждая нить
При поиске наконечников вы увидите размер резьбы, за которым следует что-то вроде -20 (1/2″-20) или x1,5 (M12x1,5). Это шаг, и правильно подобрать его так же важно, как размер резьбы. Если вы укажете неправильный шаг резьбы, проушины будут защемляться при затягивании и не полностью входить в зацепление.
Стандартные размеры и шаг резьбы для легковых автомобилей и легких грузовиков )
- 1/2″-20
- 7/16″-20
- 9/16″-18
Метрическая система (гайки с проушинами, болты с проушиной и колесные замки)
- M12x1,25
- М12×1,25В
- М12х1,5
- М12×1,5В
- М12×1,75
- М14х1,5
- М14х2,0
Поданный в: глоссарий, гайки болты замки, справочники по терминологии, шаг резьбы, размер резьбы, проставки колес
Делиться:Комментарии
Ларри Шиферл – 8 июня 2022 г.
