Схема конденсаторная сварка своими руками: Конденсаторная сварка: схемы, описание, оборудование
alexxlab | 25.05.2020 | 0 | Разное
Как выполняется конденсаторная сварка своими руками?
Часто возникает необходимость в точечной сварке, когда не надо соединять трубы или профили, а просто требуется присоединить небольшую, но важную деталь. Осуществить это поможет конденсаторная сварка своими руками.
Электрическая схема точечной микросварки.
Контактная сварка – это достаточно востребованный вид соединения металлов, особенно цветных. Многие стремятся к тому, чтобы иметь возможность ее осуществить в домашних условиях. Конденсаторная сварка своими руками вполне доступна и легко выполнима.
Читайте также:
Как провести проверки нивелира.
Обзор современных теодолитов.
Об устройстве теодолита читайте тут.
Разновидности конденсаторной сварки
Конденсаторная сварка с разрядом конденсатора через первичную обмотку трансформатора: а—схема процесса; б—диаграмма тока.
Конденсаторная сварка представляет собой разновидность сварки, при которой расплавление металла происходит за счет запасенной электрической энергии в конденсаторах.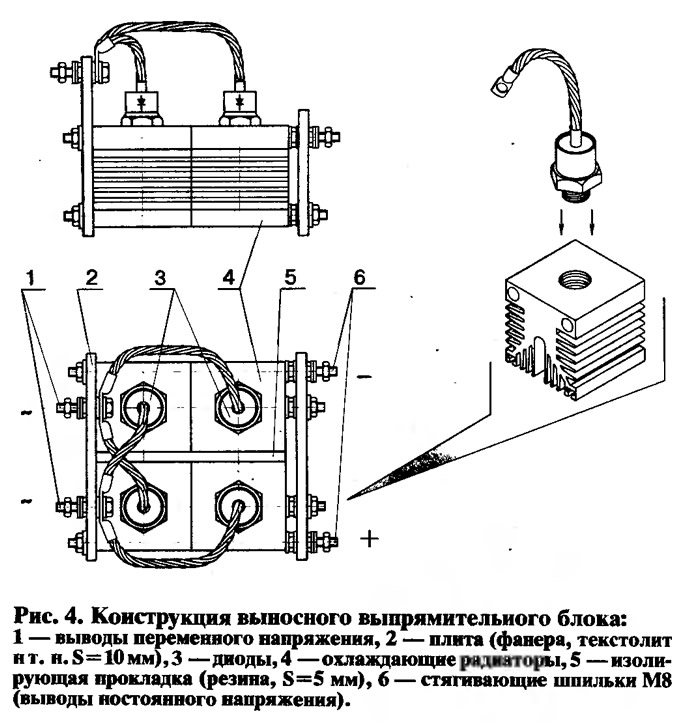
Контактная сварка подразумевает, что конденсатор разряжается на предварительно прижатые друг к другу две металлические заготовки. В месте контакта возникает дуга, которая расплавляет и соединяет заготовки на небольшом участке их контакта. Сварочный ток в зоне дуги достигает 15 кА при времени воздействия до 3 мс. При ударной сварке контакт между металлическими заготовками, на который подан разряд, совершается в виде кратковременного удара. Время действия дуги при этом не превышает 1,5 мс, что еще уменьшает участок сварки.
При точечной сварке разряд подается на два медных электрода, которые в точках касаются поверхности металлов с двух сторон. Дуга образуется между электродами в течение 0,01-0,1 с в зависимости от регулировки. Сила сварочного тока может достичь 10 кА. Сварка металлов происходит практически в точке.
Схема конденсаторной сварки.
По виду формируемого разряда конденсаторная сварка подразделяется на бестрансформаторную и трансформаторную сварку. При первом виде разряд с конденсаторов поступает непосредственно на поверхность металла. Такая сварка может производиться путем высоковольтного разряда (напряжение до 1 кВ) с током до 100 А в течение 0,005 с или низковольтного разряда (напряжение до 60 В) с током 1-2 кА в течение до 0,6 с.
При первом виде разряд с конденсаторов поступает непосредственно на поверхность металла. Такая сварка может производиться путем высоковольтного разряда (напряжение до 1 кВ) с током до 100 А в течение 0,005 с или низковольтного разряда (напряжение до 60 В) с током 1-2 кА в течение до 0,6 с.
Трансформаторный вид конденсаторной сварки заключается в том, что разряд с конденсатора производится на обмотку трансформатора, а с его вторичной обмотки поступает в зону сварки. Такой вид сварки расширяет возможности регулировки процессом. Напряжение разряда достигает 1 кВ при этом во вторичной обмотке достигается сварочный ток силой до 6 кА, который подается в течение до 0,001 с.
Вернуться к оглавлению
Принцип точечной сварки
Конструкция трансформаторов для точечной сварки.
Наиболее распространенным типом конденсаторной сварки в бытовых условиях является точечная сварка трансформаторного вида. Основной принцип точечной сварки заключается в том, что свариваемые заготовки, совмещенные в необходимом положении, зажимаются между двумя электродами, на которые подается кратковременный сварочный ток большой величины. Образующаяся между электродами электрическая дуга расплавляет металл заготовок в зоне диаметром 4-12 мм, что приводит к их соединению.
Образующаяся между электродами электрическая дуга расплавляет металл заготовок в зоне диаметром 4-12 мм, что приводит к их соединению.
Действие сварочного импульса обеспечивается в течение 0,01-0,1 с, что обеспечивает образование общего для обоих свариваемых металлов ядра расплава. После снятия импульса тока на заготовки продолжает действовать сдавливающая нагрузка, что обеспечивает образование общего сварного шва. Ограничение зоны расплавления металлов достигается тем, что в момент подачи импульса, металлы контактировали между собой, обеспечивая теплоотвод.
Сварочный ток (импульс) подается на электроды с вторичной обмотки, где обеспечивается большой ток при малом напряжении. На первичную обмотку подается импульс, возникающий при разряде конденсатора (или блока конденсаторов). В самом конденсаторе заряд накапливается в период между подачей импульсов на электроды, т.е. зарядка конденсатора осуществляется за время, пока электроды перемещаются в другую точку для сварки.
Область применения такой сварки обширна по виду материала. Особо хорошие результаты получаются при сварке цветных металлов, в том числе меди и алюминия. По толщине свариваемых листов есть существенное ограничение – до 1,5 мм. Зато точечная сварка прекрасно показала себя в случае присоединения тонких полос проволоки к любой массивной конструкции. При этом соединяемые материалы могут быть разнородными.
Особо хорошие результаты получаются при сварке цветных металлов, в том числе меди и алюминия. По толщине свариваемых листов есть существенное ограничение – до 1,5 мм. Зато точечная сварка прекрасно показала себя в случае присоединения тонких полос проволоки к любой массивной конструкции. При этом соединяемые материалы могут быть разнородными.
Вернуться к оглавлению
Требования к конденсаторной сварке
Виды контактной сварки: а – стыковая; б – точечная; в – роликовая; 1 – сварочный шов; 2 – электрод; 3 – свариваемые детали; 4 – подвижная плита с перемещаемой деталью; 5 – сварочный трансформатор; 6 – неподвижная плита.
Для того чтобы конденсаторная точечная сварка своими руками была произведена качественно, необходимо выполнить некоторые условия. Должна быть обеспечена подача кратковременного импульса в течение до 0,1 с и последующее накопление энергии от сети для нового импульса за очень короткое время.
Давление электродами на свариваемые детали в момент подачи сварочного импульса должно обеспечивать надежный контакт между ними. Разжимание электродов необходимо производить с задержкой для того, чтобы расплав остывал под давлением, что улучшает режим кристаллизации металла в сварном шве.
Разжимание электродов необходимо производить с задержкой для того, чтобы расплав остывал под давлением, что улучшает режим кристаллизации металла в сварном шве.
В качестве электродов для точечной сварки наиболее распространены медные электроды. Диаметр точки в месте контакта должен превышать толщину самой тонкой свариваемой заготовки в 2-3 раза.
Поверхность свариваемых заготовок перед сваркой должна быть тщательно очищена, чтобы окисные пленки и ржавчина не создали большое сопротивление для тока.
Конденсаторная точечная сварка своими руками может быть произведена только при условии сборки устройства, имеющего как минимум два блока: источник сварочного импульса и сварочный блок. Кроме того, необходимо предусмотреть возможность регулирования режимом сварки и защиту.
Вернуться к оглавлению
Простая конструкция для точечной сварки
Сварочные горелки для точечной сварки.
При сваривании тонких листов (до 0,5 мм) или при варке тонких элементов к любым деталям можно использовать упрощенную конструкцию сварочного аппарата.
При изготовлении простого источника сварного тока (импульса) можно использовать следующую схему. Первичная обмотка трансформатора, питающего сварочный блок, подключена к электросети, причем одним концом через одну из диагоналей выпрямительного диодного моста. На другую диагональ этого моста подается сигнал с тиристора, управление которого производится при помощи пусковой кнопки.
Положение электрода при сварке.
Сварочный импульс накапливается в конденсаторе, который располагается в цепи тиристора и подключен к диагонали моста с выходом на первичную обмотку трансформатора. Зарядка конденсатора производится от вспомогательной цепи, включающей входной трансформатор и выпрямительный диодный мост.
Зарядка конденсатора производится от вспомогательной цепи, включающей входной трансформатор и выпрямительный диодный мост.
Работает источник в следующем порядке. Пока сварочный трансформатор отключен, идет зарядка конденсатора от вспомогательной сети. При нажатии пусковой кнопки (включении сварочного трансформатора) конденсатор отключается от вспомогательной сети и разряжается на первичную обмотку трансформатора через резистор. Разрядка конденсатора протекает через управляющий тиристор. Время длительности разряда изменяется с помощью регулирующего резистора. При выключении кнопки цепь разряда разрывается, а вспомогательная цепь включается, начинается цикл зарядки конденсатора.
Источником импульса является конденсатор емкостью 1000 мкФ или 2000 мкФ на напряжение до 25 В. Важным элементом схемы является трансформатор. Он может быть изготовлен на базе сердечника Ш 40 толщиной 70 мм. Первичная обмотка выполняется из провода ПЭВ-2 диаметром 0,8 мм. Количество витков – 300. Вторичная обмотка имеет 10 витков и выполняется из медной шины сечением 20 мм². Для управления можно использовать тиристор ПТЛ-50 или КУ202. В качестве входного трансформатора можно использовать любой трансформатор мощностью 10 Вт с напряжением на вторичной обмотке 15 В. При использовании рекомендованного источника, можно обеспечить импульс тока до 500 А с длительностью до 0,1 с.
Для управления можно использовать тиристор ПТЛ-50 или КУ202. В качестве входного трансформатора можно использовать любой трансформатор мощностью 10 Вт с напряжением на вторичной обмотке 15 В. При использовании рекомендованного источника, можно обеспечить импульс тока до 500 А с длительностью до 0,1 с.
Вернуться к оглавлению
Аппарат с повышенной мощностью
Схема шовной сварки.
Для повышения мощности источника сварочного тока следует рекомендовать изменение конструкции, позволяющее сваривать листы толщиной до 1 мм или провод до 5 мм. Управление сигналом производится с помощью бесконтактного пускателя МТТ4К на ток 80 А и обратное напряжение до 800 В. В управляющий модуль включены два параллельно соединенные тиристора, два диода и резистор. Время срабатывания регулируется с помощью реле времени, включенном в цепь входного трансформатора.
Накопление энергии происходит в электролитических конденсаторах, собранных в батарею путем параллельного соединения. Конденсаторы, обычно в количестве 6 штук, выбираются следующего номинала: два конденсатора емкостью 47 мкФ, два – емкостью 100 мкФ, два – емкостью 470 мкФ, на рабочее напряжение не менее 50 В. В качестве реле времени можно использовать герконовое реле РЭС42, РЭС43 на напряжение до 20 В.
В качестве реле времени можно использовать герконовое реле РЭС42, РЭС43 на напряжение до 20 В.
Схема рельефной сварки.
Первичная обмотка сварочного трансформатора изготавливается из провода диаметром 1,5 мм, а вторичная из медной шины или провода сечением не менее 60 кв.мм. Количество витков во вторичной обмотке – 4-7. При этом обеспечивается ток в зоне сварки до 1500 А.
Работает аппарат следующим образом. При нажатии пусковой кнопки срабатывает реле, которое через управляющие контакты тиристоров включает сварочный трансформатор. После разрядки конденсаторов реле отключается. Точное регулирование длительности импульса осуществляется переменным резистором.
В связи с увеличением мощности, сварочный блок следует сделать более надежным. В нем используются два медных электрода. Достаточно часто в качестве электродов используются сварочные клещи, в которых обеспечивается давление до 20 кг/см². Диаметр контактных площадок подбирается самым минимальным.
Вернуться к оглавлению
Конструкции контактного блока
Сварочный блок представляет собой контактный блок, т. е. приспособление, позволяющее крепить и перемещать электроды. Самая простая конструкция предусматривает ручное удержание и сдавливание электродов. Более надежна система, предусматривающая стационарный нижний электрод и подвижный верхний электрод. В этом случае на любом основании закрепляется медный пруток небольшой длины (10-20 мм) диаметром не менее 8 мм. Верхний срез электрода закругляется. Верхний электрод из такого же прутка закрепляется на площадке, которая имеет возможность перемещаться свободно вверх или откидываться. Должны быть предусмотрены регулировочные винты, позволяющие создать дополнительное давление после контакта верхнего электрода с поверхностью заготовки. Основание блока и верхняя площадка должны быть надежно изолированы друг от друга до контакта электродов.
е. приспособление, позволяющее крепить и перемещать электроды. Самая простая конструкция предусматривает ручное удержание и сдавливание электродов. Более надежна система, предусматривающая стационарный нижний электрод и подвижный верхний электрод. В этом случае на любом основании закрепляется медный пруток небольшой длины (10-20 мм) диаметром не менее 8 мм. Верхний срез электрода закругляется. Верхний электрод из такого же прутка закрепляется на площадке, которая имеет возможность перемещаться свободно вверх или откидываться. Должны быть предусмотрены регулировочные винты, позволяющие создать дополнительное давление после контакта верхнего электрода с поверхностью заготовки. Основание блока и верхняя площадка должны быть надежно изолированы друг от друга до контакта электродов.
Вернуться к оглавлению
Проведение конденсаторной точечной сварки
Весь процесс конденсаторной точечной сварки своими руками можно разделить на несколько этапов. Сначала проводится подготовка поверхности свариваемых заготовок. Затем заготовки совмещаются в необходимом порядке, помещаются в пространство между электродами и сдавливаются ими. С помощью пусковой кнопки подается сварочный импульс. Через 1-2 мин после прекращения импульса электроды раздвигаются. Сваренная деталь снимается и устанавливается в другой точке.
Сначала проводится подготовка поверхности свариваемых заготовок. Затем заготовки совмещаются в необходимом порядке, помещаются в пространство между электродами и сдавливаются ими. С помощью пусковой кнопки подается сварочный импульс. Через 1-2 мин после прекращения импульса электроды раздвигаются. Сваренная деталь снимается и устанавливается в другой точке.
Промежуток между точками сварки зависит от толщины заготовки и обычно колеблется в интервале 15-60 мм.
Процесс сварки повторяется.
Чтобы произвести точечную сварку своими руками потребуется следующий дополнительный инструмент:
- тиски;
- ножовка;
- болгарка;
- круг наждачный;
- напильник;
- плоскогубцы;
- отвертка;
- ключи гаечные;
- шкурка наждачная;
- нож;
- тестер;
- молоток;
- зубило;
- штангенциркуль.
Конденсаторная сварка своими руками поможет соединить нетолстые листы из любого металла или приварить небольшие делали к любой металлической конструкции. Такая точечная сварка достаточно проста и доступна.
Конденсаторная сварка своими руками
Разработанная в 30-х годах двадцатого века, технология конденсаторной сварки получила широкое распространение. Этому способствовал ряд факторов.
- Простота конструкции сварочного аппарата. При желании его можно собрать своими руками.
- Относительно низкая энергоёмкость рабочего процесса и малые нагрузки, создаваемые на электрическую сеть.
- Высокая производительность, что, безусловно, важно при выпуске серийной продукции.
- Снижение термического влияния на соединяемые материалы. Эта особенность технологии позволяет применять её при сварке деталей малых размеров, а также на видовых поверхностях, где использование обычных методов неизбежно привело бы к нежелательным деформациям материала.

Если добавить к этому, что для наложения качественных соединительных швов достаточно иметь средний уровень квалификации, причины популярности этого способа контактной сварки становятся очевидны.
В основе технологии лежит обычная контактная сварка. Отличие в том, что ток подаётся на сварочный электрод не непрерывно, а в виде короткого и мощного импульса. Это импульс получают, устанавливая в оборудование конденсаторы большой ёмкости. В результате удаётся достичь хороших показателей двух важных параметров.
- Короткого времени термического нагрева соединяемых деталей. Эту особенность с успехом используют производители электронных компонентов. Лучше всего подходят для этого бестрансформаторные установки.
- Высокой мощности тока, что для качества шва значительно важнее его напряжения. Эту мощность получают, используя трансформаторные системы.
Разновидности технологии
В зависимости от требований производства, выбирают один из трёх технологических приёмов.
- Точечная конденсаторная сварка. Используя короткий импульс тока, выбрасываемого конденсатором, соединяют детали в прецизионном машиностроении, электровакуумной и электронной технике. Подходит данная технология и для сварки деталей, значительно отличающихся по толщине.
- Роликовое наложение шва позволяет получить полностью герметичное соединение, состоящие из множества перекрывающихся точек сварки. Это обуславливает применение технологии в процессе изготовления электровакуумных, мембранных и сильфонных устройств.
- Стыковая сварка, которая может быть произведена как контактным, так и неконтактным способом. В обоих случаях происходит оплавление в месте соединения деталей.
Область применения
Области применения технологии различны, но с особым успехом её используют для крепления втулок, шпилек и другого крепежа на листовой металл. С учётом особенностей процесса, его удаётся адаптировать для нужд многих отраслей производства.
- Автомобилестроение, где необходимо надёжно соединять между собой панели кузова, выполненные из листовой стали.

- Авиастроение, предъявляющее особые требования к прочности сварных швов.
- Судостроение, где, с учётом больших объёмов работ, экономия электроэнергии и расходных материалов даёт особенно ощутимый результат.
- Производство точных приборов, где недопустимы значительные деформации соединяемых деталей.
- Строительство, в котором широкое распространение получили конструкции из листового металла.
Повсюду востребовано простое в устройстве и несложное в применении оборудование. С его помощью можно наладить выпуск мелкосерийной продукции или обустроить приусадебный участок.
Самодельная конденсаторная сварка
В магазинах можно без проблем приобрести уже готовое оборудование. Но из-за простоты его конструкции, а также низкой стоимости и доступности материалов, многие предпочитают собирать аппараты для конденсаторной сварки своими руками. Стремление сэкономить деньги понятно, а обнаружить в сети нужную схему и подробное описание можно без труда.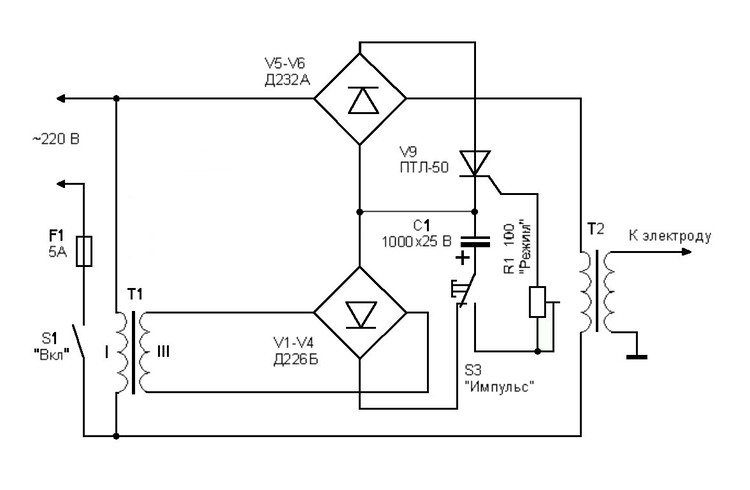 Работает подобное устройство следующим образом:
Работает подобное устройство следующим образом:
- Ток направляют через первичную обмотку питающего трансформатора и выпрямляющий диодный мост.
- На диагональ моста подают управляющий сигнал тиристора, оборудованного кнопкой запуска.
- В цепь тиристора встраивают конденсатор, служащий для накопления сварочного импульса. Этот конденсатор также подключают к диагонали диодного моста и подсоединяют к первичной обмотке трансформаторной катушки.
- При подключении аппарата конденсатор накапливает заряд, запитываясь от вспомогательной сети. При нажатии кнопки этот заряд устремляется через резистор и вспомогательный тиристор в направлении сварочного электрода. Вспомогательная сеть при этом отключается.
- Для повторной зарядки конденсатора требуется отпустить кнопку, разомкнув цепь резистора и тиристора и вновь подключив вспомогательную сеть.
Длительность импульса тока регулируется с помощью управляющего резистора.
Это лишь принципиальное описание работы простейшего оборудования для конденсаторной сварки, в устройство которого можно вносить изменения, в зависимости от решаемых задач и требуемых выходных характеристик.
Необходимо знать
Тому, кто решил собрать свой сварочный аппарат самостоятельно, следует обратить внимание на следующие моменты:
- Рекомендуемая ёмкость конденсатора должна составлять порядка 1000 – 2000 мкФ.
- Для изготовления трансформатора лучше всего подходит сердечник разновидности Ш40. Его оптимальная толщина – 70 мм.
- Параметры первичной обмотки – 300 витков медного провода диаметром 8 мм.
- Параметры вторичной обмотки – 10 витков медной шины, имеющей сечение 20 квадратных миллиметров.
- Для управления хорошо подойдёт тиристор ПТЛ-50.
- Входное напряжение должен обеспечивать трансформатор мощностью не менее 10 Вт и выходным напряжением 15 В.
Опираясь на эти данные, можно собрать вполне работоспособное устройство для точечной сварки. И хотя оно будет не столь совершенно и удобно, как оборудование заводского изготовления, с его помощью вполне можно будет освоить азы профессии сварщика и даже приступить к изготовлению различных деталей.
Используя описываемую технологию, удаётся соединять не только тонкие стальные листы, но и изделия из цветных металлов. При проведении работ важно учитывать не только толщину, но и другие особенности материалов. Если металл при нагреве склонен к образованию микротрещин, или при его обработке возникают высокие внутренние напряжения, необходимо увеличить длительность импульса, подняв, таким образом, температуру нагрева.
Поделись с друзьями
0
0
0
0
Конденсаторная сварка по точечной, контактной и ударной технологии: устройство оборудования
Одним из главных видов контактной сварки, широко применяемой в промышленности, можно назвать конденсаторную сварку. Правила ее проведения регламентирует ГОСТ.
Ее принцип основан на разряде, накопленного на блоке конденсаторов электрического заряда на соединяемые изделия. В точке соприкосновения электродов происходит разряд и формирование краткой электрической дуги, достаточной для расплавления металла.
Разделение на виды
Конденсаторная сварка наибольшее распространение получила в приборостроении. Она способна сваривать металлы до 1,5 мм, причем толщина второй детали может быть значительно больше. В сварке тонких изделий по экономичности, производительности и качеству у конденсаторной сварки конкурентов нет.
Она бывает трансформаторная и бестрансформаторная. В первом варианте на конденсаторах можно накопить большую энергию за счет использования высокого напряжения и разряда через понижающий трансформатор с большими токами. Второй вариант отличается простотой и минимумом деталей.
В зависимости от особенностей образования шва конденсаторную сварку подразделяет на:
- точечную;
- шовную;
- стыковую.
Первый, точечный способ, в основном применяется в приборостроении и производстве электронной техники. Его активно используют для сваривания тонких деталей с толстыми.
Шовная сварка, ее еще называют роликовой, используется при сваривании мембран и электровакуумных приборов.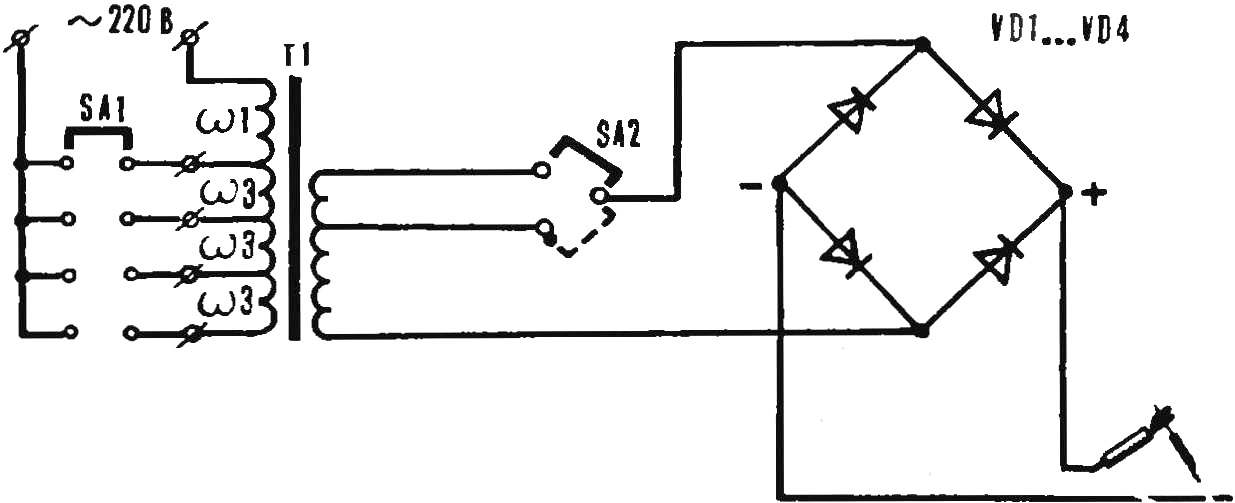 Сплошной, герметичный шов получается за счет того, что точечные соединения производятся с перекрытием. Роль электродов выполняют вращающиеся ролики.
Сплошной, герметичный шов получается за счет того, что точечные соединения производятся с перекрытием. Роль электродов выполняют вращающиеся ролики.
Стыковую сварку осуществляют оплавлением или сопротивлением. При первом способе сначала возникает разряд между свариваемыми деталями, место будущего соединения оплавляется под действием образовавшейся дуги, а потом они осаживаются, после чего происходит соединение металлов. Во втором случае разряд и последующее сваривание происходит в момент соприкосновения деталей.
Преимущества
Достоинством конденсаторной сварки является то, что из-за высокой плотности энергии и малой длительности сварочного импульса зона термического воздействия очень маленькая, напряжения и деформации минимальны. Оборудование простое и производительное.
За счет того, что в момент разряда конденсаторный блок отключен от сети, он никак не влияет на ее параметры. Единственным недостатком является то, что она применяется лишь при работе с тонкими металлами.
Другим достоинством емкостной сварки является ее компактность. Для конденсаторной сварки не нужны мощные источники питания, устройство может зарядиться между переносом электрода к следующей точке.
В процессе сваривания практически отсутствуют вредные газы. Устройство очень экономично, вся запасенная энергия идет на расплавление металлов в точке соединения. Благодаря тому, что заряд на конденсаторах постоянен, получается качественная и стабильная дуга.
Конденсаторная сварка позволяет сваривать цветные металлы малой толщины. Кроме этого она может соединять разнородные металлы и сплавы благодаря высокой концентрации энергии на маленькой площади.
Благодаря тому, что система конденсаторной сварки работает в дискретном режиме (сначала заряд, затем разряд), ей достаточно воздушного охлаждения, что упрощает устройство сварочного агрегата.
Емкостной сварочный аппарат применяется для соединения сталей всех видов, деталей из латуни, алюминия, бронзы. Он может сваривать разнородные металлы, тонкие с толстыми листами.
Он может сваривать разнородные металлы, тонкие с толстыми листами.
Возможность регулировки энергии разряда и длительности импульса позволяют производить микросварку, к примеру, в механизме часов. Конденсаторный аппарат может сваривать тугоплавкие вольфрамовые нити накаливания, применяется в ювелирном деле.
Технологические особенности
В зависимости от технологического процесса сварка конденсаторного типа бывает:
- контактной;
- ударной;
- точечной.
При контактной сварке накопленная в емкости энергия разряжается на металлические детали, которые до этого были плотно соединены между собой. В месте прижима электродов возникает электрическая дуга, при которой ток доходит до 10-15 тысяч ампер при длительности дуги до 3 мс.
В случае ударной конденсаторной сварки разряд происходит в момент краткого удара электрода о заготовку. Длительность воздействия дуги 1,5 мс. Это снижает термическое воздействие на окружающую область и повышает качество сварки.
При конденсаторной сварке точечного типа дуга появляется между электродами и заготовками, находящимися между ними. Процесс разряда длится от 10 до 100 мс (зависит от установок), и соединение металлов происходит на маленькой площади.
Бестрансформаторный аппарат
Решив самостоятельно сделать аппарат для конденсаторной сварки, вначале выбирают вариант исполнения. Самый простой вариант – это бестрансформаторная схема. Ее можно реализовать с емкостями высокого или низкого напряжения.
В первом случае потребуется повышающий трансформатор и конденсаторы на 1000 В емкостью 1000 мкФ. Кроме этого потребуется высоковольтный диодный мост для выпрямления переменного тока, переключатель, электроды с соединительными проводами.
Сваривание происходит в два этапа. На первом этапе происходит зарядка емкости, на втором после переключения ее выводов на сварочные электроды и прикосновении их к месту сварки, происходит разряд, и детали соединяются. Протекающий ток доходит до 100 А, длительность импульса 5 мс. Этот вариант опасен для человека из-за высокого рабочего напряжения.
Этот вариант опасен для человека из-за высокого рабочего напряжения.
При втором варианте требуется понижающий трансформатор, батарея конденсаторов на напряжение до 60 В емкостью 40000 мкФ и более, диодный мост, переключатель.
Процесс сварки идентичен первому случаю только через точку сваривания проходят токи силой 1-2 кА и длительностью до 600 мс. Мощность трансформатора особого значения не имеет, она может быть 100-500 Вт.
Трансформаторная схема своими руками
При использовании трансформаторной схемы потребуется повышающий трансформатор и диодный мост для зарядки на 1 кВ, конденсаторы на 1000 мкФ и понижающий трансформатор, через вторичную обмотку которого осуществляется разряд накопленного заряда в месте соединения заготовок.
При таком исполнении сварочного аппарата точечной сварки длительность разряда составляет 1 мс, а ток доходит до 6000 А. После зарядки блока конденсаторов переключателем они подключаются к первичной обмотке понижающего трансформатора.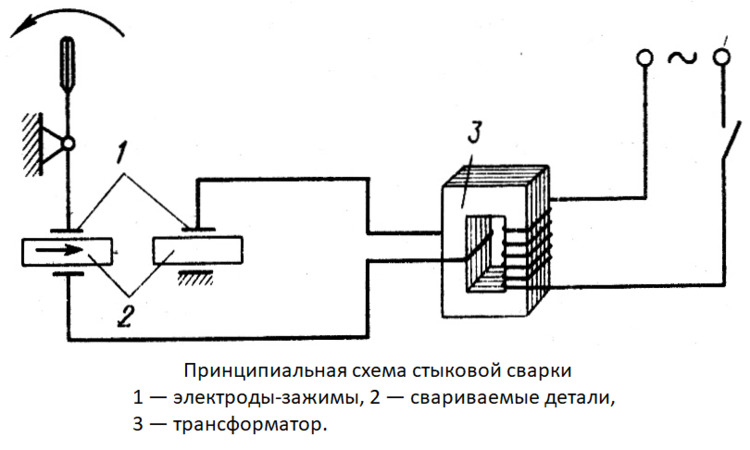 Во вторичной обмотке индуцируется ЭДС, которая вызывает огромные токи при замкнутых электродах на соединяемых заготовках.
Во вторичной обмотке индуцируется ЭДС, которая вызывает огромные токи при замкнутых электродах на соединяемых заготовках.
Качество сваривания будет сильно зависеть и от состояния электродного блока. Самый простой вариант представляет собой зажимы для фиксации и прижатия контакторов.
Но более надежна конструкция, где нижний электрод неподвижен, а верхний с помощью рычага может прижиматься к нижнему. Он представляет собой медный пруток диаметром 8 мм и длиной 10-20 мм закрепленный к любому основанию.
Верхняя часть прутка закругляется для получения надежного контакта со свариваемым металлом. Аналогичный медный стержень устанавливается на рычаге, при опускании которого электроды должны плотно соединяться. Основа с нижним электродом изолируется от верхнего рычага. Вторичная обмотка соединяется с электродами проводом 20 мм2.
Первичная обмотка наматывается ПЭВ-2 0,8 мм, количество витков равно 300. Вторичная обмотка из десяти витков наматывается проводом 20 мм2. В качестве магнитопровода можно применять сердечник Ш 40 толщиной 70 мм. Для управления зарядом/разрядом применяется тиристор ПТЛ-50 или КУ202.
Вторичная обмотка из десяти витков наматывается проводом 20 мм2. В качестве магнитопровода можно применять сердечник Ш 40 толщиной 70 мм. Для управления зарядом/разрядом применяется тиристор ПТЛ-50 или КУ202.
Подготовка деталей
Перед началом конденсаторной сварки необходимо подготовить детали, которые предстоит соединить. С них счищают ржавчину, окалину и прочих загрязнения.
Заготовки совмещают должным образом и потом помещают между нижним неподвижным электродом и верхним подвижным. Затем они сильно сдавливаются электродами. Нажимая пусковую кнопку, подают электрический разряд.
В месте соприкосновения электродов происходит сварка металла. Разжимать электроды нужно через некоторое время, необходимое для остывания и кристаллизации места сваривания под давлением.
После этого деталь перемещается, за это время устройство успевает зарядиться, и процесс сварки повторяется. Размер места сварки должен быть в 2-3 раза больше наименьшей толщины соединяемых заготовок.
Когда нужно приварить лист до 0,5 мм толщиной к другим деталям независимо от их толщины, можно применить упрощенный способ сварки. Один электрод с помощью зажима присоединяется к свариваемой толстой детали в любом удобном месте.
В том месте, где нужно приварить тонкую деталь, она прижимается вручную вторым электродом. Можно использовать автомобильные зажимы. Затем производится сварка. Как видно, процесс не слишком сложный, и доступный для домашних условий.
Сварочный аппарат для контактной сварки конденсаторного типа
Приветствую всех читателей сайта «Вольт-Индекс», иногда делая те или иные проекты на основы литиевых аккумуляторов, многие читатели часто критикуют, что литиевые батарейки нельзя паять. Это конечно так, но если паять очень быстро и не нагревать чрезмерно – можно. Входе этой статьи мы постараемся сделать аппарат для контактной сварки конденсаторного типа.
На самом деле в интернете очень много вариантов построения таких аппаратов, но мы остановимся на самом простом и безотказном. Это бестрансформаторная или ударная контактная сварка, чтобы потом не путаться хочу сказать, что трансформатор на нашей схеме.
Все же есть, он предназначен для зарядки конденсатора. Но есть сварочные аппараты, где емкость конденсатора разряжается на месте сварки не напрямую, а через разделительный трансформатор.
Такие аппараты называют трансформаторными.
В отличие от обычных аппаратов контактной сварки, у которых процесс происходит нагреванием двух металлов, конденсаторная сварка не нагревает деталь из-за очень кратковременного процесса сварки. Это особенно хорошо для пайки аккумуляторов.
В схеме S3 подключается на массу. В архиве на схеме, все исправлено.
Принцип работы следующий.
Напряжение с сетевого трансформатора выпрямляется двухполупериодным выпрямлителем и заряжает электролитический конденсатор большой емкости. Целесообразно использовать батарею из параллельно соединенных конденсаторов одинакового напряжения и емкости.
Если честно, емкости могут отличаться, но важно чтобы конденсаторы имели одинаковое расчетное напряжение.
В момент сварки вся емкость конденсатора разряжается на определенной точке, к которой подключаются съемные контакты. Притом в качестве этих контактов иногда могут быть использованы сами детали, которые нужно сварить вместе.
Моментальный разряд емкости мощных конденсаторов вызывает огромный скачок тока, процесс очень кратковременный, но токи могут доходить до десятков тысяч ампер в зависимости от емкости и напряжения конденсаторной батареи. Кратковременный разряд такой емкости приводит к моментальному плавлению металла под электродами.
Давайте более подробно рассмотрим систему.
Напряжение было выбрано порядка 40 вольт. Такое напряжение полностью безопасно для человека, хотя все зависит от физиологии индивида. Для кого-то и 12 вольт максимум.
Но, во всяком случае, 40 вольт не смертельно. Поскольку аппарат планировался с питанием от сети нужно использовать понижающий трансформатор для зарядки конденсаторов.
В нашем случае был использован трансформатор, выдающий на вторичке около 30 вольт при токе в 1.5 ампера, что отлично подходит для наших целей.
После выпрямителей напряжение на конденсаторах будет порядка 40 вольт. Естественно из-за нестабилизированного источника это напряжение может отклоняться в ту или иную сторону в зависимости от напряжения в сети.
В принципе подойдет любой трансформатор мощностью свыше 50 ватт, которое обеспечивает на выходе нужное напряжение. От тока вторичной обмотки будет зависеть время зарядки конденсаторов.
Для ограничения тока заряда конденсатора использован 10 ваттный резистор проволочного типа с сопротивлением 10-15 Ом.
Если же не ограничивать ток заряда, то система будет потреблять колоссальные токи, в следствие чего может сгореть диодный мост.
В аппарате предусмотрен тиристорный замыкатель.
При нажатии слаботочной кнопки сработает мощный тиристор, который разрядит всю емкость конденсаторной батареи, то есть произойдет короткое замыкание. В нашем случает был взят тиристор Т 171-320.
Кратковременный ударный ток в нашей системе может доходить до 4 000 ампер.
Для того, чтобы этот «монстр» сработал нужно подать на управляющий электрод напряжение от 3.5 – 12 вольт. Указанное напряжение можно получить путем использования делителя напряжение на базе двух резисторов на 0.5 -1 ватт. Их подбором в средней точке нужно получить раннее указанное напряжение.
В качестве диодного выпрямителя был использован готовый мост на 10 Ампер, напряжение моста не менее 100 вольт, хотя такие мосты делают на 400 и более вольт. Мост в ходе работы не нагревается, но желательно посадить его на теплоотвод.
Цепочка из резистора, светодиода и стабилитрона представляет собой индикатор заряда конденсаторов и при достижении на них около 40 вольт светодиод загорается, что свидетельствует, о том, что аппарат готов к использованию.
Можно также использовать цифровой вольтметр.
При отсутствии стабилитронов на 40 вольт можно использовать несколько штук меньших номиналов.
Светодиод можно взять любой, а ограничительный резистор 0.25 ватт.
Конденсаторы были взяты с напряжением в 50 вольт – желательно на 63 либо 100 вольт. Общая емкость батареи составила 41 000 мкф.
Конечно можно увеличить емкость конденсатров лишь бы тиристор справился, а увеличение емкости даст возможность варить более крупные детали.
Конденсаторы были запаяны на общую плату, дорожки были дополнительно усилены. Также парралельно к конденсаторам был запаян 5 ваттный резистор на 1.5 кОм. Для разряда последних после выключения прибора. Также была предусмотрена кнопка для экстренного разряда емкости. Здесь принцип тот же – разряд через резистор только в этом случае он низкоомный.
Для запуска тиристора можно использовать абсолютно любой низковольную кнопку.
В первичной цепи трансформатора можно внедрить простой диммер. Это позволит регулировать напряжение на конденсаторах и выбрать оптимальное напряжение для сварки деталей из определенных металлов.
Прикрепленные файлы: СКАЧАТЬ.
Автор: АКА КАСЬЯН
схема и описание, как сделать своими руками
На сегодняшний день разработано множество способов сваривания разных видов металла, в результате которых можно получить прочный и ровный шов. К одному из таких относят конденсаторный сварочный процесс. Он приобрел популярность в прошлом веке, относится к разновидности контактной сварки.
Конденсаторная сварка пользуется высокой популярностью в промышленности, также его часто применяют в бытовых условиях. При помощи него можно производить сваривание мелких деталей, которые выполнены из алюминия, меди. Но все же перед тем как приступать к выполнению этой технологии стоит рассмотреть важные особенности и характеристики.
Что это такое
Конденсаторная контактная сварка появилась еще в 30-х годах ХХ века. И с тех пор она приобрела широкую известность в разных областях производства. Во время технологии производится бесшовное сваривание компонентов из металлической основы. Оно происходит благодаря кратковременным импульсам электрической энергии.
В настоящее время часто применяется на предприятиях для сваривания разных металлических элементов небольшого размера. В связи с тем, что она имеет простую технологию к ней прибегают умельцы в бытовых условиях.
Зачастую этот метод сваривания применяется в ремонтных цехах, где производятся и ремонтируются кузовные части транспортных средств. При конденсаторном сваривании во время создания шва не происходит прожигания и деформирования тонких стенок листов металлических заготовок. В последующий период деталям не потребуется дополнительное рихтование.
Конденсаторная точечная сварка используется в радиоэлектронике для соединения элементов, которые невозможно запаять при помощи обычных флюсов. Оборудование применяется в ювелирной области для производства и ремонта мелких элементов украшений.
Эта технология нашла применение на заводах по изготовлению шкафов коммуникационного типа. Также этот метод задействуют при производстве:
- приборов, которые применяются в лабораториях;
- элементов медицинского оборудования;
- компонентов оборудования, которое применяется в пищевой промышленности.
Особенности
Конденсаторная сварка своими руками позволяет осуществлять сваривание изделий из цветных металлов в домашних условиях. Это связано с ее легкой технологией и простым проведением. А в производстве данный способ является просто необходимым условием при ремонте и изготовлении важных конструкций, оборудования.
Востребованность конденсаторного сварочного процесса связана со следующими положительными особенностями:
- аппарат конденсаторной сварки обладает простой конструкцией, поэтому при желании его можно собрать самостоятельно;
- точечный сварочный процесс отличается низкой энергоемкостью и небольшими нагрузками, оказываемыми на электросеть;
- этот метод сваривания имеет высокую производительность;
- во время сварки снижается термическое воздействие на соединяемые поверхности. Благодаря этому можно соединять небольшие металлические элементы;
- этот метод может работать с конструкциями, у которых очень тонкие стенки. А вот при проведении других сварок они сильно деформируются.
Стоит отметить! Главное достоинство конденсаторного сварного процесса состоит в простоте его проведения. Качественные и прочные швы смогут выполнить даже неопытные сварщики.
В основе схемы конденсаторной сварки лежит изменение энергии электрических зарядов, которые скапливаются на конденсаторах, в состояние тепловой энергии. Когда электроды соприкасаются, возникает разряд, и все это приводит к образованию электрической дуги краткого действия. Благодаря выделяемому теплу металлические кромки расплавляются, и в результате образуется сварной шов.
При проведении конденсаторного сварочного процесса наблюдается подача тока на область сварного электрода. Они имеет вид кратковременного импульса с высоким показателем мощности. Он образуется за счет установки в сварочные приборы конденсаторов с большим объемом емкости.
Все эти особенности конденсаторного сварочного процесса позволяют сварщику добиться следующих положительных условий:
- на термическое нагревание изделий из металла требуется гораздо меньше времени. Это представляет особую ценность для производителей электронных деталей;
- ток, который применяется для соединения элементов, имеет высокую мощность. Именно за счет этого свойства швы получаются прочными и ровными.
Принцип
Самодельная конденсаторная сварка является востребованной технологией, которая позволяет быстро проводить соединение разных небольших деталей в домашних условиях. Она имеет простое проведение, поэтому ее могут применять даже новички и специалисты среднего класса.
Работа точечной сварки из конденсаторов основывается на следующих особенностях:
- При сварке заготовки зажимаются при помощи двух электродов, на которые поступает кратковременный ток.
- Затем между ними образуется дуга, она прогревает металл, что приводит к его расплавлению.
- Сварочный импульс начинает действовать через 0,1 секунды. Он образует общее ядро расплавки для всех элементов заготовок, которые свариваются.
- Даже после того, как перестает действовать импульс, детали дальше сжимаются от давления.
- В итоге образуется прочный и ровный шов.
Разновидности
Всего выделяют несколько типов конденсаторной сварки. Каждый из них имеет определенные особенности и позволяет выполнять некоторые важные задачи. Перед тем как приступать стоит рассмотреть основные нюансы каждого метода.
Точечная
Точечная сварка на конденсаторах осуществляется по принципу контактной технологии. Во время ее проведения создается короткий импульс тока, который быстро расплавляет металл и сваривает элементы.
Эта разновидность сварки считается популярной. Ее применяют во многих отраслях производства. Конденсаторная точечная сварка может проводиться в бытовых условиях своими руками. При помощи этого способа можно сварить компоненты с разным показателем толщины.
Роликовая
Роликовый конденсаторный сварочный процесс производится по тому же принципу, что и точечная технология, но готовые «точки» частично перекрываются между собой. Соединение обладает герметичной структурой, через него не проходит влага и частички пыли.
Обратите внимание! Роликовая сварка с использованием конденсаторов применяется в промышленности. Но особенно часто к ней прибегают при производстве изделий вакуумного и мембранного типа.
Ударная
Ударно-конденсаторная сварка осуществляет сваривание отдельных металлических компонентов, которые формируют цельную конструкцию. Электричество поступает к месту сваривания, оно имеет вид кратковременного удара. Данная технология уменьшает длительность сварных операций до 1,5 м/с.
Как собрать сварное оборудование
Совсем не обязательно приобретать дорогое оборудование его можно сделать своими руками. Если соблюдать все правила и нюансы, то готовая самодельная контактная сварка на конденсаторах выйдет ничем не хуже оригинала, но это позволит существенно сэкономить финансы.
Чтобы сделать конденсаторный сварочный аппарат своими руками стоит подготовить следующие компоненты:
- трансформатор на 220 вольт. Устройство должно иметь мощность 5-20 Вт, а показатель выходного напряжения должен составлять 5В;
- диодные компоненты выпрямительного типа с прямым током – 4 штуки. Показатель мощности – не меньше 300 мА;
- тиристор. В качестве аналога подойдет прибор Т142-80-16, КУ 202 и похожие устройства;
- конденсаторы электролитические;
- резистор переменного типа на 100 Ом;
- трансформатор с мощностью 1000 Вт. Подходящим вариантом будет устройство от микроволновок;
- электроды;
- провод из меди с сечением не меньше 35 мм.кв. – 1 метр;
- переключательные компоненты, предохранители, корпус по желанию.
Чтобы сделать конденсаторную сварку своими руками потребуется схема и описание процесса. Ниже на картинке изображена схема конденсаторного сварочного аппарата, которая потребуется при его сборке.
Главное все собирать четко по схеме. Если все будет выполнено правильно, а все детали будут исправными, то проблем с работоспособностью самодельного сварного оборудования возникнуть не должно. Но все же трудности могут возникнуть с трансформатором. Как было указано выше, можно использовать прибор от микроволновки, его можно недорого купить на рынке с использованными элементами.
В этом деле может потребоваться схема конденсаторной сварки ударного типа от Aka Kasyan.
Однако перед тем как устанавливать, трансформатор переделывается:
- Обязательно удаляются магнитные шунты, убирается вторичная обмотка.
- На свободную область место наматывается 2-5 витков вторичной обмотки. Для этих целей применяется толстый провод из меди.
- При настройке число витков меняется.
Особенности сборки
Схема конденсаторной сварки, собранной своими руками требует соблюдения важных принципов. Важно чтобы все было выполнено строго по алгоритму, только так можно получить качественное и исправное оборудование.
Особенности сборки и работы прибора:
- На начальном этапе сварочные разряды тока должны поступать на область первичной обмотки трансформаторной катушки. Также они должны доходить до диодного моста.
- После на мост поступает сигнал от тиристора. Но перед этим данный элемент необходимо подключить к кнопке, которая подает импульс.
- Чтобы происходило скапливание сварочных импульсов, конденсаторные элементы встраиваются в цепь тиристора. Одновременно с этим конденсатор подключается к диодному мосту и к области первичной обмотки трансформатора.
- Во время включения самодельного оборудования с конденсаторами происходит накапливание электричества, исходящего из розетки. После этого нужно нажать на кнопку, а накопленное электричество в это время передвигается через резистор и тиристор, оно образует импульс.
- После импульс переходит на электрод. Как раз в этот момент требуется остановить подачу электричества к сварному прибору.
Это простая схема конденсаторной точечной сварки своими руками. При желании ее можно улучшить, модернизировать новыми и современными элементами. Но для бытовых условий вполне сойдет простое оборудование. При помощи него можно варить разные небольшие элементы из металла. При этом шов будет очень прочным и ровным.
Если вы решили сделать конденсаторную точечную сварку своими руками, то предварительно рассмотрите ее важные особенности и нюансы. Несмотря на то, что данная технология считается простой, она имеет важные принципы и правила, которые нужно учитывать при ее проведении. Не стоит забывать про принципы, виды и отличительные качества. Также, перед тем как приступать к сооружению самодельного аппарата для сварки, стоит подготовить необходимые элементы.
Интересное видео
Конденсаторная сварка своими руками схема и описание
Главная › Новости
Опубликовано: 06.09.2018
Конденсаторная точечная сварка вариант с мощным тиристоромУстройство, которые мы представим в этой статье носит название «конденсаторная сварка». Этой сваркой можно соединять очень мелкие или тонкие предметы и детали. Ее отличие от стандартной точечной сварки состоит в том, что нагрев места соединения деталей осуществляется за счет энергии разряда конденсаторов.
Куча электронных увлекательных штучек в этом китайском магазине .
Удобство этого вида конструкций в относительной простоте электрической схемы, которую можно собрать своими руками. Модель, представленная на видео, питается от сварочного трансформатора, переменный ток преобразуется выпрямителем. Напряжение составляет 70 вольт. Ток поступает на емкостное сопротивление, которое при необходимости можно заменить обычным сопротивлением, равным 10 кОм. После сопротивления ток поступает на конденсаторную батарею общей емкостью 30000 Мкф. Накопленный заряд на конденсаторах высвобождается через тиристор.
Конденсаторная точечная сварка. Собираем аппарат своими руками
Далее посмотрите, как работает точечная конденсаторная сварка.
После включения питания загорается лампочка, которая в данном случае играет роль индикатора напряжения. Когда лампочка перестает гореть, это означает, что конденсаторная батарея полностью заряжена. После этого сварочный аппарат готов к работе. Включение разряда осуществляется нажатием на кнопку, встроенной в держатель. Такая сварка позволяет приваривать не только тонкие пластинки, но и шпильки разного диаметра к металлическим поверхностям. Для этого предусмотрена возможность удержания шпильки в держателе.
Сварочный аппарат своими руками
Приветствую всех читателей сайта « Вольт-Индекс », иногда делая те или иные проекты на основы литиевых аккумуляторов, многие читатели часто критикуют, что литиевые батарейки нельзя паять. Это конечно так, но если паять очень быстро и не нагревать чрезмерно – можно. Входе этой статьи мы постараемся сделать аппарат для контактной сварки конденсаторного типа.
На самом деле в интернете очень много вариантов построения таких аппаратов, но мы остановимся на самом простом и безотказном. Это бестрансформаторная или ударная контактная сварка, чтобы потом не путаться хочу сказать, что трансформатор на нашей схеме.
Все же есть, он предназначен для зарядки конденсатора. Но есть сварочные аппараты, где емкость конденсатора разряжается на месте сварки не напрямую, а через разделительный трансформатор.
Такие аппараты называют трансформаторными.
В отличие от обычных аппаратов контактной сварки, у которых процесс происходит нагреванием двух металлов, конденсаторная сварка не нагревает деталь из-за очень кратковременного процесса сварки. Это особенно хорошо для пайки аккумуляторов.
В схеме S3 подключается на массу. В архиве на схеме, все исправлено.
Напряжение с сетевого трансформатора выпрямляется двухполупериодным выпрямлителем и заряжает электролитический конденсатор большой емкости. Целесообразно использовать батарею из параллельно соединенных конденсаторов одинакового напряжения и емкости.
Если честно, емкости могут отличаться, но важно чтобы конденсаторы имели одинаковое расчетное напряжение.
В момент сварки вся емкость конденсатора разряжается на определенной точке, к которой подключаются съемные контакты. Притом в качестве этих контактов иногда могут быть использованы сами детали, которые нужно сварить вместе.
Моментальный разряд емкости мощных конденсаторов вызывает огромный скачок тока, процесс очень кратковременный, но токи могут доходить до десятков тысяч ампер в зависимости от емкости и напряжения конденсаторной батареи. Кратковременный разряд такой емкости приводит к моментальному плавлению металла под электродами.
Давайте более подробно рассмотрим систему.
Напряжение было выбрано порядка 40 вольт. Такое напряжение полностью безопасно для человека, хотя все зависит от физиологии индивида. Для кого-то и 12 вольт максимум.
Но, во всяком случае, 40 вольт не смертельно. Поскольку аппарат планировался с питанием от сети нужно использовать понижающий трансформатор для зарядки конденсаторов.
В нашем случае был использован трансформатор, выдающий на вторичке около 30 вольт при токе в 1.5 ампера, что отлично подходит для наших целей.
После выпрямителей напряжение на конденсаторах будет порядка 40 вольт. Естественно из-за нестабилизированного источника это напряжение может отклоняться в ту или иную сторону в зависимости от напряжения в сети.
В принципе подойдет любой трансформатор мощностью свыше 50 ватт, которое обеспечивает на выходе нужное напряжение. От тока вторичной обмотки будет зависеть время зарядки конденсаторов.
Для ограничения тока заряда конденсатора использован 10 ваттный резистор проволочного типа с сопротивлением 10-15 Ом.
Если же не ограничивать ток заряда, то система будет потреблять колоссальные токи, в следствие чего может сгореть диодный мост.
В аппарате предусмотрен тиристорный замыкатель.
При нажатии слаботочной кнопки сработает мощный тиристор, который разрядит всю емкость конденсаторной батареи, то есть произойдет короткое замыкание. В нашем случает был взят тиристор Т 171-320.
Кратковременный ударный ток в нашей системе может доходить до 4 000 ампер.
Для того, чтобы этот «монстр» сработал нужно подать на управляющий электрод напряжение от 3.5 – 12 вольт. Указанное напряжение можно получить путем использования делителя напряжение на базе двух резисторов на 0.5 -1 ватт. Их подбором в средней точке нужно получить раннее указанное напряжение.
В качестве диодного выпрямителя был использован готовый мост на 10 Ампер, напряжение моста не менее 100 вольт, хотя такие мосты делают на 400 и более вольт. Мост в ходе работы не нагревается, но желательно посадить его на теплоотвод.
Цепочка из резистора, светодиода и стабилитрона представляет собой индикатор заряда конденсаторов и при достижении на них около 40 вольт светодиод загорается, что свидетельствует, о том, что аппарат готов к использованию.
Можно также использовать цифровой вольтметр.
При отсутствии стабилитронов на 40 вольт можно использовать несколько штук меньших номиналов.
Светодиод можно взять любой, а ограничительный резистор 0.25 ватт.
Конденсаторы были взяты с напряжением в 50 вольт — желательно на 63 либо 100 вольт. Общая емкость батареи составила 41 000 мкф.
Конечно можно увеличить емкость конденсатров лишь бы тиристор справился, а увеличение емкости даст возможность варить более крупные детали.
Конденсаторы были запаяны на общую плату, дорожки были дополнительно усилены. Также парралельно к конденсаторам был запаян 5 ваттный резистор на 1.5 кОм. Для разряда последних после выключения прибора. Также была предусмотрена кнопка для экстренного разряда емкости. Здесь принцип тот же – разряд через резистор только в этом случае он низкоомный.
Для запуска тиристора можно использовать абсолютно любой низковольную кнопку.
В первичной цепи трансформатора можно внедрить простой диммер. Это позволит регулировать напряжение на конденсаторах и выбрать оптимальное напряжение для сварки деталей из определенных металлов.
Members 244 сообщений Город: Кишинев Имя: ВладимирКонтактная сварка — DIY конденсаторная
Народ, привет!
Назрела проблема ремонтировать аккумуляторные сборки (NiMh, LiIon etc), а следовательно нужен аппарат точечной сварки. Паять буду тонкой никелевой лентой. Вникнув немного в тему, определили для себя, что с этой задачей хорошо будет справляться самодельный конденсаторный аппарат.За основу буду брать буржуйскую конструкцию:
Оригинальная конструкцияУ буржуинов получается очень хорошо.
Как накопитель энергии возьму т.н. «автомобильный9quot; силовой аудио конденсатор на 1-2 Фарада, 24В. Эти конденсаторы довольны распространены, стоят около 70 долларов даже в нашем молдавском захолустье. С учетом местных цен один такой конденсатор брать дешевле, чем набирать батарею + компактнее + стильный корпус с вольтметром и подсветкой.
Блок питания — 24В 5А от ноутбука, благо он имеет второй выход USB На 5В. Тиристор — на 100А (есть в наличии симистор ТС171-250-8-3 на 250А, но, по моему, лучше брать именно тиристор, т.к. односторонняя проводимость уменьшит длительность импульса (с симистором будет образоваться колебательный контур — проверено на практике, когда делал подобие Гаусс-пушки).
Микросхема контроллера тоже есть в наличии, LM22678, получал как образцы.
Что хочется поменять во второй конструкции — иметь возможность устанавливать длительность импульса. Благо один вывод контроллера свободен, значит можно поменять его на PIC12F675 — совместим по выводам + есть АЦП, программу переписать не проблема. На свободный вывод садим линейный потенциометр + шкалу к нему.
Вообще-то у меня есть и личная разработка программируемого таймера на PI16F628 и ЖКИ экране, в свое время делал для устройства экспозиции УФ-светом печатных плат. Может возьму и ее за основу, т.к. ЖКИ экран более информативен + можно точно задавать форму и длительность импульса.
Буду постепенно выкладывать результаты.
Кто желает изучать тему по второй ссылке — будьте внимательны . в лучших традициях открытых разработок заложены несколько ошибок в разводке платы (не проведена дорожка к 4-й ноге контроллера зарядки) и в программе — разные имена процедур в теле программы DLY_xxx против Dly_xxx, ассемблер будет ругаться на необьявленные переменные).
Не верю, что так и было, автор специально поставил, чтоб народ хоть немного думал !Прикрепленные изображения
Сообщение отредактировал kreitzz: 12 December 2010 — 14:11
Members 2339 сообщенийКонтактная сварка — DIY конденсаторная
Лет 15 назад делал такую сварку, т.е. именно для сварки (соединения) аккумуляторов таких. За основу брал схемку из Радио (именно та, где держак выполнен в виде пистолета). Немного переработал, и на базе ее собрал три варианта. В том числе и конденсаторный. Кондер использовал какой-то обычный. О фарадных емкостях тогда можно было только мечтать. Схемки реализовывал на коленке, очень срочно нужно было. Что интересно, все работали неплохо. Ленточка соединительная отрывалась от тела аккумуляторов с дырками, т.е. ее куски оставались на местах сварки, что говорило о неплохом качестве сварки. На сколько помню, не все типы тиристоров хорошо работали, симисторы тоже не хотели (кажется). Держаки делал с прямой рукояткой, ставил вертикально, кнопка пуск монтировалась на вершине рукоятки (микрик обычный), удобно. Выбирая усилие прижима опытным путем быстро находил оптимальный вариант. Схемы были простыми, без контроллеров.
ВВ.#5 kreitzz
kreitzz Отправлено 16 December 2010 — 02:23
16 December 2010 — 02:23
Members 2339 сообщенийКонтактная сварка — DIY конденсаторная
А контроллер, по моему, прилада необходимая, если он способен запоминать режимы сварки.2*T, но как искать я так и не понял.
Или BTA40 взять? Или Т171-250-9?
Я насколько понимаю, на пригодность схемы влияет не только мощность тиристора, но в первую очередь быстродействие. Если можете посоветуйте несколько аналогов подходящих тиристров.
Раскрыть ветвь 3
Ищите параметр «ударный ток» или «I tsm», пользуйтесь калькулятором, например для нашей схемы нужен тиристор, который способен выдержать 2000 А. 2 тиристора 70TPS12 выдержат 2200 ампер. Если же брать 40TPS12, то у них 500А и их нужно будет 4 шт. минимум, а лучше 5.
ESR каждого конденсатора принимается за 0,1 (по таблице на просторах интернета, лучше конечно измерить, но прибора нет под рукой) в итоге 6 параллельных конденсаторов будут иметь ESR 0,01667 Ом, это значение нужно подставить в формулу закона Ома 32/0,016=2000А
Раскрыть ветвь 2
У меня в магазине из мощных тиристров только Т171-250-9 и 40TPS12. У Т171-250-9 ударный ток 6000, но di/dt в два раза меньше чем у 40TPS12, т.е. 80 против 150. Что лучше будет сборка из 40TPS12 или один Т171-250-9?
Раскрыть ветвь 1
я бы взял Т171-250-9, di/dt — 80 а/мкс, а постоянная времени для 60000х32 — почти 1мс. то есть 1000 мкс. и если разделить 2000А на 80 а/мкс, то получим 25 мкс. а это значительно меньше 1000 мкс
Конденсаторная сварка является методом сварки с запасенной энергией. Энергетические заряды будут накапливаться в конденсаторах в процессе зарядки от выпрямителя, после чего трансформироваться в теплоту. Она будет образовываться в процессе протекания тока между свариваемыми деталями. Именно поэтому конденсаторная сварка также называется контактной.
Электрическая схема точечной микросварки.
Элементы, которые будут необходимы:
устройство для сварки; электрод; трансформатор; проволока; конденсатор.Отличие точечного метода сварки от других существующих
Конденсаторная сварка с разрядом конденсатора через первичную обмотку трансформатора: а—схема процесса; б—диаграмма тока.
Основным отличием подобного метода соединения является экологичность. Стандартное устройство конденсаторной сварки работает на высоких токах, благодаря чему есть возможность получить шов отменного качества при небольшом расходе электроэнергии.
Конденсаторный метод сварки, как и приспособления для него, используется чаще всего в случаях, когда необходимо выполнить микросварку или соединить заготовки больших сечений и толщин. Точечная сварка своими руками заключается в следующем:
В конденсаторах накапливается энергия в необходимом количестве. Заряды превращаются в тепло, которое используется для сварки.Следует знать, что точечная сварка является экологичной, так как она практически не оказывает влияния на окружающую среду. Используемые устройства не нуждаются в жидкости для охлаждения, так как из них не выделяется тепло. Подобное значительное преимущество дает возможность увеличить цикл жизни всего устройства для получения неразъемных соединений.
Вместо типичных цилиндров в конструкциях используются специальные сервоприводы, в связи с чем отсутствует необходимость в пневмоподключении. Встраиваемые компоненты позволяют скопить сварочное усилие довольно быстро и эффективно. Электроды при этом будут действовать на основание деликатно.
Конденсаторная сварка имеет следующие преимущества:
возможность производить сварку на высокой скорости; точность соединения элементов; высокий уровень экологичности; надежность соединения; долговечность сварочных устройств.Схема конденсаторной сварки.
За счет высокой скорости точечная сварка не будет деформировать и расплавлять металл. Устройства действуют на различные обрабатываемые заготовки щадящим образом. Отличные показатели качества можно получить при контактном или ударном способе соединения заготовок. Например, ударно-конденсаторный метод лучше всего использовать для соединения цветных металлов и сплавов на их основе. В итоге шов получится эстетичным, надежным, а процесс получения неразъемных соединений займет небольшое количество времени.
Конденсаторная сварка достаточно часто используется в промышленных условиях благодаря сочетанию эксплуатационных характеристик. Образуется технологическое явление, в процессе которого нераздельный контакт заготовок из металла производится ввиду выделения тепла. При этом из места сварки путем усилия сжатия устранятся грязь, оксидные пленки, различные включения и выпуклости. В результате появятся соединения между атомами соединяемых покрытий.
Заряды энергии будут аккумулироваться при зарядке от генератора или выпрямителя. Производить регулировку энергии можно с помощью изменения напряжения и емкости зарядки.
Существующие разновидности точечной сварки
Конструкция трансформаторов для точечной сварки.
Иногда используется соединение без трансформаторов. Конденсаторы в данном случае будут разряжать энергию на соединяемое основание. Допускаются следующие схемы зарядки:
1000 мкФ устройства будут аккумулировать энергию на напряжение до 1000 В путем повышающего трансформатора, при этом время сварки составит 0,005 с. Ток сварки находится в промежутке от 10 до 100 А. Подобный способ опасен для человека в связи с высоким напряжением. 40000-400000 мкФ устройства будут аккумулировать энергию на напряжение до 60 В путем понижающего трансформатора. Время сварки может достигать 0,6 с. при этом ток сварки находится в промежутке от 1000 до 2000 А.В других случаях используется сварка с использованием трансформаторов. В данном случае конденсатор будет разряжать заряд энергии на первичную обмотку устройства трансформатора.
Виды контактной сварки: а – стыковая; б – точечная; в – роликовая; 1 – сварочный шов; 2 – электрод; 3 – свариваемые детали; 4 – подвижная плита с перемещаемой деталью; 5 – сварочный трансформатор; 6 – неподвижная плита.
Соединяемые детали при этом размещаются в контуре сварки, который соединяется со вторичной обмоткой трансформатора. Данный способ соединения используется в качестве микросварки со следующими параметрами:
напряжение зарядки – 1000 В; время сварки – 0,001 с.; ток сварки – 6000 А; емкость конденсаторных устройств – 1000 мкФ.Конденсатор будет аккумулировать энергию до конкретного количества при левом размещении рычага. При правом выполняется разряд тепловых обменников на первичную обмотку трансформаторной конструкции. Конденсаторный метод соединения во вторичной обмотке индуктируется электродвижущей силой. Данная сила обусловливает силу тока в цепочке сварки.
Сварка цветных металлов точечной сваркой
Цветные металлы контрастируют с обыкновенной сталью. В данном случае могут использоваться различные методы тепловой обработки. Все будет зависеть от вида соединяемого металла. Сварка подобных металлов имеет следующие особенности:
температура плавления; плотность; сродство к газам атмосферы; механические показатели при низких и высоких температурах.Сварочные горелки для точечной сварки.
По совокупности данных можно выделить металлы:
тяжелые цветные; активные и тугоплавкие; легкие.Из первой группы можно плавить металлы точечной сваркой без особых трудностей. Для проводов из меди в большинстве случаев применяются механизированные устройства. Они способны обеспечить соединение высокого качества и сохранять исходные размеры заготовок.
Для обработки металлов двух остальных групп понадобятся устройства с высокой концентрацией энергии. Сварка своими руками заготовок из данных групп выполняется крайне редко, так как в данном случае могут образовываться летучие вредные соединения.
Технология конденсаторной сварки
Процесс соединения заготовок точечным способом состоит из нескольких этапов. Прежде всего, соединяемые заготовки понадобится совместить в необходимом положении, поместить между электродами устройства для сварки, после чего прижать друг к другу. После этого их понадобится нагреть до состояния пластичности и подвергнуть последующей пластической деформации. В условиях промышленности в процессе использования автоматических конструкций частота сварки достигает 600 точек/мин. Чтобы можно было произвести качественную конденсаторную сварку своими руками, понадобится поддерживать одинаковую скорость перемещения всех электродов. Обязательно надо обеспечить необходимую величину давления и полный контакт свариваемых заготовок.
Заготовки будут нагреваться за счет прохождения тока сварки в виде кратковременного импульса. Длительность импульса зависит от условий сварки и может составлять от 0,01 до 0,1 с. Данным импульсом обеспечится расплавление элемента в зоне действия электродов и образуется общее жидкое ядро двух заготовок. Диаметр ядра может составлять от 4 до 12 мм. После того как прекратит действовать импульс тока, заготовки некоторое время под давлением будут удерживаться, чтобы образованное ядро могло остыть и кристаллизоваться.
Продолжительность нагрева и сила давления
Продолжительность нагрева или прохождения тока сварки может изменяться, она зависит от условий сварки и мощности используемой конструкции. В случае соединения элементов из сталей, которые склонны к закалке и образованию трещинок, понадобится увеличить продолжительность нагрева. Это делается для того, чтобы была возможность замедлить дальнейшее охлаждение металла. Сварку заготовок из нержавеющей стали понадобится производить с минимальной продолжительностью нагрева. Это нужно для того, чтобы была возможность предотвратить опасность нагрева наружного основания точки соединения до температуры превращений структуры. Следует знать, что в результате могут быть нарушены высокие антикоррозийные свойства внешних слоев металла.
Сила давления между электродами должна обеспечить надежное соединение заготовок в месте сварки. Она зависит от вида соединяемого металла и толщины свариваемых заготовок. Давление после нагрева имеет важное значение, так как его величина будет обеспечивать мелкозернистую структуру металла в месте соединения, при этом прочность точки соединения будет равна прочности базового металла.
Особенности выбора и использования электродов
Положение электрода при сварке.
Факторы, от которых зависит качество сварки:
Качество сварки будет зависеть от правильного выбора диаметра электрода из меди. Диаметр точки соединения обязательно должен превышать толщину тонкого элемента соединения сварки в несколько раз. Прижимом заготовок в момент прохождения импульса сварки может обеспечиться появление пояска для уплотнения возле расплавленного ядра. Благодаря этому не понадобятся какие-либо дополнительные меры защиты места соединения. Чтобы была возможность улучшить кристаллизацию расплавленной заготовки, электроды понадобится разжать с небольшой задержкой после прохождения импульса сварки. Чтобы можно было получить качественный и надежный шов сварки, соединяемые основания понадобится первым делом подготовить. В данном случае имеется в виду очистка элементов от ржавчины. Расстояние между точками соединения должно обеспечить уменьшение шунтирования тока через ближние точки. К примеру, для соединения двух заготовок толщиной в 2-5 мм расстояние между точками соединения будет изменяться от 15 до 50 мм.Электроды, которые используются для конденсаторной сварки, должны обеспечить прочность в интервале рабочих температур, высокую электро- и теплопроводность, а также легкость их обработки. Подобным требованиям соответствуют некоторые бронзы, которые включат в себя кобальт и кадмий. Подходят и сплавы меди с содержанием хрома. Следует знать, что по показателям тепло- и электропроводности медь существенно превосходит бронзу и сплавы, но данный металл во много раз хуже по показателям износостойкости. Поэтому лучше всего подходит для подобных целей сплав типа ЭВ, который являет собой практически чистую медь с добавлением хрома и цинка.
Чтобы уменьшить износ электродов, в процессе использования нужно интенсивно охлаждать их водой.
Как своими руками сделать устройство для сварки точечным способом?
Схема шовной сварки.
Устройство для сварки проволоки из меди можно с легкостью собрать самому. Для этого следует приобрести трансформатор мощностью 450 Вт. Трансформатор нужен стандартного типа, с первичной медной обмоткой толщиной в 0,75х2 мм и вторичной обмоткой силовым кабелем из алюминия 6 мм. В данном случае понадобится и угольный электрод.
Устройство для сварки проводов из меди работает на переменном токе от 35 до 40 А. Высшая точка напряжения составляет 15 В. В качестве держателя электрода можно использовать несколько зажимов. Проводником для изготавливаемого устройства может служить угольный электрод, который изготавливается из щетки троллейбусного контакта.
Если аккуратно эксплуатировать данное приспособление, то оно может прослужить несколько лет. Нужно следить за контактами, а также за тем, чтобы не разряжался аккумулятор. Схема сварки проводов из меди не подразумевает применение устройств с высокими ресурсами. Самодельное приспособление способно отлично справиться со значительными объемами работы.
Следует заметить: сварочные работы в данном случае можно автоматизировать, что является существенным преимуществом.
Конденсаторная сварка является сложным процессом, поэтому необходимо знать все нюансы.
Внимание, только СЕГОДНЯ!Конденсаторная сварка
Есть различное количество типов сваривания, у каждого из них есть свои преимущества и недочеты. Одни предусмотрены для выполнения работы по дому.
Остальные выполняют роль ассистента для каждого мастера.
Мы проинформируем вас о плюсах конденсаторной сварки, а также о схеме, по которой можно изготовить такой аппарат самому.
Блок: 1/5 | Кол-во символов: 325
Источник: https://prosvarku.info/tehnika-svarki/kondensatornaya-svarka
Чем отличается конденсаторный способ от других видов?
Первое отличие, которое бросается в глаза, это скорость сварки и её экологичность. Стандартный прибор для конденсаторной сварки работает на высоком напряжении. Это и позволяет сэкономив электроэнергию, получить качественный и ровный шов. Основное её применение лежит в микросварке или же при надобности осуществить сварку больших сечений. Это происходит при таком принципе:
- Конденсаторы собирают в себе требуемое количество энергии;
- Заряд переходит в тепло, которое используется для сварки.
Как уже упоминали ранее, этот вид сварки является экологически безопасным. Приборам не требуется жидкость для охлаждения из-за отсутствия тепловых выделений. Это преимущество позволяет прибавить времени к сроку эксплуатации конденсаторного устройства.
Блок: 2/5 | Кол-во символов: 809
Источник: https://electrod.biz/accessories/delaem-kondensatornuyu-svarku.html
Конденсаторная сварка: что это такое
Конденсаторная сварка своими руками была разработана еще в 30-х годах XX века. Сегодня эта технология активно используется предприятиями промышленности и умельцами с целью выполнения бытовых сварных операций.
Особенно популярна такая технология в цехах ремонта кузовов транспортных средств: в отличие от дугового, при конденсаторном методе создания сварного шва не происходит прожигание и деформация тонких стенок листов кузовных деталей. В последующее время соединенным деталям кузова не нужна дополнительная рихтовка.
Такую технологию применяют в радиоэлектронике для соединения изделий, не паяющихся посредством обычных флюсов или выходящих из строя при перегреве.
Активно применяются аппараты конденсаторной сварки ювелирами при изготовлении и ремонте ювелирных украшений, на предприятиях, выпускающих коммуникационные шкафы, лабораторное, медицинское, пищевое оборудование, при строительстве зданий, мостов, инженерных коммуникаций.
Столь широкое распространение можно объяснить действием ряда факторов:
- простая конструкция сварочного аппарата, который при желании можно собрать своими руками;
- точечная сварка отличается относительно низкой энергоемкостью и малыми нагрузками, создаваемыми на электрическую сеть;
- высокие показатели производительности, что крайне важно при серийном производстве;
- возможность снизить термическое влияние на соединяемые поверхности, что позволяет сваривать детали малых размеров и работать с теми конструкциями, стенки которых чрезмерно тонки и могут деформироваться при обычной сварке.
На заметку! Достоинством технологии конденсаторной сварки является простота ее реализации: даже средний уровень квалификации позволяет мастеру создать качественные сварные швы.
Способ конденсаторной сварки изделия.
Правила осуществления сварных операций с помощью энергии конденсаторов регламентируются ГОСТ. Принцип технологии основывается на трансформации энергии электрического заряда, накопленного на конденсаторах, в тепловую энергию.
При соприкосновении электродов происходит разряд и образуется электрическая дуга краткого действия. За счёт выделяемого ею тепла кромки соединяемых деталей из металла плавятся, образуя сварной шов.
При конденсаторной сварке ток подается на сварной электрод в виде кратковременного импульса высокой мощности, который получается за счет монтажа в оборудование конденсаторов большой емкости.
В случае использования контактной сварки ток непрерывен. В этом заключается основное отличие этих видов выполнения сварных операций.
В итоге, мастер может достичь высоких показателей двух важных параметров:
- на термический нагрев соединяемых деталей требуется гораздо меньше времени, что особенно ценно для производителей электронных компонентов;
- ток, используемый для соединения деталей, обладает высокой мощностью, поэтому и сами сварные швы получаются более качественными.
В процессе сварных операций для крепления элементов и узлов разных изделий могут потребоваться разные по разновидности и назначению шпильки.
Достоинством конденсаторной сварки является возможность уменьшить площадь термического воздействия, снизить напряжение и свести к нулю риск деформации поверхностей ввиду высокой плотности энергии и кратковременности сварного импульса. Технология позволяет работать с цветными металлами с малой толщиной.
Также отметим, что огромным плюсом конденсаторного сварного аппарата является его компактность. Для применения такой технологии на практике не потребуется мощный источник питания, устройство можно заряжать между переносом электрода к следующей точке.
Блок: 2/5 | Кол-во символов: 3711
Источник: https://tutsvarka.ru/vidy/kondensatornaya-svarka
Модификации
Различают 3 вида конденсаторной сварки. При помощи каждого из них разрешаются конкретные задачи.
Ознакомимся подробнее с каждым из них.
ТОЧЕЧНАЯ КОНДЕНСАТОРНАЯ СВАРКА
В ходе выполнения формируется непродолжительный импульс тока, моментально плавящий и соединяющий элементы.
Такой метод очень популярен, он употребляем во многих сферах.
Он дает возможность сваривать элементы различных размеров.
РОЛИКОВАЯ КОНДЕНСАТОРНАЯ СВАРКА
Тут смысл таков же, однако образовавшиеся «точки» фрагментарно наслаиваются один на другой.
Этот способ целиком изолирован, не дает влажности и грязи никакой возможности.
Этот метод приобрел широкое распространение при выпуске мембранных и вакуумных продуктов.
СТЫКОВАЯ КОНДЕНСАТОРНАЯ СВАРКА
Этот способ непохож на остальные. Ток оплавляет грани металлического покрытия, они далее стыкуются и в процессе охлаждения формируют крепкую связь.
Этот способ весьма затруднителен.
Блок: 3/5 | Кол-во символов: 917
Источник: https://prosvarku.info/tehnika-svarki/kondensatornaya-svarka
Конденсаторная сварка своими руками
В домашних условиях, когда возникает необходимость соединить медные или алюминиевые детали, это можно сделать с помощью самодельной конденсаторной сварки. Для правильной работы с различными металлами нужно опираться на графики их сварочных температур.
Графики температур сварки для металлов
Работа подобных схем основана на следующем принципе:
- напряжение сети понижается трансформатором и выпрямляется с помощью диодного моста;
- выпрямленное напряжение накапливается на конденсаторе большой емкости, включенном в диагональ диодного моста;
- в цепь через тиристор подключаются рабочие электроды;
- при кратковременной подаче напряжения на управляющий электрод тиристора последний открывается, и конденсатор разряжается через электроды на место сварки.
Необходимо сильно прижать свариваемые поверхности с помощью струбцины и прикоснутся к ним электродами, нажав на кнопку разряда.
Схема при КС
Конденсаторная точечная сварка своими руками схема которой подбирается индивидуально, может содержать в себе батарею конденсаторов для увеличения емкости.
Схема самодельной конденсаторной сварки
К сведению. Если включить вместо обычного трансформатора в цепь самоделки автотрансформатор, то можно выполнять регулировку напряжения на выходе, тем самым меняя величину сварочного тока. Главное, чтобы тиристор был рассчитан на его максимальное значение.
Применять подобную сварку можно для сваривания между собой и ремонта литиевых аккумуляторов, например, 18650.
Требования к конденсаторной сварке
Самодельный аппарат должен включать в себя как минимум два узла:
- источник импульсов;
- сварочный блок.
При этом желательно организовать регулировку сварочных режимов и защиту схемы. В домашних условиях при выполнении работ необходимо выполнять ряд условий. Основные моменты, на которые следует обратить внимание, следующие:
- обеспечение достаточной мощности давления и качественного контакта в момент воздействия импульса тока;
- гарантирование короткого промежутка времени (до 0,1с.) для разряда и максимально малого времени заряда конденсаторов и достаточной временной выдержки для остывания расплава;
- размер точки прикосновения электрода обязан быть в два раза больше самой тонкой из заготовок.
Не стоит забывать! Места сварки обязательно очищать от грязи, ржавчины и окислов.
Процесс конденсаторной сварки
Конструкции контактного блока
У изготовленной конденсаторной сварки своими руками схема и описание могут быть разными, но контактный блок в основном одинаковый. Этот узел отвечает за фиксацию или перемещение по сварной плоскости рабочих электродов. В домашних условиях это простая фиксация при помощи различных зажимов или винтов. Ими же регулируется степень сжатия. Обычно один из электродов (нижний) закрепляется статично. Он имеет размеры: сечение – 5-8 мм, длину – 10-20 мм. Подвижный электрод крепится на верхней площадке и имеет горизонтальную степень свободы.
Совет. В качестве электродов допустимо брать толстую омеднённую проволоку или медный пруток. Узел прижима деталей и узел подачи токового импульса должны быть изолированы друг от друга.
Блок: 5/7 | Кол-во символов: 3080
Источник: https://amperof.ru/sovety-elektrika/kondensatornaya-svarka.html
Разновидности
Каждая из рассматриваемых разновидностей КС применяется в зависимости от того, какой результат нужен.
Точечная конденсаторная сварка
Соединение заготовок осуществляют в определённых точках (отдельных местах), это регламентировано ГОСТ 15878-79.
Структура и границы такой точки зависят от следующих параметров:
- геометрических поверхностных характеристик электродов;
- силы и времени пропускаемого через точку тока;
- степени сжатия соединяемых поверхностей и их состояния.
Такой вид КС отлично подходит для работы с листовыми или профильными заготовками, при этом они накладываются друг на друга внахлёст.
Типы точечных соединений
Роликовая конденсаторная сварка
Другое её название – шовная. Представляет собой непрерывный ряд из перекрывающих друг друга точек. Токопроводящие электроды в виде роликов выполняют шов при прокатке через них наложенных внахлёст заготовок.
Внимание! Расположение электродов при точечной и роликовой КС может быть, как одностороннее, так и двухстороннее.
Подобную сварку используют для производства различных ёмкостей: баков, канистр, сосудов и т.д.
Схема роликовой сварки с разрезом шва
Стыковая конденсаторная сварка
Сварку оплавлением при таком способе получают при медленном приближении деталей, на которые подаётся ток. При соприкосновении двух поверхностей в зонах микроконтактов получается взрывное оплавление из-за возникновения в этих местах высокой плотности тока.
Важно! Магнитное поле выталкивает наружу кипящий металл, а сдавливание заготовок способствует образованию шва.
Таким способом сваривают между собой детали сложной конфигурации из металлов разного рода: медь, алюминий, углеродистые стали.
Несложные заготовки сращивают, пользуясь способом сопротивления, прижимая друг к другу и пропуская через них ток. В результате чего металлы в месте соприкосновения становятся пластичными, и происходит их осадка. Обязательна предварительная подготовка мест контакта.
Блок: 4/7 | Кол-во символов: 1919
Источник: https://amperof.ru/sovety-elektrika/kondensatornaya-svarka.html
Этапы работы
Процесс выполнения конденсаторной сварки довольно простой, и понять его сможет даже человек, который никогда не делал подобную работу. Она выполняется в три этапа, на которые затрачивается минимальное количество времени. От точности соблюдения порядка действий будет зависеть качество шва и прочность конструкции.
Порядок действий:
- Начальная стадия процесса подразумевает тщательную подготовку свариваемых деталей. Первым делом с их поверхности счищается ржавчина. Затем удаляются пыль, остатки каких-либо веществ и прочие загрязнения. Если этого не сделать, то шов получится кривым и хрупким.
- Обе заготовки стыкуются друг с другом в нужном положении.
- Затем они помещаются между двумя электродами.
- К месту соединения подводятся контакты.
- Мастер включает устройство, и на них подаётся импульс нужной силы.
- После завершения этой процедуры электроды возвращаются в начальное положение.
- Соединённые детали вынимаются, и проверяется качество шва.
- При необходимости заготовки поворачиваются под нужным углом, и сварка продолжается аналогичным образом.
Блок: 4/5 | Кол-во символов: 1060
Источник: https://rusenergetics.ru/ustroistvo/sxema-kondensatornoj-svarki
Подведем итоги
Конденсаторная сварка актуальна при необходимости соединить детали из цветных металлов в единую конструкцию.
Технология имеет ряд достоинств, среди которых особенно ценна возможность уменьшить площадь термовоздействия, снизить напряжение и устранить риск деформации металлоповерхностей. Аппараты для конденсаторной сварки просты в использовании и легко собираются своими руками, что позволяет сэкономить.
Блок: 5/5 | Кол-во символов: 419
Источник: https://tutsvarka.ru/vidy/kondensatornaya-svarka
Техника безопасности
Во время эксплуатации аппарата для контактной сварки нужно соблюдать простые меры предосторожности. С их помощью можно избежать поломки оборудования и снизить риск получения какой-либо серьёзной травмы (ожог от попадания раскалённого металла, удар электрическим током, раны, нанесённые движущимися частями устройства).
Основные правила техники безопасности:
- Запрещается выполнять какие-либо сварочные работы с незаземленным устройством.
- Чтобы избежать поражения электрическим током, не рекомендуется эксплуатировать аппарат, имеющий повреждения в защитном корпусе.
- Рабочий должен иметь прямой доступ к устройству аварийного отключения.
- Включать прибор можно только сухими руками. При этом также нужно проверить пространство вокруг аппарата на наличие влаги.
- Перед началом сварки мастер должен стать на резиновый коврик и проверить всё защитное обмундирование.
- Сварку на конденсаторах может выполнять только высококвалифицированный опытный рабочий.
- При смене электродов или установке детали необходимо обеспечить защиту рук и глаз от воздействия высоких температур.
- Рабочее место должно быть огорожено со всех сторон. Такая мера предосторожности поможет избежать возгорания в случае отлетания капель горячего металла.
- Около сварочного аппарата нельзя хранить горючие и легковоспламеняющиеся материалы.
- Если работа выполняется в полностью закрытом помещении, то необходимо обеспечить хорошую вентиляцию для удаления вредных паров.
- При возникновении какой-либо неисправности следует сразу же приостановить процесс сварки и отключить аппарат от источника питания.
Конденсаторная сварка — это быстрый и простой способ качественно соединить две металлические детали. При правильном её проведении и соблюдении всех правил техники безопасности можно значительно упростить процесс и снизить риск получения серьёзной травмы.
Блок: 5/5 | Кол-во символов: 1837
Источник: https://rusenergetics.ru/ustroistvo/sxema-kondensatornoj-svarki
Видео
Блок: 7/7 | Кол-во символов: 6
Источник: https://amperof.ru/sovety-elektrika/kondensatornaya-svarka.html
Количество использованных доноров: 5
Информация по каждому донору:
- https://tutsvarka.ru/vidy/kondensatornaya-svarka: использовано 2 блоков из 5, кол-во символов 4130 (28%)
- https://amperof.ru/sovety-elektrika/kondensatornaya-svarka.html: использовано 3 блоков из 7, кол-во символов 5005 (34%)
- https://prosvarku.info/tehnika-svarki/kondensatornaya-svarka: использовано 3 блоков из 5, кол-во символов 1533 (10%)
- https://electrod.biz/accessories/delaem-kondensatornuyu-svarku.html: использовано 2 блоков из 5, кол-во символов 1133 (8%)
- https://rusenergetics.ru/ustroistvo/sxema-kondensatornoj-svarki: использовано 2 блоков из 5, кол-во символов 2897 (20%)
Сварочный аппарат емкостного разряда (CD) для батарейных отсеков: 28 шагов
Введение: емкостной разрядный (CD) сварочный аппарат для батарейных отсеков
Добро пожаловать в мой последний проект, емкостный сварочный аппарат (CD). Этот метод часто используется для приварки язычков батарей. У меня есть план сделать электрический велосипед, и стоимость аккумуляторных блоков составляет примерно половину стоимости всей электрической установки (обычно 500 долларов за аккумулятор среднего размера на 12 Ач). Я считаю, что могу сделать разумный пакет из старых ячеек, снятых со старых ноутбуков или аналогичных устройств, в которых используется обычный размер ячеек 18650.Надеюсь, этот источник подержанных батареек является бесплатным, поэтому общие затраты на самом деле связаны только с самим материалом вкладок. Что касается затрат, то сварщик в исходном виде стоит недешево. Конденсатор, который я использовал, был новым и куплен у Digikey, как и полевые МОП-транзисторы. Однако я надеюсь, что машина прослужит годы безупречной службы примерно за 10% от стоимости коммерческой единицы.
ПОЖАЛУЙСТА, ОБРАТИТЕ ВНИМАНИЕ: этот проект в значительной степени основан на дизайне Яна Хупера из Перта, Вашингтон. Вы можете найти проект на его веб-сайте здесь:
http: // www.zeva.com.au/Projects/SpotWelderV2/
Осмотрите сайт Яна и полюбуйтесь его замечательными проектами и продуктами, которые он продает!
Добавить TipAsk QuestionDownload
Шаг 1: Безопасность
Хорошо – электричество может быть опасно!
Это устройство предназначено для работы при низких напряжениях, обычно максимум 16 Вольт. Это означает, что вероятность поражения электрическим током мала. Однако, с другой стороны, я оцениваю, что сила тока сварочной цепи намного превышает 1000 ампер, хотя и на очень короткий период времени!
Когда сварка выполнена, я испытал определенное количество искры в месте сварки – я думаю, это результат недостаточного давления на сварочные электроды – я советую использовать защитные очки и перчатки при выполнении сварных швов.
Добавить TipAsk QuestionDownload
Шаг 2: Сбор аккумуляторов для ноутбуков
На YouTube есть много видео о том, как извлечь 18650 ячеек из аккумуляторных блоков портативных компьютеров. Я включил сюда короткое видео об использовании «Packprobe». Packprobe позволяет вам исследовать встроенный чип внутри аккумуляторной батареи, где вы можете почерпнуть полезную информацию, такую как количество циклов зарядки, которым подвергся аккумулятор.
Более подробную информацию можно найти здесь:
http: // powercartel.com / projects / packprobe / documentation /
Добавить TipAsk QuestionDownload
Шаг 3: зачем сваривать, когда можно паять?
… ну это хороший вопрос!
Можно прикрепить язычок батареи к батарее, используя традиционные методы пайки. Однако у него есть несколько очень явных недостатков:
1) Вы вводите большое количество тепла на клемму батареи. Это могло буквально «сжечь» батарею, и когда я попытался сделать это с помощью настольного паяльника, мне потребовалось время, чтобы разогреть стык, да и остальная часть батареи тоже нагрелась.Я предполагаю, что если у вас более мощный утюг, вы сможете создать припой за секунду или две и …
2) После этого вам нужно будет очистить паяное соединение от остатков флюса.
Таким образом, он быстрее, чище и с меньшей вероятностью повредит аккумулятор.
Добавить TipAsk QuestionDownload
Шаг 4: Принципы приваривания выступов батареи
Сварка язычков батарей – это стандартная техника, используемая всеми основными производителями. Идея состоит в том, чтобы за короткий промежуток времени пропустить целую кучу ампер в небольшое пространство для создания контактной сварки.В наличии имеются машины, специально предназначенные для этого. Конечно, они хорошо справляются со своей работой и, конечно, стоят дорого!
Я намерен сделать самодельную версию с некоторыми функциями устройств, которые вы можете приобрести на коммерческой основе, но менее чем за 10% от стоимости.
Вот ссылка на хороший источник информации, который я нашел, посвященный сварке вкладышей батареи:
http: //www.macgregorsystems.com/app_note7_battery _…
… и вот ссылка на производителя, который на своем веб-сайте есть несколько видеороликов, демонстрирующих сварку вкладыша аккумулятора:
http: // sunstoneengineering.com / applications / batter …
Добавить TipAsk QuestionDownload
Шаг 5: Информация о материале вкладки батареи
Вкладка (или полоска) батареи может быть приобретена из различных источников в Интернете, таких как ebay, aliexpress или alibaba. Производители качественных аккумуляторных блоков используют медь (с никелевой пластиной) или чистый никель. Я не комментирую медь, это очень хороший проводник, но вам потребуется больше мощности, чем этот сварочный аппарат может обеспечить для хорошего сварного шва. Предпочтительным материалом является чистый никель, но получить его может быть непросто.
Поставщики Certiain четко указывают материал, из которого изготовлен язычок, но другие выдают язычок из стали / никелирования за чистый никель! Хотя это может быть приемлемо для некоторых аккумуляторных блоков, вы должны понимать разницу между двумя альтернативными материалами:
1) Язычок со стальным сердечником подвергнется коррозии, если поцарапана никелевая пластина.
2) Прочность стали примерно в 2 раза (вдвое) выше, чем у ее чистого никелевого аналога.
Посмотрите видео, но будьте осторожны, если вы попробуете этот тест дома! Вы можете провести аналогичный тест в течение ночи, просто используя соленую воду.
Добавить TipAsk QuestionDownload
Шаг 6: Требования к конструкции – двойной импульс!
Как я сказал во введении, этот сварочный аппарат был основан на сварочном аппарате, разработанном Яном Хупером. Я очень хотел использовать базовую настройку, разработанную Яном, но мне понравилась идея потенциально усовершенствовать ее, чтобы включить некоторые функции, доступные на коммерческих машинах. За последние несколько лет я выполнил ряд проектов, основанных на микропроцессоре Arduino, и подумал, что эта платформа идеально подходит для этого приложения.
Моими основными целями были:
1) Создать возможность делать двойной импульс, управляя воротами MOSFET с Arduino.
2) Используйте дисплей для отображения основных параметров процесса.
3) Иметь возможность изменять основные параметры процесса с помощью входов от потенциометров
4) Использовать ножной переключатель для начала сварки
5) Используйте зуммер, чтобы звуковой сигнал указывать на то, что идет процесс сварки, и когда Сварщик готов к сварке
Добавить TipAsk QuestionDownload
Шаг 7: Схема (и)
Я задокументировал схему на следующих страницах.Я разделил его, чтобы было легче понять. Я надеюсь, что он точный и полный, поскольку я задокументировал его после сборки!
Вместо того, чтобы разрабатывать схему, я просто построил ее! Я примерно знал, что я хочу, и просто приступил к реализации каждой функции по мере продвижения.
Печатная плата конденсатора подробно описана здесь, на странице Иэна Хупера:
http://www.zeva.com.au/Projects/SpotWelderV2/
Добавить TipAsk QuestionDownload
Шаг 8: Подключение схемы 1 Подключение основного управляющего напряжения и Arduino I / O
На этой первой схеме соединений показано основное управляющее напряжение, поступающее от свинцово-кислотной батареи 12 В постоянного тока.
На передней панели установлен выключатель, который подает питание на устройство. Я включил 2 защитных диода на случай случайного переполюсовки.
Также показан ввод / вывод Arduino. См. Следующие схемы подключения, чтобы увидеть подробную информацию о каждой подсхеме.
Добавить TipAsk QuestionDownload
Шаг 9: Схема подключения 2 – Подключение ЖК-дисплея
Я использовал ЖК-дисплей 128 x 64 и установил его за панелью. ЖК-дисплей основан на чипсете ST7920, и я управлял им, используя только 3-проводной интерфейс передачи данных к Arduino.
В программе Arduino я использовал библиотеку U8Glib. Используемые выводы – цифровые выводы 10,11 и 13
Добавить TipAsk QuestionDownload
Шаг 10: Подключение схемы 3 – Подключения ввода / вывода
Вот схемы подключения для:
1) Педальный переключатель – подключен к D4
2) Зуммер – (необязательно, но полезно)! Я не купил зуммер, я собрал его с неработающего оборудования. Я использовал транзистор для управления, поскольку я не был уверен, что Arduino может обеспечить ток для управления этим (Arduino ограничен 40 мА из памяти)
3) Многооборотные потенциометры 3 x 10k Liear – подключены к A4, A5 и A6
NB : Конденсатор емкостью 1 мкФ на педальном переключателе для «дребезга» входа Arduino
Добавить TipAsk QuestionDownload
Шаг 11: Схема подключения 4 – MIC4452 Mosfet Driver
Этот драйвер легко доступен как компонент SMD.Я использовал плату mini SOIC, чтобы упростить использование в схеме ручной сборки!
Подробную информацию см. В прикрепленном PDF-файле на чипе. Я просто скопировал инструкции на странице 5 для внешних подключений и компонентов. Также добавлен резистор от Arduino Pin6 для ограничения тока, который может подавать Arduino. Также на выходе ставится диод. Возможно, это не обязательно, но это защищает микросхему MIC 4452 на случай «обратного» тока.
Добавьте TipAsk QuestionDownload
Шаг 12: Схема подключения 5 – Зарядка / разрядка конденсатора – и измерение напряжения
Здесь я показываю подключение к батарее конденсаторов от настольного источника питания.
Настольный источник питания напрямую подключается к положительной и отрицательной шинам.
Резисторы схемы с удаленным контуром также подключены к одним и тем же шинам. Они будут постоянно сбрасывать мощность (и, следовательно, понижать напряжение) на конденсаторы. Убедитесь, что они не остаются в заряженном состоянии, когда вы закончите работу со сварочным аппаратом. У меня под рукой оказалось 4 резистора по 48 Ом, поэтому я использовал их 2 параллельно и 2 последовательно. Если вы хотите выбрать другое значение или номинальную мощность, просто убедитесь, что вы используете вычисления V = IR и I2R, чтобы убедиться, что они будут в порядке.
Простой делитель напряжения делит напряжение на 1/3 входного (аналоговый вывод на Arduino достигает максимум 5 В). Я мог бы поставить сюда стабилитрон для защиты вывода A0, но мой источник питания в любом случае ограничен менее 15 вольт.
Добавить TipAsk QuestionDownload
Шаг 13: Печатная плата
Эти печатные платы полностью разработаны Яном Хупером. Я принял его предложение и сделал их в студии Seeed – отличный опыт – я очень рекомендую это, все, что вам нужно сделать, это отправить файл Gerber, выбрать, сколько печатных плат вы хотите (я выбираю 20, так как я могу сделать 2 машины)! Печатная плата прибыла примерно через 2 недели.
http://www.seeedstudio.com/service/index.php?r=pcb
Добавить TipAsk QuestionDownload
Шаг 14: Сборка платы
Начните с добавления 4 малых резисторов SMD на каждую плату
1) 2 резистора по 100 Ом. Эти резисторы ограничивают ток, используемый для включения затворов на каждом из 2 полевых МОП-транзисторов
2) 2 резистора по 10 кОм. Эти резисторы помещаются между затворами полевого МОП-транзистора и заземлением, и они гарантируют, что затвор на полевых МОП-транзисторах удерживается на низком уровне, когда сигнал затвора выключен.
Чипы имеют размер 1206 и достаточно большие, чтобы их можно было припаять вручную. Тем не менее, работа под увеличительным стеклом со светодиодной подсветкой на столе – отличное подспорье!
NB: НЕ добавляйте конденсатор на печатную плату – в этой конструкции ворота управляются от Arduino, тогда как в сварочном аппарате Яна эти конденсаторы «удерживают» ворота открытыми до тех пор, пока весь их заряд не рассеется в сварном шве.
Добавить TipAsk QuestionDownload
Шаг 15: Добавьте 2 полевых МОП-транзистора и 3 конденсатора
Продолжите сборку печатной платы, добавив 2 полевых МОП-транзистора.Убедитесь, что они расположены правильно, а металлические выступы обращены к конденсаторам. Затем добавьте 3 конденсатора. Теперь каждая доска завершена.
Используемые детали следующие:
1) Конденсаторы (30 шт. На 10 печатных платах) Ссылка Digikey для конденсатора емкостью 47 000 мкФ 16 В
2) Полевые МОП-транзисторы (20 шт. На 10 печатных платах) Ссылка Digikey для MOSFET 195A 40 В N Channel
Добавить TipAsk QuestionDownload
Шаг 16: Повторите PCB Assy
Повторяйте предыдущие 2 шага, пока не получите необходимое количество печатных плат (я решил сделать 10).
Добавить TipAsk QuestionDownload
Шаг 17: Монтаж печатных плат на сборные шины
Я обработал 2 отрезка алюминия, чтобы сформировать 2 симпатичных коротких шины. Затем печатные платы были установлены на шины (спина к спине) с добавлением некоторого количества углеродистой смазки, чтобы обеспечить хорошее и устойчивое соединение с печатными платами.
Печатные платы удерживаются на месте гайками M4 и болтами.
Печатные платы могут быть соединены вместе короткими перемычками.
Звено для смазки с содержанием углерода:
Jaycar Carbon Loaded Grease
Добавить TipAsk QuestionDownload
Шаг 18: Добавьте звенья печатной платы
Затем печатные платы можно соединить короткими звеньями.
3 звена:
1) Положительное звено – для подключения к настольному источнику питания.
2) Отрицательное звено – для подключения к настольному источнику питания.
3) Сигнальный канал – подключен от драйвера затвора MIC4422.
NB: Оглядываясь назад, я бы предпочел, чтобы они были съемными, а не спаянными. Если МОП-транзистор выйдет из строя, выяснить, какой из них вышел из строя, было бы настоящим кошмаром!
Добавить TipAsk QuestionDownload
Шаг 19: Добавьте диоды маховика
Я добавил 5 диодов маховика, чтобы остановить обратную ЭДС, циркулирующую обратный ток при выключении затвора MOSFET.Будем надеяться, что в цепи не так много индуктивности, поэтому потребность в ней не слишком велика. У меня нет необходимого оборудования (хорошего осциллографа) для поиска скачков напряжения, поэтому я надеюсь, что 5 диодов будет достаточно! – в этом шаге много «надежды»! Режимом отказа, скорее всего, будет перегоревший MOSFET – будет сложно определить, какой из них перегоревший, если он просто короткое замыкание.
Любой совет от человека лучше меня, занимающегося электроникой, был бы хорош!
Диод, который я использовал, доступен в элементе 14:
STTH6002CW Сверхбыстрый диод
Добавить TipAsk QuestionDownload
Шаг 20: Control PCB
Как я уже сказал ранее, я просто построил это, когда шел, внося изменения и модификации по мере необходимости.Я уверен, что это можно сделать более аккуратно и, безусловно, с меньшими габаритами, если потребуется. Поэтому вместо того, чтобы подробно описывать эту часть сборки, я просто предлагаю несколько фотографий и описание основных используемых частей.
Используемые детали:
1) Использовалась макетная плата Jaycar Prototyping PCB
1) Источник питания постоянного тока (для переключения с 12 В постоянного тока на 5 В постоянного тока) ebay link для преобразователя постоянного тока
2) Arduino Pro Mini 5 В 16 МГц (клон) ebay link для Arduino Pro Mini
3) Драйвер затвора MOSFET MIC4452YM (установлен на мини-печатной плате – SOIC mini PCB).Резистор 10 кОм удерживает низкий уровень на цифровом выходе Arduino.
4) Зуммер (восстановлен из неисправного оборудования) – управляемый цифровым выходным штырем и небольшим транзистором.
5) Силовые резисторы для отвода энергии от конденсаторов, когда вы хотите снизить напряжение (или с точки зрения безопасности они сделают устройство безопасным в выключенном состоянии). Я использовал 4 резистора 47 Ом 5 Вт. Jaycar 47Ohm 5W резистор
6) 2 резистора для делителя напряжения, 1 на XXX Ом и 1 на YYYohm.
7) 2 диода на входе 12 В для защиты полярности входа.
8) Педальный переключатель. Педальный переключатель Jaycar. Конденсатор емкостью 1 мкФ на клеммах ножного переключателя гарантирует, что входной сигнал Arduino будет отключен.
Добавить TipAsk QuestionDownload
Шаг 21: Электроды
Я сделал свои электроды из алюминиевого стержня диаметром около 10 мм. В других конструкциях я видел, что электроды просто закруглены до тупой точки. Это кажется абсолютно нормальным, но я решил сделать насадки сменными на тот случай, если я захочу поэкспериментировать с разными профилями насадок.Для этого я просверлил отверстие диаметром 3 мм на конце электрода, а затем использовал небольшой медный стержень длиной 3 мм в качестве наконечника. Наконечник удерживается на месте с помощью установочного винта 3 мм
На другом конце электрода есть прорезь для установки обжимной клеммы на конце кабеля калибра 8. 4-миллиметровый болт и гайка удерживают его на месте – не забудьте использовать в этом соединении немного токопроводящей смазки. Затем весь узел покрывается термоусадочной трубкой.
Электродная разводка
Я купил 1 метр красно-черного кабеля 8SWG.
Кабель Jaycar 8SWG – красный
Кабель Jaycar 8SWG – черный
Концы оканчиваются обжимными наконечниками
Обжимные наконечники Jaycar 10 мм2
Добавить вопрос TipAsk Загрузить
Шаг 22: Требуется упаковка сварочного агрегата
. частей, чтобы получить достаточно прочный и аккуратный готовый продукт. У меня в гараже был старый сломанный мини-ИБП, и когда я снял все внутренние детали, мне показалось, что он идеально подходит.1) Сначала я установил ЖК-экран спереди.Это потребовало от меня увеличения апертуры и обеспечения 4 креплений, по одной для каждого угла ЖК-дисплея.
2) Затем я установил 2 штуцера перемычки кабелепровода диаметром XX мм для 2 электродных проводов.
3) Наконец, я установил кнопочный переключатель включения / выключения. Этот переключатель изолирует питание от батареи для платы управления
Добавить TipAsk QuestionDownload
Шаг 23: Задняя панель корпуса
Теперь подготовьте заднюю панель. Я использовал заднюю панель для маршрутизации всех внешних входов.
1) 1 разъем для внешней батареи 12 В постоянного тока
2) 1 разъем для настольного источника питания
3) 1 разъем для ножного переключателя.
Я повторно использовал некоторые существующие отверстия и сохранил использование держателя предохранителя. Вход батареи сначала проходит через предохранитель, а затем через кнопку на передней панели.
Добавить TipAsk QuestionDownload
Шаг 24: Монтаж 10 печатных плат
Используя материалы, которые у меня уже были в гараже, я смонтировал сборку печатной платы внутри корпуса. Нижнюю часть конденсаторов я поставил на деревянную опору. Его легко сделать из небольшого куска фанеры. Я просверлил отверстия диаметром 32 мм и разделил деталь пополам.Затем я зафиксировал шины на месте с помощью 2 пластиковых стержней (опять же из предыдущего проекта), удерживаемых на месте с помощью болтов m4 и винтов.
Добавить TipAsk QuestionDownload
Шаг 25: Монтаж печатной платы управления и завершение внутреннего отжима
Цепь управления крепится непосредственно к пластиковым стержням с помощью 4 саморезов.
Теперь внутренние кабели подключены.
Добавить TipAsk QuestionDownload
Шаг 26: Программное обеспечение Arduino
Программное обеспечение Arduino включено сюда.Его загружают с помощью USB-кабеля и преобразователя FTDI, как показано на фотографии.
Обратите внимание: вам необходимо загрузить и использовать библиотеку U8glib, которая используется для ЖК-дисплея!
Пожалуйста, используйте и исправляйте программное обеспечение по своему усмотрению, но будьте осторожны, я не могу гарантировать его эффективность – однако мне кажется, что оно работает!
Ключевые точки:
Входы
3 входа от многооборотных потенциометров, подключенных к аналоговым входам A4, A5 и A6
1 вход переключателя для ножного переключателя, подключенного к контакту 4 цифрового входа
1 вход напряжения на показать фактическое напряжение на конденсаторах через делитель напряжения) на аналоговом выводе A0
Выходы
1 выход для микросхемы драйвера затвора MOSFET (MIC4422) на цифровом контакте 6
1 выход для зуммера на цифровом контакте 5
3 цифровых выхода для управления ЖК-дисплеем ST7920 (последовательный порт SPI)
В программном обеспечении есть множество комментариев и несколько закомментированных команд печати, которые вы можете не комментировать, чтобы облегчить отладку!
Добавить TipAsk QuestionDownload
Шаг 27: Включение и тестирование
Добавить TipAsk QuestionDownload
Шаг 28: Улучшения ?!
Спасибо, что дошли до конца моих инструкций.Вы молодцы!
… теперь, любые идеи по улучшению, пожалуйста, дайте мне знать.
Добавить вопрос Задать вопросЗагрузить
Будьте первым, кто поделится
Вы сделали этот проект? Поделитесь с нами!
Я сделал это!Рекомендации
Конденсаторный микро-точечный сварочный аппарат с открытым исходным кодом для хобби-конструирования
Устройство, которое может быть полезно различным любителям, – это микро-точечный сварочный аппарат, работающий от разряда большого конденсатора.Профессиональные устройства такого типа (Powerstream, MTI Microwelding, Spotco, MacGregor и т. Д.) довольно дороги, так что здесь есть смысл самоваренной конструкции, например, отремонтировать аккумуляторы самостоятельно.
Контактная точечная сварка на первый взгляд может показаться тривиальной, однако я могу только посоветовать вам забыть о простых конструкции на основе тиристора, которые можно найти в Интернете. Время импульса (ов) важно для получения хорошего и воспроизводимого полученные результаты.Если сбросить сразу всю энергию конденсатора через тиристор, то либо ее будет слишком мало и стык будет недостаточно прочным или слишком сильным, и вы прожигете отверстие в материале (и, возможно, обожжетесь от капель жидкого металла :-)). С другой стороны, для хобби точно не нужно точное формирование импульса, предлагаемое профессиональными устройствами высокого класса. поэтому следующая конструкция кажется мне разумным компромиссом между простотой и стоимостью по сравнению с функциональностью.
Я нашел в Интернете красивую конструкцию, однако она управлялась микроконтроллером PIC,
в то время как я предпочитаю работать с Atmel из-за поддержки GCC для этой архитектуры.
Примечание: этот веб-сайт некоторое время был отключен, поэтому для вашего удобства я привожу здесь схемы и спецификацию материалов сварочного аппарата Ultrakeet, которые я скачал оттуда.
Однако обратите внимание также на то, что для новой конструкции необходимо сделать некоторые улучшения в силовой части, ср.примечания ниже и на страницах других людей, которые занимались разработкой подобных сварочных аппаратов, ссылки на которые приведены здесь.
В своей конструкции я по существу скопировал силовую часть вышеуказанного проекта со следующими незначительными изменениями, перечисленными ниже (я даже не рисовал новую схему и использовал универсальную печатную плату для прототипирования для сборки устройства):
Вместо автомобильного конденсатора Hi-Fi я использовал 20 штук 47000 мкФ / 35 В параллельно, чтобы иметь возможность
перейти на более высокое напряжение, имея около 600 Джоулей энергии, доступной для более тяжелой работы.Конденсаторы защищены стабилитроном от случайного перенапряжения (они недешевы!), А истекающий резистор 2 кОм медленно разряжает их, когда они не работают.
Я добавил резистор 1 кОм / 1 Вт между электродами, чтобы клеммы истока полевых транзисторов имели определенный потенциал, когда сварочный электрод отключен.
Я использовал 6 IRFP2907 параллельно, а не 4, чтобы управлять током.
Запитываю прибор от лабораторного блока питания, так как в коробке было так полно конденсаторов
и радиаторы, не оставляя места для собственного источника питания.3А достаточно для сварки, резки
для повторяющихся импульсов потребуется больше. В цепях управления есть дополнительный конденсатор на 10000 мкФ после диода для
мост через периоды более низкого входного напряжения из-за высокой нагрузки источника питания при зарядке основного конденсатора.
5V для логики получаются с помощью LM2575-5, подключенного в соответствии с техпаспортом.
Atmel ATmega16, синхронизируемый кристаллом (с соответственно запрограммированными битами предохранителя), с байпасным конденсатором 100 нФ, используется для управления устройством и отображения состояния на дисплее.
На задней панели (на фото не видно) разъем для программирования ISP и TTL-уровня RS232 – штука банальная, но довольно удобная при разработке прошивки.
Кодер вращения
использует контакты прерывания Atmel, потенциометры подключены к контактам аналого-цифрового преобразователя (см. Комментарии в исходном коде).
Электроды изготовлены из медных стержней диаметром 8 мм, заостренных на одном конце, изолированных термоусадочной трубкой с вырезом обмотки M8 на другом конце.
Они вкручиваются в шляпообразные латунные гайки, к которым припаяны кабели диаметром 6 мм, и затягиваются другой гайкой M8.
Сильноточные соединения внутри устройства выполнены из медной проволоки диаметром 6 мм, сдвоенной там, где это механически возможно.
Стоимость материалов для строительства должна составлять около 300 долларов США (и все еще может быть уменьшена, если вы используете конденсаторы более низкого напряжения – 12 В достаточно для сварки аккумуляторной батареи),
на порядок ниже, чем цена бюджетного профессионального устройства.
Результат можно увидеть ниже, а здесь вы можете скачать
опубликовано под лицензией GPLv3. В исходном коде перечислены подключения контактов ATmega к управляющей и силовой части.В зависимости от версии avr-gcc и заголовков вам может понадобиться заголовок backward.h
Если вы просто хотите собрать его без кросс-компиляции исходного кода, вот шестнадцатеричные файлы для ATMega16 и ATMega32. NEW: Кто-то попросил у меня гексагон с большей длительностью второго импульса, он здесь для ATMega16 . Предполагается, что внешний кристалл 14,7456 МГц, поэтому не забудьте также соответствующим образом запрограммировать биты предохранителей (я использовал fuse_l = 0x2f и fuse_h = 0xf9).
Цифры на дисплее – это напряжение внешнего источника питания, заданное напряжение, текущее напряжение конденсатора в первой строке;
время первого импульса, задержка между импульсами, время второго импульса в миллисекундах во второй строке.
Ротационный кодер с нажимным переключателем выбирает напряжение конденсатора (и в будущем микропрограммное обеспечение переключение между различными режимами работы через меню может быть легко реализовано),
три потенциометра определяют время.
После срабатывания триггера фактическая энергия импульса (включая потери на внутреннем сопротивлении) вычисляется и отображается до тех пор, пока педаль триггера не будет отпущена.
Фото внутри и детали электродов здесь.
Советы по микро-точечной сварке аккумуляторной батареи с помощью этого самодельного устройства:
Используйте 0.Полосы из нержавеющей стали толщиной от 075 до 0,12 мм. Рекомендованные для этой цели никелевые
может быть трудно получить на месте
а зарубежные почтовые расходы будут стоить как минимум вдвое дороже материала …
После долгих поисков я нашел листы нержавеющей стали подходящей толщины, произведенные на www.ksmetals.com, в местном магазине для любителей моделизма. Из этого материала легко вырезать полоски.
Сделайте электроды очень острыми и плотно прижмите их к соединительной планке, лежащей на верхней части аккумуляторного элемента.
Для толщины 0,075 мм, 6 В и первого импульса 0,5 мс, задержка 2 мс, второй импульс 4 мс подходят для меня лучше всего. Это, конечно, может отличаться в зависимости от того, какое внутреннее сопротивление сварщика вам удастся достичь в своей конструкции.
Схема и печатная плата для точечной сварки
Недавно (2010 г.) коллега из Великобритании построил подобное устройство и согласился опубликовать его схемы и дизайн печатной платы здесь. Вы можете скачать PDF-файл, или файл SCHDOC дизайнера Altium и файл печатной платы.(Если кто-нибудь знает, как преобразовать формат Altium Designer в Eagle, дайте мне знать.) Эта конструкция немного отличается от моей конструкции (в основном блоком питания), но должен быть полностью совместим с моей прошивкой. Однако печатная плата не тестировалась. Также он предложил доработать конструкцию силовой части, разместив разрядные и сварочные выводы на нижней стороне нагрузки (исток к GND, сток к одному электроду, другой электрод к Vcap) и использование полевого транзистора с каналом P для зарядки конденсатора.
Еще одна схема (в Eagle) была добавлена Францем (Tauchsport-Tschur на web.de), Вы можете скачать это здесь; он должен быть совместим с моей прошивкой.
В ноябре 2011 года Тим О’Брайен опубликовал на своей веб-странице конструкцию сварочного аппарата для компакт-дисков, вдохновленную, в частности, этой конструкцией. Он также предложил некоторые улучшения, среди прочего, это лучший способ управления затворами MOSFET для снижения рассеиваемой мощности и обеспечения более коротких и более точно управляемых импульсов. Особенно полезен его опыт работы с автомобильными конденсаторами нескольких производителей, которые часто продают продукцию гораздо более низкого качества, чем рекламируется.Его страница очень подробная, содержит много полезной информации и ее определенно стоит прочитать, если вы подумываете о создании аналогичного проекта.
В 2012 году была опубликована конструкция аппарата для точечной сварки, вдохновленная этим дизайном. от Раду Мотисана на его веб-странице, а также на сайте hackaday.com. Он опубликовал схемы и дизайн печатной платы, переписал мою оригинальную прошивку на C ++ и реализовал режим резки. См. Также статью здесь.
Кроме того, если вас интересуют более тяжелые работы, с которыми не может справиться конденсаторное устройство, то вам подойдет трансформаторный точечный сварочный аппарат. лучший выбор.Очень интересная модификация старинного ручного точечного сварочного аппарата производства ГДР. Хенрика Хафтмана, добавившего управляющую электронику на основе ATtiny, можно найти здесь (на немецком языке), включая схемы с открытым исходным кодом и исходный код прошивки.
В 2014 году Георгий Белев построил сварочный аппарат на основе этой прошивки и опубликовал красивое видео о его работе на YouTube.
Вернуться на страницу моей электроники
Вернуться на страницу моего хобби
Моя главная страница с электронной почтой
TOP
Voltage – Суперконденсатор для точечной сварки – какие конденсаторы использовать?
Я построил аппарат для точечной сварки с использованием большого трансформатора (примерно 4 кВт от старого сварочного аппарата), но теперь мне нужно построить аппарат для точечной сварки с большей мощностью (больший ток.)
Современный точечный сварочный аппарат отлично подходит для стали с никелевым покрытием, но не хватает мощности для точечной сварки меди.
Сварочный аппарат с трансформатором мощностью 4 кВт имеет напряжение холостого хода примерно 8 В. Я использую медный провод 35 мм2, общая длина провода примерно 1 метр (вперед и назад) от трансформатора до электродов точечной сварки.
Я думаю, что использование суперконденсаторов – мой лучший вариант для создания более мощного аппарата для точечной сварки.
Согласно моим исследованиям, мне нужно примерно 3000-4000 ампер тока для сварки 0.2 мм медь (это моя цель). Время разряда конденсатора должно быть <20 мс, если возможно (чем меньше, тем лучше) PS: это значение силы тока основано на следующем веб-сайте: https://sunstonewelders.com/product / linear-dc / и комментарий под следующим видео, в котором Sunstone комментирует, что для сварки двух пластин из меди 0,25 мм вместе с этим аппаратом вам потребуется около 4000 ампер (видео: https://www.youtube.com/watch?v= 16JOF-bYgWE)
Подходит ли что-то подобное (или комбинация нескольких / многих из них последовательно / параллельно) для этой цели?
https: // www.aliexpress.com/item/32950120538.html?spm=a2g0o.productlist.0.0.1fc72679PGnQqn&algo_pvid=e5b35dfe-59f6-40ee-92cd-bb0dd81b5685&algo_expidee=e5b35dfed8-40d2d5b3d7d6d7d6d6d7d6d7d6d6d6d6d6d6d7d6d6d7d6d7d6d6d6d6d7fd6d6d7d6d6d6d6d6d6d6d6d6d6d, 8a1f6cfae7c3 & ws_ab_test = searchweb0_0, searchweb201602_8, searchweb201603_52
При каком напряжении холостого хода я должен примерно стремиться к достижению желаемой силы тока? Какое значение емкости подходит для конденсаторной батареи?
Ручка для точечной сварки, которую я буду использовать: https: // www.aliexpress.com/item/4000159606521.html?spm=a2g0o.productlist.0.0.46332b7duxXLLm&algo_pvid=86b2cbd1-50eb-4bf4-b0f7-9a33915fa1dc&algo_expid=86b2-4cbd7d1-23b2cf3bd7d5d5d5d5d5d5d5d5d5d8cfcd8cfcd8cfcd8d8cfd7d8cfd7d0cd8cfcbd1cfd8cfd0cfcd8cfcbd8cfcd8cfcbd8 79556c2d2698 & ws_ab_test = searchweb0_0, searchweb201602_8, searchweb201603_52
Любой вклад приветствуется.
Аккумуляторный аппарат для точечной сварки с СВЧ трансформатором | DIY
Введение
Пока мы работаем над некоторыми проектами, в которых задействовано много литий-ионных аккумуляторов 18650.Для этого нам понадобится аккумуляторная точечная сварка. Это дорого, но не очень сложно построить, поэтому в этом уроке мы увидим, как сделать самодельный сварочный аппарат для точечной сварки батарей, который является отличным инструментом при работе над проектами.
Заявление об ограничении ответственности: попробуйте этот проект на свой страх и риск. Если вы понятия не имеете о проводке сети, не пытайтесь повторить этот проект!
Шаг 1: Управление трансформатором
Во-первых, нам нужно контролировать время, в течение которого трансформатор будет включен.Таким образом, мы можем использовать высокий ток в течение доли секунды для плавления двух металлических поверхностей для достижения сварки. Для этого можно использовать таймер IC555. Поскольку напряжение переменного тока и его значение очень высокое, мы не можем использовать IC555. Вместо этого мы можем использовать реле, которые действуют как переключатели переменного тока.
Иллюстрация того, как работает схемаЗагрузите файлы схемы и Gerber печатной платы отсюда,
Примечание. Из принципиальной схемы видно, что при нажатии переключателя реле 1 включается. Когда конденсатор разряжается, реле 2 будет включено.Поскольку конденсатор может удерживать заряд очень короткое время, реле 2 будет включено на очень короткое время. А по времени, в течение которого реле 2 включено, мы можем определить время прохождения тока через сварочные рычаги.
Шаг 2: Сборка схемы
После получения печатных плат мы можем припаять компоненты на их место. Реле и винтовые клеммы можно паять. Мы используем винтовые клеммы для упрощения изменения емкости конденсатора при необходимости.
Шаг 3: Изготовьте и вооружите для точечной сварки
Затем мы удлиняем выходные провода трансформатора, используя 35 кв.мм провода. После этого мы вынимаем оболочку провода примерно на дюйм, куда мы помещаем медный провод 2,5 кв. Мм и фиксируем его на месте с помощью изоленты и зажима для шланга.
Используя стяжки по всей длине проволоки, мы можем сделать руку для точечной сварки.
Шаг 4: Размещение и тестирование
Поместите трансформатор, схему, аккумуляторную батарею с помощью горячего клея. Затем мы можем протестировать сборку, добавив переключатель, подключив источник питания и подключив параллельно конденсаторы 47 и 100 мкФ.И этот проект будет успешно завершен.
Сварщик для точечной сварки своими руками
Я разработал аппарат для точечной сварки D.I.Y, потому что мне нужен был специальный аппарат для точечной сварки для сборки моего солнечного велосипеда Maxun One. Оказалось, что установку для точечной сварки строят многие люди по всему миру, поэтому я опубликовал здесь весь проект здания.
Плата контроллера точечной сварки
Поскольку собрать электронику было непросто, я сделал плату контроллера для точечной сварки, которая продается вместе с некоторыми другими деталями.
Характеристики аппарата для точечной сварки
Аппарат для точной точечной сварки – одно из немногих устройств, где собрать самому дешевле, чем купить. Уже опубликовано много самодельных точечных сварочных аппаратов, у этого есть некоторые уникальные особенности:
- Может использоваться в двух сварочных операциях: в противоположной и в последовательной конфигурации.
- Конструкция очень проста.
- Точная регулировка силы электрода.
- Имеет сплошной электрододержатель, состоящий из зажима заземления радиатора.
- Микроконтроллер Arduino используется для точной установки времени сварки.
- Создает двойной импульс, улучшающий зажим.
- Ток можно уменьшить для сварки чувствительных деталей.
Сварщик для точечной сварки своими руками, конструкция очень проста (старое изображение без контроллера)
Правила техники безопасности при ремонте микроволновой печи
Работать с микроволновой печью чрезвычайно опасно. Обычно НЕ переживет высокое напряжение, доступной мощности более 1000 Вт достаточно, чтобы убить вас мгновенно, как электрический стул.Пожалуйста, прочтите сначала эту статью.
Конфигурация серии точечной сварки
Сварочный аппарат для резистивной точечной сварки самодельным аккумулятором с корпусом Держатели сплошных электродов
Аппарат точечной сварки оппозитной конфигурации
Аппарат для точечной сварки в оппозитной конфигурации Аппарат для точечной сварки в оппозитной конфигурации Держатели сплошных электродов
Высокое напряжение!
Обратите внимание: плата напрямую подключена к электросети, безопасна только низковольтная часть. Вы используете на свой страх и риск .
вопросов
Если у вас есть вопросы, задайте их на сайте Instructables.com.
Электрические характеристики
- Сварочный ток: 1100A или 400A
- Открытое напряжение: 2,6 В
- Сетевой ток во время сварочного импульса: 14 А
- Ток покоя: 1,6 А
Максимальная толщина сварки
Легкие переносные пистолеты для точечной сварки имеют сварочный ток не менее 4000 А, что позволяет сваривать 2 листа низкоуглеродистой стали толщиной 1 мм.Сварщик для точечной сварки своими руками просто выдает 1100 А, что отлично подходит для сварки небольших электронных деталей. Хотя я видел, что люди сваривали листы 2 x 0,75 мм с помощью таких точечных сварочных аппаратов.
Параметры сварки вкладки батареи
Приварной язычок батареи
Настройки для полос из никелированной стали толщиной 0,15 мм
Чаще всего используются полосы из никелированной стали толщиной 0,15 мм, которые лучше всего свариваются. Возможно, вам придется поэкспериментировать со временем сварки и силой электрода, но начните со следующих значений:
- Усилие сварочного электрода 0.4 кг (4N)
- Время перед сваркой 50 мс
- Пауза 500 мс
- Время импульса сварки 100 мс (от 50 до 250 мс)
- Диаметр наконечника электрода 1,5 мм
- Наружное расстояние между электродами 5 мм
Примечание. Полосы из никелированной стали дешевле, чем полоски из чистого никеля, и имеют более высокое сопротивление, что облегчает сварку.
Профессиональный сварочный аппарат для аккумуляторных батарей
Примечания к точечной сварке
Конфигурация серииточечная сварка
Оба электрода находятся на одной стороне.Очень важно, чтобы сила обоих электродов была практически одинаковой; иначе одна сторона будет плохо свариваться.
Точечная сварка противоположной конфигурации
Это наиболее часто используемый; свариваемые детали зажимают между электродами.
Измерение сварочного тока
Сварочный ток можно определить, измерив напряжение на определенном расстоянии сварочного кабеля.
Рассчитайте сварочный ток следующим образом:
I = U * диаметр [мм2] / (0.0175 * длина [м])
Для измерения сварочного тока к сварочному кабелю прикрепляют два провода на расстоянии 44,5 см. Напряжение при коротком замыкании 0,34В; поэтому максимальный сварочный ток = 0,34 В * 25 мм2 / (0,0175 * 0,445 м) = 1100 А.
Измерение сварочного тока
Двойной импульс
Двойной импульс улучшает качество сварки. Первый короткий импульс смягчит металл. Второй импульс – это импульс сварки. Во время паузы между двумя импульсами части сближаются и лучше контактируют.
Время сварки
Первый импульс, импульс перед сваркой, составляет 50 мс. Второй импульс, импульс сварки, может быть установлен поворотным переключателем с шагом 50 мс. Я обнаружил, что время сварки от 50 до 250 мс во многих случаях работает нормально.
Снижение сварочного тока
Сварочный ток 1100 А может быть слишком большим, поэтому рекомендуется уменьшить ток. Проволочный резистор мощностью 50 Вт и сопротивлением 27 Ом, включенный последовательно с сетью, снижает сварочный ток примерно до 400 А. Обратите внимание, что резистор перегружен на 120%, но импульсная перегрузка проволочного резистора WH50 позволяет это.
Обогреватель или фен в качестве силового сопротивления
Чтобы определить, какое сопротивление необходимо для получения определенного сварочного тока, я взял в качестве резисторов нагреватель и фен. Их можно комбинировать последовательно или параллельно, чтобы получить желаемое сопротивление.
Конструкция аппарата точечной сварки
Панель фанерная
Все детали смонтированы на фанерной панели опалубки толщиной 15 мм и размером 15 см x 18 см. Обратите внимание, что плата питания является старым прототипом и заменена новой печатной платой для точечной сварки.
Сварочный аппарат для резистивной точечной сварки сопротивлением батарейки
Трансформатор для микроволновой печи
Попробуйте вытащить из неисправной СВЧ трансформатор мощностью 800Вт … 1100Вт, чем выше, тем лучше. Обратите внимание, что в некоторых микроволновых печах высокой мощности для экономии веса вместо трансформатора используется электронный высоковольтный инвертор, их нельзя использовать:
Модуль питания высокого напряжения для микроволновой печи Panasonic
Выпилите с одной стороны вторичную обмотку пилой по металлу. Затем вытолкните обмотку из сердечника с помощью специального деревянного бруска и большого молотка.Магнитный шунт между первичной и вторичной обмотками ограничивает ток и должен быть удален:
Удалите магнитный шунт.
Используйте 3 вторичные обмотки. Их можно склеить полиуретановым клеем, смочить, чтобы он вспенился.
Снятие вторичной обмотки с трансформатора микроволновой печи Снятие вторичной обмотки с трансформатора микроволновой печи
Плечи электродные
Два электродных плеча изготовлены из U-образного алюминиевого профиля шириной 20 мм.
Соединение электродных рычагов
Установите руки вместе с помощью болта с буртиком 4 мм:
Болт с буртиком 4мм
Два алюминиевых шарнира рычага и болт с буртиком должны быть изолированы друг от друга во избежание короткого замыкания.Следовательно, отверстие под болт в правом шарнире алюминиевого рычага на 2 мм больше диаметра болта, то есть на 6 мм. Изоляция между соединениями рычагов создается эпоксидными печатными платами размером 80 x 20 мм и 16 x 20 мм.
Трение между рычагами должно быть очень низким; это создается эпоксидной доской между ними. Также между левым рычагом и фанерной панелью помещается эпоксидная плита 80 x 20 мм вместе с алюминиевой пластиной 80 x 20 мм. Затяните болт так, чтобы трение было небольшим, но зазор не был слишком большим.
Соединение электродных рычагов Соединение электродных рычагов Соединение электродных рычагов Электродное соединение рычагов
Электрододержатель
Держатели электродов изготовлены из прямоугольного латунного зажима заземления радиатора шириной 20 мм. К сожалению, их в большинстве стран не достать, я их продаю ЗДЕСЬ. Просверлите в середине отверстие диаметром 4 мм для крепежного винта. Увеличьте отверстие для сварочного кабеля до 7 мм.
Зажим заземления радиатора
Эта клемма заземления доступна не во всех странах.Но на eBay есть хорошие альтернативы; поиск по “Шина заземления терминала”.
Сварочный кабель
Используйте гибкий сварочный кабель 3AWG / 25 мм 2 длиной 140 см, это позволяет использовать 3 витка. Я проверил, дает ли более толстый кабель более высокий сварочный ток, но это не так. Сварочный ток ограничивается самим трансформатором.
Поскольку сила электрода имеет решающее значение, сварочные рычаги должны иметь возможность свободно перемещаться, и их не должно препятствовать жесткость кабелей.Поэтому кабели имеют большой изгиб. Не используйте сплошной кабель, сварочный кабель гибкий и будет стоить около 15 долларов за м.
Электроды для точечной сварки
Важно использовать стержень из чистой меди. Нет латуни или электрического провода, мягко отожженного. Используйте квадратную планку того же размера, что и прорезь держателя электрода, или подпилите планку до нужного размера. Я использую наконечник диаметром 1,5 мм. Для простоты вы можете подпилить кончик электрода квадратной формы вместо круглой. Подходящие медные прутки продаю ЗДЕСЬ.
Электроды для точечной сварки Держатель электрода для точечной сварки
Периодически очищайте наконечники сварочных электродов наждачной бумагой.
Пружинные зажимы
Сила электрода является столь же важным параметром, как и другие параметры сварки, такие как сварочный ток и время импульса. Здесь мы используем два небольших пружинных зажима. Отрегулируйте усилие электрода, изменив положение пружинного зажима, и измерьте усилие с помощью кухонных весов:
Регулировка усилия сварочного электрода
Полностью вдавите новые пружинные зажимы пару раз.Вы можете изменить усилие зажима, согнув пружину. См. Здесь, как повторно установить пружинный зажим:
Снова установите пружинный зажим
Рычаг управления
Я использовал нейлоновую пластину толщиной 5 мм, которую распил лобзиком. Могут использоваться и другие пластмассовые материалы, но алюминий может издавать звуковой сигнал.
Рычаг управления
Рычаг управления
Корпус
Корпус из полистирола толщиной 2мм:
Аппарат для точной точечной сварки резистивным контактом батареи своими руками с корпусом
HOMEMADE 600Ws КОНДЕНСАТОР РАЗРЯДНЫЙ СВАРКА: 2009
Я просматривал Интернет и нашел много сайтов, где ребята думают, что получат таких же или лучших сварщиков, повысив напряжение и снизив емкость.Да, будет дешевле и проще увеличить напряжение, чтобы получить больше джоулей или ватт-секунд (1/2 емкости x напряжение x напряжение), НО вот загвоздка: емкость вашей крышки и сопротивление, которое вы свариваете, определяют длина вашего сварного шва, а не ВАТТ-СЕКУНДЫ. Другими словами, если у вас есть конденсатор на 1 фарад, заряженный до 35 В ( 612Ws ), он полностью разрядится за 15 мс, если вы сварите металл с сопротивлением 0,003 Ом (0,005 никеля).Если вы увеличите напряжение до 50 В, то у вас будет 1250 Вт, и ваш конденсатор все равно разрядится через 15 мс при том же сопротивлении.
С конденсатором большего размера, скажем, 3 Фарада при 20 В (, 600 Вт, ), он будет разряжаться за период 45 мс.
Вы уже можете видеть, что здесь происходит: более высокое напряжение даст вам больше тока, разряженного в вашу заготовку, за более короткое время. Он будет выделять больше тепла, его очень трудно контролировать и очень затруднит сварку более тонких металлов, а это означает, что 0,1 мс может дать вам хороший сварной шов, а 0,2 может прожечь отверстие в вашей заготовке.
При более низком напряжении и большей емкости сварной шов будет более растянутым и будет иметь меньший ток, чем указано выше, но это даст вам гораздо лучший контролируемый сварной шов и сплавляет ваши металлы лучше и прочнее.
Чем выше Ws, тем больше разница, но емкость также должна быть больше, чтобы обеспечивать более длинные и контролируемые сварные швы. Для хорошего сварщика необходимо сбалансировать напряжение и емкость.
Для аккумуляторных блоков я предлагаю более высокую емкость, и это то, что я создаю здесь.
ЛЮБОЕ НАПРЯЖЕНИЕ, 60 В И БОЛЕЕ , ПЕРЕМЕННОГО ТОКА ИЛИ ПОСТОЯННОГО ТОКА МОЖЕТ УБИТЬ ВАС ! НАПРЯЖЕНИЕ МЕЖДУ 50 И 60 В МОЖЕТ ПОЛУЧИТЬ ЩЕЛОЧКУ, НО НЕ ПОЛУЧИТСЯ ВАМ. ЭТИ СВАРКИ НА НАПРЯЖЕНИЕМ 20 В ПОЛНОСТЬЮ БЕЗОПАСНЫ, И ВЫ МОЖЕТЕ ДЕРЖАТЬ ДАТЧИКИ В РУКЕ, КОГДА ПРОХОДИТ 10000 АМП, НЕ ЧУВСТВУЮЩИХ ЧУВСТВ.
kWeld – Аккумуляторная точечная сварка нового уровня
Если вы хотите сделать свои собственные аккумуляторные блоки из литий-ионных круглых элементов, то вам придется решить проблему подключения отдельных элементов. Пайка приводит к ним – не вариант, потому что длительное нагревание выводов батареи имеет тенденцию к повреждению внутренней структуры элемента.Я столкнулся именно с этой проблемой и узнал, что наиболее распространенный метод соединения ячеек – это приваривание к ним никелевых или никелированных стальных полос с помощью устройств для точечной сварки сопротивлением.
Принцип их работы заключается в пропускании электрического тока через металлическую полосу и язычок батареи. Поскольку металлы обладают электрическим сопротивлением, этот ток заставляет материал плавиться. Расплавленный металл должен занимать небольшую площадь, чтобы не повредить аккумулятор. Это достигается за счет использования сильного тока, позволяющего получать очень короткие импульсы.
Поскольку это сложная задача, профессиональные сварщики начинают с нескольких тысяч долларов. Есть более дешевые модели от китайской компании, но я отказался от этого варианта… Так как я инженер-электронщик с большим опытом работы в силовой электронике, я решил разработать собственного сварочного аппарата. Он должен быть доступным для домашних мастеров, более мощным и надежным, чем аналогичные конструкции, и простым в использовании.
И мне не нравился тот факт, что, казалось бы, все сварщики точечной сварки использовали заранее заданную длину импульса для установки интенсивности сварки. Протекающий ток обычно нельзя регулировать, вместо этого он зависит от электрического сопротивления самого пятна сварного шва. И это зависит от множества факторов, таких как загрязнение, коррозия и механическое усилие, при котором металлы сталкиваются друг с другом.В результате изменяется количество энергии (= тепла), которое уходит в сварной шов, что приводит к противоречивым результатам. Чтобы смягчить этот эффект, современные сварщики используют два или более импульса, чтобы смягчить металлы и сжечь любые загрязнения.
Но есть гораздо более простой способ получить однородные сварные швы: если количество энергии, сбрасываемой в точку сварного шва, остается постоянным, то каждый раз плавится одно и то же количество металла. Это то, что делает kWeld . Нет необходимости экспериментировать с временными интервалами или количеством чистящих импульсов.Вы просто набираете желаемое количество энергии и начинаете работать. Аппарат автоматически регулирует длительность импульса для достижения одинакового результата для каждого сварного шва.
На этом рисунке показан результат сварки полос никеля толщиной 0,15 мм с ячейками 18650 (источник: форум eevblog, пользователь romantao):
При правильном источнике питания установка мощностью кВт может сваривать полосы из чистого никеля толщиной до Толщина 0,3 мм. Но он также достаточно маневренный, чтобы сваривать тонкие медные проволоки при низких энергиях.На следующем рисунке показана тонкая медная жила, приваренная к стальному стержню толщиной 2 мм:
Система kWeld доступна в виде комплекта для самостоятельной сборки в моем магазине: https://www.keenlab.de/index.php/product-category/kspot-welder-kit/ Доступны руководства по сборке и эксплуатации для скачать здесь:
https://www.keenlab.de/wp-content/uploads/2018/07/kWeld-assembly-manual-r5.0.pdf
https://www.keenlab.de/wp-content/ uploads / 2018/07 / kWeld-operation-manual-r3.0.pdf
Системное микропрограммное обеспечение можно обновлять, что позволяет использовать новые функции или улучшения.
Последняя версия прошивки доступна для загрузки здесь:
https://www.keenlab.de/wp-content/uploads/2019/01/1_kweld_release_r2_9.zip
Этот инструмент https://www.keenlab.de/index. php / product / kweld-firmware-update-tool / требуется для подключения kWeld к компьютеру.
Необходимый источник питания для сварщика не входит в комплект. В идеале он должен иметь выходное напряжение от 5 до 15 В постоянного тока и обеспечивать ток не менее 1500 А при коротком замыкании в течение нескольких десятков миллисекунд.Поскольку этого довольно сложно достичь, следующий список дает некоторые рекомендации:
- Turnigy nano-tech 3S / 5000mAh / 130C Литий-полимерный аккумулятор (ссылка). Я испытал один из них под нагрузкой в течение нескольких полных циклов разряда, и после этого он не показал видимого вздутия. Измеренный ток 1300-1500 ампер.
- Turnigy Graphene 3S / 6000mAh / 65C литий-полимерный аккумулятор (ссылка). Они не показывают вздутие после нескольких циклов полной разрядки, но у меня пока нет данных об их сроке службы.Текущий уровень сопоставим с моделью нанотехнологий.
- Ultracell UXL65-12 (ссылка). Согласно обратной связи от пользователя, ток kWeld составляет приблизительно 1000A при испытании с никелевыми полосами толщиной 0,15 мм.
- Bosch SMT 31-100 (ссылка). Согласно обратной связи от пользователя, сварочный ток, сообщаемый полем кВт, составляет около 1400 А.
ВНИМАНИЕ: Литий-полимерные батареи потенциально опасны.Если они внутренне выйдут из строя, они могут самовоспламеняться. Поэтому настоятельно рекомендуется постоянно контролировать их во время использования, а также во время зарядки и хранить их в пожаробезопасном контейнере, когда они не используются.
Вы имеете дело с очень высоким уровнем энергии при использовании этой системы, что может привести к травмам или возгоранию при неправильном обращении. Примите соответствующие меры безопасности и используйте эту систему с осторожностью. Никогда не оставляйте его без присмотра, пока он находится под напряжением.
Этот продукт содержит мелкие детали, хранить в недоступном для детей месте!
Эта система создает значительные магнитные поля, не используйте ее с кардиостимулятором!
Характеристики оборудования (новые функции выделены полужирным шрифтом ):- Входное напряжение для сварки: 4 В – 30 В постоянного тока, позволяет использовать ультраконденсаторы
- Чрезвычайно прочный силовой выключатель на основе полевых МОП-транзисторов и механическая токовая шина
- Плавкая защита от перенапряжения внутреннего источника питания
- Максимальный ток переключения: 2000 А
- Внутреннее сопротивление выключателя питания: 120 мкОм
- аппаратный сторожевой таймер длительности импульса: 250 мс
- Блокировка минимального напряжения для силовых транзисторов
- Измерение входного и выходного напряжения, тока переключения и напряжения питания логики
- Питание логики напрямую от основного источника питания – нет необходимости в отдельном вспомогательном источнике питания
- Винтовой зажим для внешнего пускового переключателя
- Конденсатор задержки питания логики при срабатывании импульса Пользовательский интерфейс
- через ЖК-дисплей, кодировщик циферблата / и зуммер
Программные функции (новые функции выделены полужирным шрифтом ):
- Алгоритм центрального управления сваркой использует метод измерения Джоуля вместо простого таймера, устраняя необходимость в двухимпульсном обжиге и обеспечивая более стабильные сварные швы – количество энергии, которое требуется. наплавка в точке сварного шва всегда остается постоянной
- Способность обнаруживать неудачный сварной шов и акустическая обратная связь с пользователем
- Процедура калибровки для компенсации потерь в выводе электродов
- Ручной режим, запускается от внешнего переключателя
- Автоматический режим, сопровождаемый звуковым сигналом и срабатывающий с регулируемой задержкой , как только система обнаруживает, что оба электрода находятся в устойчивом контакте со сварочным материалом
- Звуковой сигнал о завершении процесса сварки
- Цифровая обратная связь от выполненного сварного шва, помогающая пользователю достичь наилучших результатов: количество импульсов, количество вложенной энергии, требуемое время импульса для этой энергии, измеренный ток, измеренное омическое сопротивление сварного пятна
- Простой и интуитивно понятный пользовательский интерфейс – просто отрегулируйте желаемую энергию сварки до 500 Дж с помощью поворотной ручки; точное управление с помощью энкодера
- Меню конфигурации, доступные с помощью кнопки набора
- Контроль перегрузки по току прерывает импульс при срабатывании триггера, защищая выключатель питания
- Контроль АКБ с регулируемым сигнальным напряжением
- Предохранитель для мониторинга работоспособности
- Интерфейс обновления прошивки
https: // бесконечная сфера.