Схема инвертора сварочного: Схема сварочного инвертора – принципиальная схема инверторной сварки
alexxlab | 07.07.1991 | 0 | Разное
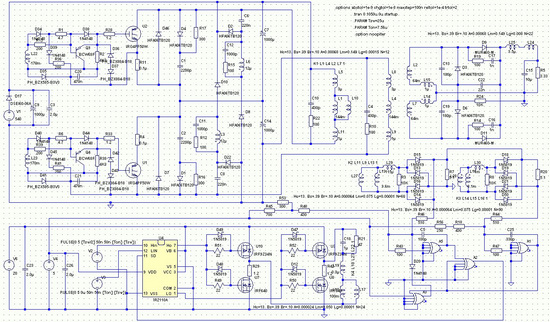
Взрыв-схема и запчасти для сварочного инвертора WERT ARC165
Скачать
Скачать Каталог Elitech 2021
Скачать Каталог Elitech Promo 2021
Скачать Расходные материалы и оснастка 2021
Заявка на запчасти Осторожно, мошенники!
> Взрыв-схемы и запчасти > Взрыв-схемы и запчасти для сварочных инверторов > Взрыв-схема и запчасти для сварочного инвертора WERT ARC165
Отправить заявку на заказ запчастейЗаказ запчастей Elitech
Ваше имя*
Имя контактного лица
Ваш телефон*
Телефон для связи
Перечень запчастей*
Список запчастей для заказа, через запятую
Ваш Email*
Адрес электронной почты
Город*
Информация об адресе заказа
Список взрыв схем и запчастейПоз. | Код ELITECH | Наименование | Описание (англ.) | Комплектация |
| 1 | 0603.010000 | Радиатор | Heat sink | 1 |
| 2 | 0603.010100 | Винт | Nuts М5х12 | 2 |
| 3 | 0603.010200 | Ремень | Belt | 1 |
| 4 | 0603.010300 | Кожух | Cover | 1 |
| 5 | 0603.010400 | Ручка потенциометра | Potento meter | 1 |
| 6 | 0603.010500 | Индикатор сети | Working LED φ3 | 1 |
| 7 | 0603.010600 | Индикатор перегрузки | O.C φ3 | 1 |
| 8 | 0603.010700 | Потенциометр | Potentiometer 10К | 1 |
| 9 | 0603.010800 | Распределитель | Current coupling | 1 |
| 10 | 0603.010900 | Плата контрольная | Control board | 1 |
| 11 | 0603. 011000 011000 | Катушка силовая | Reactor | 1 |
| 12 | 0603.011100 | Регулятор напряжения | Voltage reguletor 7815 | 1 |
| 13 | 0603.011200 | Конденсатор | Capacitor 680µF/400VDC | 2 |
| 14 | 0603.011300 | Выключатель | Power switch KCD-25 | 1 |
| 15 | 0603.011400 | Фильтр | Emcfilter 20А | 1 |
| 16 | 0603.011500 | Конденсатор | X2 capacitor 0,47µF/275V | 1 |
| 17 | 0603.011600 | Резистор | Resistor 10W150R | 1 |
| 18 | 0603.011700 | Реле | Relay GK-F-1A-24v/30A | 1 |
| 19 | 0603.011800 | Выпрямитель | Rectifier KBJ5010 | 2 |
| 20 | 0603.011900 | Диод | Dilde U1560 | 4 |
| 21 | 0603.012000 | Конденсатор | CBB capacitor CBB21/475/400V | 1 |
| 22 | 0603. 012100 012100 | Трансформатор | Pucse transforma BK58192 | 1 |
| 23 | 0603.012200 | IGBT транзистор | IGBT FGh50N60UFD | 4 |
| 24 | 0603.012300 | Трансформатор основной | Main transforma | 1 |
| 25 | 0603.012400 | Диод | Diode STTH60P03SW | 4 |
| 26 | 0603.012500 | Винт 5х12 | Nuts 5х12 | 8 |
| 27 | 0603.012600 | Разъем | Output connector | 2 |
| 28 | 0603.012700 | Панель задняя | Back panel | 1 |
| 29 | 0603.012800 | Основание | Bottom board | 1 |
| 30 | 0603.012900 | Панель передняя | Front panel | 1 |
| 31 | 0603.013000 | Радиатор | Heat sink | 1 |
| 32 | 0603.013100 | Термореле | Thermal switch KSD302 | 2 |
| 33 | 0603. 013200 013200 | Винт М3х8 | Unt M3x8 | 4 |
| 34 | 0603.013300 | Радиатор | Heat sink | 1 |
| 35 | 0603.013400 | Вентилятор | Fan BD9225h22/12V | 2 |
| 36 | 0603.013500 | Решетка вентилятора | Fan cover φ90 | 1 |
| 37 | 0603.013600 | Винт 5х12 | Nut 5×12 | 4 |
| 38 | 0603.013700 | Электрокабель с вилкой | Power plug | 1 |
| 39 | 0603.013800 | Кабельный ввод | Cable socket | 1 |
| 40 | 0603.013900 | Рукоятка | Handle | 1 |
| 41 | 0603.014000 | Винт М6х12 | Nut M6x20 | 1 |
| 42 | 0603.014100 | Трансформатор | Transforma | 4 |
| 43 | 0603.014200 | Суппрот трансформатора | Transforma support | 1 |
| 44 | 0603. 014300 014300 | Винт М3х8 | Nuts M3x8 | 4 |
| 45 | 0603.014400 | Ножка | Rubber foot | 4 |
| 46 | 0603.014500 | Винт 4.2х12 | Nuts 4.2×12 | 4 |
| 47 | 0603.014600 | Плата PCB в сборе | PCB board(ARC165) | 1 |
| Файл | Краткое описание | Размер |
| Страницы >>> [17] [16] [15] [14] [13] [12] [11] [10] [9] [8] [7] [6] [5] [4] [3] [2] [1] | ||
| UTA-200-1.djvu |
| 309 Kb |
powermax_1250.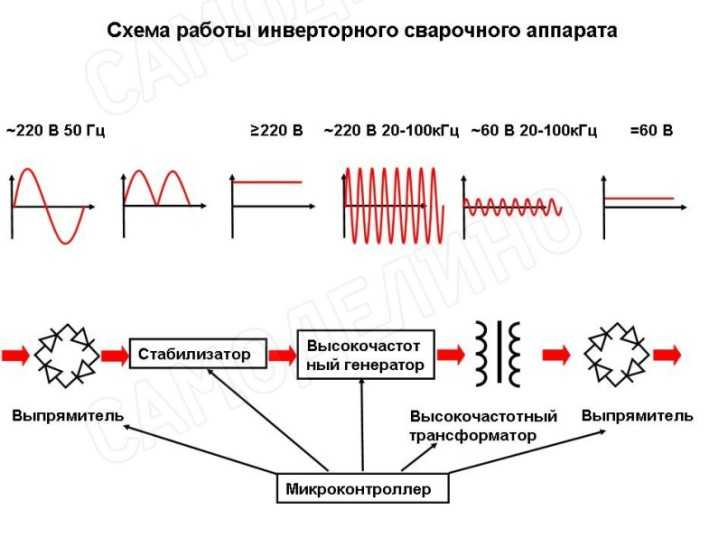 pdf pdf |
| 1.52 Mb |
| vdu504p1.djvu vdu504p2.djvu |
| 4.54 Mb 4.34 Mb |
| vdu506_2pc.pdf vdu506_1pc.pdf |
| 1.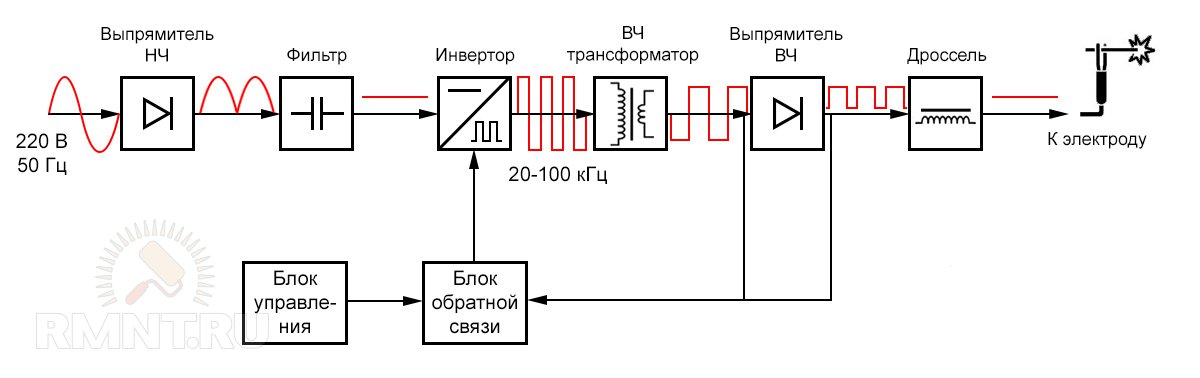 55 Mb 55 Mb1.18 Mb |
| arc-250.djvu |
| 4.53 Mb |
| GYSMI-165.pdf |
| 524 kb |
| ВД-200.pdf |
| 263 kb |
| V-350pro.pdf |
| 872 kb |
| V-300eng.pdf |
| 2.74 Mb |
| Prestige-164.rar |
| 437 кb |
| kiu-501.djvu |
| 131 кb |
attachments. zip zip |
| 3.65 Mb |
| Enterprise_Plasma_160_HF.pdf Superior_Plasma_90_HF.pdf Tecnica_Plasma_18-31.pdf |
| 2.02 Mb 3.85 Mb 2.16 Mb |
| vdu-505-2.djvu |
| 854 Кb |
| WT-180S.png |
| 131 Кb |
| NSAX-180.pdf |
| 4.51 Mb |
| brima-arc160.djvu |
| 205 Kb |
asea-250. djvu djvu |
| 153 Kb |
| brima-arc200b.djvu brima-tig180a.djvu eps_bigtre.djvu Fronius.djvu gus-165.djvu Kaizer-100.djvu lasic-mig350.djvu Mishel_sz_st200.djvu nebula-500.djvu neon.djvu powerman-200.djvu tecomec_mark-170g.djvu |
| 569 Kb 243 Kb 171 Kb 33.  4 Kb 4 Kb116 Kb 142 Kb 217 Kb 91.2 Kb 168 Kb 278 Kb 147 Kb 94.4 Kb |
| Tecnica_141-161.pdf Tecnica_144-164.pdf Tecnica_150-152-170-168GE.pdf |
| 1.45 Mb 1.85 Mb 1.83 Mb |
| Страницы >>> [17] [16] [15] [14] [13] [12] [11] [10] [9] [8] [7] [6] [5] [4] [3] [2] [1] | ||

Схема сварочного инвертора: принципиальная электрическая схема аппарата
Схема сварочного трансформатора и схема сварочного инвертора значительно отличаются друг от друга. Во втором случае базу ранних агрегатов, чтобы провести сварочные работы, составляют трансформаторы с понижающим типом, что придает им габаритность и тяжесть.
Во втором случае базу ранних агрегатов, чтобы провести сварочные работы, составляют трансформаторы с понижающим типом, что придает им габаритность и тяжесть.
На сегодняшний день современное оборудование, за счет частой эксплуатации во время производства, стало легким, компактным, с широким спектром возможностей и особенностей.
Главный элемент в электросхеме сварочных инверторов заключается в импульсивном преобразователе, благодаря которому вырабатывается высокочастотный ток.
Классификация инверторов
Каждый отдельный тип сварочных работ подразумевает использование определенного инверторного оборудования, которое необходимо ещё правильно выбрать. У каждой модели есть схема сварочного инвертора с особенностями, отличной характеристикой от других агрегатов и спектром возможностей.
Оборудования от современных производителей одинаково используются предприятиями в производственной сфере, а также любителями бытовой эксплуатации.
Изготовители регулярно изменяют принципиальные электрические схемы сварочных инверторов для того чтобы усовершенствовать их, наделить новым функционалом и повысить качество их технических характеристик.
Инверторное оборудование является основным устройством, при помощи которого выполняют такие технологические операции:
- электродуговая сварка с использованием плавящего либо неплавящегося электрода;
- плазменная резка;
- работы со сваркой по технологии полуавтоматики либо автоматики.
Помимо перечисленного, инверторное оборудование также считается самым эффективным способом, чтобы сварить алюминиевые детали, элементы из нержавеющей стали и иных материалов со сложной свариваемостью.
Несмотря на индивидуальные особенности каждой модели и каждой электросхемы, в результате инвертор для сваривания делает шов качественным, надежным и аккуратным, вне зависимости от использованного вида технологий.
Стоит также отметить, что он отличается компактностью, легким весом, благодаря чему его можно использовать при любых условиях, отнести в любое место, где проводится сварочный процесс.
Отличия схемотехнических решений разных видов инверторов
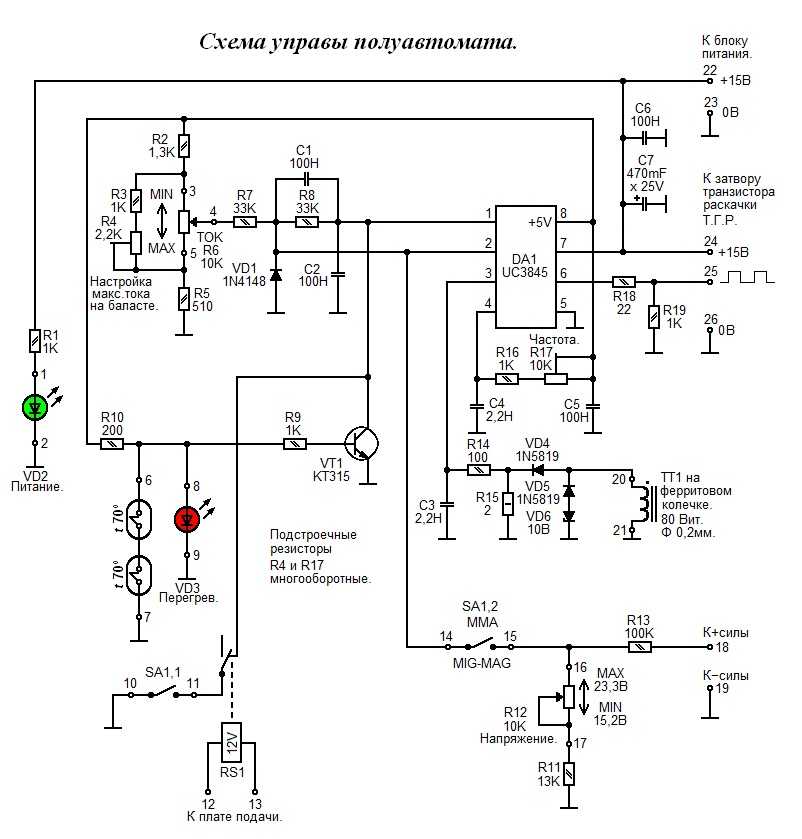
Инверторные аппараты кроме принципиальной электрической схемы обладают рядом преимуществ в конструктивной реализации, которые позволяют использовать функции форсированного розжига дуги. Также существуют схемы антизалипания электродов, осцилляторы, которые обеспечивают устойчивое горение дуги в среде защитных газов. Есть и схемы задержки подачи защитного газа и тока сварки, именно они и дают возможность осуществлять работу в среде инертного облака, препятствующего окислению заготовок. Подача сварочной проволоки имеет свои особенности, где регулирование скорости и задержка движения определяется схемотехническими решениями. Отличие от стандартных решений ММА заключается, в первую очередь, наличием системы подведения инертных газов в зону сварочного шва. Это касается системы сварки методами TIG и MIG/MAG, которые обеспечивают подачу защитного или активного газа в зону плавления металлов. Здесь выходные импульсные напряжения при крутопадающей частотной характеристике имеют свои особенности, связанные с наличием газовой среды с защитными физическими свойствами.
Также существуют схемы антизалипания электродов, осцилляторы, которые обеспечивают устойчивое горение дуги в среде защитных газов. Есть и схемы задержки подачи защитного газа и тока сварки, именно они и дают возможность осуществлять работу в среде инертного облака, препятствующего окислению заготовок. Подача сварочной проволоки имеет свои особенности, где регулирование скорости и задержка движения определяется схемотехническими решениями. Отличие от стандартных решений ММА заключается, в первую очередь, наличием системы подведения инертных газов в зону сварочного шва. Это касается системы сварки методами TIG и MIG/MAG, которые обеспечивают подачу защитного или активного газа в зону плавления металлов. Здесь выходные импульсные напряжения при крутопадающей частотной характеристике имеют свои особенности, связанные с наличием газовой среды с защитными физическими свойствами.
Поэтому сварка в таких условиях имеет свои отличия от стандартной схемы, а именно:
- в аппаратуре TIG и MIG/MAG присутствует схема задержки сварочного тока относительно подачи защитного газа;
- для обеспечения работы аргонодугового метода (TIG) аппаратура снабжается специальными разъёмами для подачи газа, а горелка имеет устройство крепления для вольфрамового электрода;
- в полуавтоматических инверторах присутствует устройство протяжки сварочной проволоки с регулируемой скоростью, для этой цели используют еврорукав, через который подаётся газ и проволока в зону сварочного шва.

Широкие возможности аппаратурной регулировки параметров импульсного напряжения, позволяют сваривать сплавы титана и алюминия, тонкостенную легированную и нержавеющую сталь. Прочность соединения различных материалов обеспечивается правильным подбором параметров тока и состава сварочной проволоки, а также грамотным выбором состава газовой смеси.
Важно при покупке сложной аппаратуры и комплектующих выбирать надёжных производителей и особое внимание уделять качеству баллонов с газом, редукторов, шлангов и еврорукавов.
Схема инвертора для сварки
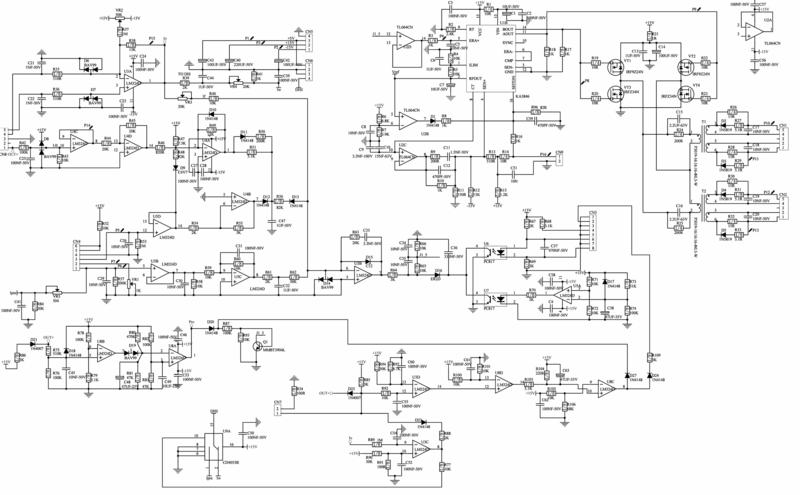
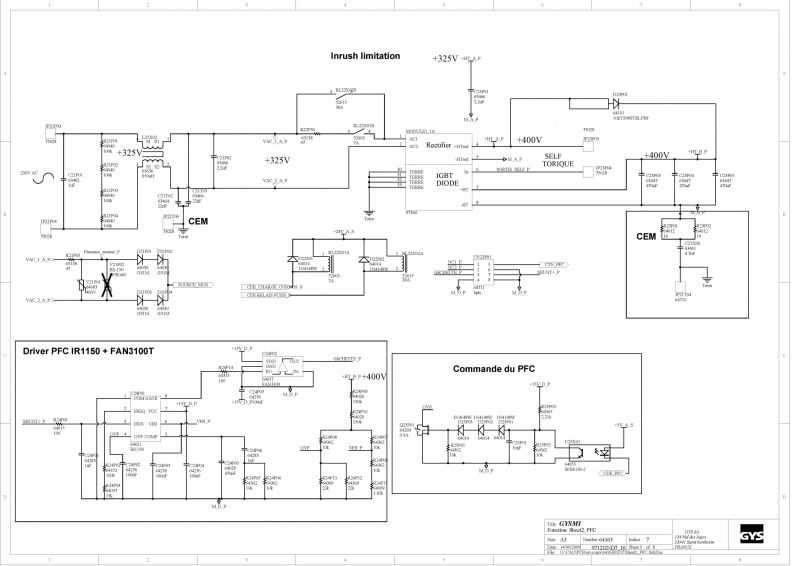
Электрическая схема сварочного инвертора
Схема инверторного сварочного агрегата имеет особенную характеристику и функционал, в который входят следующие составляющие:
- Орган управления и индикации.
- Система, отвечающая за работу термической защитной функции и управлением охлаждающим вентилятором. Сюда также относят вентилятор самого инверторного аппарата и датчик с температурными показателями.

- Электрические принципиальные схемы подразумевают под собой наличие ШИМ-контроллера, состоящий из трансформатора с током, датчика с током нагрузки.
- Система питания на детали слаботочного участка электросхемы аппаратного инвертора для сварки.
- В преобразователе схемы может устанавливаться механизм, благодаря которому в силовую систему аппарата поступает электропитание. Сюда относится емкостный фильтр, выпрямитель, а также нелинейная зарядная цепь.
- Силовая часть с однотактным конвертором. В неё также входят: силовой трансформатор, выпрямитель вторичного типа и дроссель для выхода тока.
В каждом описании принципиальной схемы сварочного инвертора должна быть краткая характеристика всех составляющих элементов.
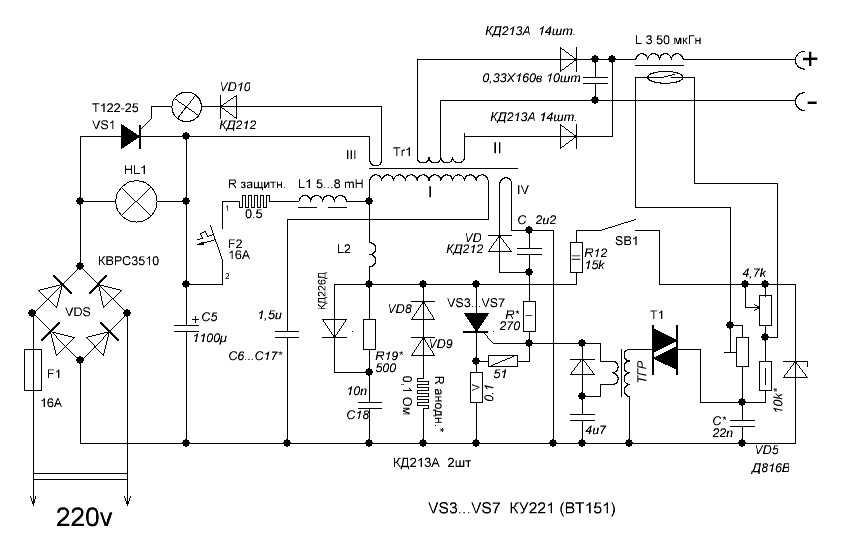
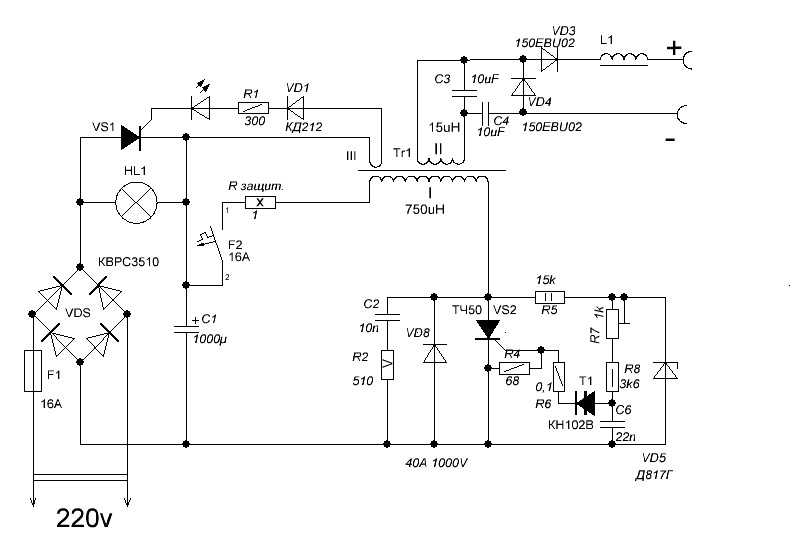
Принципиальная схема сварочного аппарата
Электрическая цепь включает трансформатор на феррите. Для первичной обмотки используют 100 витков кабеля ПЭВ сечением 0,3 мм, вторичная состоит из провода толщиной 1 мм. Он наматывается 15 раз.
Верхний слой формируют из ПЭВ-кабеля сечением 0,35 мм. Обмотку создают по всей ширине каркаса, что помогает получить стабильное напряжение.
Другой важный элемент схемы – дроссель L2 – делается на сердечнике Ш20х28. Для обмотки используют феррит толщиной 2000 Нм. Зазор между витками составляет 0,5 мм. Силовой мост устанавливают на 2 радиатора, взятых из старого компьютера. В принципиальную схему инвертора включают 12-14 конденсаторов по 0,15 мкФ. Части моста соединяют короткими проводниками. Как должна выглядеть электрическая цепь, можно увидеть на фото.
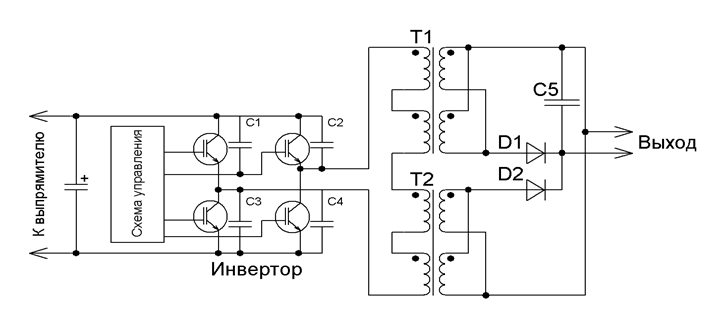
Принцип работы схемы аппарата для сварки
Основной целью инверторного сварочного агрегата является создание тока с высокой мощностью, который формируется в электрическую дугу. Та, в свою очередь, плавит кромки свариваемых элементов и присадочный материал.
Все это происходит на большом диапазоне особенностей конструкции. Стоит также отметить и то, что схема сварочного аппарата помогает в ИПС ремонте любого устройства.
Схема инвертора для сварочных работ.
Примерно механизм действия электронной схемы выглядит следующим образом:
- Ток с переменной частотой в 50 гц через обычную электрическую сеть попадает в выпрямитель, в котором преобразовывается ток в постоянный.
- Затем ток происходит обработку для сглаживания за счет использования специализированной системы.
- После фильтра ток оказывается в самом инверторе, который, в свою очередь, должен переформировать его обратно в переменный, однако прибавляя к нему высокую частоту.
- Затем, применяя трансформатор, снижается напряжение в переменном токе с высокими частотами, благодаря чему усиливается его действие.
Чтобы более детально разобраться во всех нюансах принципиальной схемы сварочного инвертора, необходимо изучить все элементы по отдельности с их механизмом действия.
Схемы Inverter 3200 и 4000
Для проведения ручной дуговой сварки можно использовать Inverter 4000 или 3200. Оба аппарата обладают практически идентичной конструкцией, которая обеспечивает наличие следующих функций:
- Защита от эффекта залипания электрода.
- Защита основных элементов от серьезного перепада напряжения.
- Контроль основных параметров дуги.
- Встроенный элемент охлаждения с контрольными датчиками.
При изготовлении инверторов была обеспечена защита по классу IP21. Мощность устройства составляет 5,3 кВт, питается от стандартной сети энергоснабжения. Подробная схема inverter 3200 pro определяет весьма привлекательные свойства этих моделей, за счет чего они получили широкое распространение.
Достоинства и недостатки сварочных аппаратов инверторного типа
Инверторный сварочный аппарат, как и любая другая техника, имеет свои достоинства и недостатки.
Схема сварочного аппарата инверторного типа.
К основным преимуществам этого оборудования, которое так умело заменило обычный трансформатор, можно отнести:
- За счет нового подхода к производству конструкций инверторного типа для сваривания металлов, а также новому контролю за током большинство моделей весит от 5 до 12 килограмм, в отличие от трансформаторов, которые имеют вес в 18-35 килограмм.
- У данных устройств есть достаточно высокий показатель КПД. Это происходит благодаря тому, что аппарат потребляет минимальное количество энергии для нагрева всех систем и механизмов. К примеру, трансформатор для сварки быстро нагревается, что приводит к перегреву и выходу из строя оборудования.
- В некоторых электросхемах трансформатора, также как и в инверторах, сварка может проходить при помощи электродов вне зависимости от его вида.
- Рассматриваемые устройства, за счет повышенного показателя КПД, тратят электроэнергию вдвое меньше, нежели простой трансформатор для сваривания.
- Многие современные оборудования имеют в своей структуре опции, благодаря которым минимизируется процесс совершения ошибок мастера во время технологических работ. К таким опциям можно отнести антизалипание и быстрый розжиг дуги.
- В некоторых устройствах встроена функция программирования, благодаря которой мастер с точностью и максимальной оперативностью регулирует режим работы во время сварочного процесса конкретного вида.
- Наличие высокое универсальности данных конструкций обуславливается регулированием всех систем, используя ток в широком диапазоне. Это дает возможность применять оборудование, что сваривает разнометалловые детали и выполняет процедуру с любой технологией.
У схем инверторных сварочных аппаратов также имеются и недостатки.
Они заключаются в следующих аспектах:
- Инверторные оборудования сваривания на рынке стоят достаточно дорого, до 50% больше, чем цена классических трансформаторов для сварочных работ.
- Принципиальная электрическая схема инверторного сварочного аппарата подразумевает, что чаще всего будет ломаться такой механизм, как транзистор. Он является достаточно уязвимой деталью, что влечет за собой ремонт стоимостью до 60% от стоимости всего оборудования. Из этого можно сделать вывод, что ремонт сам по себе – дорогое удовольствие.
- Поскольку принципиальные электросхемы у инверторов, чтобы сваривать материал, являются достаточно сложными, специалисты не советуют их эксплуатировать во время плохой погоды, либо на морозе, чтобы не вывести из строя механизмы и сохранить аппарат на долгий период.
 Для сварочных работ в поле либо других открытых пространствах необходимо организовать и соорудить специальное закрытое место с отоплением, где можно будет воспользоваться данным агрегатом для сваривания.
Для сварочных работ в поле либо других открытых пространствах необходимо организовать и соорудить специальное закрытое место с отоплением, где можно будет воспользоваться данным агрегатом для сваривания.
Защитные элементы в системе
Для предотвращения выхода из строя основных компонентов оборудования используют такие средства:
- Радиаторы. Устанавливаются рядом с выпрямителем для снижения риска перегрева этой детали.
- Термореле. Размещается на диодном мосту. Предохранитель прекращает подачу электрической энергии при нагреве узла до +80…+90 °С.
- Электромагнитный фильтр. Используется для отсеивания высокочастотных помех, возникающих при работе сварочного агрегата. В состав фильтра входят несколько конденсаторов и дроссель. Узел препятствует проникновению помех в электрическую сеть.
Итог
Для некоторых специалистов схема сварки представляет собой дополнительную подсказку при сборке агрегатов для сваривания металлов, что позволяет быстро выполнить нужную работу. Достаточно важно обладать базовыми познаниями в сфере электротехники.
Достаточно важно обладать базовыми познаниями в сфере электротехники.
Доступность схем сварочных инверторов обуславливается их принципиальностью, иными словами любому мастеру для сборки понадобиться либо инструкция, либо чертежи. Стоит обратить внимание, что в принципиальных электрических схемах делается акцент на достижение стабильности высокого уровня у сварочной дуги.
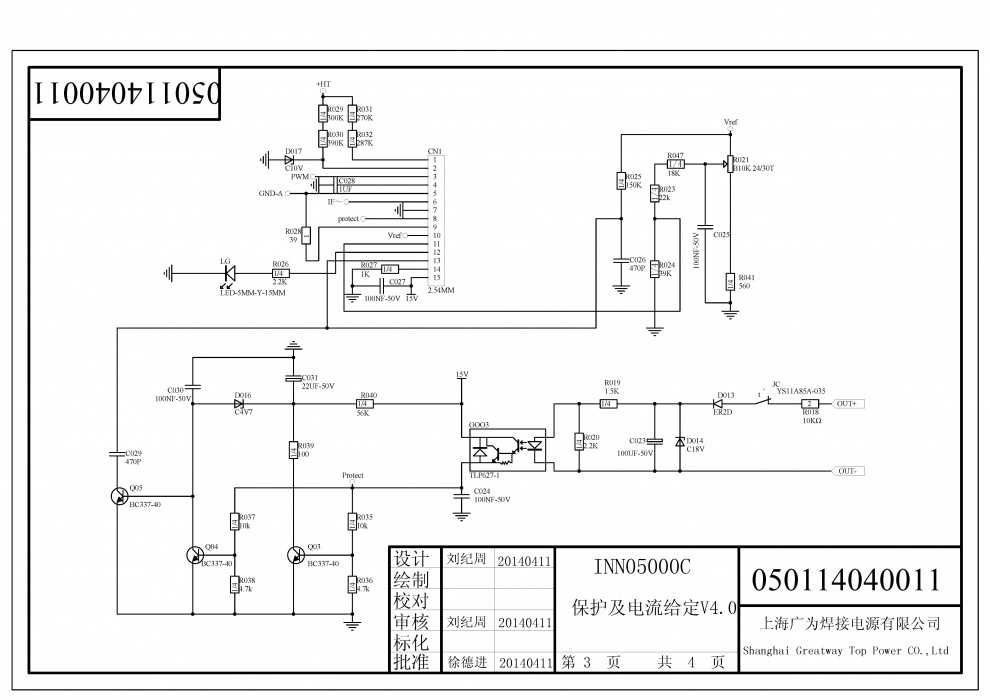
Защитные компоненты и схема управления
В процессе работы сварочный инвертор постоянно подвергается потенциальной опасности из-за возможных сбоев в сети и самой системе. Исключить негативные факторы помогают защитные элементы, установленные на различных участках схемы.
Предотвратить перегрев и сгорание транзисторов во время преобразований токов возможно при помощи специальных демпфирующих цепей. Другие блоки и узлы, присутствующие в электрической схеме и работающие под большими нагрузками, защищены элементами принудительного охлаждения. К каждому из них подключены термодатчики, отключающие питание при температурах нагрева, превышающих критическую отметку. Внутри инверторной аппаратуры система охлаждения, состоящая из вентиляторов и радиаторов, занимает достаточно много места.
Внутри инверторной аппаратуры система охлаждения, состоящая из вентиляторов и радиаторов, занимает достаточно много места.
Каждая схема инвертора оборудуется ШИМ-контроллером, обеспечивающим управление всей электрической схемой. От него поступают сигналы к разделительному трансформатору, силовым диодам и транзисторам. Для эффективного управления всей системой самому контроллеру также требуется подача установленных электрических сигналов. Такие сигналы вырабатываются операционным усилителем, к которому на вход подается выходной ток, преобразованный в инверторе. Если его значение расходится с заданными показателями, усилитель выполняет формирование управляющего сигнала и далее передает его на контроллер. Такая схема позволяет своевременно отключить аппарат при возникновении критических ситуаций в электрической схеме.
Поэтапное описание сборки
Выполняется следующее:
Сборка блока питания. В качестве основы трансформатора рекомендуется брать феррит 7×7 или 8×8. Устройство первичной обмотки осуществляется намоткой проволоки по ширине сердечника. Это улучшает работу устройства при перепадах напряжения. Используются медные провода (проволока) ПЭВ-2, а при отсутствии шины провода соединяют в пучок. Первичная обмотка изолируется стеклотканью. После слоя стеклоткани сверху наматываются витки экранирующих проводов.
Устройство первичной обмотки осуществляется намоткой проволоки по ширине сердечника. Это улучшает работу устройства при перепадах напряжения. Используются медные провода (проволока) ПЭВ-2, а при отсутствии шины провода соединяют в пучок. Первичная обмотка изолируется стеклотканью. После слоя стеклоткани сверху наматываются витки экранирующих проводов.
Корпус. Этим важным элементом может служить старый системный блок компьютера, в котором есть достаточно необходимых отверстий для вентиляции. Использоваться может старая 10-литровая канистра, в которой можно проделать отверстия и разместить кулеры. Для повышения прочности конструкции из корпуса размещают металлические уголки, закрепляющиеся болтовыми соединениями.
Силовая часть. Роль силового блока играет понижающий трансформатор. Его сердечники могут быть двух видов: Ш 20×208 2000 нм. Между обоими элементами должен быть зазор, что обеспечивается с помощью газетной бумаги. При устройстве вторичной обмотки витки наматываются в несколько слоев.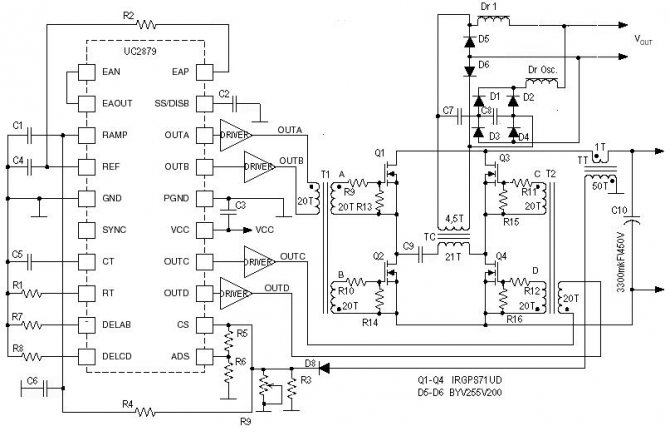 На вторичную обмотку укладывается три слоя проводов, и между ними помещается прокладка из фторопласта. Между обмотками располагают усиленный слой изоляции, позволяющий избежать пробоя напряжения на вторичную обмотку. Конденсатор должен быть напряжением не менее 1000 В.
На вторичную обмотку укладывается три слоя проводов, и между ними помещается прокладка из фторопласта. Между обмотками располагают усиленный слой изоляции, позволяющий избежать пробоя напряжения на вторичную обмотку. Конденсатор должен быть напряжением не менее 1000 В.
Для обеспечения циркуляции воздуха между обмотками оставляется воздушный зазор. На ферритовом сердечнике собирают трансформатор тока, включающийся в цепь к плюсовой линии. Сердечник обматывается термобумагой, в качестве которой лучше использовать кассовую ленту. Выпрямительные диоды крепят к алюминиевой пластине радиатора. Выходы диодов соединяют неизолированными проводами, сечение которых равно 4 мм.
Инверторный блок. Основным предназначением инверторной системы является преобразование постоянного тока в переменный с большой частотой. Для ее увеличения используются полевые транзисторы, работающие на закрытие и открытие с высокой частотой. Использовать рекомендуется не один мощный транзистор, а реализовать схему на основании двух менее мощных. Нужно это для стабилизации частоты тока. В схеме должны присутствовать конденсаторы, соединяющиеся последовательно.
Система охлаждения. На стенке корпуса устанавливаются вентиляторы охлаждения, для чего могут быть использованы компьютерные кулеры. Они необходимы для охлаждения рабочих элементов. Чем больше их используется, тем лучше. Обязательно устанавливается два вентилятора для обдувки вторичного трансформатора. Один кулер обдувает радиатор, благодаря чему предотвращается перегрев рабочих элементов — выпрямительных диодов.
Стоит воспользоваться вспомогательным элементом — термодатчиком, который рекомендуется устанавливать на нагревающемся элементе. Датчик срабатывает при достижении критической температуры нагрева какого-либо элемента. После его срабатывания питание устройства отключается.
В процессе работы инверторная сварка быстро нагревается, поэтому обязательно должно быть два мощных кулера. Эти кулеры или вентиляторы помещаются на корпус устройства, чтобы работали на вытяжку воздуха. Свежий воздух поступает в систему через отверстия в корпусе. В системном блоке данные отверстия уже имеются, а при использовании любого другого материала не забудьте об обеспечении притока свежего воздуха.
Пайка платы. Ключевой фактор, ведь схема основана на плате. Транзисторы и диоды на ней важно смонтировать встречно друг к другу. Монтируется плата между радиаторами охлаждения, при помощи чего и соединяется цепь электроприборов. Рассчитывается питающая цепь на 300 В напряжения. Дополнительное расположение конденсаторов 0,15 мкФ позволяет сбрасывать избыток мощности обратно в цепь. На выходе трансформатора помещаются конденсаторы и снабберы, при помощи которых гасится перенапряжение на выходе вторичной обмотки.
Настройка, отладка работы. После сборки инверторной сварки требуется еще ряд процедур, в частности, настройка функционирования. Для этого к ШИМ (широтно-импульсному модулятору) надо подключить 15 В напряжения и запитать кулер. Дополнительно в цепь включают реле через резистор R11. Реле в цепь включается во избежание скачков напряжения в сети 220 В. Важно проконтролировать включение реле, а затем подать питание на ШИМ. В итоге должна получиться картина, когда прямоугольные участки на диаграмме ШИМ должны исчезнуть.
О правильности соединения можно судить, если при настройке реле выдает 150 мА. Если сигнал слабый, значит, платы соединены неправильно. Возможно, пробита одна из обмоток. Для устранения помех укорачиваются все питающие электропроводы.
Самостоятельный подход к ремонту и эксплуатации
Самые важные элементы схемы уже описаны, остается лишь добавить, что сварочный инвертор — прибор не очень сложный, при желании и заинтересованности его можно собрать своими руками. По запросу: схемы сварочных инверторов скачать, можно найти огромное количество готовых схем и видеороликов о самостоятельной сборке сварочных инверторов и их ремонте на нашем сайте.
Если вы понимаете сам принцип работы аппарата, то, достав нужные запчасти, можно очень экономно подойти к вопросу, покупать ли инвертор, чинить его самим или отнести в мастерскую.
Еще по этой теме на нашем сайте:
- Плазменная резка металла своими руками – принцип плазменной резки металла Для принципа плазменной резки характерно использование электродов, способствующих возникновению электрической дуги. Так как образующаяся плазма достигает температуры до 30.000 градусов, происходит разделение обрабатываемого материала в…
- Самый простой сварочный инвертор своими руками — подбираем транзисторы Инвертор представляет собой прибор, который служит для сварки и резки чёрных и цветных металлов, а также нержавеющей стали. Основным его преимуществом является работа от постоянного…
- Сварка трубопроводов — соблюдаем ГОСТ при сварке труб Исходя из условий работы и прямого назначения, к трубам предъявляют целый список условий, установленных ГОСТом (специальный технические условия). Так, например, сварочные трубы, которые применяются во…
- Правильная сварка полуавтоматом — видео: начальная настройка полуавтомата и работа Сварочные полуавтоматы популярны среди не только среди профессионалов, но также среди любителей, исповедующих простое правило: хочешь сделать хорошо – сделай сам.
 Именно для них следующий…
Именно для них следующий…
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Проверка работоспособности
После сборочных и отладочных работ проверяется работоспособность сварочного аппарата. Для этого устройство надо запитать от электросети 220 В, далее задать высокие показатели силы тока и сверить показатели по осциллографу. В нижней петле напряжение должно быть в пределах 500 В и не более 550 В. Если все правильно и электроника подобрана строго, показатель напряжения не превысит величины 350 В.
Потом сварка проверяется в действии. С этой целью используются необходимые электроды, и шов раскраивается до полного выгорания электрода. Затем важно проконтролировать температуру трансформатора. Если он попросту закипает, значит, в схеме есть недочеты и работу лучше не продолжать.
После раскраивания двух-трех швов радиаторы нагреются до большой температуры, и важно дать им остыть. Для этого хватит двух-трехминутной паузы, в итоге температура выровняется до оптимальной.
Cхемы сварочных инверторов
Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов.
Все сварочные аппараты делятся на несколько основных групп: Для проведения электродуговой сварки при применении покрытых специальным составом электродов применяется оборудование типа ММА. Далее мы приводим блок-схему функционирования стандартного инвертора, которая наглядно демонстрирует принцип его применения. Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов.
Пайка платы.
Выводы Инвертор — сложное электронное устройство, но простое в использовании, его подключают к электрической цепи с напряжением V и без опасения проводить сварочные работы. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву.
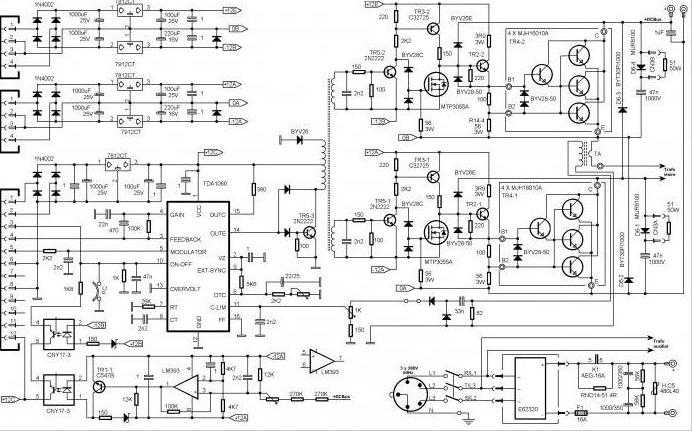
Схемы аппаратов Сварис
Конденсаторы, установленные в фильтре, после активации зарядки способны выдавать большой силы ток, который сжигает, поэтому инвертор обеспечивается плавным пуском. Несмотря на применение схожей схемы при создании практически всех инверторов, они существенно отличаются друг от друга. Электрическая схема предполагает работу агрегата на основе импульсных преобразователей высокой частоты. Обычные выпрямительные диоды с такой задачей бы не справились — они бы просто не успевали открываться и закрываться, нагревались и выходили бы из строя.
Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов. Модуль ключей представлен четырьмя транзисторами в каждой из четырех групп. Затем происходит выравнивание тока при наличии конденсатора и его поступление к блоку транзистора.
Принципиальная электрическая схема в деталях: составляющие
Таким образом, на первом этапе мы получаем на выходе с выпрямителя постоянный ток, имеющий значение более V. Ранее в сварочных инверторах использовались трансформаторы, очень мощные, работающие за счет обмотки трансформатора и имеющие, из-за этого, размеры и вес, делающие сварочные аппараты громоздкими и неудобными в применении. Инверторное устройство еще раз преобразовывает электроток теперь уже в переменный , увеличивая при этом его частоту.
Ранее в сварочных инверторах использовались трансформаторы, очень мощные, работающие за счет обмотки трансформатора и имеющие, из-за этого, размеры и вес, делающие сварочные аппараты громоздкими и неудобными в применении. Инверторное устройство еще раз преобразовывает электроток теперь уже в переменный , увеличивая при этом его частоту.
Через них протекают огромные токи. Часть 1. При устройстве вторичной обмотки витки наматываются в несколько слоев. Если напряжение провода меньше В, значит, устройство неисправно. Схема китайского инвертора
Как пользоваться аппаратом
После включения самодельного аппарата в цепь контроллер автоматически задает определенную силу тока. Если напряжение провода меньше 100 В, значит, устройство неисправно. Придется аппарат разобрать и повторно проверить правильность сборки. При помощи такого вида сварочных аппаратов осуществляется спайка и черных, и цветных металлов. Для сборки сварочного аппарата потребуется владение основами электротехники и, конечно, свободное время для его изготовления.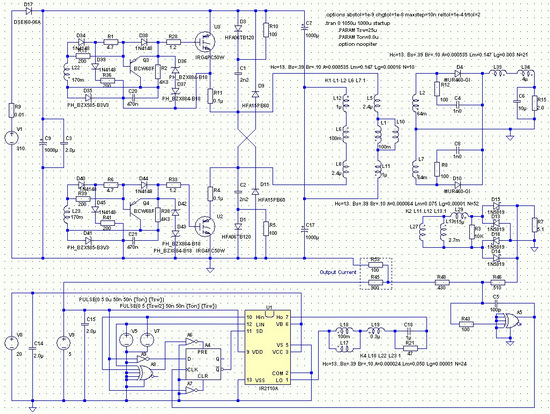
Инверторная сварка незаменима в гараже. Если не обзавелись еще этим инструментом, сделайте его самостоятельно и пользуйтесь в свое удовольствие!
SS-ARC200, Китай принципиальная схема сварочного аппарата igbt инвертора mma-200 сварочный аппарат zx7 Производитель и поставщик Цена FOB 35,0-62,0 долл. США/комплект
Базовая спецификация
| сварочный аппарат | igbt инвертор сварочный аппарат mma-200 |
|---|---|
| инверторный сварочный аппарат | БТИЗ |
| Горячий старт | легкое зажигание дуги |
| Принадлежности | электрододержатель с кабелем и маской |
| Цвет | Оранжевый, красный, номер карты цветов по желанию |
| Диаметр | 1,5-5 мм |
| Макс. Толщина сварки | стержень 5 мм |
| Вес | 3,2 кг |
| Номинальный рабочий цикл | 60% |
| Тип | Аппараты дуговой сварки |
| Метод охлаждения | Воздушное охлаждение |
| Номинальная входная мощность | 6,4 кВт |
| Номинальное входное напряжение | 220В |
Подробное описание
Принципиальная схема IGBT инвертора сварочного аппарата mma-200 zx7 сварщик
Почему стоит выбрать sonscn?
Product Description
1. Picture
Picture
2. Detail picture
3.Features
1 . Инверторная технология IGBT: Внедрение передовой инверторной технологии, которая характеризуется сверхмощным сварочным аппаратом с меньшими размерами и меньшим весом (4,5 кг), но также гарантирует его высокую Коэффициент использования мощности.
2. Легкий и удобный: дизайн с учетом портативности и использования на открытом воздухе, ручка (или плечевой ремень) сверху позволяет носить устройство повсюду. Это идеальные машины, подходящие для небольших строительных работ, обивки. промышленность, большая высота, работа в полевых условиях, ремонт и домашний мастер.
Легкий и удобный: дизайн с учетом портативности и использования на открытом воздухе, ручка (или плечевой ремень) сверху позволяет носить устройство повсюду. Это идеальные машины, подходящие для небольших строительных работ, обивки. промышленность, большая высота, работа в полевых условиях, ремонт и домашний мастер.
3. Горячий пуск: обеспечивает легкое и идеальное зажигание дуги.
4. Охлаждение вентилятором: Двойной вентилятор сводит к минимуму всасывание частиц, улучшает рабочий цикл , производительность сварки и продлевает срок службы.
5. Защита от перегрузки: идеальная функция самозащиты в случаях перенапряжения,
Защита от перегрузки: идеальная функция самозащиты в случаях перенапряжения,
низкого напряжения, перегрузки по току, перегрева; безопасно и надежно.
6. Подходит для всех видов основных сварочных прутков, включая кислотность, щелочность и целлюлозу электрод с покрытием.
7. Suit for carbon steel,stainless,alloy steels and other require
4. Technical parameter
Technical parameter
| Parameters | ARC200 | Output Ток | 30-200 А | |
| Входное напряжение | 220 В (1 фаза), 50/60 Гц | Duty cycle | 60% | |
| Input current | 30A | Welding rod | 1.5-4mm | |
| No-load voltage | 80 В | Подходящая плата | 1,5-11 мм | |
| EIFFCITY | 85% | Защитный класс 85% | .0088 | IP21 |
| Input power | 5kw | Weight | 4kg | |
| Output voltage | 27V | Dimensions(cm) | 31x13x20 |
 6pt;”>
6pt;”>
Упаковка и доставка
5. Packing
Packing
Обычно.
1. Одна машина и аксессуары помещаются в 1 цветную или 1 картонную коробку
Затем 2 коробки помещаются в одну стандартную коробку.
2. Один станок и аксессуары помещаются в 1 пластиковый ящик для инструментов.
Затем 2 ящика для инструментов помещаются в одну стандартную коробку.
1. Картонная/цветная коробка Упаковка | 2. | ||||||||||||||||
Box size | 36.5x15x28cm | Tool box size | 43x15x37cm | ||||||||||||||
Размер картонной коробки | 38X33X31CM | Размер картонной работы | 43.5×31.5×390 | 43.5×31.5×390 | |||||||||||||
43.51.590 | 43.51.590 | 43.51.590 | 43.51.590 | .cm | |||||||||||||
G.W/CTN | 16kgs | G. | 18kgs | ||||||||||||||
20 FT’S | 1470pcs/735ctns | 20 FT’S (pcs) | 1040pcs/520ctns | ||||||||||||||
 Plastic tool box packing
Plastic tool box packing  W/CTN
W/CTN
6. Аксессуары
На ваш выбор предлагаются стандартные и дополнительные аксессуары.
Стандартные принадлежности: 1.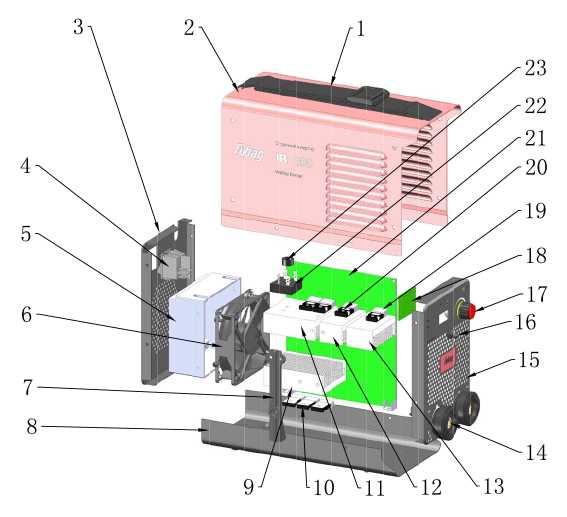 Разъем
Разъем
2. Держатель электрода с кабелем.
3. Зажим заземления с кабелем.
Дополнительные аксессуары: 1. Проводная щетка
2. Сварка маска
3. Пластиковый ящик для инструментов
Пластиковый ящик для инструментов
Информация о компании
7.Мастерская
Есть 5 мастерских. При изготовлении инверторного сварочного аппарата mma-200 , t компоненты вставляются в платы на станке, все платы производственного цеха сварщиков, сборочного цеха, цеха покраски и испытательного цеха. Каждая машина проходит 5 этапов проверки перед поставкой.
| Мастерская | Worker | Machine | Quantity/day | Work time | ||
| Components insert in board | 10 | 3 | 1000pcs | 10 часов | ||
| Рабочий магазин досок | 40 | 10 | 1000PCS | 1000PCS | 1000PCS 0009 | 10hours |
| Assemble workshop | 40 | 10 | 1000pcs | 10hours | ||
| Printing workshop | 5 | 3 | 1000 шт. | 10 часов | ||
| Испытательный цех | 8 10| 10 | 1000pcs | 10hours | |
 6px; font-family: Arial,Helvetica; width: 598px; color: #333333;”>
6px; font-family: Arial,Helvetica; width: 598px; color: #333333;”>
8. Exhibition
Exhibition
Every year we attend twice Canton Fair , You can see all of our inverter mma Сварочный аппарат -200 на ярмарке и проверьте качество продукции. Искренне приглашаем вас посетить наш завод после ярмарки. Давайте поговорим с глазу на глаз.
9. Сертификация
Наша сварочная машина MMA-200 Got CCC, GMC, CE
Наши услуги
Наши услуги
Наши услуги
.
A: город Юнкан, провинция Чжэцзян, Китай.
В: Какой у вас сертификат?
A: CE и CCC. Все виды сертификатов могут быть предоставлены на основе большого количества закупок.
В: Сколько времени займет запрос образцов?
A: Вообще говоря, через 3 рабочих дня после получения платежа.
В: Каково ваше время выполнения заказа для массовых продуктов, таких как 5000 единиц на единицу?
A: Примерно через 25-35 дней после получения предоплаты.
В: Каковы ваши условия оплаты?
A: T/T, наличными, Western Union или L/C.
 0000pt; margin: 0.0000pt;”> В: Каков охват вашего рынка в регионе?
0000pt; margin: 0.0000pt;”> В: Каков охват вашего рынка в регионе?
A: Наши рынки по всему миру в каждом уголке, у нас есть 8 лет опыта во внешней торговле.
Q: Какова ваша основная линейка продуктов?
A: В основном мы производим инверторные дуговые сварщики, сварочные аппараты TIG, сварочные аппараты MIG Стартер перемычек и ИБП. и т.д.
В: Как нам сохранить наши цены конкурентоспособными?
 0000pt;”> О: У нас есть отношения с большим количеством поставщиков, и мы можем найти лучший источник материалов, чтобы постоянно экономить ваши затраты, соответствовать вашему графику разработки. удовлетворить ваши потребности в прототипировании или массовом производстве.
0000pt;”> О: У нас есть отношения с большим количеством поставщиков, и мы можем найти лучший источник материалов, чтобы постоянно экономить ваши затраты, соответствовать вашему графику разработки. удовлетворить ваши потребности в прототипировании или массовом производстве.
В: вы фабрика или торговая компания?
A: Мы фабрика, мы предоставляем услуги OEM.
В: Какова ваша гарантия?
 0000pt; margin: 0.0000pt;”> О: 12 месяцев. Обычно мы поставляем некоторые запасные части для ремонта клиента со следующим заказом, если они сломаны.
0000pt; margin: 0.0000pt;”> О: 12 месяцев. Обычно мы поставляем некоторые запасные части для ремонта клиента со следующим заказом, если они сломаны.
Дополнительная информация
| Условия оплаты | Аккредитив, Т/Т, Вестерн Юнион, денежный перевод |
|---|---|
| Минимальный заказ | 50шт |
| Срок поставки Срок поставки | 25 дней |
| Доступен образец | Да Спросите образец |
| Информация о доставке | 15-35 дней после получения депозита |
| Порт FOB | Нинбо, Шанхай |
| Информация о загрузке | LCL, PALLET, FCL и по морю или по воздуху или по воздуху экспресс |
| Информация об упаковке | 1 комплект/коробка из пенопласта, в картонной коробке, 2 коробки 2 коробки/коробка Размер: 35×23,5×30см |
| Целевой рынок(-и) | Африка (кроме Ближнего Востока), Центральная и Южная Азия, Восточная Европа, Гонконг/Макао/Тайвань, Япония и Корея, Латинская Америка, материковый Китай, Ближний Восток, Северная Америка, Северная Европа, Океания, Юго-Восточная Азия, Западная и Южная Европа |
О нас
Завод электроприборов Yongkang SongShi
Завод электроприборов Yongkang Songshi является профессиональным производителем инверторных сварочных аппаратов, объединяющим проектирование, производство и продажу в единое целое. Наше предприятие придерживается политики импорта и воспитания талантов. Мы будем постоянно улучшать композитный диатез и возможности нашего персонала, а также оптимизировать управление качеством. Наш завод располагает современным оборудованием для производства, испытаний и наладки. Средства тестирования самые совершенные в стране. Наша продукция имеет надежное качество и хорошо зарекомендовала себя среди наших клиентов. Мы придерживаемся принципа «техническое опережение, качество прежде всего, клиент превыше всего». Мы примем новые вызовы с новыми функциями и сильным развитием. Мы будем постоянно предоставлять нашим клиентам лучшие продукты и услуги. Мы постараемся сделать все возможное, чтобы создать блестящее будущее. .
Наше предприятие придерживается политики импорта и воспитания талантов. Мы будем постоянно улучшать композитный диатез и возможности нашего персонала, а также оптимизировать управление качеством. Наш завод располагает современным оборудованием для производства, испытаний и наладки. Средства тестирования самые совершенные в стране. Наша продукция имеет надежное качество и хорошо зарекомендовала себя среди наших клиентов. Мы придерживаемся принципа «техническое опережение, качество прежде всего, клиент превыше всего». Мы примем новые вызовы с новыми функциями и сильным развитием. Мы будем постоянно предоставлять нашим клиентам лучшие продукты и услуги. Мы постараемся сделать все возможное, чтобы создать блестящее будущее. .
Общая информация
| Год создания | 2002 |
|---|---|
| Капитал | 101 тысяча долларов США – 500 тысяч долларов США |
| Объем продаж | 2,5 миллиона долларов США – 5 миллионов долларов США |
| Торговая марка | SONSCN 松石 |
Экспортная информация
| Год экспорта | 2002 |
|---|---|
| Процент экспорта | 81% – 90% |
| Время доставки | 30 дней |
| Минимальный объем заказа | 50 |
| Условия оплаты | Аккредитив Т/Т |
Информация о производительности
| Производственные линии | 3 строки |
|---|---|
| Заводской размер | 3000 квадратных метров |
| Ежемесячная производительность | 12000шт |
| Инвестиции в производственное оборудование | 501 тысяча долларов США – 1 миллион долларов США |
| Количество сотрудников | 51 – 100 человек |
| Количество сотрудников НИОКР | 5 – 10 человек |
| Количество инженеров | 5 – 10 человек |
| Количество сотрудников отдела контроля качества | 5 – 10 человек |
Информация о заводе: Yongkang SongShi Electric Appliance Factory
| Страна/регион | Цзиньхуа, Чжэцзян, Китай |
|---|---|
| Адрес | No. 156 Huachuan Road, Новый район Чэнси, город Юнкан, 156 Huachuan Road, Новый район Чэнси, город Юнкан, |
| Почтовый индекс | 321300 |
| Знакомство с заводом | Yongkang Songshi Electric Appliance Factory является профессиональным производителем инверторных сварочных аппаратов, объединяющим проектирование, производство и продажу в единое целое. Наше предприятие придерживается политики импорта и воспитания талантов. Мы будем постоянно улучшать композитный диатез и возможности нашего персонала, а также оптимизировать управление качеством. Наш завод располагает современным оборудованием для производства, испытаний и наладки. Средства тестирования самые совершенные в стране. Наша продукция имеет надежное качество и хорошо зарекомендовала себя среди наших клиентов. Мы придерживаемся принципа «техническое опережение, качество прежде всего, клиент превыше всего». Мы примем новые вызовы с новыми функциями и сильным развитием. Мы будем постоянно предоставлять нашим клиентам лучшие продукты и услуги. Мы постараемся сделать все возможное, чтобы создать блестящее будущее. Мы постараемся сделать все возможное, чтобы создать блестящее будущее. |
Сварка волоконным лазером: чем она отличается?
Сварка — это процесс, при котором сплавляются различные металлические предметы путем подачи тепла в локализованной области.
Использование волоконного лазера для выработки тепла и выполнения сварочных операций произвело революцию в обрабатывающей промышленности.
Сварка волоконным лазером использует высокоэнергетический лазер для получения тепла, необходимого для сварки. Волоконно-оптический кабель доставляет лазерный луч к лазерной головке, которая затем фокусирует его на поверхности, в результате чего на пути соединения объектов образуется расплавленная ванна, вызывающая сплавление при затвердевании.
В этой статье обсуждается сварка волоконным лазером, ее процесс, области применения и преимущества.
В конце я также обсудил некоторые из лучших сварочных аппаратов для волоконного лазера.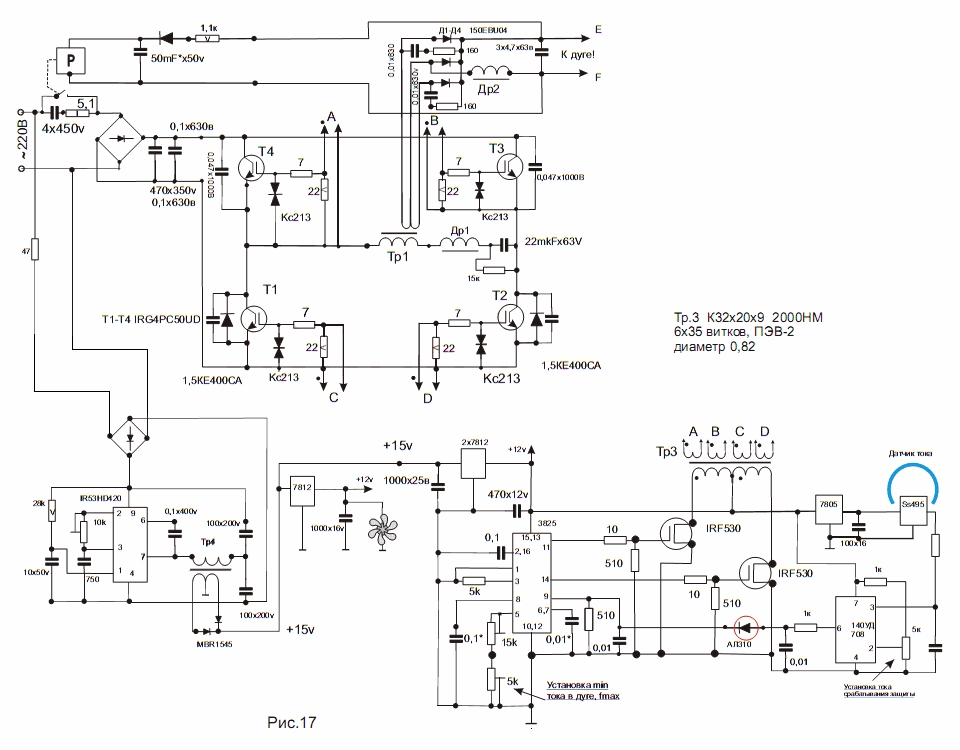
Что в этой статье?
- Что такое волоконная лазерная сварка?
- Факторы, влияющие на сварку волоконным лазером
- Преимущества сварки волоконным лазером по сравнению с традиционной сваркой
- Применение сварки волоконным лазером
- Можно ли использовать волоконный лазерный резак для лазерной сварки?
- Лучшие сварочные аппараты для волоконного лазера
- Часто задаваемые вопросы (FAQ)
MellowPine поддерживается читателями. Когда вы покупаете по ссылкам на моем сайте, я могу получить партнерскую комиссию без каких-либо дополнительных затрат для вас.
Что такое волоконная лазерная сварка?
При сварке волоконным лазером для выработки тепла используется высокоэнергетический лазер .
Присадочный металл не является обязательным во время этого процесса сварки, так как многие машины с волоконным лазером производят автогенную сварку (без присадочного материала).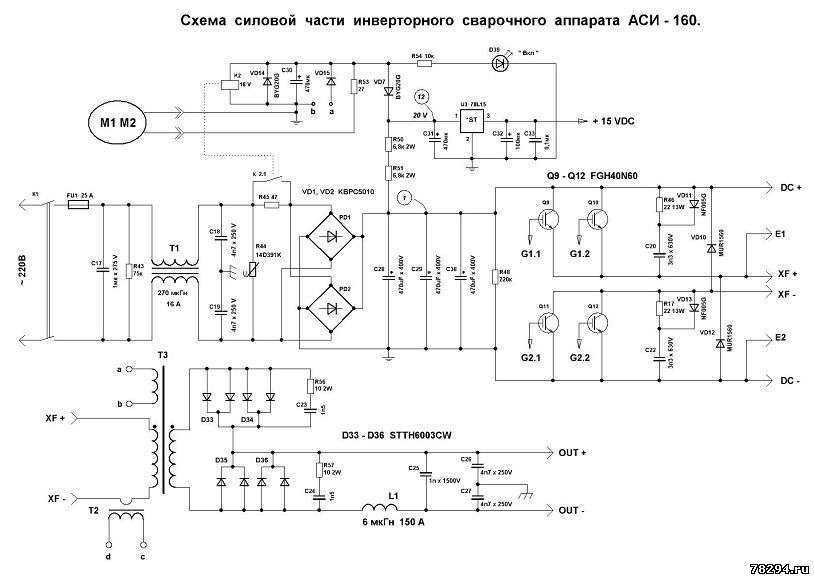
Однако требуется постоянная подача защитных газов, таких как аргон или гелий, для предотвращения загрязнения сварного шва посторонними частицами или парами воды.
Во время процесса значительная часть падающего лазера отражается, что приводит к потере мощности лазера.
Сварочные аппараты для волоконного лазера бывают как с ЧПУ, так и в ручном исполнении, последнее дешевле и доступнее.
Мощность лазера в этих машинах обычно варьируется от 1000 Вт до 3000 Вт, а в некоторых специальных промышленных машинах до 6000 Вт.
Сварка волоконным лазером сводит к минимуму зону термического влияния, что приводит к минимальной деформации материала или обесцвечиванию окружающих поверхностей.
Компоненты сварочного аппарата с волоконным лазером
Различные компоненты составляют сварочный аппарат с волоконным лазером.
Лазерный источник
Лазерный источник состоит из лазерной лампы (как правило, диодного лазерного модуля), которая генерирует лазер, используемый для операции сварки.
Этот лазер затем усиливается за счет легирования редкоземельными материалами и повышения его способности плавить материал заготовки.
Волоконно-оптический кабель
Эти пластиковые или стекловолоконные трубки направляют лазер по нужному пути за счет отражения.
Способность оптоволоконного кабеля эффективно передавать лазерное излучение зависит от различных факторов, таких как толщина, длина и материал оптоволоконного кабеля.
Сварочный пистолет
Сварочный пистолет для волоконной лазерной сваркиСварочный пистолет представляет собой ручной компонент сварочного аппарата с волоконным лазером, который направляет лазерный луч на материал заготовки.
Как правило, он имеет эргономичный дизайн с удобным триггером для включения и выключения лазера.
Линза
Линза сварочного аппарата с волоконным лазером помогает сфокусировать лазерный луч на зоне сварки.
Их диаметр обычно варьируется от 10 мм (0,4 дюйма) до 50 мм (2 дюйма), но может достигать 70 мм (2,8 мм).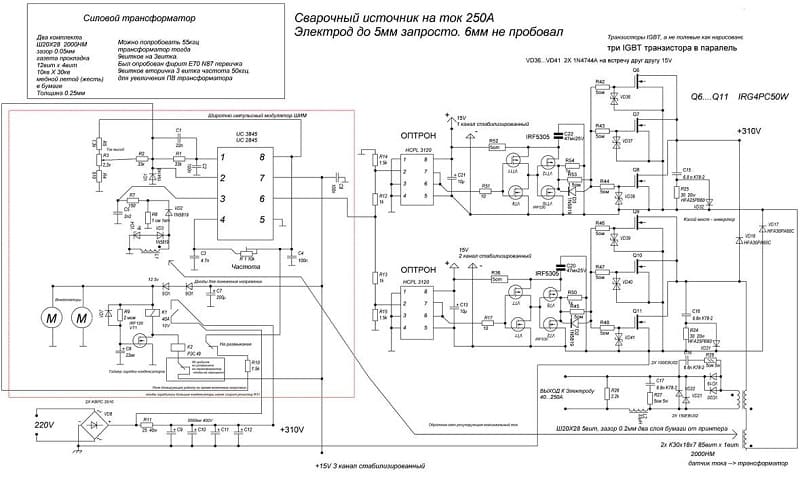
Каждая фокусирующая линза имеет фиксированное фокусное расстояние, и в зависимости от размера линзы фокусное расстояние обычно варьируется от 20 мм (0,8 дюйма) до 100 мм (4 дюйма).
Панель управления
Панель управления сварочным аппаратом с волоконным лазеромПанель управления сварочным аппаратом с волоконным лазером состоит из дисплея и клавиш управления для просмотра и изменения параметров процесса.
Система охлаждения
Непрерывная работа волоконного лазера рассеивает огромное количество тепла, которое, в свою очередь, нагревает такие компоненты, как фокусирующая линза.
Поэтому для поддержания температуры под контролем и предотвращения перегрева оборудования требуется система охлаждения.
Центробежный насос используется для циркуляции воды или масляного хладагента в рубашке охлаждения, окружающей лазерную систему, таким образом регулируя ее температуру.
Факторы, влияющие на сварку волоконным лазером
Частота лазера
Частота лазера является важным фактором в процессе сварки. Полная форма волны лазера контролируется путем изменения частоты лазера.
Полная форма волны лазера контролируется путем изменения частоты лазера.
При постоянной мощности лазера энергия лазера уменьшается с увеличением частоты и наоборот. Таким образом, частота лазера должна быть оптимальной, как указано в руководстве пользователя.
Например, если частота лазера чрезвычайно высока, энергия лазера будет очень низкой, что приведет к недостаточной сварке.
Диаметр лазерного пятна
Диаметр лазерного пятна регулируется путем изменения кривизны или положения линзы для перемещения точки схождения.
Крайне важно поддерживать оптимальный размер пятна, поскольку больший диаметр пятна приведет к низкой плотности энергии и недостаточной сварке.
С другой стороны, слишком тесное место может привести к перегреву материала, что приведет к деформации заготовки.
Волоконно-оптический кабель
Материал и диаметр оптоволоконного кабеля косвенно влияют на окончательный сварной шов, поскольку он направляет лазерный луч на линзу.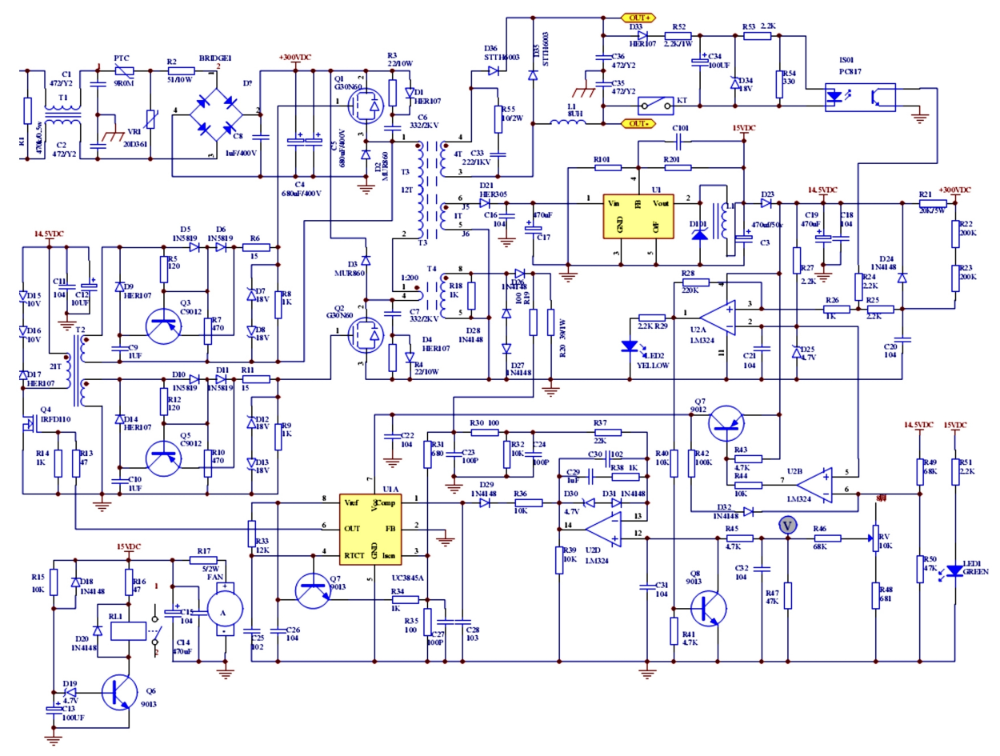
Его диаметр не должен быть слишком маленьким, так как это может привести к рассеянию лазерного луча, тогда как больший диаметр может привести к чрезмерным отражениям и потерям энергии.
Материал волокна должен иметь высокую отражательную способность, чтобы волокно поглощало минимальную энергию лазера.
Мощность лазера
Мощность лазера сварочного аппарата с волоконным лазером варьируется от одного аппарата к другому, и чем выше мощность лазера, тем выше его способность генерировать тепло.
Чрезвычайно высокая мощность может повредить поверхность заготовки, а отраженные лучи этого чрезвычайно мощного лазера могут вызвать ожоги кожи или повреждение глаз при контакте.
Напротив, очень низкая мощность лазера приведет к недостаточному выделению тепла, что приведет к некачественному сварному шву.
Скорость сварки и скорость подачи проволоки
Лазерная головка должна иметь оптимизированную скорость, обеспечивающую тщательную сварку с равномерным наплавлением.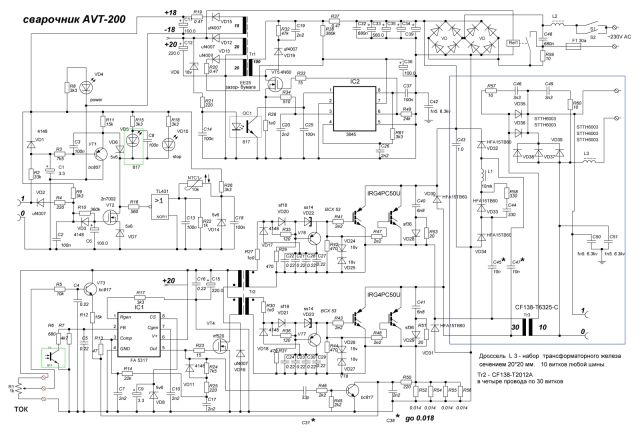
Если используется присадочный металл, необходимо также тщательно контролировать скорость подачи проволоки, так как более высокая скорость может привести к потерям материала. Напротив, более низкая скорость приведет к недостаточной сварке.
Поток газа
Направление и скорость потока газа также следует тщательно контролировать и регулировать.
Во-первых, поперечный поток воздуха не должен быть слишком интенсивным, так как это может нарушить направление лазера, что в конечном итоге повлияет на лазерный шов.
Во-вторых, поток защитного газа должен быть умеренным.
Это связано с тем, что очень высокая скорость потока может мешать работе лазера, тогда как более низкая скорость потока обеспечивает недостаточное экранирование, что может привести к загрязнению сварного шва.
Состояние заготовки
Заготовка должна быть чистой и необработанной. Замасленная и запыленная поверхность, оцинкованная поверхность или внешний оксидный слой могут препятствовать процессу сварки.
Преимущества сварки волоконным лазером
Гибкость материала
Сварка волоконным лазером может использоваться для сварки практически любых металлических деталей.
Мощность волоконного лазера можно отрегулировать в зависимости от свариваемого металла и получить прочный сварной шов.
Кроме того, эта сварка волоконным лазером также применима для сплавления разнородных металлов, например, для сварки медных заготовок с алюминиевыми пластинами.
Гибкость и удобство
Сварочный аппарат с волоконным лазером компактен и портативен, что позволяет легко перемещать его из одной точки в другую.
Его оптоволоконный кабель очень эффективен для доставки лазерного излучения на большие расстояния без значительных потерь лазерной энергии, что делает его пригодным для сварки на больших расстояниях.
Кроме того, эти лазеры просты в использовании. Тем не менее, требуется обучение, чтобы понять протоколы эксплуатации и лазерной безопасности.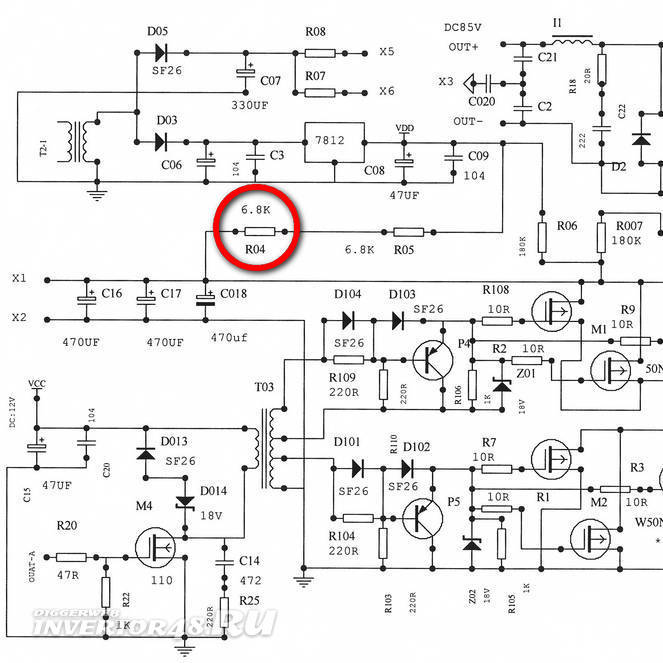
Разнообразие сварных швов
С помощью волоконной лазерной сварки можно получить множество различных типов соединений между двумя объектами, например, соединение встык, соединение внахлест, Т-образное соединение и т. д.
Превосходное качество сварки
Окончательный сварной шов механически прочен и не разрушается, поскольку его прочность выше, чем прочность самого основного металла.
С помощью этого процесса можно точно и аккуратно сваривать даже сложные геометрические детали.
Без последующей обработки
Окончательный сварной шов не требует какой-либо последующей обработки для защиты или эстетической цели, поскольку он прочен и имеет привлекательный внешний вид.
Безопасная эксплуатация
В станках с лазерным волокном имеется несколько датчиков безопасности для обеспечения безопасности операторов.
Сюда входят термодатчики, сигнализаторы и лампочки для индикации любой возможной неисправности.
Например, если лазерная головка начнет перегреваться, датчик подаст сигнал тревоги, и система автоматически выключится.
Экономичность
Обучение обращению с этими лазерными установками простое и короткое, что позволяет оператору легко начать использовать их после короткого периода обучения, что снижает затраты на обучение.
Кроме того, по сравнению с обычными процессами сварки, этот тип не требует обработки или требует минимальной обработки, что в конечном итоге экономит время и деньги, затрачиваемые на вторичные процессы для повышения качества сварного шва.
Вариант автоматизации
Хотя ручные волоконные лазерные станки более распространены, также доступны версии с ЧПУ. Они проще в использовании и обеспечивают более качественные сварные швы.
Применение волоконной лазерной сварки
Применение волоконной лазерной сваркиТехника сварки волоконным лазером широко применяется во многих отраслях промышленности.
| Applications | Description |
|---|---|
| Aircraft Industry | Welding aircraft frames |
| Automotive Industry | Welding automotive frames and shafts |
| Defense Industry | Welding frames and armor plates of tanks и бронетехники |
| Электронная промышленность | Сварка печатных плат и корпусов аккумуляторов |
| Медицинская промышленность | Сварка медицинских изделий, таких как сердечные стенты |
| Строительная промышленность | Сварка столов и оконных рам |

Наиболее распространенные металлы, которые можно подвергать сварке волоконным лазером, включают латунь, алюминий, нержавеющую сталь, сплавы меди и даже некоторые сплавы титана и никеля.
Эти металлы широко используются в промышленности и часто требуют сварки для изготовления различных компонентов.
Например, крылья самолетов часто состоят из алюминиевых листов, которые требуют сварки. Сварка волоконным лазером идеально подходит для этого применения.
Подобным образом, этот процесс сварки идеально подходит для сварки двух разных компонентов автомобильного шасси.
Можно ли использовать волоконный лазерный резак для лазерной сварки?
Волоконный лазерный резак нельзя использовать для выполнения сварочных работ.
Газ в резаке для волоконного лазера используется для выдувания расплавленного металла из пропила, что увеличивает скорость резки.
В сварочных аппаратах с волоконным лазером газ течет параллельно лазеру, чтобы защитить его от загрязнения.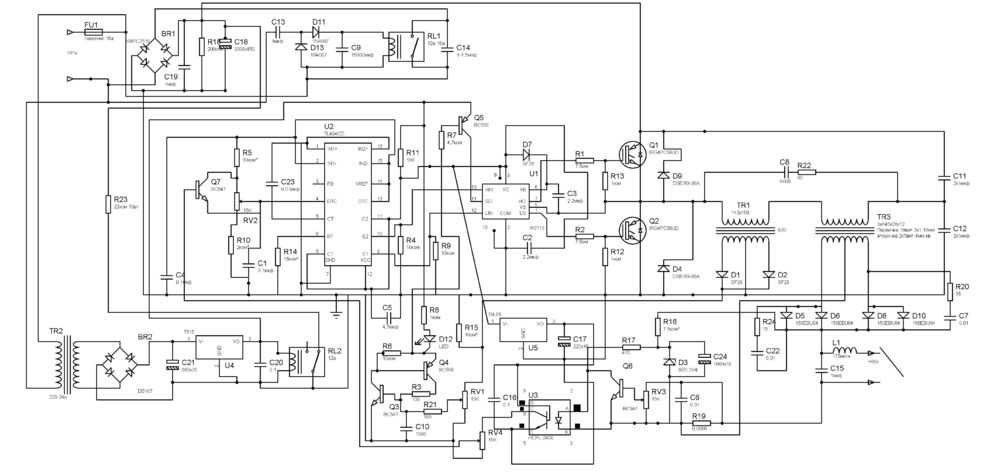
Кроме того, для сварки волоконным лазером требуется сопло с поперечным потоком, которое подает воздух для минимизации разбрызгивания сварного шва.
Кроме того, линза, используемая в лазерных резаках, создает очень маленькое пятно, что приводит к высокой плотности энергии для испарения материала.
В результате температура лазера в резаках с волоконным лазером выше, чем в сварочных аппаратах с волоконным лазером, что приводит к тому, что большая энергия ударяет по заготовке, что приводит к резке.
Гибридные волоконно-лазерные станки
Технологические достижения привели к разработке гибридных станков с ЧПУ, в которых есть как сварочная головка для волоконного лазера, так и режущая головка, что позволяет выполнять оба процесса на одной машине.
Эти гибридные станки с ЧПУ идеально подходят для сварки деталей сложной геометрической формы.
Их ключевой особенностью является автономное и симметричное сопло, в котором находится линза и поперечные форсунки, защищающие лазерную оптику от сварочных брызг.
Сопло также обеспечивает коаксиальный поток защитных газов, благодаря чему лазер и сварной шов защищены от загрязнения.
Вам необходимо изменить параметры процесса в программе ЧПУ для переключения между сваркой и резкой.
Эти многозадачные машины сокращают затраты, время и усилия, повышая эффективность производства и точность сварки.
Лучшие сварочные аппараты с волоконным лазером
JPT LW 1000 — сварочный аппарат с волоконным лазером газ.
Он имеет размеры 0,034″ x 0,022″ x 0,041″ и включает в себя систему водяного охлаждения, красную точку визуального позиционирования и автоматическую подачу проволоки. Скорость сварки можно изменять от 0 до 120 мм/с.
Модель JPT LW 100 работает от однофазного напряжения 220 В и использует оптоволоконный кабель длиной 7 метров.
С помощью этой модели можно добиться толщины сварного шва от 0,5 мм (0,02 дюйма) до 5 мм (0,2 дюйма).
Он может легко сваривать металлы и сплавы, такие как нержавеющая сталь, серебро, золото, титан, медь и т. д., поэтому он обычно используется для сварки шкафов, полок, оконных ограждений, дверей из нержавеющей стали, стальной мебели и т. д.
д., поэтому он обычно используется для сварки шкафов, полок, оконных ограждений, дверей из нержавеющей стали, стальной мебели и т. д.
JPT LW 1000
Ручной волоконно-лазерный сварочный аппарат мощностью 1000 Вт
Водяное охлаждение со скоростью сварки 0–120 мм/с
Превосходная портативность благодаря 7-метровому оптоволоконному кабелю
Triumph TR-FLW 1000 W
Triumph TR FLW 1000TR-FLW 1000 W также представляет собой портативный сварочный аппарат с волоконным лазером мощностью 1000 Вт, длина волны лазера которого составляет 1070 нм.
Состоит из красного светового индикатора для позиционирования лазера, системы водяного охлаждения и устройства подачи качающейся нити. Вы можете изменять скорость сварки от 0 до 120 мм/с.
Модель TR-FLW 1000 W работает от однофазного напряжения 220 В и использует оптоволоконный кабель длиной 10 метров.
Он также может легко сваривать различные металлы и сплавы, что делает его подходящим для различных отраслей промышленности.
Triumph TR-FLW 1000 W
Ручной волоконно-лазерный сварочный аппарат мощностью 1000 Вт
Красный световой индикатор для точного позиционирования
Система с водяным охлаждением и скоростью сварки от 0 до 120 мм/с
10-метровый волоконно-оптический кабель для портативности
HG SMART HW
HgStar Smart HWHG SMART HW также представляет собой портативный сварочный аппарат с волоконным лазером с длиной волны лазера 1080 нм, использующий защитный газ аргон/азот при давлении от 4 до 6 бар.
Может переключаться между мощностью лазера 1000 Вт и 2000 Вт. Волоконно-оптический кабель длиной 197 дюймов (5 м) используется для лазера мощностью 1000 Вт, тогда как для лазера мощностью 2000 Вт требуется кабель длиной 15 м (591 дюйм).
Эта модель включает систему водяного охлаждения и не требует расходных материалов. во время сварки.
Имеет фокусное расстояние до 120 мм и работает от однофазного напряжения 220 В. Вы можете изменять частоту лазера от 5 до 20 кГц.
Вы можете изменять частоту лазера от 5 до 20 кГц.
Его применение включает сварочные шкафы, полки, ограждения окон, двери из нержавеющей стали, распределительные коробки и т. д.
Проверить цену на HgStar
Часто задаваемые вопросы (FAQ)
Каковы ограничения сварки волоконным лазером?
Ограничения сварки волоконным лазером включают высокие начальные и эксплуатационные расходы, интенсивное обучение работе с оборудованием и опасные процессы.
Какие материалы нельзя сваривать волоконным лазером?
Такие материалы, как спеченные металлы, холоднодеформированная сталь и карбид вольфрама, не могут эффективно подвергаться сварке волоконным лазером.
Каков срок службы типичного волоконного лазера?
Срок службы типичного волоконного лазера составляет до 100 000 часов, что соответствует нескольким годам использования.
Группа АББ. Ведущие цифровые технологии для промышленности — ABB Group
Премия АББ за исследования в честь Хубертуса фон Грюнберга
Подробнее
АББ Способность™
Подробнее
Знаете ли вы?
Узнать больше
Премия АББ за исследования в честь Хубертуса фон Грюнберга
Премия АББ за исследования 2022 г.
АББ Способность™
Сокращение незапланированных простоев в Lafarge Cement
Знаете ли вы?
Безопасное перемещение дорогих жидкостей
Последние новости и истории
Смотреть все пресс-релизы
Веб-история группы
29 сентября 2022 г.
АББ продвигает технологии для более экологичного судоходства во Всемирный день моря
АББ продвигает технологии для более экологичного судоходства во Всемирный день моря
Узнать больше
Видео
28 сентября 2022 г.
Управление 50-метровыми грузовыми кранами… дистанционно
Порт Пусан в Южной Корее — один из самых загруженных в мире, а теперь и один из самых технологически развитых.
Подробнее
Подключенные и безопасные операции
21 сентября 2022 г.
Перспективные операции по производству бумаги
ABB и DS Smith совершенствуют автоматизацию и контроль производства бумаги на основе волокна.
Подробнее
Просмотреть все истории
Инновации АББ в действии
Электрификация
Сила совместной работы — когда инновации и сотрудничество объединяются, действительно происходит прогресс
Сила совместной работы демонстрирует, как сотрудничество и инновации позволяют нашим клиентам и нашей собственной деятельности сокращать выбросы углерода и воздействие на окружающую среду.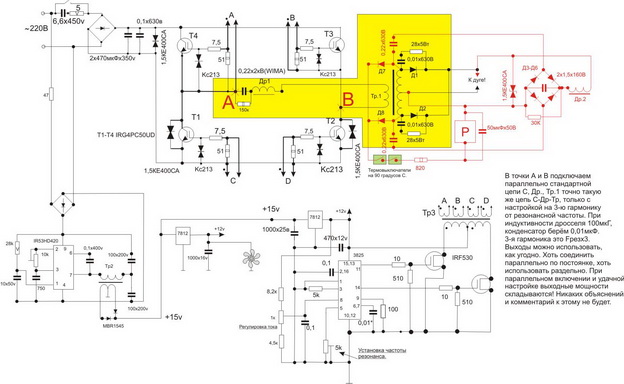
Подробнее
Движение
Энергоэффективное движение
Везде, где движутся основные элементы жизни, используется энергия. От еды и воды до одежды и даже туалетной бумаги — все, что нам нужно, производится, обрабатывается и доставляется. Все это использует энергию, и все это вызывает выбросы CO2.
Подробнее
Автоматизация процессов
Делаем мир лучше
Мы автоматизируем, электрифицируем и оцифровываем самые большие и сложные инфраструктуры на нашей планете, чтобы изменить мир к лучшему за счет автоматизации процессов.
Подробнее
Робототехника и дискретная автоматизация
Виртуальная выставка
Компания ABB Robotics является пионером в области робототехники, автоматизации машин и цифровых услуг, предлагая инновационные решения для различных отраслей промышленности, от автомобилестроения до электроники и логистики.
Подробнее
Настройки файлов cookie
Наш веб-сайт использует файлы cookie, необходимые для работы веб-сайта и предоставления услуг. вы просите. Мы также хотели бы установить следующее необязательные файлы cookie на вашем устройстве. Вы можете изменить эти настройки в любое время позже, нажав «Изменить настройки файлов cookie» внизу любой страницы. Для большего информации, пожалуйста, ознакомьтесь с нашей информацией о файлах cookie.
Выберите дополнительные файлы cookie, которые мы можем установить на вашем устройстве:
Аналитика
Мы собираем статистику, чтобы понять, как наши посетители взаимодействуют с веб-сайтом и как
мы можем улучшить его.