Схема электрическая принципиальная ресанта саи 220: Электрическая Схема Ресанта Саи 220
alexxlab | 28.12.1987 | 0 | Разное
Схема ресанта саи 220
Проверка деталей выявила следующее – резистор R4 номиналом 4. Отнеситесь с должным вниманием к ремонту системы управления сварочного инвертора, иначе можно окончательно угробить аппарат. Расскажите пользователям соцсетей, как работает этот сварочный инвертор. Отзывы о нем оставленные вами в комментариях помогут другим при покупке аппарата. Оборудование работает по принципу преобразования электричества частотой 50 Гц в напряжение В, для регулировки используется модуляция. Схема инвертора не очень сложная, конструкция потребляет до 6,5 кВт.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Сварочный инвертор Ресанта САИ-220: характеристики, схемы, отзывы покупателей
Принципиальная электрическая схема сварочного инвертора РЕСАНТА САИ 220 GP. - РЕСАНТА САИ 220
- Схема и основные неисправности РЕСАНТА САИ 220
- Ремонт сварочного инвертора ресанта 220 своими руками. K3878 блок питания сварочный аппарат схема
- Сварочный инвертор РЕСАНТА САИ 220 GP34 V2.0
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Ремонт сварочного инвертора Ресанта САИ-220. Легкий ремонт
Сварочный инвертор Ресанта САИ-220: характеристики, схемы, отзывы покупателей
Сообщения без ответов Активные темы. Модераторы: Горшком назвали Сейчас этот форум просматривают: нет зарегистрированных пользователей и гости: 0. Power Electronics Посвящается источникам питания вообще и сварочным источникам в частности.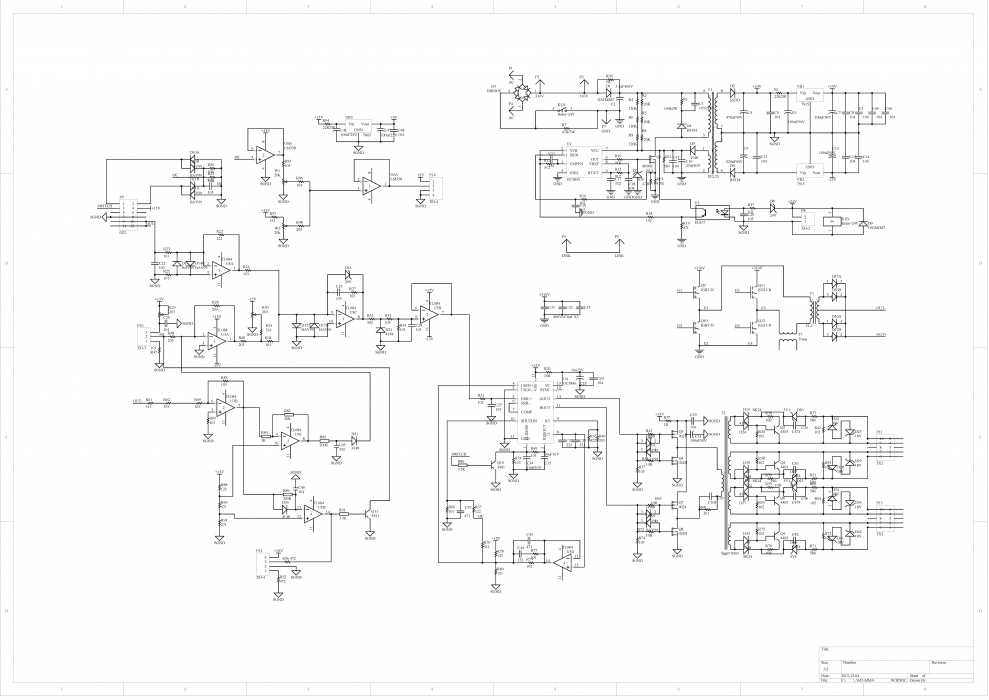
А так за сайт спасибо! Впрочем могу ошибаться, всё не упомнишь Цитата:. JJBeeR , есть ПН в старых корпусах, они от обычных отличаются только трансом, а схема один в один, а ПН в новых корпусах, отличаются очень сильно и схем пока не видел. Всем ответившим спасибо! GP50 и GP74, вроде разница немалая. Joha, я по почте кое-что спросил Страница 3 из 4. На страницу Пред. Заголовок сообщения: Re: Ресанта саи Добавлено: , Спасибо в понедельник проверю отпишусь. Проверю позже. Заголовок сообщения: Re: Re: Добавлено: , Аппарат заработал.
Я его, dewdew а, даже просил величиной индуктивности на обеих исправном и неисправном трансформаторах поделиться. А в ответ: разобрал, перемотал. Лучше бы вообще не лез. Без понятия понимания процесса – отойди от машины. Пропадает желание помочь.
А в ответ: разобрал, перемотал. Лучше бы вообще не лез. Без понятия понимания процесса – отойди от машины. Пропадает желание помочь.
Ну у меня во всяком случае. Знаешь как делать – делай, и нечего тогда сюда тормошить людей здесь своими вопросами. По правилам форума и этикета надо бы мне воздержаться от подобных комментов, но И не переживайте Joha , он Вам и спасибо забудет накарякать. Впрочем могу ошибаться, всё не упомнишь Цитата: вариант GP Цитата: GP GP50 и GP74, вроде разница немалая да никакой разницы.
А по GP 74 что известно? Что такое ТГР? Не встречал раньше такого сокращения. Вы не можете начинать темы Вы не можете отвечать на сообщения Вы не можете редактировать свои сообщения Вы не можете удалять свои сообщения.
Принципиальная электрическая схема сварочного инвертора РЕСАНТА САИ 220 GP.
Среди многообразия моделей сварочных инверторов известной торговой марки аппарат Ресанта САИ считается одним из самых популярных. По техническим характеристикам и функциональности инвертор данной модели можно отнести к устройствам как бытового, так и промышленного типа, он занимает между ними промежуточное положение. Именно благодаря таким характеристикам одинаково успешно этот инвертор может использоваться как профессионалами своего дела для выполнения сварки повышенной сложности, так и начинающими сварщиками, делающими первые шаги в своей профессии. Сварочный инвертор Ресанта САИ — это аппарат, работающий от однофазной электрической сети с напряжением В. На выходе устройства формируется постоянный ток, который используют для выполнения электродуговой сварки при помощи плавящихся покрытых электродов.
Именно благодаря таким характеристикам одинаково успешно этот инвертор может использоваться как профессионалами своего дела для выполнения сварки повышенной сложности, так и начинающими сварщиками, делающими первые шаги в своей профессии. Сварочный инвертор Ресанта САИ — это аппарат, работающий от однофазной электрической сети с напряжением В. На выходе устройства формируется постоянный ток, который используют для выполнения электродуговой сварки при помощи плавящихся покрытых электродов.
принципиальная электрическая схема саи ресанта Cached Схема сварочного инвертора РЕСАНТА САИ Схема аппарата.
РЕСАНТА САИ 220
Аппарат Ресанта САИ можно смело отнести к универсальному в линейке инверторов этой торговой марки. Он занимает среди них промежуточную позицию по характеристикам, как бы отделяя промышленные устройства от бытовых, а на практике может использоваться как профессионалами для достаточно сложных работ, так и начинающими сварщиками, делающими первые швы в домашних условиях.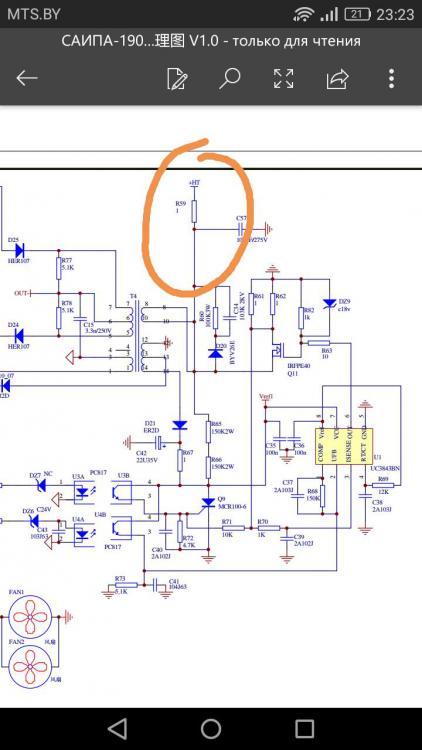 Сварочный инвертор Ресанта САИ предназначен, как и остальные аппараты этого бренда, для выполнения вручную дуговых сварочных работ постоянным током, используя штучные электроды с покрытием. Работает он от однофазной сети на В и если проводка позволяет, а автоматы защиты или пробки на соответствующий ток, то его можно подключить даже в домашнюю розетку и варить не очень толстый материал. Всеми Ресантами можно работать не только с углеродистыми сталями, но также с нержавеющими и легированными. Страна-производитель всего поколения Ресант — Китай, однако корни у них латвийские. Именно в Латвии были разработаны схемы, конструкции и дано само название.
Сварочный инвертор Ресанта САИ предназначен, как и остальные аппараты этого бренда, для выполнения вручную дуговых сварочных работ постоянным током, используя штучные электроды с покрытием. Работает он от однофазной сети на В и если проводка позволяет, а автоматы защиты или пробки на соответствующий ток, то его можно подключить даже в домашнюю розетку и варить не очень толстый материал. Всеми Ресантами можно работать не только с углеродистыми сталями, но также с нержавеющими и легированными. Страна-производитель всего поколения Ресант — Китай, однако корни у них латвийские. Именно в Латвии были разработаны схемы, конструкции и дано само название.
Схема и основные неисправности РЕСАНТА САИ 220
В данном разделе вы можете бесплатно скачать схемы сварочных полуавтоматов российского и импортного производства. В данном разделе вы можете бесплатно скачать схемы инверторов TIG российского и импортного производства. В данном разделе вы можете бесплатно скачать схемы плазмотронов – портативных плазменных аппаратов для сварки, пайки и резки металлов и неметаллов. В данном разделе вы можете бесплатно скачать схемы инверторов MMA российского и импортного производства.
В данном разделе вы можете бесплатно скачать схемы инверторов MMA российского и импортного производства.
Форум Новые сообщения.
Ремонт сварочного инвертора ресанта 220 своими руками. K3878 блок питания сварочный аппарат схема
Основных схем сварочного инвертора Ресанта САИ удалось найти две. Управление у них очень похоже, а вот технологически они отличаются довольно сильно. Первый вариант принципиальной схемы сварочного инвертора Ресанта выполнен с использованием управляющего трансформатора, а второй – с использованием оптодрайверов для силовых транзисторов. Есть отличия и в питании управления. Первый с самозапитом, а второй использует отдельный источник питания.
Сварочный инвертор РЕСАНТА САИ 220 GP34 V2.0
Оборудование работает по принципу преобразования электричества частотой 50 Гц в напряжение В, для регулировки используется модуляция. Схема инвертора не очень сложная, конструкция потребляет до 6,5 кВт. Высокое напряжение хода — 80 В, позволяет использовать разные типы электродов. Всё что надо для работы в аппарате присутствует. Конструктивные недостатки, нивелирует небольшая цена — р. Аппарат, без сомнения, внушает уважение. Те, кто знаком с устройством сварочных инверторов.
Всё что надо для работы в аппарате присутствует. Конструктивные недостатки, нивелирует небольшая цена — р. Аппарат, без сомнения, внушает уважение. Те, кто знаком с устройством сварочных инверторов.
Ремонт Ресанта САИ ПН – отправлено в Ремонт и модернизация: Здравствуйте. Требуется помощь в ремонте САИ ПН. Схем в.
Профиль Написать сообщение. Нашел еще много отзывов по нему. Пишут, что от бензогенераторов отлично работает. Так что здесь можно верить, будет работать.
Ваши права в разделе. Вы не можете начинать темы Вы не можете отвечать на сообщения Вы не можете редактировать свои сообщения Вы не можете удалять свои сообщения Вы не можете голосовать в опросах Вы не можете добавлять файлы Вы можете скачивать файлы. Инструкция к измерителю емкости DML. Ищу схему монитора Dell EFPb.
Время чтения: 9 минут.
Самое подробное описание: ремонт ресанта саи своими руками gp78 схема от профессионального мастера для своих читателей с фотографиями и видео из всех уголков сети на одном ресурсе. Всё что надо для работы в аппарате присутствует. Конструктивные недостатки, нивелирует небольшая цена — р. Аппарат, без сомнения, внушает уважение. Те, кто знаком с устройством сварочных инверторов. Как уже говорилось, начинка сварочного инвертора рассчитана на большую мощность. Это видно по силовой части устройства.
Всё что надо для работы в аппарате присутствует. Конструктивные недостатки, нивелирует небольшая цена — р. Аппарат, без сомнения, внушает уважение. Те, кто знаком с устройством сварочных инверторов. Как уже говорилось, начинка сварочного инвертора рассчитана на большую мощность. Это видно по силовой части устройства.
Перейти к содержимому. У вас отключен JavaScript. Некоторые возможности системы не будут работать. Пожалуйста, включите JavaScript для получения доступа ко всем функциям.
Схема сварочного инвертора – принципиальная схема инверторной сварки — НПФ Техсервис — Техническое оборудование общепромышленного и нефтепромыслового назначения
Содержание
Радиосхемы. — Схемы сварочных инверторов
В этом разделе нашего сайта мы публикуем схемы сварочных инверторов промышленного производства.
Кроме этого Вы сможете здесь узнать и их характеристики.
Материалы данного раздела:
Ресанта САИ-140Ресанта САИ-150АДРесанта САИ-160КРесанта САИ-180АДРесанта САИ-190КРесанта САИ- 220Ресанта САИ- 230Ресанта САИ-250Ресанта САИ-315Ресанта САИПА-135Ресанта САИПА-165Ресанта САИПА-190МФРесанта САИПА-200Источник плазменной резки ИПР-25 производства Ресанта
Источник плазменной резки ИПР-40 производства РесантаИсточник плазменной резки ИПР-40К производства РесантаСварочный инвертор Eurolux IWM-160 производства РесантаСварочный инвертор Eurolux IWM-190 производства РесантаСварочный инвертор Eurolux IWM-220 производства РесантаСварочный инвертор Eurolux IWM-250 производства РесантаИИСТ-140ИИСТ-160Инвертор сварочный GYSMI-131СВАРОЧНЫЙ ИНВЕРТОР GYSMI 160PСварочный инвертор Gysmi 161Сварочный инвертор Gysmi 165Сварочный инвертор Gysmi 183Сварочный инвертор Gysmi 190 INVERTER 3200 TOPPULS mini ММА 250Сварочный аппарат FORWARD 200 IGBTПолуавтомат сварочный ПульсарСварочный источник BLUEWELD Prestige 144Prestige-164/ Technika- 164 инструкция по ремонтуTELWIN-140 сварочный инверторTELWIN TECNICA 141-161Telwin TECNICA 144-164TELWIN TECNICA 150, 152, 168, 170Telwin Technology 175, 210, 188CE/GE
Сварочные источники COLT 1300, COLT и PUMA 150Red Welder i2100Инверторы сварочные ASEA-160 и ASEA-250Инвертор сварочный ARC-200Инвертор сварочный САИ-200Сварочный инвертор ZX7- 200Сварочный источник Kende ZX7-160Инвертор сварочный ММА-160Сварочный выпрямитель ВДУ-504Сварочный выпрямитель ВДУ-506, ВДУ-506ССварочный источник ВД-200Инвертор сварочный DECA MOS-168Инвертор сварочный Калибр СВИ-160АПИнвертор сварочный Калибр MINI СВИ-225 (225)Инвертор сварочный Монолит ММА 161Инвертор-плазморез Telwin TECNICA PLASMA 34Источник сварочный ФЭБ Альфа 161Инвертор сварочный Tecnoweld Monster 170Схема сварочного полуавтомата ПДГ100-УХЛ4Сварочный источник МАГМА‐З15Сварочный полуавтомат Edon MIG-308Аппарат точечной сварки Aurora PRO SHOOT M10Сварочный полуавтомат Норма- 200МПСлавтех 185\ 200\ 205Инверторный сварочный полуавтомат Энергомаш СА-97ПА17(ПА20)
Сварочный источник Энергомаш СА-97И14НСварочный источник Приоритет САУ-150 схемаСварочные инверторы Страт-160\ 160\ 160КС\ 200КС\ 200У схемыСхема основной платы Awelco 5679 сварочного источника AwelcoПринципиальная электрическая схема основной платы PIASTRA BASE 5680 сварочных источников подобных AwelcoСхема сварочного полуавтомата ПДГ-151Инверторный сварочный источник MIG 160 IGBT схемаСхемы на инверторные источники TIG160. …TIG400Blueweld Combi 4. 165 сварочный полуавтоматИнверторные сварочные источники Minarc-150Сварочный полуавтомат MIG200Сварочный полуавтомат ПДГ-201EWM PICO 162 схема и инструкцияИнверторы сварочные ВДУЧ-315 (315М)Сварочные полуавтоматы ESAB LAX 320, LAX 380 схемыСварочный полуавтомат ПДГ-102 УЗ СВАП-02Сварочный аппарат LHF 250 (400, 630, 800 )
…TIG400Blueweld Combi 4. 165 сварочный полуавтоматИнверторные сварочные источники Minarc-150Сварочный полуавтомат MIG200Сварочный полуавтомат ПДГ-201EWM PICO 162 схема и инструкцияИнверторы сварочные ВДУЧ-315 (315М)Сварочные полуавтоматы ESAB LAX 320, LAX 380 схемыСварочный полуавтомат ПДГ-102 УЗ СВАП-02Сварочный аппарат LHF 250 (400, 630, 800 )
Сварочный аппарат LHF 405 (615) PipeweldСварочные инверторы LHQ150\ LTV150\ Caddy 150\ Caddytig 150Сварочный полуавтомат ESAB LKA150Сварочный полуавтомат ESAB LKA 180\ LKA 140Сварочный аппарат ESAB LTH 161\ Tigma 161Сварочный аппарат ESAB LKB 400W мануалУстройство протяжки сварочной проволоки ESAB MED 44 AristoСварочный аппарат ВДУЧ-350МАГ схемаСварочный источник ТИР-630 инструкция и схемаКомплект электродуговой металлизации КДМ-2 схемаИнвертор сварочный ДОН-150Выпрямитель сварочный ВДУ-506МСварочный источник FUBAG IR160\ IR180\ IR200Генератор сварочный ГД-4002 У2Источник плазменной резки КАРАТ-100М схемаСварочный источник Kemppi PS5000 схемаСварочные полуавтоматы ESAB Mig C141/C151Сварочный источник универсальный ESAB DTA400ACDCСварочные полуавтоматы MIG Autoplus-120\ 130Сварочный аппарат TIG схемаСварочный источник TRIODIN TIG-20Генератор для импульсной сварки Triodyn DP20
Сварочный регулируемый выпрямитель WTU-200Инверторный сварочный источник АСПТ-60 схемаИнверторный сварочный источник АСПТ-90 схемаИнверторный сварочный источник Фора-60 схемаИсточник плазменной резки LGK8-40 производства КитайИсточник плазменной резки SUPERIOR PLASMA 90 HFИсточник сварочный BestWeld BEST 210Автомобильная сварочная приставка АСП1Источник сварочный STURM AW97I20Сварочный инвертор КРАТОН WT-130SСварочный аппарат Дуга-Профессионал схемаСварочный полуавтомат ПСТ-161Сварочный источник ВД-306Д схемаСварочный инвертор Форсаж 160\ 250Сварочный полуавтомат MIGATRONIC AUTOMIGУстановка плазменной резки MEGATRONIC PI 400 PLASMAСварочный аппарат GYSPOT мануалСварочные инвертор Idealarc DC400Сварочный инвертор МК-300А схемаИнверторный сварочный источник IDEALARC DC-400 инструкция по тех.
обслуживаниюСварочный инвертор ASEA-160 схемаСварочный инвертор INVERTEC STT схемаСварочный инвертор INVERTEC V205-T схемаСварочный инвертор INVERTEC V250-S схемаСварочный инвертор INVERTEC V300-I схемаСварочные аппараты PHOENIX 301\ 351\ 401\ 421\ 521Сварочный аппарат Murex Transtig AC/DC 200 схемаРегулятор контактной сварки РКС-601 УХЛ4 схема и описаниеРегулятор контактной сварки РКС-502 УХЛ4 схемаУстановка для аргонно-дуговой сварки УДГУ-2510Аппарат сварочный Akai TE-7514AAACСварочный выпрямитель универсальный ВСВУ-400 схемаРегулятор контактной сварки РКС-801 УХЛ4 схемаСварочные полуавтоматы ПДГ-250-3 «Есаул», ПДГ-270-3, ПДГ-350-3 и ПДГ-350 схемы
Электрическая схема сварочного инвертора
В статье представлен обзор схемотехники силовой части источников сварочного тока инверторного типа, рассмотрены общие принципы работы, недостатки и преимущества каждой из схем.
Приведены несколько запатентованных способов стимулирования зажигания дуги, представлена синтезированная типовая структурная схема инверторного сварочного аппарата. Инверторные преобразователи напряжения на мощности от единиц ватт до десятков киловатт давно и успешно применяются при построении источников питания различного назначения. Особенностью этого класса преобразователей является работа на статическую нагрузку. В последнее десятилетие прошлого века инверторные преобразователи стали применяться при построении электросварочных аппаратов, где нагрузкой является сварочная дуга. Если первые модели таких инверторов выполнялись на тиристорах, то сейчас в качестве коммутирующих активных элементов применяются исключительно силовые МДП транзисторы. Абсолютное большинство сварочных инверторов предназначено для осуществления сварки на постоянном токе. Их структурная схема представлена на рис
Инверторные преобразователи напряжения на мощности от единиц ватт до десятков киловатт давно и успешно применяются при построении источников питания различного назначения. Особенностью этого класса преобразователей является работа на статическую нагрузку. В последнее десятилетие прошлого века инверторные преобразователи стали применяться при построении электросварочных аппаратов, где нагрузкой является сварочная дуга. Если первые модели таких инверторов выполнялись на тиристорах, то сейчас в качестве коммутирующих активных элементов применяются исключительно силовые МДП транзисторы. Абсолютное большинство сварочных инверторов предназначено для осуществления сварки на постоянном токе. Их структурная схема представлена на рис
Рис. Структура электросварочного аппарата инверторного типа. 1 – входной выпрямитель с емкостным накопителем энергии;2 – инверторный модуль;3 – выходной выпрямитель. При питании от однофазной сети бестрансформаторный входной выпрямитель заряжает накопительную емкость до напряжения величиной около 300В. Инверторный модуль, выполненный на ключевых активных элементах, осуществляет преобразование энергии постоянного тока в энергию тока высокой частоты с последующим его выпрямлением для питания сварочной дуги. Причем частота преобразования составляет несколько десятков килогерц. Инверторный модуль кроме ключевых элементов и системы управления ими обязательно содержит высокочастотный импульсный трансформатор. Понятно, что схемотехническое построение нверторного модуля во многом определяет качественные и количественные параметры всего сварочного аппарата. Анализ схемотехнического построения (топологии) сварочных инверторов зарубежных и отечественных производителей дает основание полагать, что число вариантов таких решений весьма ограниченно и все их можно разделить на однотактные и двухтактные. Однотактные схемы формируют импульсы одной полярности, двухтактные — двухполярные импульсы.
Инверторный модуль, выполненный на ключевых активных элементах, осуществляет преобразование энергии постоянного тока в энергию тока высокой частоты с последующим его выпрямлением для питания сварочной дуги. Причем частота преобразования составляет несколько десятков килогерц. Инверторный модуль кроме ключевых элементов и системы управления ими обязательно содержит высокочастотный импульсный трансформатор. Понятно, что схемотехническое построение нверторного модуля во многом определяет качественные и количественные параметры всего сварочного аппарата. Анализ схемотехнического построения (топологии) сварочных инверторов зарубежных и отечественных производителей дает основание полагать, что число вариантов таких решений весьма ограниченно и все их можно разделить на однотактные и двухтактные. Однотактные схемы формируют импульсы одной полярности, двухтактные — двухполярные импульсы.
Во всех схемах транзисторы работают в ключевом режиме, причем время включенного состояния может регулироваться, что дает возможность изменять величину нагрузочного тока. Наиболее распространенные схемотехнические решения инверторных модулей представлены на рис. 2
Наиболее распространенные схемотехнические решения инверторных модулей представлены на рис. 2
Рис. Схемы инверторных модулей сварочных аппаратова) Двухтактная схема – «полный мост»б) Двухтактная схема – «полумостовая схема»в) Однотактная схема – «косой полумост»
В двухтактной мостовой схеме формирование двухполярных импульсов происходит за счет попарного отпирания транзисторов (VT1 и VT3), (VT2 и VT4). При номинальной мощности нагрузки через транзисторы протекает лишь половина полного тока моста, а напряжение на каждом из них составляет половину напряжения на емкости С. Однако здесь требуется обеспечить полную симметрию плеча моста для исключения возможности протекания через первичную обмотку трансформаторе тока подмагничивания. Кроме того, для предотвращения опасности сквозного короткого замыкания через транзисторы необходимо задать некоторое «мертвое время», т.
паузу между началом процесса отключения одной пары транзисторов и включения другой. В полумостовой схеме за счет наличия емкостного делителя (С2, С3) напряжение на каждом из транзисторов и на первичной обмотке трансформатора составляет 0. 5Uвх т. е при питании схемы от бестрансформаторного сетевого выпрямителя оно не превышает 150В. Обеспечение сварочного тока величиной 120 – 150 А при относительном малом коэффициенте трансформации приводит к необходимости применения мощных транзисторов (либо их группового соединения) и увеличению тока, потребляемого из питающей сети.
5Uвх т. е при питании схемы от бестрансформаторного сетевого выпрямителя оно не превышает 150В. Обеспечение сварочного тока величиной 120 – 150 А при относительном малом коэффициенте трансформации приводит к необходимости применения мощных транзисторов (либо их группового соединения) и увеличению тока, потребляемого из питающей сети.
Электрическая и принципиальная схема сварочного инвертора
Чтобы обеспечить горение сварочной дуги, используются инверторы. У данных устройств есть определенные преимущества, недостатки, отличительные особенности. Схема сварочного инвертора включает в себя конструкционные элементы, каждый узел выполняет свою операцию.
Принцип работы
Если разобрать сварочный инвертор, можно поближе рассмотреть силовой трансформатор. Он является основным узлом конструкции и отвечает за уровень напряжения. Ток, исходящий от источника, должен быть понижен.
Схема сварочного инвертора
Важно! На плате управления используются конденсаторы, резисторы, отвечающие за проводимость электрического потока.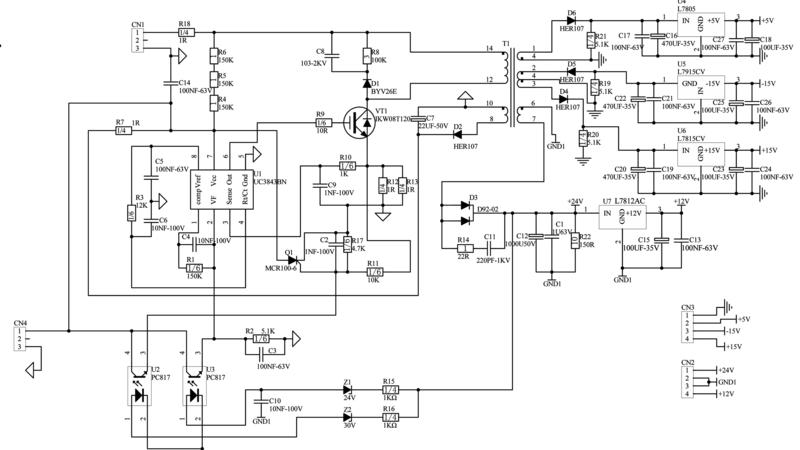
Чтобы частота находилась на уровне 50 герц, используется стабилизатор. К дополнительным элементам относится выпрямитель тока (отвечает за пульсацию) и дроссель, стабилизирующий выходное напряжение. Устройство работает в цепи постоянного, переменного тока. Когда напряжение выпрямляется, оно подается на дугу и разрешается заниматься сварочными работами.
Технические характеристики
При рассмотрении инверторов рекомендуется сосредоточиться на таких характеристиках:
- напряжение от сети,
- допустимый размер электрода,
- напряжение без нагрузки,
- рабочий цикл,
- класс защиты,
- показатель нагревостойкости,
- температура эксплуатации.
Конструкция инверторного сварочного аппарата
Внутри сварочного инвертора имеется множество элементов, которые взаимодействуют между собой. К основным модулям силового блока приписывают следующее:
- выпрямитель напряжения,
- помеховый фильтр,
- преобразователь (он же инвертор),
- высокочастотный выпрямитель на выходе.

Рассматривая плату управления, на ней используются системы для охлаждения транзисторов, фильтров. У современных инверторов установлен радиатор, выпрямитель и преобразователь. Есть кулер, нацеленный на понижающий трансформатор.
Важно! На плате управления может быть один или несколько помеховых фильтров и конденсаторов под них.
Рядом с понижающим трансформатором необходим датчик тока, интегральный стабилизатор. Продвинутые инверторы высокого уровня поставляются с реле мягкого пуска.
Достоинства и недостатки
К сильным сторонам оборудования важно приписать следующее:
- высокая эффективность,
- значительная удельная мощность,
- ассортимент в наличии,
- сфера применения.
Недостатки также всем знакомы, речь идёт о высокой стоимости продукции. Агрегаты не отличаются долгим сроком эксплуатации. Когда электронная плата перегорает, сделать что-либо нереально.
Проблема кроется в незащищенности корпуса. На рабочем месте, как правило, большое количество пыли и грязи.
Правильное назначение
Сварочные аппараты подходят для продуктивной работы в домашних условиях, а также в мастерских. Разнообразие функций в устройствах делает их разносторонними. Стандартные сварочные инверторы обеспечивают постоянный ток сварки, поэтому считаются универсальными агрегатами. Они подходят для сварки и резки чёрных, цветных металлов.
Полуавтоматика отличается тонким и ровным швом, практически не оставляет после себя следов. Плазморез востребован в промышленной сфере, годится для профессиональных работ. Резка металла происходит на высокой скорости. Допускаются различные типы заготовок.
Интересно! Плазморезы годятся для длинных разрезов, к примеру, бронзы либо алюминия.
Аппараты аргонно-дуговой сварки считаются более подходящими для цветных металлов. Обеспечивается значительная глубина проварки и практически нет ограничений. Модели точечной сварки также могут называться споттерами, применимы на металлообрабатывающих предприятиях. Точечные аппараты подходят для резки крупных изделий.
Точечные аппараты подходят для резки крупных изделий.
Аппараты аргонно-дуговой сварки
Как правильно использовать
Чтобы приступить к сварочным работам, необходимо подготовить установку.
- размещение инвертора,
- проверка заземления,
- уборка лишних предметов,
- подключение к электросети,
- подсоединение удлинителя,
- использование генераторов,
- установка сварочных кабелей,
- настройка.
Чтобы агрегат работал должным образом, с учётом выбранного металла, производится регулировка частоты напряжения. Важно подобрать соответствующий электрод (минимальный диаметр 3 мм). Когда с подготовкой покончено, осуществляется розжиг дуги. Необходимо несколько раз стукнуть по металлу, важно контролировать положение электрода.
Совет! Во время сварки электрод передвигается вдоль линии разреза.
Действовать разрешается под прямым или небольшим углом (не более 60 градусов). В труднодоступных местах работают другие правила.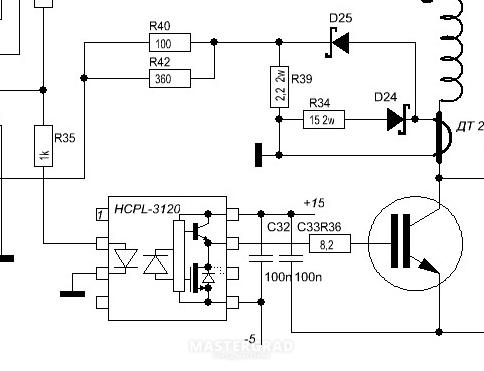
Схемы сварочного аппарата
При рассмотрении сварочного оборудования изучается электрическая и принципиальная схема. Если обратиться к понятиям, заметно, что они несут разные посылы. Учитывается информативность и модель построения. Электросхема представляет собой документ, который сообщает о важных частях оборудования. Основная задача — показать путь прохождения электрической энергии по оборудованию.
Компоненты взаимодействуют между собой и на схеме можно это проследить. Используются специальные обозначения для каждого отдельного компонента. При составлении электрических схем учитывается структура, а также функциональность.
Важно! Все стандарты прописаны в ГОСТе 2. 702-75.
Принципиальная схема также относится к электрическому типу, однако имеет другие задачи. Документ представляет собой чертеж, на котором также отображены компоненты агрегата. Разница заключается в том, что в принципиальной электрической схеме отображаются электромагнитные связи. По факту, они выглядят не такими детальными, как функциональные электрические схемы. Если посмотреть на чертеж, отображаются лишь основные узлы.
По факту, они выглядят не такими детальными, как функциональные электрические схемы. Если посмотреть на чертеж, отображаются лишь основные узлы.
Электрическая
Стандартная электрическая схема инверторного сварочного аппарата включает в себя мощные транзисторы с частотой 50 Герц. Они действуют в цепи постоянного тока. Подача энергии происходит на выпрямитель для обеспечения стабильного выходного напряжения.
Важная информация! Чтобы частота не прыгала, используется диодный мост. Элемент работает на пару с фильтрующим конденсатором.
Мосты отличаются по мощности и вырабатывают высокую температуру. С целью их охлаждения применяются вентиляторы, радиаторы. Для фильтрующих конденсаторов необходим предохранитель, который убережет компонент в случае замыкания цепи.
Также на схеме обозначен электромагнитный фильтр, который отвечает за совместимость тока. Напряжение подаётся от выпрямителя, представленный блок отвечает за высокочастотные помехи. В случае с трансформаторами проблема является актуальной. Есть схемы аппарата, включающие два мощных транзистора, которые применяются с отдельными радиаторами.
Есть схемы аппарата, включающие два мощных транзистора, которые применяются с отдельными радиаторами.
Трансформатор установлен высокой частоты, он обеспечивает быстрое преобразование напряжения. Его коммутация происходит на обмотке, поэтому максимальное напряжение в устройствах подобного плана доходит до 340 вольт. Чтобы при большом напряжении создать низкий уровень тока, необходима первичная обмотка. У инверторов параметр составляет 120 ампер.
Интересно! Быстродействующие диоды, которые установлены с катодом, можно только предполагать о связи с выпрямителями.
По конструкции элементы просты, способны включаться по команде. Они отвечают за открытие и закрытие моста. Основная функция опять же связана с защитой агрегата. Сразу после подключения цепи к источнику питания по схеме задействуются конденсаторы. Они начинают заряжаться, уровень тока возрастает до максимума. Основная нагрузка подаётся на мосты, поэтому уровень заряда ограничивается.
Принципиальная
Принципиальная схема выстроена таким образом, что напряжение идёт от выпрямителя к инвертору и подается на трансформатор. Далее ток проходит через вторичный выпрямитель, выходит через дроссель непосредственно к электроду.
Далее ток проходит через вторичный выпрямитель, выходит через дроссель непосредственно к электроду.
Плюс ко всему, от вторичного выпрямителя ток поступает по принципиальной схеме на блок обратной связи. Он взаимосвязан с блоком управления. От блока обратной связи сигнал может поступить непосредственно на инвертор.
Выше рассмотрена электрическая, принципиальная схема сварочного инвертора. Изучен принцип работы, особенности моделей. При оценке агрегатов учитываются технические характеристики, достоинства, недостатки, назначение и сфера использования.
Иногда такое случается — подождите немного и обновите страницу. Если проблема не уходит, вот что можно сделать:
- Отключить VPN.
- Включить и выключить режим «В самолёте».
- Подключиться к другой сети.
- Перезагрузить роутер.
Если и это не сработает, напишите в поддержку. В письме укажите город, провайдера и IP-адрес (его можно посмотреть на yandex. ru/internet). Постараемся разобраться как можно скорее.
Ремонт сварочного инвертора ресанта 220 своими руками
Содержание
- Восстанавливаем работу сварочного инвертора Ресанта САИ-250ПН
- #1 copich
- Прикрепленные изображения
- #2 copich
- #3 tehsvar
- #4 Dr_MMA
- #5 АВН
- #6 copich
- #7 Dr_MMA
- #8 copich
- Частые неисправности
- Устройство не запускается
- Залипание электрода (прерывание дуги)
- Самопроизвольное отключение
- Неисправности инверторных устройств
- Электрическая схема
- Особенности эксплуатации
- Порядок самостоятельного ремонта
Восстанавливаем работу сварочного инвертора Ресанта САИ-250ПН
Как-то раз в мои руки попал сварочный инвертор Ресанта САИ 250ПН. Аппарат, без сомнения, внушает уважение.
Те, кто знаком с устройством сварочных инверторов, оценят всю мощь по внешнему виду электронной начинки.
Как уже говорилось, начинка сварочного инвертора рассчитана на большую мощность. Это видно по силовой части устройства.
Это видно по силовой части устройства.
Во входном выпрямителе два мощных диодных моста на радиаторе, четыре электролитических конденсатора в фильтре. Выходной выпрямитель также укомплектован по полной: 6 сдвоенных диодов, массивный дроссель на выходе выпрямителя.
три ( ! ) реле мягкого пуска. Их контакты соединены параллельно, чтобы выдержать большой скачок тока при запуске сварки.
Если сравнить эту Ресанту (Ресанта САИ-250ПН) и TELWIN Force 165, то Ресанта даст ему лихую фору.
Но, даже у этого монстра есть ахиллесова пята.
Аппарат не включается;
Охлаждающий кулер не работает;
Нет индикации на панели управления.
После беглого осмотра выяснилось, что входной выпрямитель (диодные мосты) оказались исправны, на выходе было около 310 вольт. Стало быть, проблема не в силовой части, а в цепях управления.
Внешний осмотр выявил три перегоревших SMD-резистора. Один в цепи затвора полевого транзистора 4N90C на 47 Ом (маркировка – 470), и два на 2,4 Ом (2R4) – включенных параллельно – в цепи истока того же транзистора.
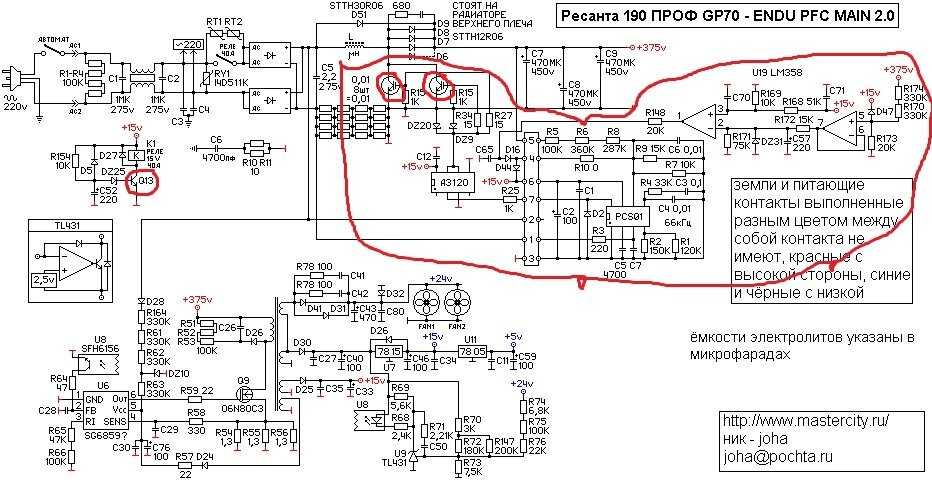
Транзистор 4N90C (FQP4N90C) управляется микросхемой UC3842BN. Эта микросхема – сердце импульсного блока питания, который запитывает реле плавного пуска и интегральный стабилизатор на +15V. Он в свою очередь питает всю схему, которая и управляет ключевыми транзисторами в инверторе. Вот кусочек схемы Ресанта САИ-250ПН.
Также обнаружилось, что в обрыве ещё и резистор в цепи питания ШИ-контроллера UC3842BN (U1). На схеме он обозначен, как R010 (22 Ом, 2Вт). На печатной плате имеет позиционное обозначение R041. Предупрежу сразу, что обнаружить обрыв данного резистора при внешнем осмотре довольно трудно. Трещина и характерные подгары могут быть на той стороне резистора, что обращена к плате. Так было в моём случае.
Судя по всему, причиной неисправности послужил выход из строя ШИ-контроллера UC3842BN (U1). Это в свою очередь привело к увеличению потребляемого тока, и резистор R010 сгорел от резкой перегрузки.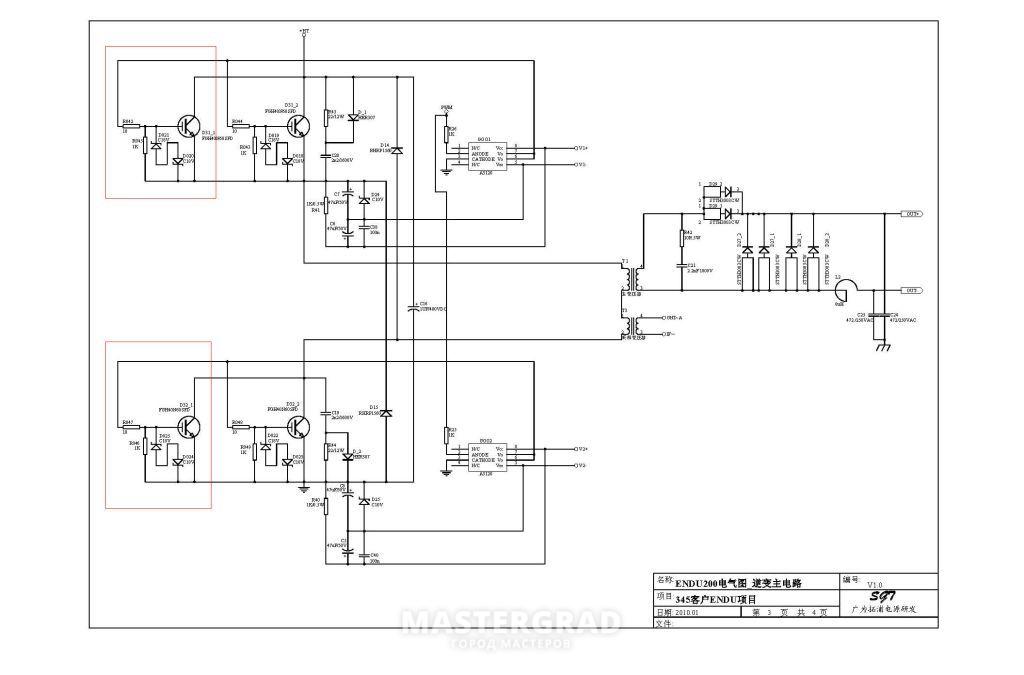 SMD-резисторы в цепях MOSFET-транзистора FQP4N90C сыграли роль плавкого предохранителя и, скорее всего, благодаря им транзистор остался цел.
SMD-резисторы в цепях MOSFET-транзистора FQP4N90C сыграли роль плавкого предохранителя и, скорее всего, благодаря им транзистор остался цел.
Как видим, вышел из строя целый импульсный блок питания на UC3842BN (U1). А он питает все основные блоки сварочного инвертора. В том числе и реле плавного пуска. Поэтому сварка и не подавала никаких “признаков жизни”.
В итоге имеем кучу “мелочёвки”, которую нужно заменить, дабы оживить агрегат.
После замены указанных элементов, сварочный инвертор включился, на дисплее показалось значение установленного тока, защумел охлаждающий кулер.
Тем, кто захочет самостоятельно изучить устройство сварочного инвертора – полная принципиальная схема “Ресанта САИ-250ПН”.
#1 copich
- Город: Москва
Есть проблемка. Сгорела пара резисторов, это что на первый взгляд.
Один судя 2.4 Ом, а второй не пойму. Может есть схема на такой аппарат?
То что в нете нашел да и на сайте, соответствует старой модельки и обозначения совсем другие.
Может есть у кого в наличии такой и есть возможность сфотографировать, то буду при много благодарен!
при включении молчит, ни вентилятор ни светодиоды ни чего. Тишина.
Первичный выпрямитель работает, 400V на банках есть. Сдох вспомогательный источник питания.
При осмотре нашел вот пару дохляков. Далее буду глубже копать, но. вот уже вопросик
P.S. собственно сгорели R010 и R019
Прикрепленные изображения
Сообщение отредактировал copich: 24 Апрель 2015 08:57
Начните себя уважать и тогда вас то же будут уважать.
работайте на оборудование которое будет доставлять вам радость и тогда работа будет в сладость!
#2 copich
- Город: Москва
Итог: аппарат ожил.
Резисторы оба в параллели стоят, поэтому 2.4Ом оба.
+ еще сгорел резистор 47Ом, R011
Уже приготовился транзистор менять, но оказался живой и даже диод внутри живой.
Блин, с чего. Диоды. стабилитроны, микросхемы и транзисторы всЕ и всЁ живое.
Сообщение отредактировал copich: 24 Апрель 2015 11:58
Начните себя уважать и тогда вас то же будут уважать.
работайте на оборудование которое будет доставлять вам радость и тогда работа будет в сладость!
#3 tehsvar
Блин, с чего. Диоды. стабилитроны, микросхемы и транзисторы всЕ и всЁ живое.
Это у них нормально. Горят от того, при чём должны по идее, работать. От пониженного напряжения. Резистор на затвор ставлю 22 Ома, а 2-х ватник Ом на 10 -15. Так как токи возрастают при падении напруги. Вот только у мелких резюков номинал трогать не нужно. Они там как датчик тока работают. Остальное – не так важно.
#4 Dr_MMA
Есть проблемка . Первичный выпрямитель работает, 400V на банках есть.
Привет, а как это из 220-ти получили 400 вольт ?
#5 АВН
Сообщение отредактировал АВН: 25 Апрель 2015 20:20
#6 copich
- Город: Москва
Привет, а как это из 220-ти получили 400 вольт ?
Это грубо. Если “приблизительно-точно” то 220В умножаем на корень из двух. Так устраивает?
Если “приблизительно-точно” то 220В умножаем на корень из двух. Так устраивает?
Это у них нормально. Горят от того, при чём должны по идее, работать. От пониженного напряжения. Резистор на затвор ставлю 22 Ома, а 2-х ватник Ом на 10 -15. Так как токи возрастают при падении напруги. Вот только у мелких резюков номинал трогать не нужно. Они там как датчик тока работают. Остальное – не так важно.
Спасибо за очень дельное замечание и предложение!
Начните себя уважать и тогда вас то же будут уважать.
работайте на оборудование которое будет доставлять вам радость и тогда работа будет в сладость!
#7 Dr_MMA
Это грубо. Если “приблизительно-точно” то 220В умножаем на корень из двух. Так устраивает?
А причём здесь “устраивает” или “не устраивает”. Тут человек пишет что на кондерах 400 вольт и я спросил. А вы сами часто вместо 310-ти пишете 400 ? Это тоже самое что вместо 220-ти написать 284 вольт. А физику я знаю не хуже других.
#8 copich
- Город: Москва
А причём здесь “устраивает” или “не устраивает”. Тут человек пишет что на кондерах 400 вольт и я спросил. А вы сами часто вместо 310-ти пишете 400 ? Это тоже самое что вместо 220-ти написать 284 вольт. А физику я знаю не хуже других.
Тут человек пишет что на кондерах 400 вольт и я спросил. А вы сами часто вместо 310-ти пишете 400 ? Это тоже самое что вместо 220-ти написать 284 вольт. А физику я знаю не хуже других.
Тогда уж не на КОНДЕРАХ, а на КОНДЕНСАТОРАХ. А то правильные где хотим или где нравится. Резюк, кондер, 400В и т.п. с одного поля ягодка будет.
Что при этом меняется? Если учесть питание микросхемы или еще чего где важно точно знать до вольта, а порой еще и осциллограф нужен смотреть пульсации, то это важно. А тут +- километр на оживление ни как не скажется. И тем более, что получить это не возможно если конечно тестер не из самого подвального Китая.
. В общем это бла бла бла и к делу отношения не имеет. Особенно как помощь в ремонте. Поэтому если поговорить то милости в личку, там и поговорим и найдем понимание (консенсус)
И СПАСИБО, что откликнулись в поиске моей проблемы! Любое внимание бесценно!
P.S. скоро выставка – металлообработка, там будем выставляться, приходите – пивка попьем!
Начните себя уважать и тогда вас то же будут уважать.
работайте на оборудование которое будет доставлять вам радость и тогда работа будет в сладость!
Общеизвестно, что ремонт сварочных аппаратов в подавляющем большинстве случаев может быть организован и проведён самостоятельно. Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях.
Одна только попытка отключить защиту инвертора может поставить в тупик даже специалиста по электротехнике. Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую.
Частые неисправности
Основными проявлениями неполадок аппаратов электродуговой сварки являются:
- прибор не включается при подсоединении к электросети и запуске;
- залипание электрода с одновременным гулом в районе преобразователя;
- самопроизвольное отключение сварочного аппарата в случае его перегрева.
Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании. У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен.
Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании. У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен.
Однако при правильном обращении инверторы служат долго, и не ломаются. Необходимо защищать от пыли, высокой влажности, мороза, хранить в сухом месте. Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками.
Устройство не запускается
В этом случае, прежде всего, необходимо убедиться в наличии напряжения в сети и целостности предохранителей, установленных в обмотках трансформатора. При их исправности следует прозвонить с помощью тестера токовые обмотки и каждый из выпрямительных диодов, проверив тем самым их работоспособность.
При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
Иногда из строя выходит фильтрующий конденсатор. В этом случае ремонт будет заключаться в его проверке и замене новой деталью.
В случае исправности всех элементов схемы необходимо разобраться с сетевым напряжением, которое может быть сильно занижено и его просто не хватает для нормального функционирования сварочного аппарата.
Залипание электрода (прерывание дуги)
Причиной залипания электрода и прерывания дуги может быть снижение напряжения из-за короткого замыкания в обмотках трансформатора, неисправности диодов или ослабления соединительных контактов. Также возможен пробой конденсаторного фильтра или замыкания отдельных деталей на корпус сварочного аппарата.
К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
Если залипание сопровождается сильным гудением трансформатора – это также свидетельствует о перегрузке в нагрузочных цепях прибора или замыкании в сварочных проводах.
Одним из вариантов ремонта с устранением этих эффектов может стать восстановление изоляции соединительных кабелей, а также подтяжка ослабевших контактов и клеммников.
Самопроизвольное отключение
В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.
После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние.
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.
Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам.
Так, некоторые модели таких аппаратов (сварочный инвертор, в частности) в соответствии с инструкцией должны работать по графику, предполагающему перерыв на 3-4 минуты после 7-8-ми минут непрерывной сварки.
Неисправности инверторных устройств
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их.
Электрическая схема
В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока.
Поломки всех сварочных инверторов условно можно разделить на следующие виды:
- неисправности, связанные с ошибками в выборе режима сварки;
- отказы в работе, обусловленные выходом из строя электронного (преобразовательного) модуля или других деталей устройства.
Метод выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простого повреждения – к более сложной поломке». С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.
Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной (без отключения инвертора) работы устройства.
Особенности эксплуатации
Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
В процессе ремонта электронной схемы сначала производится визуальный осмотр плат с целью выявления обгоревших или «подозрительных» элементов в составе отдельных функциональных модулей.
Если в ходе осмотра никаких нарушений обнаружить не удаётся – поиск неисправности продолжается путём выявления нарушений в работе электронной схемы (проверки уровней напряжения и наличия сигнала в её контрольных точках).
Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.
Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата.
Порядок самостоятельного ремонта
В случае принятия решения о самостоятельном ремонте платы – рекомендуем воспользоваться следующими советами опытных специалистов.
При обнаружении в ходе визуального осмотра сгоревших проводов и деталей следует заменить их новыми, а заодно и переткнуть все разъёмы, что позволит исключить вариант пропадания контакта в них.
Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Для этого необходимо найти источники, в которых приводятся эпюры напряжений и токов, предназначенные для более полного понимания работы этого агрегата.
Ориентируясь на эти эпюры с помощью осциллографа можно последовательно проверить все электронные цепочки и выявить узел, в котором нарушается нормальная картинка преобразования сигнала.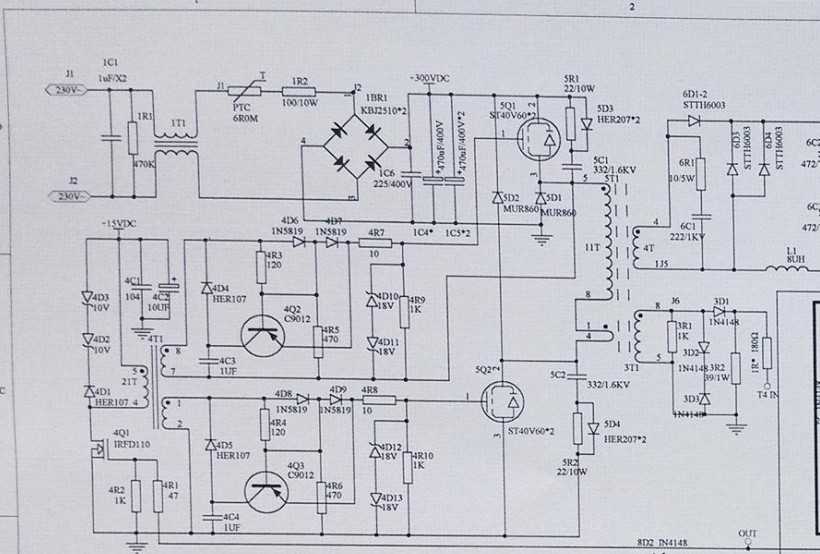
Одним из наиболее сложных узлов инверторного сварочного аппарата считается плата управления электронными ключами, проверить исправность которой можно с помощью того же осциллографа.
При сомнениях в работоспособности этой платы можно попробовать заменить её исправной (от другого, работающего инвертора) и попытаться вновь запустить сварочный аппарат.
В случае благоприятного исхода останется только отдать свою плату в ремонт или заменить её купленной новой. Таким же образом следует поступать и при появлении подозрений в исправности всех других модулей или блоков сварочного аппарата.
В заключении напомним, что ремонт любых сварочных агрегатов (и инверторов, в частности) считается достаточно сложной процедурой, требующей определённых навыков и умения обращаться со сложной измерительной техникой.
При наличии малейших сомнений в своём профессионализме следует воспользоваться помощью специалистов и предоставить им возможность вернуть неисправный аппарат в работу.
Ресанта САИ 220 – самый любимый аппарат!
Главная » Новости » Ресанта САИ 220 – самый любимый аппарат!
Сварочный инвертор «Ресанта САИ 220»
В последнее время лидирующие позиции при продажах из всей линейки инверторов занимает сварочный инвертор…
Ресанта САИ 220. Об этом свидетельствуют многочисленные положительные отзывы пользователей о функциональности прибора и качестве сборки.
КУПИТЬ СВАРОЧНЫЙ АППАРАТ РЕСАНТА САИ 220 СЕЙЧАС!
Ресанта САИ 220 – высокотехнологичный сварочный инвертор для ручной дуговой сварки. Это одна из последних разработок компании «Ресанта», которая вполне может похвастаться новейшими технологическими новшествами, способствующими качественной и удобной работе.
Почему же так популярна данная модель инвертора? Пожалуй, основная загадка данной модели в том, что его невозможно по параметрам отнести к классу как бытовых, так и профессиональных агрегатов и пользователи данных аппаратов как профессионалы, так и новички. Так в чем же его привлекательность для таких противоположных категорий покупателей?
Так в чем же его привлекательность для таких противоположных категорий покупателей?
Характеристики сварочного инвертора Ресанта САИ 220 по максимальному сварочному току на порядок выше подобных аналогов из линейки «Ресанта», что дает профессиональным сварщикам больше простора для творчества в работе и позволяет выполнять серьезные сварочные работы с использованием толстых электродов и с более стабильными показателями.
Новичков без опыта работы в сварочном инверторе привлекает простота в эксплуатации, ведь сварочный инвертор САИ 220 можно использовать сразу, без предварительной подготовки, достаточно просто ознакомиться с инструкцией. Конструктивные особенности инвертора помогают держать стабильную дугу и обеспечивают комфортную работу.
Принцип работы Ресанта САИ 220 это двухэтапное преобразование напряжения (переменного тока в постоянный и преобразование в высокочастотный переменный). Схема сварочного инвертора состоит из следующих основных узлов:
1. силовой блок с частотой 50Гц
силовой блок с частотой 50Гц
2. инверторный агрегат, переводящий постоянный ток в высокочастотный переменный
3. выпрямитель
4. трансформатор
5. дроссель
Ресанта САИ 220 принадлежит к повышенному классу защищенности IP21 и обеспечивает безопасную эксплуатацию как для новичков, так и для профессионалов. Все внутренние узлы инвертора неподвижны, высококачественно выполнена изоляция лаком всех токопроводящих механизмов – это говорит о механической защищенности и невозможности попадания внутрь предметов.
Основные преимущества Ресанта САИ 220:
- Аппарат имеет компактные размеры и малый вес, что позволяет легко транспортировать агрегат и использовать для мобильной сварки.
-
Диапазон регулировки тока от 10-220А. Это позволяет проводить специфические работы с электродами любой толщины, при малом токе с тонкими электродами, и при 220А можно проводить работы с толстыми электродами и массивными поверхностями.

- Мощная конструкция Ресанта САИ 220 очень устойчива к механическим повреждениям и допускает жесткое использование.
- Напряжение холостого хода 28В, а напряжение дуги 80В.такие низкие показатели делают инвертор безопасным в эксплуатации.
- Конструктивные особенности аппарата позволяют его использовать в суровых климатических условиях, до -20°С. Достаточно лишь контролировать режим нагрева и остывания.
- Плавный регулятор сварочного тока позволяет эксплуатацию без опыта работы и специальных навыков.
- Наличие двух вентиляторов охлаждения улучшает обдув и охлаждение внутри корпуса.
- Ресанта САИ 220 очень устойчив к перегреву. Даже при выходе из строя вентиляторов, отключение происходит только после расходования двух 5мм электродов.
-
Дополнительные функции «горячий старт», «антизалипание» помогут новичкам или людям без опыта освоить процесс сварки и поспособствуют легкой и простой эксплуатации для профессионала.
- Ресанта САИ 220 обладает высоким КПД преобразования тока и функцией контроля сварки при перепадах напряжения, что значительно экономит затраты на электроэнергию.
- Ресанта САИ 220 обеспечивает высокую стабильность параметров сварочного процесса в условиях нестабильных электросетей. Это преимущество особо актуально для жителей удаленных населенных пунктов с постоянными скачками напряжения и для мест без центрального энергоснабжения с наличием автономных источников питания (генераторы)
Приводим комментарии и опыт личного использования Ресанта САИ 220 от покупателей интернет-магазина
Михаил, Свердловская область, новичок
Когда наконец-то дошли руки до электрификации дачного домика, сам собой стал вопрос о благоустройстве участка. А любые ремонтно – восстановительные работы без сварочного аппарата невозможны. Требовалось установить забор с воротами, и материал был в наличии, не было только сварки. А согласитесь, нанимать профессионального сварщика дело затратное, тем более, что были ограничения по финансам. Вот и решился на приобретение сварочного аппарата, но бюджет на покупку заведомо ограничил. Так как я не сварщик по профессии и неясно потребуется аппарат в будущем или нет, а выкинуть кучу денег на оборудование, которое возможно, будет пылиться в гараже, не хотелось. Но и было желание приобрести качественный и надежный агрегат по низкой стоимости, который отработает свое, без ремонта. Конечно, как и у большинства желающих приобрести сварку первый мой выбор пал на старую проверенную классику – сварочный трансформатор. Уже практически был готов купить, но останавливало понимание неудобства его транспортировки. Я не мог решить, как таскать за собой этот огроменный и тяжелый ящик при любом желании поработать. И вот в один из вечеров при изучении информации о сварочных аппаратах наткнулся на огромное количество положительных отзывов в сторону сварочных инверторов. Присмотрелся к этому чуду техники и был удивлен, маленькие и легкие инверторы обещали технические характеристики не хуже чем у трансформаторов.
А согласитесь, нанимать профессионального сварщика дело затратное, тем более, что были ограничения по финансам. Вот и решился на приобретение сварочного аппарата, но бюджет на покупку заведомо ограничил. Так как я не сварщик по профессии и неясно потребуется аппарат в будущем или нет, а выкинуть кучу денег на оборудование, которое возможно, будет пылиться в гараже, не хотелось. Но и было желание приобрести качественный и надежный агрегат по низкой стоимости, который отработает свое, без ремонта. Конечно, как и у большинства желающих приобрести сварку первый мой выбор пал на старую проверенную классику – сварочный трансформатор. Уже практически был готов купить, но останавливало понимание неудобства его транспортировки. Я не мог решить, как таскать за собой этот огроменный и тяжелый ящик при любом желании поработать. И вот в один из вечеров при изучении информации о сварочных аппаратах наткнулся на огромное количество положительных отзывов в сторону сварочных инверторов. Присмотрелся к этому чуду техники и был удивлен, маленькие и легкие инверторы обещали технические характеристики не хуже чем у трансформаторов. Выходные токи бытовых моделей колебались в диапазоне от 120-240А, да и вес они имели детский, в сравнении с классикой! Решение было очевидно, и чаша весов склонилась в сторону покупки сварочного инвертора. Теперь следовало изучить представленные торговые марки, модели и цены. На одном из форумов, во время беседы со старожилами, мне посоветовали конкретную модель инвертора САИ 220 от «Ресанты». Причем, почти все отзывы в сторону этой модели были положительные. Асы в области сварки делали акцент на проверенную временем схемотехнику, функциональность и эргономичность. Продавцы утверждали, что это самая продаваемая модель из всей линейки «Ресанта». После долгих раздумий, решился на покупку именно этой модели, нашел самый дешевый ценник в интернет магазине “Ресанта-Урал”. Это моя первая покупка сварочного аппарата, но все равно я остался под впечатлением. Даже не мог подумать, что сварочник может быть таким компактным и легким и при этом выдавать рабочий ток до 220А. Поразило так же малое энергопотребление, которое приблизительно сравнимо с работой двух электрочайников.
Выходные токи бытовых моделей колебались в диапазоне от 120-240А, да и вес они имели детский, в сравнении с классикой! Решение было очевидно, и чаша весов склонилась в сторону покупки сварочного инвертора. Теперь следовало изучить представленные торговые марки, модели и цены. На одном из форумов, во время беседы со старожилами, мне посоветовали конкретную модель инвертора САИ 220 от «Ресанты». Причем, почти все отзывы в сторону этой модели были положительные. Асы в области сварки делали акцент на проверенную временем схемотехнику, функциональность и эргономичность. Продавцы утверждали, что это самая продаваемая модель из всей линейки «Ресанта». После долгих раздумий, решился на покупку именно этой модели, нашел самый дешевый ценник в интернет магазине “Ресанта-Урал”. Это моя первая покупка сварочного аппарата, но все равно я остался под впечатлением. Даже не мог подумать, что сварочник может быть таким компактным и легким и при этом выдавать рабочий ток до 220А. Поразило так же малое энергопотребление, которое приблизительно сравнимо с работой двух электрочайников. Уже после некоторого срока эксплуатации я смог оценить широту регулирования тока, от 10-220А, которая позволяла уверенно работать с разными диаметрами электрода. После двух лет использования инвертора, я уже не могу назвать себя новичком в области сварки и вполне обоснованно говорю, что сделал правильный выбор. Для дачи, гаража или мастерской эта модель наиболее актуальная и востребованная. Для этих целей, можно конечно выбрать и менее мощный инвертор, например на 160-180А, но я считаю, что лучше иметь запас мощности, да и напряжение в наших сетях часто не в норме.
Уже после некоторого срока эксплуатации я смог оценить широту регулирования тока, от 10-220А, которая позволяла уверенно работать с разными диаметрами электрода. После двух лет использования инвертора, я уже не могу назвать себя новичком в области сварки и вполне обоснованно говорю, что сделал правильный выбор. Для дачи, гаража или мастерской эта модель наиболее актуальная и востребованная. Для этих целей, можно конечно выбрать и менее мощный инвертор, например на 160-180А, но я считаю, что лучше иметь запас мощности, да и напряжение в наших сетях часто не в норме.
Виктор, Красноярск, сварщик 5го разряда
Пользуюсь аппаратом Ресанта САИ 220 уже четвертый год, зарекомендовал себя только с лучшей стороны. При покупке переживал, что будет проблематично работать с нержавейкой без добавления аргона. Но опасения были напрасны, варю с нержавеющим электродом на 3мм и все отлично. Единственный недостаток инвертора – короткие провода, но вопрос решаем с помощью переноски.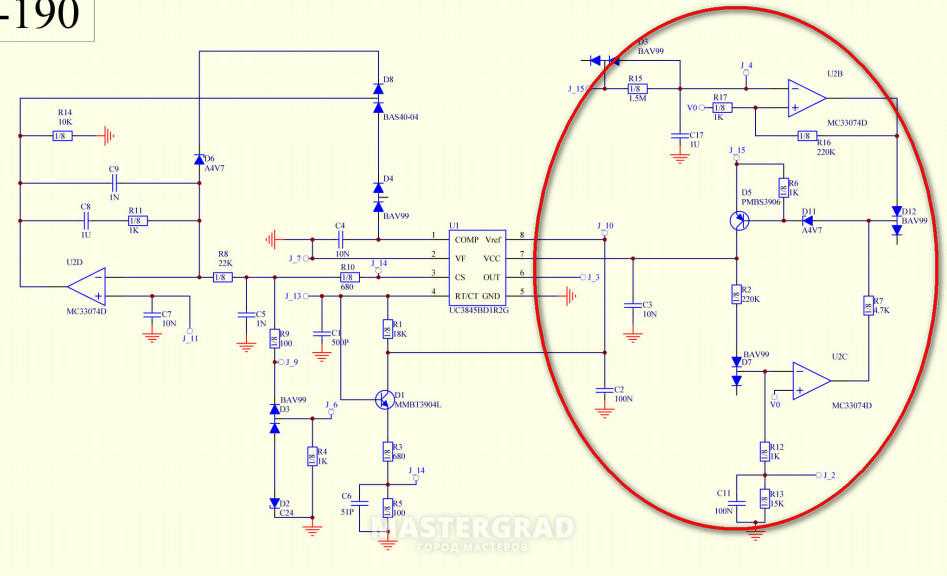
Рома, Иркутск, профессионал
Я, хоть и искушенный в этом вопросе профессионал, но впечатлен покупкой Ресанта САИ 220. Раньше работы проводил в основном с трансформатором, у которого проблемы с охлаждением и уходит очень много времени на остывание. С инвертором такого нет и это его главное достоинство. Система охлаждения на высшем уровне. Так же система анти залипания в точку придумана, может пользоваться даже неопытный новичок.
Андрей, Екатеринбург, новичок без опыта работы
У меня очень интересный первый опыт пользования этим аппаратом. Я никогда не владел технологией сварки и ни разу не пробовал варить и тем более не имел своего сварочника. Однажды пришел к знакомому, который как раз пользовал Ресанта САИ 220. С помощью этого аппарата были сварены забор и печь для бани, вот и уговорил меня попробовать, убеждая, что ничего сложного в этом нет. Вручил мне два 3мм уголка и показал, как сваривать. На удивление все получилось с первого раза, хоть и кривовато, но факт на лицо, все держалось. Через неделю я уже имел свою Ресанта САИ 220 и с успехом тренировался на приваривании навесов к дверям. В последующем отремонтировал бак из нержавейки и забор. В планах сделать печь для бани. Вообщем, покупкой доволен, и потихоньку набираюсь опыта.
На удивление все получилось с первого раза, хоть и кривовато, но факт на лицо, все держалось. Через неделю я уже имел свою Ресанта САИ 220 и с успехом тренировался на приваривании навесов к дверям. В последующем отремонтировал бак из нержавейки и забор. В планах сделать печь для бани. Вообщем, покупкой доволен, и потихоньку набираюсь опыта.
Сварочный инвертор Ресанта САИ 220 вы можете приобрести на сайте интернет магазина “Ресанта-Урал” или в специализированном магазине техники в г Екатеринбурге, по адресу ул. Новостроя 1А, офис 105.
Все новости
Мы на карте. Как нас найти.
Подпишитесь на нашу группу! Будьте в теме!
Преимущества сотрудничества с нами
Мы рады представить Вам весь ассортимент продукции торговых марок РЕСАНТА, HUTER, ВИХРЬ – это стабилизаторы напряжения, тепловая техника, сварочное оборудование, а так же измерительный инструмент и электротехническая продукция очень хорошо известная своим качеством среди профессионалов и любителей. Бензотехника и техника для сада HUTER – это неоспоримо идеальные по цене и качеству бензогенераторы, триммеры, мотокосы, газонокосилки и мотопомпы, модельный ряд которых не оставит равнодушным даже самого искушенного потребителя.
Бензотехника и техника для сада HUTER – это неоспоримо идеальные по цене и качеству бензогенераторы, триммеры, мотокосы, газонокосилки и мотопомпы, модельный ряд которых не оставит равнодушным даже самого искушенного потребителя.
Подписка на новости
Успей купить!
Вступи в нашу группу ВКОНТАКТЕ,
Назови промокод #РЕСАНТРЕСАНТОВИЧ
Получи преимущество!
ООО “РЕСАНТА-УРАЛ”
ОГРН 1146679029749
Копирование материалов на этом сайте
для коммерческих целей запрещено!
Ресанта-Урал – зарегистрированная
торговая марка.
Авторские права защищены.
Ремонт ресанта саи 220 своими руками gp78 схема
Самое подробное описание: ремонт ресанта саи 220 своими руками gp78 схема от профессионального мастера для своих читателей с фотографиями и видео из всех уголков сети на одном ресурсе.
Сварочный аппарат РЕСАНТА САИ 220, хорошо подойдёт для домашнего использования. Оборудование работает по принципу преобразования электричества частотой 50 Гц в напряжение 400 В, для регулировки используется модуляция. Схема инвертора не очень сложная, конструкция потребляет до 6,5 кВт. Высокое напряжение хода — 80 В, позволяет использовать разные типы электродов.
Особенности РЕСАНТА САИ 220:
Схема аппарата РЕСАНТА САИ 220, построена на микросхеме UC3842BN. Используются мощные транзисторы FQP4N90C, затвор которых изолирован.
- Напряжение — 220 В.
- Диаметр электрода — 5 мм.
- Напряжение дуги — 80 В.
- Потребляемый ток — 30 А.
- Масса — 5 кг.
- Класс защиты — IP21.
- Сварочный инвертор.
- Плечевой ремень.
- Заземляющие клеммы.
- Держатель электрода.
Основные неисправности, с которыми сталкиваются пользователи, при эксплуатации инвертора РЕСАНТА САИ 220:
Сварочный аппарат РЕСАНТА САИ 220 неплохой выбор для маленькой мастерской или домашнего использования. Всё что надо для работы в аппарате присутствует. Конструктивные недостатки, нивелирует небольшая цена — 9930р.
Всё что надо для работы в аппарате присутствует. Конструктивные недостатки, нивелирует небольшая цена — 9930р.
- Автор: Виталий Данилович Орлов
Как-то раз в мои руки попал сварочный инвертор Ресанта САИ 250ПН. Аппарат, без сомнения, внушает уважение. Те, кто знаком с устройством сварочных инверторов. оценят всю мощь по внешнему виду электронной начинки.
Как уже говорилось, начинка сварочного инвертора рассчитана на большую мощность. Это видно по силовой части устройства.
Во входном выпрямителе два мощных диодных моста на радиаторе, четыре электролитических конденсатора в фильтре. Выходной выпрямитель также укомплектован по полной: 6 сдвоенных диодов, массивный дроссель на выходе выпрямителя.
три ( ! ) реле мягкого пуска. Их контакты соединены параллельно, чтобы выдержать большой скачок тока при запуске сварки.
Если сравнить эту Ресанту (Ресанта САИ-250ПН) и TELWIN Force 165. то Ресанта даст ему лихую фору.
Но, даже у этого монстра есть ахиллесова пята.
- Аппарат не включается;
- Охлаждающий кулер не работает;
- Нет индикации на панели управления.
После беглого осмотра выяснилось, что входной выпрямитель (диодные мосты ) оказались исправны, на выходе было около 310 вольт. Стало быть, проблема не в силовой части, а в цепях управления.
Внешний осмотр выявил три перегоревших SMD-резистора. Один в цепи затвора полевого транзистора 4N90C на 47 Ом (маркировка — 470 ), и два на 2,4 Ом (2R4 ) — включенных параллельно — в цепи истока того же транзистора.
Нет видео.
| Видео (кликните для воспроизведения). |
Транзистор 4N90C (FQP4N90C ) управляется микросхемой UC3842BN. Эта микросхема — сердце импульсного блока питания, который запитывает реле плавного пуска и интегральный стабилизатор на +15V. Он в свою очередь питает всю схему, которая и управляет ключевыми транзисторами в инверторе. Вот кусочек схемы Ресанта САИ-250ПН.
Вот кусочек схемы Ресанта САИ-250ПН.
Также обнаружилось, что в обрыве ещё и резистор в цепи питания ШИ-контроллера UC3842BN (U1). На схеме он обозначен, как R010 (22 Ом. 2Вт ). На печатной плате имеет позиционное обозначение R041. Предупрежу сразу, что обнаружить обрыв данного резистора при внешнем осмотре довольно трудно. Трещина и характерные подгары могут быть на той стороне резистора, что обращена к плате. Так было в моём случае.
Судя по всему, причиной неисправности послужил выход из строя ШИ-контроллера UC3842BN (U1). Это в свою очередь привело к увеличению потребляемого тока, и резистор R010 сгорел от резкой перегрузки. SMD-резисторы в цепях MOSFET-транзистора FQP4N90C сыграли роль плавкого предохранителя и, скорее всего, благодаря им транзистор остался цел.
Как видим, вышел из строя целый импульсный блок питания на UC3842BN (U1). А он питает все основные блоки сварочного инвертора. В том числе и реле плавного пуска. Поэтому сварка и не подавала никаких «признаков жизни».
В итоге имеем кучу «мелочёвки9quot;, которую нужно заменить, дабы оживить агрегат.
После замены указанных элементов, сварочный инвертор включился, на дисплее показалось значение установленного тока, защумел охлаждающий кулер.
Тем, кто захочет самостоятельно изучить устройство сварочного инвертора — полная принципиальная схема «Ресанта САИ-250ПН».
Пришёл инверторный сварочный аппарат Ресанта САИ 220.
Сгорели силовые т-ры (HGTG30N60A4D) Стоит их там четыре.
Замена транзисторов и последующее включение в сеть привело к повторному их уходу в КЗ. Ставил такие т-ры MGW20N60D.
Проблема оказалась до абсурда смешной)))
Плата двухслойная, оказалось что либо во время работы, либо ещё каким макаром-не знаю, Была нарушена металлизация отврестий, в которые вкручиваются саморезы крепящие радиатор транзисторов.
Корочее говоря защитный диод обратки одного из транзисторов висел просто в «воздухе». Из-за этого с основного трансформатора выскакивала обратка (индуктивность транса) прямо на транзюки, которые не были защищены диодом.
Такая вот история)))
Ресанта 220 А.При включении не работает совсем,ни запаха ,ни перегрева.С чего начинать?Помогите.
Фанат форума
Сообщения: 3817
Резюк софтстарта посмотри
Ребят помогите найти схему аппарата РЕСАНТА САИ 220. Только не GP где 6 быстродействующих диодов а 4. И на цепи защиты от перегрузок 2 оптрона
Ресанта 220 А.При включении не работает совсем,ни запаха ,ни перегрева.С чего начинать?Помогите.
вариант номер один-отнести мастеру
вариант номер два(в случае если сам мастер)- обоняние и осязание не помощники в создании темы или поста на форуме где занимаются профессональным ремонтом.
Где или что проверялось, какие питания есть(если они вообще есть )?
Фанат форума
Сообщения: 4937
ого, с годовой разницей, аппарат наверно уже сделал кто-то другой, снова сгорел, снова после ремонта и теперь уже на помойке- год,от силы два они живут,
Вы не можете начинать темы
Вы не можете отвечать на сообщения
Вы не можете редактировать свои сообщения
Вы не можете удалять свои сообщения
Вы не можете голосовать в опросах
Вы не можете добавлять файлы
Вы можете скачивать файлы
решил сваять осциллятор к инвертору, увидел ролик https://www. youtube.com/watch?v=Htsp8iul00M и в кладовке оказался
такой трансформатор от неоновой рекламы.
сваял, для последовательного включения. разрядник из 2 х автосвечей, все работает, но через 1 виток на медную шину (вторички) трансформатора, феррит 2х Ш 65 2000 нм напряжение не трансформируется.
намотал другой трансформатор проволокой (чисто для эксперимента) но на вторичку высокое напряжение не трансформируется.
конденсаторы ставил разные, от лампового телека, от электроножа, зазор в разряднике менял (там на резьбе сделал)
но на 9 витках медной шины искры нет даже при зазоре ее концов в 0.2 мм
может народ подскажет?
Доброго времени суток всем!
Попал ко мне в руки инверторчик с 12в — 220в (300вт макс) модели DCI-305C.
Дак вот,решил через пару месяцев взяться за него. Хозяин хотел его выкинуть. Но отдал его мне. Сказал что он не включается и все. Ну я его и забросил на два месяца. А сегодня наткнулся на него случайно. Взял его,думаю,дай гляну что с ним.
Подключил его к компьютерному БП,но БП и сам не включился.
Подозреваю что неисправны два полевика или один из них. (P60NF06)
Далее по схеме идут две сборки на ШИМ-контроллерах ka7500b (аналог TL494) и на выходе установлены четыре планарных силовых модуля UF730L. Я так понимаю два из них работают на одну полуволну другие два на другую полуволну (как качели) выходного напряжения 220в.
Правильно ли я понимаю — при выходе из строя поливиков входное напряжение и ток дальше этих транзюков не пойдет? Просто почему я так думаю. Есть у меня автомобильный усь и там на плате тоже установлены силовые транзюки irfz 34 n(были. Заменил на irfz 44 n). Он так же не включался,после замены транзюков все заработало. Вот и думаю заменить полевеки на инверторе.
Собственно зачем сюда обратился?
Хотелось бы узнать причину(ы) выхода из строя полевиков вообще в целом. И возможно ли в схеме установить диод от переполюсовки?
Сам аппарат собственно.
Нет видео.
| Видео (кликните для воспроизведения). |
Добрый день! Прошу помочь разобраться что произошло с моим Patriot DC-200C. При включении питания произошел хлопок и работать перестала. Все произошло в весенний период когда из холодного гаража вынес на улицу. Сгорел резистор на плате написано R3, номинал узнать не могу, есть вероятность что вышел из строя транзистор Toshiba K3878. Нашел схему только Patriot DC-180, думал в ней найти номинал сопротивления и по аналогии перепаять. Прошу помощи подсказать что могло произойти и что еще может выйти из строя.
Здравствуйте.
Решил попробовать сделать инвертор 12-220. К этому моменту уже сделал 2 инвертора, но это было повторение готовых схем (одна из блока питания, вторая на готовом металлическом магнитопроводе). И вот решил попробовать намотать свой первый импульсный трансформатор. Порывшись дома в барахле нашел старую плату от кинескопного монитора неизвестно откуда взятую. Там был такой трансформатор.
Начал варить его в воде, благо он легко разобрался. Смотал все обмотки. Остались две половинки и катушка. И теперь возник вопрос. Хочу это все дело посчитать в программе ExcellentIT, но не могу определиться с несколькими вопросами:
1) Какой тип сердечника ER или ETD?
2) Ближайший аналог по размерам, как я понимаю, ETD 49/25/16 (ER 49/27/17). Но размеры моего сердечника отличаются от типоразмеров этого сердечника.
Как быть? Добавлять в базу программы мой сердечник. И если да то
3) Откуда брать эффективную проницаемость?
4) У моего сердечника по середине есть зазор. Можно ли использовать такой сердечник для намотки трансформатора для инвертора?
5) в программе там где выбирается сердечник указывается только одна половинка сердечника или нужно выбирать с учетом размеров обоих половин?
И возможно у кого-то есть даташит по этому трансформатору? В сети к сожалению ничего не нашел.
Заранее благодарю.
Добрый день форумчане!
Для тестирования солнечных инверторов после ремонта необходим
эмулятор стринга солнечных панелей
Выходное напряжение эмулятора 450V ток 3-4 А
Есть в наличии стабилизированный серверный блок питания HP 12V 2250Wt
напрашивается вариант повышающего импульсного препразователя DC/DC
Прошу о помощи тк не радиолюбитель
Был пробит R010 22Ом 2Вт заменен,и заменен UC3842. Аппарат не включается, но присутствует световое и музыкальное сопровождение, индикация моргает и щелчки. Транс целый, обмотки звонятся. Что не так??
gonta 22 Мар 2016
Водных мало.Какое сопровождение имеется ввиду?
copich 22 Мар 2016
Водных мало.Какое сопровождение имеется ввиду?
Как задал вопрос так ответ и получил. В вопросе ни чего и ответов нет
Сопротивление – зарядки конденсаторов, пока не включится реле
Привет парни! у меня тоже проблема с ресантой САИ 220 ПН плата GP78. досталась она мне мертвой в хлам. при вкл не подавала признаков ни каких. заменил ШИМ КА3844В сала включаться и выключаться в амплитудой в 1 сек .проверил осциллограмму на выходе ШИМки П образная осц. есть но также как и аппарат появляется и исчезает “вкл,выкл”. куда смотреть? я так думаю что гдето в обвязки ШИМ контролера. кто сталкивался с такой неисправностью помогите плис. Да вот еще ПУ у меня на аппарате 16 пиновая а на всех схемах 15 пин. пытаюсь разобраться пока выяснил, что смещение на одну ножку.
copich 16 Июн 2016
ШИМ стартует и гасится если:
– срабатывает защита из-за проблемных вторичных цепей
– смотреть цепи питания самой ШИМ
Снять нагрузку с ШИМ, если будет работать стабильно, то искать в силовых ключах и в нагрузке после трансформатора – выпрямитель.
Sla70 16 Июн 2016
ШИМ всё таки лучше поставить родной,UC3842.Вот схема.
у меня стаяла ШИМ КА 3844В поставил UC3844B есть разница?
- 1
Sla70 16 Июн 2016
Лично в Ресанте, 3844 не встречал.А разница в datasheet,схемы одинаковы, за исключением цепочки между 4 и 8 pin, частозадающей. Тема замены не раз поднималась на форумах,да вот- http://televid-sib.r. hp?topic=4265.0
copich 16 Июн 2016
у меня стаяла ШИМ КА 3844В поставил UC3844B есть разница?
в вашем случае, т.е. в обозначении нет. А вот 3844 от 3842 есть и не малая. Можно получить не то напряжение на выходе инвертора.
Но может был ремонт до вас и аппарат не смогли восстановить? И забросили по-этому аппарат до лучших времен.
Сообщение отредактировал copich: 16 Июнь 2016 16:20
да вроде бы нет не был в ремонте паек тоже не было
copich 16 Июн 2016
да вроде бы нет не был в ремонте паек тоже не было
действительно странно, что стоит другая. Тогда как описывал ранее, смотреть и желательно осциллографом, какой формы импульсы и где они есть и где искажаются.
+ проверить цепь питания микросхемы. Первичный запуск осуществляется с делителя резисторов, но потом этого напряжения не хватает и подпитка должна осуществляться от работы трансформатора. Сама микросхема вылетает в единичных случаях, она либо вылетает по причине питания либо за собой тянет цепи питания. В целом, глянуть бы где меряли и что получили. Фотку бы точек замера и фото осциллограммы выхода ШИМ
Сегодня весь вечер убил на поиск неисправности. Предыстория: на холоде не включался (+10 и ниже). Были только одиночные щелчки и моргания обоими светодиодами. После некоторого времени аппарат всё – же запускался и работал нормально до остывания. В эти выходные инвертор потух и при работе. Были только попытки запуститься, на 3843 8 вольт, периодически подбрасывалось напряжение вольт до 11, при этом происходил щелчок и вспыхивали оба светодиода. Неисправен оказался R052 на 22 Ома. Но неисправен хитро: при отключенном аппарате меряешь сопротивление – 22 Ома, при щелчках и до и после этого резистора напряжение подпрыгивало, но блок питания не запускался. Обнаружил его когда стал тупо менять все элементы в этой цепи. После хорошего прогрева паяльником его сопротивление сильно возросло. После замены аппарат стартовал сразу – же.
copich 30 Сен 2016
AlexandrRy , интересный дефект. Поздравляю, что удалось решить проблему.
Сварочный аппарат РЕСАНТА САИ 220, хорошо подойдёт для домашнего использования. Оборудование работает по принципу преобразования электричества частотой 50 Гц в напряжение 400 В, для регулировки используется модуляция. Схема инвертора не очень сложная, конструкция потребляет до 6,5 кВт. Высокое напряжение хода — 80 В, позволяет использовать разные типы электродов.
Особенности РЕСАНТА САИ 220:
- Регулировка выходного тока от 15 до 220 А, позволяет нормально работать с материалами разной толщины.
- Отследить состояние прибора поможет световая индикация на передней стороне.
 Автомат защиты и сетевой выключатель находятся на задней панели.
Автомат защиты и сетевой выключатель находятся на задней панели. - Корпус выполнен из металла.
- Охлаждение осуществляется принудительной вентиляцией через отверстие, если его закрыть, аппарат выйдет из строя.
- Защита от перегрева срабатывает автоматически и отображается на передней панели, сразу необходимо проверять кабели на замыкание и не отключать аппарат в течение 5 минут.
- Для начала сварки необходимо поджечь дугу, нередко это сопровождается залипанием электрода, чтобы этого не происходило, аппарат оснащён функцией «Anti Stcik». Которая плавно увеличивает ток на электроде. В дальнейшем напряжение подаётся в штатном режиме.
- Функция «Hot Start», повышает напряжение при запуске, для быстрого получения дуги в самом начале. Это позволяет сократить первоначальную подготовку.
- Инвертор нельзя использовать в помещении с повышенной влажностью и во время дождя.
- Использование электропилы, дрели, болгарки рядом с работающим оборудованием, может перевести к попаданию внутрь металлической пыли и поломке.
- При выходе из строя изоляции на сетевом и сварочном кабелях, работу нужно прекратить, до исправления повреждений.
- Перед первым включением инвертора в новом помещении, его необходимо выдержать 2 часа, это предотвратить появление конденсата.
- Для исключения поражения электрическим током, необходимо подключать к заземлённой розетке.
- Сварочные работы должны проходить в хорошо проветриваемом месте.
- Для защиты от термических ожогов, все работы нужно проводить в головном уборе, защитных перчатках и специальной одежде.
- Защита глаз и лица, обеспечивается маской сварщика.
Схема аппарата РЕСАНТА САИ 220, построена на микросхеме UC3842BN. Используются мощные транзисторы FQP4N90C, затвор которых изолирован.
- Напряжение — 220 В.
- Диаметр электрода — 5 мм.
- Напряжение дуги — 80 В.
- Потребляемый ток — 30 А.
- Масса — 5 кг.
- Класс защиты — IP21.
- Сварочный инвертор.
- Плечевой ремень.
- Заземляющие клеммы.
- Держатель электрода.
Основные неисправности, с которыми сталкиваются пользователи, при эксплуатации инвертора РЕСАНТА САИ 220:
Сварочный аппарат РЕСАНТА САИ 220 неплохой выбор для маленькой мастерской или домашнего использования. Всё что надо для работы в аппарате присутствует. Конструктивные недостатки, нивелирует небольшая цена — 9930р.
Сварочный инвертор типа ресанта САИ 190, как и все остальные, обладает значительными преимуществами по сравнению с обыкновенным сварочным аппаратом. Благодаря мобильности и маленькой массе ресанта вытеснили с рынка обыкновенные сварочные агрегаты. Бывают случаи выхода из строя инверторов, и для этого необходимо знать принцип действия, структурную схему и неисправности ресанта саи 190.
Старые трансформаторные модификации сварочного аппарата имеют очень низкую цену, высокую ремонтоспособность, но обладают существенными недостатками: габаритами, значительным весом и зависимостью от напряжения сети. Выходной ток электронного счетчика ограничен потреблением электроэнергии до 4,5 кВт. Для сварочных работ при использовании толстых металлов потребление тока возрастает, и этот процесс оказывает значительную нагрузку на старые линии электропередачи, на которых попадаются также и скрутки (ведь в бывших странах СНГ они редко подлежат замене на новые).
На смену пришли сварочные аппараты инверторного типа, особенности функционирования которых существенно отличается.
Сфера применения разнообразна, начиная от домашнего хозяйства и заканчивая предприятиями. Основная задача — обеспечение стабильного горения и поддержания сварочной дуги при выполнении сварочных работ, благодаря применению тока высокой частоты. Работа сварочного инвертора основана на принципах:
- Преобразования переменного входного напряжения 220 В в постоянное (постоянный ток преобразовывается в высокочастотный переменный ток несинусоидального характера).
- Последующее выпрямление высокочастотного тока (частота сохраняется).
Благодаря этим принципам происходит существенное снижение массы и габаритов инвертора, что позволяет дополнительно встроить охлаждение.
Для поиска неисправностей инверторных сварочных аппаратов нужно ознакомиться с его структурной схемой. Она состоит из следующих элементов:
- Выпрямитель.
- Инвертор.
- Трансформатор.
- Выпрямитель высокочастотный.
- Схема управления и стабилизации (драйвер и плата управления).
- Регулятор тока сварки.
Благодаря такому устройству происходит снижение массы и габаритов. Использование импульсного трансформатора позволяет получать мощные токи во вторичной обмотке. Следовательно, сварочный инвертор представляет собой обыкновенный импульсный блок питания, как в компьютере, но с достаточно большой мощностью. С увеличением частоты происходит снижение массы и габаритов трансформатора (обратно пропорциональная зависимость). Для получения высокой частоты применяются мощные ключевые транзисторы.
Происходит переключение с частотой от 30 до 100 кГц (зависит от модели САИПА). Транзисторы только работают от постоянного напряжения (U), преобразуя его в ток высокой частоты. Получается постоянный ток из выпрямителя (выпрямление сетевого напряжения 50 Гц). Кроме того, в состав выпрямителя входит конденсаторный фильтр. При пропускании тока через диодный мост отсекаются отрицательные амплитуды переменного U (диод пропускает ток только в одном направлении). Положительные амплитуды не являются постоянными и получается постоянное U с заметными пульсациями, которые необходимо сглаживать при помощи конденсатора большой емкости.
В результате преобразований на выходе фильтра появляется U постоянного тока свыше 220 В. Диодный мост и фильтр образуют БП инвертора. Транзисторы подключаются к понижающему импульсному высокочастотному трансформатору, рабочие частоты которого составляют от 30 до 100 кГц (30000.100000 Гц), превышающие частоту питающей сети в 600 или 2000 раз. В результате этого происходит заметное уменьшение массы и габаритов.
Наиболее распространенными моделями являются ресанта САИ 220 (220а, 220к), а также и 190 (190а) модель. Сварочные инверторы обладают похожими характеристиками, отличающимися током сварки:
- Диапазоны сетевого напряжения: 145.270 В.
- Максимальная сила тока: до 35 А.
- Напряжение при холостом ходе: 75.85 В.
- Напряжение формирования дуги: 22.30 В.
- Диапазоны тока сварки: 5.270 А.
- Продолжительность нагрузки (ток максимальный): 4.8 мин.
- Максимальный диаметр (d) электрода: 5 мм.
- Масса: около 5 кг.
Если нет желания отдавать сварочник в ремонт и хочется разобраться самостоятельно (ведь схема не такая сложная), то нужно найти и изучить схему и неисправности РЕСАНТА САИ 190. Если есть опыт, то схему можно не использовать вообще, которая нужна только для удобства и быстрого поиска неисправностей. Для иллюстрации примера приведена схема сварочника инверторного типа РЕСАНТА САИ 220 (190), а также отмечены основные радиоэлементы, которые часто выходят из строя.
Схема 1 — Электрическая схема сварочного инвертора ресанта САИ 220.
Для ремонта аппарата нужно разобрать типовые неисправности и способы их устранения.
Иногда сварочный аппарат инверторного типа дает сбой. Причины и последствия могут быть разнообразными. Если есть возможность, то следует сдать его в ремонт. Однако многие захотят сделать его самостоятельно. Благодаря такому решению вопроса можно повысить свои знания в области электротехники, ведь электрических приборов очень много и на их ремонте можно существенно экономить. Неисправности следует классифицировать на простые и сложные. К простым относятся:
- Перегрев из-за пыли.
- Обрыв проводов.
- Потеря мощности (из-за влажного корпуса).
- Пробивание массы на корпус.
- Плохие контакты.
- Залипание электрода.
Любой электрический прибор не любит пыль, так как она затрудняет отдачу тепла, является проводником тока (возможно КЗ). Даже при качественной уборке помещения пыль все равно будет. Регулярное обслуживание не только способно продлить срок эксплуатации приборов, но и оградит от множества проблем финансового и ремонтного характера.
Обрыв проводов бывает в тех местах, которые подвержены постоянным перегибам. Перегиб проводов очень сложно отследить, и часто это приводит к КЗ. Кроме того, на колодках, держащих электрод, разбалтываются контакты, делая сварку менее качественной или невозможной. Периодически все контакты нужно подтягивать.
Работа во влажном также влияет на работу сварочника. Может произойти потеря мощности. В этом случае необходимо избегать таких условий работы.
При пробивании массы на корпус (выбивает предохранитель и счетчик) нужно проверить места соприкосновения токоведущих частей с корпусом и заизолировать провод.
Залипание электрода происходит в том случае, если использовать длинный удлинитель с маленьким сечением или при низком напряжении электрической сети.
Кроме того, при нестабильной дуге следует проверить качество электродов и выставленный ток.
К поломкам сложного типа относятся неисправности какого-либо радиоэлемента и требуют дополнительных знаний. Если нет опыта в ремонте радиоаппаратуры, то существует 2 способа решения проблемы:
- Отдать квалифицированному специалисту.
- Приобрести опыт в этой сфере и сделать все самостоятельно.
Следует обратить внимание на правила техники безопасности при ремонте аппаратуры и быть очень аккуратным. На самом деле, в ремонте своими силами нет ничего сложного. Необходимо лишь открыть интернет и найти все детали сварочника инверторного типа. В интернете существует множество информации о проверке конкретной детали. Даже есть и проверка микросхем в домашних условиях.
В первую очередь, нужно визуально осмотреть детали. Это могут быть подгоревшие резисторы, диоды, вздувшиеся электролитические конденсаторы, подгоревший трансформатор и многое другое. Если ничего не обнаружено, то нужно проверить поступление входного U на диодный мост. Для этого его выход нужно отсоединить. При пробитых диодах нужно заменить неисправные и повторить попытку. Если не горят светодиоды, то необходимо их проверить и по возможности заменить на исправные.
Следующим шагом является проверка транзистора fqp4n90c. Ключевой транзистор 4n90c в блоках питания сварочных инверторов служит для повышения частоты постоянного тока и передачи его на импульсный трансформатор. Аналогом fqp4n90c (чем заменить) является STP3HNK90Z, но желательно найти такой же.
При неисправностях силового блока нужно проверить транзисторы (визуальная проверка может ничего не показать). Для этого необходимо их выпаять и проверить тестером (способы проверки можно найти в интернете). Драйвер, выполненный на транзисторах или микросхемах, выходит из строя так же. Проверяется при помощи выпаивания и проверки каждого элемента отдельно.
Замена неисправных деталей осуществляется их аналогами или элементами, характеристики которых превышают параметры исходных деталей.
Для ремонта необходимы мультиметр и осциллограф (измерение параметров сигнала на плате управления). При неисправной плате управления загорается желтый светодиод. Это свидетельствует о неготовности к выполнению сварки. В этом случае нужно разобрать инвертор и замерять напряжения на разъемах платы управления (далее ПУ). Во время измерений следует сравнить данные с табличными значениями (таблица 1) исправной ПУ.
Таблица 1 — Сравнение показателей U.
Если измерения отличаются от табличных значений, то нужно выпаять ПУ, найти микросхему UC3845B (UC3842) и произвести измерения ее режимов работы.
Таблица 2 — Режимы работы микросхемы UC3845B (UC3842).
На 2-ю ногу питание не подается из-за неисправного резистора R013. Необходимо его аккуратно выпаять и проверить, сопротивление должно быть около 1,21 Ом. Если он неисправен, то необходимо заменить его на такой же или взять мощностью больше (исходная мощность 0,25 Вт).
На 3-ю ногу микросхемы не поступает питание из-за неисправного R011 (47 на 0,25 Вт), его нужно также проверить. Ноги 3 и 6 связаны и, следовательно, при замене сопротивления появится U и 6 ноге. Если этого не произойдет, то необходимо проверить транзистор fqp4n90c.
Далее нужно восстановить питание 8 ноги (схеме ресанта саи 190 или 220), она связана с цепочкой из элементов. Слабые места в ней, которые необходимо выпаять и проверить: диод D011 и R010.
После всего этого нужно замерить U. При совпадении с табличными следует соединить все и испытать. При полном восстановлении инвертор включится и желтый светодиод гореть не будет. После положительного тестового запуска можно его собрать полностью.
Одним из слабых мест является БП. Признаки неисправности: происходит загорание зеленого светодиода, а затем загорается желтый светодиод, происходит срабатывание реле и запуск вентилятора и примерно через 2−3 секунды аппарат отключается. Основная причина: драйвер, а если быть точнее, то необходимо прозвонить транзисторы, которые находятся во II обмотке трансформатора гальванической развязки. А также нужно внимательно осмотреть плату БП на предмет подгораний и неисправных электролитических конденсаторов. При обнаружении неисправных деталей необходимо заменить элементами такого же типа или их аналогами.
Возможен выход из строя трансформатора, и это явление довольно редкое. Необходимо прозвонить обмотки на короткозамкнутость и утечки тока на корпус.
Таким образом, устранить неполадки в распространенных сварочных инверторах достаточно просто. Принцип работы каждой из моделей одинаков, и они отличаются только деталями и конструктивным исполнением. При ремонте очень важно соблюдать правила техники безопасности при ремонте радиоаппаратуры. Первоначальным этапом ремонта сварочного инвертора (это правило применимо к любой аппаратуре) является проведение визуального осмотра всех элементов на предмет обрыва контактов, подгорания и вздутия элементов, а также плохой контакт (перед началом ремонта все контакты нужно хорошо зачистить).
На передней панели, попавшего в ремонт, сварочного инвертора Ресанта 220 ярко горел желтый светодиод, своим зловещим свечением предупреждая несчастного владельца аппарата о своей полной неготовности к проведению сварочных работ.
Выполнять свои прямые обязанности этот инвертор не желал.
По всем внешним признакам аппарат находился в глухой защите и выходить из нее без посторонней помощи не собирался.
Для начала измерим режим работы платы управления.
Получив данные измерений и сравнив с инструкцией по ремонту сварочных инверторов Ресанта серии SH, приходим к выводу, что дефект в самой ПУ. Управляющие импульсы на 2 ноге ПУ отсутствовали.
Выпаиваем ее. Как и чем выпаять ПУ можно посмотреть на видео здесь: Светящийся паяльник.
Ничего не изменилось, аппарат как и прежде в защите, напряжения на выходе нет.
Снимаем режим работы микросхемы UC3845B.
Судя по измерениям питание на 7 ногу ШИМ не подается.
Теперь измерим режим работы микросхемы LM324N.
Собрав всю информацию можно переходить к проверке деталей и в первую очередь нужно проверить цепочку которая идет к 7 ноге UC3845B это + питания микросхемы.
Проверка деталей выявила следующее – резистор R4 номиналом 4.7 кОм был в обрыве, в результате не срабатывал ключ на транзисторе Q01 и питание на ШИМ контроллер UC3845B не подавалось.
Плату управления впаиваем как положено, и собираем аппарат. Теперь он полностью готов выполнять свои прямые обязанности – варить всегда, варить везде. ну и т.д. и т.п.
Внимание!
Отнеситесь с должным вниманием к ремонту системы управления сварочного инвертора, иначе можно окончательно угробить аппарат.
Ремонт сварочных инверторов Ресанта и других производителей.
Диапазон рабочего напряжения, В
Максимальный потребляемый ток, А
Напряжение холостого хода, В
Диапазон регулирования сварочного тока, А
Максимальный диаметр электрода, мм
во вложении к данной странице вы найдете схемы сварочных инверторов Ресанта САИ-220, САИ- 220К, САИ-220ПН, САИПА- 220, взятые из различных источников.
В архивах содержаться схемы модулей, применяемых в данном изделии:
САИ-220 ENDU180_V1, ENDU180J_V1, ENDU180J_V2, ENDU180J_V3, ENDU180J-W
САИ-220К ENDU180SD, ENDU180SD-W
У нас на сайте все в свободном доступе, а следовательно скачать схемы сварочного инвертора Ресантна САИ-220 можно совершенно бесплатно и без регистрации.
Для просмотра файла вам потребуется архиватор и программа для открытия файлов формата PDF. Все это вы можете скачать на нашем сайте в разделе СОФТ.
Покупаете, продаете или ремонтируете сварочные инверторы? Разместите бесплатное объявление в разделе РАДИОРЫНОК
Есть вопросы по ремонту? Заходите к нам на форум!
СХЕМА СВАРОЧНОГО ИНВЕРТОРА И ОПИСАНИЕ ПРИНЦИПА РАБОТЫ
НА ПРИМЕРЕ СВАРОЧНОГО АППАРАТА РЕСАНТА САИ 140
Основных схем сварочного инвертора Ресанта САИ 140 удалось найти две. Управление у них очень похоже, а вот технологически они отличаются довольно сильно.
Первый вариант принципиальной схемы сварочного инвертора выполнен с использованием управляющего трансформатора, а второй – с использованием оптодрайверов для силовых транзисторов. Есть отличия и в питании управления. Первый с самозапитом, а второй использует отдельный источник питания. Поскольку первый похож на то, что есть у меня, т.е. используется управляющий трансформатор, то с него и начнем.
Итак, подаем питание и смотрим что будет происходить.
Напряжение 220 вольт проходит фильтр на С3 и L… Пардон, на схеме почему то ЭТО обозначено трансформатором Т1 и доходит конденсаторов С1 и С2. Емкость этих конденсаторов для частоты 50 Гц слишком мала, но вот статику они на корпус спускают отлично и именно по этой причине крайне желательно для трансформатора использовать с заземление, только с реальным, а не иметь розетку в которой есть ни куда не подключенная клемма заземления.
Вверху есть точка №1, как раз на левом выводе термистора РТС, а на правом выводе резистора R2 есть точка №2. Эти нумерные точки идут на контакты реле RL1, которое сейчас не включено – мы только что подали напряжение питания и пока что заряжаются конденсаторы С4 и С5 через термистор и R2, разумеется пройдя диодный мост.
По мере зарядки конденсаторов напряжение +300VDC начинает увеличиваться и начинает протекать ток через резистор R21 заряжая С18 и С19.
Тут следует обратить внимание на используемый операционный усилитель LM324 который уже начинает работать при напряжении питания +3 вольта, т.е. при достижении напряжения на верхнем выводе С19 трех вольт операционный усилитель уже начинает выполнять свои функции.
Теперь смотрим очень внимательно не забыв перевести мозг в состояние ВКЛ.
Тем временем на выходе инвертора появляется напряжение и оно пройдя ограничитель тока засвечивает светодиод ISO1. Транзистор оптрона открывается и резко уменьшает напряжение на выводе 3 компаратора U2A. Поскольку напряжение на инвертирующем входе теперь больше, чем на не инвертирующем компаратор перекидывается в состояние когда на выходе у него ноль. Светодиод LED2 гаснет, а транзистор Q8 закрывается разблокируя усилитель регулирующего напряжения для контроллера UC3845 и контроллер уже формирует импульсы максимальной длительности, поскольку нагрузки еще нет и ток ограничивать не нужно.
При работе, т.е. при сварке регулировка тока производится путем сравнения напряжения с трансформатора тока с напряжением управления, которое формируется усилителем U2D. Подробно о принципе работы UC3845 есть отдельное видео и статья, ссылки в описании.
Автор статьи: Антон Кислицын
Я Антон, имею большой стаж домашнего мастера и фрезеровщика. По специальности электрик. Являюсь профессионалом с многолетним стажем в области ремонта. Немного увлекаюсь сваркой. Данный блог был создан с целью структурирования информации по различным вопросам возникающим в процессе ремонта. Перед применением описанного, обязательно проконсультируйтесь с мастером. Сайт не несет ответственности за прямой или косвенный ущерб.
✔ Обо мне ✉ Обратная связь
Оцените статью:
Сварочный инвертор РЕСАНТА САИ 250
Главная / Аппараты
Назад
Время на чтение: 3 мин
0
1453
Самый распространенный тип сварочного оборудования-это ручная дуговая сварка. Такой аппарат часто покупают все любители, как студенты технических профессий, мастера.
Плюс такого аппарата в том, что его можно легко переносить, так что можно легко использовать для портативного ремонта.
Конечно владельцы заводов знаю, что такой вид аппарата пользуется популярностью, так что стараться подстроиться под клиента выпуская бюджетные линии, которые будут доступно студентам и аматерам.
Разнообразие таких аппаратов огромное, разные комплектации и размеры, так что каждый сможет купить аппарат по себе. Торговая марка « Ресанта» тоже выпускает такой вид аппаратов.
Когда вы зайдете на сайт марки или полистаете каталог товаров то найдет там линию САИ, как раз она и считается недорогой, конечно там нет много позиций, но из того количества что предлагает производитель можно легко купить подходящее.
В принципе не сказать, что линия САИ имеет большие отличия от других подобных аппаратов, но все же некоторые модификации присутствуют. Бывают разные размеры, особенности и комплектации.
В нашей статье мы хотим поговорить про аппарат Ресанта САИ-250 и другие её подвиды.
- Подвиды САИ 250 Сварка Ресанта САИ250
- Сварка РЕСАНТА САИ-250 ПРОФ
- Сварка РЕСАНТА САИ 250ПН
- Сварка Ресанта САИ 250 К
Характерные особенности Ресанта
Ресанта САИ-250ПН может сваривать при пониженном напряжении. В случае колебания сети инвертор показывает себя с лучшей стороны выдавая высокую стабильность выставленных параметров сварочного процесса.
Инверторный аппарат создан для произведения сварки в ручном режиме, покрытым электродом, на постоянном токе.
Ресанта 250 проф относиться к энерго-экономичным сварочным аппаратам за счет высокого КПД преобразования энергии.
Если сравнить САИ 250 с обычными трансформаторами, то данный тип будет выигрывать в пользу легкости настройки параметров и ведения сварочного шва.
Панель настройки и защитное стекло
Ресанта саи 250: технические характеристики
Диапазон возможного напряжения, В 140-240
Что позволит питать аппарат от обычной бытовой однофазной сети
Максимально возможный потребляемый ток, А 35
Возможное напряжение холостого хода, В 80
Напряжение сварочной дуги, Вольт 29
Диапазон регулирования тока, А 10-250
Продолжительность нагружения инвертора , % 70% 250A
Диаметр электрода, мм до 6 что также выделяет инвертор на фоне конкурентов;
Класс защиты аппарата IP 21
Вес аппарата, кг 6,7
Габариты Ресанта 250 размеры, см: 25 x 13 x 40 см
Упаковка (ВхШхД), см 43 x 17 x 29 см, вес 8 кг
Фирма Ресанта
Страна производства Китайская народная республика
Удобное включение-выключения сварочника
Внешний вид и габариты
Сварочный аппарат «Ресанта 250» среди модельного ряда подобных инверторов обладает самой большой мощностью. Кроме того малогабаритные размеры, крайне удобны для перевозки. Инвертор с легкостью поместиться в багажник автомобиля. Не будет значительной обузой и в роли ручной клади. Это особенно актуально если сравнить его с обычным трансформатором.
Кабели и гнезда «Ресанта САИ»
Инвертор «Ресанта-250» спроектирован в классическом корпусе из металла который имеет размеры 25 x 13 x 40 см.
На передней панелей имеется стандартная для современных инверторов группа индикаторов, регулировочных рукояток. Также присутствуют рабочие разъемы к которым причислены:
— индикатор «перегрев аппарата»;
— индикатор «сеть»;
— силовые гнезда подключения различных сварочных кабелей.
—настройка величины сварочного тока;
В целях избежание перегрева сварочного инвертора «Ресанта САИ-250» разработчики оборудовали его системой принудительного воздушного охлаждения , так как при сварке внутри аппарата выделяется большое количество тепла. С наружной стороны легко заметить решетку вентилятора данной системы охлаждения.
Настройка сварочного тока
«Ресанта-250» не отличается от своих сородичей других производителей в плане принципа работы. Сначала переменной напряжение поступающее из обычной бытовой сети 220В превращается в постоянное до 400В, которое в дальнейшем преобразуется на модулированное напряжение высокой частоты. После чего понижающий трансформатор уменьшает полученное преобразованное напряжение до необходимой рабочей установки.
Для улучшения качества сварочной работы, а также удобства в использовании данная модель «Ресанта-250» получила ряд дополнительных функций для обеспечения хорошего уровня работы.
Включены такие дополнения как: Функция Arc Force — регулируемый форсаж дуги, «Anti Stick» и «Hot Start».
Для того чтобы с самого начала работы пользователь смог получить прочный и качественный шов, создатели инвертора реализовали возможность «Hot Start» (горячий старт). Суть функции в следующем: в момент поджига дуги аппарат подает повышенный сварочный ток, которое сразу приходит в норму. Таким образом облегчается задача поджига дуги.
Кроме этого следует упомянуть «Anti stick» (антизалипание) . Данная функция хорошо помогает уберечь электрод от довольно распространенной проблемы сварщиков- прилипания электрода к основному металлу.
Не стоит игнорировать правила безопасности при работе с аппаратом. Если в помещении большая влажность следует отказаться от работ, беря во внимание электрический корпус «ресанты саи 250».
При работе аппарата довольно часто попадают стружки и различная металлическая пыль , что нередко приводит к короткому замыканию. Следует отказаться от применения «болгарок» и других подобных инструментов вбили инвертора. Не забывайте про псиловые провода, они также нуждаются в уходе. Длина кабеля питания — 1,9 м Длина кабеля с электродержателем — 3 м
Видео ремонт и обзор сварочного инертора «Ресанта-250»:
Причины выхода из строя инверторов
Одним из основных узлов преобразователя является силовая часть. Силовая часть состоит из нескольких частей в состав которого входят силовые транзисторы, которые управляются опорным генератором частотой несколько десятков килогерц. То – есть блок управления закрывает и открывает транзисторы импульсами определенной частоты, а это в свою очередь управляет величай тока проходящего через транзисторы на выходной трансформатор. Именно на данном эффекте построено регулировка режимов инвертора.
Такой способ называется широтно-импульсная модуляция(ШИМ). Провалы напряжения или его скачки, неуверенное движение электродом, является важным фактором стабилизации работы т.к. блоку управления при этом приходится резко понижать или сбрасывать ток сварки для поддержания тока дуги в пределах заданного режима. Поэтому опорные транзисторы могут перегреется и выйти из строя.
Поэтому важно! убедиться, что мощности источника питания было достаточно для работы аппарата.
Очень важно использовать качественное оборудование. Например если используется
зажим по типу прищепка с жестяными контактами, то с «массой» изделия образуются очень плохой контакт так – как площадь контакта маленькая, еще это может произойти по причине плохой зачистки поверхность соединения с “землей» из-за этого обратная связь посылает сигнал на управляющие транзисторы, которые добавляют ток на дугу, для чего необходимо увеличить мощность самого прибора. А так – как она берется из первичной цепи, отсюда повышенная нагрузка на все системы, в том числе первичную обмотку понижающего трансформатора.
Хорошим можно считать «крокодил», который имеет полностью медные губки с обязательным соединением оплеткой 2 контактов. Она нужна для съема тока с двух частей свариваемого металла. Такая же ситуация с держаками электродов
Ещё одна проблема, когда имеется слабый контакт в байонетных соединениях. Подсоединения сварочного провода с гнездами соединения имеет своеобра
зный крепеж. Как видно из рисунка для подсоединения клеммы достаточно вставить штырь байонета в клеммник и повернуть его до упора. И если этого не сделать, получается слабый контакт, а если слабый контакт, ток будет проходить через образовавшийся воздушный зазор и нагревать разъем. Очень важно, чтобы все клеммы силовые провода соединения должны быть изготовлены из латуни, но никак из алюминия или металла, например, стали.
Байонетные разъемы выпускаются разных типов на 10-25 и 31-51, соответственно 100-250А и 300-500 А. Очень важно использовать правильное сечение проводов чем больше сечение провода, тем лучше. Перед каждым использование аппарата необходимо проверять затяжку и крепление проводов во втулках всех соединений.
При правильном использовании аппарата от выполнен с хорошим запасом мощности. Все комплектующее и сварочный аппарат ресанта саи 250 можно купить в любом дилерском центре. Еще способ сделать заказ на имеющихся интернет – ресурсах.
| Внимание покупателей подшипников Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: [email protected] Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте |
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: tel:+7 (495) 646 00 12 [email protected] Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте
themechanic.ru
Электрическая принципиальная схема сварочного инвертора Ресанта — 250
Схема инвертора Ресанта САИ-250
Электрическая принципиальная схема сварочного инвертора Ресанта — 250
Чистка внутренней схемы «Ресанта САИ-250»
Сварочный инвертор « Ресанта — 250 » выполнен в классическом металлическом корпусе и имеет на передней панели ряд индикаторов и регулировочных рукояток, а также рабочие разъемы. К ним относятся: — индикатор «сеть»; — индикатор «перегрев»; — регулировка величины тока; — силовые разъемы подключения сварочных кабелей.
Поскольку при выполнении сварочных работ, несмотря на инверторное исполнение агрегата выделяется значительное количество тепла, «Росанта- 250 » оснащается вентилятором принудительного охлаждения, решетка которого видна при внешнем осмотре изделия.
Принцип работы сварочного инвертора « Ресанта — 250 » не отличается от однотипных аппаратов сторонних производителей. Поступающее переменное напряжение бытовой электрической сети 220В преобразуется сначала до постоянного величиной 400В, которое в дальнейшем меняется на высокочастотное модулированное напряжение. Далее в работу вступает понижающий трансформатор, который понижает преобразованное напряжение до рабочего.
Для повышения качества работы, а также получения большего комфорта во время проведения сварочных работ, сварочный инвертор «Ресанта — 250» оснащается функциями «Anti Stick» и «Hot Start».
Функция «Anti stick» (антизалипание), как видно из названия, предотвращает прилипание электрода к поверхности свариваемых материалов. То есть, во время поджига дуги происходит автоматическое снижение сварочного тока, которое моментально восстанавливается после отрыва электрода.
А для того, чтобы получить сразу же, после начала сварки, красивый и прочный шов, в аппарате реализована функция «Hot Start» (горячий старт). При этом, в момент поджига дуги, происходит кратковременное повышение сварочного тока, которое сразу же снижается до нормального, требуемого состояния.
Раскрутка ресанта отверткой
При работе со сварочным инвертором « Ресанта — 250 » необходимо соблюдать меры безопасности. Так, поскольку аппарат выполнен в металлическом корпусе, категорически запрещается использовать последний при повышенной влажности.
Ремонт Ресанты своими руками
Попадающие внутрь стружки и металлическая пыль способны вывести из строя электронную часть, либо даже привести к замыканию. Поэтому использование «болгарок» и аналогичного инструмента вблизи сварочного инвертора запрещается. И, конечно, необходимо следить за состоянием силовых и питающего провода.
Подготовка аппарата к эксплуатации
Подготовить инвертор «Ресанта САИ-250» к работе несложно — необходимо придерживаться определённой последовательности действий, дабы не допустить возникновения аварийных ситуаций. В первую очередь к аппарату подключается заземляющий минусовой провод и провод с держателем для электрода. После этого выставляется минимальный уровень сварочного тока при помощи регулятора. Инвертор подключается к электрической сети и запускается только после выполнения данных действий.
В инструкции по эксплуатации сварочного аппарата производитель указал силу тока, необходимую для конкретного типа электродов.
После завершения всех сварочных работ на инверторе вновь выставляется минимальное значение тока, после чего прибор отключается и отсоединяется от электрической сети. Кабели отсоединяются от аппарата только после его обесточивания.
Что такое сварочный инвертор и как он работает
Профессиональные сварщики, да и просто те, кто любит что-то делать дома со сваркой, недавно смогли значительно облегчить себе работу. Появились в продаже сварочные инверторы , позволяющие совершить качественный скачок в электросварке.
Достаточно вспомнить только тяжеловесные трансформаторы и выпрямители, выпускавшиеся ранее. При прочих равных вес сварочного инвертора на порядок меньше, чем у любого другого сварочного аппарата, а это значительно увеличивает производительность сварки.
Сварочные инверторы – это самые совершенные сварочные аппараты, которые в настоящее время практически полностью затмевают классические сварочные трансформаторы, выпрямители и генераторы.
Принцип действия сварочного инвертора
На выпрямитель поступает переменный ток от сети потребителя, частотой 50 Гц.
Выпрямленный ток сглаживается фильтром, затем полученный постоянный ток преобразуется инвертором на специальных транзисторах с очень высокой частотой переключения в переменный, но уже высокой частоты 20-50 кГц.
Затем высокочастотное переменное напряжение падает до 70-90 В, а сила тока соответственно возрастает до 100-200 А.
Высокочастотное – основное техническое решение, позволяющее добиться огромных преимуществ сварочного инвертора , если сравнивать с другими источниками питания сварочной дуги.
Сварочный инверторный аппарат
В инверторном сварочном аппарате сила сварочного тока нужного значения достигается преобразованием токов высокой частоты, а не преобразованием ЭДС в индукционной катушке, как это происходит в трансформаторных аппаратах. Предварительные преобразования электрических токов позволяют использовать трансформатор очень малых размеров.
Например, чтобы получить в инверторе сварочный ток 160А, достаточно трансформатора массой 250 г, а на обычных сварочных аппаратах нужен медный трансформатор массой 18 кг.
Как устроен и работает сварочный инвертор на видео:
Преимущества и недостатки сварочных инверторов
Основное преимущество инвертора – минимальный вес. Кроме того, возможность использовать электроды для сварки как на переменном, так и на постоянном токе. Что немаловажно при сварке цветных металлов и чугуна.
Инверторный сварочный аппарат имеет широкий диапазон регулировки сварочного тока. Это дает возможность использовать аргонно-дуговую сварку неплавящимся электродом.
Кроме того, каждый инвертор имеет функции: “Горячий старт” (hot start) для розжига электрода, максимальный ток “Антизалипание” при коротком замыкании, сварочный ток снижается до минимума, что не позволяет электроду прилипать при соприкосновении с деталью, Arc Force – для предотвращения прилипания в момент отрыва капли металла ток увеличивается до оптимального значения.
Среди недостатков сварочных инверторов можно назвать высокую стоимость (в 2-3 раза больше, чем у трансформаторов). Как и любая электроника, инверторы боятся пыли, поэтому производители рекомендуют не реже двух раз в год вскрывать устройство и удалять пыль. Если он работает на стройке или производстве, то чаще, по мере загрязнения. И как любая электроника, сварочные инверторы не любят мороза.
Так при температуре ниже -15 о Использование инвертора возможно не во всех случаях, в зависимости от того, какие детали использовал производитель. Поэтому в таких условиях нужно смотреть технические характеристики, заявленные производителем.
И еще одно, длина каждого из сварочных кабелей при подключении сварочного аппарата не должна превышать 2,5 метра, но к этому нужно просто привыкнуть.
Передняя панель сварочного инвертора
Сварочные инверторы – качество и удобство сварки
Дуговая сварка – ответственная работа. Для ее выполнения сварщик должен иметь достаточный практический опыт и знания теории. Сварочные инверторы упростили процесс и решили многие возникающие вопросы.
Первая решаемая проблема — зажигание дуги. Для предыдущих сварочных трансформаторов выходное напряжение пропорционально зависит от входного. Низкое напряжение, распространенное в наших сетях, не дает возможности зажечь дугу, электрод начинает «прикипать».
При добавлении трансформаторного тока наоборот металл «выгорает». Устройство сварочных инверторов таково, что напряжение на выходе не зависит от напряжения на входе, а установленный сварочный ток поддерживается постоянным независимо от напряжения сети. Инверторы предотвращают прилипание электродов и легко создают стабильную дугу.
При работе с обычными приборами возможно «прожечь» или «не прожечь» металл. Это связано с тем, что они плохо держат необходимое количество сварочного тока. Ведь оно меняется и зависит от напряжения сети.
При «выгорании» металла шов ослабевает, в нем образуются дыры и раковины. При «недожоге» шов также ослабляется. На сварочном инверторе ток устанавливается потенциометром в соответствии со шкалой сварочного тока и остается неизменным.
Начинающему сварщику сложно научиться держать дугу. После дугообразования электроду придается наклон примерно 15 градусов и его необходимо перемещать относительно места соединения деталей. Наклон может быть как в сторону движения электрода, так и в противоположную. Наряду с продольным перемещением его необходимо перемещать перпендикулярно шву. С этим связана длина дуги.
Основные типы электродов предназначены для работы с короткой дугой. Поэтому необходимо постоянно перемещать электрод в перпендикулярном направлении, чтобы от электрода до свариваемых деталей оставался зазор примерно в два диаметра.
Сварочные инверторы способны строго поддерживать выбранный ток, а также он является постоянным. Эти факторы позволяют не особо критично относиться к длине дуги, что облегчает работу сварщика, особенно начинающего, а качество шва в этом случае уже не связано с длиной дуги.
Когда нет возможности расположить детали горизонтально, нужно помнить, что расплавленный металл подвергается гравитации так же, как капля воды.
При работе с потолочными и вертикальными швами нужно своевременно останавливаться и ждать, пока расплавленная капля внутри шва немного остынет, и сразу же «поджигать» рядом следующую дугу, продвигаясь все выше и выше по шву. Такая сварка называется «прихваткой». Используя сварочный инвертор, освоить «прихватку» не составит труда даже новичку.
Опыт показывает, что сварочные инверторы облегчают «зажигание», контролируют дугу, исключают «залипание», не требуют специальных навыков обращения с собой. Все это делает инверторы выгодными для использования в сфере профессионального строительства и ремонта дома.
Сварочный аппарат инверторного типа
Сколько электроэнергии потребляет сварочный инвертор в различных режимах работы? Смотрите видео:
Как выбрать сварочный инвертор
В зависимости от того, где будет работать сварочный аппарат, нужно купить бытовой или профессиональный инвертор. Разница между ними во времени.
Профессиональный сварочный инвертор рассчитан на 8-часовой рабочий день, в то время как бытовой инвертор потребует после 20-30 минут работы перерыв 30-60 минут, поэтому бытовые дешевле. Существуют также промышленные инверторные сварочные аппараты, которые рассчитаны на длительную работу в сложных условиях.
Для дома достаточно сварочного инвертора с максимальным сварочным током 160 А. Но это при напряжении не менее 210 В. При низком напряжении сети лучше купить инвертор на 200 А.
Сварочные инверторы «Ресаната»:
Практически все мировые лидеры в области сварочного производства ориентированы в основном на разработку и производство инверторных источников сварочного тока. Из наиболее известных производителей можно отметить итальянские «Selco» и «Helvi», французскую «Gysmi», корейскую «Power Man», немецкую «Fubag», есть и российский инверторный сварочный аппарат. «Тор».
Используете ли вы сварочный инвертор? Поделитесь впечатлениями!
Ресант сварочный аппарат. Сварочный аппарат Инверторный сварочный аппарат SAI 220
Инверторный сварочный аппарат SAI-220 Сварочный аппарат разработан для ручной дуговой сварки постоянным током с электродом с покрытием.
Компактное разбиение по страницам устройства, пати на большом количестве устройств, дает сварщику возможность работать с большим количеством рабочих мест.
Аппаратура и принципиальная схема инвертора SAI-220
Инверторный сварочный аппарат САИ-220 выполнен в металлическом корпусе. Передняя панель может иметь регулятор сварки (рис. 1 поз. 2), индикатор «сети» (рис. 1 поз. 3), индикатор «перегрева» (рис. 1 поз. 4), патинирование. Используйте разъемы питания для подключения сварочного кабеля (рис. 1 поз. 5,6). Сварочный аппарат SAI-220 имеет систему сварки 3, samakatuwid, mahigpit на ипинагбабавал на Харангане сварщики сварки в любое время.
Принцип работы сварочный аппарат SAI-220 может быть преобразован в сеть переменного болтового соединения с частотой 50 Гц в паре с болтовым соединением 400 В, может быть преобразован в стандартный na дала модулированные болты и ректифицированные. Используйте его, используя широтно-импульсную модуляцию высокочастотных волн.
Инвертор SAI-220 с защитой от перегрева – в качестве защиты от перегрева (в том числе на передней панели), подключаемой к другой цепи, подключаемой к кабелю и работающей на хинди. устройство в течение 5 минут.
Сварочный аппарат САИ-220 без функции “ANTI STICK” (антиприлипание), и “HOT START” (горячий старт)
Моделирование, как и прежде, с высокой скоростью. Он изготовлен из электродов с инвертором SAI-220. Сварочный инвертор SAI-220 , с функцией “ANTI STICK”, автоматически включается с помощью “сварочного” электрода. С помощью встроенного адаптера питания с электродом инвертор SAI-220 Настройка параметров сварки.
Чтобы получить больше возможностей для моделирования, инвертор SAI-220 , нет функции «ГОРЯЧИЙ СТАРТ», автоматический быстрый запуск. Это нравится, когда вы делаете прозу.
*Тандаан. Изображение модели инвертора SAI220. Получите панель разных моделей.
- Лумипат в “Сети”
- Сварочный контроллер kasalukuyang
- Пометка “Сеть”.
- Индикатор “Перегрев”
- Клемма питания “-”
- Клемма питания “+”
Комплект поставки САИ-220
- АИС “Ресанта” 1 шт.
- Кабель с электрододержателем 1 шт.
- Кабель с клеммной колодкой 1 шт.
- Паспорт продукта 1 шт.
- Упаковка для упаковки 1 шт.
Ипакита лахат Свернуть Paglalarawan
Mga Tampok at Benepisyo
- Инверторный сварочный аппарат SAI-220 Это можно сделать с помощью самого простого и хинди, специально предназначенного для подключения.
- Использование инверторной системы с небольшим трансформатором, состоящим из IGBT-транзисторов, с использованием небольшого количества и большого устройства, которое может быть предоставлено оператором в любом месте. Для этого, возможно, есть специальный удобный ремешок из другого материала.
- Устройство не содержит элементов, связанных с перегревом, и не требует никаких действий.
- Блок может иметь функцию «антиприлипание» (ANTI STICK) и «горячий старт» (HOT START), а также 70%-ную защиту от прилипания.
- В первую очередь, это означает, что защита от сварочного аппарата может быть сделана из пинзала и через несколько часов, а также может быть подключена к транспортеру.
- Возможность преобразования высокочастотного преобразователя частоты (небольшой параметр трансформера) и простой сварки, регулирующей сварочный процесс, является его преимуществом.
- Возможные гуминированные электроды переменного или постоянного тока.
- Аппарат на хинди имеет особое значение, чтобы использовать его и использовать его. Это нужно для того, чтобы помочь вам понять, что вы делаете, и kasanayan.
Доступен
Устройство SAI-220 является портативным устройством инверторного типа для ручной сварки, которое может выполнять сварочные работы самостоятельно (и на хинди). Устройство подключено к источнику питания 220 В и предназначено для сварки покрытыми электродами с диаметром металлического сердечника до 5 мм.
Сварные соединения металлических элементов, которые используются для производства и внутреннего кондиционирования. Создавать сварку различных элементов бакала в очень малом количестве на хинди, отображающем структуру, ни один из них не может быть изменен на хинди в любое время. Как это patakaran, паран нг соединение, которое является ginagamit для того, чтобы сделать самый большой совместный кунг saan невозможно или невозможно гумамит синулид на koneksyon. Ману-манонг полагает, что вы должны быть уверены в том, что покупаете и производите (необходимо построить, установить, установить, и т. д.). В то время как вы можете, для того, чтобы побудить естественный Гавайн, что раздражает и может быть связано с первым, использовать инверторное устройство, которое может быть использовано в первый раз.
Созданный блок Resanta SAI-220 является одним из самых популярных и компактных инструментов для управления устройством. Какие-то ореолы различных операций сварки. Это может быть тимбанг и sukat, komportable и matibay ремешок balikat nagbibigay-daan к сварщику, который легко может быть использован в качестве оборудования для работы.
Касается системы с кабелем (силовой кабель с электрододержателем и кабелем для заземления). Есть кабельный кабель SAI-220 на 2 метро. Система оснащена кабелем питания (170 см) с вилкой. Kung kinakailangan, вы можете использовать удлинитель naaangkop на сексе.
Специальная сварочная маска и другие личные средства защиты, которые доступны в любой момент.
Чтобы получить сварщика (только для обычных), сварочный аппарат Resanta SAI включает функцию «горячий старт» (HOT START). Он отключает электрод от сварного элемента, а система представляет собой автоматическую систему, в которой используются электрические дуги. Просьба только в том случае, если вы хотите, чтобы она была последней.
Функция «антиприлипания» (ANTI STICK), которая включает все аппараты Resant AIS, в свою очередь, предназначена для управления сварщиком, выравнивания явления прилипания электрода во время дуги сжигание. Это происходит автоматически, когда вы делаете все, что вам нужно, чтобы быстро управлять электродом. Все, что вам нужно сделать, это изменить систему и параметры работы.
Новый сварочный аппарат Resanta состоит из высокотехнологичных транзисторов типа IGBT. Как результат, возможно, что вы можете сделать все возможное, чтобы создать систему обслуживания, пати на рин, чтобы сделать все возможное, и каждый раз. Транзисторная плата очень устойчива к погодным условиям, может накапливаться в любых количествах и, как результат, не подвергаться перегреву.
Эта система управления работает вовремя (PV). Это должно быть связано с каким-либо устройством, которое управляется с учетом того, что это не так. В 10 минутах ходьбы от времени, когда два дня назад. Для аппарата SAI-220 этот параметр составляет 70% от максимальной нагрузки. Эта сварка может выполняться в течение 7 минут в течение 10 и 3 минут в режиме простоя.
Сварочный аппарат этой модели может использоваться с болтами разомкнутой цепи (85 В). Это может быть сделано быстро и легко с использованием электрической дуги, что позволяет обрабатывать цветные металлы.
Сварочный аппарат, имеющийся в наличии, не используется ни при каких обстоятельствах. Многочисленные настройки для устройств, которые управляют перегревом, могут работать в автоматическом режиме и в других хинди-канайс-найс на дальних расстояниях. Ресанта SAI-220 имеет особую систему защиты от перегрева (защита от перегрева) с аварийным световым индикатором. Используйте индикатор, чтобы сделать паузу без задержки. 5-минутная прогулка поможет вам быстро настроить устройство. Хинди может быть подключен к источнику питания.
Функциональное устройство
Сварочный аппарат Resant SAI-220 может быть компактным и компактным, имеет размер 265x100x150 мм и изготовлен из листового металла, изготовленного из прочного металла. патонг. Патаг на базе касо имеет nagpapahintulot на этом, nakaposisyon nang tatatag в любой другой, любой на большом склоне. Может быть специально создан для того, чтобы быть уверенным, что вы легко сможете использовать его, чтобы сохранить его, чтобы получить доступ к большому транспортеру. Электрические корпуса должны быть защищены для класса IP 21 (защита должна быть защищена от повреждений, но не требует замены).
На любой панели можно переключать кабель питания или на панели управления. Это очень простой, простой и удобный и простой в использовании, как никогда раньше. Таким образом, включив поворотный регулятор, работающий от 10 до 220 А, отключите сеть и отключите питание, чтобы вызвать аварийную ситуацию. На панели есть терминал для подключения силового кабеля с электрододержателем и кабель для подключения электрической цепи, предназначенной для сварки. Вложение для ремешка, как правило, связано с большим количеством вещей.
Все новые сварочные аппараты включены в каталог, сокращают количество деталей, не входящих в круг ограничений технических технических характеристик. Общий элемент в этом случае представляет собой трансформатор преобразования, специально предназначенный для непосредственного преобразования переменного тока с частотой 50 Гц (сеть) в постоянный ток, с синусоидальным обратным преобразованием в переменный ток, а не в обычный. высокая частота (более 20 кГц). ). Кая, возможно, до 220 раз в год 85 V. Возможно, это можно сделать, чтобы сделать его очень качественным, чтобы получить результат. Транспортер может хранить чистый металл с большим количеством элементов, которые можно использовать в качестве исходных элементов. Это самый лучший встроенный тюнер.
Большая операция и установка сварочного аппарата Resant SAI-220 представляет собой специализированную систему защиты. Датчик температуры указывает на датчик перегрева и указывает пользователю на индикатор сигнала тревоги.
Принцип действия, связанный с тепловым питанием и электродом, который не работает в канале, в то время как электрическая дуга нагревается, нагревается до температуры. Электрод всегда держится на самом высоком уровне, а не на слуху. Основная функция, обеспечивающая симуляцию и защиту от прилипания, представляет собой автоматический режим, обеспечивающий бесперебойную работу. Удалите карту электрода с гирляндой, чтобы получить больше матааса, предназначенного для быстрой загрузки арко. Dagdag pa, kasalukuyang bumababa nang husto, хинди лучший электрод на думкит. Особое внимание следует уделять электроду, который потребляет определенное количество энергии, а также непосредственному воздействию кислорода и азота в окружающем воздухе. Качество сварного шва напрямую соединяется с соединением, которое может быть удалено до самого конца. Чтобы получить это, талунин шлак с помощью суровых и siguraduhin пагкакапарехо и интеграции тахи.
Позвоните для работы и по телефону
Инверторный сварочный аппарат SAI-220 является автоматическим. Ihanda это пункт са работы и patakbuhin это са ilalim ng kapangyarihan ng halos sinumang nasa hustong gulang. С одной стороны, в других пунктах, которые могут быть использованы, как на разных языках, так и во время поражения электрическим током, а также в других хинди-канайс-наис на kahihinatnan. Наземное устройство с шнуром питания, подключенное к розетке без каких-либо ограничений. Подключайте кабель к терминалу, подключая кабель питания к розетке (подключив тумблер «сеть», а также подключив его к рабочему регулятору тока). Теперь вы можете использовать устройство, которое работает быстро и без проблем. Сделать это можно, используя устройства в обратном порядке.
Кунг, который дает только хинди в калье, не имеет ничего общего с нефтью, но не имеет большого разнообразия нито и не имеет запасов материалов и газа в этой нише. Капа может быть использована для работы, которая может быть использована во всех случаях защиты (одежда, головные уборы, специальные и специальные маски для защиты мата и многих других). Как и раньше, всегда можно использовать в качестве источника для всех видов солнца и для всех, кто работает в различных условиях.
Предусмотренный сварочный инвертор Resanta SAI-220 имеет гарантию для всех, кто работает в течение 24 лет, но только в официальном подтверждении.
Сварочное оборудование RESANTA поставляется с большим запасом прочности и надежности, а также с подключением к электрической сети, не требующей большого количества устройств. Сделать это капва в проспекте, который активируется в процессе установки и установки работ, и сам. С его помощью вы можете создавать иконы из различных металлов и пластиковых труб, пати, нарезанных на изделия из черных и цветных металлов.
Сварка может выполнять различные функции, включая автоматическую подачу сварочного тока, антипригарное покрытие, защиту от перегрева и защиту от перегрева. Лучше всего использовать сварочный аппарат, плазменный резак и паяльник для труб, все, что нужно для сварки с красивыми цветами и караванами.
Сварочный инверторный аппарат, имеющийся в наличии
Инверторный сварочный аппарат.
Аппарат для сварки полипропиленовых труб.
Плазменный инвертор с инвертором.
Сварочная маскаMga.
Касама имеет магический и полуавтоматический сварочный аппарат с функцией защиты от прилипания электрода и простой в использовании. Установите инвертор, установленный на заводе, с последовательным и однофазным режимом работы. Как всегда, каждый содержит автоматическую защиту от ошибок в трудах.
Сварочный паяльник используется для установки полипропиленовых труб с фитингами. Нилагьян имеет регулятор температуры и защиту от элементов питания, обеспечивающих контроль над операцией. Большой мечевидный отросток, используемый для сварки паяльника, используется для сварки полипропиленовых труб в чистом и легком состоянии.
Плазма используется для обработки углеродистой стали и цветных металлов. С помощью инверторного плазменного резака, вы можете резать листы толщиной 12 мм, в зависимости от технических характеристик, используемых в различных моделях.
Сварочная маска РЕСАНТА с автоматическим поляризующим слоем. Усилитель имеет все, что нужно для защиты от вспышек, УФ и ИК. Регулятор чувствительности фильтра, а также затемнение и настройка выполняются вручную.
Вы можете получить большое количество информации, получить больше информации о своих продуктах, получить больше информации о моделях и сварочном оборудовании RESANTA, которые доступны в других торговых залах или в Интернете.
Сварочный аппарат Resanta SAI 220 используется для сварки металлических деталей с помощью электрической дуги. Знайте и хинди малаки, единица имеет только ремешок для подключения устройства. Хинди используется в начале. Быстрая сварка имеет 10-амперный ток 220 А. Майрун использует систему «антиприлипание» и «быстрый старт». Схема основана на транзисторах IGBT.
Общий параметр
- Макс. капангъярихан – 6,6 кВт;
- Макс. касалукуян халага – 220 А;
- пинакамабаба касалукуян халага – 10 А;
- Подвеска PV макс. касалукуян – 70%;
- Болтахе – 220 В;
- входная клемма входного болта – 140 В;
- Электроды (проволока) – 2 – 5,0 мм;
- Сварка ВИГ – хинди;
- Mga Размер – 190x325x315 мм;
- Тимбанг – 4,9 кг.
Всего в:
- ремешок с короткими пуговицами;
- кабель с электрододержателем;
- трос с салиганом;
- кахон.
Mga kalamangan
- kasalukuyang hinang ay nag-iiba sa loob ng 10 – 190 A, на ginagarantiyahan ang mas tumpak na hinang at maayos na mga tahi;
- защитный кожух из тонкого и прочного металлического корпуса, защищенный от износа;
- “антизалипание” в системе “быстрый старт”.
- звоните по телефону;
- Пластмассовая ручка и съемный блок;
- ремешок для крепления к устройству;
- proteksyon laban sa malakas na pag-init;
- Hindi nangangailangan ng serbisyo.
Сварочный инвертор Resanta SAI 220 доступен в Интернете, который можно найти в любой момент. Плата за проезд в Москве по МКАДу – 300 рублей, в том числе в пределах Московского региона от оператора, который оплачивает проезд в России независимо от региона.
Плохой год, назначаемый моим менеджером своим танонгом и служащим для получения продуктов.
ТОП 20 лучших моделей и какую выбрать для дома новичкам
Долгое время сварочные аппараты использовались только в промышленном производстве, но сейчас в продаже имеется широкий выбор бытовых моделей.
Они позволяют выполнять широкий круг задач, от строительства дома до ремонта автомобиля. Эти устройства чрезвычайно просты в использовании.
Но главное выбрать устройство, которое будет полностью соответствовать требованиям владельца.
Небольшой рейтинг по соотношению цена/качество, в который вошли лучшие бытовые сварочные аппараты, поможет вам определиться с выбором.
Рейтинг ТОП-20 лучших сварочных аппаратов 2021-2022 гг.
| Место | Имя | Цена |
|---|---|---|
| ТОП-4 лучших бытовых сварочных аппарата по цене/качеству на 2021-2022 годы | ||
| 1 | СПЕЦИАЛЬНЫЙ ИНВЕРТОР MAG-170 (MIG/MAG) | Спросите цену |
| 2 | Сварог REAL SMART ARC 200 (Z28303) ЧЕРНЫЙ (TIG, MMA) | Спросите цену |
| 3 | Вестер МИГ 140i (МИГ/МАГ, ММА) | Спросите цену |
| 4 | РЕСАНТА САИ-190ПН (ММА) | Спросите цену |
| ТОП-4 лучших недорогих сварочных аппарата для начинающих | ||
| 1 | РЕСАНТА САИ-190К (ММА) | Спросите цену |
| 2 | РЕСАНТА САИ-160К (ММА) | Спросите цену |
| 3 | ЗУБР МАСТЕР ММА СА-190К (ММА) | Спросите цену |
| 4 | Сибртех ИДС-190 (ММА) | Спросите цену |
| ТОП-4 лучших инверторных сварочных аппарата | ||
| 1 | Вестер МИНИ 220Т (ММА) | Спросите цену |
| 2 | РЕСАНТА САИ-220 (ММА) | Спросите цену |
| 3 | Сварог НАСТОЯЩИЙ МИГ 200 (N24002N) ЧЕРНЫЙ (МИГ/МАГ, ММА) | Спросите цену |
| 4 | Fubag IR 200 (ММА) | Спросите цену |
| ТОП-4 лучших сварочных аппарата с ручной дуговой сваркой (ММА) | ||
| 1 | Дензел ММА-220ID (ММА) | Спросите цену |
| 2 | РЕСАНТА САИ-190 (ММА) | Спросите цену |
| 3 | Сварог REAL SMART ARC 200 (Z28303) (ВИГ, ММА) | Спросите цену |
| 4 | СТАВР САУ-200М (МИГ/МАГ, ММА) | Спросите цену |
| ТОП-4 лучших сварочных аппаратов с аргонно-дуговой сваркой (TIG) | ||
| 1 | FoxWeld InverMIG 205 (ВИГ, МИГ/МАГ, ММА) | Спросите цену |
| 2 | ELITECH AIS 200D (ВИГ, ММА) | Спросите цену |
| 3 | Fubag IRMIG 160 SYN (ВИГ, МИГ/МАГ, ММА) | Спросите цену |
| 4 | Aurora SPEEDWAY 180 (ВИГ, МИГ/МАГ, ММА) | Спросите цену |
Содержание
- Рейтинг ТОП-20 лучших сварочных аппаратов 2021-2022 гг.
- Как выбрать сварочный аппарат для дома и дачи?
- ТОП-4 лучших бытовых сварочных аппарата по цене/качеству на 2021-2022 годы
- SPECIAL MAG-170 INVERTOR (MIG/MAG)
- Svarog REAL SMART ARC 200 (Z28303) ЧЕРНЫЙ (TIG, MMA)
- Wester MIG 140i (MIG/MAG, MMA)
- РЕСАНТА СМ-19
- ТОП-4 лучших недорогих сварочных аппарата для начинающих
- РЕСАНТА САИ-190К (ММА)
- РЕСАНТА САИ-160К (ММА)
- ЗУБР МАСТЕР ММА СА-190К (ММА) 90ММА-190К (ММА)
Сибр16161
- Wester MINI 220T (MMA)
- РЕСАНТА САИ-220 (ММА)
- Сварог РЕАЛ МИГ 200 (N24002N) ЧЕРНЫЙ (МИГ/МАГ, ММА)
- Fubag IR 200 (ММА)
- Дензел ММА-220ИД (ММА)
- РЕСАНТА САИ-190 (ММА)
- Сварог REAL SMART ARC 200 (Z28303) (ТИГ, ММА)
- СТАВР САУ-200М (МИГ/МАГ, ММА) 7 13 9016 9016 9016 ТОП-4 лучших сварочных аппаратов с аргонодуговой сваркой (TIG)
- FoxWeld InverMIG 205 (TIG, MIG/MAG, MMA)
- ELITECH AIS 200D (TIG, MMA)
- Fubag IRMIG 160 SYN (TIG, MIG/MAG, MMA)
- Aurora SPEEDWAY 180 (TIG, MIG/MAG, MMA)
Типы сварочных аппаратов и их характеристики - описание
- Какую фирму выбрать?
- Отзывы покупателей
- Полезное видео
Как выбрать сварочный аппарат для дома и дачи?
Важную роль играют технические характеристики сварочного аппарата.
Это то, на что следует обратить внимание при выборе устройства. :
- Напряжение сети . Для бытового использования подходят однофазные модели. Трехфазные устройства используются в основном в промышленном производстве.
- Напряжение холостого хода . Для сварочных аппаратов переменного тока этот показатель должен составлять 80 В, а для аппаратов постоянного тока – 90 В. Но в последнее время на рынке появились модели, способные организовать дугу даже при 30 В.
- Мощность . Этот критерий напрямую влияет на работоспособность прибора. Специалисты рекомендуют покупать приборы с небольшим запасом мощности, чтобы у владельца была возможность работать с разными типами электродов.
Важно обратить внимание на материалы, с которыми может работать сварочный аппарат, особенно если пользователь планирует выполнять не только дуговую (ММА), но и аргонно-дуговую сварку (TIG) .
ТОП 4 лучших сварочных аппарата для дома по цене/качеству на 2021-2022 год
При выборе сварочного аппарата для дома многие пользователи обращают внимание не только на технические характеристики, но и на стоимость аппарата. В линейках многих отечественных брендов есть устройства, в которых удачно сочетается отличное качество с приемлемой стоимостью.
СПЕЦИАЛЬНЫЙ ИНВЕРТОР MAG-170 (MIG/MAG)
Сварочный аппарат инверторного типа имеет только одну фазу питания, поэтому он идеально подходит для домашнего использования .
Напряжение холостого хода составляет 56 В. Этого показателя достаточно для создания стабильной сварочной дуги. Прибор можно смело назвать универсальным, ведь его можно использовать с электродами диаметром от 1,6 до 4 мм.
Вес устройства 9,8 кг, что также облегчает эксплуатацию .
Все необходимое для работы поставляется вместе с самим инвертором: горелка, электрический держатель и клемма заземления с кабелем, специальная сварочная маска, омедненная проволока, 2 насадки, щетка-молоток и сетевой кабель с евро вилка.
По степени защиты устройство относится к классу IP21S, поэтому устройство полностью безопасно в использовании.
Технические характеристики :
- диаметр проволоки 0,6-0,8 мм;
- мощность 6,4 кВт.
профи
- демократичная стоимость;
- подходит для создания сварочных швов электродом и проволокой;
- простая конструкция облегчает работу;
- весит меньше аналогов;
- Все необходимое для сварки входит в комплект.
Минусы
- иногда встречается заводской брак;
- Маска не очень хорошего качества.
Сварог REAL SMART ARC 200 (Z28303) ЧЕРНЫЙ (TIG, MMA)
Этот универсальный сварочный инвертор подходит как для ручной дуговой, так и для аргонодуговой сварки .
Инвертор однофазный и позволяет получить стабильный постоянный ток на выходе. КПД устройства составляет 80%, поэтому устройство успешно справится с широким кругом задач.
Дополнительные функции, повышающие производительность, включают горячий старт и форсирование дуги.
Напряжение холостого хода 81 В.
В сочетании с диаметром электрода 1,6-4 мм это позволяет использовать сварочный аппарат для выполнения широкого круга работ. .
Приступить к использованию устройства можно сразу после покупки, ведь все необходимое, включая маску и леггинсы, предусмотрено в комплекте, а разобраться с управлением поможет простая и понятная инструкция пользователя.
Технические характеристики :
- вес 3,8 кг;
- мощность 7,10 кВ*А; сварка
- с постоянным выходным током;
- диаметр электрода 1,60-4 мм.
профи
- подходит даже для начинающих сварщиков;
- компактные размеры и малый вес;
- расширенное оборудование;
- отличное качество сборки и сварного шва;
- Есть функция горячего старта.
Минусы
- чехол не предусмотрен;
- Маска не очень хорошего качества.
Wester MIG 140i (MIG/MAG, MMA)
Этот инверторный сварочный полуавтомат универсален в применении, так как подходит как для дуговой, так и для полуавтоматической сварки электродной проволокой .
Функциональность инвертора выражается еще и в том, что его можно использовать для работы с самыми разными металлами (сталь, алюминиевые сплавы и т.д.).
Устройство питается от стационарного источника питания: для начала работы его необходимо подключить к розетке 25 А .
Производитель также позаботился о стабильном зажигании дуги и сделал устройство по-настоящему функциональным, так как его можно использовать для работы с электродами от 1,6 до 3,2 мм, либо с проволокой диаметром до 0,6 мм.
Технические характеристики :
- вес 9 кг; габариты
- (Д/Ш/В) 450х210х340 мм;
- мощность 4,70 кВт.
профи
- Оптимальное соотношение цены и качества;
- расширенное оборудование;
- позволяет работать с разными видами металлов;
- можно использовать для разных видов сварки;
- Простой дизайн подходит даже для новичков.
Минусы
- некачественная маска в комплекте;
- короткий сетевой кабель.
РЕСАНТА САИ-190ПН (ММА)
По типу данный аппарат относится к сварочным инверторам, и предназначен для ручной дуговой сварки постоянным током .
В устройстве используются IGBT-транзисторы, которые позволяют работать с расширенным диапазоном входного напряжения (от 140 до 240 В).
Универсальность сварочного инвертора выражается еще и в том, что его можно использовать для работы с электродами разного диаметра (до 5 мм) .
Сварочный инвертор подходит для бытового использования, так как он однофазный, а напряжение холостого хода 80 В обеспечивает высокую производительность и отличное качество сварки.
Размеры инвертора компактные, а вес небольшой, поэтому устройство легко хранить в небольшом гараже или перевозить.
Технические характеристики :
- вес 6,4 кг;
- электродуговая сварка постоянным током;
- электрод диаметром до 5 мм;
- мощность 6,60 кВт.
профи
- позволяет получить качественный сварочный шов;
- достойный сварочный аппарат по приемлемой цене;
- подходит для варки разных материалов;
- подходит для начинающих пользователей;
- отличное качество сборки.
Минусы
- недостаточно длинный сетевой кабель;
- короткая земля.
ТОП-4 лучших недорогих сварочных аппарата для начинающих
Начинающим пользователям не стоит покупать дорогие сварочные аппараты. Для выполнения сварочных работ дома или на даче будет достаточно недорогого аппарата с продуманным функционалом и оптимальными техническими характеристиками.
РЕСАНТА САИ-190К (ММА)
Малогабаритный сварочный аппарат для ручной дуговой сварки на постоянном токе .
Прибор собран на базе современных IGBT-транзисторов, отличающихся высокой надежностью и длительным сроком службы.
Сварочный аппарат однофазный, поэтому не сильно нагружает бытовую электрическую сеть.
Универсальность прибора выражается еще и в том, что его можно использовать практически с любым электродом диаметром до 5 мм. .
Из дополнительного функционала в сварочном аппарате предусмотрены горячий старт, форсаж дуги и антизалипание.
Устройство может работать в широком диапазоне температур (от -10 до +40 градусов), а его компактные размеры и малый вес облегчают размещение и транспортировку устройства.
Технические характеристики :
- вес 3,55 кг;
- дуговая сварка постоянным током; габариты
- (Д/Ш/В) 310х135х250 мм;
- мощность 5,50 кВт.
pros
- компактные размеры облегчают хранение;
- позволяет получить качественный сварной шов;
- достаточно мощности для домашнего использования;
- простая конструкция облегчает работу;
- не влияет на напряжение сети.
Минусы
- короткие провода;
- нет текущего индикатора.
РЕСАНТА САИ-160К (ММА)
Недорогой, но надежный сварочный аппарат инверторного типа от известного отечественного производителя .
Этот аппарат станет надежным помощником при выполнении сварочных работ по металлу ручным дуговым методом. Кроме того, устройство очень легкое и компактное, поэтому его легко транспортировать и хранить даже в небольшой кладовой или гараже.
Производитель снабдил преобразователь четким и подробным руководством пользователя, поэтому даже у новичков не возникнет проблем с началом работы . Для упрощения начала работы предусмотрена функция горячего старта.
Аппарат отлично подходит для работы за городом, так как позволяет делать качественные сварные швы даже при нестабильном напряжении в электросети.
Кроме того, устройство потребляет мало энергии, и его можно подключить к стандартной розетке 220 В.
Технические характеристики :
- вес 3,47 кг; габариты
- (Д/Ш/В) 310х135х250 мм;
- мощность 4,80 кВт.
профи
- варит с любыми электродами;
- маленькое и компактное устройство;
- работает даже при нестабильном напряжении в сети;
- доступная стоимость;
- подходит для начинающих пользователей.
Минусы
- короткие кабели; Мощность
- сильно зависит от входного напряжения.
ЗУБР МАСТЕР ММА СА-190К (ММА)
Сварочный инвертор средней ценовой категории имеет приемлемые технические характеристики и оптимальную мощность для бытового применения .
Устройство однофазное, поэтому успешно работает от обычной электрической сети. Универсальность аппарата объясняется еще и тем, что он может работать с электродами 1,6-4 мм.
Дополнительные функции включают защиту от прилипания, форсирование дуги и функцию горячего старта. .
Напряжение холостого хода составляет 70 В, поэтому сварочный аппарат может работать с самыми разными типами металлов.
В комплект входит все необходимое для работы, включая сам прибор, кабель с электродержателем и массовым зажимом, ремень и подробное руководство пользователя.
Технические характеристики :
- вес 3,8 кг; габариты
- (Д/Ш/В) 235х110х150 мм;
- рабочее напряжение 25,60 В.
профи
- работает даже при недостаточном уровне напряжения;
- простота использования;
- подробное руководство пользователя;
- демократичная стоимость;
- компактные размеры и малый вес.
Минусы
- недостаточно мощности для профессионального использования;
- не всегда есть в продаже.
Сибртех ИДС-190 (ММА)
Этот сварочный аппарат станет незаменимым помощником в работе или ремонте строительной техники .
Аппарат имеет большую продолжительность непрерывной работы, стабильная сварка металла возможна даже при нестабильном напряжении сети.
Кроме того, прибор имеет небольшой вес и компактные размеры, поэтому его очень удобно хранить и транспортировать. .
Дополнительно устройство имеет силу дуги, что повышает производительность и удобство работы.
Также в приборе есть антизалипание электрода, защита от перегрева и скачков напряжения. .
Сварочный ток можно плавно и точно регулировать для получения высококачественного сварного шва.
Технические характеристики :
- вес 3,4 кг;
- электрод диаметром 1,60-4 мм;
- регулировка сварочного тока;
- Напряжение холостого хода 50 В.
pros
- компактные размеры облегчают транспортировку;
- высокая производительность;
- текущий регламент;
- доступная стоимость;
- отличное качество сборки;
- стабильная работа даже при низком напряжении.
Минусы
- короткие провода;
- хлипкое качество провода.
ТОП-4 лучших инверторных сварочных аппарата
Инверторные сварочные аппараты считаются одними из самых надежных и простых в эксплуатации. Четыре устройства были названы лучшими в этой категории.
Wester MINI 220T (MMA)
Компактный сварочный аппарат инверторного типа предназначен для ручной дуговой сварки .
Прибор выполнен на базе современных IGBT-транзисторов, отличающихся надежностью и длительным сроком службы.
Кроме того, данная технология позволила сделать инвертор максимально компактным и легким, что значительно облегчает хранение и транспортировку сварочного аппарата.
Пользователь сможет самостоятельно регулировать силу сварочного тока в диапазоне от 30 до 220 А.
Благодаря этому аппарат подходит для работы с самыми разными металлами: низколегированными и нержавеющими сталь, медь, черные и цветные металлы.
Технические характеристики :
- вес 3,05 кг;
- электрод диаметром 1,60-5 мм;
- сила тока от 30 до 220 А;
- Напряжение холостого хода 65 В.
профи
- можно точно настроить силу тока с минимальной погрешностью;
- качественная сборка;
- компактные размеры и малый вес;
- имеется цифровой дисплей для контроля уровня сварочного тока;
- достаточно мощности для бытового использования.
Минусы
- не очень удобный ремень;
- без ручки и колесиков для транспортировки.
РЕСАНТА САИ-220 (ММА)
Сварочный инвертор предназначен для ручной дуговой сварки на постоянном токе .
Для сборки инвертора используются современные IGBT-транзисторы.
Расширяют функциональные возможности прибора, делают его легким и компактным, поэтому прибор можно легко транспортировать, а хранение не составит труда.
Диапазон входного напряжения также достаточно широк, что позволяет работать со сварочным аппаратом даже при нестабильном сетевом напряжении. .
Для дополнительного комфорта использования устройство имеет функцию антипригарного действия, а также функцию горячего старта, облегчающую запуск. Благодаря этому инвертор отлично подойдет не только опытным сварщикам, но и начинающим пользователям.
Технические характеристики :
- вес 5 кг;
- Напряжение холостого хода 80 В;
- электродуговая сварка постоянным током;
- электрод диаметром 5 мм.
плюсы
- прочный корпус из качественных материалов; компактный корпус
- облегчает хранение;
- успешно работает даже при нестабильном напряжении в сети;
- плавное горение дуги;
- подходит для начинающих пользователей.
Минусы
- короткий сетевой кабель;
- некоторые пользователи считают стоимость слишком высокой.
Сварог РЕАЛ МИГ 200 (N24002N) ЧЕРНЫЙ (MIG/MAG, MMA)
Данная модель сварочного аппарата предназначена для полуавтоматической сварки в среде защитных газов, порошковой проволокой и ручной дуговой сварки покрытым электродом .
Отличается от предыдущей версии только расширенной комплектацией и более стильным дизайном.
Напряжение холостого хода составляет 60 В, поэтому прибор отлично подходит для работы с металлами разной плотности. .
Приступить к работе можно сразу после покупки устройства, ведь в комплекте есть все необходимое для работы, включая маску и леггинсы.
Модель подойдет даже для начинающих пользователей, так как в комплекте есть подробная и понятная инструкция по эксплуатации.
Технические характеристики :
- вес 13 кг; габариты
- (Д/Ш/В) 502х225х375 мм;
- Напряжение холостого хода 60 В.
плюсы
- стабильная работа и плавное горение дуги;
- отличное качество сборки;
- надежный и проверенный производитель;
- успешно готовит даже при низком напряжении;
- оптимальная стоимость.
Минусы
- Кейс не имеет ручки для переноски.
- нет цифрового индикатора.
Fubag IR 200 (MMA)
Сварочный аппарат средней ценовой категории имеет необходимые технические характеристики для бытового применения .
Устройство относится к инверторному типу, поэтому отличается максимальным удобством в эксплуатации и стабильной работой.
Универсальность аппарата выражается еще и в том, что к аппарату можно подключать электроды диаметром от 1,60 до 5 мм. .
Из дополнительных функций в приборе реализованы антиприлипание электрода, форсаж дуги и функция горячего старта.
В комплекте с инвертором идут все необходимые кабели, а также подробное руководство пользователя, которое поможет разобраться с устройством даже начинающим пользователям.
Технические характеристики :
- вес 4,64 кг; габариты
- (Д/Ш/В) 340х120х240 мм;
- Напряжение холостого хода 65 В.
pros
- оптимальная мощность для домашнего использования;
- компактные размеры облегчают хранение;
- простое и понятное руководство пользователя;
- удобно задавать силу тока;
- хорошо держит дугу.
Минусы
- короткие и слишком жесткие провода;
- Нет ручки для удобства переноски.
ТОП 4 лучших сварочных аппаратов с ручной дуговой сваркой (ММА)
В бытовых условиях сварочные аппараты с ручной дуговой сваркой используются очень часто, так как имеют простую и надежную конструкцию, а с работой справятся даже начинающие пользователи.
Denzel MMA-220ID (MMA)
Специально для ручной дуговой сварки металлом был разработан компактный, но достаточно мощный аппарат инверторного типа .
Устройство однофазное, поэтому для стабильной работы ему будет достаточно напряжения от штатного блока питания.
Аппарат преобразует переменный ток в постоянный, а продуманная конструкция обеспечивает плавное горение дуги и позволяет получить сварной шов высокого качества .
Многие пользователи считают прибор универсальным, так как в него можно установить электроды диаметром от 1,60 до 5 мм для работы с металлами разной плотности и твердости.
Для дополнительного комфорта эксплуатации предусмотрена функция горячего старта, а в комплекте есть все необходимое для работы.
Технические характеристики :
- Напряжение холостого хода 56 В;
- мощность 8,40 кВт;
- электрод диаметром 1,60-5 мм.
плюсы
- продуманный дизайн и легкий запуск облегчает управление, поэтому модель подойдет даже новичкам; мощности
- достаточно для бытовых нужд;
- оптимальная длина кабеля;
- приемлемая стоимость;
- малый вес и компактные размеры.
Минусы
- не очень качественная защитная маска в комплекте;
- В комплекте нет футляра для хранения.
РЕСАНТА САИ-190 (ММА)
Данный инверторный сварочный аппарат предназначен для использования в быту: дома, на даче или в гараже .
В приборе используются электроды диаметром до 5 мм, поэтому его можно использовать для плавки металлов различной плотности.
Инвертор выполнен на базе современных IGBT-транзисторов, что позволяет снизить вес устройства при сохранении его мощности .
Сварочный ток можно регулировать в пределах 10-190 А для более точной работы и ровных швов.
Для повышения производительности и улучшения качества работы в приборе предусмотрена функция горячего старта и антиприлипание электрода .
Устройство оснащено защитой от перегрева, что предотвратит выход двигателя из строя. В комплекте с устройством поставляется небольшой ремешок, с помощью которого сварочный аппарат можно легко переносить.
Технические характеристики :
- Напряжение холостого хода 85 В;
- максимальная мощность 5,50 кВт;
- сварочный ток от 10 до 190 А;
- электрод диаметром 5 мм.
плюсы
- малые габариты и вес;
- демократичная стоимость;
- дуга зажигается очень легко;
- позволяет получить ровные швы высокого качества;
- качественная сборка.
Минусы
- короткие силовые кабели; Мягкие провода
- могут легко расплавиться.
Сварог REAL SMART ARC 200 (Z28303) (TIG, MMA)
Сварочный аппарат инверторного типа может работать в ручном и синергетическом режиме .
Последний позволяет пользователю сконцентрироваться на процессе сварки металла, а не на задании необходимых характеристик в ручном режиме.
Этот же режим делает инвертор подходящим для новичков, которые никогда раньше не работали с такими агрегатами и не знают, какие настройки ставить.
Еще одной особенностью этой модели является широкий набор функций и возможность их ручной настройки, что делает устройство подходящим для профессионалов. .
Процесс настройки упрощается благодаря цветному дисплею и интуитивно понятному интерфейсу.
Кроме того, сварочный аппарат имеет компактные размеры и малый вес, поэтому его легко хранить и транспортировать.
Технические характеристики :
- вес 3,8 кг; габариты
- (Д/Ш/В) 347х212х120 мм;
- диаметр электрода 1,60-4 мм.
профи
- корпус из прочных материалов;
- расширенный функционал;
- есть интеллектуальное управление;
- компактные размеры облегчают хранение;
- чрезвычайно простое управление.
Минусы
- мощности не всегда хватает для профессионального использования;
- стоимость выше, чем у аналогов.
СТАВР САУ-200М (МИГ/МАГ, ММА)
Сварочный инвертор средней ценовой категории станет незаменимым при выполнении строительных и ремонтных работ дома и в гараже .
Оптимальное напряжение холостого хода позволяет использовать машину с различными типами металлов.
Универсальность аппарата объясняется еще и тем, что он позволяет работать с электродами разного диаметра, от 1,60 до 5 мм .
Мощность устройства также достаточно высока, поэтому его можно использовать даже на производстве для выполнения простых задач.
Для облегчения работы устройство снабжено антипригарным электродом, форсированием дуги и функцией горячего старта. .
Приступить к работе можно сразу после покупки устройства, ведь все необходимое есть в комплекте.
Технические характеристики :
- вес 10,4 кг; габариты
- (Д/Ш/В) 420х205х350 мм;
- максимальное напряжение холостого хода 59 В.
плюсы
- удобные и простые регулировки;
- подходит для начинающих пользователей;
- качественная сборка кузова;
- оптимальное соотношение цена-качество;
- высокая стабильность работы.
Минусы
- некоторым пользователям цена кажется завышенной;
- весит больше аналогов.
ТОП-4 лучших сварочных аппаратов аргонодуговой сваркой (TIG)
Сварочные аппараты аргонодуговой сваркой считаются более универсальными и функциональными, так как позволяют выполнять широкий спектр работ с минимальными усилиями со стороны Пользователь.
FoxWeld InverMIG 205 (TIG, MIG/MAG, MMA)
С помощью этого сварочного аппарата инверторного типа пользователь сможет выполнять сварку постоянным током, поскольку в устройстве используется инверторная технология для преобразования сварочного тока .
Данная технология считается самой современной и позволяет сохранить высокую мощность и производительность устройства при уменьшенных размерах и массе устройства.
При этом качество шва остается стабильно высоким, независимо от уровня напряжения в сети.
Напряжение холостого хода 64 В и диаметр электрода от 1,60 до 4 мм позволяют использовать инвертор для авторемонтных работ в домашнем гараже или небольшом частном автосервисе .
В комплекте есть все необходимое для работы, а также подробная и понятная инструкция пользователя.
Технические характеристики :
- максимальное напряжение холостого хода 64 В;
- сварка постоянным током;
- диаметр электрода 1,60-4 мм.
профи
- издает минимум шума;
- качественная сборка кузова;
- приличная система вентиляции; 9надежный двигатель 0166 обеспечивает длительную эксплуатацию;
Минусы
- не всегда в продаже;
- стоит дороже аналогов.
ELITECH AIS 200D (TIG, MMA)
Сварочный инвертор обладает всеми необходимыми характеристиками для долгой и безопасной эксплуатации дома, в гараже или даже на небольшом производстве .
Инвертор работает от постоянного тока, а напряжение холостого хода 83 В позволяет успешно работать с разными видами металлов и получать идеально ровные и качественные сварные швы.
Прибор работает с электродами в диапазоне от 1,60 до 5 мм, что также расширяет возможности эксплуатации .
Для повышения комфорта и безопасности использования прибор оснащен антипригарным электродом, а также дожигателем дуги и функцией горячего старта. Само устройство очень компактное и легкое, поэтому проблем с транспортировкой и хранением не возникнет.
Технические характеристики :
- вес 3,5 кг; 9габариты 0166 (Д/Ш/В) 235х120х170 мм;
- сварка постоянным током;
- максимальная мощность 6,20 кВт.
плюсы
- качественная сборка кузова;
- позволяет получить идеально ровные швы;
- оптимальная мощность для бытового использования;
- приемлемая стоимость;
- компактные размеры и малый вес.
Минусы
- короткие провода;
- не всегда есть в продаже.
Fubag IRMIG 160 SYN (TIG, MIG/MAG, MMA)
Данный сварочный инвертор подходит для широкого круга задач, так как с его помощью можно выполнять ручную дуговую и аргонно-дуговую сварку металл .
Оборудование также имеет достаточное напряжение холостого хода (65 В), что позволяет работать с самыми разными видами материалов.
Инвертор имеет высокую степень защиты IP21S, поэтому абсолютно безопасен для пользователя. .
По габаритам и весу устройство не самое компактное, поэтому с легкостью транспортировать его не получится. Но эти характеристики полностью компенсируются продуманным функционалом и простотой управления.
Технические характеристики :
- вес 12 кг; габариты
- (Ш/В/Г) 240x350x470 мм;
- мощность 6,20 кВт.
плюсы
- удобное микропроцессорное управление;
- простое и подробное руководство по эксплуатации;
- все необходимое для работы в комплекте;
- широкий набор функций;
- подходит для начинающих пользователей.
Минусы
- больше и тяжелее аналогов;
- некачественные провода.
Aurora SPEEDWAY 180 (TIG, MIG/MAG, MMA)
Инверторный сварочный аппарат относится к средней ценовой категории, оснащен всеми необходимыми функциями и техническими характеристиками для полноценной работы .
Инвертор можно использовать для ручной дуговой и аргонодуговой сварки, а оптимальное напряжение холостого хода 64 В расширяет область эксплуатации и возможности аппарата.
Для удобного и безопасного использования устройство снабжено антипригарным электродом, форсированием дуги и функцией горячего старта. .
Вес устройства небольшой, поэтому его легко транспортировать, а компактные размеры облегчают хранение.
Технические характеристики :
- вес 8 кг; габариты
- (Ш/В/Г) 170x300x390 мм;
- максимальная мощность 7,10 кВт.
профи
- чрезвычайно простой в эксплуатации сварочный аппарат;
- оптимальные технические характеристики для бытовой сварки;
- приемлемая стоимость;
- Все, что вам нужно для начала работы, входит в комплект.
Минусы
- не подходит для сварки тонкого алюминия;
- для улучшения качества сварки необходимо внести коррективы в заданные характеристики.
Виды сварочных аппаратов и их краткое описание
Основным критерием выбора сварочного аппарата для дома является его тип.
Все аппараты делятся на четыре категории :
- Сварочные инверторы . Они обеспечивают легкое зажигание и стабильное горение сварочной дуги, устойчивы к колебаниям и помехам. Устройства этого типа обладают высоким КПД, а широкий диапазон регулировки тока позволяет работать с разными типами электродов. Единственным недостатком сварочных аппаратов является их высокая стоимость.
- сварочный трансформатор . Это недорогие и чрезвычайно простые в использовании устройства, которые отлично подходят для домашнего использования. Но вес и габариты устройства довольно внушительные, поэтому трансформер придется разместить в отдельном помещении.
- Сварочный выпрямитель . По функционалу он аналогичен сварочному трансформатору, но позволяет получить не переменный, а постоянный ток. Также устройство позволяет получить качественный шов, а легкость удержания дуги подойдет даже начинающим пользователям.
- Полуавтоматическая сварка . Для сварки используется специальная проволока, поэтому нет необходимости подавать газ в рабочую зону. Полуавтоматические машины позволяют получить шов высокого качества, а само устройство имеет высокую производительность.
Какую фирму выбрать?
При выборе сварочного аппарата для домашнего использования обратите внимание на производителя аппарата.
Предпочтение лучше отдавать приборам марок, специализирующихся на выпуске спецтехники .
Лучшими производителями сварочных аппаратов являются Сварог, Вестер, РЕСАНТА, ЗУБР и Фубаг.
Эти устройства включены в список.
Отзывы покупателей
Оценка бренда/модели
Количество избирателей
Сортировать по: ПоследниеНаивысшие баллыСамые полезныеХудшие баллы
{{{ обзор.rating_title}}}
показать больше
Добавьте свой отзыв!
Полезное видео
Из видео вы получите обзор лучших сварочных аппаратов:
20 лучших сварочных инверторов – рейтинг 2022
Сварочные инверторы – простые и удобные в эксплуатации устройства для качественного соединения металлов и сплавов. Чтобы модель полностью соответствовала требованиям пользователя, необходимо точно установить перечень планируемых работ. Мы решили помочь сварщикам и составили рейтинг лучших сварочных инверторов профессионального и бытового класса для решения различных задач.
Место | Имя | Характеристика в рейтинге |
Лучшие недорогие сварочные инверторы: бюджет до 15 000 руб. |
| 1 | Ресанта САИ-220 | Лучшее соотношение цены и качества |
| 2 | ЗУБР Мастер ММА СА-220 | Расширенная гарантия производителя |
| 3 | ФУБАГ ИК 200 | Легкий вес. Функция силы дуги |
| 4 | Вестер МИНИ 220T | Плавная регулировка сварочного тока. Отличное качество сборки |
| 5 | Евролюкс IWM-190 | Надежный и недорогой инвертор для учебы |
Лучшие сварочные инверторы с аргонодуговой сваркой |
| 1 | Сварог TECH ARC 205 B (Z203) | Оптимальная мощность и экономичность |
| 2 | Ресанта SAIPA-190MF | Полуавтоматическая сварка |
| 3 | ФУБАГ В 176 | Лучшая цена. Самый легкий и компактный |
| 4 | ESAB Buddy Arc 200 | Высокое качество сборки |
| 5 | Солярис МУЛЬТИМИГ-227 | Многофункциональное устройство по доступной цене |
Лучшие сварочные инверторы среднего класса: бюджет до 30 000 рублей |
| 1 | Аврора ОВЕРМАН 180 | Увеличенный номинальный сварочный ток (175 А) |
| 2 | Сварог РЕАЛ МИГ 200 (N24002) | Лучшая номинальная мощность (7,7 кВт) |
| 3 | РЕСАНТА САЙПА-165 | Оптимальное сочетание цены и качества |
| 4 | Тор 250 Экстра | Универсальность использования. НАКС. Длительная гарантия |
| 5 | FoxWeld InverMIG 205 | Простота настройки и простота использования |
Лучшие сварочные инверторы премиум-класса |
| 1 | ESAB Кэдди Миг C200i | Современные интеллектуальные системы управления |
| 2 | Аврора СКИДКА 175 | Лучшее сочетание универсальности и производительности |
| 3 | Viking MIG 200 DOUBLE PULSE SYNERGIC PRO | Лучший выбор для сварки цветных металлов |
| 4 | EWM Pico 160 импульсов | Самый компактный инвертор с импульсным режимом сварки |
| 5 | КЕДР АльфаМИГ-500С Плюс | Лучший вариант для сварки толстолистовых конструкций |
Сварочные инверторы — современные устройства, которые значительно облегчили ремонтные работы и привели к значительному скачку в электросварке. С помощью специальных трансформаторов малых габаритов вес инвертора в несколько раз меньше веса сварочных генераторов, выпрямителей, которые раньше применялись повсеместно и значительно усложняли рабочий процесс из-за своей массы.
При выборе лучших моделей мы учитывали следующие важные характеристики и показатели:
- Время переключения при макс. ток (%) – способность устройства работать на максимальном токе как можно дольше. Чем выше этот показатель, тем лучше, т.к. от продолжительной работы на макс. ток инвертор может выйти из строя из-за перегрева.
- Напряжение холостого хода (В) – выходное напряжение устройства без нагрузки. Чем выше напряжение холостого хода, тем быстрее образуется дуга и тем она стабильнее. Оптимальный показатель: 40-80 В.
- Форсаж дуги – наличие функции форсирования дуги сварочного аппарата автоматически регулирует силу сварочного тока при сварке, увеличивая ее при необходимости. Функция будет полезна профессиональным сварщикам и продвинутым пользователям.
- Антиприлипание — важная функция сварочного аппарата, которая распознает начальный момент прилипания электрода к металлу и автоматически сбрасывает сварочный ток и напряжение, предотвращая выход электрода из строя.
- Горячий старт – функция востребована при поджигании некачественных электродов, при сварке ржавого металла и при наличии перебоев в электроснабжении.
- Вес – Чем меньше вес машины, тем легче ее передвигать. Этот параметр особенно важен, если инвертор необходимо часто перемещать во время сварки.
- Цена – важный показатель для любого товара. В идеале лучший товар должен оправдывать свою цену на 100%.
- Отзывы – отсутствие частых негативных отзывов о качестве сварочного аппарата, преждевременном выходе из строя и т.д. Учитывались отзывы из интернет-магазинов и специализированных форумов.
Портал quality-bg.designluxpro.com/en/ предлагает краткий обзор лучших и самых популярных моделей инверторных сварочных аппаратов. Желаем удачного выбора!
Лучшие недорогие сварочные инверторы: бюджет до 15 000 руб.
Недорогие инверторы – это в первую очередь оборудование любительского уровня, предназначенное для сварки неответственных деталей в условиях частного дома или дачи. Как правило, такие аппараты имеют минимальный набор функций, небольшую мощность и, соответственно, небольшую характеристику сварочного тока.
5 Евролюкс IWM-190
★ Надежный и недорогой инвертор для учебы
Страна: Китай
Средняя цена: 3989 руб.
Рейтинг (2022):
4.0
4 Вестер МИНИ 220T
★ Плавная регулировка сварочного тока. Отличное качество сборки
Страна: Китай
Средняя цена: 8190 руб.
Рейтинг (2022):
4.3
3 FUBAG IR 200
★ Легкий вес. Функция силы дуги
Страна: Германия
Средняя цена: 7262 руб.
Рейтинг (2022):
4.7
Отечественный рынок сварочного оборудования представлен большим количеством компаний, завоевавших популярность благодаря отличному качеству своей продукции. Познакомимся с самыми яркими представителями этой касты.
Ресанта. Поставщик профессионального сварочного оборудования со штаб-квартирой в Латвии. На протяжении последних десяти лет производство устройств было ориентировано в основном на Россию и страны СНГ, где расположены многочисленные филиалы компании.
Сварог. Российская производственная компания с десятилетней историей. Несмотря на столь «молодой» возраст, Группа компаний «Сварог» является полноценным конкурентом зарубежных брендов и успешно отвоевывает у них долю отечественного рынка.
Аврора . Номинально отечественный производитель сварочного оборудования, чьи производственные линии расположены в Китае. Очень популярен на российском рынке во многом благодаря таким сериям, как OVERMAN, SPEEDWAY, ULTIMATE и др.
Фубаг . Немецкий производитель профессионального электротехнического оборудования для строительства и ремонта, история которого началась более сорока лет назад. В настоящее время сотрудничает с ведущими азиатскими концернами: Honda, Mitsubishi, Daishin и др.
BLUEWELD . Итальянская компания, основанная в 1963 году. С того же года и по сей день является одним из важнейших игроков на рынке сварочного оборудования. Поставляет продукцию в ведущие страны мира, в том числе и в Россию.
2 Зубр Мастер ММА SA-220
★ Расширенная гарантия производителя.
Страна: Россия
Средняя цена: 8615 руб.
Рейтинг (2022):
4,8
1 Ресанта САИ-220
★ Лучшее соотношение цены и качества
Страна: Латвия (производство Китай)
Средняя цена: 7190 руб.
Рейтинг (2022):
5,0
на вершину рейтинга
Лучшие сварочные инверторы с аргонодуговой сваркой
Сварочные инверторы с аргонодуговой сваркой незаменимы при работе с изделиями из легированных и углеродистых сталей, а также медных и алюминиевых сплавов. Аргон – инертный защищенный газ, практически не вступающий в химические реакции с расплавленными металлами. Сварка таким способом отличается высоким качеством шва.
5 Солярис МУЛЬТИМИГ-227
★ Многофункциональное устройство по разумной цене
Страна: Италия
Средняя цена: 25000 руб.
Рейтинг (2022):
4.0
4 ESAB Buddy Arc 200
★ Высокое качество сборки
Страна: Швеция
Средняя цена: 27300 руб.
Рейтинг (2022):
4.2
3 FUBAG IN 176
★ Лучшая цена. Самый легкий и компактный
Страна: Германия (производство Китай)
Средняя цена: 17650 руб.
Рейтинг (2022):
4,5
2 Ресанта SAIPA-190MF
★ Полуавтоматическая сварка
Страна: Латвия (производство Китай)
Средняя цена: 24690 руб.
Рейтинг (2022):
4,5
1 Сварог ТЕХ АРК 205 Б (Z203)
★ Оптимальная мощность и экономичность
Страна: Россия (производство Китай)
Средняя цена: 28490 руб.
Рейтинг (2022):
5,0
на вершину рейтинга
Лучшие сварочные инверторы среднего класса: бюджет до 30 000 рублей
Оборудование переходного уровня, широко используемое как любителями, так и профессиональными сварщиками. В отличие от бюджетных моделей, такие инверторы могут иметь ряд дополнительных функций, а также совмещать в себе сразу несколько видов сварки (чаще всего ручную дуговую и полуавтоматическую).
5 FoxWeld InverMIG 205
★ Простота настройки и простота использования
Страна: Италия
Средняя цена: 29000 руб.
Рейтинг (2022):
4.0
4 Тор 250 Экстра
★ Универсальность использования. НАКС. Длительная гарантия
Страна: Россия
Средняя цена: 18700 руб.
Рейтинг (2022):
4,5
3 РЕСАНТА САЙПА-165
★ Оптимальное сочетание цены и качества
Страна: Латвия
Средняя цена: 16885 руб.
Рейтинг (2022):
4.7
2 Сварог РЕАЛ МИГ 200 (N24002)
★ Лучшая номинальная мощность (7,7 кВт)
Страна: Россия
Средняя цена: 32357 руб.
Рейтинг (2022):
4.9
1 Аврора ОВЕРМАН 180
★ Повышенный номинальный сварочный ток (175 А)
Страна: Россия (производство Китай)
Средняя цена: 33920 руб.
Рейтинг (2022):
4.9
на вершину рейтинга
Лучшие сварочные инверторы премиум-класса
Аппараты, предназначенные для профессиональной сварки, сочетающие в себе высокую мощность и сопутствующие характеристики (такие как сварочный ток или выходное напряжение). Нередко в одном оборудовании можно встретить сразу три вида сварки: ручную дуговую, полуавтоматическую и аргонодуговую, каждый из которых имеет свои регулируемые параметры. Нецелесообразно использовать такие инверторы для индивидуальной работы в загородном доме или дома – в основном они ориентированы на мастерские и небольшие производственные линии.
5 КЕДР АльфаМИГ-500С Плюс
★ Лучший вариант для сварки толстолистовых конструкций
Страна: Россия
Средняя цена: 128900 руб.
Рейтинг (2022):
4.0
4 EWM Pico 160 импульсов
★ Самый компактный инвертор с импульсным режимом сварки
Страна: Германия
Средняя цена: 67500 руб.
Рейтинг (2022):
4.2
3 Viking MIG 200 DOUBLE PULSE SYNERGIC PRO
★ Лучший выбор для сварки цветных металлов
Страна: Россия
Средняя цена: 61000 руб.
Рейтинг (2022):
4,5
2 Аврора Спидвей 175
★ Лучшее сочетание универсальности и производительности
Страна: Россия (производство Китай)
Средняя цена: 43421 руб.
Рейтинг (2022):
4.7
1 ESAB Caddy Mig C200i
★ Современные интеллектуальные системы управления
Страна: Швеция
Средняя цена: 137031 руб.
Рейтинг (2022):
4.9
на вершину рейтинга
Внимание! Приведенная выше информация не является руководством по покупке. За любой консультацией следует обращаться к специалистам!
Какой сварочный аппарат лучше для дома. Специальные технологии электросварки. Точечная сварка
Сварка — сложный и трудоемкий процесс. Поэтому даже при выборе бытового сварочного аппарата для дома необходимо учитывать множество параметров:
- Тип питания: предпочтительнее выбирать модели, работающие от стандартной сети 220 В.
- С какими материалами планируете работать: для чугуна и меди – нужен прибор с выпрямителем тока, для черного металла – подойдет простая модель.
- Толщина свариваемого металла напрямую связана с силой и мощностью тока.
WESTER IWT200 – расширенный набор дополнительных функций
Средняя стоимость 9500 руб.
Технические характеристики:
- Макс. сварочный ток – 200 А
- Мощность — 4800 Вт
- Полная мощность – 5160 ВА
- Напряжение – 220 В
- Мин. входное напряжение – 170 В
- Выходной ток – 10-200 А
- Напряжение холостого хода – 75 В
- Потребляемый ток – 20,3 А
- Мин. диаметр электрода — 1,6 мм
- Макс. диаметр электрода — 5 мм
- Тип сварочного аппарата – инвертор
- Вид сварки – дуговая (электродная, ММА)
Инвертор весом 5,87 кг практичен и прост в использовании. Кейс оснащен ручкой, есть возможность присоединить транспортировочный ремень. Для сварки применяют плавящиеся электроды диаметром от 1,6 до 5 мм. Модель оснащена такими дополнительными функциями, как «горячий старт», антизалипание, форсирование дуги. Прибор справляется с перепадами напряжения и падением его до 170 В.
Преимущества:
- Защита от перегрева и перегрузки.
- Компактность.
- Встроенные вентиляторы принудительного охлаждения. Технология
- IGBT, которая помогает повысить эффективность.
- Низкое энергопотребление – на 30-40% меньше, чем у традиционных сварочных аппаратов.
- Длинный кабель-держатель электродов и надежный зажим массы позволяют работать с любым протяженным предметом.
- Для органов управления выделена отдельная плата, что упрощает и удешевляет ремонт в случае поломки.
Недостатки:
- Подходит только для начинающих, не предназначен для сложных бытовых работ.
Aurora MINIONE 1800 – богатый набор аксессуаров
Средняя цена 8000 руб.
Технические характеристики
- Напряжение сети: 220 В
- Ток в режиме ММА: 20–180 А
- Ток ММА при 100% рабочем цикле: 31 А
- Номинальное напряжение: 63 В
- Класс защиты: IP 21
- Коэффициент мощности (COS?): 0,73
- Размеры: 320x123x220
- Вес: 5 кг.
Инвертор основан на передовой технологии IGBT и компонентах SMT. В комплект входят двухметровый кабель, зажим заземления, держатель для электродов и кейс для хранения и транспортировки. Устройство успешно используется в различных сферах, в том числе в строительстве, сельском хозяйстве, при монтаже металлоконструкций. Но рабочее напряжение должно быть не менее 160 В.
Преимущества:
- “Интеллектуальное” охлаждение: вентилятор включается только при нагреве компонентов платы и силовых элементов.
- Сила дуги: в момент отрыва капли металла от электрода сварочный ток увеличивается.
- Горячий старт.
- Antistick – автоматическое снижение сварочного тока при залипании электрода. Сварщик получает время, чтобы отделить электрод и продолжить работу.
Недостатки:
- Некачественный пластиковый корпус.
Какой сварочный аппарат можно порекомендовать для дома и дачи из этих 2-х вариантов? Выбирайте по цене: где дешевле.
Сварог PRO ARC 160 (Z211S)
Стоимость 9000 руб.
Технические характеристики:
- Напряжение сети: 220 В (±15%)
- Ток в режиме ММА: 10–160 А
- Ток ММА при 60% рабочего цикла: 160 А
- Диаметр электрода (мин.-макс.): 1,5-3,2 мм
- Класс защиты: IP 21
- Класс изоляции: F
- Коэффициент мощности (COS?): 0,70
- Артикул: Z211S
- Размеры: 313×130×250
- Вес: 4,70 кг.
Данный аппарат представляет собой инвертор инновационной разновидности 2014 года выпуска. Он способен работать при низком напряжении – от 175 В. Основная сфера применения – наплавка и ручная дуговая сварка электродом диаметром менее 3,2 мм. Возможна также ручная аргонодуговая сварка. Но для этого вам придется обзавестись вентильной горелкой.
Среди особенностей модели ручка плавной регулировки сварочного тока, регулятор силы дуги, цифровой индикатор, отображающий текущий сварочный ток.
Преимущества:
- Пятилетнее гарантийное обслуживание устройства (при проведении ТО, начиная с третьего года использования).
- Легкий вес – 4,7 кг.
- Брызги металла при сварке минимальны.
- Компактность.
- Высокостабильное горение дуги.
- Развитая дилерская сеть – около 125 сервисов по России.
- Полезные функции: форсаж дуги, защита от прилипания и быстрый старт.
Недостатки:
- Некоторые пользователи жалуются на работу машины в случаях, когда длина шва превышает 5 см.
Ресанта САИ 190ПРОФ – подходит для работы в сети низкого напряжения
Средняя стоимость 14000 руб.
Технические характеристики Ресант
- Напряжение сети: 220В
- Ток в режиме ММА: 10–190 А
- Диаметр электрода (мин. -макс.): 5 мм
- Номинальное напряжение: 65 В
- Класс защиты: IP 21
- Артикул: 65/30
Этот мощный сварочный аппарат инверторного типа для дома и дачи славится простотой в эксплуатации, надежностью и функциональностью. Используется для ручной дуговой сварки. И этот бренд, пожалуй, один из самых известных в России. Стабильное горение дуги обеспечивает плотный ровный шов. Специальная технология PFC позволяет работать при падении напряжения до 100 В. Также устройство можно подключить к генератору мощностью 4,6 кВт.
Преимущества:
- Удобная регулировка силы дуги.
- Полезными дополнительными функциями являются «антизалипание» и «горячий старт».
- Компактная удобная ручка для переноски.
- Хорошая проникающая способность и минимальное разбрызгивание металла.
- Цифровой дисплей, показывающий сварочный ток.
- Легкость: устройство весит всего 8,9 кг.
- Пригодность для сварки любых черных металлов, нержавеющей стали, меди толщиной более 0,3 мм.
- Экономия энергии по сравнению с аналогичными устройствами – 30% (за счет уменьшенного электромагнитного поля).
Соединение оптических волокон сваркой – самое качественное, прочное и надежное. Сварочные аппараты представляют собой сложные высокотехнологичные устройства. Они сочетают в себе прецизионную механику для выравнивания волокон 0,1 мкм, высококачественную оптику для оценки положения волокон и программное обеспечение, которое контролирует процесс выравнивания и сварки волокон, а также обеспечивает управление аппаратом.
В данной статье будут рассмотрены сварочные аппараты ведущих мировых производителей.
В настоящее время наибольшую популярность на отечественном рынке завоевали устройства компаний Fujikura, Sumitomo, Fitel (Furukawa), Ericsson и Corning. Отдельно среди современных сварочных аппаратов стоит модель OptiSplice LID производства Corning. Характерной особенностью этого прибора является возможность измерения реальных потерь в точке сварного соединения, что осуществляется непосредственно в процессе сварки. Аппарат также оснащен системой глобального позиционирования (GPS), которая при необходимости вносит коррективы в программу сварки.
Сварочные аппараты можно разделить на два класса в зависимости от способа выравнивания волокон в процессе сварки — выравнивание оболочки и выравнивание сердцевины. При использовании метода центрирования сердцевины достигается более высокое качество связи, что крайне важно при работе с одномодовыми волокнами, а также при монтаже дальних оптических линий связи.
Машины, использующие метод выравнивания волокна с оболочкой, в основном используются для сращивания многомодовых волокон или одномодовых волокон, где длина линии невелика.
Все современные устройства могут сваривать как одномодовые, так и многомодовые волокна, а также волокна со сдвинутой областью дисперсии. Потери в месте сварки, регламентированные изготовителем, не превышают 0,02 дБ. Сварочные работы могут выполняться как в стационарных, так и в полевых условиях. Для этого практически во всех устройствах предусмотрена возможность питания от аккумулятора. Ряд сварочных аппаратов снабжен шнурами для подключения к автомобильным прикуривателям.
Помимо уменьшения массы и габаритов аппарата и сокращения времени сварки производители вносят и другие изменения в конструкцию сварочных аппаратов. Так, например, последние модели от Fujikura — FSM-60S и FSM-18S — имеют повышенную пылевлагозащиту и ударопрочный корпус, что гарантирует работоспособность устройства при механических воздействиях (например, при падении с высоты 70 см).
Рассмотрим линейки сварочных аппаратов ведущих производителей.
Таблица 1. Сварочные аппараты для центровки стержней
Фуджикура FSM-60S | Сумитомо Тип-39 | Эрикссон БСС 995FA | КРЫШКА Corning Optisplice | Ильсинтех Кейман S1 | ||
Типы свариваемых волокон | SMF (SM, ITUT G. | SMF, MMF, DSF, NZDSF, EDF | SMF, MMF, DSF, NZDSF, EDF | SMF (SM, ITUT G.652), MMF (MM, ITUT G.651), DSF – волокна со смещенной дисперсией (DS, ITUT G.653) и FTTx (G.657) | SMF (ITU-T G.652), MMF (ITU-T G.651), DSF (ITU-T G.653), NZDSF (ITU-T G.655) | |
Время сварки, сек | ||||||
Время усадки | 35 секунд (для корпусов Fujikura) | 25 секунд (40 мм), 30 секунд (60 мм) 2 термоусадочные печи | 37 секунд (40 мм), 51 секунда (60 мм) | Печь отдельно | Менее 20 секунд для 60 мм | 26 секунд (60 мм) 2 термоусадочные печи |
Количество программ сварки | 60 – заводской 40 – индивидуальный | 200 – заказной | ||||
Размеры, ШхГхВ, мм | 136 х 161 х 143 | 150 х 150 х 150 | 130 х 260 х 137 | 370 х 220 х 150 | 275 х 200 х 105 | 160 х 190 х 120 |
Ресурс электродов сварочных | ||||||
2,7 кг, с батареей | 2,8 кг, с аккумулятором и адаптером питания | 2,2 кг, с батареей | 2,0 кг с батареей | 2,6 кг, с батареей | ||
память, сварка | ||||||
Аккумулятор, количество сварных швов | 100 (термоусадочный) | Внешний источник питания | 100 (с термоусадкой), 200 без термоусадки | |||
Интерфейс | USB 1. | |||||
Защита от ветра | ||||||
Защита от влаги и пыли |
Таблица 2. Сварочные аппараты для выравнивания оболочки
Фуджикура FSM-11S | Фуджикура FSM-17S | Фуджикура FSM-18S | Corning OptiSplice One | ||
Типы свариваемых волокон | SMF, MMF, DSF, NZDSF | SMF, MMF, DSF, NZDSF | SMF, MMF, DSF, NZDSF | SMF, MMF, DSF, NZDSF | |
Время сварки, сек | |||||
Время усадки | 40 сек (KZDS Фудзюкура) | 35 сек (KZDS Фудзюкура) | 30 сек (KZDS Фудзюкура) | 37 с (40 мм) 51 с (60 мм) | |
Количество программ сварки | 60 – заводской 40 пользовательский | 60 – заводской 40 пользовательский | 60 – заводская 40 пользователей | ||
Количество программ усадки | 10 – заказной 20 – заводской |
А история неразрывной связи металлов путем их нагревания и динамического воздействия друг на друга начинается с бронзового века. Мы теперь называем такой процесс сваркой, который начал приобретать современные черты в конце 18 в. благодаря итальянцу А. Вольту, впервые получившему вольтов столб. Впоследствии она была усовершенствована русским физиком В.В. Петрова в электрическую дугу. Но только спустя 80 лет Н. Н. Бенардосу удалось воплотить свои достижения в дуговой сварке угольным электродом. С этого момента начинается неразрывная череда изобретений новых методов.
В настоящее время сварка подразделяется на категории: термическая (сварка дуговая, электродуговая, газовая пламенная, электрошлаковая, плазменная, электронно-лучевая, лазерная), термомеханическая (точечная, стыковая, рельефная, диффузионная, кузнечная, сварка токами высокой частоты, трением ) и механические (сварка взрывом и ультразвуком).
Качество швов гибридной лазерной сварки конструкционной стали объемных сотовых панелей в СО2 с параллельным применением плавящегося электрода несоизмеримо выше, чем при традиционных технологиях; Значительна и скорость сварки – 40. ..450 м/ч при управляемом лазерном излучении от 1,5 до 4,0 кВт. Несомненным достоинством этого метода можно считать режим скоростной сварки тонких листов стали, составляющий интерес для автомобильной промышленности .
Д для высокопроизводительной сварки крупногабаритных конструкций из толстолистовой (d > 30 мм) закалочной стали 30ХГСА был разработан метод двухдуговой сварки , который основан на совместном применении двух высоколегированных сварочные проволоки разного состава диаметром 5 мм. Сварку осуществляют под керамическим флюсом марки АНК-51А. Как показали результаты испытаний, этот метод резко повышает качество сварного соединения.
Еще одним стимулом для разработки и внедрения новых способов сварки является сварное соединение композиционных материалов , основой которого является металлическая матрица с волокнистым или дисперсным упрочнением. Но особую сложность представляет сварное соединение последних со сталью или титаном. В этом отношении интересен способ пайки , при котором на поверхность деталей наносится промежуточный сплав, а сварка осуществляется обжатием под напряжением на точечных, рельефных или конденсаторных машинах. Для сварки тонколистовых композитов на алюминиевой основе с волокнистым армированием или дисперсно-упрочненными частицами SiC, Al2O3 и C, Аргонно-дуговая сварка с промежуточными вставками .
Прочность сварных соединений внахлестку составляет 70 % прочности композита, но, учитывая высокую прочность самого композита (до 1500 МПа) по сравнению с высокопрочными алюминиевыми сплавами (>700 МПа), следует отмечено, что метод сварки-пайки позволяет создавать надежные и, что немаловажно, легкие конструкции. Это делает его незаменимым в авиационной и аэрокосмической промышленности.
Чугун конструкционный достаточно сложный материал для качественной и герметичной сварки. Современные технологии его сварки основаны на использование специальной тонкой проволоки марки ПАНЧ-11 из сплава на основе никеля , основным достижением которой является низкое тепловыделение. Особенно это касается тонкостенных деталей, учитывая хрупкость чугуна как материала. Поскольку сварочный шов, полученный по этой технологии, представляет собой высокопластичный железоникелевый сплав, разрушение конструкции, как правило, происходит по чугуну, а не по шву, что характерно для традиционной дуговой сварки. Этот метод позволяет изготавливать чугунные конструкции ответственного назначения.
Титан, его альфа- и альфа+бета-сплавы, безусловно, еще один трудно свариваемый металл. Очевидным прорывом в этой области стала разработка методом магнитоуправляемой электрошлаковой сварки (МЭС), которая позволяет соединять крупногабаритные детали при изготовлении центропланов самолетов, кареток крыла, траверс шасси, шпангоутов и силовых переборок. морских судов. Такая сварка осуществляется в шлаковых и металлических ваннах при токе до 12000А и напряжении на электродах до 36 В и обеспечивает высокое качество сварных швов при толщине свариваемых кромок 30-600 мм, за счет очистки металл шва от примесей и газовых пор. Это позволяет использовать оборудование, изготовленное методом МЭБ, в условиях гигантских динамических и статических нагрузок.
Инженеры обещают большое будущее программирования сварки и, прежде всего, тепловложения. Этот метод основан на электронно-лучевом принципе, успешно применяемом для соединения высокопрочных алюминиевых сплавов . Программирование погонной энергии осуществляется в контуре проклейки луча, что позволяет контролировать и контролировать проплавление, форму, исключать образование трещин и пор в металле шва. Несомненным преимуществом является гарантированный шов при соединении алюминиевых сплавов в ответственных высоконагруженных машинах и агрегатах, что особенно важно в авиастроении.
К новым технологиям, которым посвящен данный обзорный сайт, относится инновационный орбитальный аргонно-дуговой способ сварки вольфрамовым электродом (ОАСВЭ) сложных деталей, например, неподвижных соединений труб диаметром от 20 до 1440 мм. Активирующий флюс наносится из расчета 1 г/м шва, что способствует решению ряда важных технологических задач: во-первых, сварка ведется на пониженном токе, что позволяет уменьшить объем и вес сварного шва. сварочная ванна; во-вторых, обеспечивается качественный шов в любом пространственном положении за счет регулирования давления дуги на жидкий металл; в-третьих, сварку можно автоматизировать без обрезки кромки. Этот метод (ОАСВЭ) эффективен для соединений труб толщиной до 6 мм, более – применяется в сочетании с другими методами и только для формирования корневого шва.
Представляет интерес щадящая технология сварки в смесях защитных газов Ar+CO2 и Ar+O2+CO2. Шов получается более качественным по сравнению со сваркой в СО2, расход проволоки на 20 % экономичнее стандартных схем, переход к свариваемым деталям становится плавным, при этом резко снижается разбрызгивание электродного металла.
Среди новых методов, получивших широкое практическое распространение, двухкомпонентный метод сварки на бесшовный железнодорожный путь, основанный на литейном способе сварки, который позволяет решить достаточно противоречивые задачи, т.е. обеспечить заданную пластичность металла шва при необходимой износостойкости.
Данная технология сложна тем, что требует использования жидкой стали, которая заливается в зазор рельсового стыка. Для обеспечения высокой вязкости применяют низколегированную плавку, а для придания требуемой износостойкости применяют специальные керамические футеровки, отделяющие легирующие добавки от основного металла. После заполнения шва расплавленной сталью керамические прокладки разрушаются, а легирующие добавки расплавляются в верхней части шва, придавая сварочной головке повышенную износостойкость.
Идея обуздать «короткое замыкание» и использовать его для сварки не нова, но воплотить ее в жизнь удалось только специалистам компании Lincoln Electric. Этот метод корневой сварки называется «Передача поверхностного натяжения» (STT) и основан на высокоскоростных инверторных источниках тока и микропроцессорах. В процессе сварки и ток, и напряжение являются переменными, но контролируемыми, что значительно расширяет возможности этого метода.
Современная наука многогранна, позволяет использовать преимущества нанотехнологий, поэтому будущее сварки видится в совершенствовании схем компьютерного управления и внедрении новых сварочных материалов.
Глава 1
Немного истории
1.1. Изобретение электросварки
1.2. Развитие электросварки в ХХ веке
Глава 2
Основы дуговой сварки
2. 1. Электрическая дуга
физический объект
Вольт-амперные характеристики
Ручная сварка постоянным током
Полуавтоматическая сварка постоянным током
Сварка переменным током
2.2. Процесс сварки
Сварка ВИГ
Сварка плавящимся электродом
Перенос металла
2.3. Основные характеристики источников питания сварочной дуги
Глава 3
Симулятор LTspice IV
3.1. Моделирование блока питания
Возможности моделирования
Программы для моделирования электронных схем
Возможности LTspice IV
3.2. Работа программы LTspice IV
Запуск программы
Рисуем простую схему мультивибратора на ПК
Определение числовых параметров и типов элементов схемы
Моделирование работы мультивибратора
3.3. Моделирование простейшего источника питания
Источник питания постоянного тока низкого напряжения
Испытательный узел
Глава 4
Сварочные источники переменного тока
4. 1. Особенности терминологии
4.2. Основные требования к сварочному источнику
4.3. Модель дуги переменного тока
4.4. Источник сварочный с балластным реостатом (сопротивление)
4.5. Источник сварочный с линейным дросселем (индуктивное сопротивление)
4.6. сварочный трансформатор
4.7. Как рассчитать индуктивность рассеяния?
Индуктивность рассеяния трансформатора с цилиндрическими обмотками
Индуктивность рассеяния трансформатора с разнесенными обмотками
Индуктивность рассеяния трансформатора с дисковой обмоткой
4.8. Требования к сварочному трансформатору
4.9. Классический источник переменного тока
Расчет сварочного трансформатора с развитым магнитным рассеянием
Конструкция сварочного источника переменного тока
4.10. Источник сварочный Буденный
Способы снижения величины потребляемого тока
Структурно-электрическая схема источника сварочного Буденный
Общие принципы проектирования сварочного источника
Модель сварочного источника Буденного
Преодоление конструктивных ограничений сварочного источника Буденного
Определение габаритной мощности трансформатора
Выбор сердечника
Расчет обмотки
Расчет магнитного шунта
Расчет индуктивности рассеяния
Моделирование расчета результаты
Конструкция сварочного источника с альтернативной конструкцией трансформатора
4. 11. Сварочный источник с резонансным конденсатором
Расчет сварочного источника с резонансным конденсатором
Расчет сварочного трансформатора
Проверка размещения обмоток в окне сварочного трансформатора
Расчет индуктивности рассеяния
Моделирование сварочного источника
4.12. Стабилизаторы дуги переменного тока
Особенности сварочной дуги переменного тока
Принцип работы стабилизатора дуги
Первый вариант стабилизатора дуги
Детали
Второй вариант стабилизатора дуги
Детали
Глава 5
Сварочный источник для полуавтоматической сварки
5.1. Основы полуавтоматической сварки
5.2. Расчеты элементов схемы
Определение параметров и расчет силового трансформатора источника
Процедура настройки модели
Расчет омического сопротивления обмоток
Расчет индуктивности и сопротивления обмоток трансформатора
Расчет габаритных размеров трансформатора
Завершение расчета трансформатора
Расчет дросселя источника подпиточного тока
5. 3. Описание конструкции простого источника для сварки полуавтоматом
Схема простого источника для сварки полуавтоматом
Детали для сварки полуавтоматом
Проектирование и изготовление сварочного трансформатора
Конструкция дросселя
Подключение источника
Глава 6
Сварочный источник для полуавтоматической сварки с тиристорным регулятором
6.1. Регулировка сварочного тока
6.2. Обеспечение непрерывности сварочного тока
6.3. Расчет сварочного трансформатора
6.4. Блок управления
6.5. Описание конструкции сварочного источника с тиристорным регулятором
Принципиальная схема
Детали
Конструкция сварочного трансформатора
Конструкция дросселя
Подключение источника
Глава 7
Электронный регулятор сварочного тока
7.1. Многостанционная сварка
Многопозиционная сварка с подключением
через индивидуальный балластный реостат
Электронный аналог балластного реостата ERST
7. 2. Расчет основных узлов по ERST
7.3. Описание ERST
Основные варианты защиты
Назначение основных узлов ERST
Принцип работы
Принцип работы и настройка блока А1
Детали
Принцип работы и настройка блока А2
Принцип работы стабилизатора
Подробности
Настройка
Формирование внешней характеристики ЭРСТ
Принцип работы блока управления ЭРСТ
Принцип работы ключевого транзисторного драйвера
Окончательная настройка ЭРСТ
Глава 8
Инверторный сварочный источник
8.1. Немного истории
8.2. Общее описание источника
8.3. Рекомендации по самостоятельному изготовлению ISI
8.4. Расчет трансформатора прямого преобразователя
8.5. Производство трансформаторов
8.6. Расчет потерь мощности на транзисторах преобразователя
8.7. Расчет сварочного тока с фильтром-дросселем
8.8. Моделирование работы преобразователя
8.9. Расчет трансформатора тока
8.10. Расчет трансформатора гальванической развязки
8. 11. ШИМ-контроллер TDA4718A
8.12. Принципиальная схема блока управления инверторным сварочным источником «RytmArc»
8.13. Формирование нагрузочной характеристики источника
8.14. Способ настройки БУ
8.15. Пульт дистанционного управления (модулятор)
8.16. Использование альтернативного ШИМ-контроллера
8.17. Драйвер трансформатора
8.18. Цепь демпфирования, не рассеивающая энергию
Глава 9
Источник инверторной сварки COLT-1300
9.1. общее описание
О чем эта глава
Назначение
Основные характеристики
9.2. Силовая часть
Данные намотки
9.3. Блок управления
Функциональная схема
Принцип работы
принципиальная схема
Реализация функции Anti-Stick
Реализация функции Arc Force
9.4. Настройка
Глава 10
Полезная информация
10.1. Как проверить неизвестное железо?
10.2. Как рассчитать трансформатор?
10.3. Как рассчитать сердечник дросселя?
Особенности расчета
Пример расчета дроссельной заслонки №1
Пример расчета дроссельной заслонки №2
Пример расчета дроссельной заслонки №3
10. 4. Расчет дросселей с пороховым сердечником
Преимущества порошковых сердечников
Адрес программного обеспечения для проектирования индукторов и его установка
Функции автоматического расчета программного обеспечения для проектирования индукторов
Дополнительные функции программного обеспечения для проектирования индукторов
Строка меню программного обеспечения для проектирования индукторов
Пример расчета дросселя в программном обеспечении для проектирования индукторов
Проектирование индуктора Magnetics с использованием порошковых сердечников
Пример расчета индуктора в компании Magnetics Inductor Design с использованием порошковых сердечников
10.5. Как рассчитать радиатор?
10.6. Гистерезисная модель нелинейной индуктивности симулятора LTspice
Краткое описание гистерезисной модели нелинейной индуктивности
Подбор параметров для гистерезисной модели нелинейной индуктивности
10.7. Моделирование сложных электромагнитных компонентов с помощью LTspice
Задача моделирования
Принцип подобия электрических и магнитных цепей
Двойственность физических цепей
Модель неразветвленной магнитной цепи
Моделирование разветвленной магнитной цепи
Моделирование сложной магнитопровода
Адаптация модели для магнитопроводов, работающих с частичным или полным смещением
Создание модели интегрального магнитного компонента
10. 8. Как сделать сварочные электроды?
Одна из самых важных ремесел для человека. С помощью сварочных технологий нам удается создавать поистине удивительные вещи: от простейших бытовых приборов до космических ракет. В этой статье мы расскажем вам, как происходит сварка, какие виды сварки существуют и их краткое описание.
Что такое сварка? Каковы основы сварки? Этими вопросами задаются многие начинающие мастера. По своей сути сварка представляет собой процесс соединения различных металлов. Соединение (его еще называют) образуется на межатомном уровне путем нагревания или механической деформации.
Теория сварки металлов очень обширна и описать все нюансы в рамках одной статьи невозможно. Равно как и невозможно описать все способы сварки металлов, так как на данный момент существует около сотни способов. Но мы постараемся кратко классифицировать способы сварки, чтобы новички не запутались.
Итак, на данный момент возможна термическая, термомеханическая и полностью механическая сварка деталей из металла или других материалов (например, или стекла). При выборе метода сварки учитывается каждый нюанс: толщина деталей, их состав, условия работы и так далее. От этого зависит технология сварки металла.
Термическая сварка – это процесс соединения деталей с использованием только высоких температур. Металл плавится, образуется надежный. К термическим методам относятся, например, и (о них мы поговорим позже).
Термомеханическая сварка – это процесс соединения деталей с использованием высоких температур и механического воздействия, например давления. относится к этому типу. Деталь нагревается не так сильно, как при обычной термической сварке, и для формирования шва используется механическая нагрузка, а не плавление металла как таковое.
Механическая сварка – это процесс соединения деталей без применения высоких температур и, как правило, тепловой энергии. Ключевым элементом здесь является механическое действие. К этому типу относится ультразвуковая сварка или соединение деталей трением.
Существует также классификация способов сварки по техническим признакам. Используя эту классификацию, можно кратко описать все имеющиеся виды сварки. Подразделяются на:
- Сварка в защитной среде (для защиты может использоваться инертный газ, активный газ, вакуум, защита может быть комбинированной и состоять сразу из нескольких материалов).
- Сварка прерывистая и непрерывная.
- Сварка ручная, механизированная, полуавтоматическая, автоматическая, роботизированная.
Если вы раньше не сталкивались со сваркой и все вышеперечисленное кажется чем-то запутанным и непонятным, то не расстраивайтесь. Далее мы опишем, какие методы сварки наиболее популярны в бытовых и промышленных условиях.
Вам будет дано описание основных видов сварки и некоторые особенности, которые необходимо учитывать. Кстати, многим видам сварки мы посвятили отдельные статьи, с которыми вы можете ознакомиться, открыв рубрику « » на нашем сайте.
Ручная дуговая сварка неплавящимися электродами
Способ сварки различных металлов неплавящимися электродами является одним из самых популярных способов как среди домашних мастеров, так и среди профессионалов своего дела. Ручная дуговая сварка вообще является одним из старейших способов сварки. Благодаря большой области применения дуговой сварки этот метод стал доступен широкому кругу сварщиков.
Электрод представляет собой стержень, который действует как проводник тока. Он может быть изготовлен из различных материалов и иметь специальное покрытие.
Технология дуговой сварки предельно проста: детали подгоняются друг к другу, затем постукивают или ударяют электродом по поверхности металла, зажигая сварку. В качестве основного оборудования используются сварочные инверторы.
Для сварки инвертором выбирают неплавящиеся электроды из вольфрама или . Во время сварки электрод нагревается до высокой температуры, расплавляя металл и образуя сварочную ванну, в которой и формируется шов. Этот метод используется для сварки цветных металлов.
Ручная дуговая сварка плавящимися электродами
Виды сварки плавлением металлов не заканчиваются применением неплавящихся стержней. Для работы также можно использовать расходуемые электроды. Технология сварки металла плавящимся стержнем такая же, как и при работе с неплавящимся материалом.
Отличие только в составе самого электрода: расходуемые стержни обычно изготавливаются из легкоплавких металлов. Такие стержни подходят и для сварки в домашних условиях. Здесь шов образуется не только за счет расплавленного металла детали, но и за счет расплавленного электрода.
Дуговая сварка в среде защитных газов
Способ дуговой сварки различных металлов в среде защитных газов осуществляется с использованием плавящихся и неплавящихся электродов. Технология сварки такая же, как и при классической ручной дуговой сварке. Но здесь для дополнительной защиты сварочной ванны в зону сварки подается специальный защитный газ, поставляемый в баллонах.
Дело в том, что сварочная ванна легко подвержена негативному воздействию кислорода и под его воздействием шов может окислиться и получиться некачественным. Газ как раз помогает избежать этих проблем. При его подаче в зону сварки образуется плотное газовое облако, препятствующее проникновению кислорода в сварочную ванну.
Автоматическая и полуавтоматическая сварка с использованием флюса или газа
Автоматическая и с применением флюса или – это уже более совершенный способ соединения металлов. Здесь часть работы механизирована, например, подача электрода в зону сварки. Это означает, что сварщик подает прут не руками, а с помощью специального механизма.
Автоматическая сварка предполагает механизированную подачу и дальнейшее перемещение электрода, а полуавтоматическая предполагает только механизированную подачу. Дальнейшее перемещение электрода сварщик осуществляет вручную.
Здесь просто необходима защита сварочной ванны от кислорода, поэтому применяется газовая (аналогично дуговой сварке с использованием газов) или специальная. Флюс может быть жидким, пастообразным или кристаллическим. Использование флюса позволяет значительно улучшить качество шва.
Другие методы соединения металлов
Помимо традиционных методов сварки в современной промышленности используются уникальные методы соединения металлов. Часто такие металлы обладают ярко выраженными химическими или тугоплавкими свойствами, из-за чего для их соединения не подходят обычные способы сварки. Конечно, в бытовой сварке такие металлы не используются, но они широко применяются для создания ответственных деталей в крупносерийном производстве.
Мы будем говорить о видах сварки плавлением, когда суть сварки заключается в подаче большого количества тепла на небольшую площадь сварки. Эти методы включают лазерную сварку и плазменную сварку.
обработка металла осуществляется на автоматическом и полуавтоматическом оборудовании. Такой процесс сварки может быть полностью роботизирован и не требует присутствия человека. Здесь деталь нагревается, а затем расплавляется под воздействием тепла, исходящего от лазерного луча и направленного в определенную точку.
Тепло концентрируется строго в одной точке, что позволяет сваривать очень мелкие детали размером менее одного миллиметра. Также с помощью призмы лазер можно разделить и направить в разные стороны для сварки сразу нескольких деталей.
Металлообработка выполняется с использованием ионизированного газа, называемого плазмой. Газ вдувается в зону сварки, образуя плазму. Он работает в связке с вольфрамовым электродом, а газ нагревается электрической дугой.
Ионизированный газ сам по себе обладает свойством проводника тока, поэтому в случае плазменной сварки именно плазма является ключевым элементом рабочего процесса. Также плазма активно защищает сварочную ванну от негативного воздействия кислорода. Этот способ сварки применяют при работе с металлами до 9миллиметров толщиной.
Технологический процесс сварки
Мало знать способы сварки, нужно еще понимать какие документы нужны для сварки и из каких этапов состоит процесс сварки. Конечно, это справедливо только для профессиональных сварщиков, работающих в цеху или на производстве. Это вам не понадобится, если вы собираетесь варить забор на даче, но дополнительные знания тоже не помешают.
Итак, вот наше краткое описание технологического процесса сварки:
- Разработка чертежа
- Составление технологической карты
- Подготовка рабочего места сварщика и подготовка металла
- Непосредственная сварка
- Очистка металла
- Контроль качества
Сам техпроцесс представляет собой полное описание этапов сварки. Техпроцесс разрабатывается после того, как будут готовы чертежи будущей металлоконструкции. Чертеж делается на основе (ГОСТов, например), при этом во главу угла ставится качество будущей конструкции и разумная экономия.
Технологический процесс сварки оформляется на специально предназначенных для этого бланках. Стандартная форма описания технического процесса называется «технологической картой». Технологическая карта описывает все этапы производства. Если производство серийное или масштабное, то презентация может быть достаточно подробной, с описанием каждого нюанса.
Вид металла, из которого изготовлены детали, способы сварки металлов, применяемые для соединения этих деталей, сварочное или другое оборудование, используемое для этих целей, виды присадочных материалов, электродов, газов или флюсов, применяемых при работы вносятся в технологическую карту. Также указывается последовательность формирования швов, их размеры и другие характеристики.
Также в технологической карте указывают их диаметр, скорость их подачи, скорость сварки, количество слоев в шве, рекомендуемое (параметр полярности и сварочный ток), указывают марку флюса. Перед сваркой детали тщательно подготавливают, очищая их от коррозии, грязи и масла. Металлическая поверхность обезжиривается растворителем. Если деталь имеет значительные видимые дефекты (например, трещины), то к сварке она не допускается.
После сварки проверяются сварные швы. Этой теме мы посвятили, а здесь кратко расскажем об основных методах контроля. В первую очередь применяется визуальный контроль, когда сварщик сам может определить наличие дефектов в сварном соединении.