Схема электрическая вм 127м: Консольно-фрезерный станок ВМ127М, схема электрическая принципиальная
alexxlab | 12.01.2023 | 0 | Разное
Основные узлы и механизмы фрезерных станков
Фрезерный станок — это оборудование для обработки фасонных и плоских металлических заготовок с винтовыми и прямыми образующими. С помощью машин можно выполнять пазы, канавки, отверстия, наносить внутреннюю и внешнюю резьбу, а также производить целый ряд других технологических операций. В зависимости от направления движения рабочего органа различают горизонтальные и вертикальные фрезерные станки. Основные узлы и механизмы в оборудовании обоих типов одинаковые, кроме поддержки и хобота, которых нет в вертикальных модификациях.
Станина
На деталь крепятся все основные узлы и механизмы фрезерного станка. Шпиндель, коробка скоростей, двигатели скрыты внутри конструкции, а остальные агрегаты монтируются на наружных поверхностях. В верхней части станины могут быть расположены горизонтальные направляющие для перемещения хобота, на передней стенке — вертикальные направляющие для консоли или шпиндельной бабки. Изнутри деталь усилена ребрами жесткости. Станина может быть литой или сварной. Первый вариант считается более надежным и выносливым, но сваркой получают более сложные по строению конструкции.
Изнутри деталь усилена ребрами жесткости. Станина может быть литой или сварной. Первый вариант считается более надежным и выносливым, но сваркой получают более сложные по строению конструкции.
Основные части сверлильного станка
Сверлильный станок необходим для создания сквозных и глухих отверстий. Для этого используют сверла. Специальный режущий инструмент снимает стружку с обрабатываемой заготовки.
Названия базовых компонентов сверлильного станка:
- Вертикальная колонна (станина).
Представляет собой опору, на которой размещают все основные узлы станка. - Электродвигатель.
Необходим для запуска шпиндельной головки. Может быть фазным или асинхронным. Сверление начинается только после набора двигателем проектной скорости вращения. - Сверлильная головка.
Это основной блок. Сверлильная головка оснащена коробкой скоростей с механизмом изменения частоты передач, механизмом вертикальной подачи с рукояткой, лимбом для точной подачи, шпинделем с патроном.
- Рукоятка переключения коробки скоростей и подач.
Позволяет изменять скорость рабочих движений. - Штурвал ручной подачи.
Отвечает за ручную вертикальную подачу. - Рукоятка переключения коробки скоростей и подач.
Позволяет изменять скорость рабочих движений. - Лимб контроля глубины обработки.
Эта кольцевая головка с размеченной шкалой необходима для настройки вертикальной подачи. Лимб применяют для сверления отверстий определенной глубины. На детали указывают цену деления шкалы. - Шпиндель.
Деталь необходима для закрепления патрона и передачи вращательного движения на сверло. Может вертикально двигаться по направляющей в сверлильной головке. - Сопло подачи охлаждающей жидкости.
Представляет собой часть механизма охлаждения обрабатываемого изделия и сверла. Как только включают насос, струя смазывающе-охлаждающей жидкости из сопла попадает в зону обработки. - Стол.
Необходим для закрепления обрабатываемого изделия. В поверхности есть проточки для закрепления захватных приспособлений: струбцин, тисков и т.д. - Рукоятка подъема стола.
Позволяет изменять уровень стола, подводить заготовку к шпинделю или, наоборот, отдалять ее от него. - Фундаментная плита.
Является основанием станка. Представляет собой массивную устойчивую конструкцию с отверстиями под болты. - Шкаф электрооборудования.
Укомплектован электрическими схемами, управляющими реле, предохранительными элементами. На современных станках есть панель управления автоматизацией рабочего процесса.

 В поверхности есть проточки для закрепления захватных приспособлений: струбцин, тисков и т.д.
В поверхности есть проточки для закрепления захватных приспособлений: струбцин, тисков и т.д.Современные сверлильные станки различаются конструкцией и функционалом. Главная задача, которая стоит перед их производителями, – максимально автоматизировать рабочие процессы и расширить технологические возможности агрегатов.
Основные инструменты сверлильного станка – зажимные патроны. Они бывают кулачковыми, цанговыми, резьбонарезными. Внутренние поверхности большого диаметра или замысловатой конфигурации обрабатывают расточными головками с ручной и автоматической подачей.
 Также с их помощью растачивают внутренние канавки и ступенчатые отверстия, которые требуют высокой точности и чистоты поверхности.
Также с их помощью растачивают внутренние канавки и ступенчатые отверстия, которые требуют высокой точности и чистоты поверхности.Чтобы закрепить обрабатываемую заготовку, используют станочные тиски разных размеров, наклоняемые столы, столы с продольно-поперечным перемещением, делительные головки и другие устройства. Все они помогают надежно закреплять изделия в положении, которое позволяет обрабатывать их с минимальным отклонением от требований чертежа.
Хобот (ползун)
Данный узел имеется у фрезерных станков горизонтального и универсального типа и редко встречается на станках ЧПУ. Основное назначение хобота — правильная установка и надежная поддержка оправки. Механизм смонтирован на горизонтальных направляющих станины и допускает изменение вылета, то есть расстояния до зеркал. При обработке массивных деталей, когда получается стружка большого сечения, для дополнительной фиксации заготовки используют специальные поддержки, которые образуют связь между хоботом и консолью.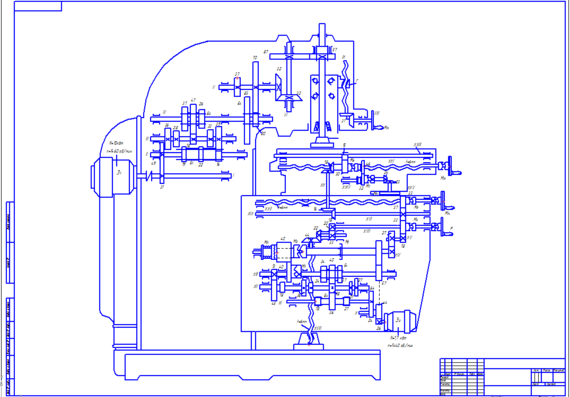
Консоль
Деталь отливается из чугуна и устанавливается на вертикальные направляющие станины. При перемещении консоль, в свою очередь, несет горизонтальные направляющие для салазок. Для поддержания узла предусмотрена стойка с телескопическим винтом, позволяющим регулировать высоту. От жесткости консоли, точности исполнения ее направляющих во многом зависит работа оборудования. К элементу с помощью двух болтов крепятся поддержки, которые обеспечивают устойчивость всей системы во время работы. У бесконсольных станков вертикальное перемещение организовано шпиндельной бабкой по вертикальным направляющим
Устройство оборудования
Профессиональный фрезеровочный станок по дереву разработан по самым современным кинематическим схемам. Он оснащён сложными механическими соединениями и самой современной электроникой. Основными элементами таких устройств являются:
- мощная станина;
- специальный стол, который называется фрезерным;
- суппорт;
- шпиндель, имеющий специальную форму;
- перемещение заготовок вдоль станка производится с помощью специальных салазок;
- панель запуска шпинделя;
- система регулировок управления;
- набор режущего инструмента.

Отдельные производители свой станок фрезерный по дереву 220 В комплектуют дополнительной кареткой. Она превращает фрезеровальный станок в агрегат с расширенными возможностями. На нём реализована возможность производить обработку деталей под любым углом
Станина такого агрегата выполнена из толстого куска стали или чугуна. Благодаря своей массе она придает станку повышенную устойчивость. Она позволяет погасить колебания в процессе работы.
На суппорт крепится специальный вал. Его верхняя часть поднимается над столом через специальное отверстие. Во всех агрегатах предусмотрена возможность регулировки высоты поднятия вала. Сверху установлен вставной шпиндель с режущим инструментом. Промышленный фрезер по дереву — это аппарат, способный выполнять большое количество операций. Этого добиваются благодаря использованию разнообразного режущего инструмента. Основными видами оснастки являются: режущий диск, нож, фрезы различной конфигурации.
Для проведения фрезерования строго по прямой линии применяют специальную направляющую планку. Благодаря специальному узлу крепления её можно перемещать на необходимую длину. Высокая скорость вращения шпинделя существенно улучшает качество обработки.
Современные профессиональные станки оснащаются промышленными мощными пылесосами. Они позволяют создавать комфортные условия во время проведения работ. Благодаря мощной системе всасывания убирается строительная пыль.
Стол
Основной рабочий элемент фрезерного станка, который перемещается на салазках. На поверхности стола располагаются зажимные и другие фиксирующие приспособления для прочного крепления заготовок. Для этого деталь имеет продольные пазы. Совместная работа стола, консоли и салазок обеспечивает подачу заготовки к фрезе. Возможно движение в продольном, вертикальном и поперечном направлении. Типовое оборудование обычно имеет ручную и механическую подачу. Использование того или иного метода зависит от поставленных задач:
- для холостых пробегов и установочных перемещений стола используется ручной, механический способ
- для рабочей подачи применяют чаще всего механизированную подачу.

Дополнительно предусмотрена возможность ускоренного перемещения стола, так называемый быстрый ход во всех трех направлениях. Движение осуществляется с постоянной скоростью (большая часть станков оснащена дополнительной муфтой или двигателем быстрых ходов), в то время как рабочие подачи имеют многоступенчатую коробку переключения. Оператор самостоятельно выбирает режим в зависимости от материала заготовки и фрезы, а также от типа обработки.
Классификация фрезерных станков
В классификации горизонтально-фрезерные станки отнесены в шестую группу, но часть их может принадлежать и к пятой как зубообрабатывающие и резьбонарезное оборудование. ЧПУ чаще устанавливается на станки 6 группы. Оборудование 5 группы не предназначено для выполнения особо точных задач. ЧПУ здесь может быть установлено лишь для ускорения производства, при необходимости обрабатывать идентичные заготовки в большом количестве.
По таблице классификации токарного оборудования по металлу станки делятся по массе:
- 1 группа – лёгкие, весом до 1 тонны;
- 2 группа – средние, вес которых не превышает 10 тонн,
- 3 группа – тяжёлые. Эта группа имеет деление. Крупные – от 10 до 30 тонн;
- Тяжёлые – от 30 до 100 тонн;
 Эта группа имеет деление. Крупные – от 10 до 30 тонн;
Эта группа имеет деление. Крупные – от 10 до 30 тонн;Любое оборудование по металлу может быть оснащёно ЧПУ. Вторым критерием деления оборудования служит автоматическое, полуавтоматическое или ручное управление станком. При ручном управлении включение, остановка, подвод инструмента, регулировка подач и скоростей, установка деталей и их снятие с рабочей поверхности производится токарем.
Классификация фрезерных станков
Полуавтоматический настраивается на определённый цикл обработки. Рабочему остаётся установить заготовку, закрепить её и нажать кнопку запуска. После отработанного цикла вращающийся шпиндель автоматически остановится. Токарю необходимо будет снять готовую деталь, вставить следующую заготовку, и вновь запустить станок.
При работе на автоматическом оборудовании, токарю достаётся роль наблюдателя и отладчика оборудования. ЧПУ для станков может быть разным, но все процессы по изготовлению деталей происходят без непосредственного участия оператора.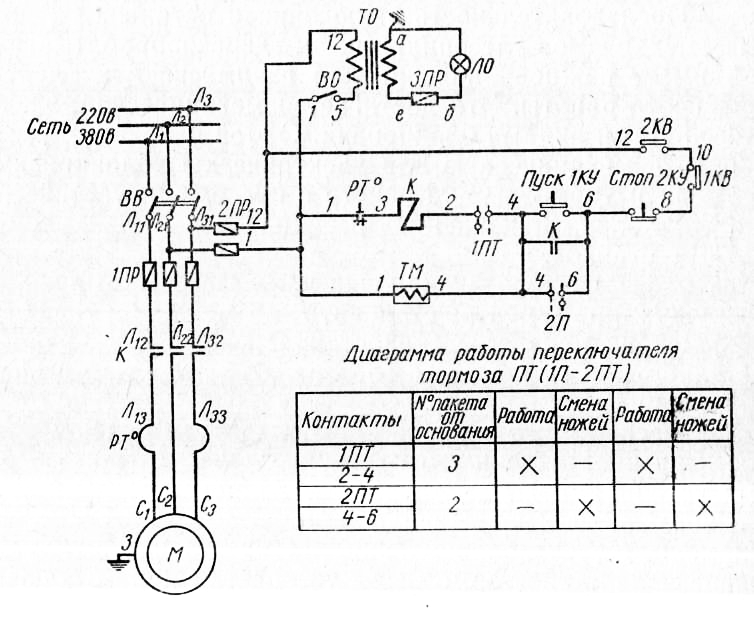
Влияет на столбец, в который распределено оборудование в классификационной таблице расположение шпинделя, его положение отражено в названии и маркировке – наклонные, вертикальные, горизонтальные.
Деление на подгруппы происходит по параметрам обработки в плоскости 2 или 4-координатном режиме. Также отражается на положении в таблице и его способность по обработке одной или нескольких деталей одновременно. Присутствие в конструкции станка ЧПУ не имеет значения на подгруппу в классификационной таблице.
Многоинструментальные горизонтально-фрезерные имеют несколько резцов, одновременно обрабатывающих поверхность одной детали с разных сторон, а многопозиционные производят обработку сразу нескольких заготовок. Оба типа оборудования более продуктивно работают с ЧПУ.
Электродвигатели
Главного движения — осуществляет вращение шпинделя, располагается в шпиндельной бабке или колонне.
Рабочих подач, ускоренных перемещений — закреплен на коробке подач
Перемещения консоли — крепится на консоли, при ее наличии
Подачи СОЖ.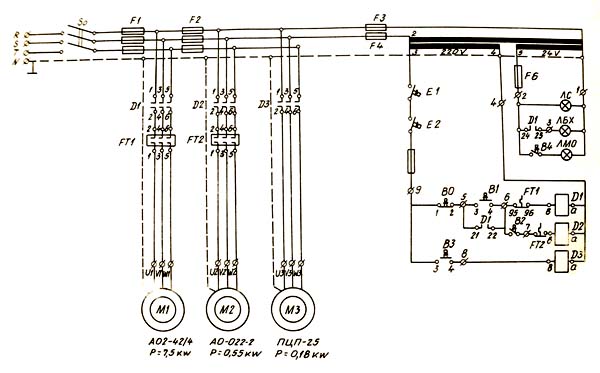 Расположено в поддоне или стружкосборнике. Прочее вспомогательное оборудование — расположено в местах, выбранных производителем.
Расположено в поддоне или стружкосборнике. Прочее вспомогательное оборудование — расположено в местах, выбранных производителем.
Коробка скоростей
Посредством вращения зубчатых колес и их переключения усилие от электродвигателя передается шпинделю. Механизм также позволяет регулировать число оборотов режущего инструмента.
Коробка подач
Назначение узла в изменении скорости подач стола во всех трех направлениях.
Привет студент
Фрезерные станки подразделяются на: 1) горизонтально-фрезерные, универсально-фрезерные, 3) вертикально-фрезерные и 4) копировально-фрезерные. Рассмотрим их конструкции.
Горизонтально-фрезерный станок.
Станки этого типа применяют в механических и инструментальных цехах. На фиг. 486 дан общий вид горизонтально-фрезерного станка. Оправка 1 служит для закрепления фрезы на шпинделе. Деталь закрепляется на столе 2.
На фиг. 487 показана кинематическая схема горизонтально-фрезерного станка. Шпиндель 1 получает вращение от шкива 2 и может работать с перебором 3 и без перебора. Стол 4 получает поступательное движение (движение подачи) от шпинделя 1 через коробку подач 5, универсальный шарнир 6, червяк 7 и червячное зубчатое колесо 8, жестко посаженное на винт продольного самоходного стола.
Стол 4 получает поступательное движение (движение подачи) от шпинделя 1 через коробку подач 5, универсальный шарнир 6, червяк 7 и червячное зубчатое колесо 8, жестко посаженное на винт продольного самоходного стола.
Универсально-фрезерный станок.
Из всех типов фрезерных станков универсально-фрезерные станки получили наиболее широкое распространение; их применяют в ремонтно-механических и инструментальных цехах, а также на заводах с индивидуальным и мелкосерийным производством. Отличительной особенностью этих станков является устройство механизма стола, позволяющее осуществлять поворот стола около вертикальной оси в горизонтальной плоскости. Поворот стола в горизонтальной плоскости (производится вручную) необходим при фрезеровании спиральных канавок (спиральное сверло и т. п.). На фиг. 488 дан общий вид универсально-фрезерного станка. Оправка 1 служит для установки фрез; на столе 2 закрепляют обрабатываемые детали.
На фиг. 489 показана кинематическая схема универсально-фрезерного станка.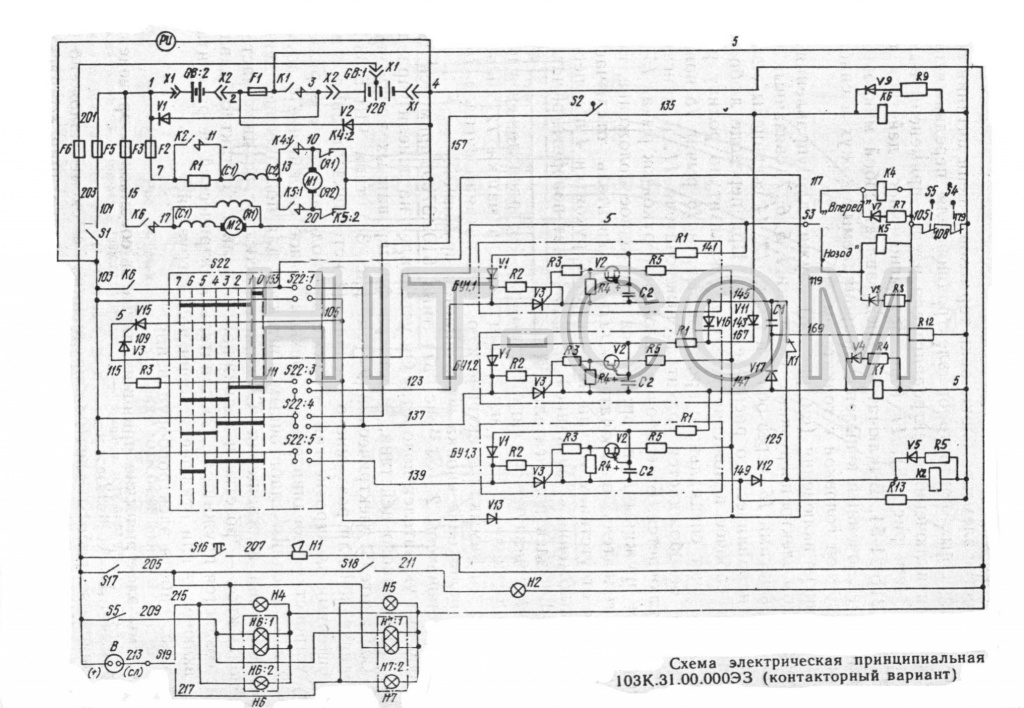 В этом станке фреза, закрепляемая на шпинделе 1, получает вращение от электродвигателя 2 через ременную передачу 3 и коробку скоростей 4. Движение подачи стол 5 получает от вала 6 через систему конических зубчатых колес и коробку подач 7. Стол 5 может иметь три различные направления движения подачи: 1) продольная подача осуществляется ходовым винтом 8, получающим вращение от конического зубчатого колеса 9; 2) вертикальная подача производится винтом 10 через коническое зубчатое колесо 11, жестко посаженное на винте 10; при вращении этого винта он, перемещаясь по гайке 12, опускает или поднимает стол; 3) поперечная подача достигается винтом 13, по которому перемещается жестко связанная со столом гайка 14.
В этом станке фреза, закрепляемая на шпинделе 1, получает вращение от электродвигателя 2 через ременную передачу 3 и коробку скоростей 4. Движение подачи стол 5 получает от вала 6 через систему конических зубчатых колес и коробку подач 7. Стол 5 может иметь три различные направления движения подачи: 1) продольная подача осуществляется ходовым винтом 8, получающим вращение от конического зубчатого колеса 9; 2) вертикальная подача производится винтом 10 через коническое зубчатое колесо 11, жестко посаженное на винте 10; при вращении этого винта он, перемещаясь по гайке 12, опускает или поднимает стол; 3) поперечная подача достигается винтом 13, по которому перемещается жестко связанная со столом гайка 14.
Вертикально-фрезерный станок.
В вертикально-фрезерных станках шпиндель занимает вертикальное положение; привод главного движения подобен приводу вертикально-сверлильных станков. Подача в этих станках может быть продольной, поперечной и вертикальной.
Эти станки применяют главным образом для фрезерования шпоночных канавок, JL-образных пазов, пазов типа ласточкина хвоста и т.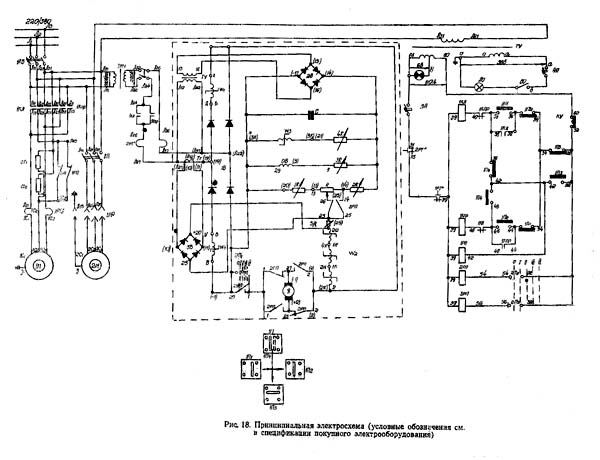 п.
п.
На фиг. 490 дан общий вид вертикально-фрезерного станка. На столе 1 закрепляется деталь, а фреза крепится на шпинделе 2.
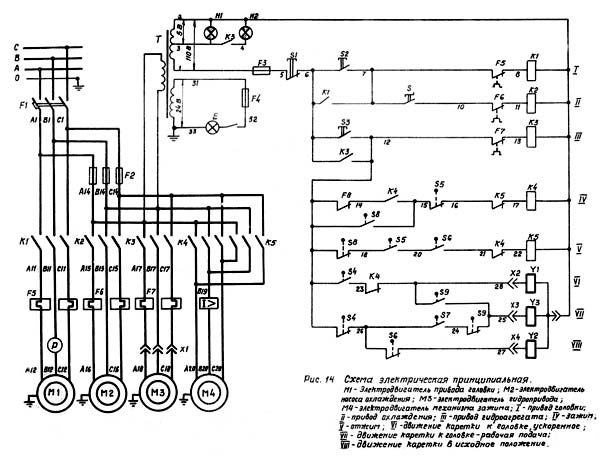
На фиг. 491 показана кинематическая схема вертикально-фрезерного станка, Согласно схеме шпиндель получает вращение от электродвигателя Э1 через шкивы 1 и 2 и далее через зубчатые колеса, расположенные на валах I, II, III, IV, V, VI. Подача в этом станке осуществляется от другого электродвигателя Э2 через коробку подач 3. Продольное перемещение стола (подача) производится винтом 4, поперечная — винтом 5 и вертикальная — винтом 6, полу
чающими движение через соответствующие зубчатые колеса коробки подач, аналогично тому, как это осуществлено в универсально-фрезерном станка (см. кинематическую схему на фиг. 489.
Продольно-фрезерный станок.
Продольно-фрезерные станки применяют при обработке длинных и широких плоскостей, а также фасонных профилей на крупных деталях, например, станины различных станков. Эти станки отличаются высокой производительностью, так как могут работать одновременно несколькими фрезами.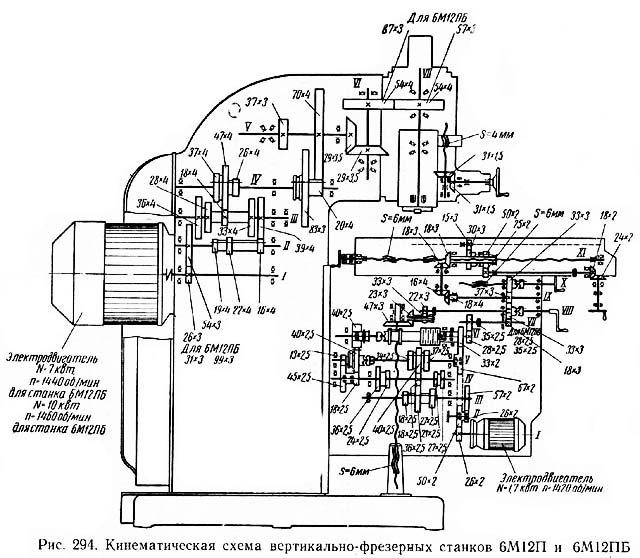 На фиг. 492 показан общий вид продольно-фрезерного станка. По направляющим станины может перемещаться в продольном направлении стол с закрепляемой на нем деталью; на вертикальных стойках находятся две фрезерные головки, могущие перемещаться в вертикальном направлении.
На фиг. 492 показан общий вид продольно-фрезерного станка. По направляющим станины может перемещаться в продольном направлении стол с закрепляемой на нем деталью; на вертикальных стойках находятся две фрезерные головки, могущие перемещаться в вертикальном направлении.
Копировально-фрезерный станок.
Копировально-фрезерные станки применяют при обработке различных фасонных поверхностей. На фиг. 493 показана схема устройства копировально-фрезерного станка. На вращающемся столе 1 закреплен копир 2 и обрабатываемая деталь 3. Принцип работы станка заключается в том, что копир 2 непрерывно прижимается к ролику 4 под действием груза, не показанного на чертеже, и заставляет стол, на котором укреплена деталь, описывать траекторию, подобную линии очертания копира, а фреза 5 вследствие этого обрабатывает поверхность, очертание которой будет также аналогично с очертанием копира.
Скачать реферат: У вас нет доступа к скачиванию файлов с нашего сервера. КАК ТУТ СКАЧИВАТЬ
Пароль на архив: privetstudent.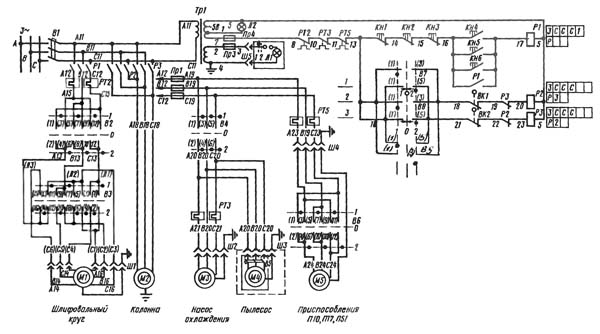 com
com
Паспорта, электрические схемы, описание работы схем, техническая документация на электрооборудование металлорежущих станков shram.kiev.ua
Одна из самых больших проблем при эксплуатации электрооборудования на промышленных предприятиях в наше время – это отсутствие технической документации и схем на обслуживаемый парк старого типа станков.
В большинстве своем, эксплуатация и ремонт электрооборудования станков производится без схем и паспортов на станок, где-то по памяти и исходя из собственного опыта, где-то “методом тыка”, а где-то вообще, как придется. Но поколения меняются, уходят старые рабочие, а пришедшей молодежи просто не на что опереться.
Время простоя оборудования при поломке очень часто значительно увеличивается просто из-за того, что найти и устранить неисправность электрику без электрической схемы перед глазами намного труднее, чем в случае если бы он имел в наличии полноценный заводской паспорт на оборудование. Но где же сейчас найти эти паспорта? Многим эксплуатируемым станкам уже по 30 – 40 лет. И очень часто вся техническая документация на них давным-давно утеряна.
Но где же сейчас найти эти паспорта? Многим эксплуатируемым станкам уже по 30 – 40 лет. И очень часто вся техническая документация на них давным-давно утеряна.
А выход, на самом деле, есть. В настоящее время, у меня имеется около 100 комплектов электронных копий на самые распространенные модели металлорежущих станков.
Теперь вся имеющаяся у меня техническая документация на металлорежущие станки доступна для свободного скачивания в полном объеме. Просто у меня появился нормальный Интернет, свободное время и, соответственно, возможность все это добро закачать на файлообменник.
Все файлы – это сканы с реальных паспортов на оборудование, в виде картинок в формате jpg.
Все ксерокопии паспортов станков по каждой модели содержат:
1. Основные технические характеристики (техническое описание) станка.
2. Схему электрическую принципиальную.
3.
4. Описание работы принципиальной схемы.
5. Состав электрооборудования с техническими характеристиками.
Для примера в паспорт гидрофицированного долбежного станка модели 7М430 входит: общий вид станка, назначение и область применения станка, распаковка и транспортирование станка, общий вид станка с обозначением органов управления, основные данные станка, краткое описание конструкции и работы станка, электрооборудование станка (описание работы схемы), спецификация электрооборудования, характеристика электродвигателей, указания по обслуживанию электрооборудования станка, схема электрическая принципиальная, схема электрическая монтажная.
Все паспорта станков я разбил на отдельные группы и запаковал в 8 zip-архивов.
Скачать все архивы можно с файлообменника на narod.ru
Полный перечень паспортов металлорежущих станков и ссылки на архивы
Паспорта токарных станков:
Токарно-винторезный станок модели 1624М (без монтажной схемы)
Токарный станок модели 6А125
Универсальный токарно-винторезный станок 16Б16П (SAMAT 400) – (без монтажной схемы и перечня электрооборудования)
Станок токарно-винторезный 1В62Г (16В20)
Токарно-винторезный станок 16Д20 (16Д20П, 16Д20Г, 16Д25, 16Д25Г)
Станок токарно-винторезный 16Е20
Токарно-винторезный станок 16К20
Токарно-винторезный станок 16К20Г
Токарно-винторезный станок 16К20П
Токарно-винторезный станок 16К25
Автомат токарно-револьверный одношпиндельный прутковый модели 1Б140 (1Б125)
Многошпиндельный токарный автомат модели 1Б240-6 (1Б240-6К) – (без монтажной схемы)
Станок токарно-винторезный модель 1В62Г
Универсальный токарно-винторезный станок модели 1К62
Универсальный токарно-винторезный станок модели 1К625
Станок токарно-винторезный модели 1К62Д
Автоматический токарно-продольный станок модели 1М10ДА (без монтажной схемы)
Станок токарно-винторезный 1М63
Станок токарно-винторезный 1М63Д (без монтажной схемы)
Станок токарно-винторезный модели 1М63МФ101
Станок токарный 1Н318
Токарно-револьверный станок модели 1П365 (1П371)
Станок токарный ГС526У
Специализированный токарно-винторезный станок облегченного типа модели ИТ-1М (ИТ-1ГМ)
Станок токарно-винторезный повышенной точности СА564С100
Станок специальный токарно-винторезный повышенной точности модели ФТ-11М
Токарные станки моделей 1Б140(125), 1Б240П-6, 1В62Г, 1К62, 1К62Д, 1К625, 1М10ДА, 1М63, 1М63Д(ДФ101), 1М63МФ101, 1М3681, 1Н318(Р): скачать архив с паспортами токарных станков
Токарные станки моделей 1П365(371), 16А25, 16Б16П, 16В20, 16Д20(П,Г,25,25Г), 16Е20, 16К20, 16К20Г, 16К20П, 16К25: скачать архив с паспортами токарных станков
Токарные станки моделей 1516Ф3-FAGOR-8035, 1624М, ГС526У, ИТ-1М(ГМ), ЛТ-10(11), СА564С100, СА564С150-02, ТВ-320, ФТ-11М: скачать архив с паспортами токарных станков
Паспорта сверлильных станков:
Универсальный вертикально-сверлильный станок 2А125
Станок вертикально-сверлильный модели 2Г125
Радиально-сверлильный переносной станок 2К52-1
Станок радиально-сверлильный 2К522
Станок радиально-сверлильный облегченный 2ЛУ3У
Радиально-сверлильный станок модели 2М55
Радиально-сверлильный станок модели 2М57 (без монтажной схемы)
Вертикально-сверлильный станок 2Н118-1 (без монтажной схемы)
Вертикально-сверлильный станок 2Н125
Вертикально-сверлильный станок 2Н125
Вертикально-сверлильный станок ГС2116
Станок радиально-сверлильный модели ГС545
Сверлильные станки моделей 2А125, 2Г125, 2К52-1, 2К522, 2К552-2, 2Л53У, 2М55, 2М57: скачать архив с паспортами сверлильных станков
Сверлильные станки моделей 2Н118-1, 2Н125(135,150), 2Н150, 2С150, ГС545, ГС2112, ГС2116(508), ГС 520, долбежный 7М430: скачать архив с паспортами сверлильных станков
Паспорта фрезерных станков:
Станок настольный сверлильно-фрезерный.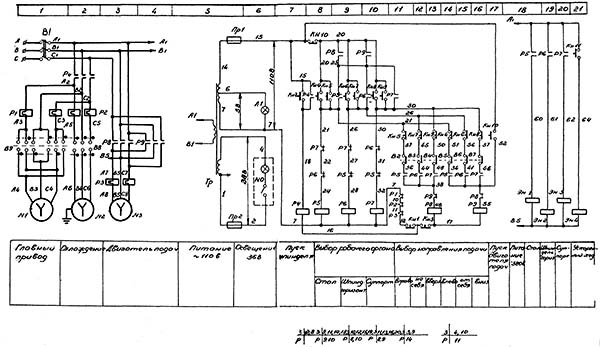 Модель ГС 520
Модель ГС 520
Станок инструментальный широкоуниверсальный фрезерный повышенной точности модели 675ПФ1
Станок фрезерный широкоуниверсальный инструментальный модели 67К25 ПР
Станок фрезерный 6А23
Станок фрезерный 6Е416 (без монтажной схемы)
Консольно-фрезерный станок 6М82 (6М82Г, 6М82ГБ)
Станок фрезерный 6Н81 (6Н81Г)
Вертикальный консольно-фрезерный станок 6Р12 (без принципиальной схемы, только с монтажной)
Консольно-фрезерный станок 6Р81 (6Р81Г, 6Р81Ш, 6Р811)
Консольно-фрезерный станок общего назначения 6Р82 (6Р82Г)
Консольно-фрезерный станок общего назначения 6Р83 (6Р83Г, 6Р83Ш)
Консольно-фрезерный станок 6Т12-1 (6Т13-1)Консольно-фрезерный станок FA5В
Станок специализированный фрезерный консольный ВМ127
Станок специализированный фрезерный консольный ВМ127М
Станок фрезерный деревооборабатывающий ВФК-2
Специализированный фрезерный станок ОФ-55
Карусельно-фрезерный станок УФ0803
Фрезерные станки моделей 6А23, 6Е416, 6М82(Г,ГБ), 6Н81(Г),6Н11, 6Р12(Б,13,13Б), 6Р81(81Г,Ш,11), 6Р82, 6Р83: скачать архив с паспортами фрезерных станков
Фрезерные станки моделей 6Т12-1(13-1), 67К25ПР, 675ПФ1, FA5B, ВМ127, ВМ127М, ВФК-2, ГФ2171С5, ОФ-55, УФ0803: скачать архив с паспортами фрезерных станков
Паспорта шлифовальных станков:
Внутришлифовальный станок модели 3225 (3225П)
Универсальный круглошлифовальный станок модели 3Б12 (без монтажной схемы)
Круглошлифовальный станок модели 3А151 (3А161)
Продольношлифовальный станок 3Б722
Плоскошлифовальный станок с крестовым столом и горизонтальным шпинделем модели 3Е710В-1 (без монтажной схемы)
Станок плоскошлифовальный 3Е711В
Станок универсально-заточной 3Е642
Универсальный круглошлифовальный станок 3К12
Станок шлифовально-полировальный ШПА-500 (без монтажной схемы)
Шлифовальные станки моделей 3Б12, 3Б151(161), 3Б722, 3Е642, 3Е710В-1, 3Е711В, 3К12, 3К225В(227В), 3225, ШПА-500: скачать архив с паспортами шлифовальных станков
River Thames Conditions
Обновления услуг по номеру 1227 от 22 декабря 2022 г.
Шлюз Ромни – Шлюз Ромни временно открыт для прохода до возобновления строительных работ на площадке 3 января 2023 года. -agency.gov.uk или позвонив в шлюз по телефону 01753 860296.
Шлюз Рэдкот – T Пункт водоснабжения в Шлюзе Рэдкот закрыт до дальнейшего уведомления.
Замок Молси — Насос не работает до дальнейшего уведомления.
Benson Lock – T h Общественная дорожка над Benson Weir будет закрыта до дальнейшего уведомления.
St. John’s Lock – T H E Накачивание возвращается в эксплуатацию и работают нормально от карт с блокировками
Замок Shiplake.0006 – Откачка не работает до дальнейшего уведомления.
Hurley Lock – Общественный туалет недоступен.
Mapledurham Lock – Откачивающие сооружения временно недоступны из-за замерзших труб.
Замок Boulters – Ворота со стороны пьедестала не открываются полностью. Пожалуйста, будьте осторожны при входе и выходе из замка.
Замок Бовени – T H E PU M P -OU T и ELSA N FARITIE с.
Marsh Lock Lock Horse Bridge – T HE до W . быть закрытым до дальнейшего уведомления по соображениям безопасности. Наши оперативные группы и специалисты по инфраструктуре будут проверять мост, чтобы определить необходимые действия для защиты пользователей моста. Приносим извинения за доставленные неудобства.
Приносим извинения за доставленные неудобства.
Часы работы сторожей шлюзов
Мы стремимся предложить нашим клиентам помощь в лодочном переходе в течение лодочного сезона с 1 апреля по 30 сентября. Мы также обеспечим сопровождение во время пасхальных выходных и весенних и осенних полугодий, когда они выпадают вне сезона. Каждый шлюз будет обслуживаться резидентом, сменным или сезонным смотрителем шлюза и/или волонтерами, в зависимости от ситуации и, когда это возможно, для прикрытия перерывов персонала, работы плотины и технического обслуживания. Бывают случаи, когда мы не можем этого сделать из-за обстоятельств, не зависящих от нас, таких как болезнь персонала.
Вне сезона между 1 октября и 31 марта может быть доступен сопровождаемый переход, но это не может быть гарантировано.
Наш график обслуживания замков можно найти здесь: Река Темза: обслуживание замков.
- Июль и август: с 9:00 до 18:30
- Май, июнь и сентябрь: с 9:00 до 18:00
- Апрель и октябрь: с 9:00 до 17:00
- с ноября по март: с 9:15 до 16:00
Один час обеденного перерыва между 13:00 и 14:00, если укрытие недоступно.
Электроэнергия подается на шлюзы, за исключением шлюза Теддингтон и шлюза луча вверх по течению от Оксфорда.
Навигационные знаки
- При движении вверх по течению держите красные навигационные буи слева от себя, а зеленые – справа.
- Двигаясь вниз по течению, держите красные буи справа, а зеленые – слева.
- Одиночные желтые маркерные буи могут проходить с любой стороны.
Во всех случаях держитесь подальше от навигационных буев. Помните о возможных отмелях на внутренней стороне изгибов рек.
24 часа и причалы шлюза
Эти причалы находятся в ведении Агентства по охране окружающей среды Lock and Weir Keepers. Уведомления размещаются на сайтах, и лодочники должны по прибытии явиться к дежурному хранителю шлюза, чтобы сообщить о своем пребывании.
Ссылки по теме
Река Темза: ограничения и перекрытия – Информация о любых перекрытиях и ограничениях на неприливной реке Темзе.
Река Темза: шлюзы и сооружения для лодочников — информация о средствах для лодочников на шлюзах Агентства по охране окружающей среды на неприливных реках Темзе и Кеннет.
Уровни рек и морей — Служба Агентства по охране окружающей среды, отображающая последние данные об уровне рек и морей со всей страны.
GaugeMap — интерактивная карта с расходами, уровнями грунтовых вод и другой информацией о реках Великобритании и Ирландии.
Агентство по охране окружающей среды — страницы о лодках по реке Темзе, включая руководство по регистрации лодок и общую информацию о реке.
Посетите Темзу. Все, что вам нужно знать о реке Темзе.
Port of London Authority (PLA) — руководство для прогулочных и коммерческих судов, желающих плавать по реке Темзе с приливами. Включает в себя актуальную информацию о приливах и навигационных уведомлениях, выпущенных для лондонского порта.
Canal and River Trust. Спланируйте свое путешествие по каналам на регулярно обновляемом сайте Canal and River Trust.
Навигация по реке Вей. Спокойный водный путь, протянувшийся почти на 20 миль через сердце графства Суррей и впадающий в Темзу недалеко от Шеппертона.
Состояние реки Вей — информация о состоянии реки Вей.
River Thames Conditions
Сервисные обновления по номеру 1227 от 22 декабря 2022 г.
Шлюз Ромни — Шлюз Ромни временно открыт для прохода до возобновления строительных работ на площадке 3 rd январь 2023. Проход необходимо бронировать по адресу [email protected] или по телефону 01753 860296.
Замок Molesey — Насос выведен из эксплуатации до дальнейшего уведомления.
Benson Lock – T h Общественная дорожка над Benson Weir будет закрыта до дальнейшего уведомления.
St. John’s Lock – T H E Накачался, возвращается в эксплуатацию и работает нормально. out не работает до дальнейшего уведомления.
Hurley Lock – Общественный туалет недоступен.
Mapledurham Lock – Откачивающие сооружения временно недоступны из-за замерзших труб.
Замок валунов – Ворота со стороны пьедестала не открываются полностью. Пожалуйста, будьте осторожны при входе и выходе из замка.
Boveney Lock – T H E PU M P -You T и Els N FACITIE Service Out Out Service Out Out . дальнейшего уведомления.
Конный мост через болото – T HE до W Путь B GEAR GE.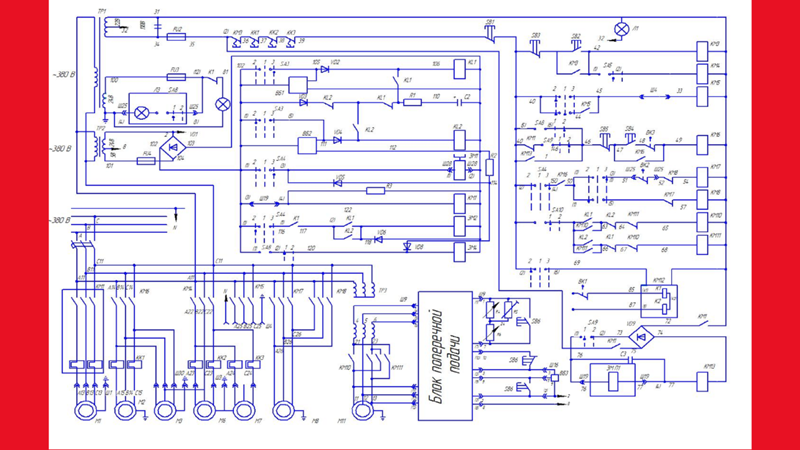 . Наши оперативные группы и специалисты по инфраструктуре будут проверять мост, чтобы определить необходимые действия для защиты пользователей моста. Приносим извинения за доставленные неудобства.
. Наши оперативные группы и специалисты по инфраструктуре будут проверять мост, чтобы определить необходимые действия для защиты пользователей моста. Приносим извинения за доставленные неудобства.
Часы работы смотрителей шлюзов
Мы стремимся предложить нашим клиентам, путешествующим на лодках, сопровождаемый переход во время лодочного сезона с 1 апреля по 30 сентября. Мы также обеспечим сопровождение во время пасхальных выходных и весенних и осенних полугодий, когда они выпадают вне сезона. Каждый шлюз будет обслуживаться резидентом, сменным или сезонным смотрителем шлюза и/или волонтерами, в зависимости от ситуации и, когда это возможно, для прикрытия перерывов персонала, работы плотины и технического обслуживания. Бывают случаи, когда мы не можем этого сделать из-за обстоятельств, не зависящих от нас, таких как болезнь персонала.
Вне сезона между 1 октября и 31 марта может быть доступен сопровождаемый переход, но это не может быть гарантировано.
Наш график обслуживания замков можно найти здесь: Река Темза: обслуживание замков.
- Июль и август: с 9:00 до 18:30
- Май, июнь и сентябрь: с 9:00 до 18:00
- Апрель и октябрь: с 9:00 до 17:00
- с ноября по март: с 9:15 до 16:00
Один час обеденного перерыва между 13:00 и 14:00, если укрытие недоступно.
Электроэнергия подается на шлюзы, за исключением шлюза Теддингтон и шлюза луча вверх по течению от Оксфорда.
Навигационные знаки
- При движении вверх по течению держите красные навигационные буи слева от себя, а зеленые – справа.
- Двигаясь вниз по течению, держите красные буи справа, а зеленые – слева.
- Одиночные желтые маркерные буи могут проходить с любой стороны.
Во всех случаях держитесь подальше от навигационных буев. Помните о возможных отмелях на внутренней стороне изгибов рек.
24 часа и причалы шлюза
Эти причалы находятся в ведении Агентства по охране окружающей среды Lock and Weir Keepers. Уведомления размещаются на сайтах, и лодочники должны по прибытии явиться к дежурному хранителю шлюза, чтобы сообщить о своем пребывании.
Ссылки по теме
Река Темза: ограничения и перекрытия – Информация о любых перекрытиях и ограничениях на неприливной реке Темзе.
Река Темза: шлюзы и сооружения для лодочников — информация о средствах для лодочников на шлюзах Агентства по охране окружающей среды на неприливных реках Темзе и Кеннет.
Уровни рек и морей — Служба Агентства по охране окружающей среды, отображающая последние данные об уровне рек и морей со всей страны.
GaugeMap — интерактивная карта с расходами, уровнями грунтовых вод и другой информацией о реках Великобритании и Ирландии.
Агентство по охране окружающей среды — страницы о лодках по реке Темзе, включая руководство по регистрации лодок и общую информацию о реке.
Посетите Темзу. Все, что вам нужно знать о реке Темзе.
Port of London Authority (PLA) — руководство для прогулочных и коммерческих судов, желающих плавать по реке Темзе с приливами. Включает в себя актуальную информацию о приливах и навигационных уведомлениях, выпущенных для лондонского порта.