Схема электрическая 6р12: 6Р12 станок консольно-фрезерный вертикальныйПаспорт, руководство, схемы, описание, характеристики
alexxlab | 23.02.1970 | 0 | Разное
Фрезерный станок 6Р12: технические характеристики, схемы, советы
Фрезерный станок модели 6Р12 представляет собой устройство, широко распространенное в машиностроительной области производства. Использовался он часто во времена Советского Союза — практически каждый завод оснащался прибором. Используется в основном для обработки деталей малых и средних размеров. Сфера применения огромная, так как заслужено пользуется уважением не только многофункциональность, но и надежность работы устройства.
Сведения о производителе вертикально-фрезерного станка 6Р12
Производился станок на Горьковском заводе. Это государственное учреждение известно во всем мире, так как именно с его конвейера сходили лучшие виды оборудования для промышленных целей. Основан завод был в 31 году прошлого столетия, и уже через год он стал выпускать модели техники, предназначенные для работы с металлорежущими конструкциями.
Конкретно серия Р начала выходить в 1972 года. В этом же году появились модификации 6Р12, а вслед за ними и усовершенствованные 6Р12Б. Несколько лет спустя оборудование стало выпускаться с более унифицированной сферой использования — такие станки входили в серию М.
Несколько лет спустя оборудование стало выпускаться с более унифицированной сферой использования — такие станки входили в серию М.
Сейчас Горьковский завод уже не занимается производством оборудования, но вместе с тем, разработанные его сотрудниками устройства можно приобрети в Российской Федерации С 2007 года большую часть приборов поставляет на иностранный и отечественный рынок так называемый Станочный Парк. Занимается выпуском классических и модификационных вариантов консольно-фрезерного типа.
Область применения
Станок 6Р12 относится к фрезерному типу, он используется для элементов небольшого размера. Отлично подходят из чугуна или стали, различных цветных металлов. При этом возможно использование труднообрабатываемых металлов — в этот основное преимущество станка.
Допустима обработка не только различных вертикальных и горизонтальных плоскостей, но и наклонных с любым градусом.
Также при помощи устройства можно работать с округленными или кривыми поверхностями, пазами, углами и рамками. Ограничений нет, но необходимо тщательно следовать инструкции. Например, для работы с кривыми поверхностями используется копиры, для угловых под 45 градусами ручное осевое смещение шпинделя и многое другое.
Основные технические характеристики
Характеристики указаны в листе технической эксплуатации. В частности, это:
- Н класс точности по ГОСТ 8-71 и 8-82;
- габариты стола — 1250 на 320 миллиметров;
- от стола до торца — до 450 миллиметров;
- по вертикали станины — 350 миллиметров;
- максимальный вес обрабатываемого элемента — до 250 грамм.
Размеры рабочего стола по оси Х не превышают 800, по У 250, а по Z 420 миллиметров. Скорость направляющих соответственно составляет 4, 4 и 1,33 метра в секунду.
Скорость работы определяет сферу использования и эффективность работы станка.
- частота вращения — от 40 до 2 тысяч оборотом в минуту;
- число скоростей — 18;
- отверстие — 29 миллиметров;
- пиноль — 70 миллиметров сдвиг;
- максимальный угол поворота — 45 градусов.
Прибор оснащен различными механическими девайсами. Установлены для облечения работы сотрудника:
- блокировки подач;
- упоры подач;
- предохранительные муфты;
- блокировки включения передач независимо друг от друга;
- возможность резкой подачи.
Установлено три электродвигателя в станке, при этом кВт в первом 7,5, а в приводе передач — 2,2. Общий показатель мощностей составляет 9,8 кВт.
В сравнении с другими моделями оборудования 6Р12 довольно габаритный и массивный инструмент. Его масса составляет 3120 килограмм, но производитель допускает, что она может быть несколько увеличена.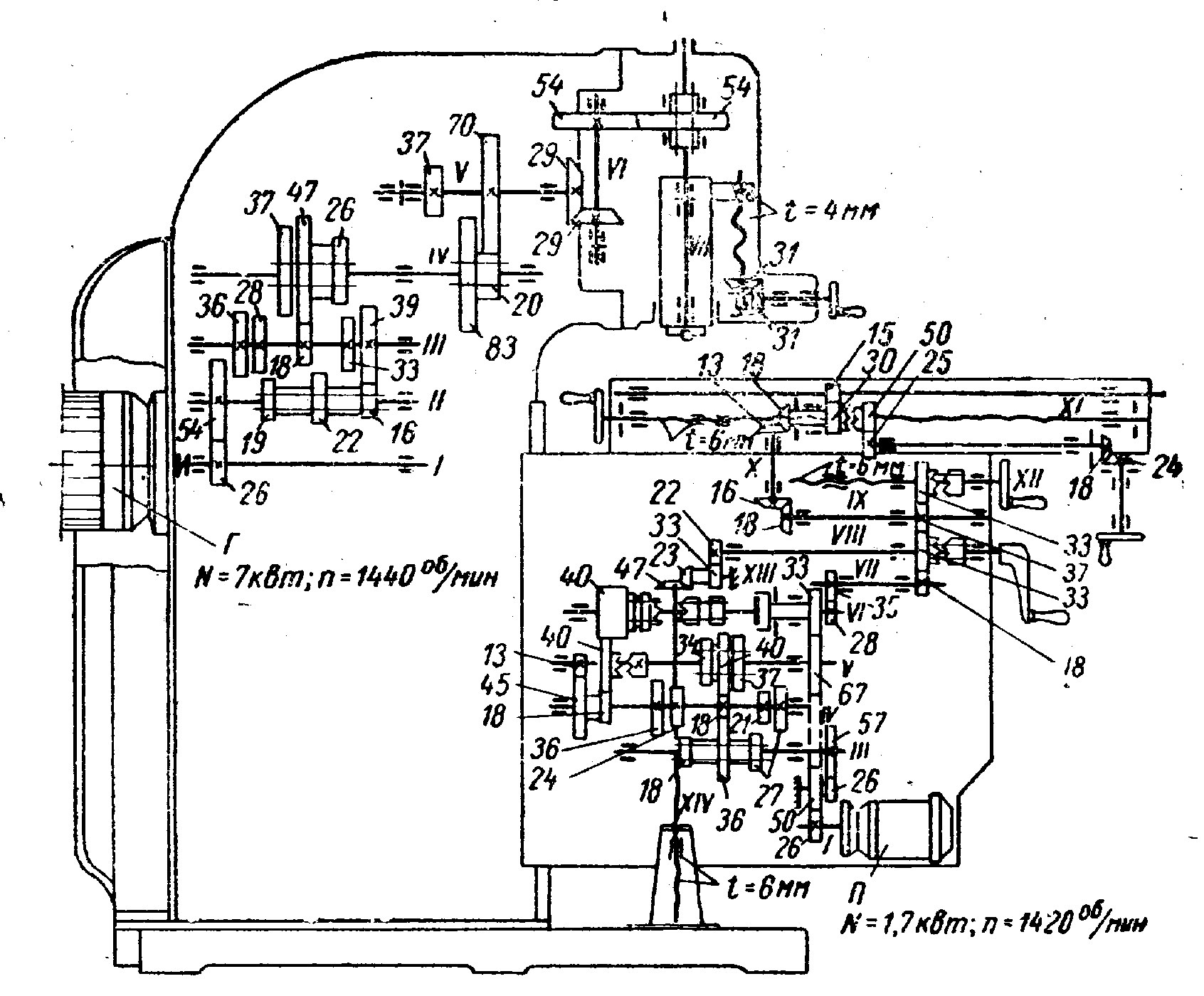
Общий вид вертикального консольно-фрезерного станка
Станок вертикального типа, то есть так расположен пинольный шпиндель. Он находится внутри перемещающейся таким образом стойки. В наличии необходимые устройства и инструментарий, позволяющие обрабатывать практически любые поверхности. Обратить внимание следует изначально на то, что при работе с кривыми поверхностями будет использоваться контур по копирам, который возможно выполнять наконечником датчика.
Через соплю подается СОЖ, используется специальный трубопровод. Есть механизм осевого перемещения самостоятельно — можно выпускать детали под 45 градусами. Используется в конструкции и синтетические варианты из очень твердых материалов, так как приводы мощные, станок имеет высокие показатели мощности. Оборудование можно встретить чаще на больших производственных мощностях, но не возбраняется их применение и при единичном производстве.
Расположение составных частей
Паспорт изделия содержит информацию о расположении составных узлов. Представлены они станиной, коробками передач и скоростей. Установлена головка поворота и переключения. Также есть управление, детально которое описано ниже в статье. Для удобства специалиста есть салазки и стол.
Расположение и перечень органов управления
Расположение управляющих систем описано в схеме, которая также идет совместно с инструкцией. Безусловно, эту информацию следует изучить специалисту, так как без этого опасно не только заниматься плановым осмотром и в случае необходимости ремонтом, но и выполнять привычные обязанности, связанные со станком. Представленные кнопки:
- Стоп;
- Пуск;
- Быстрый стоп;
- Импульсная;
- Фиксация грибка;
- Изменение положения головки.
Есть дублирующие кнопки, необходимые для работы в аварийном режиме. Указатели представлены Скоростью, Поворотом, Зажимом стола и шпинделя. Есть различные рукоятки, в частности:
Есть различные рукоятки, в частности:
- включающийся перемещения продольные;
- включающиеся перемещения поперечные;
- вертикальная;
- зажим салазок;
- переключение скоростей;
- дублирующие основные рукоятки.
Маховики есть ручных поперечных и продольных перемещений и дубликаты их. Переключатели ручного и автоматического управления, дополнительно установлены зажимы консоли и головки на базовой части аппарата.
Кинематическая схема
Изначально движение подается от электрического двигателя через муфту. От последней начинает двигаться шпиндель при помощи трех блоков с зубцами. Указано в паспорте изделия, что всего допустимо 18 скоростей, которые передаются от коробки шпинделю. В консоли двигатель, который и определяет передачу вращения. Через муфту перемещается далее в консоль.
Влияют на скорость передачи фрикционы хода около двигателя. На станке 6Р12 невозможно включить сразу несколько скоростей, тем самым обеспечивается надежность устройства и специалистов, которые с ним работают. Закрепляющим кинематическую систему элементом служит стандартно станина.
Закрепляющим кинематическую систему элементом служит стандартно станина.
Коробка подач фрезерного станка 6Р12
Коробка подач представляет собой базовый механизм, отвечающий на выбор скорости и передачу ее необходимому механизму. Тип коробки подач 6Р82. Привод подач начинается от электрического двигателя. Он непосредственно на консоли. Подач всего 18 в данном аппарате и получаются они через предохранительную муфты. Влияет на ход выбор винта вертикального, продольного или поперечного типа.
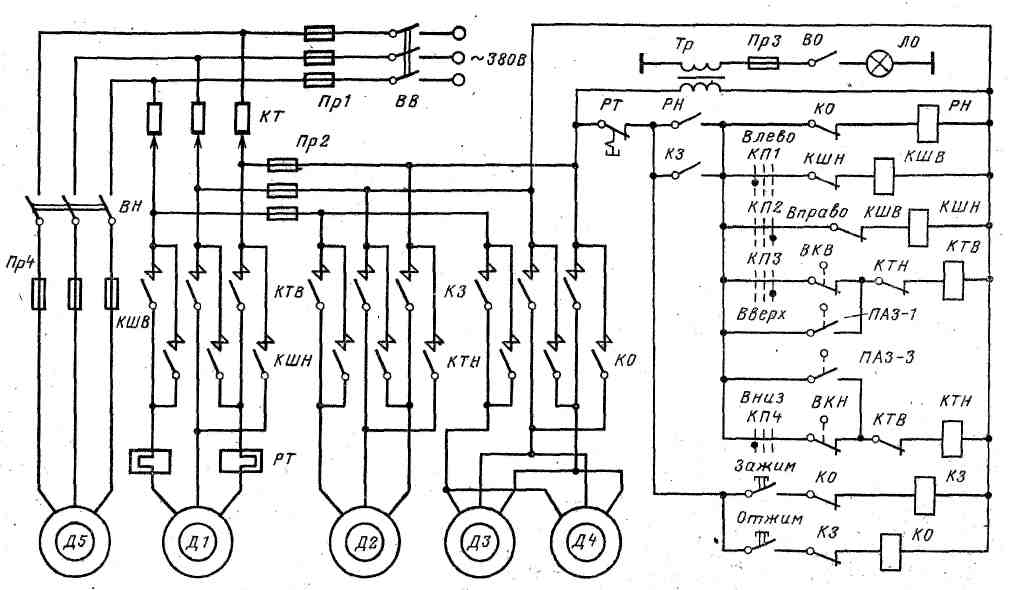
Схема электрическая принципиальная
Схема прибора сложна. Состоит из нескольких блоков управления. Первый на шпинделе, что легко увидеть на принципиальной схеме устройства, идущем в комплекте. Вторая выводится перед столом.
Электрооборудование
Прибор используется от питающей сети 380 В с частотой переменного тока 50 Герц. Управляющие системы постоянным током 65 В, с переменным 110 В. Значения показательные равны 20 Амперам, при этом 63 Ампер в пункте питания. Местное освещение потребуется 24 В.
Местное освещение потребуется 24 В.
Российские и зарубежные аналоги станка
Полного аналога станка не присутствует, но есть схожие по выполняемым задачам. К числу таких относят JTM-949TS, FV 251M, FV 301, FV 321M, FV 361. Точный — Х5032. Схожи модели из единой серии Р.
Рекомендации по эксплуатации
Эксплуатация происходит по регулирующим нормативам. Обратить внимание следует на частые поломки:
- нагрев и сильный шум — проблемы с электрической схемой;
- звук в подшипниках — эксплуатация при отсутствии смазки;
- медлительность коробки скоростей — изнашивание шестерен.
Популярность станка в том, что опытный мастер решит проблемы самостоятельно. Ремонтируют с заменой изношенных деталей.
Электрическая схема фрезерного станка 6р12
Фрезерный станок 6Р12: технические характеристики, схемы, советыФрезерный станок модели 6Р12 представляет собой устройство, широко распространенное в машиностроительной области производства. Использовался он часто во времена Советского Союза — практически каждый завод оснащался прибором. Используется в основном для обработки деталей малых и средних размеров. Сфера применения огромная, так как заслужено пользуется уважением не только многофункциональность, но и надежность работы устройства.
Использовался он часто во времена Советского Союза — практически каждый завод оснащался прибором. Используется в основном для обработки деталей малых и средних размеров. Сфера применения огромная, так как заслужено пользуется уважением не только многофункциональность, но и надежность работы устройства.
Сведения о производителе вертикально-фрезерного станка 6Р12
Производился станок на Горьковском заводе. Это государственное учреждение известно во всем мире, так как именно с его конвейера сходили лучшие виды оборудования для промышленных целей. Основан завод был в 31 году прошлого столетия, и уже через год он стал выпускать модели техники, предназначенные для работы с металлорежущими конструкциями.
Конкретно серия Р начала выходить в 1972 года. В этом же году появились модификации 6Р12, а вслед за ними и усовершенствованные 6Р12Б. Несколько лет спустя оборудование стало выпускаться с более унифицированной сферой использования — такие станки входили в серию М.
Сейчас Горьковский завод уже не занимается производством оборудования, но вместе с тем, разработанные его сотрудниками устройства можно приобрети в Российской Федерации С 2007 года большую часть приборов поставляет на иностранный и отечественный рынок так называемый Станочный Парк. Занимается выпуском классических и модификационных вариантов консольно-фрезерного типа.
Занимается выпуском классических и модификационных вариантов консольно-фрезерного типа.
Область применения
Станок 6Р12 относится к фрезерному типу, он используется для элементов небольшого размера. Отлично подходят из чугуна или стали, различных цветных металлов. При этом возможно использование труднообрабатываемых металлов — в этот основное преимущество станка.
Допустима обработка не только различных вертикальных и горизонтальных плоскостей, но и наклонных с любым градусом.
Также при помощи устройства можно работать с округленными или кривыми поверхностями, пазами, углами и рамками. Ограничений нет, но необходимо тщательно следовать инструкции. Например, для работы с кривыми поверхностями используется копиры, для угловых под 45 градусами ручное осевое смещение шпинделя и многое другое.
Основные технические характеристики
Характеристики указаны в листе технической эксплуатации. В частности, это:
В частности, это:
- Н класс точности по ГОСТ 8-71 и 8-82;
- габариты стола — 1250 на 320 миллиметров;
- от стола до торца — до 450 миллиметров;
- по вертикали станины — 350 миллиметров;
- максимальный вес обрабатываемого элемента — до 250 грамм.
Размеры рабочего стола по оси Х не превышают 800, по У 250, а по Z 420 миллиметров. Скорость направляющих соответственно составляет 4, 4 и 1,33 метра в секунду.
Скорость работы определяет сферу использования и эффективность работы станка. Поэтому особое внимание при планировании конструкции было уделено характеристикам шпинделя. В частности, параметры следующие:
- частота вращения — от 40 до 2 тысяч оборотом в минуту;
- число скоростей — 18;
- отверстие — 29 миллиметров;
- пиноль — 70 миллиметров сдвиг;
- максимальный угол поворота — 45 градусов.
Прибор оснащен различными механическими девайсами. Установлены для облечения работы сотрудника:
- блокировки подач;
- упоры подач;
- предохранительные муфты;
- блокировки включения передач независимо друг от друга;
- возможность резкой подачи.

Установлено три электродвигателя в станке, при этом кВт в первом 7,5, а в приводе передач — 2,2. Общий показатель мощностей составляет 9,8 кВт.
В сравнении с другими моделями оборудования 6Р12 довольно габаритный и массивный инструмент. Его масса составляет 3120 килограмм, но производитель допускает, что она может быть несколько увеличена. Длина составляет 23,05, ширина — 19,50 а высота 20,20 сантиметров.
Общий вид вертикального консольно-фрезерного станка
Станок вертикального типа, то есть так расположен пинольный шпиндель. Он находится внутри перемещающейся таким образом стойки. В наличии необходимые устройства и инструментарий, позволяющие обрабатывать практически любые поверхности. Обратить внимание следует изначально на то, что при работе с кривыми поверхностями будет использоваться контур по копирам, который возможно выполнять наконечником датчика.
Через соплю подается СОЖ, используется специальный трубопровод. Есть механизм осевого перемещения самостоятельно — можно выпускать детали под 45 градусами. Используется в конструкции и синтетические варианты из очень твердых материалов, так как приводы мощные, станок имеет высокие показатели мощности. Оборудование можно встретить чаще на больших производственных мощностях, но не возбраняется их применение и при единичном производстве.
Используется в конструкции и синтетические варианты из очень твердых материалов, так как приводы мощные, станок имеет высокие показатели мощности. Оборудование можно встретить чаще на больших производственных мощностях, но не возбраняется их применение и при единичном производстве.
Расположение составных частей
Паспорт изделия содержит информацию о расположении составных узлов. Представлены они станиной, коробками передач и скоростей. Установлена головка поворота и переключения. Также есть управление, детально которое описано ниже в статье. Для удобства специалиста есть салазки и стол.
Расположение и перечень органов управления
Расположение управляющих систем описано в схеме, которая также идет совместно с инструкцией. Безусловно, эту информацию следует изучить специалисту, так как без этого опасно не только заниматься плановым осмотром и в случае необходимости ремонтом, но и выполнять привычные обязанности, связанные со станком. Представленные кнопки:
- Стоп;
- Пуск;
- Быстрый стоп;
- Импульсная;
- Фиксация грибка;
- Изменение положения головки.

Есть дублирующие кнопки, необходимые для работы в аварийном режиме. Указатели представлены Скоростью, Поворотом, Зажимом стола и шпинделя. Есть различные рукоятки, в частности:
- включающийся перемещения продольные;
- включающиеся перемещения поперечные;
- вертикальная;
- зажим салазок;
- переключение скоростей;
- дублирующие основные рукоятки.
Маховики есть ручных поперечных и продольных перемещений и дубликаты их. Переключатели ручного и автоматического управления, дополнительно установлены зажимы консоли и головки на базовой части аппарата.
Кинематическая схема
Изначально движение подается от электрического двигателя через муфту. От последней начинает двигаться шпиндель при помощи трех блоков с зубцами. Указано в паспорте изделия, что всего допустимо 18 скоростей, которые передаются от коробки шпинделю. В консоли двигатель, который и определяет передачу вращения. Через муфту перемещается далее в консоль.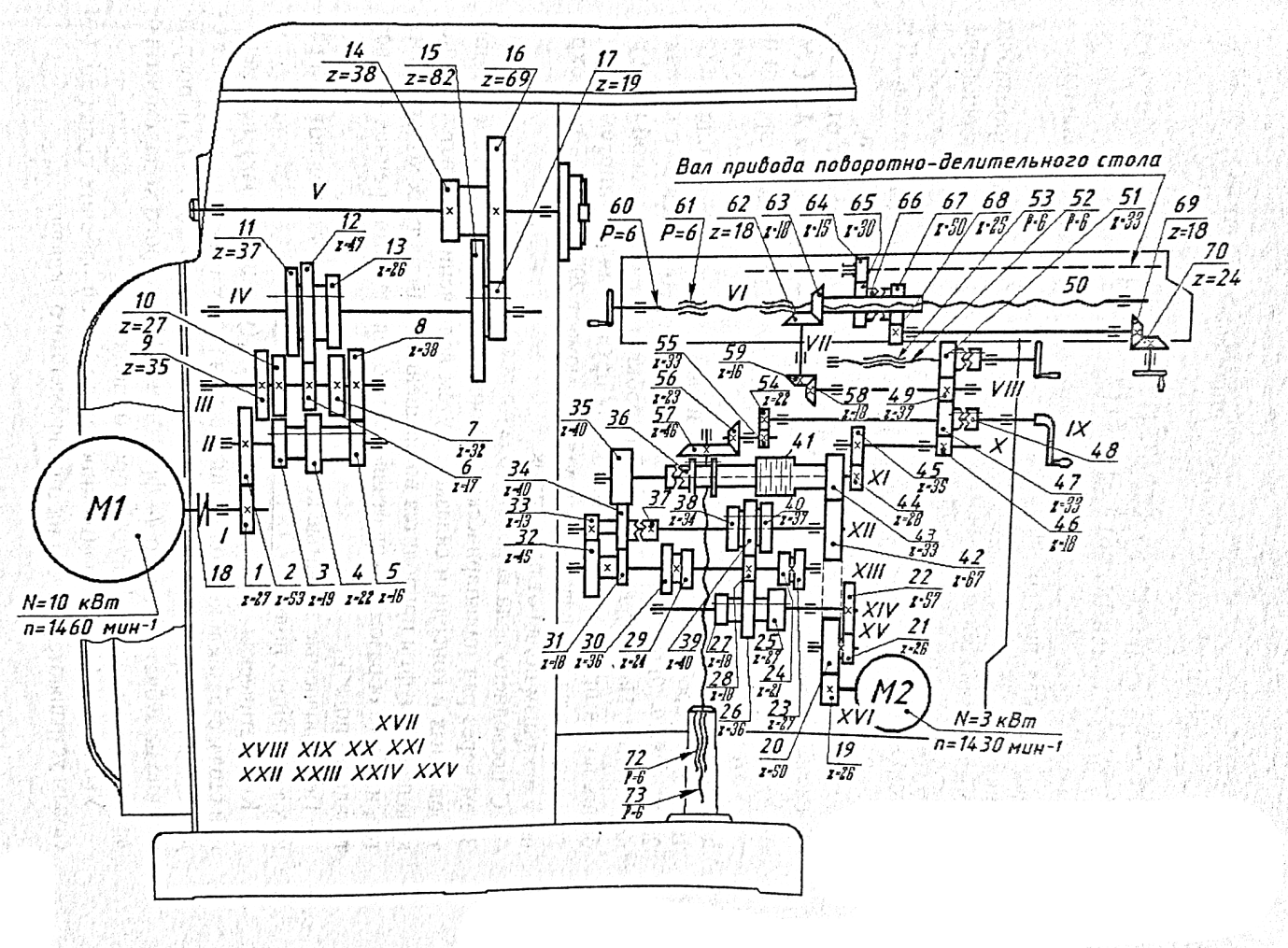
Влияют на скорость передачи фрикционы хода около двигателя. На станке 6Р12 невозможно включить сразу несколько скоростей, тем самым обеспечивается надежность устройства и специалистов, которые с ним работают. Закрепляющим кинематическую систему элементом служит стандартно станина.
Коробка подач фрезерного станка 6Р12
Коробка подач представляет собой базовый механизм, отвечающий на выбор скорости и передачу ее необходимому механизму. Тип коробки подач 6Р82. Привод подач начинается от электрического двигателя. Он непосредственно на консоли. Подач всего 18 в данном аппарате и получаются они через предохранительную муфты. Влияет на ход выбор винта вертикального, продольного или поперечного типа.
Схема электрическая принципиальная
Схема прибора сложна. Состоит из нескольких блоков управления. Первый на шпинделе, что легко увидеть на принципиальной схеме устройства, идущем в комплекте. Вторая выводится перед столом.
Электрооборудование
Прибор используется от питающей сети 380 В с частотой переменного тока 50 Герц. Управляющие системы постоянным током 65 В, с переменным 110 В. Значения показательные равны 20 Амперам, при этом 63 Ампер в пункте питания. Местное освещение потребуется 24 В.
Управляющие системы постоянным током 65 В, с переменным 110 В. Значения показательные равны 20 Амперам, при этом 63 Ампер в пункте питания. Местное освещение потребуется 24 В.
Российские и зарубежные аналоги станка
Полного аналога станка не присутствует, но есть схожие по выполняемым задачам. К числу таких относят JTM-949TS, FV 251M, FV 301, FV 321M, FV 361. Точный — Х5032. Схожи модели из единой серии Р.
Рекомендации по эксплуатации
Эксплуатация происходит по регулирующим нормативам. Обратить внимание следует на частые поломки:
- нагрев и сильный шум — проблемы с электрической схемой;
- звук в подшипниках — эксплуатация при отсутствии смазки;
- медлительность коробки скоростей — изнашивание шестерен.
Популярность станка в том, что опытный мастер решит проблемы самостоятельно. Ремонтируют с заменой изношенных деталей.
Электрическая схема – Простая английская Википедия, свободная энциклопедия Электрическая цепь – это путь, по которому протекают электроны от источника напряжения или тока.
Точка, в которой эти электроны входят в электрическую цепь, называется “источником” электронов. Точка, в которой электроны покидают электрическую цепь, называется «обратной» или «заземлением». Точка выхода называется «возврат», потому что электроны всегда оказываются у источника, когда они завершают путь электрической цепи.
Часть электрической цепи, которая находится между начальной точкой электронов и точкой, в которой они возвращаются к источнику, называется “нагрузкой” электрической цепи. Нагрузка на электрическую цепь может быть такой же простой, как нагрузка на бытовые приборы, такие как холодильники, телевизоры или лампы, или более сложной, такой как нагрузка на выходе гидроэлектростанции.
Цепи используют две формы электропитания: переменный ток (переменный ток) и постоянный ток (постоянный ток).AC часто питает большие приборы и двигатели и генерируется электростанциями. Постоянный ток питает аккумуляторные транспортные средства и другие машины и электронику. Преобразователи могут изменять переменный ток в постоянный и наоборот. Высоковольтная передача постоянного тока использует большие преобразователи.
Преобразователи могут изменять переменный ток в постоянный и наоборот. Высоковольтная передача постоянного тока использует большие преобразователи.
Электронные схемы обычно используют источники постоянного тока. Нагрузка электронной схемы может быть такой простой, как несколько резисторов, конденсаторов и лампы, соединенных вместе, чтобы создать вспышку в камере.Или электронная схема может быть сложной, соединяя тысячи резисторов, конденсаторов и транзисторов. Это может быть интегральная схема, такая как микропроцессор в компьютере.
Резисторы и другие элементы схемы могут быть подключены последовательно или параллельно. Сопротивление в последовательных цепях является суммой сопротивления.
Схема или схема соединений – это визуальное отображение электрической цепи. Электрические и электронные схемы могут быть сложными. Создание чертежей соединений ко всем компонентам в нагрузке схемы облегчает понимание того, как соединяются компоненты схемы. Чертежи для электронных схем называются «принципиальными схемами». Чертежи электрических цепей называются «электрическими схемами». Как и другие диаграммы, эти диаграммы обычно рисуются чертежниками, а затем печатаются. Диаграммы также могут быть созданы в цифровом виде с использованием специализированного программного обеспечения.
Чертежи для электронных схем называются «принципиальными схемами». Чертежи электрических цепей называются «электрическими схемами». Как и другие диаграммы, эти диаграммы обычно рисуются чертежниками, а затем печатаются. Диаграммы также могут быть созданы в цифровом виде с использованием специализированного программного обеспечения.
Схема представляет собой схему электрической цепи. Схемы представляют собой графическое представление основных соединений в цепи, но они не являются реалистичными изображениями цепи. Схемы используют символы для представления компонентов в цепи.Условные обозначения используются в схемах для представления потоков электроэнергии. Общее соглашение, которое мы используем, – от положительного до отрицательного конца. Реалистичный путь прохождения электричества – от отрицательного к положительному полюсу.
На принципиальных схемах используются специальные символы, распознаваемые всеми, кто использует чертежи. Символы на чертежах показывают, как такие компоненты, как резисторы, конденсаторы, изоляторы, двигатели, розетки, фонари, переключатели и другие электрические и электронные компоненты, соединяются вместе. Диаграммы очень помогают, когда работники пытаются выяснить, почему схема не работает правильно.
Диаграммы очень помогают, когда работники пытаются выяснить, почему схема не работает правильно.
Ток, протекающий в электрической или электронной цепи, может внезапно увеличиться при отказе детали. Это может привести к серьезному повреждению других компонентов в цепи или создать опасность возгорания. Для защиты от этого в цепь можно подключить плавкий предохранитель или устройство, называемое «выключателем». Автоматический выключатель разомкнет или «разорвет» цепь, когда ток в этой цепи станет слишком высоким, или предохранитель «перегорит».Это дает защиту.
Устройства защиты от замыкания на землю (G.F.I.) [изменить | изменить источник]
Стандартный возврат для электрических и электронных цепей – заземление. Если электрическое или электронное устройство выходит из строя, оно может разомкнуть цепь возврата на землю. Пользователь устройства может стать частью электрической цепи устройства, обеспечив обратный путь для электронов через тело пользователя вместо заземления цепи. Когда наше тело становится частью электрической цепи, пользователь может быть серьезно шокирован или даже убит током.
Когда наше тело становится частью электрической цепи, пользователь может быть серьезно шокирован или даже убит током.
Во избежание поражения электрическим током и поражения электрическим током, замыкание на землю прерывает устройства, обнаруживая обрыв цепи на массу в подключенных электрических или электронных устройствах. При обнаружении разомкнутой цепи на массу, G.F.I. Устройство немедленно открывает источник напряжения для устройства. G.F.I. Устройства похожи на автоматические выключатели, но предназначены для защиты людей, а не компонентов цепи.
Короткие замыкания – это цепи, которые возвращаются к источнику питания неиспользованным или с той же мощностью, что и подаваемые.Их использование обычно перегорает, но иногда нет. Выполнение этого с аккумулятором может привести к возгоранию.
, Что такое выключатель? Принцип работы и типы автоматических выключателей Автоматический выключатель – это коммутационное устройство, которое прерывает ненормальный ток или ток повреждения. Это механическое устройство, которое нарушает поток тока большой величины (неисправности) и, кроме того, выполняет функцию выключателя. Автоматический выключатель в основном предназначен для замыкания или размыкания электрической цепи, что защищает электрическую систему от повреждений.
Это механическое устройство, которое нарушает поток тока большой величины (неисправности) и, кроме того, выполняет функцию выключателя. Автоматический выключатель в основном предназначен для замыкания или размыкания электрической цепи, что защищает электрическую систему от повреждений.
Принцип работы выключателя
Автоматический выключатель состоит из неподвижных и подвижных контактов.Эти контакты касаются друг друга и проводят ток в нормальных условиях, когда цепь замкнута. Когда автоматический выключатель замкнут, токонесущие контакты, называемые электродами, зацепляются друг с другом под давлением пружины.
При нормальных условиях эксплуатации плечи выключателя можно открывать или закрывать для переключения и технического обслуживания системы. Для размыкания выключателя требуется только давление на триггер.
Каждый раз, когда происходит сбой в любой части системы, катушка отключения выключателя получает питание, и подвижные контакты разъединяются друг от друга каким-то механизмом, таким образом, размыкая цепь.
Типы выключателей
Автоматические выключатели в основном классифицируются по номинальному напряжению. Автоматические выключатели ниже номинального напряжения 1000 В называются автоматическими выключателями низкого напряжения, а свыше 1000 В называются автоматическими выключателями высокого напряжения.
Наиболее общий способ классификации автоматического выключателя основан на гашении дуги. Такими типами автоматических выключателей являются: –
- Масляный выключатель Минимальный автоматический выключатель Воздушный выключатель
- Гексафторид серы Автоматический выключатель Вакуумный выключатель
- Воздушный выключатель
Все высоковольтные автоматические выключатели можно классифицировать по двум основным категориям i.масляные автоматические выключатели и безмасляные автоматические выключатели.
, 72 International Truck Инструкция по обслуживанию PDF скачать бесплатноInternational Trucks logo
International truck Инструкции по обслуживанию – скачать
Год выпуска: 2009
Версия : 30 октября 2009 г.
Разработчик: Navistar
Платформа: ПК
Язык интерфейса: Только английский
Описание: Международный грузовик ISIS
Navistar International – американский производитель грузовых автомобилей, основанный в 1902 году.Штаб-квартира компании находится в Уорренфилде, штат Иллинойс, США.
Navistar является осколком и преемником International Harvester, компании, основанной в 1902 году, которая производила грузовые автомобили под международным брендом, который был разрушен и продан по частям в 1984 году. Современное название было представлено в 1986 году.
До 2006 года акции Navistar торговались на Нью-Йоркской фондовой бирже, входящей в список пятисот крупнейших предприятий страны (S & P 500). В 2006 году между Navistar и их аудиторами, Deloitte и Touche, был разрыв из-за того, что аудиторы не внесли поправки в отчетность, сократив чистые активы компании на 2 миллиарда долларов. Акции компании, которая не прошла обязательный аудит за 2005 год, были первоначально исключены из биржевых торгов, а в декабре 2006 года Navistar был полностью исключен из биржевого реестра – исключительное событие для компании с оборотом в 12 миллиардов долларов. Компания остается публичной, ее акции котируются только по внебиржевой системе «розовых листьев». После кризиса 2007 года, в результате новых военных заказов, цена акций за 2007 год выросла в 4 раза.
Акции компании, которая не прошла обязательный аудит за 2005 год, были первоначально исключены из биржевых торгов, а в декабре 2006 года Navistar был полностью исключен из биржевого реестра – исключительное событие для компании с оборотом в 12 миллиардов долларов. Компания остается публичной, ее акции котируются только по внебиржевой системе «розовых листьев». После кризиса 2007 года, в результате новых военных заказов, цена акций за 2007 год выросла в 4 раза.
INTERNATIONAL грузовики и спецавтомобили – модельный ряд
Грузовые автомобили и шасси INTERNATIONAL:
МЕЖДУНАРОДНЫЙ 1652
МЕЖДУНАРОДНЫЙ 3400 FE
МЕЖДУНАРОДНЫЙ 3600
МЕЖДУНАРОДНЫЙ 3800
МЕЖДУНАРОДНЫЙ 4200 4 × 2
МЕЖДУНАРОДНЫЙ 4200 LP 4 × 2
МЕЖДУНАРОДНЫЙ 4300 4 × 2
МЕЖДУНАРОДНЫЙ 4300 LP 4 × 2
МЕЖДУНАРОДНЫЙ 4400 4 × 2 466
МЕЖДУНАРОДНЫЙ 4400 4 × 2 530
МЕЖДУНАРОДНЫЙ 4400 6 × 4 466
МЕЖДУНАРОДНЫЙ 4400 6 × 4 530
МЕЖДУНАРОДНЫЙ 4400 LP 4 × 2 466
МЕЖДУНАРОДНЫЙ 4400 LP 4 × 2 530
МЕЖДУНАРОДНЫЙ 4700
МЕЖДУНАРОДНЫЙ 4700 LP
МЕЖДУНАРОДНЫЙ 4800
МЕЖДУНАРОДНЫЙ 4900 6 × 6
МЕЖДУНАРОДНЫЙ 5500i 4 × 2
МЕЖДУНАРОДНЫЙ 5500i 6 × 4
МЕЖДУНАРОДНЫЙ 5500i 6 × 6
МЕЖДУНАРОДНЫЙ 5600i 4 × 2
МЕЖДУНАРОДНЫЙ 5600i 6 × 4
МЕЖДУНАРОДНЫЙ 5600i 6 × 6
МЕЖДУНАРОДНЫЙ 8100 4 × 2
МЕЖДУНАРОДНЫЙ 8100 6 × 4
МЕЖДУНАРОДНЫЙ 8100 CH
МЕЖДУНАРОДНЫЙ 9100i 4 × 2
МЕЖДУНАРОДНЫЙ 9100i 6 × 4
МЕЖДУНАРОДНЫЙ 9200i 4 × 2
МЕЖДУНАРОДНЫЙ 9200i 6 × 4
МЕЖДУНАРОДНЫЙ 9400i
МЕЖДУНАРОДНЫЙ 9900i
МЕЖДУНАРОДНЫЙ 9900
Самосвалы МЕЖДУНАРОДНЫЕ:
МЕЖДУНАРОДНЫЙ 4900 4 × 2
МЕЖДУНАРОДНЫЙ 4900 6 × 4
Pipe Layers INTERNATIONAL:
INTERNATIONAL TD14
INTERNATIONAL TD8E
МЕЖДУНАРОДНЫЙ:
INTERNATIONAL 8500 SBA 4 × 2
INTERNATIONAL 8600 SBA 6 × 4
INTERNATIONAL 9200i SBA 6 × 4 Caterpillar C-12
INTERNATIONAL 9200i SBA 6 × 4 Caterpillar C-15
INTERNATIONAL 9200i SBA 6 × 4 Cummins ISM
INTERNATIONAL 9200i SBA 6 × 4 Cummins ISX
INTERNATIONAL 9400i SBA 6 × 4 Caterpillar C-12
INTERNATIONAL 9400i SBA 6 × 4 Caterpillar C-15
INTERNATIONAL 9400i SBA 6 × 4 Cummins ISM
INTERNATIONAL 9400i SBA 6 × 4 Cummins ISX
INTERNATIONAL 9900ix SFA 6 × 4 Гусеничные экскаваторы
INTERNATIONAL:
INTERNATIONAL 3984
INTERNATIONAL 650HD
Экскаваторы-погрузчики INTERNATIONAL:
INTERNATIONAL 3400A
INTERNATIONAL 3434
INTERNATIONAL 3444
INTERNATIONAL 3514
INTERNATIONAL 3616
Вертикальные консольно – фрезерные станки 6Р12, 6Р12Б, 6Р13, 6Р13Б
Вертикальные консольно – фрезерные станки 6Р12, 6Р12Б, 6Р13, 6Р13Б
- Подробности
- Категория: Фрезерные станки
Вертикальные консольно-фрезерные станки общего назначения 6Р12, 6Р12Б, 6Р13, 6Р13Б.
Станки сходны между собой по конструкции, широко унифицированы и являются дальнейшим усовершенствованием аналогичных станков серии М.
Станок 6Р12 отличается от станка 6P13 установленной мощностью двигателей главного движения и подач, размерами рабочей поверхности стола и величинами перемещения стола.
Быстроходные станки 6Р12Б и 6Р13Б имеют, в отличие от станков 6Р12 и 6Р13, повышенный диапазон чисел оборотов шпинделя и подач стола к повышенную мощность двигателя главного движения.
Скачать документацию
Кинематическая схема
Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
Графики чисел оборотов шпинделя станка, поясняющие структуру механизма, главного движения, приведены на рис.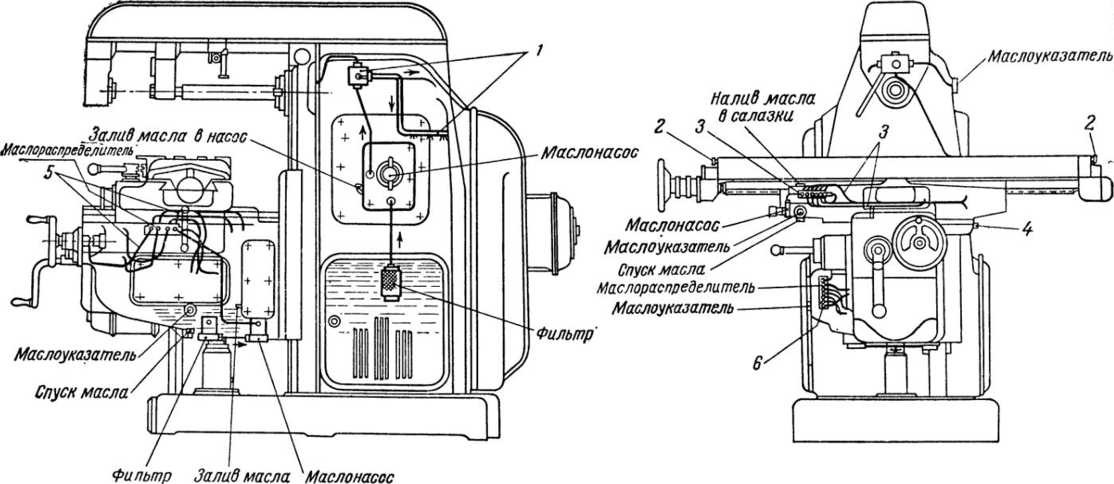 4 и 5.
4 и 5.
Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. Посредством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее, при включении соответствующей кулачковой муфты, к винтам продольного, поперечного н вертикального перемещения.Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Графики, поясняющие структуру механизма подач станка, приведены на рис. 6 и 7. Вертикальные подачи в 3 раза меньше продольных и поперечных.
Станина
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка.
Станина жестко закреплена на основании и зафиксирована штифтами.
Поворотная головка
Поворотная головка (рис. 8) центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в Т-образный паз фланца станины (затяжку болтов производить специальным ключом 6Р12.0П.40 на станках 6Р12. 6Р12Б и специальным ключом 6Р 13.0П.40 на станках 6P13, 6Р13Б).
Шпиндель представляет собой двухопорный вал. смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется полшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 5 и подтягиванием гайки.
Регулировку проводят и следующем порядке:
— выдвигается гильза шпинделя;
— демонтируется фланец 6;
— снимаются полукольца;
— с правой стороны корпуса головки вывертывается резьбовая пробка;
— через отверстие отвертыванием винта 2 расконтривается гайка 1;
— стальным стержнем гайка 1 застопоривается. Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника.
Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника.
После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов При работе о течение часа избыточная внутренней поверхности инструментального конуса не должна превышать 55°С:
— замеряется величина зазора между подшипником и буртом шпинделя, после чего полукольца 5 подшлифовываются на необходимую величину;
— полукольца устанавливаются на место и закрепляются;
— привертывается фланец 6. Для устранения радиального люфта в 10 мкм полукольца необходимо подшлифовать примерно на 120 мкм.
Коробка скоростей
Коробка скоростей смонтирована непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 500—700 мкм.
Осмотр коробки скоростей можно произвести через окно с правой стороны.
Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 9), приводимого в действие эксцентриком. Производительность насоса около 2 л/мин. Масло к насосу подводится через фильтр. От насоса масло поступает к маслораспределителю, от которого по трубке отводится па глазок контроля работы насоса и по гибкому шлангу в поворотную головку. Элементы коробки скоростей смазываются разбрызгиваем масла, поступающего из отверстий трубки маслораспределителя, расположенного над коробкой скоростей.
Коробка переключения скоростей
Коробка переключения скоростей позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Рейка 1 (рис. 10), передвигаемая рукояткой переключения 5, посредством сектора 2 через вилку 10 (рис. 11) перемещает в осевом направлении главный валик 3 с диском переключения .9.
Диск переключения поворачивается указателем скоростей 11 через конические шестерни 2 и 4. Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 5 и 7,
Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 5 и 7,
Рейки попарно зацепляются с зубчатым колесом 6. Па одной из каждой пары реек крепится вилка переключения При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек.
При этом вилки и конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткого упора шестерен при переключении штифты 8 реек подпружинены.
Фиксация лимба при выборе скорости обеспечивается шариком 1. заскакивающим в паз звездочки 12.
Регулирование пружины 13 производится пробкой 14 с учетом четкой фиксации лимба и нормального усилия при его повороте.
Рукоятка 5 (см. рис. 10) во включенном положении удерживается за счет пружины 4 и шарика 3. При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, указанным на указателе, достигается определенным’ положением конических колес по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мим и диска с вилками о положение скорости 31,5 об/мин (для станков моделей 6Р12Б и 6Р13Б соответствующая скорость равна 50 об/мин). Зазор в зацеплении конической пары не должен быть больше 0,2 мм. так как диск за счет этого может повернуться до 1 мм.
Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мим и диска с вилками о положение скорости 31,5 об/мин (для станков моделей 6Р12Б и 6Р13Б соответствующая скорость равна 50 об/мин). Зазор в зацеплении конической пары не должен быть больше 0,2 мм. так как диск за счет этого может повернуться до 1 мм.
Коробка подач
Коробка подач обеспечивает получение рабочих подач и быстрых перемещений стола, салазок и консоли. Кинематику коробки подач см. на рис. 3.
Получаемые в результате переключения блоков скорости вращения передаются на выходной вал 12 (рис. 12) через шариковую предохранительную муфту, кулачковую муфту 4 и втулку 3, соединённую шпонкой с кулачковой муфтой 4 и выходным валом 12.
При перегрузке механизма подач шарики, находящиеся в контакте с отверстиями кулачковой втулки 2, сжимают пружины и выходят из контакта.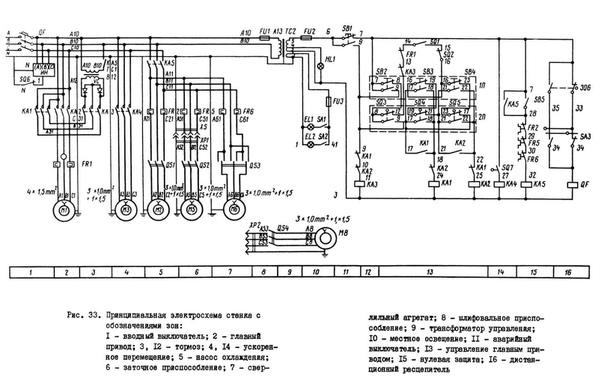 При этом зубчатое колесо 17 проскальзывает относительно кулачковой втулки 2 и рабочая подача прекращается. Быстрое вращение передается от электродвигателя, минуя коробку подач, зубчатому колесу 13, которое сидит на хвостовике корпуса фрикциона 9 к имеет таким образом постоянное число оборотов. При монтаже необходимо проверить затяжку гайки 11. Корпус фрикционной муфты должен свободно вращаться между зубчатым колесом 10 и упорным подшипником.
При этом зубчатое колесо 17 проскальзывает относительно кулачковой втулки 2 и рабочая подача прекращается. Быстрое вращение передается от электродвигателя, минуя коробку подач, зубчатому колесу 13, которое сидит на хвостовике корпуса фрикциона 9 к имеет таким образом постоянное число оборотов. При монтаже необходимо проверить затяжку гайки 11. Корпус фрикционной муфты должен свободно вращаться между зубчатым колесом 10 и упорным подшипником.
Диски фрикциона через один связаны с корпусом фрикциона, который постоянно вращается, и втулкой 15, которая в свою очередь соединена шпонкой с выходным валом 12.
При нажатии кулачковой муфтой 4 па торец втулки 5 и далее на гайку 14 диски 7 и 8 сжимаются и передают быстрое вращение выходному валу 12 и зубчатому колесу 10.
При регулировании предохранительной муфты снимается крышка 2 (рис. 13) и вывертывается пробка 1.
На место пробки вставляется стальной стержень так, чтобы его конец вошел в одно из отверстий на наружной поверхности гайки 18 (см. рис. 12), которая застопоривается. Плоским стержнем через окно крышки повертывается ля зубья зубчатое колесо 17. После регулировки гайка обязательно контрится от самопроизвольного отворачивания стопором 1.
рис. 12), которая застопоривается. Плоским стержнем через окно крышки повертывается ля зубья зубчатое колесо 17. После регулировки гайка обязательно контрится от самопроизвольного отворачивания стопором 1.
Консоль
Консоль является базовым узлом, объединяющим узлы цепи подач станка В консоли смонтирован ряд валов и зубчатых колес, передающих движение от коробки подач в трех направлениях—к винтам продольной, поперечной и вертикальной подач, механизм включения быстрого хода, электродвигатель подач. В узел «КОНСОЛЬ» входит также механизм включения поперечных и вертикальных подач.
Зубчатое колесо 8 (рис. 15) получает движение от колоса 10 (см. рис. 12) и передает его на зубчатые колеса 7, 4, 2 и 1 (см. рис. 15). Зубчатое колесо 4 смонтировано на подшипнике и может передавать движение валу только через кулачковую муфту 6, связанную с валом. Далее через пару цилиндрических и пару конических колес движение передается на винт 16.
Зацепление конической пары 12 и 10 отрегулировано компенсаторами 14 и 15 и зафиксировано винтом, входящим в засверловку пальца 13.
Втулка 11 имеет технологическое значение и никогда не демонтируется.
Гайка вертикальных перемещений закреплена а колонке. Колонка установлена точно по винту и зафиксирована штифтами на основании станка.
Зубчатое колесо 2, смонтированное на гильзе, через шпонку и шлицы постоянно вращает шлицевый вал IX цепи продольного хода.
Механизм включения поперечной и вертикальной подач
Механизм включения поперечной и вертикальной подач выполнен в отдельном корпусе и управляет включением и отключением кулачковых муфт поперечной и вертикальной подач и электродвигателя подач.
При движении рукоятки вправо или влево, вверх или вниз связанный с ней барабан 1 (рис. 17) совершает соответствующие движения и своими скосами управляет через рычажную систему включением кулачковых муфт, а через штифты —конечными выключателями мгновенного действия, расположенными ниже механизма и предназначенными для реверса электродвигателя подачи.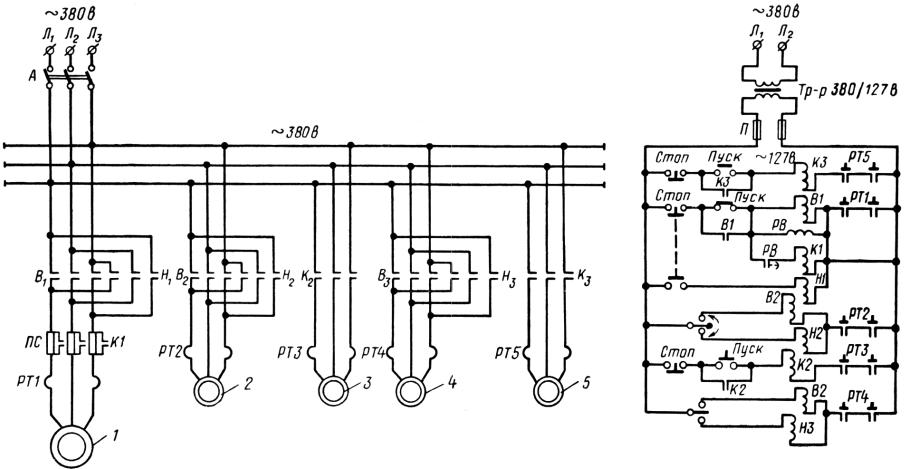
Тяга 2 связывает барабан с дублирующей рукояткой. В своей средней части на ней закреплен рычаг, на который действуют кулачки, ограничивающие поперечный ход. В конце тяга имеет рычаг для ограничения вертикальных перемещений. При включениях и выключениях поперечного хода тяга перемещается поступательно, а вертикального хода — поворачивается.
Блокировке, предохраняющая от включения маховички и рукоятки ручных перемещений при включении механической подачи, включает в себя коромысло и штифт 5 (см. рис. 15).
При включении кулачковой муфты рукояткой подачи коромысло 6 при перемещении муфты поворачивается, передвигает штифт, который упирается в дно кулачковой муфты маховичка или рукоятки, и отодвигает их, не давая возможности кулачкам сцепиться.
Если система имеет повышенный люфт, необходимо выпрессовать пробку вала VII, расконтрить гайку 3 (см. рис. 17) и подвернуть винт 4. После проверки люфта необходимо тщательно законтрить гайку 3.
Стол и салазки
Стол и салазки обеспечивают продольные и поперечные перемещения стола.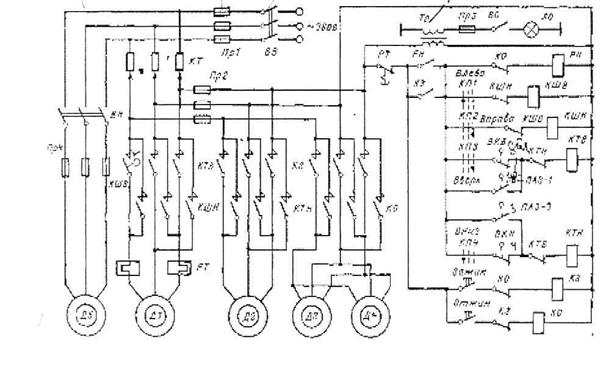
Ходовой винт 1 (рис. 20) получает вращение через скользящую шпонку гильзы, смонтированную во втулках 5 и 7. Гильза через шлицы получает вращение от кулачковой муфты 6 при сцеплении ее с кулачками втулки 5, жестко связанной с коническим зубчатым колесом 4. Втулка 5 имеет зубчатый венец, с которым сцепляется зубчатое колесо привода круглого стола. Кулачковая муфта 6 имеет зубчатый венец для осуществления вращения винта продольной подачи при перемещениях от маховичка. Зубчатое колесо 9 (см. рис. 24) подпружинено на случай попадания зуба на зуб. Зацепление с шестерней 9 может быть только в случае расцепления муфты 6 с втулкой 5 (см. рис. 20). люфта необходимо производить до тех пор, пока люфт ходового винта, проверяемый поворотом маховичка продольного хода, окажется не более 4—5° и пока при перемещении стола вручную не произойдет заклинивание винта на каком-либо участке, необходимом для рабочего хода.
После регулировки нужно, затянув гайку 1 (см. рис. 21), зафиксировать валик 2 в установленном положении.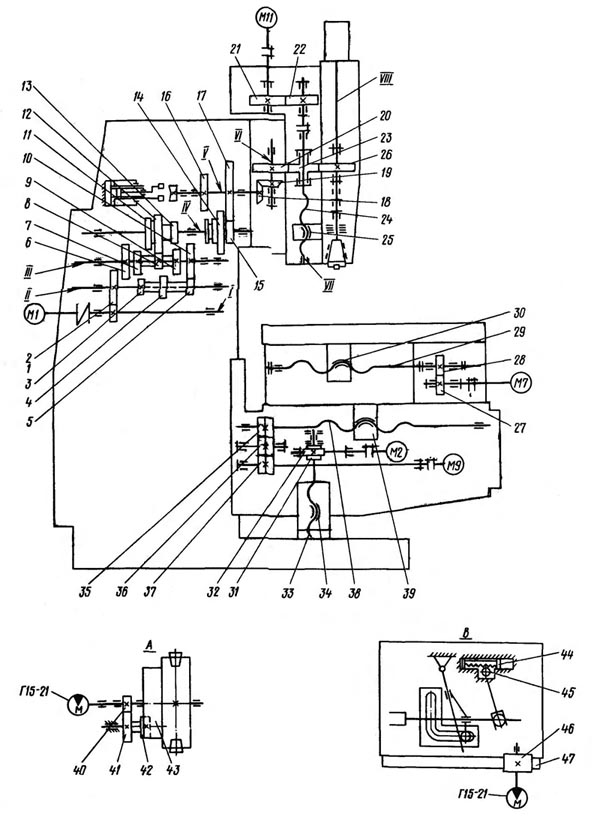 Стол в своих торцах соединяется с ходовым винтом через кронштейны, установка которых производится по фактическому расположению винта, и фиксируется контрольными штифтами. Упорные подшипники смонтированы на разных концах винта, что устраняет возможность его работы на продольный изгиб. При монтаже винта обеспечивается предварительный натяг ходового винта гайками с усилием 100—125 кгс.
Стол в своих торцах соединяется с ходовым винтом через кронштейны, установка которых производится по фактическому расположению винта, и фиксируется контрольными штифтами. Упорные подшипники смонтированы на разных концах винта, что устраняет возможность его работы на продольный изгиб. При монтаже винта обеспечивается предварительный натяг ходового винта гайками с усилием 100—125 кгс.
Зазор в направляющих стола и салазок выбирается клиньями. Регулирование клипа I стола (рис. 22) производится при ослабленных гайках 2 и 4 подтягиванием винта 3 отверткой. После проверки регулирования ручным перемещением стола гайки надежно затягиваются.
Электрическая схема
Скачать документацию
Электрическая схема вертикально фрезерного станка 6р12. Особенности конструкции станка
Вертикально-Фрезерный станок 6Р12 предназначен для выполнения разнообразных фрезерных, сверлильных и расточных работ при обработке деталей любой формы из стали, чугуна, цветных металлов, их сплавов и других материалов.
Поворотная шпиндельная головка станков оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола.
Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
Конструктивные особенности:
- механизированное крепление инструмента в шпинделе;
- механизм пропорционального замедления подачи;
- устройство периодического регулирования величины зазора в винтовой паре продольной подачи;
- предохранительная муфта защиты привода подач от перегрузок;
- торможение горизонтального шпинделя при остановке электромагнитной муфтой;
- устройство защиты от разлетающейся стружки.
- разнообразные автоматические циклы работы;
- широкий диапазон частот вращения шпинделя и подач стола;
- большая мощность приводов;
- высокая жесткость;
- надежность и долговечность.

Технологические особенности:
Технические характеристики вертикально-фрезерного станка 6Р12
Технические характеристики (основные параметры и размеры согласно ГОСТ 165-65). Ниже приведена таблица содержащая технические характеристика вертикально-фрезерного станка 6Р12. Чтобы посмотреть все технические характеристики станка можно в паспорте станка 6Р12 ссылка на который находится ниже.
| Наименование параметров | Ед.изм. | Величины |
| Класс точности по ГОСТ 8-71 | ||
| Длинна рабочей поверхности стола | ||
| Ширина рабочей поверхности стола | ||
| Число Т-образных пазов | ||
| Наибольшее продольное перемещение стола | ||
| Наибольшее поперечное перемещение стола | ||
| Наибольшее вертикальное перемещение стола | 410 | |
| Наименьшее и наибольшее расстояния от торца шпинделя до стола | мм | |
| Расстояние от оси шпинделя до вертикальных направляющих станины | мм | |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное) | мм | |
| Перемещение стола на один оборот лимба (продольное, поперечное и вертикальное) | мм | |
| Наибольшая масса обрабатываемой детали | кг | |
| Наибольшее осевое перемещение пиноли шпинделя | мм | |
| Перемещение пиноли на один оборот лимба | мм | |
| Перемещение пиноли на одно деление лимба | мм | |
| Наибольший угол поворота шпиндельной головки | град | |
| Цена одного деления поворота шпиндельной головки | град | |
| Мощность привода главного движения | кВт | |
| Частота вращения главного привода | об/мин | |
| Мощность привода подач | кВт | |
| Частота вращения приводов подач | об/мин | |
| Длинна станка | мм | |
| Ширина станка | мм | |
| Высота станка | мм | |
| Вес станка | т |
Внимание! Данные технические характеристики могут отличаться в зависимости от года выпуска станка. Полную величину указанных в характеристиках ходов можно использовать только при отсуствии деталей и устройств, ограничивающих перемещение стола, салазок или консоли.
Полную величину указанных в характеристиках ходов можно использовать только при отсуствии деталей и устройств, ограничивающих перемещение стола, салазок или консоли.
Техническое описание вертикально-фрезерного станка 6Р12
Техническое описание вертикально фрезерного станка 6Р12 содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта с отсуствующими некоторыми главами.
- Назначение и область применения вертикально-фрезерного станка 6Р12
- Состав станка
- Устройство и работа станка и его составных частей
- Система смазки станка 6Р12
Скачать бесплатно “Техническое описание вертикально-фрезерного станка 6Р12” в хорошем качестве можно по ссылке расположенной ниже:
Техническое описание вертикально-фрезерного станка 6Р12. Скачать бесплатно
Инструкция по эксплуатации вертикально-сверлильного станка 6Р12
Инструкция по эксплуатации вертикально фрезерного станка 6Р12 содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта с отсуствующими некоторыми главами.
Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта с отсуствующими некоторыми главами.
- Указания мер безопастности
- Порядок установки
- Настройка, наладка и режимы работы
- Охлаждение инструмента
- Регулирование
- Схема расположения потшипников
Скачать бесплатно “Инструкция по эксплуатации вертикально-фрезерного станка 6Р12” в хорошем качестве можно по ссылке расположенной ниже:
Инструкция по эксплуатации вертикально-фрезерного станка 6Р12. Скачать бесплатно
Паспорт вертикально-сверлильного станка 6Р12
Паспорт вертикально фрезерного станка 6Р12 содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта с отсуствующими некоторыми главами.
- Общие сведения
- Основные технические данные и характеристики
- Сведения о ремонте
- Сведения об изменениях в станке
- Комплект поставки
- Гарантия
Скачать бесплатно “Паспорт вертикально-фрезерного станка 6Р12” в хорошем качестве можно по ссылке расположенной ниже:
Паспорт вертикально-фрезерного станка 6Р12. Скачать бесплатно
Скачать бесплатно
Схема электрическая вертикально-фрезерного станка 6Р12
Схема электрическая принципиальная вертикально-фрезерного станка 6Р12 приведена на следующем рисунке:
Скачать бесплатно схему электрическую принципиальную вертикально-фрезерного станка 6Р12 со спецификацией и в отличном качестве можно по ссылке расположенной ниже:“Cхема электрическая принципиальная вертикально-фрезерного станка 6Р12”. Отличное качество. Скачать.
Руководство по эксплуатации электрооборудования станка 6Р12
В настоящем руководстве приведены сведения по эксплуатации электрооборудования вертикально-фрезерного станка 6Р12. Оно содержит описание электрооборудования станка 6Р12, схему электрическую принципиальную, схему соединений, схему расположения электрооборудования на станке и др.
Скачать “Руководство по эксплуатации электрооборудования вертикально-фрезерного станка 6Р12” в хорошем разрешении и качестве можно по ссылке расположенной ниже:
“Руководство по эксплуатации электрооборудования вертикально-сверлильного станка 6Р12”. Скачать бесплатно.
Скачать бесплатно.
Кинематическая схема вертикально-фрезерного станка 6Р12
Кинематическая схема вертикально-фрезерного станка приведена на следующих рисунках:
Скачать кинематическую схему вертикально-фрезерного станка 6Р12 в отличном разрешении и качестве можно по ссылке расположенной ниже:
“Кинематическая схема вертикально-фрезерного станка 6Р12”. Отличное качество. Скачать бесплатно.
Посмотреть еще дополнительную информацию по “Станок 6Р12” можно по ссылке расположенной ниже:
Подробности Категория: Фрезерные станкиВертикальные консольно-фрезерные станки общего назначения 6Р12, 6Р12Б, 6Р13, 6Р13Б.
Станки сходны между собой по конструкции, широко унифицированы и являются дальнейшим усовершенствованием аналогичных станков серии М.
Станок 6Р12 отличается от станка 6P13 установленной мощностью двигателей главного движения и подач, размерами рабочей поверхности стола и величинами перемещения стола.
Быстроходные станки 6Р12Б и 6Р13Б имеют, в отличие от станков 6Р12 и 6Р13, повышенный диапазон чисел оборотов шпинделя и подач стола к повышенную мощность двигателя главного движения.
Кинематическая схема
Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
Графики чисел оборотов шпинделя станка, поясняющие структуру механизма, главного движения, приведены на рис. 4 и 5.
Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. Посредством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее, при включении соответствующей кулачковой муфты, к винтам продольного, поперечного н вертикального перемещения.Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения.
Графики, поясняющие структуру механизма подач станка, приведены на рис. 6 и 7. Вертикальные подачи в 3 раза меньше продольных и поперечных.
Станина
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка.
Станина жестко закреплена на основании и зафиксирована штифтами.
Поворотная головка
Поворотная головка (рис. 8) центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в Т-образный паз фланца станины (затяжку болтов производить специальным ключом 6Р12.0П.40 на станках 6Р12. 6Р12Б и специальным ключом 6Р 13.0П.40 на станках 6P13, 6Р13Б).
Шпиндель представляет собой двухопорный вал. смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется полшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 5 и подтягиванием гайки.
Регулировку проводят и следующем порядке:
Выдвигается гильза шпинделя;
Демонтируется фланец 6;
Снимаются полукольца;
С правой стороны корпуса головки вывертывается резьбовая пробка;
Через отверстие отвертыванием винта 2 расконтривается гайка 1;
Стальным стержнем гайка 1 застопоривается. Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника.
После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов При работе о течение часа избыточная внутренней поверхности инструментального конуса не должна превышать 55°С:
Замеряется величина зазора между подшипником и буртом шпинделя, после чего полукольца 5 подшлифовываются на необходимую величину;
Полукольца устанавливаются на место и закрепляются;
Привертывается фланец 6. Для устранения радиального люфта в 10 мкм полукольца необходимо подшлифовать примерно на 120 мкм.
Коробка скоростей
Коробка скоростей смонтирована непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 500-700 мкм.
Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 500-700 мкм.
Осмотр коробки скоростей можно произвести через окно с правой стороны.
Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 9), приводимого в действие эксцентриком. Производительность насоса около 2 л/мин. Масло к насосу подводится через фильтр. От насоса масло поступает к маслораспределителю, от которого по трубке отводится па глазок контроля работы насоса и по гибкому шлангу в поворотную головку. Элементы коробки скоростей смазываются разбрызгиваем масла, поступающего из отверстий трубки маслораспределителя, расположенного над коробкой скоростей.
Коробка переключения скоростей
Коробка переключения скоростей позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Рейка 1 (рис. 10), передвигаемая рукояткой переключения 5, посредством сектора 2 через вилку 10 (рис. 11) перемещает в осевом направлении главный валик 3 с диском переключения.9.
11) перемещает в осевом направлении главный валик 3 с диском переключения.9.
Диск переключения поворачивается указателем скоростей 11 через конические шестерни 2 и 4. Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 5 и 7,
Рейки попарно зацепляются с зубчатым колесом 6. Па одной из каждой пары реек крепится вилка переключения При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек.
При этом вилки и конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткого упора шестерен при переключении штифты 8 реек подпружинены.
Фиксация лимба при выборе скорости обеспечивается шариком 1. заскакивающим в паз звездочки 12.
Регулирование пружины 13 производится пробкой 14 с учетом четкой фиксации лимба и нормального усилия при его повороте.
Рукоятка 5 (см. рис. 10) во включенном положении удерживается за счет пружины 4 и шарика 3. При этом шип рукоятки входит в паз фланца.
При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, указанным на указателе, достигается определенным’ положением конических колес по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мим и диска с вилками о положение скорости 31,5 об/мин (для станков моделей 6Р12Б и 6Р13Б соответствующая скорость равна 50 об/мин). Зазор в зацеплении конической пары не должен быть больше 0,2 мм. так как диск за счет этого может повернуться до 1 мм.
Коробка подач
Коробка подач обеспечивает получение рабочих подач и быстрых перемещений стола, салазок и консоли. Кинематику коробки подач см. на рис. 3.
Получаемые в результате переключения блоков скорости вращения передаются на выходной вал 12 (рис. 12) через шариковую предохранительную муфту, кулачковую муфту 4 и втулку 3, соединённую шпонкой с кулачковой муфтой 4 и выходным валом 12.
При перегрузке механизма подач шарики, находящиеся в контакте с отверстиями кулачковой втулки 2, сжимают пружины и выходят из контакта. При этом зубчатое колесо 17 проскальзывает относительно кулачковой втулки 2 и рабочая подача прекращается. Быстрое вращение передается от электродвигателя, минуя коробку подач, зубчатому колесу 13, которое сидит на хвостовике корпуса фрикциона 9 к имеет таким образом постоянное число оборотов. При монтаже необходимо проверить затяжку гайки 11. Корпус фрикционной муфты должен свободно вращаться между зубчатым колесом 10 и упорным подшипником.
При этом зубчатое колесо 17 проскальзывает относительно кулачковой втулки 2 и рабочая подача прекращается. Быстрое вращение передается от электродвигателя, минуя коробку подач, зубчатому колесу 13, которое сидит на хвостовике корпуса фрикциона 9 к имеет таким образом постоянное число оборотов. При монтаже необходимо проверить затяжку гайки 11. Корпус фрикционной муфты должен свободно вращаться между зубчатым колесом 10 и упорным подшипником.
Диски фрикциона через один связаны с корпусом фрикциона, который постоянно вращается, и втулкой 15, которая в свою очередь соединена шпонкой с выходным валом 12.
При нажатии кулачковой муфтой 4 па торец втулки 5 и далее на гайку 14 диски 7 и 8 сжимаются и передают быстрое вращение выходному валу 12 и зубчатому колесу 10.
При регулировании предохранительной муфты снимается крышка 2 (рис. 13) и вывертывается пробка 1.
На место пробки вставляется стальной стержень так, чтобы его конец вошел в одно из отверстий на наружной поверхности гайки 18 (см. рис. 12), которая застопоривается. Плоским стержнем через окно крышки повертывается ля зубья зубчатое колесо 17. После регулировки гайка обязательно контрится от самопроизвольного отворачивания стопором 1.
рис. 12), которая застопоривается. Плоским стержнем через окно крышки повертывается ля зубья зубчатое колесо 17. После регулировки гайка обязательно контрится от самопроизвольного отворачивания стопором 1.
Консоль
Консоль является базовым узлом, объединяющим узлы цепи подач станка В консоли смонтирован ряд валов и зубчатых колес, передающих движение от коробки подач в трех направлениях-к винтам продольной, поперечной и вертикальной подач, механизм включения быстрого хода, электродвигатель подач. В узел «КОНСОЛЬ» входит также механизм включения поперечных и вертикальных подач.
Зубчатое колесо 8 (рис. 15) получает движение от колоса 10 (см. рис. 12) и передает его на зубчатые колеса 7, 4, 2 и 1 (см. рис. 15). Зубчатое колесо 4 смонтировано на подшипнике и может передавать движение валу только через кулачковую муфту 6, связанную с валом. Далее через пару цилиндрических и пару конических колес движение передается на винт 16.
Зацепление конической пары 12 и 10 отрегулировано компенсаторами 14 и 15 и зафиксировано винтом, входящим в засверловку пальца 13.
Втулка 11 имеет технологическое значение и никогда не демонтируется.
Гайка вертикальных перемещений закреплена а колонке. Колонка установлена точно по винту и зафиксирована штифтами на основании станка.
Зубчатое колесо 2, смонтированное на гильзе, через шпонку и шлицы постоянно вращает шлицевый вал IX цепи продольного хода.
Механизм включения поперечной и вертикальной подач
Механизм включения поперечной и вертикальной подач выполнен в отдельном корпусе и управляет включением и отключением кулачковых муфт поперечной и вертикальной подач и электродвигателя подач.
При движении рукоятки вправо или влево, вверх или вниз связанный с ней барабан 1 (рис. 17) совершает соответствующие движения и своими скосами управляет через рычажную систему включением кулачковых муфт, а через штифты -конечными выключателями мгновенного действия, расположенными ниже механизма и предназначенными для реверса электродвигателя подачи.
Тяга 2 связывает барабан с дублирующей рукояткой. В своей средней части на ней закреплен рычаг, на который действуют кулачки, ограничивающие поперечный ход. В конце тяга имеет рычаг для ограничения вертикальных перемещений. При включениях и выключениях поперечного хода тяга перемещается поступательно, а вертикального хода – поворачивается.
Блокировке, предохраняющая от включения маховички и рукоятки ручных перемещений при включении механической подачи, включает в себя коромысло и штифт 5 (см. рис. 15).
При включении кулачковой муфты рукояткой подачи коромысло 6 при перемещении муфты поворачивается, передвигает штифт, который упирается в дно кулачковой муфты маховичка или рукоятки, и отодвигает их, не давая возможности кулачкам сцепиться.
Если система имеет повышенный люфт, необходимо выпрессовать пробку вала VII, расконтрить гайку 3 (см. рис. 17) и подвернуть винт 4. После проверки люфта необходимо тщательно законтрить гайку 3.
Стол и салазки
Стол и салазки обеспечивают продольные и поперечные перемещения стола.
Ходовой винт 1 (рис. 20) получает вращение через скользящую шпонку гильзы, смонтированную во втулках 5 и 7. Гильза через шлицы получает вращение от кулачковой муфты 6 при сцеплении ее с кулачками втулки 5, жестко связанной с коническим зубчатым колесом 4. Втулка 5 имеет зубчатый венец, с которым сцепляется зубчатое колесо привода круглого стола. Кулачковая муфта 6 имеет зубчатый венец для осуществления вращения винта продольной подачи при перемещениях от маховичка. Зубчатое колесо 9 (см. рис. 24) подпружинено на случай попадания зуба на зуб. Зацепление с шестерней 9 может быть только в случае расцепления муфты 6 с втулкой 5 (см. рис. 20). люфта необходимо производить до тех пор, пока люфт ходового винта, проверяемый поворотом маховичка продольного хода, окажется не более 4-5° и пока при перемещении стола вручную не произойдет заклинивание винта на каком-либо участке, необходимом для рабочего хода.
После регулировки нужно, затянув гайку 1 (см. рис. 21), зафиксировать валик 2 в установленном положении.Стол в своих торцах соединяется с ходовым винтом через кронштейны, установка которых производится по фактическому расположению винта, и фиксируется контрольными штифтами. Упорные подшипники смонтированы на разных концах винта, что устраняет возможность его работы на продольный изгиб. При монтаже винта обеспечивается предварительный натяг ходового винта гайками с усилием 100-125 кгс.
Зазор в направляющих стола и салазок выбирается клиньями. Регулирование клипа I стола (рис. 22) производится при ослабленных гайках 2 и 4 подтягиванием винта 3 отверткой. После проверки регулирования ручным перемещением стола гайки надежно затягиваются.
Электрическая схема
Вертикально-Фрезерный станок 6Р12Б предназначен для выполнения разнообразных фрезерных, сверлильных и расточных работ при обработке деталей любой формы из стали, чугуна, цветных металлов, их сплавов и других материалов.
Поворотная шпиндельная головка станков оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола.
Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
Станок 6Р12Б отличается от станка 6Р12 тем, что он является быстроходным и имеют повышенный диапазон чисел оборотов шпинделя и подач стола, а также он оснащен двигателем шпинделя повышенной мощности.
Конструктивные особенности:
- механизированное крепление инструмента в шпинделе;
- механизм пропорционального замедления подачи;
- устройство периодического регулирования величины зазора в винтовой паре продольной подачи;
- предохранительная муфта защиты привода подач от перегрузок;
- торможение горизонтального шпинделя при остановке электромагнитной муфтой;
- устройство защиты от разлетающейся стружки.
- разнообразные автоматические циклы работы;
- широкий диапазон частот вращения шпинделя и подач стола;
- большая мощность приводов;
- высокая жесткость;
- надежность и долговечность.
Технологические особенности:
Технические характеристики вертикально-фрезерного станка 6Р12Б
Технические характеристики (основные параметры и размеры согласно ГОСТ 165-65). Ниже приведена таблица содержащая технические характеристика вертикально-фрезерного станка 6Р12Б. Чтобы посмотреть все технические характеристики станка можно в паспорте станка 6Р12Б ссылка на который находится ниже.
| Наименование параметров | Ед.изм. | Величины |
| Класс точности по ГОСТ 8-71 | ||
| Длинна рабочей поверхности стола | ||
| Ширина рабочей поверхности стола | ||
| Число Т-образных пазов | ||
| Наибольшее продольное перемещение стола | ||
| Наибольшее поперечное перемещение стола | ||
| Наибольшее вертикальное перемещение стола | 410 | |
| Наименьшее и наибольшее расстояния от торца шпинделя до стола | мм | |
| Расстояние от оси шпинделя до вертикальных направляющих станины | мм | |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное) | мм | |
| Перемещение стола на один оборот лимба (продольное, поперечное и вертикальное) | мм | |
| Наибольшая масса обрабатываемой детали | кг | |
| Наибольшее осевое перемещение пиноли шпинделя | мм | |
| Перемещение пиноли на один оборот лимба | мм | |
| Перемещение пиноли на одно деление лимба | мм | |
| Наибольший угол поворота шпиндельной головки | град | |
| Цена одного деления поворота шпиндельной головки | град | |
| Мощность привода главного движения | кВт | |
| Частота вращения главного привода | об/мин | |
| Мощность привода подач | кВт | |
| Частота вращения приводов подач | об/мин | |
| Длинна станка | мм | |
| Ширина станка | мм | |
| Высота станка | мм | |
| Вес станка | т |
Внимание! Данные технические характеристики могут отличаться в зависимости от года выпуска станка. Полную величину указанных в характеристиках ходов можно использовать только при отсуствии деталей и устройств, ограничивающих перемещение стола, салазок или консоли.
Техническое описание вертикально-фрезерного станка 6Р12Б
Техническое описание вертикально фрезерного станка 6Р12Б содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта с отсуствующими некоторыми главами.
- Назначение и область применения вертикально-фрезерного станка 6Р12Б
- Состав станка
- Устройство и работа станка и его составных частей
- Система смазки станка 6Р12Б
Скачать бесплатно “Техническое описание вертикально-фрезерного станка 6Р12Б” в хорошем качестве можно по ссылке расположенной ниже:
Техническое описание вертикально-фрезерного станка 6Р12Б. Скачать бесплатно
Инструкция по эксплуатации вертикально-сверлильного станка 6Р12Б
Инструкция по эксплуатации вертикально фрезерного станка 6Р12Б содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта с отсуствующими некоторыми главами.
- Указания мер безопастности
- Порядок установки
- Настройка, наладка и режимы работы
- Охлаждение инструмента
- Регулирование
- Схема расположения потшипников
Скачать бесплатно “Инструкция по эксплуатации вертикально-фрезерного станка 6Р12Б” в хорошем качестве можно по ссылке расположенной ниже:
Инструкция по эксплуатации вертикально-фрезерного станка 6Р12Б. Скачать бесплатно
Паспорт вертикально-сверлильного станка 6Р12Б
Паспорт вертикально фрезерного станка 6Р12Б содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта с отсуствующими некоторыми главами.
- Общие сведения
- Основные технические данные и характеристики
- Сведения о ремонте
- Сведения об изменениях в станке
- Комплект поставки
- Гарантия
Скачать бесплатно “Паспорт вертикально-фрезерного станка 6Р12Б” в хорошем качестве можно по ссылке расположенной ниже:
Паспорт вертикально-фрезерного станка 6Р12Б. Скачать бесплатно
Схема электрическая вертикально-фрезерного станка 6Р12Б
Схема электрическая принципиальная вертикально-фрезерного станка 6Р12Б приведена на следующем рисунке:
Скачать бесплатно схему электрическую принципиальную вертикально-фрезерного станка 6Р12Б со спецификацией и в отличном качестве можно по ссылке расположенной ниже:“Cхема электрическая принципиальная вертикально-фрезерного станка 6Р12Б”. Отличное качество. Скачать.
Руководство по эксплуатации электрооборудования станка 6Р12Б
В настоящем руководстве приведены сведения по эксплуатации электрооборудования вертикально-фрезерного станка 6Р12Б. Оно содержит описание электрооборудования станка 6Р12Б, схему электрическую принципиальную, схему соединений, схему расположения электрооборудования на станке и др.
Скачать “Руководство по эксплуатации электрооборудования вертикально-фрезерного станка 6Р12Б” в хорошем разрешении и качестве можно по ссылке расположенной ниже:
“Руководство по эксплуатации электрооборудования вертикально-сверлильного станка 6Р12Б”. Скачать бесплатно.
Кинематическая схема вертикально-фрезерного станка 6Р12Б
Кинематическая схема вертикально-фрезерного станка приведена на следующих рисунках:
Скачать кинематическую схему вертикально-фрезерного станка 6Р12Б в отличном разрешении и качестве можно по ссылке расположенной ниже:
“Кинематическая схема вертикально-фрезерного станка 6Р12Б”. Отличное качество. Скачать бесплатно.
Посмотреть еще дополнительную информацию по “Станок 6Р12Б” можно по ссылке расположенной ниже:
Изготовлением и проектированием фрезерных станков 6Р12 занимался специализированный «Завод фрезерного оборудования», г. Нижний Новгород. Этот агрегат предназначен для выполнения общего перечня работ, связанных с обработкой изделий из стали, цветных металлов и их сплавов.
Конструктивные особенности станка
Исходя из специфики применения станка 6Р12, производитель при проектировании ориентировался на унификацию компонентов и относительно широкую многофункциональность. Он применяется для комплектации мелкосерийных производственных линий и ремонтных мастерских.
Конструктивно станок состоит из чугунной станины, на которой установлены все остальные компоненты. Электрическая часть (двигатель, блок управления) находятся в вертикальном коробе. Фрезерная головка имеет поворотный механизм. Для изменения области обработки заготовок рабочий стол может изменять свое положение по горизонтальной и вертикальной оси. Подачи осуществляются за счет электродвигателя.
Конструктивные особенности и характеристики станка 6Р12 указаны в его паспорте и заключаются в следующем:
- наличие копировального устройства. Этот механизм позволяет с высокой точностью и максимально быстро делать обработку деталей по образцу;
- осевое смещение шпиндельной головки. Благодаря этому можно выполнять фрезерование деталей под углом до ±45°;
- устойчивость и достаточно высокая мощность оборудования. Возможна обработка материалов фрезами, изготовленными из быстрорежущей стали. Возникшие колебания будут минимизированы за счет массы станка, а также распределения компонентов.
Для уменьшения вероятности налипания стружки на режущий инструмент в конструкции есть блок охлаждения. С помощью электронасоса СОЖ подается в зону обработки, тем самым снижая нагрев поверхности детали и фрезы. Важно лишь правильно подобрать жидкость, параметры которой описаны в документации.
Для повышения точности изготовления пазов рекомендуется использовать дополнительные компоненты. В особенности это касается механизмов для фиксации и изменения положения детали на поверхности рабочего стола.
Технические характеристики
Для ознакомления с эксплуатационными и рабочими характеристиками станка 6Р12 необходимо детально изучить паспорт оборудования. Так как эта модель относится к разряду профессиональной – работник перед выполнением фрезерования должен пройти инструктаж по технике безопасности, детально ознакомиться с принципом работы элементов и узлов.
Масса станка со всем установленным оборудованием составляет 3120 кг. Его размеры не превышают показателей 228*196,5*226,5 см. При сравнении с аналогичными модели можно заметить, что габариты станка больше стандартных. Это нужно учитывать при выборе места установки.
Основные технические характеристики модели 6Р12 подробно указаны в паспорте. Но для выбора правильного режима работы следует знать такие параметры станка:
- габариты рабочего стола – 125*32 см;
- максимально допустимая масса обрабатываемой заготовки – 250 кг;
- ход рабочего стола. В продольном направлении – до 80 см; в поперечном – 25 см;
- максимальное вертикальное смещение поверхности стола – до 42 см;
- номинальная частота вращения шпиндельной головки варьируется от 40 до 2000 об/мин;
- количество скоростей шпинделя – 18;
- пиноль шпинделя может изменять свое положение на 70 мм;
- число подач рабочего стола одинаково для всех направлений (продольных, поперечных и вертикальных) и составляет 22.
Мощность электродвигателя главного привода шпинделя равна 7,5 кВт. Для активации фрикциона быстрого хода рабочего стола вертикально-фрезерный станок 6р12 имеет в конструкции специальные зубчатые колеса, соединенные с валом силовой установки.
Для смазки узлов поворотной головки шпинделя в конструкции модели 6Р12 есть специальная система, которая выполняет эту функцию в полуавтоматическом режиме. Проведение аналогичных профилактических работ со шпиндельной головкой осуществляется вручную, методом шприцевания.
Перед началом работы на станке необходимо изучить паспорт оборудования, его характеристики. В нем представлены технические требования к установке, правила эксплуатации и порядок проведения ремонтно-профилактических работ.
Выбор места установки оборудования определяется согласно его габаритам, массе и характеристикам. При этом необходимо учитывать свободное пространство для рабочего, а также установку заготовки на рабочий стол. В последнем случае нередко применяют специальные подъемные механизмы.
Дополнительно паспорт содержит следующие рекомендации по эксплуатации вертикально-фрезерного станка 6Р12:
- после распаковки с поверхности станка необходимо убрать защитно-смазочный слой. Для этого используются специальные составы;
- выполнение процедуры смазки узлов и компонентов согласно схеме в паспорте;
- перед началом работ проверяется отсутствие дефектов и правильность настройки оборудования. При этом учитывается, что его фактические эксплуатационные показатели могут отличаться от номинальных вследствие длительной работы;
- после установки фрезы необходимо монтировать защитное ограждение. Оно входит в стандартную комплектацию оборудования;
- по окончании монтажа станок запускается на холостом ходу без установки обрабатываемой детали. Проверяются все режимы работы.
Проведение ремонтных и профилактических работ должно осуществляться согласно ранее составленного графика.
Краткий видеообзор позволит создать впечатления о возможностях станка 6Р12:
6Р12 — Вертикальный фрезерный станок
Фрезерный станок 6Р12 используется для различных фрезерных работ. При использовании соответствующего режущего инструмента на станке можно выполнять сверловочные и расточные работы. Станок имеет вертикальное расположение оси вращения шпинделя.
Станок 6Р12 предназначен для обработки заготовок из сплавов цветных и черных металлов, стали, чугуна, алюминия и др. В качестве режущего инструмента на станке используются различные виды фрез: торцевые, дисковые, фасонные и др. Для сверловочных работ используются сверла, зенкеры, развертки. Механические характеристики станка позволяют использовать инструмент из быстрорежущей стали и твердосплавный.
Вертикально-фрезерный станок 6Р12 применяется на машиностроительных предприятиях в условиях единичного или мелкосерийного производства. Также его можно использовать как универсальное оборудование в ремонтно-механических и инструментальных цехах и участках промышленных компаний.
Максимальное перемещение стола, мм:
продольное: 800
поперечное: 320
вертикальное: 420
Перемещение на одно деление лимба, мм:
продольное: 0,05
поперечное: 0,05
вертикальное: 0,05
Перемещение на один оборот лимба, мм:
продольное: 6
поперечное: 6
вертикальное: 2
Смещение пиноли шпинделя, мм:
на одно деление лимба: 0,05
на один оборот лимба: 4
Перемещение гильзы шпинделя (вертикальное), мм: 70
Максимальный диаметр фрезы при черновой обработке, мм:160
Расстояние от оси шпинделя до направляющих станины, мм: 380
Расстояние от торца шпинделя до рабочей поверхности стола, мм:
максимальное: 450
минимальное: 30
Скорость быстрых перемещений стола, мм/мин:
продольное: 4000
поперечное: 4000
вертикальное: 1330
Число скоростей шпинделя: 18
Минимальная частота вращения шпинделя, об/мин: 31,5
Максимальная частота вращения шпинделя, об/мин: 1600
Число подач стола: 22
Диапазон скоростей подач, мм/мин
продольная: 12,5-1600
поперечная: 12,5-1600
вертикальная: 4,1-530
Угол поворота шпиндельной головки, град: ±45
Мощность привода главного движения, кВт: 7,5
Мощность привода подач, кВт: 3
Максимальная масса обрабатываемой детали, кг: 400
Габариты станка 6Р12, мм
длина: 2280
ширина: 1965
высота: 2265
Масса станка 6Р12, кг: 3250
6Р12 — Станок вертикальный консольно-фрезерный с копировальным устройством
Технические характеристики:
Станки модели 6р12 предназначены для сверления, фрезерования и растачивания заготовок любой формы из различных материалов – стали, чугуна, цветных металлов, а также их сплавов.
Рабочая поверхность стола, мм 1250х320
Перемещение стола, мм, наибольшее
продольное 800
поперечное 320
вертикальное 420
на одно деление лимба (продольное, поперечное, вертикальное), мм 0,05
на один оборот лимба
продольное и поперечное 6
вертикальное 2
Перемещение пиноли шпинделя на одно деление / оборот лимба, мм 0,05 / 4
Перемещение гильзы шпинделя (вертикальное) 70
Диаметр фрез при черновой обработке, мм, наибольший 160
Расстояние, мм
от торца вертикального (оси горизонтального) шпинделя до рабочей поверхности стола, мм 30-450
от оси шпинделя до направляющих станины 380
Скорость быстрого перемещения стола, мм/мин
продольного и поперечного 4000
вертикального 1330
Количество скоростей шпинделя 18
Частота вращения горизонтального или вертикального шпинделя, мин-1 31,5-1600
Количество подач стола 22
продольная и поперечная 12,5-1600
вертикальная 4,1-530
Угол поворота шпиндельной головки, град 45
привода главного движения 7,5
привода подач 3
Масса обрабатываемой детали (вместе с приспособлением), кг 400
Габаритные размеры, мм
длина 2280
ширина 1965
высота 2265
Изготовлением и проектированием фрезерных станков 6Р12 занимался специализированный «Завод фрезерного оборудования», г. Нижний Новгород. Этот агрегат предназначен для выполнения общего перечня работ, связанных с обработкой изделий из стали, цветных металлов и их сплавов.
Конструктивные особенности станка
Исходя из специфики применения станка 6Р12, производитель при проектировании ориентировался на унификацию компонентов и относительно широкую многофункциональность. Он применяется для комплектации мелкосерийных производственных линий и ремонтных мастерских.
Конструктивно станок состоит из чугунной станины, на которой установлены все остальные компоненты. Электрическая часть (двигатель, блок управления) находятся в вертикальном коробе. Фрезерная головка имеет поворотный механизм. Для изменения области обработки заготовок рабочий стол может изменять свое положение по горизонтальной и вертикальной оси. Подачи осуществляются за счет электродвигателя.
Конструктивные особенности и характеристики станка 6Р12 указаны в его паспорте и заключаются в следующем:
- наличие копировального устройства. Этот механизм позволяет с высокой точностью и максимально быстро делать обработку деталей по образцу;
- осевое смещение шпиндельной головки. Благодаря этому можно выполнять фрезерование деталей под углом до ±45°;
- устойчивость и достаточно высокая мощность оборудования. Возможна обработка материалов фрезами, изготовленными из быстрорежущей стали. Возникшие колебания будут минимизированы за счет массы станка, а также распределения компонентов.
Для уменьшения вероятности налипания стружки на режущий инструмент в конструкции есть блок охлаждения. С помощью электронасоса СОЖ подается в зону обработки, тем самым снижая нагрев поверхности детали и фрезы. Важно лишь правильно подобрать жидкость, параметры которой описаны в документации.
Для повышения точности изготовления пазов рекомендуется использовать дополнительные компоненты. В особенности это касается механизмов для фиксации и изменения положения детали на поверхности рабочего стола.
Технические характеристики
Для ознакомления с эксплуатационными и рабочими характеристиками станка 6Р12 необходимо детально изучить паспорт оборудования. Так как эта модель относится к разряду профессиональной – работник перед выполнением фрезерования должен пройти инструктаж по технике безопасности, детально ознакомиться с принципом работы элементов и узлов.
Масса станка со всем установленным оборудованием составляет 3120 кг. Его размеры не превышают показателей 228*196,5*226,5 см. При сравнении с аналогичными модели можно заметить, что габариты станка больше стандартных. Это нужно учитывать при выборе места установки.
Основные технические характеристики модели 6Р12 подробно указаны в паспорте. Но для выбора правильного режима работы следует знать такие параметры станка:
- габариты рабочего стола – 125*32 см;
- максимально допустимая масса обрабатываемой заготовки – 250 кг;
- ход рабочего стола. В продольном направлении – до 80 см; в поперечном – 25 см;
- максимальное вертикальное смещение поверхности стола – до 42 см;
- номинальная частота вращения шпиндельной головки варьируется от 40 до 2000 об/мин;
- количество скоростей шпинделя – 18;
- пиноль шпинделя может изменять свое положение на 70 мм;
- число подач рабочего стола одинаково для всех направлений (продольных, поперечных и вертикальных) и составляет 22.
Мощность электродвигателя главного привода шпинделя равна 7,5 кВт. Для активации фрикциона быстрого хода рабочего стола вертикально-фрезерный станок 6р12 имеет в конструкции специальные зубчатые колеса, соединенные с валом силовой установки.
Для смазки узлов поворотной головки шпинделя в конструкции модели 6Р12 есть специальная система, которая выполняет эту функцию в полуавтоматическом режиме. Проведение аналогичных профилактических работ со шпиндельной головкой осуществляется вручную, методом шприцевания.
Электрическая схема станка
Перед началом работы на станке необходимо изучить паспорт оборудования, его характеристики. В нем представлены технические требования к установке, правила эксплуатации и порядок проведения ремонтно-профилактических работ.
Выбор места установки оборудования определяется согласно его габаритам, массе и характеристикам. При этом необходимо учитывать свободное пространство для рабочего, а также установку заготовки на рабочий стол. В последнем случае нередко применяют специальные подъемные механизмы.
Дополнительно паспорт содержит следующие рекомендации по эксплуатации вертикально-фрезерного станка 6Р12:
- после распаковки с поверхности станка необходимо убрать защитно-смазочный слой. Для этого используются специальные составы;
- выполнение процедуры смазки узлов и компонентов согласно схеме в паспорте;
- перед началом работ проверяется отсутствие дефектов и правильность настройки оборудования. При этом учитывается, что его фактические эксплуатационные показатели могут отличаться от номинальных вследствие длительной работы;
- после установки фрезы необходимо монтировать защитное ограждение. Оно входит в стандартную комплектацию оборудования;
- по окончании монтажа станок запускается на холостом ходу без установки обрабатываемой детали. Проверяются все режимы работы.
Проведение ремонтных и профилактических работ должно осуществляться согласно ранее составленного графика.
Краткий видеообзор позволит создать впечатления о возможностях станка 6Р12:
Описание станка
На станке вертикально-фрезерном 6Р12 можно выполнять различные фрезерные, расточные, а так же сверлильные операции по обработке заготовок разной формы и с любыми габаритами, из цветных металлов, стали, чугуна и прочих сплавов.
Шпиндельная головка станка снабжена дополнительным механизмом перемещения гильзы шпинделя по оси, данный механизм позволяет проводить обработку отверстий с наклоном оси под 45° к поверхности стола.
За счет мощных приводов и относительной жесткости станка на нем можно применять фрезы из специальной быстрорежущей стали и другой инструмент из прочных и сверхпрочных синтетических материалов.
Особенности конструкции станкаМеханическое закрепление инструмента в шпинделе;
установлен механизм, пропорционально замедляющий подачу;
установлен механизм, который позволяет регулировать зазор в винтовой паре продольной подачи;
установлена муфта, защищающая привод подачи от нежелательных перегрузок;
при остановке эл. магнитной муфты, происходит торможение горизонтального шпинделя;
станок снабжен системой защиты от стружки.
Из технологических особенностей станка 6Р12 можно выделить надежность и долговечность конструкции, мощность приводов, широкий диапазон подач и частот вращения, а так же большой выбор автоматических циклов работы.
Скачать паспорт на вертикально-фрезерный станок 6Р12
Вертикально-Фрезерный станок 6Р12 предназначен для выполнения разнообразных фрезерных, сверлильных и расточных работ при обработке деталей любой формы из стали, чугуна, цветных металлов, их сплавов и других материалов.
Поворотная шпиндельная головка станков оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола.
Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
Технологические особенности:
Технические характеристики вертикально-фрезерного станка 6Р12
Технические характеристики (основные параметры и размеры согласно ГОСТ 165-65). Ниже приведена таблица содержащая технические характеристика вертикально-фрезерного станка 6Р12. Чтобы посмотреть все технические характеристики станка можно в паспорте станка 6Р12 ссылка на который находится ниже.
Внимание! Данные технические характеристики могут отличаться в зависимости от года выпуска станка. Полную величину указанных в характеристиках ходов можно использовать только при отсуствии деталей и устройств, ограничивающих перемещение стола, салазок или консоли.
Техническое описание вертикально-фрезерного станка 6Р12
Техническое описание вертикально фрезерного станка 6Р12 содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта с отсуствующими некоторыми главами.
- Назначение и область применения вертикально-фрезерного станка 6Р12
- Состав станка
- Устройство и работа станка и его составных частей
- Система смазки станка 6Р12
Скачать бесплатно «Техническое описание вертикально-фрезерного станка 6Р12» в хорошем качестве можно по ссылке расположенной ниже:
Инструкция по эксплуатации вертикально-сверлильного станка 6Р12
Инструкция по эксплуатации вертикально фрезерного станка 6Р12 содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта с отсуствующими некоторыми главами.
- Указания мер безопастности
- Порядок установки
- Настройка, наладка и режимы работы
- Охлаждение инструмента
- Регулирование
- Схема расположения потшипников
Скачать бесплатно «Инструкция по эксплуатации вертикально-фрезерного станка 6Р12» в хорошем качестве можно по ссылке расположенной ниже:
Паспорт вертикально-сверлильного станка 6Р12
Паспорт вертикально фрезерного станка 6Р12 содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта с отсуствующими некоторыми главами.
- Общие сведения
- Основные технические данные и характеристики
- Сведения о ремонте
- Сведения об изменениях в станке
- Комплект поставки
- Гарантия
Скачать бесплатно «Паспорт вертикально-фрезерного станка 6Р12» в хорошем качестве можно по ссылке расположенной ниже:
Схема электрическая вертикально-фрезерного станка 6Р12
Схема электрическая принципиальная вертикально-фрезерного станка 6Р12 приведена на следующем рисунке:
Скачать бесплатно схему электрическую принципиальную вертикально-фрезерного станка 6Р12 со спецификацией и в отличном качестве можно по ссылке расположенной ниже:
Руководство по эксплуатации электрооборудования станка 6Р12
В настоящем руководстве приведены сведения по эксплуатации электрооборудования вертикально-фрезерного станка 6Р12. Оно содержит описание электрооборудования станка 6Р12, схему электрическую принципиальную, схему соединений, схему расположения электрооборудования на станке и др.
Скачать «Руководство по эксплуатации электрооборудования вертикально-фрезерного станка 6Р12» в хорошем разрешении и качестве можно по ссылке расположенной ниже:
Кинематическая схема вертикально-фрезерного станка 6Р12
Кинематическая схема вертикально-фрезерного станка приведена на следующих рисунках:
Скачать кинематическую схему вертикально-фрезерного станка 6Р12 в отличном разрешении и качестве можно по ссылке расположенной ниже:
Посмотреть еще дополнительную информацию по «Станок 6Р12» можно по ссылке расположенной ниже:
Вертикально-фрезерный станок 6Р12: технические характеристики, паспорт
Содержание статьи:
Изготовлением и проектированием фрезерных станков 6Р12 занимался специализированный «Завод фрезерного оборудования», г. Нижний Новгород. Этот агрегат предназначен для выполнения общего перечня работ, связанных с обработкой изделий из стали, цветных металлов и их сплавов.
Конструктивные особенности станка
Внешний вид
Исходя из специфики применения станка 6Р12, производитель при проектировании ориентировался на унификацию компонентов и относительно широкую многофункциональность. Он применяется для комплектации мелкосерийных производственных линий и ремонтных мастерских.
Конструктивно станок состоит из чугунной станины, на которой установлены все остальные компоненты. Электрическая часть (двигатель, блок управления) находятся в вертикальном коробе. Фрезерная головка имеет поворотный механизм. Для изменения области обработки заготовок рабочий стол может изменять свое положение по горизонтальной и вертикальной оси. Подачи осуществляются за счет электродвигателя.
Конструктивные особенности и характеристики станка 6Р12 указаны в его паспорте и заключаются в следующем:
- наличие копировального устройства. Этот механизм позволяет с высокой точностью и максимально быстро делать обработку деталей по образцу;
- осевое смещение шпиндельной головки. Благодаря этому можно выполнять фрезерование деталей под углом до ±45°;
- устойчивость и достаточно высокая мощность оборудования. Возможна обработка материалов фрезами, изготовленными из быстрорежущей стали. Возникшие колебания будут минимизированы за счет массы станка, а также распределения компонентов.
Для уменьшения вероятности налипания стружки на режущий инструмент в конструкции есть блок охлаждения. С помощью электронасоса СОЖ подается в зону обработки, тем самым снижая нагрев поверхности детали и фрезы. Важно лишь правильно подобрать жидкость, параметры которой описаны в документации.
Для повышения точности изготовления пазов рекомендуется использовать дополнительные компоненты. В особенности это касается механизмов для фиксации и изменения положения детали на поверхности рабочего стола.
Технические характеристики
Расположение компонентов
Для ознакомления с эксплуатационными и рабочими характеристиками станка 6Р12 необходимо детально изучить паспорт оборудования. Так как эта модель относится к разряду профессиональной – работник перед выполнением фрезерования должен пройти инструктаж по технике безопасности, детально ознакомиться с принципом работы элементов и узлов.
Масса станка со всем установленным оборудованием составляет 3120 кг. Его размеры не превышают показателей 228*196,5*226,5 см. При сравнении с аналогичными модели можно заметить, что габариты станка больше стандартных. Это нужно учитывать при выборе места установки.
Основные технические характеристики модели 6Р12 подробно указаны в паспорте. Но для выбора правильного режима работы следует знать такие параметры станка:
- габариты рабочего стола – 125*32 см;
- максимально допустимая масса обрабатываемой заготовки – 250 кг;
- ход рабочего стола. В продольном направлении – до 80 см; в поперечном – 25 см;
- максимальное вертикальное смещение поверхности стола – до 42 см;
- номинальная частота вращения шпиндельной головки варьируется от 40 до 2000 об/мин;
- количество скоростей шпинделя – 18;
- пиноль шпинделя может изменять свое положение на 70 мм;
- число подач рабочего стола одинаково для всех направлений (продольных, поперечных и вертикальных) и составляет 22.
Мощность электродвигателя главного привода шпинделя равна 7,5 кВт. Для активации фрикциона быстрого хода рабочего стола вертикально-фрезерный станок 6р12 имеет в конструкции специальные зубчатые колеса, соединенные с валом силовой установки.
Для смазки узлов поворотной головки шпинделя в конструкции модели 6Р12 есть специальная система, которая выполняет эту функцию в полуавтоматическом режиме. Проведение аналогичных профилактических работ со шпиндельной головкой осуществляется вручную, методом шприцевания.
Рекомендации по эксплуатации
Электрическая схема станка
Перед началом работы на станке необходимо изучить паспорт оборудования, его характеристики. В нем представлены технические требования к установке, правила эксплуатации и порядок проведения ремонтно-профилактических работ.
Выбор места установки оборудования определяется согласно его габаритам, массе и характеристикам. При этом необходимо учитывать свободное пространство для рабочего, а также установку заготовки на рабочий стол. В последнем случае нередко применяют специальные подъемные механизмы.
Дополнительно паспорт содержит следующие рекомендации по эксплуатации вертикально-фрезерного станка 6Р12:
- после распаковки с поверхности станка необходимо убрать защитно-смазочный слой. Для этого используются специальные составы;
- выполнение процедуры смазки узлов и компонентов согласно схеме в паспорте;
- перед началом работ проверяется отсутствие дефектов и правильность настройки оборудования. При этом учитывается, что его фактические эксплуатационные показатели могут отличаться от номинальных вследствие длительной работы;
- после установки фрезы необходимо монтировать защитное ограждение. Оно входит в стандартную комплектацию оборудования;
- по окончании монтажа станок запускается на холостом ходу без установки обрабатываемой детали. Проверяются все режимы работы.
Проведение ремонтных и профилактических работ должно осуществляться согласно ранее составленного графика.
Краткий видеообзор позволит создать впечатления о возможностях станка 6Р12:
краткое описание, технические характеристики и область применения
Вертикально-фрезерный станок 6Р12 обладает высокими техническими и эксплуатационными показателями. На данном оборудовании производится обработка различных заготовок из стали, чугуна, цветных сплавов. Агрегат одинаково эффективно работает с деталями простой и сложной конфигурации. Основная операция преимущественно ведется торцовыми и концевыми фрезами. Рассмотрим особенности устройства и эксплуатации этой техники.
Устройство
Вертикально-фрезерный станок 6Р12 оснащен вертикальным пинольным шпинделем, рабочей поверхностью в виде передвижного по горизонтали стола. Он зафиксирован на консоли, перемещающейся по вертикали благодаря специальным направляющим элементам. На рассматриваемом оборудовании предусмотрено элементарное числовое программное управление и копировальное приспособление, позволяющее работать с криволинейными деталями.
Поворотная головка шпинделя имеет узел осевого механического передвижения гильзы. Такая особенность дает возможность обслуживать отверстия с осями, размещенные по отношению к поверхности стола под диаметрально противоположными углами в 45 градусов.
Принцип работы вертикально-фрезерного станка 6Р12
Криволинейные заготовки на рассматриваемом оборудовании обрабатывают по копирам. Очертание фрезеруемых поверхностей анализируется датчиком электроконтактного типа с подвижным наконечником. Благодаря жесткой конструкции станка на нем можно эксплуатировать фрезы из быстрорежущих сталей, а также синтетические аналоги твердой и сверхтвердой категории.
Вертикальный консольно-фрезерный станок 6Р12 соответствует классу точности «Н», применяется в единичном и серийном производстве. Во всех случаях приспособление демонстрирует высокий показатель выполнения фрезерных и сопутствующих манипуляций.
Технические характеристики вертикально-фрезерного станка 6Р12
Ниже приведены основные параметры рассматриваемого оборудования:
- Габаритные размеры – 2280/1965/2265 мм.
- Вес – 3,2 т.
- Размеры рабочего стола – 1250/320 мм.
- Предельный вес обрабатываемой детали – 250 кг.
- Ход основной поверхности поперечно/продольно – до 800/250 мм.
- Вертикальное смещение основы – до 420 мм.
- Скорость вращения головки шпинделя – 40-2000 оборотов в минуту.
- Число скоростей – 18.
- Диапазон изменения положения пиноли – 70 мм.
- Число подач – 22.
- Мощность электромотора – 7500 Вт.
Большинство характеристик вертикально-фрезерного станка 6Р12 перешло к его аналогам и последующим моделям. Среди самых популярных модификаций агрегата:
- Версия 6Р13Ф3 (с многофункциональным комплексом ЧПУ).
- Широкоуниверсальная модель 6Р13.
- Варианты 6Т12 и 6Т12-1.
- Зарубежные аналоги (FV401, X5032, ВМ127М, 6Д12).
Электросхема
Вертикально-фрезерный станок 6Р12 оборудован электродвигателем силой 7,5 кВт и мотором подачи на 2,2 кВт. Электрическая схема приспособления дает возможность оператору выбрать одну из трех рабочих позиций:
- Автоматический режим (стол перемещается в продольном направлении).
- Управление посредством рукояток и кнопок.
- Функцию круглого стола.
Чтобы упростить переключение подающих скоростей и вращение шпинделя, агрегат оснастили прибором импульсного пуска силовой установки. При использовании кнопок и рычагов схема функционирует за счет замыкания контактов соответствующих клавиш.
Особенности
Шпиндель станка активируется и останавливается кнопками «Пуск» и «Стоп». Вторая клавиша также стопорит двигатель подачи. Перевод оборудования в режим ускоренного хода осуществляется посредством отдельной кнопки.
Если выбрана одна из рабочих передач, оператор не сможет активировать другую скорость, схема будет просто блокировать такую попытку. Двигатель, вращающий шпиндельный элемент, тормозится по электродинамическому принципу. Электросхема также содержит специальное реле, предохраняющее от пробоя выпрямителей, который может возникнуть при отключении мотора.
Автоматический режим рассматриваемого оборудования предусматривает следующую работу схемы:
- Активный подвод.
- Рабочая подача.
- Быстрое отведение.
Если используется опция «круглый стол», работник не может активировать другие подачи, поскольку они находятся под блокировкой. Функционирует режим при помощи двигателя подач, имеется возможность подключения быстрого хода.
Подготовка к эксплуатации
Перед началом использования вертикально-фрезерного станка 6Р12 следует внимательно изучить паспорт и характеристики прибора. В руководстве представлены технические требования к монтажу, правила использования, способы обслуживания, меры безопасности.
Выбирать место для монтажа оборудования необходимо с учетом его габаритов, массы и параметров. Также следует обратить внимание на наличие свободного пространства для оператора и обрабатываемых заготовок. Тяжелые детали обычно помещают при помощи специальных подъемников.
Рекомендации:
- После распаковки необходимо очистить поверхность оборудования от защитного состава, используя специальные составы.
- Производят смазку агрегатов и элементов, указанных в паспорте.
- Перед эксплуатацией проверяют агрегат на отсутствие дефектов и правильность настройки основных узлов. Стоит учитывать, что фактические параметры могут отличаться от номинальных показателей по причине длительной работы.
- После закрепления фрезы монтируют защитное ограждение. Этот элемент входит в комплект поставки.
- После сборки всех компонентов станок запускают на холостых оборотах, проверяют все рабочие режимы.
Ремонт и обслуживание
Большинство некритических неполадок станка 6Р12 вполне реально устранить самостоятельно, без вызова специалиста:
- Силовой агрегат во время работы сильно греется и гудит. Такая неприятность может возникать по причине межфазного короткого замыкания или нарушения целостности цепи между витками обмотки мотора. Если после починки катушки неисправность не исчезла, требуется замена двигателя.
- Стучит подшипник. Здесь все просто – неисправную деталь меняют на новый элемент.
- Если во время старта мотор гудит и не вращается, необходимо проверить фазы на наличие напряжения. Исправить ситуацию поможет замена плавких вставок.
Остальные неисправности требуют участия наладчика или профильного специалиста.
Ремонт фрезерного станка 6р12 – Морской флот
Сведения о производителе консольно-фрезерного станка 6р12, 6р12Б
Производитель серии универсальных фрезерных станков 6р12, 6р12Б Горьковский завод фрезерных станков, основанный в 1931 году.
Завод специализируется на выпуске широкой гаммы универсальных фрезерных станков, а, также, фрезерных станков с УЦИ и ЧПУ, и является одним из наиболее известных станкостроительных предприятий в России.
Начиная с 1932 года Горьковский завод фрезерных станков занимается выпуском станков и является экспертом в разработке и производстве различного металлорежущего оборудования.
Универсальные фрезерные станки серии Р выпускались Горьковским заводом фрезерных станков (ГЗФС) начиная с 1972 года. Станки сходны между собой по конструкции, широко унифицированы и является дальнейшим усовершенствованием аналогичных станков серии М.
Сегодня консольно-фрезерные станки – выпускает предприятие ООО “Станочный Парк”, основанное в 2007 году.
История выпуска станков Горьковским заводом, ГЗФС
В 1937 году на Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков: 6Н12, 6Н13П, 6Н82, 6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков: 6Т12-1, 6Т13-1, 6Т82-1, 6Т83-1 и ГФ2171.
6Р12 вертикальный консольно-фрезерный станок. Назначение, область применения
Консольно-фрезерный станок с вертикальным пинольным шпинделем имеет крестово перемещающийся в горизонтальной плоскости стол, который смонтирован на вертикально перемещающейся по направляющим стойки консоли.
Станок 6Р12 отличается от станка 6Р13 установленной мощностью двигателей главного движения и подач, размерами рабочей поверхности стола и величинами перемещения стола. Быстроходные станки 6Р12Б имеют, в отличие от станков 6Р12, повышенный диапазон чисел оборотов шпинделя и подач стола и повышенную мощность двигателя главного движения.
Консольно-фрезерный вертикальный cтанок 6Р12 предназначен для обработки всевозможных деталей из стали, чугуна, труднообрабатываемых и цветных металлов, главным образом торцовыми и концевыми фрезами. На станках можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, криволинейные поверхности.
Для обработки криволинейных поверхностей станок оснащен специальным копировальным устройством. Обработка криволинейных поверхностей производится по копирам, контур которых ощупывается наконечником электроконтактного датчика перемещения стола.
СОЖ подается двигателем центробежного вертикального насоса по трубопроводам через сопло к инструменту.
Поворотная шпиндельная головка станков оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола. Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
Станки применяются в единичном и серийном производстве.
Класс точности станков Н по ГОСТ 8—77.
Российские и зарубежные аналоги станка 6Р12
FSS315, FSS350MR, (FSS450MR) – 315 х 1250 (400 х 1250) – производитель Гомельский станкостроительный завод
ВМ127М – (400 х 1600) – производитель Воткинский машиностроительный завод ГПО, ФГУП
6Д12, 6К12 – 320 х 1250 – производитель Дмитровский завод фрезерных станков ДЗФС
X5032, X5040 – 320 х 1320 – производитель Shandong Weida Heavy Industries, Китай
FV321M, (FV401) – 320 х 1350 (400 х 1600) – производитель Arsenal J.S.Co. – Kazanlak, Арсенал АД, Болгария
Посадочные и присоединительные базы фрезерного станка 6Р12Б
Посадочные и присоединительные базы фрезерного станка 6р12Б
6Р12 Общий вид вертикального консольно-фрезерного станка
Фото вертикального консольно-фрезерного станка 6р12
6Р12 Расположение составных частей консольно-фрезерного станка
Расположение составных частей фрезерного станка 6р12
Перечень составных частей консольно-фрезерного станка 6Р12
- Станина – 6Р12-1
- Поворотная головка – 6Р12-31
- Коробка скоростей – 6М12П-3
- Коробка подач – 6Р82-4
- Коробка переключения – 6Р82-5
- Консоль – 6Р12-6
- Стол и салазки – 6Р82Г-7
- Электрооборудование – 6Р12-8
Расположение органов управления консольно-фрезерным станком 6Р12
Расположение органов управления консольно-фрезерным станком 6Р12
Перечень органов управления консольно-фрезерным станком 6Р12
- Кнопка „Стоп” (дублирующая)
- Кнопка „Пуск шпинделя” (дублирующая)
- Стрелка-указатель скоростей шпинделя
- Указатель скоростей шпинделя
- Кнопка „Быстро стол” (дублирующая)
- Кнопка „Импульс шпинделя”
- Переключатель освещения
- Поворот головки
- Зажим гильзы шпинделя
- Звездочка механизма автоматического цикла
- Рукоятка включения продольных перемещений стола
- Зажимы стола
- Маховичок ручного продольного перемещения стола
- Кнопка „Быстро стол”
- Кнопка „Пуск шпинделя”
- Кнопка „Стоп”
- Переключатель ручного или автоматического управления продольным перемещением стола
- Маховик ручных поперечных перемещений стола
- Лимб механизма поперечных перемещений стола
- Кольцо-нониус
- Рукоятка ручного вертикального перемещения стола
- Кнопка фиксации грибка переключения подач
- Грибок переключения подач
- Указатель подач стола
- Стрелка-указатель подач стола
- Рукоятка включения поперечной и вертикальной подач стола
- Зажим салазок на направляющих консоли
- Рукоятка включения продольных перемещений стола (дублирующая)
- Рукоятка включения поперечной и вертикальной подач стола (дублирующая)
- Маховичок ручного продольного перемещения стола (дублирующая)
- Переключатель направления вращения шпинделя „влево-вправо”
- Переключатель насоса охлаждения „включено выключено”
- Переключатель ввода „включено-выключено”
- Рукоятка переключения скоростей шпинделя
- Переключатель автоматического или ручного управления и работы круглого стола
- Зажим консоли на станине
- Маховичок выдвижения гильзы шпинделя
- Зажим головки на станине
Схема кинематическая консольно-фрезерного станка 6Р12
Кинематическая схема консольно-фрезерного станка 6р12
Кинематическая схема приведена для понимания связей и взаимодействия основных элементов станка. На выносках проставлены числа зубьев (г) шестерен (звездочкой обозначено число заходов червяка).
Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. Посредством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее при включении соответствующей кулачковой муфты к винтам продольного, поперечного и вертикального перемещений.
Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения.
Графики, поясняющие структуру механизма подач станка, приведены на рис. 6 и 7. Для станков моделей 6Р12Б (рис. 7) вертикальные подачи в 3 раза меньше продольных.
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка.
Станина жестко закреплена на основании и фиксирована штифтами.
Поворотная головка консольно-фрезерного станка 6Р12
Чертеж поворотной головки консольно-фрезерного станка 6р12
Поворотная головка (рис. 8) центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в 1-разный паз фланца станины.
Шпиндель представляет собой двухопорный вал, смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется подшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 5 и подтягиванием гайки.
Регулировку проводят в следующем порядке:
- выдвигается гильза шпинделя;
- демонтируется фланец 6;
- снимаются полукольца;
- с правой стороны корпуса головки вывертывается резьбовая пробка;
- через отверстие отвертыванием винта 2 расконтривается гайка 1;
- стальным стержнем гайка 1 застопоривается. Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника. После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов. При работе в течение часа нагрев подшипников не должен превышать 60° С;
- замеряется величина зазора между подшипником и буртом шпинделя, после чего полукольца 5 подшлифовываются на необходимую величину;
- полукольца устанавливаются на место и закрепляются;
- привертывается фланец 6.
Для устранения радиального люфта в 0,01 мм полукольца необходимо подшлифовать примерно на 0,12 мм.
Вращение шпинделю передается от коробки скоростей через пару конических и пару цилиндрических зубчатых колес, смонтированных в головке.
Смазка подшипников и шестерен поворотной головки осуществляется от насоса станины, а смазка подшипников шпинделя и механизма перемещения гильзы — шприцеванием.
Коробка скоростей смонтирована непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 0,5—0,7 мм.
Осмотр коробки скоростей можно произвести через окно с правой стороны.
Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 9), приводимого в действие эксцентриком. Производительность насоса около 2 л/мин. Масло к насосу подводится через фильтр. От насоса масло поступает к маслораспределителю, от которого по медной трубке отводится на глазок контроля работы насоса и по гибкому шлангу в поворотную головку. Элементы коробки скоростей смазываются разбрызгиванием масла, поступающего из отверстий трубки маслораспределителя, расположенного над коробкой скоростей.
Коробка переключения скоростей позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Рейка 19 (рис. 10), передвигаемая рукояткой переключения 18, посредством сектора 15 через вилку 22 (рис. 11) перемещает в осевом направлении главный валик 29 с диском переключения 21.
Диск переключения можно поворачивать указателем скоростей 23 через конические шестерни 28 и 30. Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 31 и 33.
Рейки попарно зацепляются с зубчатым колесом 32. На одной из каждой пары реек крепится вилка переключения. При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек.
При этом вилки в конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткого упора шестерен при переключении штифты 20 реек подпружинены.
Фиксация лимба при выборе скорости обеспечивается шариком 27, заскакивающим в паз звездочки 24.
Регулирование пружины 25 производится пробкой 26 с учетом четкой фиксации лимба и нормального усилия при его повороте.
Рукоятка 18 (см. рис. 10) во включенном положении удерживается за счет пружины 17 и шарика 16. При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, указанным на указателе, достигается определенным положением конических колес по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мин и диска с вилками в положение скорости 31,5 об/мин (для станков моделей 6Р12Б соответствующая скорость равна 50 об/мин). Зазор в зацеплении конической пары не должен быть больше 0,2 мм, так как диск за счет этого может повернуться до 1 мм.
Смазка коробки переключения осуществляется от системы смазки коробки скоростей разбрызгиванием масла.
Коробка подач фрезерного станка 6Р12, 6Р12Б
Фото коробки подач консольно-фрезерного станка 6р12
Схема электрическая принципиальная фрезерного станка 6Р12
Схема электрическая принципиальная фрезерного станка 6р12
- * – только для станков 6Р82Ш, 6Р83Ш
- ** – в электросхему механизма зажима инструмента
- *** – только для станков 6Р13Б
Электрооборудование станка 6Р12
Питающая сеть: Напряжение 380 В, род тока переменный, частота 50 Гц
Цепи управления: Напряжение 110 В, род тока переменный
Цепи управления: Напряжение 65 В, род тока постоянный
Местное освещение: напряжение 24 В.
Номинальный ток (сумма номинальных токов одновременно работающих электродвигателей) 20 А.
Номинальный ток защитного аппарата (предохранителей, автоматического выключателя) в пункте питания электроэнергией 63 А.
Электрооборудование выполнено по следующим документам: принципиальной схеме 6Р13.8.000Э3. схеме соединения изделия Р13.8.000Э4.
Консольно-фрезерный станок 6Р12. Видеоролик.
Технические характеристики консольного фрезерного станка 6Р12
| Наименование параметра | 6Н12 | 6М12 | 6Р12 | 6Т12 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности по ГОСТ 8-71 и ГОСТ 8-82 | Н | Н | Н | Н |
| Размеры поверхности стола, мм | 1250 х 320 | 1250 х 320 | 1250 х 320 | 1250 х 320 |
| Наибольшая масса обрабатываемой детали, кг | 250 | 250 | 400 | |
| Расстояние от торца шпинделя до стола, мм | 30..400 | 30..400 | 30..450 | 30..450 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 350 | 350 | 350 | 380 |
| Рабочий стол | ||||
| Наибольший продольный ход стола от руки (по оси X), мм | 700 | 700 | 800 | 800 |
| Наибольший поперечный ход стола от руки (по оси Y), мм | 240/ 260 | 240/ 260 | 250 | 320 |
| Наибольший вертикальный ход стола от руки (по оси Z), мм | 370 | 370 | 420 | 420 |
| Пределы продольных подач стола (X), мм/мин | 40..2000 | 12..1250 | 12,5..1600 | 12,5..1600 |
| Пределы поперечных подач стола (Y), мм/мин | 27..1330 | 12..1250 | 12,5..1600 | 12,5..1600 |
| Пределы вертикальных подач стола (Z), мм/мин | 13..665 | 8,3..416,6 | 4,1..530 | 4,1..530 |
| Количество подач продольных/ поперечных/ вертикальных | 18 | 18 | 22 | 22 |
| Скорость быстрых продольных перемещений стола (по оси X), м/мин | 4 | 3 | 4 | 4 |
| Скорость быстрых поперечных перемещений стола (по оси Y), м/мин | 4 | 3 | 4 | 4 |
| Скорость быстрых вертикальных перемещений стола (по оси Z), м/мин | 1 | 1 | 1,330 | 1,330 |
| Шпиндель | ||||
| Частота вращения шпинделя, об/мин | 63..3150 | 31,5..1600 | 40..2000 | 31,5..1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 | 18 |
| Перемещение пиноли шпинделя, мм | 70 | 70 | 70 | 70 |
| Конус фрезерного шпинделя | №3 | №3 | №3 | №3 |
| Конец шпинделя ГОСТ 24644-81, ряд 4, исполнение 6 | 50 | |||
| Отверстие фрезерного шпинделя, мм | 29 | 29 | 29 | |
| Поворот шпиндельной головки вправо и влево, град | ±45 | ±45 | ±45 | ±45 |
| Механика станка | ||||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка раздельного включения подач | Есть | Есть | Есть | Есть |
| Торможение шпинделя | Есть | Есть | Есть | Есть |
| Предохранительная муфта от перегрузок | Есть | Есть | Есть | Есть |
| Автоматическая прерывистая подача | Есть | Есть | Есть | Есть |
| Электрооборудование, привод | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 4 |
| Электродвигатель привода главного движения, кВт | 7 | 7,5 | 7,5 | 7,5 |
| Электродвигатель привода подач, кВт | 1,7 | 2,2 | 2,2 | 3,0 |
| Электродвигатель зажима инструмента, кВт | – | – | – | 0,25 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 | 0,12 | 0,12 | 0,12 |
| Суммарная мощность всех электродвигателей, кВт | 9,825 | 9,825 | 1,87 | |
| Габарит и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1745 х 2260 х 2000 | 2395 х 1745 х 2000 | 2305 х 1950 х 2020 | 2280 х 1965 х 2265 |
| Масса станка, кг | 3000 | 3000 | 3120 | 3250 |
6Р12, 6Р12Б Паспорт консольно-фрезерного станка, (djvu) 1,2 Мб, Скачать
Вертикально-Фрезерный станок 6Р12 предназначен для выполнения разнообразных фрезерных, сверлильных и расточных работ при обработке деталей любой формы из стали, чугуна, цветных металлов, их сплавов и других материалов.
Поворотная шпиндельная головка станков оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола.
Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
Конструктивные особенности:
Технологические особенности:
Технические характеристики вертикально-фрезерного станка 6Р12
Технические характеристики (основные параметры и размеры согласно ГОСТ 165-65). Ниже приведена таблица содержащая технические характеристика вертикально-фрезерного станка 6Р12. Чтобы посмотреть все технические характеристики станка можно в паспорте станка 6Р12 ссылка на который находится ниже.
Сведения о производителе фрезерного станка модели 6Р12, особенности, описание. Основные технические характеристики, узлы управления и электросхема.
Фрезерный станок модели 6Р12 представляет собой устройство, широко распространенное в машиностроительной области производства. Использовался он часто во времена Советского Союза — практически каждый завод оснащался прибором. Используется в основном для обработки деталей малых и средних размеров. Сфера применения огромная, так как заслужено пользуется уважением не только многофункциональность, но и надежность работы устройства.
Сведения о производителе вертикально-фрезерного станка 6Р12
Производился станок на Горьковском заводе. Это государственное учреждение известно во всем мире, так как именно с его конвейера сходили лучшие виды оборудования для промышленных целей. Основан завод был в 31 году прошлого столетия, и уже через год он стал выпускать модели техники, предназначенные для работы с металлорежущими конструкциями.
Конкретно серия Р начала выходить в 1972 года. В этом же году появились модификации 6Р12, а вслед за ними и усовершенствованные 6Р12Б. Несколько лет спустя оборудование стало выпускаться с более унифицированной сферой использования — такие станки входили в серию М.
Сейчас Горьковский завод уже не занимается производством оборудования, но вместе с тем, разработанные его сотрудниками устройства можно приобрети в Российской Федерации С 2007 года большую часть приборов поставляет на иностранный и отечественный рынок так называемый Станочный Парк. Занимается выпуском классических и модификационных вариантов консольно-фрезерного типа.
Область применения
Станок 6Р12 относится к фрезерному типу, он используется для элементов небольшого размера. Отлично подходят из чугуна или стали, различных цветных металлов. При этом возможно использование труднообрабатываемых металлов — в этот основное преимущество станка.
Допустима обработка не только различных вертикальных и горизонтальных плоскостей, но и наклонных с любым градусом.
Также при помощи устройства можно работать с округленными или кривыми поверхностями, пазами, углами и рамками. Ограничений нет, но необходимо тщательно следовать инструкции. Например, для работы с кривыми поверхностями используется копиры, для угловых под 45 градусами ручное осевое смещение шпинделя и многое другое.
Основные технические характеристики
Характеристики указаны в листе технической эксплуатации. В частности, это:
- Н класс точности по ГОСТ 8-71 и 8-82;
- габариты стола — 1250 на 320 миллиметров;
- от стола до торца — до 450 миллиметров;
- по вертикали станины — 350 миллиметров;
- максимальный вес обрабатываемого элемента — до 250 грамм.
Размеры рабочего стола по оси Х не превышают 800, по У 250, а по Z 420 миллиметров. Скорость направляющих соответственно составляет 4, 4 и 1,33 метра в секунду.
Скорость работы определяет сферу использования и эффективность работы станка. Поэтому особое внимание при планировании конструкции было уделено характеристикам шпинделя. В частности, параметры следующие:
- частота вращения — от 40 до 2 тысяч оборотом в минуту;
- число скоростей — 18;
- отверстие — 29 миллиметров;
- пиноль — 70 миллиметров сдвиг;
- максимальный угол поворота — 45 градусов.
Прибор оснащен различными механическими девайсами. Установлены для облечения работы сотрудника:
- блокировки подач;
- упоры подач;
- предохранительные муфты;
- блокировки включения передач независимо друг от друга;
- возможность резкой подачи.
Установлено три электродвигателя в станке, при этом кВт в первом 7,5, а в приводе передач — 2,2. Общий показатель мощностей составляет 9,8 кВт.
В сравнении с другими моделями оборудования 6Р12 довольно габаритный и массивный инструмент. Его масса составляет 3120 килограмм, но производитель допускает, что она может быть несколько увеличена. Длина составляет 23,05, ширина — 19,50 а высота 20,20 сантиметров.
Общий вид вертикального консольно-фрезерного станка
Станок вертикального типа, то есть так расположен пинольный шпиндель. Он находится внутри перемещающейся таким образом стойки. В наличии необходимые устройства и инструментарий, позволяющие обрабатывать практически любые поверхности. Обратить внимание следует изначально на то, что при работе с кривыми поверхностями будет использоваться контур по копирам, который возможно выполнять наконечником датчика.
Через соплю подается СОЖ, используется специальный трубопровод. Есть механизм осевого перемещения самостоятельно — можно выпускать детали под 45 градусами. Используется в конструкции и синтетические варианты из очень твердых материалов, так как приводы мощные, станок имеет высокие показатели мощности. Оборудование можно встретить чаще на больших производственных мощностях, но не возбраняется их применение и при единичном производстве.
Расположение составных частей
Паспорт изделия содержит информацию о расположении составных узлов. Представлены они станиной, коробками передач и скоростей. Установлена головка поворота и переключения. Также есть управление, детально которое описано ниже в статье. Для удобства специалиста есть салазки и стол.
Расположение и перечень органов управления
Расположение управляющих систем описано в схеме, которая также идет совместно с инструкцией. Безусловно, эту информацию следует изучить специалисту, так как без этого опасно не только заниматься плановым осмотром и в случае необходимости ремонтом, но и выполнять привычные обязанности, связанные со станком. Представленные кнопки:
- Стоп;
- Пуск;
- Быстрый стоп;
- Импульсная;
- Фиксация грибка;
- Изменение положения головки.
Есть дублирующие кнопки, необходимые для работы в аварийном режиме. Указатели представлены Скоростью, Поворотом, Зажимом стола и шпинделя. Есть различные рукоятки, в частности:
- включающийся перемещения продольные;
- включающиеся перемещения поперечные;
- вертикальная;
- зажим салазок;
- переключение скоростей;
- дублирующие основные рукоятки.
Маховики есть ручных поперечных и продольных перемещений и дубликаты их. Переключатели ручного и автоматического управления, дополнительно установлены зажимы консоли и головки на базовой части аппарата.
Кинематическая схема
Изначально движение подается от электрического двигателя через муфту. От последней начинает двигаться шпиндель при помощи трех блоков с зубцами. Указано в паспорте изделия, что всего допустимо 18 скоростей, которые передаются от коробки шпинделю. В консоли двигатель, который и определяет передачу вращения. Через муфту перемещается далее в консоль.
Влияют на скорость передачи фрикционы хода около двигателя. На станке 6Р12 невозможно включить сразу несколько скоростей, тем самым обеспечивается надежность устройства и специалистов, которые с ним работают. Закрепляющим кинематическую систему элементом служит стандартно станина.
Коробка подач фрезерного станка 6Р12
Коробка подач представляет собой базовый механизм, отвечающий на выбор скорости и передачу ее необходимому механизму. Тип коробки подач 6Р82. Привод подач начинается от электрического двигателя. Он непосредственно на консоли. Подач всего 18 в данном аппарате и получаются они через предохранительную муфты. Влияет на ход выбор винта вертикального, продольного или поперечного типа.
Схема электрическая принципиальная
Схема прибора сложна. Состоит из нескольких блоков управления. Первый на шпинделе, что легко увидеть на принципиальной схеме устройства, идущем в комплекте. Вторая выводится перед столом.
Электрооборудование
Прибор используется от питающей сети 380 В с частотой переменного тока 50 Герц. Управляющие системы постоянным током 65 В, с переменным 110 В. Значения показательные равны 20 Амперам, при этом 63 Ампер в пункте питания. Местное освещение потребуется 24 В.
Российские и зарубежные аналоги станка
Полного аналога станка не присутствует, но есть схожие по выполняемым задачам. К числу таких относят JTM-949TS, FV 251M, FV 301, FV 321M, FV 361. Точный — Х5032. Схожи модели из единой серии Р.
Рекомендации по эксплуатации
Эксплуатация происходит по регулирующим нормативам. Обратить внимание следует на частые поломки:
- нагрев и сильный шум — проблемы с электрической схемой;
- звук в подшипниках — эксплуатация при отсутствии смазки;
- медлительность коробки скоростей — изнашивание шестерен.
Популярность станка в том, что опытный мастер решит проблемы самостоятельно. Ремонтируют с заменой изношенных деталей.
Фрезерный станок 6П12 электрическая схема. Технические характеристики универсального станка
Станок фрезерный вертикальный 6Р12Б предназначен для выполнения различных фрезерных, сверлильных и расточных работ при обработке деталей любой формы из стали, чугуна, цветных металлов, их сплавов и других материалов.
Поворотная шпиндельная головка станков оснащена механизмом ручного осевого перемещения втулки шпинделя, что позволяет обрабатывать отверстия, ось которых расположена под углом до ± 45 ° к рабочей поверхности станка. Таблица.
Мощность приводов и высокая жесткость станков позволяют использовать фрезы из быстрорежущей стали, а также инструменты, оснащенные пластинами из твердых и сверхтвердых синтетических материалов.
Станок 6Р12Б отличается от станка 6Р12 тем, что он высокоскоростной, имеет увеличенный диапазон скоростей вращения шпинделя и подачи стола, а также оснащен мощным двигателем шпинделя.
Особенности конструкции:
- резцедержатель механизированный в шпинделе;
- механизм пропорционального замедления подачи;
- устройство для периодической регулировки размера зазора в винтовой паре продольной подачи;
- предохранительная муфта перегрузки;
- торможение горизонтального шпинделя при остановке электромагнитной муфтой;
- устройство защиты от летящей стружки.
- различных автоматических рабочих циклов;
- широкий диапазон скоростей шпинделя и подачи стола;
- высокая мощность привода;
- высокая жесткость;
- надежность и долговечность.
Технологические особенности:
Технические характеристики вертикально-фрезерного станка 6Р12Б
Технические характеристики (основные параметры и размеры по ГОСТ 165-65). Ниже представлена таблица, содержащая технические характеристики вертикально-фрезерного станка 6Р12Б.Ознакомиться со всеми техническими характеристиками станка можно в паспорте станка 6Р12Б, ссылка на который находится ниже.
| Название параметра | Шт. | Количество |
| Класс точности по ГОСТ 8-71 | | |
| Длина рабочей поверхности стола | ||
| Ширина рабочей поверхности стола | ||
| Количество Т-образных пазов | ||
| Наибольшее продольное перемещение стола | ||
| Наибольшее поперечное перемещение стола | ||
| Наибольшее вертикальное перемещение стола | 410 | |
| Наименьшее и наибольшее расстояние от конца шпинделя до стола | мм | |
| Расстояние от оси шпинделя до вертикальных направляющих станины | мм | |
| Перемещение стола на одно деление конечности (продольное, поперечное, вертикальное) | мм | |
| Перемещение стола на один оборот циферблата (продольный, поперечный и вертикальный) | мм | |
| Наибольший вес заготовки | кг | |
| Наибольшее осевое перемещение пиноли шпинделя | мм | |
| Перемещение пиноли на один оборот циферблата | мм | |
| Переместите перо на одно деление циферблата | мм | |
| Наибольший угол поворота шпиндельной головки | град | |
| Цена одного деления вращения шпиндельной головки | град | |
| Мощность главного привода | кВтч | |
| Скорость главного привода | об / мин | |
| Мощность привода подачи | кВтч | |
| Частота вращения приводов подачи | об / мин | |
| Длина станка | мм | |
| Ширина машины | мм | |
| Высота машины | мм | |
| Вес станка | т |
Внимание! Эти технические данные могут отличаться в зависимости от года выпуска машины.Полная стоимость ходов, указанная в характеристиках, может быть использована только при отсутствии деталей и устройств, ограничивающих движение стола, салазок или консоли.
Техническое описание вертикально-фрезерного станка 6Р12Б
Техническое описание вертикального фрезерного станка 6R12B содержит информацию, необходимую как обслуживающему персоналу этого станка, так и сотруднику, непосредственно связанному с работой на этом станке. Это руководство представляет собой электронную версию в формате PDF, оригинальную бумажную версию, в которой отсутствуют некоторые главы.
- Назначение и область применения вертикально-фрезерного станка 6Р12Б
- Состав станка
- Устройство и работа станка и его узлов
- Система смазки станка 6R12B
Скачать бесплатно «Техническое описание вертикально-фрезерного станка 6Р12Б» в хорошем качестве можно по ссылке ниже:
Техническое описание вертикально-фрезерного станка 6Р12Б. Бесплатно скачать
Инструкция по эксплуатации вертикально-сверлильного станка 6Р12Б
Руководство по эксплуатации вертикального фрезерного станка 6R12B содержит информацию, необходимую как для обслуживающего персонала этого станка, так и для сотрудников, непосредственно связанных с работой на этом станке.Это руководство представляет собой электронную версию в формате PDF, оригинальную бумажную версию, в которой отсутствуют некоторые главы.
- Правила техники безопасности
- Порядок установки
- Наладка, пуско-наладка и режимы работы
- Охлаждение инструмента
- Постановление
- Схема расположения подшипников
Бесплатно скачать «Инструкцию по эксплуатации вертикально-фрезерного станка 6Р12Б» в хорошем качестве можно по ссылке ниже:
Инструкция по эксплуатации вертикально-фрезерного станка 6Р12Б.Бесплатно скачать
Паспорт станка вертикально-сверлильного типа 6Р12Б
Паспорт вертикально-фрезерного станка 6Р12Б содержит информацию, необходимую как обслуживающему персоналу этого станка, так и сотруднику, непосредственно связанному с работой на этом станке. Это руководство представляет собой электронную версию в формате PDF, оригинальную бумажную версию, в которой отсутствуют некоторые главы.
- Общая информация
- Основные технические данные и характеристики
- Детали для ремонта
- Информация об изменениях в станке
- В комплекте
- Гарантия
Бесплатно скачать «Паспорт вертикально-фрезерного станка 6Р12Б» в хорошем качестве можно по ссылке ниже:
Паспорт вертикально-фрезерного станка 6Р12Б.Бесплатно скачать
Электрическая схема вертикально-фрезерного станка 6Р12Б
Принципиальная электрическая схема вертикально-фрезерного станка 6Р12Б представлена на следующем рисунке:
Скачать бесплатно принципиальную схему вертикально-фрезерного станка 6Р12Б с техническими характеристиками и в отличном качестве можно по ссылке ниже:«Электрическая схема вертикально-фрезерного станка 6Р12Б». Превосходное качество. Скачать.
Руководство по эксплуатации электрооборудования станка 6Р12Б
В данном руководстве представлена информация о работе электрооборудования вертикально-фрезерного станка 6Р12Б.Содержит описание электрооборудования станка 6Р12Б, принципиальную электрическую схему, схему подключения, схему расположения электрооборудования на станке и др.
Вы можете скачать «Руководство по эксплуатации электрооборудования вертикально-фрезерного станка 6Р12Б» в хорошем разрешении и качестве по ссылке ниже:
«Руководство по эксплуатации электрооборудования вертикально-сверлильного станка 6Р12Б». Бесплатная загрузка.
Кинематическая схема вертикально-фрезерного станка 6Р12Б
Кинематическая схема вертикально-фрезерного станка представлена на следующих рисунках:
Скачать кинематическую схему вертикально-фрезерного станка 6Р12Б в отличном разрешении и качестве можно по ссылке ниже:
«Кинематическая схема вертикально-фрезерного станка 6Р12Б».Превосходное качество. Бесплатная загрузка.
Более подробную информацию о «Станке 6Р12Б» вы можете просмотреть, перейдя по ссылке ниже:
Подробная информация Категория: Фрезерные станки Вертикальные консольно-фрезерные станки общего назначения 6Р12, 6Р12Б, 6Р13, 6Р13Б.
Машины похожи по конструкции, широко унифицированы и являются дальнейшим усовершенствованием аналогичных машин серии М.
Станок 6П12 отличается от станка 6П13 установленной мощностью двигателей главного движения и подачи, размером рабочей поверхности стола и величиной перемещения стола.
Высокоскоростные станки 6Р12Б и 6Р13Б имеют, в отличие от станков 6П12 и 6Р13, увеличенный диапазон скоростей вращения шпинделя и подач стола для увеличения мощности двигателя главного движения.
Кинематическая схема
Основное движение приводится электродвигателем с фланцевым соединением через упругую муфту.
Скорость шпинделя изменяется перемещением трех зубчатых передач вдоль шлицевых валов.
Коробка передач дает шпинделю 18 различных скоростей.
Графики числа оборотов шпинделя станка, поясняющие устройство механизма, основного движения, показаны на рис.4 и 5.
Подача приводится в действие электродвигателем с фланцем, установленным в консоли. Коробка подачи с помощью двух трехкоронок и подвижной шестерни с кулачковой муфтой обеспечивает 18 различных подач, которые через шаровой предохранитель передаются на консоль, а затем, при включении соответствующей кулачковой муфты, на винты для продольного, поперечного и вертикального перемещения. быстроходная муфта, вращение которой осуществляется через промежуточные шестерни непосредственно от двигателя подачи.
Муфта сцеплена с муфтой рабочей подачи, что исключает возможность их одновременного включения.
Графики, поясняющие устройство механизма подачи машины, показаны на рис. 6 и 7. Вертикальная подача в 3 раза меньше продольной и поперечной подачи.
Станина
Станина – это базовый узел, на котором монтируются остальные узлы и механизмы станка.
Кровать жестко фиксируется на основании и фиксируется шпильками.
Поворотная головка
Поворотная головка (рис. 8) центрируется в кольцевой канавке шейки станины и крепится к ней четырьмя болтами, входящими в Т-образный паз фланца станины (болты затягиваются специальным ключом 6П12.0П. 40 на станках 6П12.6Р12Б и специальный ключ 6П 13.0П .40 на станках 6П13, 6Р13Б).
Шпиндель – двухопорный вал. установлен в скользящей втулке. Регулировка осевого люфта в шпинделе осуществляется полушлифованием колец 3 и 4.Повышенный люфт в переднем подшипнике устраняется шлифовкой полуколец 5 и затяжкой гайки.
Регулировка выполняется в следующем порядке:
Втулка шпинделя выдвинута;
Фланец 6 демонтирован;
Полукольца сняты;
Резьбовая пробка вывернута с правой стороны корпуса головки;
Гайка 1 разблокируется через отверстие путем откручивания винта 2;
Гайка 1 фиксируется стальным стержнем.Поворачивая шпиндель с помощью трещотки, гайка затягивается, и это перемещает внутреннее кольцо подшипника.
После проверки люфта в подшипнике шпиндель обкатывается на максимальное количество оборотов. При работе в течение часа превышение внутренней поверхности конуса инструмента не должно превышать 55 ° С:
Размер измеряется зазор между подшипником и буртиком шпинделя, после чего полукольца 5 шлифуются до необходимого размера;
Полукольца установлены на место и закреплены;
Фланец 6 навинчивается.Чтобы исключить радиальный люфт в 10 мкм, полукольца необходимо отшлифовать примерно на 120 мкм.
Коробка передач
Коробка передач монтируется непосредственно в корпусе рамы. Соединение коробки с валом двигателя осуществляется упругой муфтой, допускающей перекосы в двигательной установке до 500-700 мкм.
Коробку передач можно осмотреть через окно с правой стороны.
Смазка коробки передач осуществляется от плунжерного насоса (рис.9), управляемый эксцентриком. Производительность насоса ок. 2 л / мин. Масло в насос подается через фильтр. От насоса масло поступает в распределитель масла, из которого по трубопроводу выходит к проушине управления насосом и по гибкому шлангу – к поворотной головке. Смазка элементов коробки передач осуществляется за счет разбрызгивания масла, поступающего из отверстий в трубке распределителя масла, расположенной над коробкой передач.
Коробка передач
Коробка передач позволяет выбрать необходимую скорость без последовательного прохождения промежуточных ступеней.
Стойка 1 (фиг. 10), перемещаемая рукояткой переключения 5, посредством сектора 2 через вилку 10 (фиг. 11) перемещает главный вал 3 с переключающим диском в осевом направлении. 9.
Переключающий диск поворачивается указателем скорости 11 через конические шестерни 2 и 4. Диск имеет несколько рядов отверстий определенного размера, расположенных напротив штифтов реек 5 и 7,
Рейки попарно зацепляется с зубчатым колесом 6. На одной из пар стоек закреплена вилка переключения. Когда диск перемещается путем нажатия на штифт одной из пары, стойки совершают возвратно-поступательное движение.
В этом случае вилки и конец хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Чтобы исключить возможность жесткой остановки шестерен при переключении, пальцы 8 стоек подпружинены.
Фиксация циферблата при выборе скорости обеспечивается прыжком шарика 1 в паз звездочки 12.
Регулировка пружины 13 производится заглушкой 14 с учетом четкой фиксации циферблата и фиксатора. нормальная сила при повороте.
Ручка 5 (см. Рис. 10) в закрытом положении удерживается пружиной 4 и шариком 3. В этом случае шип ручки входит в паз фланца.
Соответствие скоростей указанным на индикаторе значениям достигается определенным «зацеплением» конических шестерен. Правильное зацепление устанавливается стержнями на концах сопрягаемого зуба и полости или установкой стрелки в положение скорости 31,5 об / мин, а диска с вилками в положение скорости 31.5 об / мин (для моделей машин 6R12B и 6R13B соответствующая частота вращения составляет 50 об / мин мин). Зазор в зацеплении конической пары не должен быть более 0,2 мм. так как диск может вращаться на 1 мм.
Коробка передач
Коробка подачи обеспечивает рабочие подачи и быстрые движения стола, салазок и консоли. Кинематику коробки подачи см. Рис. 3.
Скорость вращения, полученная в результате переключения блоков, передается на выходной вал 12 (рис.12) через шариковую предохранительную муфту, кулачковую муфту 4 и втулку 3, соединенные шпонкой с кулачковой муфтой 4 и выходным валом 12.
При перегрузке механизма подачи шарики контактируют с отверстиями кулачка. втулка 2 сжимает пружины и выходит из контакта. В этом случае зубчатое колесо 17 проскальзывает относительно кулачковой втулки 2 и рабочая подача прекращается. Быстрое вращение передается от электродвигателя, минуя коробку подачи, на шестерню 13, которая находится на хвостовике корпуса 9 сцепления и, таким образом, имеет постоянное количество оборотов.При сборке необходимо проверить затяжку гайки 11. Корпус фрикционной муфты должен свободно вращаться между шестерней 10 и упорным подшипником.
Диски сцепления соединены через один с корпусом сцепления, который постоянно вращается, и с втулкой 15, которая, в свою очередь, соединена шпонкой с выходным валом 12.
Когда кулачковая муфта 4 толкает торец втулки 5 а затем на гайку 14 диски 7 и 8 сжимаются и передают быстрое вращение выходному валу 12 и зубчатому колесу 10.
При регулировке предохранительной муфты снимается крышка 2 (рис. 13) и откручивается пробка 1.
На место заглушки вставляется стальной стержень так, чтобы его конец вошел в одно из отверстий на внешней поверхности гайки 18 (см. Рис. 12), которая заблокирована. Плоским стержнем через окошко крышки шестерню 17 проворачивают на зубья. После регулировки гайка должна быть зафиксирована от самопроизвольного ослабления стопором 1.
Консоль
Консоль – это базовый узел, объединяющий узлы цепи подачи станка.Консоль содержит ряд валов и шестерен, которые передают движение от коробки подачи в трех направлениях – на винты продольной, поперечной и вертикальной подачи, механизм высокоскоростной активации и электродвигатель подачи. Блок КОНСОЛЬ также включает в себя механизм включения поперечной и вертикальной подачи.
Зубчатое колесо 8 (рис. 15) получает движение от проушины 10 (см. Рис. 12) и передает его на шестерни 7, 4, 2 и 1 (см. Рис. 15). Шестерня 4 установлена на подшипнике и может передавать движение на вал только через кулачковую муфту 6, соединенную с валом.Далее через пару цилиндрических и пару конических колес движение передается на винт 16.
Зацепление конической пары 12 и 10 регулируется компенсаторами 14 и 15 и фиксируется винтом, который входит в отверстие в штифте 13.
Втулка 11 имеет технологическое значение и никогда не разбирается.
Вертикальная гайка закреплена на стойке. Колонна устанавливается точно на винт и фиксируется шпильками на основании станка.
Зубчатое колесо 2, установленное на втулке, через шпонку и шлицы постоянно вращает шлицевой вал IX продольной цепи.
Механизм включения поперечной и вертикальной подачи
Механизм включения поперечной и вертикальной подачи выполнен в отдельном корпусе и управляет включением и выключением кулачковых муфт поперечной и вертикальной подачи и электродвигателя подачи.
Когда ручка перемещается вправо или влево, вверх или вниз, барабан 1, связанный с ней (рис. 17), совершает соответствующие движения и контролирует свои скосы через систему рычагов для включения кулачковых муфт, а через штифты – концевые выключатели мгновенного действия, расположенные под механизмом и предназначенные для двигателя обратной подачи.
Штанга 2 соединяет барабан с резервной рукояткой. В его средней части на нем закреплен рычаг, на который действуют кулачки, ограничивающие поперечный ход. В конце звена есть рычаг для ограничения вертикального перемещения. При включении и выключении бокового хода тяга поступательно перемещается, а вертикальный ход вращается.
Замок, предохраняющий маховик и ручку ручных перемещений от включения при включении механической подачи, включает в себя коромысло и штифт 5 (см. Рис. 15).
Когда кулачковая муфта включается рукояткой подачи, коромысло 6 поворачивается при перемещении муфты, перемещает штифт, который упирается в нижнюю часть кулачковой муфты маховика или рукоятки, и отталкивает их, предотвращая кулачки от зацепления.
Если система имеет повышенный люфт, необходимо выдавить заглушку вала VII, разблокировать гайку 3 (см. Рис. 17) и затянуть винт 4. После проверки люфта осторожно затянуть гайку 3.
Стол и салазки
Стол и полозья обеспечивают продольные и поперечные перемещения стола.
Ходовой винт 1 (рис. 20) получает вращение через скользящую шпонку втулки, установленную во втулках 5 и 7. Втулка получает вращение через шлицы от кулачковой муфты 6, когда она входит в зацепление с кулачками кулачка. втулка 5, жестко связанная с конической шестерней 4. Втулка 5 имеет зубчатый венец, с которым зацепляется шестерня привода круглого стола. Кулачковая муфта 6 имеет зубчатое кольцо для вращения винта продольной подачи при движении от маховика. Зубчатое колесо 9 (см. Рис.24) подпружинен на случай попадания зуба в зуб. Зацепление с шестерней 9 возможно только при расцеплении муфты 6 с втулкой 5 (см. Рис. 20). люфт должен осуществляться до тех пор, пока люфт ходового винта, проверяемый поворотом маховика продольного хода, не будет более 4-5 ° и до заклинивания винта на некотором участке, необходимом для рабочего хода при перемещении стола вручную.
После регулировки затяните гайку 1 (см. Рис. 21), зафиксируйте ролик 2 в установленном положении.Стол своими торцами соединяется с ходовым винтом через кронштейны, установка которых осуществляется по фактическому расположению винта, и фиксируется управляющими штифтами. На разных концах винта установлены упорные подшипники, что исключает возможность его коробления. При установке винта предварительный натяг ходового винта обеспечивается гайками с усилием 100-125 кгс.
Зазор в направляющих стола и каретки подбирается клиньями. Регулировка зажима I стола (рис.22) осуществляется с ослабленными гайками 2 и 4 путем затяжки винта 3 отверткой. После проверки регулировки ручным перемещением стола гайки надежно затягиваются.
Электрическая схема
Изготовлением и проектированием фрезерных станков 6Р12 занимался специализированный завод «Завод фрезерного оборудования» г. Нижний Новгород. Установка предназначена для выполнения общего перечня работ, связанных с обработкой изделий из стали, цветных металлов и их сплавов.
Конструктивные особенности станка
Исходя из специфики применения станка 6П12, производитель при проектировании сделал упор на унификацию компонентов и относительно широкую многофункциональность. Применяется для комплектации мелких производственных линий и ремонтных мастерских.
Конструктивно машина представляет собой чугунную станину, на которой установлены все остальные компоненты. Электрическая часть (двигатель, блок управления) расположена в вертикальном ящике. Фрезерная головка имеет поворотный механизм.Для изменения области обработки заготовок рабочий стол может изменять свое положение по горизонтальной и вертикальной осям. Кормление осуществляется с помощью электродвигателя.
Конструктивные особенности и характеристики станка 6П12 указаны в его паспорте и составляют:
- наличие копировального аппарата. Этот механизм позволяет обрабатывать детали по образцу с высокой точностью и максимально быстро;
- Осевое смещение шпиндельной головки.Это позволяет фрезеровать детали под углом до ± 45 °;
- стабильность и достаточно высокая мощность оборудования. Возможна обработка материалов резцами из быстрорежущей стали. Возникающие в результате вибрации будут сведены к минимуму за счет веса машины и распределения компонентов.
Для уменьшения вероятности прилипания стружки к режущему инструменту в конструкции предусмотрен блок охлаждения. С помощью электронасоса в зону обработки подается охлаждающая жидкость, тем самым снижается нагрев поверхности детали и фрезы.Важно только правильно выбрать жидкость, параметры которой описаны в документации.
Рекомендуется использовать дополнительные компоненты для повышения точности канавок. Особенно это касается механизмов фиксации и изменения положения детали на поверхности рабочего стола.
Технические характеристики
Для ознакомления с эксплуатационными и тактико-техническими характеристиками станка 6П12 необходимо подробно изучить паспорт оборудования.Поскольку данная модель относится к разряду профессиональных, работник перед выполнением фрезерования должен пройти инструктаж по технике безопасности, подробно ознакомиться с принципом работы элементов и агрегатов.
Вес станка со всем установленным оборудованием 3120 кг. Его размеры не превышают 228 * 196,5 * 226,5 см. При сравнении с аналогичными моделями видно, что габариты машины больше стандартных. Это необходимо учитывать при выборе места установки.
Основные технические характеристики модели 6П12 указаны в паспорте. Но для выбора правильного режима работы необходимо знать следующие параметры станка:
- габариты рабочего стола – 125 * 32 см;
- Максимально допустимый вес обрабатываемой детали – 250 кг;
- рабочий стол прогресс. В продольном направлении – до 80 см; в поперечном – 25 см;
- максимальное смещение поверхности стола по вертикали – до 42 см;
- номинальная частота вращения шпиндельной головки от 40 до 2000 об / мин;
- количество скоростей шпинделя – 18;
- пиноль шпинделя может менять свое положение на 70 мм;
- количество подач рабочего стола одинаково для всех направлений (продольного, поперечного и вертикального) и составляет 22.
Мощность электродвигателя привода главного шпинделя 7,5 кВт. Для включения быстроходной муфты рабочего стола вертикально-фрезерный станок 6п12 имеет в конструкции специальные шестерни, соединенные с валом силовой установки.
Для смазки поворотной головки шпинделя в конструкции модели 6Р12 предусмотрена специальная система, выполняющая эту функцию в полуавтоматическом режиме. Проведение аналогичных профилактических работ со шпиндельной головкой осуществляется вручную, методом впрыска.
Перед началом работы на станке необходимо изучить паспорт оборудования, его характеристики. В нем представлены технические требования к установке, правила эксплуатации и порядок проведения ремонтно-профилактических работ.
Выбор места установки оборудования определяется его габаритами, массой и характеристиками. В этом случае необходимо учитывать свободное пространство для рабочего, а также установку заготовки на рабочем столе.В последнем случае часто используются специальные подъемные механизмы.
Дополнительно паспорт содержит следующие рекомендации по эксплуатации вертикально-фрезерного станка 6П12:
№- После распаковки необходимо удалить защитный и смазочный слой с поверхности станка. Для этого используются специальные составы;
- , выполняющий процедуру смазки узлов и агрегатов по схеме в паспорте;
- перед началом работ проверяется отсутствие дефектов и правильность настройки оборудования.При этом учитывается, что его фактические показатели эффективности могут отличаться от номинальных из-за длительной эксплуатации;
- После установки фрезы необходимо установить защитный кожух. Входит в стандартную комплектацию;
- по окончании установки станок запускается на холостом ходу без установки заготовки. Проверены все режимы работы.
Ремонтные и профилактические работы проводить в соответствии с ранее составленным графиком.
Краткий видеообзор позволит составить представление о возможностях станка 6П12:
Вертикально-фрезерным станкам 6р12 свойственна универсальность. Автоматы используются не только для изделий из чугуна и стали, но и для деталей из легких сплавов. Механизмы этого типа могут обрабатывать цветные металлы. Для обработки используются следующие виды фрез: цилиндрические, торцевые, радиусные, торцевые. Общее назначение – выполнение различных фрезерных операций.Характеристики агрегата указаны в паспорте.
Характеристики станка
Устройство 6p12 имеет следующие технические характеристики:
- Пиновый механизм 7 см;
- вертикальные подачи от 4,1 до 529 мм / мин;
- поперечный ход стола 250 мм, вертикальный – 420, продольный – 800;
- шпиндель работает с частотой 40-2001 об / мин;
- количество скоростей шпинделя 18;
- 22 порции;
- размер рабочего стола 125 * 31 см;
- допустимый вес заготовки 250 кг;
- скорость от 4.От 1 до 329 метров в минуту;
- Поперечная и продольная подачи в диапазоне от 12,5 до 1601 мм / мин.
Паспорт фрезерного станка содержит сведения о его массе. Вес около 3120 кг.
Конструкция и особенности агрегата
Агрегат состоит из следующих элементов:
- электродвигатель, расположенный внутри вертикального ящика; ,
- – блок управления, расположенный внутри вертикального ящика, наподобие электродвигателя;
- рама из чугуна, на которой крепятся все остальные механизмы;
- фрезерная головка с поворотным механизмом;
- холодильный агрегат с электронасосом.
Рабочий стол самого агрегата может изменять свое положение как по вертикальной, так и по горизонтальной осям. Устройство отличается габаритами, превышающими стандартные габариты станков.
Характеристики устройства описываются следующим образом:
- шпиндельная головка имеет смещение оси, что позволяет мастеру фрезеровать изделия под углом 450;
- наличие в качестве дополнительного элемента копировального механизма, предназначенного для фрезерования деталей по заранее созданному образцу;
- Мощность устройства позволяет обрабатывать детали фрезами, в состав которых входит быстрорежущая сталь.
Схема подключения 6п12
Электродвигатель, входящий в состав вертикально-фрезерного станка 6п12, имеет мощность 7,4 кВт. Мощность двигателя подачи 2,2 кВт. Управление устройством осуществляется в трех режимах:
- кнопочное управление;
- в автомате с продольным перемещением стола;
- в режиме круглого стола.
При кнопочном управлении шпиндель запускается нажатием кнопки пуска.
При нажатии кнопки останова останавливается не только двигатель, но и двигатель подачи.
Автоматическая работа двигателя устройства основана на принципе быстрого приближения, подачи и быстрого отвода.
Режим круглого стола не позволяет мастеру включать какие-либо устройства из-за их блокировки. В этом режиме работают только ускоренный ход и двигатель подачи.
Особенности эксплуатации и ремонта
Перед началом работ необходимо проверить фрезерный станок 6р12 на возможные дефекты его основных элементов. Дополнительно потребуется:
- снятие защитного слоя с блока после распаковки специальным раствором;
- смазка элементов аппарата в соответствии с требованиями паспорта;
- установка защитного ограждения после фиксации фрезы;
- Обязательная проверка устройства на холостом ходу.
Распространенные формы неисправности устройства:
- наличие в подшипнике детонаций, при обнаружении которых необходимо его заменить;
- гудение электродвигателя из-за его перегрева, при обнаружении обмотки необходимо отремонтировать.
Если ремонт обмотки электродвигателя не устранил перегрев и гудение при дальнейшей эксплуатации, то рекомендуется заменить ее на новую.
Двигатель может не вращаться и может издавать сильный гул.Причина кроется в том, что в его фазе пропало напряжение. Проблема решается заменой плавких вставок.
Термоэмиссионные клапаны с платиновым сердечником в трансатлантическом телефонном кабеле
После года интенсивного и растущего трафика подводный телефонный кабель, соединяющий Лондон, Монреаль и Нью-Йорк, стал обычным явлением и вряд ли вызовет дальнейший общественный интерес, пока не выйдет из строя. Что может быть связано с отказом и каковы его наиболее вероятные причины?
В случае поломки потребуется одно из более крупных кабельных судов – вероятно, Monarch – для обнаружения, подъема и замены неисправной секции, а в случае плохой погоды эта операция может стоить 100 000 фунтов стерлингов в виде прямых затрат и потери трафика. доход.Причины выхода из строя, вероятно, сводятся к прямому повреждению кабеля в результате операций траления (экскурсии португальского рыболовного флота у берегов Ньюфаундленда летом 1957 года нанесли серьезный ущерб телеграфным кабелям и, должно быть, приблизились к трансатлантическому кабелю) и электрическим током. поломка компонентов в термоэмиссионных ламповых усилителях или повторителях.
Успех британского повторителя
Эти повторители, расположенные через равные промежутки времени вдоль кабеля, представляют собой комплекс термоэмиссионных клапанов, трансформаторов, резисторов, конденсаторов и т. Д., И каждый компонент имеет свою индивидуальную вероятность отказа.Из-за присущей ему сложности термоэлектронный клапан, вероятно, является самым слабым звеном в цепочке компонентов, и по этой причине он был разработан, испытан и выбран с особой тщательностью. В системе используются два различных типа клапана; американский штаб типа 175, использовавшийся на главном переходе из Шотландии в Ньюфаундленд, и британский тип 6P12, использовавшийся на более коротком участке Ньюфаундленд – Новая Шотландия.
Использование двух разных типов клапанов на маршруте отражает нынешнее формирующееся состояние подводной телефонной связи.При совместном проектировании кабеля было решено использовать американский ретранслятор с клапаном 175 HQ на главном глубоководном переходе, поскольку система имела за плечами около пятнадцати лет солидного опыта разработки по сравнению с примерно пятью годами в случае британской. система.
Британские ретрансляторы, конечно, широко использовались после войны на мелководном континентальном шельфе вокруг Соединенного Королевства, но первый прототип глубоководной системы был заложен только в 1954 году между Шотландией и Норвегией.Несмотря на этот относительный недостаток опыта, британская система имеет определенные неотъемлемые преимущества перед американской в том, что она дает более низкую стоимость канала за милю благодаря более высокопроизводительному клапану и использует параллельные усилители в своих репитерах; то есть отказ клапана или другого компонента приводит к нормальной работе повторителя. Как оказалось, британский ретранслятор оказался успешным и, вероятно, задаст общий образец для будущих систем.
Развитие британского клапана 6P12
По сравнению с американской системой британский репитер примечателен по двум причинам; в нем используются параллельные усилители и используются клапаны с большим наклоном, которые значительно увеличивают частотный охват или пропускную способность трафика.Относительные характеристики двух клапанов показаны в таблице.
Термоэмиссионные клапаны, подходящие для использования в повторителях подводных телефонных кабелей, должны работать в течение многих лет. В новой трансатлантической телефонной кабельной системе участок между Новой Шотландией и Ньюфаундлендом включает ретрансляторы, разработанные Исследовательской станцией почтового отделения Великобритании и построенные вокруг клапана с платиновым сердечником, разработанного там. На рисунке показан подводный ретрансляторный клапан, который сейчас производится Standard Telephones and Cables Ltd.вместе с рентгеновским снимком, чтобы указать на его структуру.
Экономические преимущества клапана British, конечно, не были куплены бесплатно. Прирост был куплен за счет меньшего диаметра проволоки сетки и гораздо меньшего расстояния между электродами внутри конструкции клапана. Оба этих шага приводят к более высокой вероятности отказа из-за внутреннего короткого замыкания, и этой вероятности противодействуют использование параллельных усилителей.
В целом выигрыш кажется вполне реальным, и опыт эксплуатации пока обнадеживает.К настоящему времени клапан типа 6П12 наработал пять миллионов вентильных часов в работающих ретрансляторах подводных лодок, при этом зарегистрирован только один случай механической неисправности. Случайно этот единственный случай не был связан с близкорасположенной структурой и произошел из-за разрушения горячей платиновой соединительной ленты при растяжении. С тех пор натяжение ленты было снято, и проблема, связанная с этой причиной, вряд ли повторится.
Сравнение типов клапанов в трансатлантическом кабеле
| Тип | Взаимная проводимость | Мощность нагревателя катода | Коэффициент производительности * |
|---|---|---|---|
| American 175 HQ | 1.0 мА / вольт | 4,0 Вт | 0,25 |
| Британский 6P12 | 6,0 мА / вольт | 1,5 Вт | 4,00 |
Повторитель телефонного кабеля Atlantic будет проложен из кабеля почтового отделения. Судно-укладчик HMTS «Монарх»
В целом кажется, что раннее британское решение использовать наклонный клапан с экономичной мощностью нагревателя оказалось мудрым.
Срок службы клапана 6P12
Выбор правильного основного типа клапана – относительно простое предложение; вызвать в нем неопределенно долгую электрическую жизнь – это еще одна проблема.
Почтовое отделение признало в 1946 году, что успешное развитие его амбиций в области подводных телефонов полностью зависело от надежного долговечного клапана, и с этой целью в Доллис-Хилл была создана группа Thermionics Group для изучения основных процессов электрической жизни. оксидных катодных клапанов с большим наклоном.Усилия этой группы привели к убеждению, что все изменения электрических характеристик клапанов происходят из-за химических или электрохимических воздействий, происходящих в клапане в микро- или миллимикронном масштабе. Наиболее важной формой изменения для разработчика ретрансляторов является уменьшение взаимной проводимости, и это будет кратко рассмотрено как типичное для разработки клапана 6P12.
Взаимное снижение проводимости в обычных приемных клапанах является результатом двух отдельных и различных химических воздействий, происходящих в самом оксидном катоде.Оба действия являются побочными факторами, никоим образом не важными для основного функционирования катода, и кажется вероятным, что оба могут быть устранены, если доступно достаточное понимание их природы. Первое действие – это рост резистивного пограничного слоя между оксидной матрицей и поддерживающим ее никелевым сердечником. Предполагается, что этот эффект происходит из-за загрязнения кремнием металла никелевого сердечника:
Сопротивление слоя ортосиликата бария возрастает по мере того, как он теряет активатор бария и приближается к собственному состоянию.Эффект сопротивления интерфейса заключается в том, что на клапан воздействует отрицательная обратная связь, что приводит к потере крутизны. Второе вредное действие – потеря электронной эмиссии из оксидного катода за счет прямого разрушения его существенного избыточного металлического бария за счет окислительного действия остаточных газов. Такие газы возникают в результате несовершенной технологии обработки.
Катод с платиновым сердечником
Эти две проблемы решены в клапане 6P12 несколько по-новому.Обычный никелевый сердечник заменяется платиной такой высокой чистоты (99,999%), что возможность заметного увеличения границы раздела фаз из-за примесей не учитывается. Единственный фактор, который следует учитывать, – это появление высокоомных продуктов возможного взаимодействия платины с оксидами щелочноземельных металлов. Серийные испытания в течение 30 000 часов не выявили каких-либо признаков такого действия, и теперь рабочие в Доллис Хилл считают клапан с чистым платиновым сердечником свободным от явления межфазного сопротивления.
Проблема предотвращения газовой дезактивации катода является более сложной, и до сих пор ее масштабы были уменьшены, а не устранены. Теперь понятно, что опасное состояние возникает из-за «газовых генераторов», оставшихся в клапане, а не из-за истинного давления остаточного газа, оставшегося после отсечки от насоса. Эти газогенераторы представляют собой твердые компоненты клапана, которые выделяют непрерывный поток газа в течение длительного периода времени. Скорость выделения газа обычно настолько мала, что ее нельзя обнаружить с помощью измерения обратного тока сетки, но они имеют тенденцию объединять газ путем поглощения на катоде и разрушать его активность.Газогенераторы обычно имеют конечную мощность и, в зависимости, главным образом, от диффузионных явлений, выделяют газ со скоростью, которая со временем падает примерно экспоненциально. Таким образом, вероятность сбоя взаимной проводимости наиболее высока в раннем возрасте и имеет тенденцию к снижению со временем по мере того, как генераторы приходят к истощению.
Поведение группы клапанов с платиновым сердечником, оставшихся с «газовым» генератором в клапанной оболочке
Типичные характеристики срока службы группы клапанов 6P12
Одним из особенно полезных свойств катода с платиновым сердечником является его отсутствие от окисления активной зоны во время газовой атаки, и это дает возможность клапану восстанавливаться после нарушения проводимости, когда газовая атака прошла.График на странице 5 показывает поведение группы из 50 клапанов, которые были намеренно оставлены во владении компонента, способного генерировать монооксид углерода в течение длительного периода, и характерное восстановление оксидного катода с платиновым сердечником при постепенном переходе. типичной газовой атаки.
Одна проблема, которая привлекла большое внимание в Доллис Хилл, – это реальный способ восстановления катода с платиновым сердечником после газовой атаки. Механизм должен включать диссоциацию небольшой части самого оксидного катода с удержанием металлического бария в решетке оксида и выделением кислорода.То, что такой важный механизм действительно существует, было доказано медленным накоплением металлического бария в платиновом ядре. Это накопление принимает форму отличительного сплава бария и платины и происходит только тогда, когда через катод проходит ток. Таким образом, процесс регенерации бария кажется электролитическим по своей природе и, в зависимости только от протекания тока и запаса оксида, может показаться практически неисчерпаемым.
Типичные данные ресурсных испытаний клапана 6P12 с платиновым сердечником показаны на графике выше.Характеристика изображена как среднее значение для группы из 100 образцов и показывает, что взаимная проводимость изменилась примерно на процент за четыре года.
Платиновый сердечник как инструмент исследования катода
В фундаментальных исследованиях природы оксидного катода использование платины в качестве металла сердечника оказалось весьма полезным во многих отношениях, один из которых можно упомянуть в качестве иллюстративного. Платина не образует стабильного оксида при красном нагреве, и это свойство помогло изучить атаку газообразного кислорода на катод из оксида бария-стронция.Было обнаружено, что катод, в отсутствие запутанной химии сердечника, ведет себя относительно просто, теряя свою электронную эмиссию в присутствии газа, но демонстрируя естественную склонность к возобновлению своего полезного активного состояния при восстановлении состояния вакуума. . Постоянная и необратимая потеря излучения катодов с никелевым сердечником под воздействием кислорода, таким образом, связана с окислением металла сердцевины, а не с каким-либо повреждением самой матрицы оксида бария-стронция.
Электрические схемы Часть 2: питание с г-жой.Коробка.
Презентация на тему: «Электрические схемы, часть 2: питание с г-жой Коробка» – стенограмма презентации:
1 Электрические схемы, часть 2: мощность с мисс Бокс
2 Важные термины: мощность (P) измеряется в ваттах.Мощность – это скорость, с которой электрическая энергия передается по цепи. Возможно, вам более знаком термин «мощность», означающий количество электроэнергии в ваттах. 𝑃 = 𝐼 × 𝑉
3 Вспомните из прошлого раза… Если известны какие-либо две переменные в законе Ома, можно найти третье значение. Закройте переменную, которую вам нужно найти, и вы увидите, как работают две другие переменные, которые вам нужно использовать.
4 Power работает аналогично, но обратите внимание, что формула для мощности (P = IxV) не включает сопротивление.
Если I или V не указаны и вам нужно найти мощность в цепи, вам сначала нужно будет использовать сопротивление по закону Ома.
5 Пример: если мы знаем, что сила тока составляет 3 ампера, а напряжение – 6 вольт, какова мощность?
𝑃 = 𝐼 × 𝑉 𝑃 = 3 × 6 𝑃 = 18 𝑤𝑎𝑡𝑡𝑠
6 Пример: если мы знаем, что сила тока составляет 4 ампера, а сопротивление – 2 Ом, какова мощность?
Шаг 1 Шаг 2 𝑉 = 𝐼 × 𝑅 𝑉 = 4 × 2 𝑉 = 8 𝑣𝑜𝑙𝑡𝑠 𝑃 = 𝐼 × 𝑉 𝑃 = 4 × 8 𝑃 = 32 𝑤𝑎𝑡𝑡𝑠
7 Какая мощность? V = 3 вольта Ответ: 3 Вт I = 1 ампер
𝑃 = 𝐼 × 𝑉 𝑃 = 1 × 3 𝑃 = 3 𝑤𝑎𝑡𝑡𝑠 V = 3 вольта Ответ: 3 Вт I = 1 ампер
8 Какая мощность? V = 426.5 вольт Ответ: 2021,61 Вт I = 4,74 ампер
𝑃 = 𝐼 × 𝑉 𝑃 = 4,74 × 𝑃 = 𝑤𝑎𝑡𝑡𝑠 В = вольт Ответ: Вт I = 4,74 ампер
9 Какая мощность? R = 3 Ом Ответ: 12 Вт I = 2 А
𝑉 = 𝐼 × 𝑅 𝑉 = 2 × 3 𝑉 = 6 𝑣𝑜𝑙𝑡𝑠 R = 3 Ом 𝑃 = 𝐼 × 𝑉 𝑃 = 2 × 6 𝑃 = 12 𝑤𝑎𝑡𝑡𝑠 Ответ: 12 Вт I = 2 ампера
10 ЗАДАЧА ОСНОВНОЙ ЦЕПИ
Complete Electric Power I & II
Исследования в области образования электронных схем с использованием мультимедиа
[1] Информация на http: / en.википедия. org / wiki / Мультимедиа.
[2] Т. Воган. Мультимедиа: Как заставить его работать, McGraw-Hill Companies, Беркли, США (1993), стр.3.
[3] Х. Армстронг, Л. Блашке, Э. Браун и др. Мультимедиа: стоит потраченных усилий? 2000 г., http: / www. креатив-комм. de / 605_Assign1.htm.
[4] Д. З. Чжан, С. Э. Лю. Анализ преимуществ и недостатков, а также противодействия использованию мультимедийного обучения , Форум по современному образованию , 2007 Том.6, стр.12.
[5] С. Хайкин. Сигналы и системы. 2-е издание, John Wiley & Sons, Inc., Нью-Йорк, Чичестер, США (2003).
[6] Р.Бойлестад, Л. Нашельский. Электронные устройства и теория схем. 9-е издание, Prentice-Hall, Inc., штат Нью-Джерси, США (2005 г.).
[7] С.X. Ян. Краткий курс основ аналоговой электронной техники. 3-е издание, High Education Press, Пекин, Китай (2006).
Страница не найдена – Logicool Air Conditioning
Вот наше празднование 10-летия, как любезно сообщается в журнале ACR.В статью включены наши размышления о последних десяти годах плюс некоторая дополнительная информация о первых нескольких месяцах, которая напоминает нам о тех временах, когда разразилась рецессия 2008 года. Также включены некоторые изображения с наших двух дней […]
1 октября 2018 г. исполнилось 10 лет компании Logicool Air Conditioning & Heat Pumps Limited.Компания Logicool, основанная в 2008 году в разгар рецессии и с первоначальными инвестициями менее 5 000 фунтов стерлингов, выросла в бизнес с оборотом 6,5 млн фунтов стерлингов с 15 сотрудниками и растущей репутацией на постоянно сложном рынке. Последние 10 […]
Текущее затруднительное положение в отношении спроса и предложения на R410a беспокоит всех нас.Большинство новостей в отраслевой прессе говорят о том, что мы «балансируем на грани» серьезной проблемы спроса и предложения, которая может угрожать нашей отрасли. Настоящая проблема гораздо серьезнее, но, похоже, […]
С декабря 2017 года Logicool и Panasonic объявляют о новой схеме гарантии: 3 года гарантии распространяется на все оборудование Panasonic (не запасные части), приобретенное у Logicool.Доступно для любого установщика, который покупает оборудование Panasonic у авторизованного реселлера Panasonic. Для Air to Air установщик должен быть зарегистрирован в Fgas или аналогичном аккредитованном органе […]
Logicool гордится тем, что является победителем награды Panasonic Pro Club за лучший проект в сфере розничной торговли, которую мы получили в партнерстве с TSG Electrical Services из Вулверхэмптона.Узнайте больше о нашем решении для ИКЕА.
ОБРАТИТЕ ВНИМАНИЕ, ЧТО ДАННАЯ СТАТЬЯ ОТРАЖАЕТ ИЗМЕНЕНИЯ В ЗАКОНОДАТЕЛЬСТВЕ ЕС И ПРЯМОЕ ВЛИЯНИЕ НА ПОКУПКУ СИСТЕМ КОНДИЦИОНИРОВАНИЯ DX И СООТВЕТСТВУЮЩЕЙ ПРАКТИКИ РАБОТЫ В ВЕЛИКОБРИТАНИИ / ЕС. довольно противоречиво в отношении некоторых вопросов, касающихся […]
Список публикаций Йенс Лиениг
Дж.Лиениг, Дж. Шайбле, Основы топологии электронных схем [Веб-страница книги] [Springer] [amazon.de] [amazon.com] Springer International Publishing, ISBN 978-3-030-39283-3, 2020.
.J. Lienig, M. Thiele, Основы проектирования интегральных схем с учетом электромагирования [Веб-страница книги] [Springer] [amazon.de] [amazon.com] Издательство Springer International, ISBN 978-3-319-73557-3, 2018.
J. Lienig, H. Bruemmer, Основы проектирования электронных систем [Веб-страница книги] [Springer] [amazon.de] [amazon.com] Springer International Publishing, ISBN 978-3-319-55839-4, 2017.
J. Lienig, H. Brmmer, Elektronische Gertetechnik Grundlagen des Entwickelns elektronischer Baugruppen und Gerte [Веб-страница книги] [Springer] [амазонка.де] Springer Vieweg, Берлин, Гейдельберг, Нью-Йорк, ISBN 978-3-642-40961-5, 2014.
J. Lienig, M. Dietrich (Herausgeber) Интегратор Entwurf 3D-Systeme der Elektronik (Перевод: Моделирование и физическое проектирование трехмерных электронных систем ) [Springer] [amazon.de] [amazon.com] Springer Vieweg, Берлин, Гейдельберг, Нью-Йорк, ISBN 978-3-642-30571-9, 2012.
A. Kahng, J.Лениг, И. Марков, Дж. Ху, Физическая конструкция СБИС : от разбиения графа до закрытия по времени [Веб-страница книги] [Springer] [amazon.de] [amazon.com] [Китайское издание, amazon.cn] [Китайское издание, amazon.com] Springer-Verlag, Берлин, Гейдельберг, Нью-Йорк, ISBN 978-90-481-9590-9, 2011.
J. Lienig, Layoutsynthese elektronischer Schaltungen Grundlegende Algorithmen из Entwurfsautomatisierung (Перевод: Физический дизайн электронных схем Основные алгоритмы ) [Веб-страница книги] [Springer] [амазонка.де] [amazon.com] Springer-Verlag, Берлин, Гейдельберг, Нью-Йорк, 1-е издание ISBN 978-3-540-29627-0, 2006 г., 2-е издание ISBN 978-3-662-49814-9, 2016 г.
J. Lienig, Anwendung evolutionrer Algorithmen fr den rechnergesttzten Entwurf des Schaltungslayouts (Перевод: Эволюционные алгоритмы, применяемые к физическому проектированию СБИС. ) Fortschrittberichte VDI, Reihe 20, Nummer 228. VDI-Verlag, Дюссельдорф, ISBN 3-18-322820-3, 1996.
J. Lienig, Ein Verdrahtungssystem fr den rechnergesttzten Layoutentwurf von Multichiptrgern (Перевод: Стратегии маршрутизации для автоматизированного проектирования многочиповых модулей. ) Fortschrittberichte VDI, Reihe 9, Nummer 119. VDI-Verlag, Дюссельдорф, ISBN 3-18-141909-5, 1991.
М. Тиле, С. Бигалке, Й. Лиениг «Электромиграционный анализ схем СБИС методом конечных элементов» [pdf, глава].В: VLSI-SoC: возможности и проблемы, выходящие за рамки Интернета вещей [книга] M. Maniatakos, et al. (Ред.) Springer, ISBN 978-3-030-15663-3, стр. 133-152, 2017.
Т. Бдрих, Дж. Зиске, М. Сток, Дж. Лиениг «Новые электродинамические устройства подачи для малых станков и автоматики» [pdf, глава]. В: Малые станки для обработки мелких деталей [книга] Дж. П. Вульфсберг, А.Сандерс (ред.) Springer, ISBN 978-3-319-49269-8, стр. 145-159, 2017.
J. Knechtel, J. Lienig, C.C.N. Sze «Проблемы и направления будущего трехмерного физического проектирования» [pdf]. В: Физическая конструкция для трехмерных интегральных схем [книга , SLUB] А. Тодри-Саниал, гл. С. Тан (ред.) CRC Press, Бока-Ратон, Флорида, ISBN 978-1-498-71036-7, стр. 357-386, 2015.
J. Lienig “Herausforderungen bei der Automatisierung des Layoutentwurfs von 3D-Systemen” [глава].В: Интегратор Entwurf 3D-Systeme der Elektronik [книга, SLUB] J. Lienig, M. Dietrich (Hrsg.) Springer Vieweg, Berlin, Heidelberg, New York, ISBN 978-3-642-30571-9, стр. 133-144, 2012.
J. Lienig «3D Дизайн» [глава]. В: Методы био- и наноупаковки электронных устройств [книга, SLUB] Г. Герлах, К.-Ж. Уолтер (ред.) Springer Verlag, Нью-Йорк, ISBN 978-3-642-28521-9, стр.79-96, 2012.
J. Hertwig, H. Neubert, J. Lienig «Иерархический подход к моделированию тепловых переходных отверстий с использованием композитов на основе УНТ» [pdf, глава]. В: Методы био- и наноупаковки электронных устройств [книга, SLUB] Г. Герлах, К.-Ж. Уолтер (ред.) Springer Verlag, New York, ISBN 978-3-642-28521-9, стр. 601-620, 2012.
T. Nagel, J. Lienig et al. “Anhang Technisches Zeichnen” .В: Grundlagen der Konstruktion [SLUB] В. Краузе (Hrsg.) 9. Aufl. Mnchen, Wien: Carl Hanser Verlag, ISBN 978-3-446-42650-4, стр. 267-315, 2012.
G. Jerke, J. Lienig, J. B. Freuer «Методология проектирования с ограничениями: путь к автоматизации аналогового проектирования» [pdf, более]. В: Синтез аналоговых схем Обзор топологических подходов [SLUB] Х. Грэб (редактор) Springer Verlag, Нью-Йорк, ISBN 978-1-4419-6931-6, стр.271-299, 2011.
Т. Мейстер, Дж. Лиениг, Г. Томке «Универсальная методика работы с дифференциальными парами при назначении выводов» [более]. В: VLSI-SoC: методологии проектирования для SoC и SiP [SLUB] Гл. Piguet, R. Reis, D. Soudris (ред.) Springer Verlag, Boston, ISBN 978-3-642-12266-8, стр. 22-42, 2010.
Дж. П. Кохун, Дж. Карро, Дж. Лиениг «Эволюционные алгоритмы для физического проектирования схем СБИС» [pdf, пс].В: Достижения в эволюционных вычислениях: теория и приложения , [более, SLUB] Гош, А., Цуцуи, С. (ред.) Springer Verlag, Лондон, ISBN 978-3-540-43330-9, стр. 683-712, 2003.
J. Lienig «Физический дизайн схем СБИС и применение генетических алгоритмов» [pdf, пс]. В: Эволюционные алгоритмы в инженерных приложениях , [более, SLUB] Дасгупта, Д., Михалевич, З. (ред.) Springer Verlag, Берлин, ISBN 978-3-540-62021-1, стр. 277-292, 2001.
В. Н. Мартин, Дж. Лиениг, Дж. П. Кохун “Островные (миграционные) модели: эволюционные алгоритмы, основанные на прерывистых равновесиях” [pdf, пс]. В: Справочник по эволюционным вычислениям , Oxford University Press, Нью-Йорк, Нью-Йорк, ISBN 978-07-503-0392-7 стр. C6.3: 1-C6.3: 16, 1997.
Реферируемые публикации в журналах |
S.Бигалке, Дж. Лиениг «Предотвращение или ремонт: новые подходы к повышению устойчивости к электромиграции в маршрутизации СБИС», [PDF, DOI] Интеграция, Журнал СБИС, т. 65, ISSN 0167-9260, июнь 2020 г.
С. Печ, Р. Рихтер, Дж. Лиениг “Nicht-okklusives Schlauchpumpenprinzip zum Frdern von sensiblen Medien”, [PDF], Mechatronik, Ausg. 3-4, 128. Jahrgang, стр. 36-39, ISSN 1867-25907, март 2020 г.
Р. Гнтер, Р. Рихтер, Дж. Лиениг «Вклад в разработку осесимметричного двигателя на ПАВ со статором из непьезоэлектрического материала», [PDF, DOI] Датчики и исполнительные механизмы A: Физические, т. 295, стр. 274-287, ISSN 09244247, август 2019 г.
A. Hald, H. Marquardt, P. Herzogenrath, J. Scheible, J. Lienig, J. Seelhorst «Полностью настраиваемый дизайн МЭМС: 2.5D-моделирование процесса изготовления для трехмерного извлечения схемы на основе полевого решателя», [PDF, DOI, IEEExplore] Журнал датчиков IEEE, т.19, стр. 5710-5717, ISSN 1530-437X, июль 2019 г.
T. Heimpold, F. Reifegerste, S. Drechsel, J. Lienig “Светодиод для гиперспектральной визуализации – новый метод выбора”, [PDF, DOI] Биомедицинская инженерия, т. 63 (5), стр. 529535, ISSN (Online) 1862-278X, ISSN (Print) 0013-5585, сентябрь 2018 г.
A. Hald, P. Herzogenrath, J. Scheible, J. Lienig, J. Seelhorst, P. Brandl «Полностью настраиваемая конструкция МЭМС: новый метод анализа паразитных параметров, зависящих от движения», [PDF, DOI] Интеграция, Журнал СБИС, т.63, стр. 362-372, ISSN 0167-9260, сентябрь 2018 г.
Я. Кнехтель, Я. Лиениг, И. М. Эльфадель «Многоцелевой трехмерный план этажа со встроенным распределением напряжения», [PDF, DOI] ACM Trans. по автоматизации проектирования электронных систем (ТОДАЭС), т. 23, нет. 2. С. 22: 1-22: 27, ISSN 1084-4309, ноябрь 2017 г.
Дж. Кнехтель, О. Синаноглу, И. М. Эльфадель, Дж. Лиениг, К. К. Н. Сзе «Крупномасштабные 3D-чипы: проблемы и решения для автоматизации проектирования, тестирования и надежной интеграции», [PDF, DOI] Транзакции IPSJ по методологии проектирования системных LSI, т.10, стр. 45-62, ISSN 1882-6687, август 2017 г.
T. Heimpold, F. Reifegerste, S. Drechsel, J. Lienig «Спектральное отклонение: новый параметр для эффективного проектирования высококачественного настраиваемого белого освещения», [PDF, DOI] Журнал науки и технологий в освещении, т. 41, стр. 40-52, ISSN 2432-3233 (онлайн), 2432-3225 (печать), июль 2017 г.
А. Песслер, М. Фелиц, Х. Ратманн, К. Андруш, Т. Нагель, Й. Лиениг «Индивидуальная система охлаждения и сжатия для ускоренного уменьшения набухания при переломах», [PDF, DOI].В: Серия EPiC в области медицинских наук, К. Радермахер, Ф. Р. Й. Баэна (ред.). 17-е ежегодное собрание Int. Общество компьютерной ортопедической хирургии, том 1, стр. 74-81, ISSN 2398-5305, июнь 2017 г.
A. Paessler, S. Pech, R. Gnther, T. Nagel, H. Zwipp, J. Lienig «Распределение температуры по очагам воспаления при переломах голеностопного сустава», [PDF, Журнал] Журнал хирургических наук, т.4, вып. 2, ISSN 2360-3038, стр. 63-68, июль 2017 г.
M. Riemeier, J. Lienig, F. Reifegerste, L. Pfeil, F. Zierke «Измерение двумерного распределения толщины с использованием ближней инфракрасной спектроскопии», [PDF, DOI] Журнал ближней инфракрасной спектроскопии, т. 24, выпуск 5, с. 467-473, ISSN 09670335, октябрь 2016 г.
M. Windisch, K.-J. Эйххорн, Дж. Лиениг, Дж. Герлах, Л. Шульце «Изменение парадигмы в производстве гидрогелевых сенсоров: от рецептурной оптимизации процессов к спецификациям», [pdf, DOI] Журнал датчиков и сенсорных систем, нет.5, стр. 39-53, ISSN 21948771, февраль 2016 г.
J. Knechtel, E. F. Y. Young, J. Lienig «Планирование массивных межсоединений в трехмерных микросхемах», [pdf, DOI, IEEExplore] IEEE Trans. по автоматизированному проектированию интегральных схем и систем, т. 34, нет. 11, стр. 1808-1821, ISSN 02780070, ноябрь 2015 г.
К. Зорнкау, Р. Гольдберг, Х.-П. Фридрих, Дж. Лиениг “Faser statt Film”, [титульная страница, более] Кунсттоффе, 3 (2015), стр.97-99, Hanser Verlag, ISSN 00235563, 2015.
J. Ziske, F. Ehle, H. Neubert, A. Price, J. Lienig «Простая феноменологическая модель приводов с магнитной памятью формы», [pdf, IEEExplore] [Опечатка, IEEExplore] IEEE Trans. по магнетизму, 99 (2015), ISSN 00189464, январь 2015.
J. Schirmer, T. Nagel, J. Vollbarth, J. Lienig, W. Krause “Vorhersage des Kantenverschleies fr Zahnriemen”, [pdf, журнал муравьев] ant. Journal Antriebstechnik, 52 (2013), №2, стр. 3-9, Vereinigte Fachverlage, Mainz, 2013.
T. Bdrich, F. Ehle, M. Senbecker, J. Lienig “Kompakte einphasige Lineardirektantriebsmodule fr kleine Verfahrwege,” [Журнал муравьев] ant Journal Antriebstechnik, 52 (2013), № 1, стр. 16-21, Vereinigte Fachverlage, Mainz, 2013.
T. Bdrich, F. Ehle, M. Senbecker, J. Lienig «Новые устройства электродинамической подачи с подвижным магнитом для малых станков», [pdf, Спрингер, DOI] Технология производства, т.7, вып. 5. С. 497-501, ISSN 0944-6524 (печатный), ISSN 1863-7353 (электронный), Springer-Verlag, сентябрь 2013 г.
Т. Бдрих, М. Сенбекер, Дж. Лиениг “Neuartige Vorschubantriebe fr kleine Werkzeugmaschinen,” [Titelseiten, более] wt Werkstattstechnik online, т. 102, нет. 7/8, стр. 441-446, Springer-VDI-Verlag, 2012.
Я. Кнехтель, И. Л. Марков, Я. Лениг «Сборка двумерных блоков в трехмерные чипы», [pdf, DOI, IEEExplore] IEEE Trans.по автоматизированному проектированию интегральных схем и систем, т. 31, нет. 2, pp. 228-241, февраль 2012 г.
М. Тиле, Дж. Лиениг “Der Feind auf dem Chip Elektromigration in digitalen Schaltungen”, [pdf, elektroniknet.de] Elektronik, Heft 2, pp. 32-36, февраль 2012 г.
F. Reifegerste, J. Lienig «Моделирование температурной и токовой зависимости спектров светодиодов», [pdf, DOI] Журнал световой и визуальной среды , т.32, нет. 3 стр. 288–294, август 2008 г.
А. Рихтер, Г. Пашев, С. Клатт, Дж. Лиениг, К.-Ф. Арндт, Х.-Дж. П. Адлер «Обзор датчиков pH и микросенсоров на основе гидрогеля», [pdf, DOI] Датчики , об. 8, стр. 561-581, январь 2008 г.
А. Рихтер, В. Краузе, Й. Лиениг, К.-Ф. Арндт “Polymernetzwerke als Aktor-Sensor-Systeme fr die Automatisierung biomedizinischer Gerte (Перевод: Полимерные сети как действующие и сенсорные системы для автоматизации биомедицинских устройств ) ,” [pdf] Biomedizinische Technik , vol.50, нет. 3, стр. 66-68, март 2005 г.
G. Jerke, J. Lienig «Иерархическая проверка плотности тока в схемах металлизации произвольной формы аналоговых схем», [pdf, DOI, IEEExplore] IEEE Trans. по автоматизированному проектированию интегральных схем и систем, т. 23, нет. 1, стр. 80-90, январь 2004 г.
J. Lienig, G. Jerke “Elektromigration eine neue Herausforderung beim Entwurf elektronischer Baugruppen (Перевод: Электромиграция – новый вызов в проектировании электроники ) , “” F&M Feinwerktechnik, Mikrotechnik, Mikroelektronik , Часть I / Часть I: Ursachen und Beeinflussungsmglichkeiten [pdf]: стр.36-39, октябрь 2002 г., Часть II / Тейл II: Stromabhngige Verdrahtung von Leiterbahnen [pdf]: стр. 26-28, январь / февраль. 2003 г., Часть III / Часть III: Berechnung von Stromdichten [pdf]: стр. 12-15, март 2003 г.
J. Lienig “IC-Layoutentwurf vor neuen Herausforderungen” (Перевод: IC-Размещение и маршрутизация сталкиваются с новыми проблемами ) [pdf] F&M Feinwerktechnik, Mikrotechnik, Mikroelektronik , стр. 76-78, декабрь 1999 г.
Дж.Lienig «Параллельный генетический алгоритм для высокопроизводительной маршрутизации СБИС», [pdf, DOI, IEEExplore] IEEE Trans. по эволюционным вычислениям , т. 1, вып. 1. С. 29-39, 1997.
.J. Lienig “Evolutionre Algorithmen fr den Layoutentwurf” (Перевод: Эволюционные алгоритмы автоматизации физического проектирования, . F&M Feinwerktechnik, Mikrotechnik, Mikroelektronik , стр.406-410, июнь 1997.
J. Lienig “Anwendung evolutionrer Algorithmen FR”. den rechnergesttzten Entwurf des Schaltungslayouts “ (Перевод: Эволюционные алгоритмы, применяемые к проектированию схем ), Verbindungstechnik in der Elektronik und Feinwerktechni k, Heft 2 (1997), pp. 96-97, April 1997.
Дж. Лиениг, К. Туласираман «GASBOR: подход с использованием генетического алгоритма для решения проблемы маршрутизации распределительной коробки», [pdf, DOI] Журнал схем, систем и компьютеров , World Scientific Publishing Co., Vol. 6, No. 4, pp. 359-373, 1996.
Дж. Лиениг, К. Туласираман «Генетический алгоритм маршрутизации каналов в схемах СБИС», [pdf, DOI, IEEExplore]] Эволюционные вычисления , MIT Press, Vol. 1, No. 4, pp. 293-311, 1994.
Х. Брандт, Й. Лиениг, Г. Рёрс “Ein genetischer Algorithmus zur Optimierung von Verdrahtungsstrukturen” (Перевод: Генетический алгоритм для оптимизации структур маршрутизации ), Wissenschaftliche Zeitschrift der TU Dresden , Heft 2, pp.93-97, 1992.
J. Lienig “Ein Verdrahtungssystem zum rechnergesttzten Layoutentwurf von Multichiptrgern” (Перевод: Система маршрутизации для автоматизированного проектирования специальных многочиповых модулей ), Wissenschaftliche Zeitschrift der TU Dresden , Heft 5/6, pp. 157-161, 1991.
J. Lienig, D. A. Mlynski “Mehrlagenkanalverdrahtung unter Einbeziehung technologischer Randbedingungen” (Перевод: Технологически ориентированная многослойная маршрутизация каналов ), Wissenschaftliche Zeitschrift der TU Dresden , Heft 5/6, pp.163-167, 1991.
Реферируемые публикации международной конференции |
Р. Гнтер, Р. Рихтер, Дж. Лиениг «Конструкция двигателей на поверхностных акустических волнах с непьезоэлектрическим материалом статора», Proc. Шестой Int. Конф. о достижениях в области датчиков, исполнительных механизмов, измерения и считывания , Ницца, Италия, июль 2021 г.
Б. Прауч, Р.Виттманн, У. Эйхлер, У. Хатник, Й. Лиениг «Генераторы, шаблоны и генерация кода для гибкой автоматизации макетов в стиле массивов», Proc. Междунар. Конф. по синтезу, моделированию, анализу и методам моделирования и их применению в проектировании схем (SMACD 2021) , Эрфурт, Германия, июль 2021 г.
J. Koh, S. S. Venkatesha, S. S. Rao, M. Jotschke, J. Lienig, T. Reich “Цифро-аналоговый преобразователь с управляемым током с разрешением от 8 до 12 бит и программируемым разрешением 5 Мвыб / с в 22-нм технологии FD-SOI CMOS”, Proc.4-й Int. Конф. по схемам, системам и моделированию (ICCSS 2021) , Куала-Лумпур, Малайзия, май 2021 г.
R. Lehmkau, J. Lienig «Новый подход к моделированию термоэлектрического поведения пироэлектрических инфракрасных датчиков», [pdf, DOI, AMA] Proc. Sensor and Measurement Science Int. Конф. (SMSI 2021), стр. 177-178 , май 2021 г.
С. Печ, Р. Рихтер, Дж. Лиениг «Перистальтический насос с непрерывным потоком и программируемой пульсацией потока», [pdf, DOI, IEEExplore] Proc.8-я конференция по технологиям интеграции систем электроники. (ESTC) , Вестфолл, Норвегия, сентябрь 2020 г.
Т. Хорст, Р. Фишбах, Й. Лиениг «Глобально оптимизированный подход совместного проектирования для гетерогенных систем с использованием выпуклой оптимизации», [pdf, DOI, IEEExplore] Proc. Европейская конференция 2020 г. по теории схем и дизайну (ECCTD) , София, Болгария, сентябрь 2020 г.
R. Lehmkau, M. Ebemann, D. Mutschall, N. Neuman, J.Lienig «Усовершенствования термоэлектрической конструкции нового КМОП-совместимого пироэлектрического инфракрасного датчика на основе HfO», [pdf, DOI, AMA] Proc. Sensor and Measurement Science Int. Конф. (SMSI 2021) , стр. 143-144, Нрнберг, июнь 2020 г.
Р. Фишбах, Т. Хорст, Й. Лиениг «Графическая модель микротрансферной печати для оптимизированных по стоимости гетерогенных систем 2.5D», [pdf, DOI, IEEExplore] Proc.of 3DIC 2019 , Сендай, Япония, октябрь 2019 г.
A. Hald, R. Wolf, J. Seelhorst, J. Scheible, J. Lienig, S. Tibus, M. Schwarz «Методология удаления паразитов для датчиков МЭМС с активными устройствами», [pdf, DOI, IEEExplore] Proc. Междунар. Конф. по синтезу, моделированию, анализу и методам моделирования и их применению в проектировании схем (SMACD 2019) , Лозанна, Швейцария, июль 2019 г.
А. Кринке, Т.Хорст, Г. Глезер, М. Грабманн, Т. Маркус, Б. Прауч, У. Хатник, Дж. Лиениг «От ограничений к удалению ленты: к непрерывному процессу проектирования AMS», [pdf, DOI, IEEExplore] Proc. 22-е межд. Symp. по проектированию и диагностике электронных схем и систем (DDECS 2019) , Клуж-Напока, стр. 1-10, апрель 2019 г.
Р. Фишбах, Т. Хорст, Й. Лиениг «Совместное проектирование микросхем и корпусов, связанных со сборкой, гетерогенных систем, изготовленных методом микротрансферной печати», [pdf, DOI, IEEExplore] Proc.от ДАТЫ 2019 г. , Флоренция, Италия, стр. 950-953, март 2019 г.
S. Bigalke, J. Lienig, G. Jerke, J. Scheible, R. Jancke «Необходимость и возможности проектирования интегральных схем с учетом электромиграции», [pdf, DOI, IEEExplore] Proc. IEEE / ACM Int. Конф. по автоматизированному проектированию (ICCAD) , Сан-Диего, Калифорния, ноябрь 2018 г.
С. Бигалке, Я. Лиениг «FLUTE-EM: топология сети с оптимизацией для электромиграции с учетом токов и механических напряжений», [pdf, DOI, IEEExplore] Proc.26-го IFIP / IEEE Int. Конф. по очень крупномасштабной интеграции (VLSI-SoC) , Верона, Италия, октябрь 2018 г.
Т. Хорст, Р. Фишбах, Й. Лиениг «Методологии проектирования и варианты совместного проектирования для новых 3D-технологий», [pdf, IEEExplore] Proc. of ANALOG 2018 , Мюнхен, стр. 181-186, сентябрь 2018 г.
Б. Прауч, У. Хатник, У. Эйхлер, Дж. Лиениг «Генераторы аналоговых макетов на основе шаблонов для повышения независимости от технологий», [pdf, IEEExplore] Proc.ANALOG 2018 , Мюнхен, стр. 156-161, сентябрь 2018 г.
С. Печ, Х. Ратманн, Р. Рихтер, Дж. Лиениг «Многотельное моделирование электромагнитного привода для механизма бережной перекачки крови», [pdf, DOI] Proc. 4-го Всемирного конгресса по электротехнике Eng. и компьютерные системы и наука (EECSS’18) , Мадрид, август 2018 г.
С. Бигалке, Т. Каспер, С. Шопс, Дж. Лиениг «Повышение надежности ЭМ решений для размещения и маршрутизации на основе дискретизации, управляемой макетом», [pdf, DOI, IEEExplore] Proc.14-й конф. на к.т.н. Исследования в области микроэлектроники и электроники (PRIME) , Прага, стр. 89-92, июль 2018 г.
J. Lienig, M. Thiele «Насущная потребность в проектировании интегральных схем с учетом электромиграции», [pdf, DOI] Proc. ACM 2018 Int. Симпозиум по физическому проектированию (ISPD’18) , Монтерей, Калифорния, стр. 144-151, март 2018 г.
С. Осмоловский, Я. Кнехтель, И.Л. Марков, Я. Лиениг «Оптимальное размещение кристалла для трехмерных интегральных схем на базе интерпозера», [pdf, слайды DOI, IEEExplore] Proc.23-й Азиатской и Южно-Тихоокеанской дизайнерской компании Конф. (ASP-DAC 2018) , стр. 513-520, остров Чеджу, Южная Корея, январь 2018 г.
М. Тиле, С. Бигалке, Й. Лиениг «Изучение использования метода конечных элементов для анализа электромиграции в будущем физическом проектировании», [pdf, DOI, IEEExplore] Proc. 25-го IFIP / IEEE Int. Конф. по очень крупномасштабной интеграции (VLSI-SoC 2017) , стр. 1-6, Абу-Даби, ОАЭ, октябрь 2017 г., ISBN 978-1-5386-2879-9.
А. Кринке, Л. Лей, Дж. Лиениг «Прогнозная проверка и оптимизация ограничений на уровне системы», [pdf, IEEExplore] GMM-Fachbericht 274, Надежность при проектировании Proc. (ZuE 2017) , VDE Verlag, ISBN 978-3-8007-4444-2, стр. 40-45, сентябрь 2017 г.
Р. Фишбах, А. Хайниг, Я. Лиениг «Методология моделирования на основе моделирования для гетерогенных систем на уровне пакета с использованием XML и XSLT», [pdf, IEEExplore] GMM-Fachbericht 274, Надежность при проектировании Proc.(ZuE 2017) , VDE Verlag, ISBN 978-3-8007-4444-2, стр. 66-73, сентябрь 2017 г.
С. Осмоловский, Я. Лиениг «Проблемы физического проектирования и решения для трехмерных систем на основе интерпозеров», [pdf, IEEExplore] GMM-Fachbericht 274, Надежность при проектировании Proc. (ZuE 2017) , VDE Verlag, ISBN 978-3-8007-4444-2, стр. 97-104, сентябрь 2017 г.
Б. Прауч, У. Эйхлер, Т. Райх, Дж. Лиениг «MESH: явное и гибкое создание аналоговых массивов», [pdf, DOI, IEEExplore] Proc.Междунар. Конф. по синтезу, моделированию, анализу и методам моделирования и их применению в проектировании схем (SMACD 2017) , Джардини Наксос – Таормина, Италия, июнь 2017 г.
A. Hald, J. Seelhorst, P. Herzogenrath, J. Scheible, J. Lienig «Новый метод анализа паразитных паразитов, зависящих от движения в полностью специально разработанных датчиках МЭМС», [pdf, DOI, Приз конкурса EDA, IEEExplore] Proc. Междунар. Конф. по синтезу, моделированию, анализу и методам моделирования и их применению в проектировании схем (SMACD 2017) , Джардини Наксос – Таормина, Италия, июнь 2017 г.
Б. Прауч, У. Эйхлер, Т. Райх, Дж. Лиениг «Явная функция и вставка края для улучшенных аналоговых генераторов макета в передовых полупроводниковых технологиях», [pdf, IEEExplore] Proc. of ANALOG 2016 , Бремен, стр. 22-27, сентябрь 2016 г.
B. Prautsch, U. Eichler, S. Rao, B. Zeugmann, A. Puppala, T. Reich, J. Lienig «Структура IIP: инструмент для проектирования аналоговых схем, ориентированных на повторное использование», [pdf, DOI, IEEExplore]] Proc.Междунар. Конф. по синтезу, моделированию, анализу и методам моделирования и их применению в проектировании схем (SMACD 2016) , Лиссабон, Португалия, июнь 2016 г.
A. Hald, J. Seelhorst, M. Reimann, J. Scheible, J. Lienig «Новый алгоритм выделения схемы на основе многоугольника для полностью настраиваемых датчиков МЭМС», [pdf, DOI, Приз конкурса EDA, IEEExplore] Proc. Междунар. Конф. по синтезу, моделированию, анализу и методам моделирования и их применению в проектировании схем (SMACD 2016) , Лиссабон, Португалия, июнь 2016 г.
М. Шток, Т. Бдрич, Дж. Лиениг «Управление компактным электродинамическим планарным приводом», [pdf] Proc. Междунар. Конф. и выставка новых приводов и приводных систем (ACTUATOR 2016) , Бремен, стр. 371-374, июнь 2016 г.
Т. Бдрих, Б. Росул, Дж. Циске, Дж. Лиениг «Компактный электродинамический планарный привод для автоматизации», Proc. Междунар. Конф. и выставка новых приводов и приводных систем (ACTUATOR 2016) , Бремен, стр.495-498, июнь 2016 г.
J. Ziske, T. Bdrich, H. Basler, Q. Sun, J. Lienig “Высокоинтегрированный линейный прямой привод для коротких ходов”, Proc. Междунар. Конф. и выставка новых приводов и приводных систем (ACTUATOR 2016) , Бремен, стр. 499-502, июнь 2016 г.
Я. Кнехтель, Я. Лиениг «Автоматизация физического проектирования для задач и решений 3D-стеки микросхем», [pdf, DOI] Proc.ACM 2016 Int. Симпозиум по физическому дизайну (ISPD’16) , Санта-Роза, Калифорния, стр. 3-10, апрель 2016 г.
С. Бигалке, Я. Лиениг «Резервирование с учетом нагрузки через вставку для предотвращения электромиграции», [pdf, DOI] Proc. ACM 2016 Int. Симпозиум по физическому дизайну (ISPD’16) , Санта-Роза, Калифорния, стр. 99-106, апрель 2016 г.
А. Кринке, Г. Джерк, Дж. Лиениг «Методы распространения с ограничениями для надежной конструкции ИС», [pdf, IEEExplore, Премия за лучшую работу] GMM-Fachbericht 83, Надежность в конструкции (ZuE 2015) , VDE Verlag, стр.7-14 сентября 2015 г.
Б. Прауч, У. Эйхлер, Т. Райх, А. Пуппала, Дж. Лиениг «Обработка абстрактных технологий для проектирования аналоговых схем на основе генераторов», [pdf, IEEExlore] GMM-Fachbericht 83, Надежность, заложенная в конструкции (ZuE 2015) , VDE Verlag, стр. 56-61, сентябрь 2015 г.
M. Windisch, K.-J. Эйххорн, Дж. Лиениг, Р. Шульце «Оптимизированное производство промышленных датчиков гидрогеля», [pdf, DOI] Proc.Датчик 2015 , Нюрнберг, стр. 590-595, май 2015 г.
J. Scheible, J. Lienig «Автоматизация аналоговых схем и решения задач компоновки ИС», [pdf, DOI] Proc. ACM 2015 Int. Симпозиум по физическому проектированию (ISPD’15) , Монтерей, Калифорния, стр. 33-40, март 2015 г.
D. Schlabe, J. Lienig «Модельные функции управления температурным режимом для авиационных систем», [pdf, DOI] Proc.SAE 2014 Aerospace Systems and Technology Conf. (ASTC) , Технический документ SAE 2014-01-2203, Цинциннати, Огайо, сентябрь 2014 г.
J. Stapel, T. Heimpold, F. Reifegerste, S. Drechsel, J. Lienig “Welches Licht darf es sein?” [pdf] Proc. Licht 2014 , Ден Хааг, Голландия, сентябрь 2014 г.
Э. Биндл, Х. Нойберт, Й. Лиениг, А. Кртчмар, С. Бейер «Магнитный выключатель для автоматических выключателей», [pdf, IEEExplore] Proc.27-й Междунар. Конф. по электрическим контактам (ICEC 2014) , Дрезден, стр. P12.9, июнь 2014 г.
Э. Биндл, Х. Нойберт, Й. Лиениг, А. Кртчмар, С. Бейер «Механизм быстрого магнитного переключателя для автоматических выключателей с полным электрическим управлением», 14-й межд. Конф. на новых приводах (ПРИВОД 2014) , Бремен, стр. 525-529, июнь 2014 г.
Т. Бдрих, Ф. Эле, О. Ривера, Дж. Лиениг «Компактный привод с подвижным магнитом для автоматизации и управления им», 14-й межд.Конф. на новых приводах (ПРИВОД 2014) , Бремен, стр. 193–196, июнь 2014 г.
J. Knechtel, E. F. Y. Young, J. Lienig «Структурное планирование межсоединений 3D-IC путем выравнивания блоков», [pdf, IEEExplore] Proc. Конференция по автоматизации проектирования в Азиатско-Южно-Тихоокеанском регионе (ASP-DAC 2014) , Сингапур, стр. 53-60, январь 2014 г.
А. Кринке, Г. Джерк, Дж. Лиениг «Адаптивная модель данных для эффективной обработки ограничений при проектировании микросхем AMS», [pdf, IEEExplore] Proc.20-го IEEE Int. Конф. по электронике, схемам и системам (ICECS 2013) , ISBN 978-1-4799-2451-6, Абу-Даби, VAE, стр. 285-288, декабрь 2013 г.
F. Ehle, T. Boedrich, O. R. Rivera Rodriguez, J. Lienig “Привод с подвижным магнитом и направляющей изгиба для точного позиционирования”, [IEEExplore] 9-й симпозиум GMM / ETG «Инновационные малые приводы и микромоторные системы», Нюрнберг, стр. 1-6, сентябрь 2013 г.
А. Кринке, М.Миттаг, Дж. Джерк, Дж. Лиениг «Расширенное управление ограничениями для проектирования ИС с аналоговыми и смешанными сигналами», [pdf, IEEExplore] Proc. 21-й Европейской конф. по теории и проектированию схем (ECCTD 2013) , ISBN 978-3-00-043430-3, Дрезден, стр. 1-4, сентябрь 2013 г.
T. Bdrich, F. Ehle, J. Lienig «Компактный привод с поступательным движением с подвижными магнитами и направляющей изгиба для универсального применения», Tagungsband 13th Euspen Int.Конф. , г. Берлин, стр. 310-313, май 2013 г.
Ф. Крмер, С. Визе, С. Жепка, Й. Лиениг «Исследование формирования режима отказа в компонентах BGA, подвергнутых испытанию на падение JEDEC», [pdf, IEEExplore] Proc. IEEE Int. Конф. по тепловому, механическому и мультифизическому моделированию и экспериментам в микроэлектронике и микросистемах, EuroSimE , Вроцлав, стр. 1-7, апрель 2013 г.
J. Lienig «Электромиграция и ее влияние на физический дизайн в будущих технологиях», [pdf, DOI] Proc.ACM 2013 Int. Симпозиум по физическому дизайну (ISPD’13) , Stateline, Nevada, стр. 33-40, март 2013 г.
Р. Фишбах, Я. Кнехтель, Я. Лиениг «Использование двухмерных и трехмерных прямолинейных блоков для эффективного повторного использования IP и поэтажного планирования трехмерных интегрированных систем», [pdf, DOI] Proc. ACM 2013 Int. Симпозиум по физическому дизайну (ISPD’13) , Stateline, Nevada, стр. 11–16, март 2013 г.
Я. Кнехтель, И. Л. Марков, Я.Лиениг, М. Тиле «Многоцелевая оптимизация мертвого пространства, критический ресурс для интеграции 3D-IC», [pdf, IEEExplore] Proc. IEEE / ACM Int. Конф. по автоматизированному проектированию (ICCAD) , Сан-Хосе, Калифорния, стр. 705-712, ноябрь 2012 г.
D. Schlabe, J. Lienig «Энергетический менеджмент авиационных электрических систем – современное состояние и дальнейшие направления», [pdf, DOI, IEEExplore] Proc. Электрические системы для самолетов, железных дорог и судов (ESARS) , Болонья, Италия, стр.1–6 октября 2012 г.
M. Senbecker, T. Bdrich, J. Lienig «Испытание и сравнение различных контроллеров пространства состояний для небольшого электродинамического блока питания», 13-й Международный форум мехатроники. Конф. , г. Линц, Австрия, стр. 163–170, сентябрь 2012 г.
Т. Бдрих, М. Сенбекер, Дж. Лиениг «Компактные электродинамические модули подачи для малых станков и средств автоматизации», Proc. 13-е межд. Конф. на новых приводах ACTUATOR 2012 , Бремен, стр.643-646, июнь 2012 г.
Т. Бдрих, М. Сенбекер, Дж. Лиениг «Электродинамические устройства подачи для малых станков», Tagungsband 12th Euspen Int. Конф. , г. Стокгольм, Швеция, стр. 519-522, июнь 2012 г.
А. Кринке, Дж. Лиениг «Онтология ограничений в разработке нестандартных ИС», [pdf, DOI, IEEExplore] Proc. 20-й Европейской конф. по теории и проектированию схем (ECCTD 2011) , Линчёпинг, Швеция, стр.343-345, август 2011 г.
Т. Мейстер, Дж. Лиениг, Г. Томке «Оптимизация интерфейса для улучшения возможности маршрутизации при совместном проектировании чип-корпус-плата», [pdf, IEEExplore] Proc. 13-й конференции ACM / IEEE Int. Семинар по прогнозированию межсоединений на системном уровне (SLIP 2011) , Сан-Диего, Калифорния, стр. 1-8, июнь 2011.
Р. Фишбах, Я. Лиениг, Я. Кнехтель «Исследование современных макетов для улучшенной автоматизации трехмерного проектирования», [pdf] Proc.симпозиума Великих озер по СБИС (GLSVLSI 2011) , Лозанна, Швейцария, стр. 337-342, май 2011 г.
Я. Кнехтель, И. Л. Марков, Я. Лениг «Сборка 2D-блоков в 3D-чипы», [pdf] Proc. 2011 ACM / SIGDA Int. Симпозиум по физическому дизайну (ISPD’11) , Санта-Барбара, Калифорния, стр. 81-88, март 2011 г.
H. Neubert, A. Kamusella, J. Lienig «Оптимизация электромагнитного линейного привода с использованием сети и конечно-элементной модели», [ссылка на сайт, DOI] Proc.SPIE, том 7977, Активные и пассивные интеллектуальные структуры и интегрированные системы, 2011 г. , Сан-Диего, Калифорния, стр. 7977, 21 марта 2011 г.
Ф. Крмер, С. Жепка, С. Визе, Й. Лиениг «Реалистичное представление напряжений во 2-м уровне соединений производительных компонентов BGA во время моделирования испытаний на падение», [DOI, IEEExplore] Proc. 12-я конференция по технологии упаковки электроники, EPTC , Сингапур, стр. 750-756, декабрь 2010 г.
Р.Фишбах, Й. Лиениг, М. Тиле «Исследование пространства решений и сравнение современных структур данных для неоднородных трехмерных проектов», [DOI, IEEExplore] Proc. 2-го IEEE Int. Конференция по интеграции систем 3D, 3DIC , Мюнхен, стр. 1-8, 16-18 ноября 2010 г.
П. Шнайдер, А. Хайниг, Р. Фишбах, Й. Лиениг, С. Рейц, Й. Штолле, А. Уайльд «Интеграция мультифизического моделирования трехмерных стеков в современные трехмерные структуры данных», [pdf, DOI, IEEExplore] Proc.2-го IEEE Int. Конференция по интеграции систем 3D, 3DIC , Мюнхен, стр. 1-6, 16-18 ноября 2010 г.
Ф. Крмер, С. Визе, С. Жепка, В. Фауст, Й. Лиениг «Подробное исследование разрушения трещин следов меди во время испытаний на падение», [DOI, IEEExplore] Proc. 3-я конференция по технологиям интеграции электронных систем, ESTC , Берлин, стр. 1-6, сентябрь 2010 г.
Ф. Крмер, С. Жепка, С. Визе, Й. Лиениг «Влияние трассировки медных проводов на надежность испытаний на падение модулей BGA», [pdf, DOI, IEEExplore] Proc.60-я конференция по электронным компонентам и технологиям, ECTC , Лас-Вегас, Невада, стр. 1217-1225, июнь 2010 г.
Ф. Крмер, С. Визе, С. Жепка, Й. Лиениг «Прогнозирование срока службы BGA в тестах на падение JEDEC с учетом эффектов маршрутизации медных следов», [pdf, DOI, IEEExplore] Proc. 11-е межд. Конф. по тепловому, механическому и мультифизическому моделированию и экспериментам в микроэлектронике и микросистемах, EuroSimE , ISBN 978-1-4244-7025-9, Бордо, стр.1-8 апреля 2010 г.
G. Jerke, J. Lienig «Раннее определение критичности плотности тока в межсоединениях», [pdf, DOI, IEEExplore] Proc. 11-го IEEE Int. Международный симпозиум по качеству проектирования электроники (ISQED 2010) , Сан-Хосе, Калифорния, стр. 667-774, март 2010 г.
A. Nassaj, J. Lienig, G. Jerke «Новая методология проектирования схем аналоговых схем с ограничениями», [pdf, DOI, IEEExplore] Proc.16-го IEEE Int. Конференция по электронике, схемам и системам (ICECS 2009) , Хаммамет, Тунис, стр. 996-999, декабрь 2009 г.
Р. Фишбах, Й. Лиениг, Т. Майстер «От технологий трехмерных схем и структур данных до прогнозирования межсоединений», Приглашенная беседа, [pdf, DOI]] Proc. 2009 г. Семинар по прогнозированию межсоединений на системном уровне (SLIP) , Сан-Франциско, Калифорния, стр. 77-84, июль 2009 г.
Ф.Крмер, С. Жепка, Я. Лиениг «Моделирование срока службы для испытаний на падение JEDEC», [pdf, DOI, IEEExplore] Proc. 10-й Int. Конф. по тепловому, механическому и мультифизическому моделированию и экспериментам в микроэлектронике и микросистемах, EuroSimE , ISBN 978-1-4244-4159-4, Делфт, стр. 309-317, апрель 2009 г.
G. Jerke, J. Lienig «Дизайн, управляемый ограничениями – следующий шаг к автоматизации аналогового проектирования», Приглашенная беседа, [pdf, слайды DOI] Proc.Междунар. Симпозиум по физическому дизайну (ISPD’09) , Сан-Диего, Калифорния, стр. 75-82, март 2009 г.
Т. Мейстер, Дж. Лиениг, Г. Томке «Универсальная методика работы с дифференциальными парами при назначении выводов», [pdf] Proc. 16-го IFIP / IEEE Int. Конф. по очень крупномасштабной интеграции (VLSI-SoC 2008) , Остров Родос, Греция, стр. 347-352, октябрь 2008 г.
A. Nassaj, J. Lienig, G. Jerke «Управляемая ограничениями методология размещения интегральных схем с аналоговыми и смешанными сигналами», [pdf, DOI, IEEExplore] Proc.14-го IEEE Int. Конф. по электронике, схемам и системам (ICECS) , Мальта, стр. 770-773, август 2008 г.
S. Rzepka, F. Krmer, O. Grassm, J. Lienig «Подход к моделированию материала многослойной печатной платы на основе теории ламината», [pdf, DOI, IEEExplore] Proc. 9-е межд. Конф. по тепловому, механическому и мультифизическому моделированию и экспериментам в микроэлектронике и микросистемах, EuroSimE , ISBN 978-1-4244-2127-5, Фрайбург, стр.234-243, апрель 2008 г.
Т. Мейстер, Дж. Лиениг, Г. Томке «Новые алгоритмы назначения выводов для компонентов с очень большим количеством выводов», [pdf, DOI, IEEExplore] Proc. Проектирование, автоматизация и испытания в Европе (ДАТА) , Мюнхен, стр. 837-842, март 2008 г.
J. Lienig, «Введение в физический дизайн с учетом электромиграции», Приглашенная беседа, [pdf, DOI] Proc. Междунар.Симпозиум по физическому дизайну (ISPD’06) , Сан-Хосе, Калифорния, стр. 39-46, апрель 2006 г.
J. Lienig «Межкомпонентные соединения и нагрузка от плотности тока. Введение в проектирование с учетом электромиграции», Приглашенная беседа, [pdf, DOI] Proc. 2005 г. Семинар по прогнозированию межсоединений на системном уровне (SLIP) , Сан-Франциско, Калифорния, стр. 81-88, апрель 2005 г.
J. Lienig, G. Jerke «Физический дизайн интегральных схем с учетом электромиграции», Приглашенный учебник, [pdf, DOI, IEEExplore] Proc.18-й Междунар. Конференция по проектированию СБИС , Калькутта, Индия, стр. 77-82, январь 2005 г.
G. Jerke, J. Lienig, J. Scheible «Разборка компоновки на основе надежности для предотвращения сбоев электромиграции в сложных конструкциях ИС со смешанными сигналами», [pdf, слайды DOI, IEEExplore] Proc. конференции по автоматизации проектирования (DAC’04) , Сан-Диего, Калифорния, стр. 181-184, июнь 2004 г.
J. Lienig, G. Jerke «Планирование токовых проводов для предотвращения электромиграции в аналоговых схемах», [pdf, слайды DOI, IEEExplore] Proc.8-й выставки автоматизации проектирования в Азиатско-Тихоокеанском регионе Конференция (ASP-DAC) , Китакюсю, Япония, стр. 783-788, 2003.
G. Jerke, J. Lienig “Иерархическая проверка плотности тока для электромиграционного анализа в произвольной форме Схемы металлизации аналоговых схем, “” [pdf, слайды DOI, IEEExplore] Proc. Проектирование, автоматизация и испытания в Европе (ДАТА) , Париж, стр. 464-469, 2002.
Дж.Лиениг, Г. Джерке, Т. Адлер «Предотвращение электромиграции в аналоговых цепях: две методологии для текущей маршрутизации», [pdf, слайды DOI, IEEExplore] Proc. 7-й Азиатской и Южно-Тихоокеанской конференции по автоматизации проектирования (ASP-DAC) и 15-й Int. Конф. по VLSI Design , Бангалор, Индия, стр. 372-378, 2002.
J. Lienig, G. Jerke, T. Adler «AnalogRouter: новый подход к токовой маршрутизации для аналоговых схем», [pdf, DOI, IEEExplore] Proc.Проектирование, автоматизация и испытания в Европе (ДАТА) , Мюнхен, стр. 819, 2001.
J. Lienig «Маршрутизация каналов и коммутаторов с минимальными перекрестными помехами, подход с использованием параллельного генетического алгоритма», [pdf, DOI, IEEExplore] Proc. 10-го Междунар. Конф. по VLSI Design , Хайдарабад, Индия, стр. 27-31, 1997.
Дж. Лиениг, Дж. П. Кохун, «Генетические алгоритмы, применяемые к физическому проектированию схем СБИС: обзор», Параллельное решение задач с помощью натуры , Voigt, H.-M, Ebeling, W., Rechenberg, I., Schwefel, H.-P., eds., Lecture Notes in Computer Science, Vol. 1141, Берлин: Springer Verlag, стр. 839-848, 1996.
J. Lienig «Параллельный генетический алгоритм для двух подробных задач маршрутизации», [DOI, IEEExplore] Proc. Междунар. Симпозиум по схемам и системам, ISCAS-96 , Атланта, Джорджия, стр. 508-511, 1996.
Дж. Лиениг, К. Туласираман «GASBOR: генетический алгоритм для маршрутизации распределительной коробки в интегральных схемах», Proc.семинара AI’94 по эволюционным вычислениям , Armidale, pp. 199-212, 1994. Также в: Lecture Notes in Artificial Intelligence , Vol. 956, стр. 187-200, 1995.
Дж. Лиениг, Х. Брандт «Эволюционный алгоритм маршрутизации многочиповых модулей», Параллельное решение задач с помощью натуры , Давидор Ю., Швефель Х.-П., Мэннер Р., ред., Лекционные заметки по информатике, т. 866, pp. 588-597, 1994.
Дж.Лиениг, К. Туласираман «Новый генетический алгоритм для проблемы маршрутизации каналов», [DOI, IEEExplore] Proc. 7-й Междунар. Конференция по проектированию СБИС , Калькутта, Индия, стр. 133-136, 1994.
Дж. Лиениг, К. Туласираман, М. Н. С. Свами «Алгоритмы маршрутизации для многочиповых модулей», [pdf, DOI, IEEExplore] Proc. конференции IEEE European Design Automation Conference (EDAC) , Гамбург, стр.286-291, 1992.
Рецензируемые публикации национальных конференций (с 2008 г.) |
С. Печ, Х. Ратманн, Р. Рихтер, Т. Нагель, Дж. Лиениг «Электромагнитный привод механизма щадящей помпы для транспорта крови», [pdf, ссылка на сайт] Proc. 59-го научного коллоквиума Ильменау (59-й IWK) , Также в: Engineering for a Changing World , vol.59, 2017, 3.1.04, Сентябрь 2017.
М. Тиле, Дж. Лиениг “Эффективный конечно-элементный метод анализа электромиграций в Entwurf komplexer Schaltkreise”, Proc. edaWorkshop15 , Pro BUSINESS, ISBN 978-3-86386-914-4, стр. 33-38, май 2015 г.
Я. Кнехтель, Я. Лиениг, С. Осмоловский “Трехмерная планировка этажей на параллели Verbindungsstrukturen”, [pdf] Tagungsband Dresdner Arbeitstagung Schaltungs- und Systementwurf (DASS 2014) , Fraunhofer Verlag, ISBN 978-3-8396-0738-1, стр.16-20 апреля 2014 г.
J. Lienig “Bercksichtigung der Elektromigration im Layoutentwurf in zuknftigen Technologien”, [pdf] ITG-Fachbericht Zuverlssigkeit und Entwurf (ZuE 2013) , VDE Verlag, ISBN 978-3-8007-3539-6, стр. 12 сентября 2013 г.
А. Кринке, М. Миттаг, Г. Джерке, Дж. Лиениг “Propagierung und Transformation von Randbedingungen fr den AMS-IC-Entwurf”, Proc. edaWorkshop13 , VDE Verlag, ISBN 978-3-8007-3499-3, стр.39–44, май 2013 г.
М. Тиле, Дж. Лиениг “Einfluss der Elektromigration auf den Layoutentwurf in zuknftigen Technologien”, Proc. edaWorkshop13 , VDE Verlag, ISBN 978-3-8007-3499-3, стр. 45-51, май 2013 г.
J. Knechtel, M. Thiele, J. Lienig “Многокритериальное расположение для TSV- und Deadspace-Planung fr den 3D-IC-Entwurf”, [pdf] Tagungsband Dresdner Arbeitstagung Schaltungs- und Systementwurf (DASS 2013) , Fraunhofer Verlag, ISBN 978-3-8396-0545-5, стр.50-565, апрель 2013 г.
М. Тиле, Дж. Лиениг “Vermeidung von Elektromigration durch kurze Segmentlngen im Layout digitaler Schaltungen”, [pdf] Tagungsband Dresdner Arbeitstagung Schaltungs- und Systementwurf (DASS 2012) , Fraunhofer Verlag, ISBN 978-3-8396-0404-5, стр. 52-56, май 2012 г.
Т. Майстер, Дж. Лиениг “Bewertung der Genauigkeit von Verdrahtungsdichtevorhersagen des Layoutentwurfs”, [pdf] Tagungsband Dresdner Arbeitstagung Schaltungs- und Systementwurf (DASS 2012) , Fraunhofer Verlag, ISBN 978-3-8396-0404-5, стр.92-97, май 2012 г.
Р. Фишбах, Й. Лиениг, Т. Майстер «Физический 3D-дизайн: проблемы и решения», Tagungsband edaWorkshop 11 , VDE Verlag, ISBN 978-3-8007-3353-8, стр. 39-44, май 2011 г.
Я. Кнехтель, Я. Лиениг “Eine Methodik zur Nutzung von klassischen IP-Blcken in 3D-Schaltkreisen”, Tagungsband edaWorkshop 11 , VDE Verlag, ISBN 978-3-8007-3353-8, стр. 45-50, май 2011 г.
А.Кринке, Дж. Лиениг “Neuartige Entwurfsmethodik zur Bercksichtigung des IR-Drop через аналог Power-Verdrahtung Schaltungen”, [pdf] Tagungsband Dresdner Arbeitstagung Schaltungs- und Systementwurf (DASS 2011) , Fraunhofer Verlag, ISBN 978-3-8396-0259-1, стр. 42-47, май 2011 г.
М. Тиле, Дж. Лиениг «Elektromigrationserscheinungen in zuknftigen digitalen Schaltungen», Tagungsband Dresdner Arbeitstagung Schaltungs- und Systementwurf (DASS 2011) , Fraunhofer Verlag, ISBN 978-3-8396-0259-1, стр.30-35 мая 2011г.
J. Hertwig, M. Thiele, H. Neubert, J. Lienig “Modellierung CNT-basierter thermischer Vias fr den Effektiven Wrmetransport”, [pdf] Tagungsband Dresdner Arbeitstagung Schaltungs- und Systementwurf (DASS 2011) , Fraunhofer Verlag, ISBN 978-3-8396-0259-1, стр. 24-29, май 2011 г.
J. Hertwig, H. Neubert, J. Lienig “Ein Ansatz zur Modellierung CNT-basierter thermischer Vias fr den Effektiven Wrmetransport in elektronischen Schaltkreisen,” [pdf] Tagungsband Dresdner Arbeitstagung Schaltungs- und Systementwurf (DASS 2010) , Fraunhofer Verlag, ISBN 978-3-8396-0126-6, стр.43-48, май 2010 г.
Р. Фишбах, Й. Лиениг, Т. Майстер “Herausforderungen bei der Automatisierung des Layoutentwurfs bei dreidimensionalen heterogenen Systemen”, Tagungsband Dresdner Arbeitstagung Schaltungs- und Systementwurf (DASS 2010) , Fraunhofer Verlag, ISBN 978-3-8396-0126-6, стр. 37-42, май 2010 г.
Р. Фишбах, Дж. Лиениг, Дж. Хертвиг «Современные трехмерные структуры данных: классификация, сравнение и исследование пространства решений», Tagungsband edaWorkshop 10 , VDE Verlag, ISBN 978-3-8007-3252-4, стр.41-46, май 2010 г.
Т. Майстер, Дж. Лиениг «Прогнозирование возможности маршрутизации для трехмерных цепей», Tagungsband edaWorkshop 10 , VDE Verlag, ISBN 978-3-8007-3252-4, стр. 29-34, май 2010 г.
Т. Майстер, Дж. Лиениг “Neue Herausforderungen an die Verdrahtungsvorhersage beim 3D-Layoutentwurf”, [pdf] GMM-Fachbericht 61, Zuverlssigkeit und Entwurf , VDE Verlag, стр. 99-106, сентябрь.2009.
Р. Фишбах, Й. Лиениг «3D-интеграция и 3D-структура Eine bersicht», [pdf] Tagungsband edaWorkshop 09 , VDE Verlag, стр. 7–12, май 2009 г.
J. Lienig “Elektromigration und deren Bercksichtigung beim Layoutentwurf”, [pdf] Tagungsband Dresdner Arbeitstagung Schaltungs- und Systementwurf (DASS 2008) , ISBN 3-9810287-2-4, стр. 13-14, мая 2008 г.
А.Нассаж, Дж. Лиениг, Дж. Джерк, Дж. Фрейер “Constraint-gefhrte Floorplan-Generierung von integrierten Analog- und Mixed-Signal-Schaltungen”, [pdf] GMM-Fachbericht ANALOG ’08 , Siegen, стр. 159-164, апрель 2008 г.
Т. Мейстер, Дж. Лиениг, Г. Томке “Pinzuordnungs-Algorithmen from hochkomplexe Area-Array-Komponenten”, [pdf] GMM-Fachbericht ANALOG ’08 , Siegen, стр. 177-182, апрель 2008 г.
Юношеская миоклоническая эпилепсия: EFHC1 на распутье?
Ann Neurosci.2010 Apr; 17 (2): 57–59.
Субраманиам Ганеш
Отделение биологических наук и биоинженерии, Индийский технологический институт, Канпур 208016, ИНДИЯ Эл. Почта: ni.ca.ktii@hsenags Тел .: 91–512–259 4040 Факс: 91–512–259–4010
Отделение биологических наук и биоинженерии, Индийский технологический институт, Канпур 208016, ИНДИЯ Эл. Почта: ni.ca.ktii@hsenags Тел: 91–512–259 4040 Факс: 91–512–259–4010 другие статьи в PMC.Эпилепсия – сложное заболевание, на которое приходится до 1% населения, для которого характерны повторяющиеся приступы. 1,2 Основная причина эпилепсии может быть генетической или экологической. Первая группа включает как полигенные формы, так и моногенные формы. Однако наследственные менделевские моногенные формы встречаются реже. 1,2 Большинство генетических форм эпилепсии – как менделевских, так и неменделевских форм – классифицируются как «идиопатическая эпилепсия», группа, характеризующаяся отсутствием выявляемых форм поражений головного мозга. 1,2 Первичный симптом эпилепсии, эпилептический припадок, может быть либо спровоцирован определенными сенсорными стимулами (например, вспышкой, стрессом или звуком), либо может быть неспровоцирован, а фенотип может варьироваться от незначительных изменений в поведении (абсансные припадки). ) к резким толчкам (миоклоническим припадкам). 1-3 Поскольку все формы судорог являются результатом аномальных электрических разрядов в нейронах и поскольку электрическая мощность нейронов регулируется ионными каналами, дефекты в генах, кодирующих белки ионных каналов, долгое время считались генетической причиной идиопатической формы эпилепсии. 4 Таким образом, синдромы эпилепсии часто объединяются в группы «чаннелопатии». 4,5 В соответствии с этой точкой зрения, за последнее десятилетие произошел всплеск открытий вызывающих эпилепсию мутаций в генах, кодирующих белки ионных каналов. 6 В то время как значительное количество генов, кодирующих белки каналов, было идентифицировано как дефектное у пациентов с эпилепсией, количество независимых семей, несущих эти мутации, было очень небольшим, и, следовательно, такие формы считаются более редкими эпилепсиями. 2,7 Одним из исключений из школы «каннелопатии» является открытие мутаций в гене EFHC1 в значительном количестве семей с ювенильной миоклонической эпилепсией (JME). 8-11 JME – один из наиболее распространенных синдромов эпилепсии, на который приходится 7% всех случаев эпилепсии. 2,12 Приступы при JME могут начаться в позднем детстве и в раннем взрослом возрасте и характеризуются миоклоническими припадками, как правило, ранним утром, вскоре после пробуждения. 2,12 Пациенты с JME могут также иметь тонико-клонические припадки и абсансы. 1,2
Ген JME EFHC1 экспрессируется повсеместно и кодирует кальцийсвязывающий белок, содержащий EF-hand, названный миоклонином. 8,13 Были идентифицированы два варианта сплайсинга для гена EFHC1 , полученные в результате дифференциального сплайсинга экзона 4. 8 Изоформы белка, кодируемые этими вариантами, различаются по своему карбоксильному концу; белок, кодируемый минорной изоформой, как ожидается, будет лишен EF-hand, хотя функциональное значение этого транскрипта неизвестно. 8 Интересно, что мутации, связанные с JME, были идентифицированы для обоих транскриптов. 8,11 В то время как миссенс-мутации были идентифицированы для белка, кодируемого основным транскриптом, сообщалось о мутации с делецией / сдвигом рамки считывания для минорного транскрипта.Считается, что JME проявляется как аутосомно-доминантное заболевание, 8 , и в соответствии с этой точкой зрения все мутации, о которых сообщалось до сих пор в EFHC1 , показали гетерозиготность у пораженных людей. 8 Однако еще предстоит четко установить, является ли фенотип заболевания результатом усиления или потери функции мутантного белка. Более того, еще предстоит проверить, вовлечены ли белки, кодируемые обоими вариантами сплайсинга, в этиологию.Тем не менее, функциональные исследования белка EFHC1 с использованием моделей in vitro и in vivo выявили довольно неожиданные физиологические функции этого белка и привели к предложению трех контрастирующих и явно исключительных моделей эпилептогенеза (см.). недавние открытия о функциях гена EFHC1 и обсуждают его отношение к генезу эпилепсии.
Рисунок, изображающий направление трех различных рабочих гипотез о роли белка EFHC1 в этиологии JME.Белок EFCh2 участвует в проапоптотической функции, в функциях ресничек и в миграции нейронов. Однако неясно, какой из этих трех путей участвует в эпилептогенезе.
EFHC1 как проапоптотический белок: удаление нежелательного?
Ген EFHC1 был обнаружен в критической области JME 6p12 – p11 в 2004 году, и было обнаружено, что его белковый продукт локализуется в соме и дендритах на нейронах. 8,14 Эктопическая сверхэкспрессия EFHC1 приводила к более коротким нейритам и меньшему количеству ветвей, а нейроны проявляли признаки дегенерации и в конечном итоге подвергались апоптотической форме гибели клеток. 8,14 Интересно, что сверхэкспрессия JME-ассоциированных мутантных белков EFHC1 не привела к таким аномальным нейрональным характеристикам, предполагая, что мутации могли повлиять на некоторые функциональные свойства EFHC1 ; одна из таких функций может положительно регулировать апоптотический процесс. 7,8 Белок EFHC1 несет в себе домен EF-hand, и было показано, что этот домен связывается с кальцием. 8,13 Известно, что связывание кальция вызывает конформационные изменения в белках, содержащих домен руки EF, что в большинстве случаев приводит к изменениям функциональных свойств целевых белков, которые часто катализируют ферментативную реакцию. 15 Следовательно, авт. Проверили, опосредуется ли EFHC1 -индуцированная гибель клеток, наблюдаемая в культурах нейронов, через кальциевые каналы. Избыточная экспрессия EFHC1 в присутствии блокаторов кальциевых каналов увеличивает выживаемость нейронов, подтверждая гипотезу о том, что гибель клеток, индуцированная EFHC1 , опосредуется через передачу сигналов кальция 8 . Действительно, EFHC1 , как было обнаружено, положительно регулирует активность кальциевых каналов, и повышенный приток ионов кальция может лежать в основе апоптоза. 8 Таким образом, можно сделать вывод, что связанные с JME мутации в EFHC1 могут влиять на апоптотический процесс в головном мозге и что отсутствие гибели нейронов может лежать в основе эпилептических симптомов у пациентов с JME. 7,8 Этот вывод вызывает интересный вопрос; зачем убивать нейроны, чтобы мозг был здоров? Ответ на этот вопрос исходит из нашего понимания процессов развития. Запрограммированная гибель клеток – альтернативное название апоптоза – важна даже во время развития эмбриона, а также его центральной нервной системы.Известно, что около 70% развивающихся нейронов элиминируются запрограммированной гибелью клеток на различных стадиях морфогенетических событий, таких как закрытие нервной трубки. 16 Таким образом, потеря EFHC1 может повлиять на этот процесс, и в мозгу могут появиться дополнительные и нежелательные нейроны в нежелательных местах, что приведет к сверхвозбужденным цепям и эпилептическим припадкам. 7 Это первая из трех альтернативных гипотез о роли EFHC1 в JME.
EFHC1 как аксонемный белок: избиение ради причины?
Доменная организация белка EFHC1 почти идентична Rib72 – аксонемному белку одноклеточной жгутиконосцы, Chlamydomonas. 17 Аксонема представляет собой внутренний цитоскелетный отсек жгутика или реснички и обеспечивает поддержку его движения. 17 Rib72 Chlamy-domonas, как полагают, функционирует в структурной сборке аксонемы и в регуляции подвижности жгутиков. 17 Интересно, что мышиный гомолог EFHC1 оказался в значительной степени локализованным в жгутиках сперматозоидов и эпителиальных ресничек трахеи – типах клеток, которые, как известно, имеют аксонемный цитоск-летон, что позволяет предположить, что EFHC1 может потребоваться для функция аксонемы в клетках млекопитающих. 18,19 Однако причинно-следственная связь между функцией ресничек / жгутиков и эпилепсией еще не установлена, поскольку дефекты ресничек / жгутиков должны приводить к дополнительным фенотипам (например, плохой фертильности, респираторным проблемам и т. Д.), И такие симптомы обычно не наблюдаются. наблюдается у пациентов с JME. Есть ли связь между функциями реснички и мозга? Да, в самом деле; мозг имеет структуру, подобную каналу, известную как желудочковая система, а клетки, выстилающие поверхность канала, характеризуются наличием длинных ресничек.Эти клетки, называемые эпендимными клетками, помогают циркуляции спинномозговой жидкости вокруг центральной нервной системы за счет своего ритмичного биения. 20,21 Мутации, влияющие на этот эпендимный поток спинномозговой жидкости, могут привести к гидроцефалии – аномалии развития, связанной с повышенным внутричерепным давлением и прогрессирующим увеличением головы у людей. 21 Недавнее исследование продемонстрировало, что EFHC1 действительно экспрессируется в эпендимных клетках и локализуется в ресничках. 22 В то время как структура ресничек не была затронута, биение ресничек было серьезно нарушено у мышей EFHC1 нулевых, что позволяет предположить, что EFHC1 необходим для нормальной функции эпендимальных клеток. 23 Интересно, что у нулевых мышей также обнаружен спонтанный миоклонус и повышенная предрасположенность к индуцированным припадкам. Таким образом, снижение или потеря функции белка EFHC1 приводит к нарушению функции ресничек эпендимных клеток и повышенной восприимчивости к припадкам и эпилептогенности.Это вторая альтернативная гипотеза о роли EFHC1 в JME.
EFHC1 и клеточный цикл: нейрональный навигатор?
Биологические исследования клеток белка EFHC1 привели к некоторым неожиданным наблюдениям. Во-первых, было обнаружено, что EFHC1 ассоциирован с митотическим веретеном и центросомой. 24 Поскольку субклеточная локализация белка менялась во время митотического цикла, и поскольку только часть белка рекрутируется в митотический аппарат, было высказано предположение, что EFHC1 может быть белком, связанным с микротрубочками, и потенциальную роль для EFHC1 в делении митотических клеток. 24 Ген EFHC1 максимально экспрессируется в головном мозге во время его эмбрионального развития – стадии, когда деление клеток является максимальным, что позволяет предположить, что EFHC1 может участвовать в регуляции клеточного цикла в развивающемся мозге. 8,24 Какая должна быть связь между клеточным циклом и JME? Новые исследования показывают, что цитоскелетный аппарат нейронов регулирует клеточный цикл предшественников нейронов и что пролиферация клеток-предшественников в развивающейся коре головного мозга критична для правильного нейрогенеза, миграции нейронов и проводки аксонов. 25,26 Поскольку эти три события – нейрогенез, миграция нейронов и проводка аксонов – являются динамическими по природе и регулируются белками, связанными с микротрубочками, была предложена причинная роль EFHC1 в пролиферации нейрональных предшественников и миграции. и проверено. 27 Во-первых, было показано, что сверхэкспрессия усеченных версий EFHC1 в линии клеток почек человека приводила к нарушенным дефектам митотического веретена и смещению хромосом во время метафазы и апоптозу. нокдаун EFHC1 в той же клеточной линии приводит к увеличению митотического индекса, подтверждая, что EFHC1 отрицательно регулирует прогрессирование M-фазы. 27 Во-вторых, нокдаун EFHC1 в развивающейся области коры серьезно повлиял на миграцию нейронов. Этот дефект может быть связан с тем фактом, что клетки-предшественники, лишенные EFHC1 , не выходили из клеточного цикла и продолжали митотически пролиферировать. 27 Взятые вместе эти результаты продемонстрировали, что EFHC1 является регулятором клеточного деления и миграции нейронов во время развития, и дефекты этого процесса могут лежать в основе некоторых симптомов, наблюдаемых при JME.Это третья альтернативная гипотеза о роли EFHC1 в JME.
EFHC1, ген эпилепсии: куда он нас ведет?
Позиционное клонирование генов моногенных неврологических расстройств привело к тому, что большое количество ранее не охарактеризованных генов стало основным направлением исследований в области нейробиологии. Подобно скринингу «обратной генетики» в модельных системах, функциональные исследования генов, связанных с такими заболеваниями, как JME, обнаружили новые связи между общими клеточными процессами и специфическими нарушениями мозга.Для EFHC1 , например, ни один из трех предложенных механизмов не требует критической роли ионного канала, давняя концепция, согласно которой эпилепсия является результатом первичных дефектов ионных каналов. Предполагаемые функции белков EFHC1 – (i) он способствует гибели клеток, (ii) участвует в движении ресничек и (iii) регулирует дифференцировку нейронов и их миграцию – могут казаться очевидно несвязанными. Тем не менее, каждая из этих гипотез предполагает, что структурные изменения в головном мозге являются основной причиной эпилептогенеза, и что JME может быть нарушением развития, которое проявляется в подростковом возрасте.Новые знания о EFHC1 ставят под сомнение саму концепцию, согласно которой JME является одной из идиопатических эпилепсий, то есть эпилепсией без структурных повреждений мозга. С растущими знаниями в области развития и функции мозга и дальнейшими исследованиями гена EFHC1 в следующие несколько лет должно произойти значительное улучшение нашего понимания клеточных функций белка EFHC1 и того, как дефекты этого процесса могут привести к некоторые из симптомов, наблюдаемых в JME.Такие успехи могут помочь нам в разработке эффективных стратегий раннего вмешательства и лечения.
Благодарности
Исследования молекулярных аспектов эпилепсии в лаборатории автора поддерживаются спонсируемыми исследовательскими грантами Департамента науки и технологий, Департамента биотехнологии и Совета по радиационным и ядерным наукам.