Схема плазменной сварки: технология и схема процесса, оборудование. Как сделать аппарат своими руками?
alexxlab | 28.06.1984 | 0 | Разное
схемы и чертежи для изготовления из инвертора
Выполнить работу по раскрою металла без соответствующего оборудования не так уж и просто. В связи с этим каждый мастер должен позаботиться о том, чтобы у него в мастерской был плазменный сварочный аппарат.
На данный момент подобный агрегат, который еще совсем недавно считался новинкой и использовался только на производстве, позволяет решать большинство задач, связанных со сваркой и резкой металла.
Содержание
- Схемы плазмореза
- Что нужно для плазмореза?
- Сборка устройства
- Особенности работы
- Итог
Схемы плазмореза
На крупных промышленных предприятиях аппарат плазменной сварки используется достаточно широко. Практически все задачи, связанные с ремонтными и строительными работами, требуют использования плазменной резки или сварки.
Там обычно используется специализированное малогабаритное оборудование, а для обработки крупных изделий применяются агрегаты с системами ЧПУ.
В бытовых целях покупать дорогостоящий прибор не всегда целесообразно. Особенно если нет необходимости в его постоянном использовании. В таком случае можно сделать устройство плазменной сварки своими руками.
Чтобы правильно изготовить самодельный прибор такого типа, необходимо в первую очередь выбрать подходящую схему. В данном случае чертеж будет одним из главных моментов, так как в нем указаны все основные конструкционные детали.
Во многих видео в интернете достаточно подробно показано, как сделать данное устройство. Там же можно найти и необходимые чертежи. Даже элементарных знаний и навыков электротехники будет достаточно, чтобы понять все условные обозначения, представленные на схемах.
Что нужно для плазмореза?
Наиболее простым вариантом сделать плазморез, будет изготовление устройства своими руками . Он отличается достаточно простой конструкцией, работоспособностью и доступностью основных деталей.
Он отличается достаточно простой конструкцией, работоспособностью и доступностью основных деталей.
Самодельное оборудование резки с помощью плазмы не оснащается ЧПУ. Данный факт можно отнести скорее к преимуществам, чем к недостаткам. Конечно, сделать два абсолютно одинаковых изделия будет практически невозможно. С другой стороны нет необходимости приобретать одну из самых дорогих деталей.
Кроме того не каждый квалифицированный специалист способен самостоятельно сделать подобный узел. Покупать же готовые детали – практически тоже самое, что и купить новый инструмент.
Чтобы собрать плазменный аппарат, понадобятся следующие элементы:
- компрессор для подачи газа под давлением;
- ;
- ;
- защищенный электрический кабель;
- шланги.
Сначала необходимо выбрать правильный компрессор для воздушно-кислородной системы. Выпускают два вида подобных агрегатов: поршневые и винтовые. Первые в свою очередь разделяются на масляные и без использования масла, а также на ременные и с прямым соединением.

Эксплуатировать компрессоры необходимо с соблюдением ряда правил:
- работа в отрицательных температурах требует предварительного прогрева масла;
- следует регулярно менять воздушный фильтр;
- необходимо контролировать уровень масла;
- раз в полгода следует проводить полную очистку от посторонних примесей;
- по завершению работы делается сброс давления в системе.
Чтобы собрать плазменный сварочный инструмент своими руками, возможно использование простого компрессора сжатого воздуха. По тонким шлангам с соответствующими разъемами осуществляется воздухообмен. На входе устанавливают электрический клапан, регулирующий подачу воздуха.
Провод от устройства к горелке аппарата следует разместить в канале. Тут лучше размещать большой шланг, чтобы в нем мог поместиться кабель. Проходящий поток воздуха помимо своего прямого назначения будет также обеспечивать охлаждение провода.
Работа сварочного плазмореза требует силу тока, соответствующую величине, которая вырабатывается инвертором или трансформатором. Во втором случае установка получится громоздкой. Большой вес трансформатора в совокупности с баллоном или компрессором сделают аппарат немобильным.
Во втором случае установка получится громоздкой. Большой вес трансформатора в совокупности с баллоном или компрессором сделают аппарат немобильным.
Важным фактором является и низкий коэффициент полезного действия трансформатора, в связи с чем будет высокий расход электроэнергии при резке.
Плазменная сварка и резка.существенно проще, удобнее и выгоднее по расходам на электричество. В результате с использованием такого узла можно обеспечить приемлемую мобильность инструмента, способного резать металл толщиной до тридцати миллиметров.
Плазмотрон – второй по важности элемент данного приспособления. Этот узел отличается крайне сложным устройством. В связи с этим изготовить его самостоятельно практически невозможно, хотя чертежи подобной детали можно без труда найти в интернете.
Стоит отметить, что плазмотрон работает под высоким давлением и температурой. Если сделать что-либо неправильно, то он становится опасным. Собрать подобную деталь можно из уже готовых элементов, продающихся в специализированных магазинах.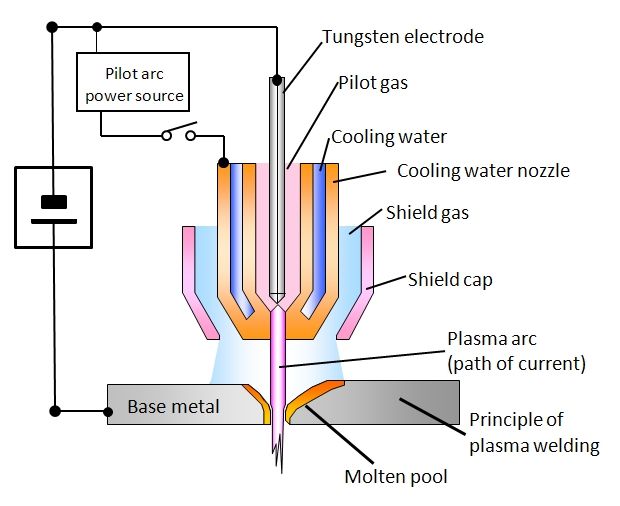
Не стоит забывать и про рабочий газ. Изготавливая устройство резки плазмой, следует определиться с условиями его эксплуатации. В обработке черных металлов достаточным будет использование одного компрессора. Медь, титан и сплавы на основе меди потребуют азота, а алюминий – азота с водородом.
Сборка устройства
Плазменные сварочные аппараты тяжело разместить в переносном корпусе или ящике из-за большого количества узлов. В данном случае отлично подойдет складская тележка. На нее без проблем получиться , а также баллон с рабочим газом и кабельно-шланговую систему.
Из чего состоит плазморез?В простой мастерской перемещать оборудование не составит труда, а вот выезд за пределы такой рабочей зоны можно осуществить путем погрузки инструмента в прицеп легкового автомобиля.
Итак, как сделать самодельный аппарат для сварки? В начале следует проверить совместимость выбранных элементов. Если это первая попытка сборки подобного инструмента, тогда лучше всего проконсультироваться с опытным специалистом, который уже собирал плазменные аппараты для сварки.
Сам процесс сборки включает следующие этапы:
- подготовка деталей;
- сборка электрической цепи в соответствии с выбранной схемой;
- подключение компрессора с помощью шлангов;
- в случае необходимости можно использовать источник бесперебойного питания.
Особенности работы
После сборки инструмента необходимо проверить его работоспособность.
Схема плазменного резака.Принцип работы плазменного сварочного устройства выглядит следующим образом:
- после включения на плазмотрон инвертором подается ток с высокой частотой;
- между наконечником сопла и рабочим электродом зажигается дуга температурой до восьми тысяч градусов;
- в камеру подается сжатый воздух, который из патрубка проходит в дугу, нагреваясь и расширяясь в объеме.

- соплом формируется узкий рабочий поток, температурой до 30000°С;
- на выходе формируется высокотемпературная плазма для резки.
Схема плазменной сварки представлена на рисунке.
Применение такого позволяет аккуратно кроить металлические детали. Качество выполняемой работы будет существенно выше, чем при использовании автоматов.
В результате, используя доступные в интернете схемы и чертежи, можно изготовить качественный инструмент для домашнего использования.
Итог
Самодельный микроплазменный сварочный аппарат – отличный инструмент для домашнего использования. С его помощью можно легко и без особых усилий осуществлять резку металла как с использованием защитных газов, так и с водой.
Сделать подобное оборудование, которое станет незаменимым в любой мастерской, под силу каждому. В интернете есть большое количество разнообразных схем этого прибора. Так что его изготовление не должно вызвать особых затруднений.
Как сделать аппарат плазменной сварки своими руками?
Содержание
- 1 Подробнее о процессе сварки
- 1.1 Самостоятельная сборка сварочного аппарата
Соединение поверхностей при сварке плазмой! Плазменная сварка – способ, кардинально отличный от всех существующих традиционных сварочных технологий.
Аппарат плазменной сварки
Проявляется это в существующих преимуществах плазменной сварки:
- Безопасность процесса для сварщика;
- Уникальная возможность экономии электричества;
- Высокий уровень производительности, которым характеризуется соответствующий сварочный аппарат;
- Обеспечение высококачественного результата сварки либо резки.
По своей сути плазменная сварка представляет собой инновационный процесс соединения металлических плоскостей. На сегодня данная разновидность активно применяется в отдельных отраслях производства: машиностроении, приборостроении, на авиационных предприятиях и др.
На сегодня данная разновидность активно применяется в отдельных отраслях производства: машиностроении, приборостроении, на авиационных предприятиях и др.
Используется плазменная сварка при необходимости получения шва высокой прочности. Характерно, что оборудование для плазменной сварки не требует кислородных баллонов.
Технология является экологически чистой, так как в ходе сваривания металла не происходит выделения вредных веществ и газов. Кроме того, посредством плазменного оборудования возможна не только сварка, но и резка металлов и сплавов (достаточно лишь обзавестись соответствующим резаком).
Для верного представления о технологии сварочного процесса важно детально вникнуть в саму его суть. С точки зрения физики при плазменной сварке ионизированный газ (т.е. плазма) посредством сопла направляется на поверхность свариваемых деталей. Для образования плазмы необходимо обеспечить нагрев рабочего газа до высокой температуры. Достигается это за счет сильного электротока.
Процесс работы плазмой
Применять соответствующий аппарат можно для соединения:
- Тонкостенных труб;
- Различного рода тонких емкостей;
- Деталей, изготовленных из фольги;
- Отдельных элементов ювелирных изделий.
Самостоятельная сборка сварочного аппарата
Аппарат для плазменной сварки, а также резки металлов для своего функционирования нуждается лишь в сжатом воздухе и электричестве. В тех случаях, когда применяется компрессорное оборудование, аппарат потребует только электричества. В результате при осуществлении сварки требуется замена электродов, а также сопла плазмотрона.
Самостоятельное конструирование аппарата плазменной сварки требует кропотливой работы.
Прежде всего, необходимо заняться разработкой схемы блока питания. Именно от такого блока и зависит полноценное функционирование аппарата.
Для проведения работ понадобятся:
- Дроссель от обычного аппарата сварки.
 Этот элемент необходим для стабилизации напряжения. Если не обеспечить стабильность, то скачки напряжения будут гасить плазму, так необходимую для сварки и резки;
Этот элемент необходим для стабилизации напряжения. Если не обеспечить стабильность, то скачки напряжения будут гасить плазму, так необходимую для сварки и резки; - Тиристорный трехфазный выпрямитель. Его включение в схему объясняется потребностью в ограничении тока в области 50 ампер;
- Обычный стартер автомобиля. Эта деталь нужна для обеспечения автоматического поджога. Впрочем, возможно и применение обычного трамблера. Все это избавит от необходимости ручного поджога.
При создании плазменного сварочного аппарата особо пристальное внимание, безусловно, нужно уделить корпусу. При наличии всех необходимых материалов и неплохих металлообрабатывающих станков самостоятельное изготовление всех основных элементов не вызовет трудностей.
Шов после соединения деталей плазменной сваркой
Для полноценного представления о том, как выглядит собираемый аппарат сварки и резки, предлагаем изучить в интернете большое изобилие схем.
Ключевым элементом для сварки и резки является плазменная горелка. Конструкция ее такова, что это, по сути, удобная рукоятка, в которой расположены анод и катод.
Конструкция ее такова, что это, по сути, удобная рукоятка, в которой расположены анод и катод.
Анод, будучи одновременно и соплом, изготавливается из меди. В ходе сварочного процесса происходит его охлаждение водой. В качестве катода же применяется вольфрам (в том числе и лантанированный).
Эти два элемента не контактируют, поскольку изолированы при помощи спецматериалов. Как правило, посредством асбеста.
Для возникновения плазменной дуги между анодом и катодом применяется постоянный ток, имеющий напряжение в 100 В. Именно такая дуга позволяет нагреть до необходимой высокой температуры газ. Сварка начинает работать: возникает поток плазмы, в котором и размещаются свариваемые детали (либо осуществляется резка металлов).
Таким образом, самостоятельное конструирование аппарата для проведения плазменной сварки вполне реально. Результатом станет возможность качественного соединения различных металлических деталей. Собственноручно собранный аппарат пригодится для многих случаев, особенно удобной плазменная сварка своими руками будет при ремонте личного авто.
Собственноручно собранный аппарат пригодится для многих случаев, особенно удобной плазменная сварка своими руками будет при ремонте личного авто.
Как сделать плазменный сварочный аппарат своими руками?
Современные инверторные сварочные аппараты покрывают большинство потребностей для получения неразъемных соединений металлических заготовок. Но в ряде случаев куда более удобным будет аппарат несколько иного типа, в котором основную роль играет не электрическая дуга, а поток ионизированного газа, то есть плазменный сварочный аппарат. Приобретать его для периодического использования не слишком рентабельно. Можно сделать такой сварочный аппарат своими руками.
Элементы для изготовления плазменного сварочного аппарата.
Оборудование и компоненты
Изготовить микроплазменный сварочный аппарат проще всего на основе уже имеющегося инверторного сварочного аппарата. Для выполнения такой модернизации вам понадобятся следующие компоненты:
- любой инверторный сварочный аппарат для TIG сварки со встроенным осциллятором или без него;
- сопло с вольфрамовым электродом от TIG-сварочника;
- аргоновый баллон с редуктором;
- небольшой кусочек прутка из тантала или молибдена диаметром и длиной до 20 мм;
- фторопластовая трубка;
- медные трубки;
- небольшие кусочки листовой меди толщиной 1-2 мм;
- электронный балласт;
- резиновые шланги;
- гермоввод;
- хомуты;
- проводка;
- клеммы;
- автомобильный бачок стеклоочистителя с электронасосом;
- выпрямительный блок питания электронасоса стеклоочистителя.

Устройство плазменного сварочного аппарата.
Работы по доводке и изготовлению новых деталей и узлов потребуют использования следующего оборудования:
- токарный станок;
- электропаяльник;
- горелка для пайки с баллоном;
- отвертки;
- нож;
- пассатижи;
- амперметр;
- вольтметр.
Вернуться к оглавлению
Теоретические основы
Сварочный аппарат для плазменной сварки может быть одного из 2-х основных типов: открытого и закрытого. Основная дуга сварочного аппарата открытого типа горит между центральным катодом горелки и изделием. Между соплом, которое служит анодом, и центральным катодом горит только дежурная дуга для возбуждения основной в любой момент времени. Сварочный аппарат закрытого типа имеет только дугу между центральным электродом и соплом.
Сделать долговечный сварочный аппарат своими руками по 2-му принципу довольно трудно. При прохождении основного сварочного тока через сопло-анод этот элемент испытывает колоссальные тепловые нагрузки и требует очень качественного охлаждения и использования соответствующих материалов. Обеспечить термостойкость конструкции, когда делается такой аппарат своими руками, очень трудно. Когда делается плазменный аппарат своими руками, для долговечности лучше выбирать открытую схему.
Обеспечить термостойкость конструкции, когда делается такой аппарат своими руками, очень трудно. Когда делается плазменный аппарат своими руками, для долговечности лучше выбирать открытую схему.
Вернуться к оглавлению
Практическая реализация
Принципиальная схема плазменного сварочного аппарата.
Часто при кустарном изготовлении плазменного сварочного аппарата сопло вытачивают из меди. При отсутствии альтернативы такой вариант возможен, но сопло становится расходным материалом даже при прохождении через него только дежурного тока. Его придется часто менять. Если удастся достать небольшой кусочек кругляка из молибдена или тантала, лучше сопло изготовить из них. Тогда можно будет ограничиваться периодической чисткой.
Размер центрального отверстия в сопле подбирают опытным путем. Начинать нужно с диаметра 0,5 мм и постепенно растачивать его до 2 мм, пока поток плазмы не станет удовлетворительным.
Конусный зазор между центральным вольфрамовым катодом и соплом-анодом должен составлять 2,5-3 мм.

Сопло вкручивается в полую рубашку охлаждения, которая через фторопластовый изолятор соединяется с держателем центрального электрода. В рубашке охлаждения циркулирует охлаждающая жидкость. В качестве таковой в теплое время года можно использовать дистиллированную воду, зимой лучше антифриз.
Схема блока управления плазменного сварочного аппарата.
Рубашка охлаждения представляет собой 2 полые медные трубки. Внутренняя диаметром и длиной около 20 мм располагается на переднем конце внешней трубки с диаметром около 50 мм и длиной порядка 80 мм. Пространство между торцами внутренней трубки и стенками наружной запаивают тонкой листовой медью. В рубашку с помощью газовой горелки впаивают медные трубки диаметром 8 мм. По ним поступает и отводится охлаждающая жидкость. Кроме того, к рубашке охлаждения нужно припаять клемму для подачи положительного заряда.
Во внутренней трубке делают резьбу, в которую вкручивают съемное сопло из термостойких материалов. На выдвинутом конце наружной трубки также нарезают внутреннюю резьбу.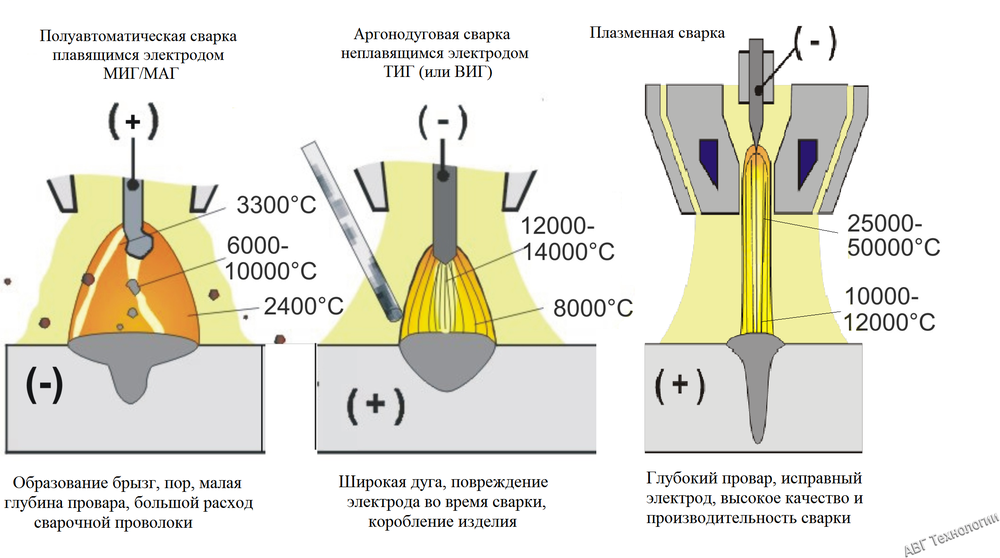 В нее вкручивается изолирующее кольцо из фторопласта. В кольцо вкручивается держатель центрального электрода.
В нее вкручивается изолирующее кольцо из фторопласта. В кольцо вкручивается держатель центрального электрода.
Через стенку наружной трубки в пространство между рубашкой охлаждения и фторопластовым изолятором впаивается трубка подачи аргона такого же диаметра, как для охлаждения.
По рубашке охлаждения циркулирует жидкость из бачка стеклоочистителя. Питание на насос его электродвигателя подается через отдельный выпрямитель на 12 В. Выход для подачи на бачке уже есть, возврат жидкости можно врезать через стенку или крышку бачка. Для этого в крышке сверлится отверстие и вставляется отрезок трубки через гермоввод. Резиновые шланги циркуляции жидкости и подачи аргона соединяются со своими трубками хомутами.
Схема плазменного наплавления порошка.
Положительный заряд берется от основного источника питания. Для ограничения тока через поверхность сопла подбирается подходящий электронный балласт. Подаваемый электрический ток должен иметь постоянное значение в районе 5-7 А. Оптимальная величина тока подбирается экспериментально. Это должен быть минимальный ток, который обеспечивает устойчивое горение дежурной дуги.
Оптимальная величина тока подбирается экспериментально. Это должен быть минимальный ток, который обеспечивает устойчивое горение дежурной дуги.
Возбуждение дежурной дуги между соплом и вольфрамовым катодом может осуществляться одним из двух способов. Встроенным в сварочный аппарат осциллятором или при его отсутствии контактным способом. Второй вариант требует усложнения конструкции плазменной горелки. Держатель центрального электрода при контактном возбуждении делают подпружиненным относительно сопла.
При нажатии на резиновую кнопку штока, соединенного с держателем электрода, острый конец центрального вольфрамового катода контактирует с конусной поверхностью штока. При коротком замыкании в точке контакта резко повышается температура, что позволяет возбудить дугу при отведении пружиной катода от анода. Контакт должен быть очень кратковременным, иначе поверхность сопла пригорит.
Возбуждение тока высокочастотным осциллятором предпочтительнее для долговечности конструкции. Но его приобретение или даже изготовление делает самодельный сварочный аппарат для плазменной сварки нерентабельным.
Но его приобретение или даже изготовление делает самодельный сварочный аппарат для плазменной сварки нерентабельным.
При работе положительный вывод сварочного аппарата соединяется с деталью без балласта. Когда сопло оказывается на расстоянии несколько миллиметров от заготовки, электрический ток переключается с сопла на деталь. Его значение вырастает до выставленного на сварочном аппарате, а образование из аргона плазмы интенсифицируется. Регулируя подачу аргона и сварочный ток, можно добиться необходимой интенсивности течения плазмы из сопла.
Вернуться к оглавлению
Дополнительные указания
Схема плазменной сварки открытой и закрытой плазменной струей.
Недостатком этой конструкции является расход аргона. Баллона хватает на несколько часов непрерывной работы. Вместо аргона можно использовать сжатый воздух или водяной пар. Такие модификации больше подходят для плазменной резки металлов. Так как эти газы не являются нейтральными и окисляют металл.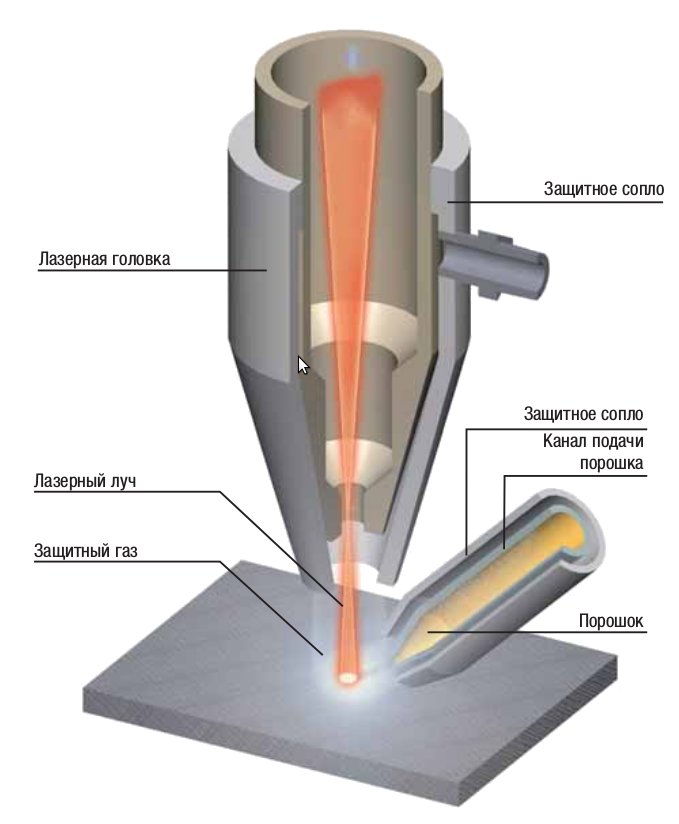
Кроме того, горение дуги в атмосфере этих газов не такое устойчивое, как в аргоне. Работа на воздухе ускоряет износ и засорение сопла. В плазмотронах заводского изготовления воздух проходит предварительное осушение и очистку.
В самодельных аппаратах для подачи воздуха используют автомобильные компрессоры на 12 В с производительностью до 50-60 л/мин. Для работы на воде нужен портативный парогенератор. Это может быть металлическая герметичная емкость с установленными внутри нее титановыми электродами. Заполнять ее нужно дистиллированной водой. Подключение электродов выполняется к сети переменного тока на 220 В.
Часто для эффективно отсечения кислорода поверх рубашки охлаждения устанавливают еще 1 кожух-сопло. На его вход подают гелий или аргон. Поток из этого сопла струится вокруг потока плазмы.
В качестве источника питания необязательно использовать инвертор или сварочный выпрямитель. Для этого можно применять любой диодный мост, выдерживающий ток от 50 А. Точное значение регулируется дополнительным дросселем.
Точное значение регулируется дополнительным дросселем.
что это такое, особенности и сущность
Содержание:
- Сущность плазменной сварки
- Особенности и характеристики процесса
- Преимущества и недостатки
- Принцип работы
- Устройство и принцип работы плазмотрона
- Важные требования
- Интересное видео
Чтобы металлические конструкции изделия были прочными и качественными, для соединения важных частей из стали применяется сварка. Эта технология используется на протяжении многих лет и за период ее существования появилось множество разновидностей, которые позволяют работать с разными материалами.
Плазменная сварка является популярной разновидностью, которую применяют многие опытные сварщики. В ее основе лежит принцип расплавления сплавов узконаправленной струей плазмы, которая обладает огромной энергией. Этот вид технологии используется для соединения некоторых марок нержавеющих сталей, тугоплавких и многих цветных металлов, а также изделий из разных материалов. Но все же перед тем как приступать к сварочным работам стоит предварительно рассмотреть важные особенности.
Этот вид технологии используется для соединения некоторых марок нержавеющих сталей, тугоплавких и многих цветных металлов, а также изделий из разных материалов. Но все же перед тем как приступать к сварочным работам стоит предварительно рассмотреть важные особенности.
Сущность плазменной сварки
Плазменная сварка металла основывается на использовании технологии аргонодуговой технологии. Различие между этими двумя технологиями состоит в особенностях дуги. В отличие от электрической дуга плазма имеет вид сжатой плазменной струи, которая обладает мощной энергией.
Чтобы понять, в чем заключается сущность плазменной сварки, требуется для начала рассмотреть, что такое плазма и условия ее возникновения. Плазмой считается состояние газа при его частичной или полной ионизации. Это означает, что в его основу могут входить не только нейтральные молекулы и атомы, но и электроны, ионы, имеющие определенный электрический заряд, состоящие полностью из заряженных частиц.
Для перевода газа в состояние плазмы требуется провести ионизацию большей части его молекул и атомов. Чтобы это получить, необходимо приложить к электрону, входящему в основу атома, усилие, превышающее его энергию связи с ядром и помочь оторваться от него. Именно в этом состоит сущность плазменной сварки.
Особенности и характеристики процесса
Чтобы понять, что такое плазменная сварка, стоит рассмотреть ее важные особенности, а именно как производится процесс. Во время него обычно в области сваривания применяется очень высокая температура, которая образуется при принудительном уменьшении размеров сечения дуги и повышении ее показателей мощности.
В результате получается сварка плазменной струей, при которой показатели температуры могут доходить до 300000С. А вот при аргонодуговой сварке они могут быть всего 5000-70000С. Во время сварочного процесса дуга приобретает цилиндрическую форму, именно это позволяет сохранять одинаковый показатель мощности по всей длине.
Во время проведения плазменного сваривания наблюдается высокое давление дуги на поверхность свариваемых металлических элементов. Именно это позволяет оказывать воздействие практически на все виды металлов и сплавов.
Стоит отметить! Плазменную технологию сваривания можно применять при небольших величинах электрического тока. Процесс может осуществляться при 0,2-30 А.
Все эти особенности делают этот вид сварки практически универсальным. Он может с успехом применяться в труднодоступных зонах, при соединении тонких алюминиевых листов без возможных прожогов. Незначительное изменение расстояния между электродом и деталью не оказывает сильного воздействия на прогревание, а это значит, не влияет на качество шва, как это бывает в других видах сварки.
За счет того, что во время плазменной технологии наблюдается большая глубина прогревания деталей, это позволяет обходиться без предварительной подготовки кромок. Допускается проводить сваривание металлов с неметаллами.
В итоге происходит повышение производительности работ, уменьшение температурной деформации сварного соединения, это значит, что деталь конструкции не ведет. А вот сварка плазморезом позволяет проводить не только сваривание металлических конструкций, но и обеспечивает качественное разрезание металлов и неметаллов в разном положении.
Преимущества и недостатки
Плазменная сварка и резка является востребованной технологией, при помощи которой производят сваривание конструкций разного размера. Этот процесс имеет ряд положительных качеств:
- повышенный показатель температуры плазмы, который может доходить до 300000С;
- небольшое поперечное сечение дуги;
- в отличие от газовой сварки скорость металла с толщиной от 5 до 20 см по плазменной технологии выше три раза;
- наблюдается высокая точность сварных соединений, которые получаются в процессе плавления;
- качество проведенных работ не требует проведения дополнительной обработки краев изделий;
- плазменный сварочный процесс может применяться практически для любых типов металла. К примеру, при помощи него можно варить изделия из запорожской стали, меди, алюминия, чугуна;
- во время проведения сварочных работ металл не подвергается деформациям, даже при вырезании сложных фигур;
- плазменная технология предполагает проведение резки металлической поверхности, которая не прошла предварительную подготовку.
 К примеру, ее можно применять в случаях, когда на изделии присутствует ржавчина, краска;
К примеру, ее можно применять в случаях, когда на изделии присутствует ржавчина, краска; - нет необходимости применять аргон, ацетилен, кислород. Это позволяет существенно сэкономить;
- наблюдается высокая степень безопасности проводимых работ. Это связано с тем, что во время сваривания не применяются баллоны с газом, которые выделяют токсичные пары. Также при неправильном применении и хранении они могут взорваться.
У плазменного сварочного процесса имеются некоторые недостатки:
- во время его проведения происходит частичное рассеивание энергии в пространство;
- требуется использование плазмообразующего газа;
- обязательно должно проводиться охлаждение плазмотрона при помощи воды;
- высокая стоимость сварочных аппаратов.
Принцип работы
Перед тем как приступать к плазменной сварке стоит рассмотреть ее принцип работы. Во время процесс подается мощный электрический разряд, который превращает рабочую среду в плазменную. Образуется газ, который имеет высокую температуру.
За счет воздействия на металлическую поверхность потока ионизированного газа, проводимого электрическим током, происходит плавление металлической основы. Во время нагревания дуги газ подвергается ионизации, уровень которой увеличивается с повышением температурных показателей газа.
Плазменная струя, которая обычно имеет сверхвысокую температуру, повышенная мощность, это все формируется из обычно дуги после сжатия, вдувания в дугу. Она образуется при помощи плазмообразующего газа, в качестве которого часто применяется аргон, в редких случаях используется водород, гелий.
Плазменная сварка прямого действия
Что такое плазменная сварка прямого действия? Этот метод является распространенным, он осуществляется благодаря электрической дуге, которая образуется между электродом и рабочим изделием.
Технология плазменной сварки имеет некоторые характерные особенности:
- Плазменная сварка алюминия должна выполняться с максимальной осторожностью. Это связано с тем, что данный металл плавится при температуре 660,3 градусов.
- Обязательно нужно внимательно контролировать процесс, чтобы не допустить пропал.
- В инструкции к сварочным аппаратам всегда указывается таблица, в которой обозначается рекомендованная сила тока для каждого вида металла. К примеру, плазменная сварка нержавейки выполняется на среднем токе, а стали – на высоком.
Обратите внимание! В дуге с прямым действием изначально происходит возбуждение дуги на малых токах, между соплом и заготовкой. После того как плазма прикасается к свариваемой детали образуется основная дуга прямого действия.
Питание дуги производится при помощи переменного или постоянного тока с прямой полярностью. Ее возбуждение выполняется осциллятором.
Плазменная сварка косвенного действия
Перед тем как приступать стоит рассмотреть, что такое плазменная сварка косвенного действия. Во время этого метода образование плазмы осуществляется так же, как и при технологии прямого действия. Отличие состоит в том, что источник питания подключается к электроду и соплу, в результате этого между этими элементами образуется дуга, и на выходе из горелки появляется плазменная среда.
Скорость выхода потока плазмы находится под контролем давления газа. Секрет состоит в том, что газовая смесь при переходе в состояние плазмы увеличивает объем в 50 раз и благодаря этому вылетает из аппарата в виде длиной струи. Энергетические показатели расширяющегося газа совместно с тепловой энергией делают плазму мощным источником энергии.
К преимуществам сварки косвенного действия можно отнести:
- обеспечивает бесперебойный рабочий процесс;
- позволяет существенно сэкономить затраты на электрический ток;
- за счет того, что во время сварочного процесса применяется высокое давление, газовые смеси практически не разбрызгиваются;
- этот вид отлично подходит для сварки и резки металлов.
Важно! Плазменная сварка и резка металлов должна проводиться с использованием правильных режимов. Они должны осуществлять правильную подачу тока, учитывать типы свариваемых материалов, их показатели толщины, диаметр сопла плазмотрона. Для резки разных материалов должны применяться разные виды газов.
Устройство и принцип работы плазмотрона
Во время плазменного сварочного процесса применяется специальный аппарат, который выполняет роль плазменного генератора, он называется плазмотроном. Это устройство применяет энергию электричества для преобразования газа в состояние плазмы для сварки, которая в дальнейшем применяется для создания сварочной дуги.
Применяется два вида устройств, которые работают по схеме косвенного и прямого преобразования дуги. Плазмотрон для сварки плазмой идет прямого действия, когда в качестве катода применяется вольфрамовый электрод, а анода – свариваемая поверхность. Именно это приводит к тому, что дуга приобретает цилиндрическую форму.
К основным узлам плазмотрона относят:
- Вольфрамовый электрод (катод). Он образует одну связку с устройством подачи плазмообразующего газа.
- Корпусная часть прибора.
- Сопло с формообразующим наконечником.
- Термостойкий изолятор.
- Система охлаждения, для которой применяется водная струя.
- Пусковое устройство.
Для возбуждения основной дуги к поверхности металла от устройства подключается кабель с положительным зарядом. Появившаяся дуга ионизирует газ, который поступает из баллона или компрессора в камеру под давлением. При разогревании во время ионизации газ расширяется и выбрасывается из камерного пространства в форме струи с высокой кинетической энергией.
Стоит отметить! Чтобы облегчить розжиг основной дуги, в область камеры плазмотрона встроен вспомогательный электрод, который выполняет функции анода. При включении плазмотрона в сеть и запуске, данный электрод получает положительный заряд и образует дугу с вольфрамовым катодом.
Важные требования
Возможно, для многих плазменно-дуговая сварка покажется простым процессом, который можно с легкостью выполнить с первого раза не имея большого опыта. Однако во время него обязательно требуется соблюдать все важные правила технологии. К основным ошибкам относятся:
- запоздалая замена сменных компонентов плазмотрона;
- применение деталей с низким качеством или дефектами;
- использование некорректных режимов, которые снижают длительность срока службы элементов;
- отсутствие контроля за параметрами плазмообразующего газа;
- применение высокой или низкой скорости резки по сравнению с предусмотренным режимом.
Все эти важные требования относятся к плазменному сварочному процессу, а также его подвидам – микроплазменной сварке, воздушно-плазменной сварке и другим методам. Обязательно требуется применять сварочный аппарат, который сможет обеспечить необходимые характеристики сварочного тока. Понадобится горелка, неплавящийся электрод, комплект шлангов для подачи или циркуляции охлаждающей жидкости и другие важные компоненты для работы.
Плазменный сварочный процесс считается востребованной технологией, которую активно применяют в разных областях промышленности – машиностроение, приборостроение, изготовление деталей высокой точности, ювелирная сфера и так далее. Этот метод отличается высокой точностью, он позволяет получить ровный шов отличного качества. Но все же его проведение должно осуществляться с учетом важных правил и требований.
Интересное видео
Плазменная резка, сварка, наплавка и обработка материалов.
Содержание страницы
- 1. Физическая сущность генерирования плазмы
- 2. Плазмообразующие среды
- 3. Ввод компонентов плазмообразующей среды в электрическую дугу
- 4. Устройство плазмотронов
- 5. Плазменная резка
- 6. Плазменная сварка
- 7. Плазменная наплавка
- 7.1 Плазменная наплавка проволокой
- 7.2 Плазменно-порошковая наплавка
Плазма – это частично или полностью ионизированный газ. Источником ионизации являются электрические разряды (дуговой, искровой, тлеющий и пр. ). Степенью ионизации называют отношение числа ионизованных атомов к полному их числу в единице объёма плазмы. В зависимости от степени ионизации различают слабо, сильно и полностью ионизированную плазму. Степень ионизации плазмы зависит от многих факторов и прежде всего от температуры. Различают низкотемпературную плазму T ≤ 105 K и высокотемпературную T > 106…108 K
Существование плазмы поддерживается непрерывно протекающим процессом ионизации. Интенсифицировать процесс плазмообразования можно путём обдува соосным потоком газа. Если часть столба электрической дуги поместить в узкий канал с охлаждаемыми стенками, то будет достигнута дальнейшая интенсификация плазмообразования. Это связано с тем, что в узком канале столб дуги сжимается, особенно при обдуве её соосным потоком газа. С увеличением электрического тока столб дуги из-за ограничивающего действия стенок канала расширяться не может, температура газа и степень ионизации резко повышаются. Практически весь газ, проходящий сквозь столб сжатой дуги ионизируется и превращается в плазму.
Различают плазменные дуги прямого и косвенного действия.
В дуге прямого действия (рисунок 1.11) в качестве анода используется обрабатываемый материал. В этом случае плазменная струя совмещена со столбом дуги по всей длине, начиная от входного среза канала сопла и кончая анодным пятном на фронтальной поверхности полосы реза. Тепловая энергия вводится в разрезаемый металл струей плазмы и столбом дуги. При этом коэффициент полезного действия (КПД) прямой плазменной дуги составляет 60–70%. Недостатком дуги прямого действия является невозможность обработки диэлектрических материалов.
Дуга косвенного действия возбуждается и горит между электродами, которые не связаны с обрабатываемым материалом. Катодом служит электрод плазмотрона, а в качестве анода используется его формирующее сопло. Объект обработки не включен в электрическую цепь. Столб дуги расположен внутри плазмотрона. Плазмообразующий газ контактирует со столбом дуги на коротком участке, протяженностью от торца электрода до выходного среза канала сопла. Далее плазма существует независимо от столба дуги. Вследствие этого температура и скорость истечения струи плазмы по мере удаления от выходного среза сопла резко уменьшается, а КПД при использовании дуги косвенного действия не превышает 30–40 %.
Рисунок 1.11 – Элементы схем плазменных дуг прямого (а) и косвенного (б) действия и их участки: 1 – закрытый; 2 – сжатый; 3 – открытый; 4 – рабочий; 5 – факел; Г – генератор тока
2. Плазмообразующие среды
В качестве плазмообразующих сред применяют аргон, гелий, азот, воздух, водород, воду.
Аргон – химически инертный газ с низкой теплопроводностью, поэтому он хорошо защищает от перегрева и разрушения электрод и сопло. Однако, аргон малоэффективен для преобразования электрической энергии дуги в тепловую. Он обладает самой низкой напряженностью поля столба дуги, т. е. аргоновая плазма вызывает значительное падение напряжения на дуге. Это означает, что при одинаковом токе в аргоновой плазме выделяется минимальное количество энергии по сравнению с другими плазмообразующими газами.
Гелий – в отличие от аргона обладает большей теплопроводностью. В случае его применения для плазменной резки происходит быстрый нагрев и разрушение сопла. Гелий обеспечивает высокую напряженность дугового столба примерно в четыре раза более высокую, чем у аргоновой плазмы. Гелий, в отличие от аргона, является более эффективным преобразователем энергии дуги в тепло и применяется в смеси с аргоном.
Азот является наиболее приемлемым газом для стабилизации плазменной дуги. Теплоёмкость азотной плазмы в пять раз выше аргоновой. Напряженность поля столба дуги в азоте более высокая, чем в аргоне. Поэтому использование азота в качестве плазмообразующего газа эффективно для преобразования электрической энергии в тепловую.
Воздух является сильным окислителем металлов. При использовании воздуха по сравнению с азотом скорость резки углеродистых и низколегированных сталей при тех же параметрах дуги возрастает более, чем в 1,5 раза.
Водород обеспечивает высокую напряженность поля дугового столба. Диссоциация и ионизация водорода происходит при более низких температурах, чем аргона и гелия. Теплоёмкость водородной плазмы несколько ниже азотной, но в четыре раза выше аргоновой. Водород обладает высокой теплопроводностью и является эффективным преобразователем энергии дуги в тепло. Использование водорода в качестве плазмообразующего газа приводит к быстрому разрушению сопла в результате интенсивного нагрева. Поэтому водород применяют как добавку к аргону или азоту.
Вода может использоваться в качестве плазмообразующей среды самостоятельно, в виде пара или как добавка к рабочему газу. Применение воды обеспечивает интенсивное охлаждение периферийных участков столба дуги и концентрирует его. В результате температура в ядре дуги возрастает, увеличивается его проплавляющая способность.
Анализ рассмотренных плазмообразующих сред показывает, что ни один из газов не может обеспечить самостоятельно весь комплекс положительных свойств идеальной плазмообразующей среды. Поэтому используют смеси из различных газов. Хорошо зарекомендовали себя смеси аргона и азота в сочетании с водородом. В сочетании с азотом и воздухом применяется вода. Плазмообразующая среда оказывает существенное влияние на изменение фазового состава металла прилегающего к поверхности реза, на его химический состав и механические свойства.
3. Ввод компонентов плазмообразующей среды в электрическую дугу
Способы ввода плазмообразующей среды в электрическую дугу можно разделить на четыре группы: аксиальный (осевой), тангенциальный (вихревой), распределённый, транспирационный (рис. 1.12).
Рисунок 1.12 – Схемы ввода плазмообразующей среды в дуговой разряд: а – аксиальный; б – тангенциальный; в – распределённый; г – транспирационный; 1, 2 – электроды; 3 – межэлектродные вставки; 4 – пористая стенка; Gno– стабилизирующий газ; Gn, Gn1…Gnj – плазмообразующие газы
Аксиальный ввод используется в различных плазменных устройствах, применяемых в основном для обработки дисперсных материалов, для сварки, плавки, рафинирования металлов, требующих аксиального потока плазмы. Он позволяет обеспечить хорошую стабилизацию разряда, снижения турбулентных пульсаций в плазме, возможность получения ламинарных потоков, повышение однородности прогрева газа в разряде, равномерность его распределения по сечению канала.
Тангенциальный ввод используется для повышения термоизоляции плазмы. Газ подается в разрядную камеру по специальным каналам, в результате чего образуется газовый вихрь, обдувающий столб дуги и генерируемую плазменную струю. Слой холодного газа под действием центробежных сил располагается у стенки, предохраняя её от контакта с дугой.
Плазмотроны с тангенциальным вводом газа, в отличие от аксиального, имеют больший термический КПД; более высокую эффективность преобразования электрической энергии в тепловую; хорошую пространственную стабилизацию разряда.
К недостаткам данного способа относятся: образование вихревой плазменной струи с повышенным рассеиванием мощности; сложности ввода исходного материала в плазменный поток; невозможность получения ламинарных потоков; высокий уровень шума.
Распределённый ввод во многом аналогичен аксиальному вводу газа. В этом случае повышается термоизоляция плазмы от стенок канала и возможно создание плазмотронов с высоким термическим КПД (более 80 %). Длина дуги может быть значительно увеличена, и в связи с этим достигнута необходимая мощность плазмотронов при высоких напряжениях и низких токах дуги.
Недостатками данного способа являются: усложнение конструкции плазмотрона; трудность равномерного распределения газа по сечению разрядного канала; низкое теплосодержание потока плазмы в связи с большим расходом газа.
Транспирационный ввод – это способ ввода газа через пористую стенку. При этом имеет место интенсивное взаимодействие газа со стенкой. Поэтому разрядные каналы с пористыми стенками обеспечивают высокий термический КПД более 90 %. Кроме того обеспечивается равномерность ввода газа в дугу и улучшается её стабилизация.
4. Устройство плазмотронов
Плазмотрон – это устройство, предназначенное для генерации плазмы. Применяется множество конструкций плазмотронов, схема одного из них представлена на рисунок 1.13.
Рисунок 1.13 – Схема конструкции плазмотрона: 1 – электрод; 2 – вход плазмообразующего газа; 3 – водяное охлаждение; 4 – вход защитного газа; 5 – сопло; 6 – факел плазмы; 7 – корпус
Для каждой конструкции плазматрона существует вполне определённая конструкция дуговой камеры. Различают конструктивные и технологические параметры плазмотронов.
К конструктивным параметрам относятся: диаметр канала плазмотрона; длина канала плазмотрона; форма разрядной области; угол оформляющей части входного электрода; диаметр, длина, угол раскрытия выходного электрода; расстояние между рабочей поверхностью входного электрода и входной частью канала.
К технологическим параметрам относятся: ток дуги; расход плазмообразующей среды; способ ввода плазмообразующей среды в плазмотрон; КПД плазмотрона.
Электроды плазмотрона по типу и конструкции зависят от состава плазмообразующей среды. В качестве материала для электродов, работающих в окислительных средах, используют гафний, так как его соединения обладают высокими эмиссионными свойствами, устойчивы к термическим колебаниям токового и газового режимов, а так же условиям охлаждения.
Теплофизические константы гафния и его соединений существенно ниже соответствующих теплофизических констант вольфрама – теплопроводность в три – четыре раза, а температура плавления – в два раза.
Электроды, работающие с нейтральными газами, чаще всего изготавливают из вольфрама. Преимущественно используется вольфрам, легированный окислами лантана и иттрия. Эти добавки существенно улучшают эмиссионные свойства вольфрама, повышая ресурс работы катода и надёжность плазмотрона.
Сопло является основным элементом плазмотрона, определяющим его технические характеристики и ресурс работы.
Назначение сопла – формирование геометрических и энергетических параметров дуги.
Сопло выполняет так же роль электрода, обеспечивающего зажигание вспомогательной дуги. С её помощью осуществляется переход к возбуждению основной дуги, горящей между электродом плазмотрона и обрабатываемым изделием. К основным параметрам сопла относятся диаметр и высота канала, геометрия дуговой камеры плазмотрона. Диаметр и высота канала сопла устанавливаются в зависимости от величины рабочего тока, состава и расхода плазмообразующего газа. При этом находят наиболее благоприятные сочетания таких показателей, как технологические возможности и надежность работы плазмотрона, т. е. стойкость сопла и электрода.
5. Плазменная резка
Плазменная резка широко применяется для обработки конструкционных сталей всех марок толщиной 1-40 мм; коррозионностойких высоколегированных сталей толщиной 3-70 мм; алюминия и его сплавов толщиной 3-80 мм; меди и её сплавов толщиной 2-70 мм.
Процесс резки состоит в проплавлении мощным дуговым разрядом, локализованном на малом участке поверхности разрезаемого металла, с последующим удалением расплавленного металла из зоны реза высокоскоростным газовым потоком.
Струя плазмы формируется путём обжатия столба дуги в канале сопла. Под воздействием стенок канала сопла и струи плазмообразующего газа столб дуги сжимается, его поперечное сечение уменьшается, а температура в центральной части столба повышается до 10000-50000 ºС. В результате внутренний слой газа, соприкасающийся со столбом дуги, превращается в плазму, а наружный слой, обтекающий стенки канала сопла, остается сравнительно холодным, образуя электрическую и тепловую изоляцию между потоком плазмы и поверхностью сопла. Этот охлаждённый слой газа препятствует отклонению столба дуги от заданного направления и замыкания его на стенку канала сопла.
Напряжение сжатой дуги соответствует 60-200 В, что в 3-10 раз больше, чем в свободной дуге. Плотность тока сжатой дуги достигает 100 A/мм2 , т. е. на порядок больше, чем у свободной, а удельная мощность достигает 2·106 Вт/см2.
Процесс плазменной резки, как правило, сопровождается водяной защитой (рис. 1.14). При этом используют резку листов, уложенных над поверхностью или на поверхности воды (а, б), погруженных в воду (в). Возможны сочетания одной из схем (а–г) с
круговой водяной защитой. В этих условиях вода улучшает санитарно- гигиенические условия процесса; обеспечивает повышение качества кромок вырезаемых изделий; способствует снижению тепловых деформаций материала; поглощаются водой вредные выделения.
Рисунок 1.14 – Схемы плазменной резки с водяной защитой
На процесс плазменной резки оказывает влияние множество технологических факторов: сила тока, напряжение дуги, скорость резки, расход плазмообразующего газа, скорость его истечения из сопла, диаметр и длина канала сопла, плотность разрезаемого металла и др.
При резке углеродистых и низколегированных сталей толщиной 6-30 мм, исходя из нормальной стойкости электродов (около 2 ч горения дуги), силу тока дуги обычно выбирают в пределах 270±30 А. Уменьшение силы тока снижает скорость резки, увеличение – заметно ускоряет износ электродов.
Сила тока и напряжение режущей дуги не равноценны по интенсивности влияния на скорость резки. Экспериментально установлено, что повышение напряжения более эффективно влияет на скорость резки, чем увеличение силы тока.
Возбуждение дуги происходит при слабом потоке плазмообразующего газа при его расходе 3-5 л/мин. Повышение расхода сверх рекомендуемого приводит к обрыву дуги. Если расход слишком мал, плазменную дугу, горящую внутри резака, не удается выдуть наружу из сопла, или она столь коротка, что её длины не хватает для создания токопроводящего мостика между электродом и металлом. В этом случае режущая дуга не возникает.
После возбуждения дуги увеличение расхода плазмообразующего газа (60-90 л/мин) приводит к обжатию плазменного столба дуги, ширина реза уменьшается, скорость реза увеличивается, напряжение дуги повышается.
Ширину реза устанавливают с учетом суммарного воздействия ряда факторов: диаметра сопла, силы тока, скорости резки, состава и расхода плазмообразующего газа, расстояния от нижнего среза сопла до поверхности разрезаемого металла. В первом приближении ширину реза на верхней кромке можно принимать равной двум диаметрам сопла. Для обеспечения надежной работы при силе тока примерно 300 А и разрезаемой толщине 3-10 мм целесообразно использовать сопла диаметром 1-2 мм. Для стали толщиной 10-30 мм целесообразно использовать сопла диаметром 3 мм, для стали толщиной 31-50 мм применяют сопла с большим диаметром.
В таблице 1.6 приведены рекомендуемые режимы резки углеродистых и низколегированных сталей толщиной 6-30 мм. При этом сила тока составляет 270±30 А, расход газа 80-90 л/мин, расстояние от резака до поверхности металла 10-12 мм, ширина реза по нижней кромке 3-3,5 мм.
Таблица 1.6 – Параметры режимов плазменной резки углеродистых и низколегированных сталей
| Параметр | Толщина разрезаемой стали, мм | |||||||
| 6 | 8 | 10 | 12 | 14 | 16 | 20 | 30 | |
| Скорость | 5- | 4-4,1 | 3,15- | 2,8- | 2,5- | 2,16- | 1,66- | 1,0- |
| резки, см/с | 5,1 | 3,3 | 3,0 | 2,65 | 2,33 | 1,83 | 1,1 | |
| Напряжен | 140 | 145- | 150- | 155- | 160- | 160- | 165- | 170- |
| ие дуги, В | — | 150 | 155 | 160 | 165 | 165 | 170 | 175 |
| 145 | ||||||||
Алюминий и его сплавы относятся к материалам, для которых применение плазменной резки наиболее эффективно, так как высокая скорость резки сочетается с хорошим качеством реза.
Наиболее полную защиту расплавленного алюминия от окисления и насыщения водородом достигают при использовании аргона в качестве плазмообразующего газа. Преимуществом аргона является так же способность поддерживать плазменную дугу при небольших напряжениях и малой силе тока. Аргоновую плазму обычно применяют при ручной резке листов из алюминиевых сплавов сравнительно небольшой толщины (до 12-20 мм). Недостаток аргоновой плазмы – относительно малая проплавляющая способность дуги и, как следствие скорость резки меньше, чем при использовании других плазмообразующих газов.
Скорость резки можно существенно повысить за счет добавки к аргону водорода. Аргона-водородные смеси, содержащие 35-50 % водорода, обеспечивают минимальную шероховатость реза. По мере увеличения толщины разрезаемого металла рекомендуют увеличивать содержание водорода в смеси, доводя его до 60-80% при толщине 80- 100 мм. Для резки алюминиево-марганцевых сплавов и сплавов типа дуралюмина используют смеси с меньшим содержанием водорода, а так же азотно-водородные смеси.
Ориентировочные параметры режимов плазменной резки алюминиевых сплавов с применением аргона, азота, водорода приведены в таблице 1.7.
Таблица 1.7 – Ориентировочные параметры режимов плазменной резки алюминиевых сплавов
| Толщина металла, мм | Диаметр сопла, мм | Сила тока, А | Напряжение на дуге, В | Мощность, кВт | Расход газа, л/мин | Скорость резки мм/с | |
| аргона/ азота | водорода | ||||||
| 15 | 35 | 250 | 140-160 | 40 | 12/24 | 8,5 | 17 |
| 30 | 180-200 | 18 | 10 | ||||
| 50 | 5 | 450 | 160-180 | 50 | 24 | 18 | 7,5 |
| 80 | 30 | 24 | 7,0 | ||||
Медь и медные сплавы характеризуются высокой теплоемкостью и теплопроводностью. Поэтому при их резке используют более мощные дуги, чем при резке стали. В качестве плазмообразующего газа применяют воздух и азотно-водородные смеси с высоким содержанием водорода.
Титан и его сплавы хорошо подвергаются резанию плазменной дугой. Наибольшая производительность достигается при использовании воздуха и кислорода в качестве плазмообразующего газа. При резке воздушной плазмой кромки реза на глубине 0,1–0,2 мм содержат в 1,5 раза больше кислорода, чем основной металл, в 7–10 раз больше азота, в 4-8 раз больше водорода. Поэтому кромки титановых заготовок после плазменной резки подлежат механической обработке.
6. Плазменная сварка
Свойство плазменной дуги глубоко проникать в металл используется для сварки достаточно толстых (10-15 мм) металлов без предварительной разделки кромок и присадочного материала.
В качестве плазмообразующего газа обычно применяют аргон или его смеси с водородом или гелием, а для защиты металла сварочной ванны от окисления при сварке легированной стали, меди, никеля и сплавов на его основе – смесь аргона с 5-8 % водорода. При сварке низкоуглеродистой и низколегированной стали в качестве защитного газа можно применять углекислый газ.
Расход плазмообразующего газа устанавливают таким образом, чтобы истечение плазмы из сопла не было турбулентным, а силовое воздействие плазменной струи на поверхность сварочной ванны не приводило к разбрызгиванию расплавленного металла.
Плазменной дугой сваривают листы толщиной до 9,5 мм встык без разделки кромок и присадочного металла. В ряде случаев успешно
сваривают за один проход листы толщиной до 13 мм. При сварке листов толщиной до 25 мм требуется V- или U-образная подготовка кромок. При плазменно-дуговой сварке количество присадочного металла снижается примерно в 3 раза. Наибольшее преимущество сварки плазменной дугой проявляется при соединении толстых листов без разделки кромок и использования присадочного металла.
Плазменно-дуговая сварка может быть выполнена практически в любом пространственном положении. Режимы сварки плазменной дугой некоторых металлов и сплавов приведены в таблице 1. 8.
Таблица 1.8 – Режимы сварки плазменной дугой стыковых соединений без присадочного металла
| Металл | Толщина листов, мм | Скорость сварки, м/мин | Диаметр сопла, мм | Параметры дуги | Плазмообразующий газ | Фокусирующий и защитный газ | |||
| Сила тока, А | Напряжение, В | Состав | Расход м3/ч, | Состав | Расход м3/ч, | ||||
| Коррозионностойкая сталь | 2,4 | 0,97 | – | 160 | 31 | Ar+7,5 % H2 | 0,14 | Ar+ 7,5 % H2 | 0,99 |
| 3,2 | 0,61 | 145 | 32 | 0,28 | |||||
| 4,8 | 0,41 | 240 | 38 | 0,34 | 1,27 | ||||
| 6,4 | 0,36 | 0,5 | 1,41 | ||||||
| 12,7 | 0,19 | 2, 4 | 305 | 35 | Ar | 0,14 | 1,4 | ||
| Титан | 3,2 | 0,51 | – | 185 | 21 | 0,23 | Ar | 0,85 | |
| 4,8 | 0,38 | 190 | 26 | 0,34 | 1,27 | ||||
| 12,7 | 0,25 4 | 2, 4 | 285 | 38 | 0,113 | 0,85 | |||
| Инконель 600 | 3,5 | 0,4 | 180 | 27 | 0,34 | 1,13 | |||
| Низкоуглеродистая сталь | 6,4 | 0,25 4 | 305 | 35 | 0,057 | 1,4 | |||
| Алюминий | 85 | 27 | He+Ar | 0,085 +0,02 8 | 0,85 | ||||
Комбинированный процесс точечной плазменно-дуговой сварки. Дуговую точечную сварку нахлесточных соединений различных металлов и сплавов выполняют обычно плавящимся электродом с предварительным сверлением и зенковкой отверстий в верхнем листе. Диаметр отверстий превышает диаметр электрода не менее чем на 3-8 мм. Такая технология обеспечивает проплавление верхнего листа и уменьшение выпуклости электрозаклепочного шва. Однако сверление отверстий увеличивает трудоемкость работ, производимых перед общей сборкой и сваркой металлоконструкций. Более технологичным представляется комбинированный процесс
точечной сварки (рис. 1.15), предусматривающий свободное проплавление листов с использованием плазменной горелки 1 и последующую заварку полученных отверстий дугой с плавящимся электродом 2.
Расстояние от оси горелки мундштука с плавящимся электродом регулируют в диапазоне 30-100 мм. Питание плазменного и дугового разрядов осуществляют от раздельных источников 3 и 5, управляемых программируемым устройством 4.
Рисунок 1.15 – Схема комбинированного процесса точечной плазменно- дуговой сварки
Внешний вид точечных соединений, полученных комбинированным способом плазменно-дуговой сварки, характеризуется равномерным формированием швов, стабильной глубиной проплавления.
7. Плазменная наплавка
Наплавка относится к наиболее эффективным методам нанесения защитных и упрочняющих покрытий. Наплавку используют преимущественно для восстановления изношенных или повреждённых деталей машин. На многих производствах наплавка является обязательным технологическим процессом, который применяют при изготовлении новых изделий. Корпуса атомных реакторов и химических установок, трубопроводная арматура, засыпные устройства доменных печей, буровой инструмент, клапаны двигателей внутреннего сгорания, шнеки экструдеров и другие изделия современного машиностроения не могут быть изготовлены без наплавки нержавеющими, износостойкими, жаропрочными или другими материалами с особыми эксплуатационными свойствами.
Изготовительная наплавка быстроизнашивающихся или наиболее тяжело нагруженных деталей позволяет увеличить срок их
службы, избавить промышленность от необходимости производить большое количество запасных частей, повысить работоспособность и надежность машин, сократить расходы на их эксплуатацию. По этой причине применение изготовительной наплавки обеспечивает прогресс в различных отраслях машиностроения.
7.1 Плазменная наплавка проволокой
Плазменная наплавка осуществляется двумя способами: с боковой или осевой подачей присадочной проволоки. Присадочная проволока может быть токоведущей или нейтральной.
Принципиальная схема наплавки с боковой подачей токоведущей проволоки представлена на рисунке 1.16 а.
Дуга горит между вольфрамовым электродом и присадочной проволокой, подаваемой сбоку. Дуга между неплавящимся электродом и присадочной проволокой представляет собой независимый от изделия источник нагрева, что позволяет раздельно регулировать нагрев и плавление основного и присадочного металла.
Основной металл нагревается за счёт теплового воздействия струи плазмы и теплоты, переносимой каплями присадочного металла. Эффективная тепловая мощность такого источника нагрева зависит не только от силы тока электрической дуги, но и от расстояния между проволокой и поверхностью основного металла.
Так как энергия плазменной струи передается основному металлу через слой жидкого присадочного металла, то наплавку плазменной струей с токоведущей проволокой можно рассматривать как своеобразную заливку поверхности изделия перегретым присадочным металлом.
Этот способ наплавки обеспечивает высокую прочность соединения наплавленного и основного металлов.
Схема наплавки с боковой подачей нейтральной проволоки представлена на рисунке 1.16 б. С точки зрения нагрева основного металла плазменная дуга является более эффективным и более локальным тепловым источником, чем плазменная струя. Эффективный КПД нагрева основного металла плазменной дугой 50-75 %, а плазменной струёй 20-45 %.
При использовании этого способа плавления присадочного материала происходит за счёт теплоты, получаемой от столба дуги путем конвективного и лучистого теплообмена. Массовую скорость плавления определяют теплофизические и газодинамические параметры плазмы, их распределение по радиусу столба дуги и площади теплообмена. В зависимости от этих факторов присадочная проволока может плавиться на различном расстоянии от оси дуги, начиная от
точки ввода проволоки в столб дуги и кончая точкой выхода из него. В первом случае скорость плавления проволоки минимальна, во втором – максимальна для данного режима горения дуги. Массовая скорость плавления возрастает не только с увеличением длины нагреваемого участка проволоки, но и при увеличении её диаметра или замены проволоки лентой, что увеличивает поверхность теплообмена.
Рисунок 1.16 – Схемы плазменной наплавки с боковой присадочной проволокой (а, б) и осевой (в): 1 – защитное сопло; 2 – плазмообразующее сопло; 3 – защитный газ; 4 – плазмообразующий газ; 5 – электрод; 6 – источник питания дуги; 7 – проволока; 8 – плазменная дуга; 9 – изделие
Схема плазменной наплавки с осевой подачей токоведущей проволоки представлена на рисунке 1.16 в.
Процесс плазменной наплавки начинается с возбуждения электрической дуги, после чего в течение 0,1 с самопроизвольно возникает стабильная плазменная дуга между соплом и изделием.
В зависимости от силы тока дуги плавящейся проволоки возможны два вида переноса металла. При силе тока меньше некоторого критического значения столб дуги плавящегося электрода имеет цилиндрическую или слегка коническую форму, а перенос металла происходит каплями, движущимися вдоль оси дуги. Разбрызгивание отсутствует, однако глубина проплавленного основного металла значительна, так как тепловой поток дуги и капель сосредоточен на небольшой площади.
При больших тепловых потоках капельный перенос переходит во вращательно-струйный. Для него характерны большая длина расплавленной части электрода, изгиб её по спирали и вращение вокруг оси горелки. Например, конец стальной электродной проволоки диаметром 1,2 мм при силе тока 300 А описывает окружность диаметром около 8 мм.
Скорость вращения расплавленного конца электродной проволоки и дуги зависит от многих параметров режима (вылета электрода, силы тока и др.). Режимы наплавки с вращением дуги отличаются повышенной производительностью.
Достоинствами плазменной наплавки проволокой, определяющими возможные области её применения, являются: малая глубина проплавленного слоя основного металла, что важно в тех случаях, когда разбавление основного металла в наплавленном приводит к ухудшению свойств наплавленного металла; отсутствие при наплавке технических проблем, связанных с плохой отделяемостью шлаковой корки; этот способ находит широкое практическое применение при наплавке сплавов на основе цветных металлов.
7.2 Плазменно-порошковая наплавка
Плазменная наплавка с присадкой порошка в наибольшей степени отличается от других способов наплавки применяемыми материалами. Порошки могут быть получены практически из любого пригодного для наплавки материала, независимо от твердости, пластичности, степени легирования и других свойств. Применяют в качестве присадки порошки (гранулы) размером от 2,5–3,0 мм до тонко измельченных частиц размером до 0,1 мм.
Порошковый присадочный материал могут распределять на поверхность изделия непосредственно перед наплавкой или вводить в дугу в процессе наплавки. Ввод порошка в дугу может осуществляться внутри плазмотрона или вне его.
На рисунке 1.17 представлена схема наплавки по слою гранулированной присадки. Присадочный материал в гранулах размером 0,5-3,0 мм заранее насыпают равномерным слоем по наплавляемой поверхности с помощью специального устройства. Расплавляют присадочный материал плазмотроном, который совершает поперечные движения, в соответствии с шириной насыпанного слоя. Тяжёлые крупные гранулы не раздуваются дугой и защитным газом. Поэтому нет необходимости закреплять их на поверхности каким-либо связующим веществом.
Рисунок 1.17 – Схема наплавки по слою гранулированной присадки: 1 – ввод защитного газа; 2 – ввод плазмообразующего газа; 3 – электрод; 4 – сопло; 5 – питатель подачи крупки; 6 – слой крупки; 7 – наплавленный металл
Недостатки процесса – сложность наплавки криволинейных или цилиндрических поверхностей; необходимость применения формирующих приспособлений при наплавке кромок; невозможность наплавки тонких слоёв.
Схема наплавки порошком с внутренним вводом представлена на рисунке 1.18 а. Порошок вводится в дугу под углом 25-80º через воронкообразную щель между коническими поверхностями внутреннего и наружного сопел. В этом случае двухфазный поток транспортирующего газа и порошка концентричен дуге. Поэтому он не только смешивается, но и повышается его стабильность. Дуга косвенного действия горит между электродом и внутренним соплом и служит, в основном, для обеспечения устойчивой работы плазмотрона. Роль её в нагреве порошка незначительна. Более мощная дуга прямого действия обеспечивает необходимый нагрев поверхности изделия, плавление присадочного металла и образование сварочной ванны.
Рисунок 1.18 – Схемы плазменной наплавки с вводом присадочного порошка в дугу внутри плазмотрона (а) и снаружи (б): а) 1 – электрод; 2, 3 – соответственно внутреннее и наружное сопла; 4 – ввод присадочного порошка транспортирующим газом; 5 – ввод защитного газа; 6, 7 – соответственно источники питания дуг прямого и косвенного действия; 8 – ввод плазмообразующего газа; б) 1 – ввод присадочного порошка транспортирующим газом; 2 – ввод плазмообразующего газа; 3 – электрод; 4 – ввод дополнительного присадочного порошка; 5 – ввод защитного газа; 6 – плазменная дуга; 7, 8 – источники питания соответственно дуг прямого и косвенного действия
При плазменной наплавке с внешней подачей присадочного порошка (рис. 1.18 б), последний подают в зону наплавки через отверстие в торцах плазмотрона. При наплавке композиционных сплавов дополнительный канал служит для подачи упрочняющих частиц карбида вольфрама. Канал расположен сзади дуги и имеет угол, обеспечивающий попадание зерен карбида в сварочную ванну, минуя
дугу. Это позволяет устранить или уменьшить их растворение в расплаве. Сварочная ванна образуется за счёт расплавления основного металла; защитного покрытия, нанесенного на зёрна карбида вольфрама; порошка сплава-связки, который подают вместе с карбидом либо отдельно от него по боковым каналам. В любом случае, наплавленный металл имеет гетерогенную структуру, состоящую из относительно легкоплавкой матрицы и нерасплавившихся зерен карбида.
Плазменно-порошковая наплавка обладает всеми достоинствами плазменной наплавки проволокой. Кроме того, применение в качестве присадочного материала порошка, который может быть получен практически из любого сплава, значительно расширяет круг сплавов, наплавляемых механизированными способами. Стоимость порошков на 10-30% ниже стоимости прутков и проволоки аналогичного состава. Качество порошков, в частности, их химический состав, контролировать легче, чем качество порошковой проволоки. Порошки можно смешивать для получения требуемого состава.
Важными достоинствами плазменной наплавки порошком является небольшая толщина слоя (при необходимости) и хорошее его формирование, благодаря чему снижаются расход наплавочных материалов и трудоёмкость механической обработки наплавленных изделий.
Просмотров: 887
Плазменная сварка – Cварочные работы
Плазменная сваркаПлазмой называют частично или полностью ионизированный газ, состоящий из нейтральных атомов и молекул, ионов и электронов. Плазменные струи для сварки получают в специальных плазменных горелках (плазмотронах). Рис. 76. Схема поста для плазменной сварки Рис. 77. Схема сварки плавлением (а) и сквозным проплавлени-ем (б) Электрод перед работой затачивают на конус под углом 28—30°. Длина конической части должна составлять 5— 6 диаметров электрода. Конус после заточки необходимо притупить, диаметр притупления 0,2—0,5 мм. Электрод в горелке устанавливают таким образом, чтобы его ось симметрии совпала с осью симметрии плазмообразу-ющей насадки. При ручной сварке для уменьшения силового давления дуги электрод можно устанавливать так, чтобы его нижний конец совпадал с внешней плоскостью среза насадки. Стык под сварку разделывают, как для аргонодуговой сварки. Торцы, скошенные кромки, а также прилегающие к ним поверхности изделия на ширину не менее 30 мм зачищают щеткой из легированной стали от грязи, масла и др. После плазменной резки должна быть выполнена механическая зачистка поверхности реза на глубину не менее 1 мм. При обнаружении трещины глубину зачистки увеличивают до полного удаления трещины. После этого кромки и прилегающие поверхности изделия на ширину не менее 30 мм обезжиривают с двух сторон протиркой чистой ветошью, смоченной в растворителе. Стыки собирают по возможности без зазора. Максимальный зазор собираемых деталей без разделки кромок не должен превышать 1,5 мм. Стыки рекомендуется собирать с помощью сборочных устройств и приспособлений, позволяющих равномерно распределять смещение кромок, обеспечивая совпадение осей стыкуемых труб и обечаек. Прихватку (табл. 13) собранных стыков осуществляют покрытыми электродами, аргонодуговой и ручной плазменной сваркой. При сборке изделий без разделки кромок металл прихватки должен быть заподлицо с основным металлом. Усиления в местах прихваток удаляют механическим способом заподлицо с основным металлом. К качеству прихваток предъявляются такие же требования, как и к основному сварному шву. Плазменная сварка должна выполняться на постоянном токе прямой полярности. Перед возбуждением основной сварочной дуги (дуги между плазмотроном и изделием) в зону сварки в течение 5—20 с подают защитный газ, а после обрыва дуги подачу газа продолжают в течение 10—15 с. Расстояние от плазмотрона до изделия не должно превышать 10 мм. В процессе сварки сварщик по возможности не должен обрывать дугу. В случае обрыва дуги кратер шва и прилегающий к нему участок на расстоянии не менее 15 мм должны быть зачищены. Дугу после обрыва возбуждают на заранее 78 Взаимное расположение ю-оелки и присадочной проволоки при плазменной сварке заваренном участке на расстоянии 10—15 мм от кратера. Сварку необходимо вести с обязательной защитой корня шва защитным газом, флюс-пастой и другими аналогичными средствами. Читать далее: |
|
© 2007 “Строй-сервер.ру”. – информационная система по ремонту и строительству. |
© Права защищены. |
Плазменная дуговая сварка – TWI
Характеристики процесса
Плазменная сварка очень похожа на сварку TIG, поскольку дуга образуется между заостренным вольфрамовым электродом и заготовкой. Однако, поместив электрод внутри корпуса горелки, плазменную дугу можно отделить от оболочки защитного газа. Затем плазма пропускается через тонкое медное сопло, которое сужает дугу. За счет изменения диаметра отверстия и расхода плазмообразующего газа можно получить три рабочих режима:
- Микроплазма: 0,1 до 15А.
Микроплазменная дуга может работать при очень малых сварочных токах. Столбчатая дуга стабильна даже при изменении длины дуги до 20 мм. - Средний ток: от 15 до 200 А.
При более высоких токах, от 15 до 200 А, характеристики процесса плазменной дуги аналогичны дуге ВИГ, но поскольку плазма сжата, дуга более жесткая. Хотя скорость потока плазмообразующего газа можно увеличить для улучшения проплавления сварочной ванны, существует риск уноса воздуха и защитного газа из-за чрезмерной турбулентности в газовой защите. - Плазма Keyhole: свыше 100А.
За счет увеличения сварочного тока и потока плазменного газа создается очень мощный плазменный пучок, который может обеспечить полное проникновение в материал, как при лазерной или электронно-лучевой сварке. Во время сварки отверстие постепенно прорезает металл, а расплавленная сварочная ванна течет позади, образуя сварной шов под действием сил поверхностного натяжения. Этот процесс можно использовать для сварки более толстых материалов (до 10 мм нержавеющей стали) за один проход.
Источник питания
Плазменная дуга обычно работает с источником питания постоянного тока с падающей характеристикой. Поскольку его уникальные рабочие характеристики обусловлены особым расположением горелки и раздельными потоками плазмы и защитного газа, к обычному источнику питания TIG можно добавить консоль управления плазмой. Также доступны специализированные плазменные системы. Плазменная дуга не стабилизируется синусоидальным переменным током. Повторное зажигание дуги затруднено, когда электрод находится на большом расстоянии от заготовки, а плазма сужена. Кроме того, чрезмерный нагрев электрода во время положительного полупериода вызывает сморщивание острия, что может нарушить стабильность дуги.
Доступны специальные импульсные источники питания постоянного тока. Путем дисбаланса формы волны для уменьшения продолжительности положительной полярности электрода электрод остается достаточно холодным, чтобы поддерживать заостренный кончик и обеспечивать стабильность дуги.
Зажигание дуги
Хотя дуга зажигается с помощью ВЧ, сначала она образуется между электродом и плазменным соплом. Эта «пилотная» дуга удерживается в корпусе горелки до тех пор, пока она не потребуется для сварки, а затем переносится на заготовку. Система вспомогательной дуги обеспечивает надежное зажигание дуги, а поскольку вспомогательная дуга поддерживается между сварными швами, устраняется необходимость в высокочастотной сварке, которая может вызывать электрические помехи.
Электрод
Электрод, используемый для плазменного процесса, изготовлен из вольфрама с 2% тория, а плазменное сопло выполнено из меди. Диаметр кончика электрода не так критичен, как для TIG, и должен поддерживаться на уровне 30-60 градусов. Диаметр отверстия плазменного сопла имеет решающее значение, и слишком малый диаметр отверстия для текущего уровня и расхода плазменного газа приведет к чрезмерной эрозии сопла или даже к плавлению. Целесообразно использовать наибольший диаметр отверстия для уровня рабочего тока.
Примечание: слишком большой диаметр отверстия может привести к проблемам со стабильностью дуги и сохранением замочной скважины.
Плазменный и защитный газы
Обычной комбинацией газов является аргон в качестве плазмообразующего газа и аргон плюс 2-5% водорода в качестве защитного газа. Гелий можно использовать в качестве плазменного газа, но поскольку он более горячий, это снижает номинальный ток сопла. Меньшая масса гелия также может затруднить режим замочной скважины.
Применение
Микроплазменная сварка
Микроплазма традиционно использовалась для сварки тонких листов (толщиной до 0,1 мм), а также профилей из проволоки и сетки. Игольчатая жесткая дуга сводит к минимуму отклонение и искажение дуги. Хотя эквивалентная дуга TIG является более рассеянной, новые источники питания на транзисторах (TIG) могут создавать очень стабильную дугу при низких уровнях тока.
Сварка на среднем токе
При использовании в режиме плавления это альтернатива обычной сварке TIG. Преимуществами являются более глубокое проникновение (из-за более высокого потока плазменного газа) и большая устойчивость к загрязнению поверхности, включая покрытия (электрод находится внутри корпуса горелки). Основным недостатком является громоздкость горелки, что затрудняет ручную сварку. При механизированной сварке необходимо уделять больше внимания обслуживанию горелки, чтобы обеспечить стабильную работу.
Сварка под замочную скважину
Это имеет несколько преимуществ, которыми можно воспользоваться: глубокое проплавление и высокая скорость сварки. По сравнению с дугой TIG, она может прожигать листы толщиной до 10 мм, но при сварке с использованием однопроходной технологии обычно ограничивают толщину до 6 мм. Обычный метод заключается в использовании режима замочной скважины с наполнителем для обеспечения гладкого профиля сварного шва (без подрезов). Для толщин до 15 мм используется подготовка V-образного шва с притуплением притупления 6 мм. Используется двухпроходная технология, и здесь первый проход является автогенным, а второй проход выполняется в режиме плавления с добавлением присадочной проволоки.
Поскольку параметры сварки, расход плазменного газа и добавление присадочной проволоки (в замочную скважину) должны быть тщательно сбалансированы для поддержания стабильности замочной скважины и сварочной ванны, этот метод подходит только для механизированной сварки. Хотя его можно использовать для позиционной сварки, обычно с импульсным током, его обычно применяют для высокоскоростной сварки более толстого листового материала (более 3 мм) в плоском положении. При сварке труб необходимо тщательно контролировать наклон тока и поток плазменного газа, чтобы закрыть замочную скважину, не оставляя отверстия.
Для получения дополнительной информации свяжитесь с нами.
Эта статья о вакансиях была первоначально опубликована в журнале Connect в апреле 1995 года. Она была обновлена, поэтому веб-страница больше не отражает точно печатную версию.
Процессы дуговой сварки. Руководство по AHSS
- Основы и принципы дуговой сварки
- Экранирование
- Дуговая сварка Сварные соединения и типы
- Скорость подачи электрода
- Скорость сварки
- Безопасность дуговой сварки
- Процедуры дуговой сварки
Основы и принципы дуговой сварки
Этот раздел служит введением во все процессы дуговой сварки. Рассмотрены общие черты, важные понятия и терминология этого семейства процессов, а более подробные сведения о процессах представлены в разделах, посвященных конкретным процессам.
Дуговая сварка относится к семейству процессов, которые основаны на сильном нагреве электрической дуги для получения сварного шва. Они могут полагаться или не полагаться на дополнительный присадочный металл для создания сварного шва. Хотя дуговая сварка обычно считается «низкотехнологичной», она по-прежнему очень популярна, в первую очередь из-за низкой стоимости оборудования и высокой гибкости. Некоторые из ключевых открытий, которые привели к современной дуговой сварке, включают открытие электрической дуги в 1820-х годах (Дэвис), первый патент на сварку с использованием угольного электрода в 1886 году и первый электрод с покрытием в 1900 (Кьельберг).
Наиболее распространенные сегодня процессы дуговой сварки показаны на рис. 1. Аббревиатуры относятся к терминологии Американского общества сварщиков (AWS) A-11 :
- EGW — сварка электростеклом
- FCAW – Дуговая сварка порошковой проволокой
- GMAW – Дуговая сварка металлическим газом
- GTAW – Дуговая сварка вольфрамовым электродом в среде защитного газа
- PAW – плазменно-дуговая сварка
- SAW – дуговая сварка под флюсом
- SMAW – Дуговая сварка в защитном металле
- SW – Дуговая сварка шпилек
Рисунок 1: Общие процессы дуговой сварки.
В то время как инженер-сварщик должен всегда использовать надлежащую терминологию AWS во время официальных коммуникаций, в действительности использование жаргонной терминологии для процессов SMAW, GMAW и GTAW очень распространено. Таким образом, там, где это уместно, «сленговая» терминология выделена курсивом.
При всех процессах дуговой сварки зажигание дуги в основном замыкает (или замыкает) электрическую цепь, состоящую из заземляющего и рабочего кабелей, сварочной горелки, свариваемого изделия или деталей и вторичной цепи источника сварочного тока . Напряжения, обеспечиваемые источником питания, обычно составляют 60 или 80 В. Такие напряжения достаточно высоки для образования и поддержания дуги, но достаточно низки, чтобы свести к минимуму риск поражения электрическим током. После зажигания дуги фактическое напряжение дуги обычно находится в диапазоне от 10 до 35 В. Постоянный ток (DC) наиболее распространен, но иногда используется переменный ток (AC). Импульсный постоянный ток становится обычным явлением в современных источниках питания для сварки. Электрическая полярность, используемая во время дуговой сварки, очень важна, но она по-разному влияет на разные процессы. Влияние полярности на подводимое тепло особенно важно для GTAW и GMAW, но эффекты противоположны. При GTAW отрицательный электрод постоянного тока (DCEN) выделяет наибольшее количество тепла в деталь и является наиболее распространенной полярностью. Однако при GMAW положительный электрод постоянного тока (DCEP) выделяет наибольшее количество тепла в деталь и используется почти исключительно в этом процессе (рис. 2).
Рис. 2. DCEP — общий для GMAW.
Подвод тепла во время дуговой сварки в первую очередь зависит от скорости перемещения сварного шва и силы тока на основании следующего уравнения: это выбрано в первую очередь для создания наиболее стабильной дуги, чтобы не влиять на погонную энергию.
Классификация присадочного металла AWS несколько различается в зависимости от процесса. Типичным примером является система классификации электродов SMAW «EXXXX», где «E» означает электрод, две цифры после E обозначают минимальную прочность на растяжение наплавленного металла в тысячах фунтов на квадратный дюйм (ksi) (будет третья цифра). цифра, если прочность составляет 100 тысяч фунтов на квадратный дюйм или выше), третья буква «X» предоставляет информацию о том, в каких положениях сварки можно использовать этот электрод, а последняя «X» предоставляет информацию о типе покрытия. Схемы классификации электродов и присадочных металлов будут более подробно рассмотрены в последующих главах, посвященных каждому из процессов дуговой сварки.
Экранирование
Когда металлы нагреваются до высоких температур, приближающихся к их температуре плавления или превышающих ее, скорость диффузии увеличивается, и металлы становятся очень восприимчивыми к загрязнению из атмосферы. Элементами, которые могут быть наиболее разрушительными, являются кислород, азот и водород, и загрязнение этими элементами может привести к образованию охрупчивающих фаз (таких как оксиды и нитриды) и пористости. Чтобы избежать этого загрязнения, металл необходимо экранировать, когда он затвердевает и начинает остывать. Все процессы дуговой сварки основаны либо на газе, либо на флюсе, либо на их комбинации для защиты. Экранирование этих процессов является их основным отличием друг от друга.
Такие процессы, как GMAW, GTAW и PAW, основаны исключительно на газовой защите. Защитные газы защищают, очищая восприимчивый металл от атмосферных газов. В процессе GMAW обычно используется аргон (Ar), диоксид углерода (CO 2 ) или смеси Ar и CO 2 . Газ CO 2 дает больше брызг и делает сварку более шероховатой. Он может обеспечить высокую скорость сварки, легко доступен и дешев. Добавление CO 2 или небольших количеств O 2 к Ar может улучшить поток в луже. Выбор защитного газа для GMAW играет важную роль в типе режима переноса расплавленного металла от электрода к сварочной ванне.
Дуговая сварка Соединения и типы сварных швов
Выбор правильного сварного соединения и типа сварного шва является очень важным аспектом дуговой сварки. Соединение относится к тому, как заготовка или свариваемые детали расположены друг относительно друга, а тип сварного шва относится к тому, как сварной шов формируется в соединении. В частности, при дуговой сварке существует множество типов соединений, но только два типа шва: угловой шов и шов с разделкой кромок. Преимущество углового сварного шва в том, что он не требует специальной подготовки шва, поскольку геометрия шва обеспечивает соответствующие характеристики для размещения шва. Сварные швы с разделкой кромок облегчают создание сварных швов с полным проплавлением, которые часто требуются в критических случаях. Выбор сварного шва и типа соединения часто диктуется конструкцией свариваемого компонента, но играет важную роль в свойствах этого соединения. Толщина свариваемых деталей, а также материал и тип используемого процесса сварки также могут влиять на выбор сварного шва или типа соединения. Некоторые очень распространенные соединения и типы сварки при дуговой сварке показаны на рис. 3. Основные положения сварки показаны на рис. 4. Рекомендуется, чтобы все сварные соединения располагались для сварки либо в плоском, либо в горизонтальном положении, когда это возможно. Горизонтальная или вертикальная плоскость плоского и горизонтального стыка может варьироваться максимум до 10 градусов.
Рис. 3: Типичное соединение дуговой сваркой и типы сварных швов для автомобильной листовой стали.
Рис. 4. Основные положения дуговой сварки.
Скорость подачи электрода
При использовании процессов полуавтоматической дуговой сварки, таких как скорость подачи электрода GMAW (или скорость подачи проволоки), определяется как скорость наплавки, так и ток. Более высокие скорости подачи увеличивают наплавку металла шва и увеличивают ток, поскольку скорость плавления на конце проволоки должна увеличиваться по мере увеличения скорости подачи проволоки. В результате в полуавтоматических процессах ток обычно регулируется путем изменения скорости подачи проволоки, поскольку они относительно пропорциональны. Типичная скорость подачи проволоки составляет от 100 до 500 дюймов в минуту (дюйм/мин).
Скорость перемещения при сварке
Скорость перемещения определяет, насколько быстро сварочная дуга движется относительно заготовки. Уравнение тепловложения ясно показывает, что скорость перемещения, как и сила тока, напрямую влияет на количество тепла, поступающего в деталь. Более высокие скорости производят меньше тепла в детали и уменьшают отложения металла сварного шва. Выбор скорости перемещения обычно определяется производительностью с очевидным стремлением сваривать как можно быстрее. Скорость перемещения не зависит от тока и напряжения и может регулироваться сварщиком или механизироваться. Типичная скорость перемещения находится в диапазоне от 5 до 100 дюймов в минуту.
Техника безопасности при дуговой сварке
Существует множество опасностей, связанных с дуговой сваркой, которые представляют серьезную опасность не только для сварщика, но и для персонала, выполняющего любые операции дуговой сварки. В этом разделе представлен очень краткий обзор наиболее распространенных опасностей, о которых следует знать сварщикам. Настоятельно рекомендуется обращаться к документу Z49 Американского национального института стандартов (ANSI) в отношении безопасности при дуговой сварке и других видах сварки и связанных с ними процессов..1, «Безопасность при сварке, резке и родственных процессах».
Ультрафиолетовое излучение дуги может повредить глаза и обжечь кожу так же, как кожа обгорает на солнце. Это требует использования надлежащей защиты для глаз и защитной одежды для защиты любых открытых участков кожи. Персонал, работающий рядом со сварочными аппаратами, должен быть осторожен и не смотреть на открытую дугу без надлежащей защиты. Искры и брызги во время сварки требуют надлежащей защиты глаз для всех, кто находится рядом со сварочными работами. Для сварщика необходимы дополнительные защитные каски. Хотя низкое напряжение, используемое при дуговой сварке, относительно безопасно, необходимо постоянно соблюдать надлежащую электробезопасность, включая заземление деталей и оборудования и избегание сырости.
Сварочный дым может быть опасен для сварщика при вдыхании в течение длительного периода времени, поэтому первостепенное значение имеет надлежащая вентиляция. Защитные газы могут вызвать удушье в закрытых помещениях, например, при сварке в резервуарах. Ar тяжелее воздуха и при отсутствии надлежащей вентиляции вытесняет кислород, заполняя комнату. Гелий легче воздуха, создавая аналогичный риск при потолочной сварке. Баллоны со сжатым защитным газом могут взорваться при неправильном обращении или неправильном обращении, или разряд дуги может ослабить баллон, что приведет к взрыву. Горячий металл всегда представляет опасность при таких процессах сварки плавлением, как дуговая сварка. При выполнении сварочных работ всегда следует исходить из того, что любой кусок металла горячий. Сварочная дуга и связанные с ней брызги горячего металла являются готовыми источниками воспламенения горючих материалов вблизи места сварки. Многие пожары были вызваны небрежными сварщиками, которые не знали о каких-либо горючих материалах. A-11 , P-6
Процедуры дуговой сварки
Обычная дуговая сварка (например, GMAW, TIG и плазменная) может использоваться для AHSS так же, как и для мягких сталей. Одни и те же защитные газы могут использоваться как для AHSS, так и для мягких сталей. В автомобильной промышленности для всех сварных соединений допускается расчетный допуск зазора (G) в размере 0–0,5 мм, как показано на рис. 5. Допуск на обрезку кромки (Et) составляет ±0,5 мм, если кромка является частью сварного шва. сварного шва, как показано на рис. 6. Изменение положения кромки приводит к изменению выравнивания электродной проволоки относительно сварного шва, как показано на рис. 6. Несоосность электрода может привести к неправильной форме сварного шва, неправильному сплавлению и прожогу. Чтобы контролировать эту переменную, допуск на обрезку в сварном соединении должен поддерживаться на уровне ± 0,5 мм, а электрод должен поддерживать допуск на выравнивание корневого шва ± 0,5 мм.
Рис. 5: Допуск конструкции соединения. A-12
Рис. 6: Допуск на расположение кромок для углового сварного шва внахлестку. A-12
На всех соединениях GMAW необходимо провести проверку допусков. Максимальный расчетный зазор для наихудшего случая, включая совокупность допусков, не должен превышать значений, указанных на рисунке 7. Предпочтительно ориентироваться на наименьший возможный зазор (толщина самого тонкого листа или 1,5 мм, в зависимости от того, что меньше). Области высокого напряжения, определенные CAE-анализом и/или функциональными испытаниями, должны быть проверены на предмет оптимизации сварных швов. На рис. 8 показаны методы, используемые для снижения концентрации напряжений в угловом шве и улучшения характеристик сварного шва. Эти методы включают в себя расположение начала/конца сварки вдали от углов и других областей с высоким напряжением, избегание резких изменений направления линии сварки, когда это возможно, и т. д.
Рис. 7: Максимальный зазор сварки GMAW. A-12
Правильно выполненная прерывистая сварка может помочь сохранить соединение закрытым за счет уменьшения подводимого тепла, что снижает деформацию. Между тем, прерывистые сварные швы также вводят начало и конец сварки, которые являются концентраторами напряжения. Как и в случае непрерывных швов, начало/конец прерывистой сварки следует размещать вдали от зон высокого напряжения. Прерывистые сварные швы определяются межцентровым расстоянием (т. е. шагом) и длиной сварного шва, как показано на рис. 9..
Рис. 8: Снижение концентрации напряжений сварки. A-12
Рис. 9: Расстояние между прерывистыми угловыми швами. A-12
Несмотря на повышенное содержание легирующих элементов, используемых для AHSS, нет повышенных дефектов сварки по сравнению с дуговой сваркой мягких сталей. Переход с низкоуглеродистой стали на AHSS также может привести к изменению дугового разряда. Прочность сварных швов для AHSS увеличивается с увеличением прочности основного металла, а иногда и с уменьшением погонной энергии. В зависимости от химического состава AHSS [например, низкоуглеродистые стали и стали DP с высоким содержанием мартенсита и уровнями прочности более 800 МПа] прочность сварного соединения может быть снижена по сравнению с прочностью основного металла из-за небольших мягких зон. в ЗТВ (рис. 10). Для марок CP и TRIP в ЗТВ не возникает мягких зон из-за более высокого содержания легирующих элементов в этих сталях по сравнению с DP и мягкими сталями.
Рис. 10. Взаимосвязь между содержанием мартенсита и снижением истинного предела прочности при растяжении (UTS) (данные, полученные термомеханическим моделированием высокой тепловложения GMAW HAZ. D-1 ).
Присадочные проволоки повышенной прочности рекомендуются для сварки сталей из нержавеющей стали с пределом прочности более 800 МПа (рис. 11 для одностороннего сварного соединения внахлестку и рис. 12 для стыковых соединений). Следует отметить, что более прочные наполнители являются более дорогими и, что более важно, менее устойчивыми к наличию любых дефектов сварного шва. При сварке AHSS с более низкой прочностью или низкоуглеродистой сталью рекомендуется использовать присадочную проволоку с прочностью 70 тысяч фунтов на квадратный дюйм (482 МПа). Односторонние сварные соединения внахлест обычно используются в автомобильной промышленности. Из-за асимметричной нагрузки и дополнительного изгибающего момента, связанного с этим типом соединения, прочность такого соединения внахлестку ниже, чем у соединения встык.
Рисунок 11: Влияние прочности присадочного металла при дуговой сварке DP и мягких сталей. (Предел прочности при растяжении составляет 560 МПа для низкопрочных и 890 МПа для высокопрочных наполнителей. Положение разрушения в ЗТВ для всех случаев, кроме комбинации DP 700/1000 и MS 1200/1400 с низкопрочным наполнителем, где разрушение произошло в металле шва. Прочность на растяжение равна пиковой нагрузке, деленной на площадь поперечного сечения образца C-3 )
(Диапазон прочности на растяжение присадочного металла составляет 510-950 МПа. B-1 )
Дуговая сварка обычно используется на участках транспортных средств, подвергающихся высоким нагрузкам. Как и в случае со всеми GMAW из любой марки стали, необходимо соблюдать осторожность, чтобы контролировать тепловложение и результирующую металлургию сварного шва. Длина сварных швов GMA часто довольно короткая. Снижение прочности некоторых сварных швов AHSS GMA по сравнению с BM можно компенсировать за счет увеличения длины сварного шва.
Регулируя количество и длину (то есть общую площадь соединения) сварных швов, можно повысить усталостную прочность соединения. Усталостная прочность соединения дуговой сваркой, как правило, выше, чем у соединения точечной сваркой (рис. 13).
Рис. 13: Усталостная прочность DP 340/600, сваренных методом GMA, по сравнению с точечной сваркой. L-2
Вернуться к началу
- Основы и принципы дуговой сварки
- Экранирование
- Дуговая сварка Сварные соединения и типы
- Скорость подачи электрода
- Скорость сварки
- Безопасность дуговой сварки
- Процедуры дуговой сварки
Как устроен и работает аппарат плазменной сварки. Плазменная сварка эффективна и мощна.
С повышением точности деталей, изготавливаемых в промышленности и на частных предприятиях, появляется потребность в новых технологиях сварки и резки металлов. Одним из таких нововведений является плазменная сварка. Несмотря на то, что метод появился сравнительно недавно, он уже успел занять и занять свою нишу в отрасли и в руках частных лиц. Давайте рассмотрим, по какой технологии плазменно-дуговая сварка?
Аппараты плазменной сварки во многом напоминают принцип действия аргонно-дуговых и имеют аналогичную конструкцию горелки, которая в нашем случае называется – плазменный тор. В горелке происходит процесс плазмообразования (об этом ниже).
Плазма — одно из состояний газа, которое образуется, если пропустить его через дугу. В этот момент происходят сложные химические и физические процессы, газ приобретает особые свойства. В данном случае нам интересно, что температура плазмы, подаваемой из сопла, может доходить до 30 тысяч градусов, а это в 6 раз больше самой горячей дуги.
Таким образом, суть плазменной сварки заключается в ионизации газа, проходящего под давлением.
В таких условиях происходит резка металла, который мгновенно расплавляется, а часть его просто испаряется. Для сварки используют более щадящие режимы, а также технологию контроля дуги. Плазменные резаки считаются одним из самых точных и эффективных способов резки различных металлов.
Схема плазменной сварки открытой и закрытой плазменной струей
Чтобы понять принцип работы плазменной сварки, необходимо перейти непосредственно к устройству. Сама плазменная сварка представляет собой небольшую, массой 5 - 9 кг, установку, внутри которой расположены выходной трансформатор, выпрямитель и набор цепей управления. К нему подключается воздушный компрессор (если на сопло подается сжатый воздух) или специальные баллоны с плазмообразующим газом и инертным газом. В качестве газа для создания плазмы используют азот, кислород, аргон, воздух. На выходе из аппарата имеем горелку с набором газов (для сварки) или одним видом режущего газа, а также плюсовую клемму (для прямого вида сварки). Так вот, температура этого компонента очень высокая, внутри горелки жидкостное охлаждение.
Внимание! От эффективности охлаждения горелки будет зависеть не только качество шва, но и долговечность электрода и других комплектующих. Сварщик должен внимательно следить не только за сваркой, но и за поступлением воды.
Дальнейшее описание технологии приводит нас к двум видам разновидностей:
Первый и наиболее распространенный метод плазменной сварки имеет непосредственное воздействие дуги на деталь. Сварка происходит между прямой дугой, которая образуется между деталью и электродом, а процесс зажигания плазмы имеет двухступенчатую схему.
На первом этапе внутренний стержень плазмотрона (изображение ниже) имеет отрицательную полярность, а ближняя стенка сопла получает положительный заряд за счет замкнутого переключателя (0). Внутри сопла образуются дуги (отмечены красным), которые ионизируют проходящий газ (2) и превращают его в плазму.
Следующий этап – непосредственно сварка, для этого на деталь цепляется плюсовая клемма и подводится рабочий плазмотрон. В этот момент изделие имеет лучшую проводимость, поэтому дуги концентрируются на конце вольфрамового электрода, выключатель размыкает внутреннюю цепь плазмотрона и под действием давления, а также естественного расширения газа при плазма трансформируется, происходит всплеск энергии. При этом плазменная дуга имеет высокую стабильность, а минимальное разбрызгивание и изоляцию зоны сварки обеспечивает прохождение инертного газа по каналу (1). Газ не только защищает плазменную дугу, но и изолирует сварочную ванну.
Плазменная сварка непрямого действия
Механизм плазмообразования в этом случае аналогичен предыдущему способу. Основное отличие состоит в том, что направление потока плазмы регулируется не электрическим потоком, а давлением газа, создаваемым системой, и внутренним давлением сопла. Этому способствует то, что при переходе в плазменное состояние плазмы газ начинает увеличиваться в количестве до 50 раз, поэтому при повышенном давлении он имеет естественную тенденцию к выходу из сопла.
Оба описанных метода имеют место в современном мире, но прямой метод имеет больше преимуществ. Так он гарантирует более стабильную работу на малых силах тока, позволяет меньше расходовать дорогой газ и имеет заметно меньшую степень разбрызгивания. Аналогично происходит резка металла, только без использования инертного газа (1).
Аппараты плазменной сварки
Современные аппараты плазменной сварки представляют собой компактные аппараты, сравнимые по размерам с аргонно-дуговыми, инверторными или трансформаторными аппаратами. Самые простые модели имеют компактные размеры и минимум настроек для удобства использования. С их помощью можно производить сварку и резку металла.
С ростом цен увеличивается функциональность устройств, поэтому в продаже можно найти оборудование, с функцией пайки. Устройства профессионального уровня позволяют проводить операции связывания, термического оксидирования, порошкового напыления и закалки.
Ценовую политику оборудования можно разделить на несколько категорий. Пуски включают в себя мощность 8 – 12 А. Их стоимость находится в пределах 25 – 40 тысяч рублей, это самые дешевые устройства, которые можно приобрести и они уже дороже инверторов, полуавтоматов. Некоторые устройства поддерживают функцию микроплазменной резки, то есть работу на малых токах от 0,1А.
В средней ценовой категории сварка мощностью 25 – 150а. Они имеют расширенные настройки, позволяют подключать несколько видов газов и зачастую обладают расширенным функционалом. Стоимость таких устройств от 40 до 150 тысяч рублей.
Самые дорогие из неавтоматизированных – сварка мощностью выше 150 А. В их конструкцию заложен практически весь возможный функционал плазменной технологии, но всю работу выполняет сварщик. Цена начинается от 100 тысяч и может превышать 1 миллион рублей.
Область применения
Благодаря работе при температуре до 30 000 градусов технология позволяет работать со многими видами металлов: нержавеющая сталь, углеродистая сталь, чугун, медь, латунь, бронза, титан, алюминий и другие. Вместе с высокой точностью работы это определяет такие области использования техники:
- пищевая промышленность;
- энергетических сфер;
- химическое производство;
- ювелирные изделия;
- машиностроение;
- приборостроение;
- медицинское оборудование;
- производство деталей высокой точности.
Преимущества и недостатки метода
Как видно, использование плазмы имеет свои преимущества, но не лишено недостатков. Ниже мы выделили основные положительные и отрицательные моменты.
профи
- Высокое качество и скорость работы.
- Контроль глубины провинции.
- Доступность технологии для физических лиц.
- Безопасность труда.
- В процессе работы нет отходов.
- Высокая точность резки позволяет дополнительно не обрабатывать кромки.
Главным положительным моментом технологии является ее незаменимость. Большую часть работ можно выполнить и другими методами, но когда речь идет о большей скорости, качестве и удобстве сварки, мы неизбежно приходим к плазменному методу.
недостатки
- Дорогие приборы и дороговизна работ.
- Высокие требования к квалификации сварщика.
- Необходимость качественного охлаждения из-за высоких температурных потерь.
Главный минус технологии – ее сложность. Для подготовки хорошего специалиста требуется время и деньги, иначе метод не сможет принести должных результатов. Это связано с тем, что в процессе работы важно не только контролировать процесс сварки, но и внимательно следить за охлаждением, подачей газа и многими другими параметрами.
Заключение
Теперь вы знаете, как работает плазменная сварка. Если стоимость оборудования вас не пугает, то технологию можно с успехом использовать для выполнения высокоточных работ в доме или на небольшом предприятии. Для создания герметичных швов и изготовления соединений высокой точности такие приспособления будут незаменимы, особенно если речь идет о промышленных масштабах. Сюда вступают автоматизированные плазменные комплексы, минимизирующие человеческий фактор и погрешность работы.
Традиционные методы сварки во многих областях постепенно отходят на второй план, уступая место более технологичным решениям подобных задач. На многих строительных предприятиях и производствах, требующих высокой точности монтажных операций, активизируются методы плазменной сварки. Это одна из современных технологий, дающих массу преимуществ. В частности, плазменная сварка отличается экономией ресурсов и высоким качеством результата. В то же время использование этого метода предполагает учет множества технических нюансов.
Принцип работы Метод
В процессе осуществления операции сварки происходит расплавление металлического полотна плазмой. Генерация самой струи обеспечивается сжатой высокоскоростной дугой, питаемой плазмой. Рабочая температура активного потока может достигать 30 000 градусов. Важной особенностью технологии является газонепроницаемость области активной дуги, стимулирующей процесс ионизации. Образующиеся частицы газовой среды и становятся режущим ферментом, действующим на металл. В то же время существует разная интенсивность потоков, которые могут генерировать плазменную сварку. Принцип работы этой техники напоминает аргоновую сварку. Основным отличием является высокая температура плазмы, что позволяет использовать метод в более широком диапазоне монтажных работ. Качество процесса будет зависеть от множества факторов, в том числе от характеристик применяемого оборудования.
Технология сварки плазменным потоком
Организация рабочих мероприятий подразумевает использование оборудования, которое обеспечит выработку электроэнергии и производство сжатого воздуха. Если применить компрессор, то из дополнительных ресурсов потребуется только электроэнергия. Комплексом техники, обеспечивающей создание сжатой дуги для резки, может быть специальная горелка. Дуга между электродом и изделием создается через сопло, имеющее небольшие размеры. Это еще одно важное отличие плазменной обработки – режущий сварочный луч деформирует металл по тонкой линии, что позволяет экономить рабочий материал и повышать точность конечного шва. Активируется во время работы и другая насадка плазмотрона, которая предназначена для обеспечения защиты зоны горения от негативного воздействия воздуха. Другими словами, плазменная резка и сварка производятся в условиях вакуума, что исключает случайные нежелательные деформации заготовок. В зависимости от условий работы иногда требуется работа активной области потоков воды. Эта мера также служит для стабилизации параметров воздействия плазмы на рабочую поверхность.
Разновидности технологии
Специалисты делят операции плазменной резки на две группы в зависимости от характеристик тока. Например, микроплазменная резка выполняется при значении силы до 25 А, что позволяет справляться с тонкими листами из мягкого металла. Средние токи порядка 100 А позволяют выполнять большие объемы, но не подходят для высокоточных ответственных задач. Наиболее производительная сварка требует использования источника тока в 150 А — эта группа операций используется в промышленности. Технология микроплазменной плазменной сварки выгодна тем, что исключает образование прижогов на поверхности металла. В свою очередь ток большой величины обеспечивает полную перевозку материала толщиной до 1 см. Если требуется выполнить совместную операцию в виде резки и сварки, то чаще применяют оборудование, снабженное источниками тока от 100 А. Также разделяли методику по принципу воздействия – непрямой и прямой проплав. Отличаются они тем, что в первом случае электрод удерживается между заготовкой и плазмой, а во втором дуга воздействует непосредственно на область мишени.
Оборудование для плазменной сварки
Регистраторы для плазменной сварки позволяют работать с различными видами металлов от алюминия до титана и оцинкованных сплавов. Наиболее распространенными техническими средствами этого типа являются упомянутые плазмотроны и горелки, способные выполнять размножение материала толщиной от 8 до 12 мм. Существуют также модификации, реализующие специфическую резку тонкозернистого 0,5 мм металла без образования натяжения и поводка по кромкам. Стандартными являются настройки инверторной плазменной сварки, работающие на постоянном токе. Причем горелки обычно поставляются в базовой комплектации, позволяющей в дальнейшем реализовать как плазменную, так и аргонно-дуговую сварку. Более современные модификации оснащены электронными панелями управления и элементами роботизированного выполнения отдельных функций.
Производители аппаратов плазменной сварки
Высокотехнологичные аппараты разрабатывают Foxweld, Hyosung и Fimer, предлагая оборудование по 50-100 тыс. руб. В зависимости от модификации. Это небольшие портативные устройства, которые позволяют выполнять ручные операции. Более солидные установки выпускают производители Migatronic и Tetrix. В этом случае можно говорить о многофункциональных и мощных средствах, предназначенных для специализированных работ в промышленных условиях. Эти модели стоят около 300-500 тысяч рублей. Отечественная продукция также представлена достойными вариантами. В частности, аппарат плазменной сварки «Горыныч» представляет собой универсальный генератор потока низкотемпературной плазмы, который оптимально подходит для негорючих материалов. Интересные решения также предлагает Plazar, в семействе которых можно найти качественные мобильные аппараты для сварки.
Доп.функция
У нас нечасто встречаются пластенты, которые ограничиваются только функциями резки и сварки, хотя эти операции, безусловно, являются ключевыми. Третий вариант целостности можно назвать пайкой. Припой производится мягкими и твердыми металлическими сплавами в условиях высокотемпературного воздействия. Также многие модификации позволяют оператору производить связывание, термическое оксидирование, порошковое напыление и закалку. Многокомпонентная сварочная плазма не всегда отличается высоким качеством, но в условиях серийного производства оправдывает себя. К специализированным операциям, которые в некоторых моделях плазмотронов можно отнести формирование химических соединений, возможность обработки стекла и глазури.
Преимущества технологии
По характеристикам рабочего процесса этот способ считается одним из самых прибыльных. Начните стоя с того, что сама дуга имеет небольшой размер. На практике резка означает минимизацию деформирующих явлений, что дает чистый и ровный шов. Кроме того, пользователь может изменять параметры дуги во время сварочной операции, не опасаясь, что коррекция повлияет на качество результата. Плавное изменение резания также повышает эффективность работы. Если планируется ручная плазменная сварка, то оператор может рассчитывать на произведение объемной работы в безлинейном режиме без потерь в термическом воздействии. Высокотемпературная обработка сложных металлоконструкций расширяет монтажные возможности. Мощные установки, реализующие данный вид сварки, подходят для соединения и обслуживания элементов ответственных конструкций и коммуникационных сетей.
Недостатки метода
Основные минусы технологии связаны со сложностью технической организации процесса. Хотя производители стремятся разработать компактные и в то же время функциональные установки, имеющие в базовой комплектации все необходимое, при выполнении работ оператор должен отслеживать сразу несколько процессов. Таким образом, кроме непосредственной сварки, необходимо контролировать стабильность подачи воды и газа, образующих активную среду. Кроме того, плазменная сварка отличается большими потерями энергии, которая рассеивается в окружающей среде. Но это незначительный недостаток, так как оборудование изначально использует средний ресурс по сравнению с другими современными технологиями резки и плавки.
Область применения
Возможность создания ровного и герметичного шва обусловила широкое распространение плазмотронов в сферах пищевых, энергетических и химических производств. Предприятия этого профиля занимаются изготовлением огнетушителей, резервуаров, котлов, газовых баллонов, резервуаров и труб и др. В строительной сфере применение плазменной сварки оправдывает себя при изготовлении листового проката и готовых металлоконструкций. Выполняемые по этой методике высокоточные сварочные работы нашли свое применение в производстве медицинского оборудования, электротехники и в приборостроении.
Заключение
При выборе подходящего способа соединения металлических заготовок специалисты учитывают множество факторов. Плазма как рабочая среда, конечно, не во всех смыслах оптимальное решение, но по некоторым параметрам этот вариант является лучшим. Например, плазменная сварка подходит в тех случаях, когда требуется высокая точность формирования шва. Расплав при такой обработке получается и внешне эстетичным, и по структуре достаточно плотным, что определяет герметичность соединения. Плазма подходит в ситуациях, когда недорогой, но относительно быстрый и универсальный метод сварки.
Плазменной сваркой называется процесс плавления, при котором для нагрева используется сжатая дуга. Дуга считается сжатой, когда ее столб сжимается потоком газов для сварки (азот, аргон) или соплом горелки, используемым при плазменно-дуговой сварке. Под плазмой понимается газ, наполненный разнородно заряженными атомами с нулевым суммарным зарядом.
Плазма формируется внутри сопла, обжимая его плазмой с газом и охлаждаемыми стенками и стабилизируя. Это способствует формированию концентрированного столба дуги при значительном увеличении числа ударов друг о друга частиц плазмы. При этом сильно повышается температура дугового столба со степенью ионизации, а также кинетическая энергия плазмы, используемая в устройствах плазменной резки и сварки. Горелка, называемая еще плазмотроном, представляет собой устройство, предназначенное для формирования направленного потока плазмы. Он, обладая значительным запасом энергии, способен передвигаться со значительной скоростью.
Ковчег со струями при плазменной сварке металла получают с помощью аппаратов с разными схемами. Плазменная дуга получается при совмещении канала с соплом, причем обрабатываемый материал служит одним из электродов, а дуговой столб совмещается с плазменной струей. Разряд дуги, полученной между электродами, создает струю плазмы. В качестве одного из электродов может быть выполнено как само изделие, так и стенка канала.
Организация технологии плазменной сварки
Принцип действия плазменной сварки основан на плазменном дуговом генераторе. Для облегчения этой операции используйте обычную дугу, имеющуюся между электродом и горелкой. Он питает дугу, образующую плазму, источник сварочного тока. Аппараты плазменной сварки работают на токах прямой полярности.
С помощью плазменной, т.е. сжатой, дуги сваривают практически любые металлы в соединениях всех пространственных положений. В виде газа, образующего плазменную сварку, аргон с гелием применяют в установках плазменной сварки, применяют также в качестве защиты. К преимуществам этой сварки можно отнести большую эффективность при незначительной чувствительности к изменению длины дуги, а также возможность удаления частиц вольфрама из металла шва. В этом случае можно без скоса кромки сваривать металлы толще 15 мм со специальной грибовидной провинцией. Эта особенность объясняется получением отверстия в основном проходящем материале. Возможен выход плазменной струи с переходом на противоположную часть детали. По сути, вся процедура представляет собой резку детали с последующей сваркой реза.
Многие соединения доступны для плазменной сварки и резки. Например, встык – с металлом толщиной около 2 мм варят с загибом кромок, а при работе с комбайнами большей толщины (около 10 мм) кромки рекомендуют. Когда это необходимо, используется дополнительный металл. Сварка металлических деталей толщиной 25 мм требует разделки кромок с ее углом и глубиной значительно меньше, чем в случае использования аргонно-точечных швов. Благодаря этому технология плазменной сварки позволяет в несколько раз сократить количество используемого присадочного материала. Он вводится в поток плазмы по краю сварочной ванны. Наибольшим рядом преимуществ обладает дуговая сварка сжатым воздухом при работе с листовым металлом без разделения кромок и с использованием аддитивного материала.
Характеристики плазменной сварки должны позволять соединение скученных материалов в несколько проходов без сквозных переходов. Для этого при укладке второго и последующих слоев металла необходима регулировка мощности воздействия плазменной струи, чтобы расплавленный металл из сварочной ванны не вытеснялся. Это делается за счет изменения уровня расхода плазмообразующих газов.
Характеристика оборудования для плазменной сварки
Основная часть сварки металлов и сплавов небольшой толщины (около миллиметра) также осуществляется плазменной сваркой. Использование других видов сварки для этих случаев не всегда доступно в силу ряда причин в эксплуатации, технологии или конструкции изделия. А оборудование для плазменной сварки с использованием больших токов, с помощью плазменной дуги, обладающей большей устойчивостью в пространстве, превосходит просто горящую дугу. Кроме того, разделение газов (защитных и плазмообразующих) способствует использованию для сварки разнообразных газовых смесей.
Такой аппарат плазменной сварки благодаря наличию сжатой дуги идеально подходит для соединения тонких колостальных материалов. Это обуславливает возникновение сущности отдельного способа соединения деталей – микроплазменной сварки особо тонких металлических материалов, осуществляемой с помощью низкоскоростной сжатой дуги. Используемый для этого источник тепла в виде концентрированной сжатой дуги называется микроплазмой. Возбуждается специальными горелками – плазмотронами. Применение такой дуги способствует надежности сварочной операции даже на самом малом токе, позволяет проваривать достаточно тонкий металл, что невозможно сделать при аргонно-дуговой сварке.
Для работы с тугоплавкими или химически активными металлами сварочные аппараты плазменной сварки позволяют вести сварочные работы в вакууме. Они обеспечивают качественную сварку материала толще 1 мм. Такая возможность существует за счет сжатия дуги низкого давления на токе более 80 А. Ее импульсная мощность позволяет снизить обычные сварочные токи при сохранении значительной частоты импульсов. Возможности импульсного режима позволяют регулировать в большом диапазоне не только ток, но и мощность плазменной дуги при низком давлении. Все это позволит варить очень тонкий металл.
Аппараты плазменной сварки, цена на которые отличается от другого оборудования, широко применяются при сварке и резке тонколистового металла: сталей (нержавеющих и углеродистых), химически активных или цветных металлов с их сплавами. Микроплазма также активно используется при сварке и пайке тонких сеток, неметаллических изделий и фольги.
Соединение поверхностей при плазменной сварке! Плазменная сварка – метод, кардинально отличающийся от всех существующих традиционных технологий сварки.
Аппарат плазменной сварки
Это проявляется в существующих преимуществах плазменной сварки:
- Безопасность процесса для сварщика;
- Уникальная возможность экономить электроэнергию;
- Высокий уровень производительности, который характеризуется соответствующим сварочным аппаратом;
- Обеспечение качественного результата сварки или резки.
По сути, плазменная сварка представляет собой инновационный процесс соединения металлических плоскостей. Сегодня этот тип активно используется в отдельных отраслях: машиностроении, приборостроении, на авиационных предприятиях и т. д.
Плазменная сварка используется с высокопрочным швом. Характерно, что оборудование для плазменной сварки не требует кислородных баллонов.
Технология экологически чистая, так как при сварке металла не выделяются вредные вещества и газы. Кроме того, с помощью плазменного оборудования возможна не только сварка, но и резка металлов и сплавов (достаточно приобрести соответствующий резак).
Подробнее о сварочном процессе
Для правильного представления о технологии сварочного процесса важно подробно вникнуть в саму его суть. С точки зрения физики при плазменной сварке ионизированный газ (то есть плазма) через сопло направляется на поверхность свариваемых деталей. Для формирования плазмы необходимо обеспечить нагрев рабочего газа до высокой температуры. Это достигается за счет сильной электрической мощности.
Плазменный рабочий процесс
Можно применить соответствующее устройство для соединения:
- Трубы тонкостенные;
- Различные виды тонких емкостей;
- Детали из фольги;
- Отдельные элементы украшений.
Самостоятельная сборка сварочного аппарата
Аппарат для плазменной сварки, а также резки металлов для своего функционирования нуждается только в сжатом воздухе и электричестве. В тех случаях, когда применяется компрессорное оборудование, устройству потребуется только электричество. В результате сварка требует замены электродов, а также сопла плазмотрона.
Самостоятельное проектирование аппарата плазменной сварки требует кропотливой работы.
В первую очередь необходимо разработать схему блока питания. Именно от такого блока зависит полноценное функционирование устройства.
Для работы вам потребуется:
- Дроссель от обычного сварочного аппарата. Этот элемент необходим для стабилизации напряжения. Если не обеспечить стабильность, то скачки напряжения погасят плазму, так необходимую для сварки и резки;
- Тиристорный трехфазный выпрямитель. Его включение в схему объясняется необходимостью ограничения тока в районе 50 ампер;
- Обычный автомобильный стартер. Этот предмет нужен для обеспечения автоматического поджога. Однако можно применить и обычный травер. Все это позволит избавиться от необходимости ручного поджога.
При создании аппарата плазменной сварки пристальное внимание обязательно нужно уделить корпусу.
Шов после соединения деталей плазменной сваркой
Для полного представления о том, как выглядит собранный сварочно-резательный аппарат, предлагаем изучить большое обилие схем в интернете.
Основным элементом сварки и резки является плазменная горелка. Его конструкция такова, что это, по сути, удобная ручка, в которой расположены анод и катод.
Анод, являющийся одновременно соплом, изготовлен из меди. В процессе сварки происходит охлаждение водой. В качестве катода также используется вольфрам (в том числе лантанизированный).
Эти два элемента не соприкасаются, потому что изолированы с помощью специальных материалов. Как правило, через асбест.
Для возникновения плазменной дуги между анодом и катодом используется постоянный ток, имеющий напряжение в 100 В. Именно такая дуга позволяет нагреть до необходимой высокой температуры газ. Сварка начинает работать: возникает поток плазмы, в который помещаются свариваемые детали (или осуществляется резка металла).
Таким образом, самостоятельная конструкция аппарата для плазменной сварки вполне реальна. Результатом станет возможность качественного соединения различных металлических деталей. Собранный собственноручно аппарат пригодится для многих случаев, особенно удобной будет плазменная сварка своими руками при ремонте личного автомобиля.
16 апреля 2017 г.
Сегодня промышленность развивается достаточно быстрыми темпами. С каждым годом появляются новые сварочные технологии, пользующиеся большим спросом в частном домостроении. Благодаря этим методам строительные работы значительно облегчаются, а сварочное оборудование становится все более производительным и безопасным. К таким методам относится плазменная сварка.
Так что же такое плазменная сварка? Появление новых видов металлических сплавов в современных технологиях заставило специалистов разрабатывать новые методики, чертежи оборудования для сварки изделий из них. Так как многие современные металлы плохо поддаются традиционным методам сварки. В результате появился новый плазменный метод сварки металлических образцов, который с успехом применяется при выполнении различных ремонтно-монтажных процессов.
Основные отличия плазменной технологии сварки
Плазменная сварка чем-то напоминает аргонную сварку, но есть характерные отличия. Например, для него характерна рабочая температура, которая значительно выше. Сварочная дуга может иметь температуру от 5 до 30 тысяч градусов. Благодаря этому качеству с помощью технологии плазменной сварки можно соединять элементы строительных конструкций, сварка которых невозможна на самодельном и стандартном заводском оборудовании, температура дуги которого не превышает 5 тысяч градусов.
Принцип плазменной сварки
Сущность плазменной сварки: при воздействии на поверхность металла потока ионизированного газа, проводимого электрическим током, происходит плавление металла. При дуге тепло нагревается за счет ионизации, уровень которой увеличивается с повышением температуры газа. Плазменная струя, которая характеризуется сверхвысокой температурой, повышенной мощностью, формируется из обычной дуги после сжатия, вдувания в дугу образующегося на плазмообразующем газе, в качестве которого обычно выступает аргон (водород используется редко, гелий) .
Кинетическая энергия химических элементов в газе в процессе ионизации значительно увеличивает тепловую энергию плазменной дуги. При этом дуга, по сравнению с обычной, имеет возможность увеличивать давление на поверхность металла за счет уменьшения собственного диаметра.
Преимущества плазменной технологии
- В отличие от газовой сварки скорость резки металла 5-20 сантиметров при плазменной технологии выше в три раза.
- Высокая точность швов, получаемых при плавке, сварке металла, качество выполненных работ практически исключает необходимость последующей обработки кромок изделий.
- Плазменная резка и сварка применяются для обработки практически любых металлов. Например, можно варить образцы из запорожской стали, чугуна, меди, алюминия.
- При выполнении сварки металл не подвергается деформациям даже при необходимости вырезания сложных фигур. Плазменная технология сварки обеспечивает возможность выполнения резки по предварительно неподготовленной металлической поверхности, например, ржавой или покрытой слоем краски. При этом краска в рабочей зоне плазменной дуги не воспламеняется.
- Нет необходимости в аргоне, ацетилене, кислороде. Это значительно снижает финансовые затраты.
- Высокая степень безопасности работы, так как неиспользуемые газовые баллоны. Эта цифра указывает на экологический процесс.
Разновидности плазменной сварки
В зависимости от применяемых инструментов плазменная сварка бывает:
- на токах любой полярности;
- с проникающей/экспериментальной дугой;
- точка, импульс;
- автоматический, полуавтоматический, ручной;
- с проволочной добавкой и без.
В случае использования малых токов наиболее популярна составная процедура, называемая микроплазмой. Данная схема плазменной сварки востребована при производстве конструкций толщиной до 1,50 мм, обычно это соединение тонкостенных труб, резервуаров, приварка мелких элементов к тяжелым конструкциям, изготовление ювелирных изделий, термопар, сварка образцы из фольги. Тонкостенные металлические изделия также варят с помощью электростакана.
Если соединение выполняется с добавлением проволоки, то используется отвержденная проволока (порошок).
Особенности микроплазменной сварки
Схема плазменной сварки бывает трех вариантов, в зависимости от силы тока, используемого в процессе:
- Технология микроплазменной сварки на токах – 0,1А-25А; соединение
- с наличием средних токов – 25а-150а;
- соединение с наличием больших токов – 150а и выше.
Первый вариант плазменной сварки более востребован. В процессе компаундирования металлических образцов низкокамерным током образуется дежурная дуга. Он непрерывно горит между медным водонапылителем и двухмиллиардным сечением с вольфрамовым электродом.
Основная дуга формируется после подвода плазмотрона к поверхности обрабатываемого металлического образца. Плазмообразующий газ подается плазменным соплом, диаметр которого может составлять 0,5-1,5 миллиметра.
Максимальный диаметр плазменной дуги 2 миллиметра. Благодаря этому показателю на сравнительно небольшом элементе заготовки образуется достаточно большая тепловая энергия. Подобный вид сварочных работ, как и сварка электротамом, наиболее эффективен для металлических образцов, толщина которых менее 1,5 миллиметров.
Для формирования плазмы в качестве защитной газовой среды по данной технологии применяется аргон. В зависимости от того, из какого металла или сплава в образце могут дополнительно использоваться добавки для повышения КПК «Плазма».
Аппарат плазменной сварки способен соединять металлические изделия в разных режимах. Спектр применения плазменной сварки достаточно обширен:
- крепление мембран к крупногабаритным конструкциям;
- производство тонкостенных труб, резервуаров; сварочная фольга
- ;
- изготовление ювелирных изделий;
- много других соединений.
Сварка своими руками по плазменной технологии
Подобный вид сварки металлов в бытовых условиях изначально не применялся, так как предполагал высокую квалификацию сварщика. На сегодняшний день, благодаря совершенствованию самой техники и используемого оборудования, существуют сварочные агрегаты, которые можно использовать в домашних условиях. Метод работы очень прост. Для выполнения сварки необходимо приобрести соответствующее оборудование, витую проволоку, электроды, ознакомиться с инструкцией аппарата.
- Электрод необходимо предварительно заточить до конусообразной формы, при этом угол заточки должен быть не более 30 градусов.
- Важно! Правильная установка электрода. Его ось должна совпадать с осью форсунки для образования газа.
- Сварочный шов подвергается аналогичной обработке, что и при сварке аргоном.
- Необходимо испортить, затем обезжирить края обрабатываемого изделия.
- Необходимо проследить, чтобы не было зазоров более 1,5 миллиметра.
- Дополнительно зачищаются участки ленты, они должны быть такого же качества, как и сварной шов.
- Можно приступать к сварочным работам.
- Плазменная сварка своими руками осуществляется с помощью постоянного тока. Его значение должно находиться в установленном диапазоне.
- Перед началом сварки образцов на 10-15 секунд подается газ, который отключается после обрыва дуги через 15 секунд. Плазматрон
- при работе должен располагаться от заготовки на расстоянии менее одного сантиметра.
- Сварочную дугу рекомендуется сохранять до завершения шва.
- Нельзя перегревать металл в период сварки. После достижения критической точки плазменная сварка приостанавливается, металлический образец охлаждается, после чего сварочные работы могут быть возобновлены.
- Пистолет (горелку) необходимо перемещать равномерно, тогда можно рассчитывать на получение качественного сварного соединения.
Аппарат сварочный “Горыныч”
Аппарат плазменной сварки многофункциональный Горыныч – один из самых востребованных сварочных аппаратов отечественного производства. Это действительно качественный инструмент, позволяющий выполнять сварочные работы в домашних условиях своими руками. Следует отметить, что в линейке оборудования «Горыныч» есть устройства различной мощности (8,10,12а). Для бытовых работ отлично подойдет аппарат на 8а, 10 ампер аппарат, характеризуется соотношением цена/качество, но более мощная техника на 12а уже считается профессиональной. Агрегат для сварки марки «Горыныч» достаточно популярен как в России, так и в Украине (в частности, в Запорожье), в Белоруссии.
Упреждающее управление для ручной плазменно-дуговой сварки труб | Дж. Мануф. науч. англ.
Пропустить пункт назначения навигации
Научная статья
Сянжун Ли,
ЮМин Чжан
Информация об авторе и статье
Предоставлено Отделом производственной инженерии ASME для публикации в JOURNAL OF MANUFACTURING SCIENCE AND ENGINEERING. Рукопись получена 12 июня 2012 г.; окончательный вариант рукописи получен 2 мая 2014 г.; опубликовано в сети 2 июня 2014 г. Доц. Редактор: Вэй Ли.
J. Изготовитель. науч. Eng . август 2014 г., 136(4): 041017 (8 страниц)
Номер статьи: МАНУ-12-1173 https://doi.org/10.1115/1.4027627
Опубликовано в Интернете: 2 июня 2014 г.
История статьи
Получено:
12 июня 2012 г.
Пересмотр получено:
2 мая 2014 г.
- Просмотры
- Содержание артикула
- Рисунки и таблицы
- Видео
- Аудио
- Дополнительные данные
- Экспертная оценка
- Делиться
- Твиттер
Иконка Цитировать Цитировать
Разрешения
- Поиск по сайту
Ссылка
Ли, X. , и Чжан, Ю. (2 июня 2014 г.). «Упреждающий контроль для ручной плазменной дуговой сварки труб». КАК Я. J. Изготовитель. науч. Eng . август 2014 г.; 136(4): 041017. https://doi.org/10.1115/1.4027627
Скачать файл цитаты:
- Рис (Зотеро)
- Менеджер ссылок
- EasyBib
- Подставки для книг
- Менделей
- Бумаги
- КонецПримечание
- РефВоркс
- Бибтекс
- Процит
- Медларс
Расширенный поиск
Плазменно-дуговая сварка (PAW) имеет ряд преимуществ по сравнению с традиционным процессом дуговой сварки вольфрамовым электродом (GTAW). Однако из-за его чувствительности к параметрам сварки этот процесс не нашел широкого применения в промышленности, особенно для ручной сварки, когда параметры сварки существенно различаются. В этой статье представлен и реализован метод управления с прогнозированием модели (MPC) для регулировки сварочного тока, чтобы компенсировать влияние этих изменений во время операции ручной плазменной сварки. Для проектирования системы управления выбрана линейная модель с достаточной точностью. Эксперименты по замкнутому контуру подтвердили эффективность разработанной системы управления.
Раздел выпуска:
Научные статьи
Ключевые слова:
плазменно-дуговая сварка, ручная сварка труб, контроль процесса, отслеживание траектории, предиктивное управление
Темы:
Трубы, Предиктивный контроль, Траектории (физика), Сварка, Плазменно-дуговая сварка, Алгоритмы
1.
Rampaul
,
H.
,
2002
,
Pipe Welding Procedures
,
Industrial Press
,
New York
.
2.
Лян
,
В.-Дж.
,
Чен
,
П.
,
Шэн
,
С.-П.
,
Джин
,
З.-Дж.
,
Чен
,
Х.-Ю.
и
Ван
,
X. -F.
,
2008
, «
Численный анализ предельной нагрузки напорной трубы с неполными дефектами сварки
»,
Light Ind. Mach.
,
26
(
5
), с.
3.
Лю
,
X.-S.
,
2010
, «
Предотвращение дефектов сварки при сварке магистральных трубопроводов
»,
Электр. Сварка. Мах.
,
40
(
6
), стр.
90
–
92
57.4.
Кунчев
,
Р. К.
,
Рубин
,
S. H.
,
Todorov
,
V. T.
, and
Kountcheva
,
R. A.
,
2011
, “
Automatic Defection of Welding Defects
,
Междунар. J. Логика, основанная на рассуждениях. Сист.
,
3
(
1
), стр.
34
–
43
.10.1504/IJRIS.2011.037739.
5.
Henon
,
B. K.
,
2009
, «
Орбитальная сварка титановой трубы для флота США
,»
Weld. Дж.
,
88
(
9
), стр.
26
–
28 900.
6.
Филью
,
Ф. А. Р.
,
Бракаренсе
,
A. Q.
,
Lima II
,
E. J.
,
Kienitz
,
K. M.
, and
Ribeiro
,
E. B.
,
2010
, «
Разработка роботов для трубопроводной промышленности
», Робототехника (ISR), 41-й международный симпозиум и 6-я немецкая конференция по робототехнике (ROBOTIK), Мюнхен, Германия, стр. 1–6.
7.
Xiong
,
L.
,
2002
,
Основы для сварочной инженерии
,
China Machine Press
,
Beijing, China 9000
.
8.
О’Брайен
,
R. L.
,
1990
,
Справочник сварки
,
Американское общество сварочных.
9.
Chang
,
Y. W.
,
Kim
,
N. J.
, and
Lee
,
C. S.
,
2007
, “
Влияние параметров процесса на швы плазменно-дуговой сваркой мембраны для судов СПГ
»,
Adv. Матер. Рез.
,
26–28
, стр.
507
–
510
.10.4028/www.scientific.net/AMR.26-28.507
10.
Hsiao
,
Y. F.
,
Tarng
,
Y. S.
, and
Huang
,
W. J.
,
2008
, «
Оптимизация параметров плазменной дуговой сварки с использованием метода Тагучи с реляционным анализом Грея», 9. 70055
,
23
(
1–2
), стр.
51
–
58
.10.1080/10426
55557747.10.1080/10426
55577747 .10.1080/10426
55577747.10.10.1080/10426
,
HU
,
J.
и
TSAI
,
H. L.
,
2009
, «
Трехмельенно0747 »,
J. Appl. физ.
,
104
(
10
), с.
103301
.10.1063/1,2998907
12.
EMEL
,
T.
,
Alfred
,
,
2009
, “
Плазменно-дуговая сварка модифицированной 12%Cr нержавеющей стали
»,
Матер. Произв. Processes
,
24
(
6
), pp.
649
–
656
.10.1080/10426910
915213.
Maciejowski
,
J. M.
,
2002
,
Прогностическое управление: с ограничениями
14.
Golshan
,
M.
,
Macgregor
,
J. F.
,
Bruwer
,
M.-J.
и
Mhaskar
,
P.
,
2010
, «
Letent Variable Prodictive Control (LV-MPC) для отслеживания траектории. Управление технологическим процессом
,
20
(
4
), pp.
538
–
550
.10.1016/j.jprocont.2010.01.007
15.
Limon
,
D.
,
Alvarado
,
I.
,
Alamo
,
T.
и
,
7, 77474747474747477474747474747474747474747474747474747.
7.
надежный MPC на основе труб для отслеживания ограниченных линейных систем с аддитивными нарушениями
, ”
J. Crosce Control
,
20
(
3
), стр.
260
.10.1016/j.jpocont.2009.11.007
16.
Mercorelli
,
P.
,
2008
, «
7,
2008
,«
7 Системы с плоским приводом в автомобильной промышленности
, ”Industrial Electronics, ISIE 2008,
IEEE
Intl ‘Symposium, Cambridge, Великобритания, 30 июня – 2,10,1109/ISIE. 2008.4677259
17.
,
.
Moreno
,
W.
и
Valavanis
,
K. P.
,
2007
, «
7,
2007
».0005
», Средиземноморская конференция IEEE. по управлению и автоматизации (MED’07), Афины, Греция, 27–29 июня.
18.
Liu
,
Y.
и
Zhang
,
Y.
,
2007
, «
,
2007
,‘
. CORTERSION DINAL DYNAL TRACDLEAR
.
Автоматика
,
43
, с.0005
19.
Zhang
,
Y.
, and
Liu
,
Y.
,
2003
, “
Modeling and Control of Quasi-Keyhole Arc Welding Process
»,
Контрольный инж. Практика.
,
11
, стр.
1401
–
1411
.10.1016/S0967-0661 (03) 9076-5
20.
7474747474747474747474747474747474747474747474747474747н0005
Y
.,
2001
, “
Стохастическое моделирование отражения плазмы при дуговой сварке с замочной скважиной
”,
Измер. науч. Технол.
,
12
, pp.
1964
–
1975
.10.1088/0957-0233/12/11/328
21.
Li
,
X.
,
Хойсман
,
Дж.
,
Квидаль
,
L.
,
Hoyt
,
P.
, and
Zhang
,
Y.
,
2011
, “
Manual Keyhole Plasma Arc Сварка с применением
»,
Сварка. Ж.
,
90
(
12
), стр.
258
–
264
22.
Чжан
,
Y. M.
, и
Kovacevic
,
R.
,
1997
, «
Устойчивый контроль завода интерпретации: A Time Domain
4777777777777777777777777777 годы
». Appl., IEE Proc.
,
144
(
4
), pp.
347
–
353
.10.1049/ip-cta:19971170
23.
Li
,
X.
,
SHAO
,
Z.
и
Zhang
,
Y.
, 2012, «
, 2012,«
. »,
Сварка. J.
,
91
, стр. 346–353.
24.
Ли
,
Х.
,
Шао
,
Чжан
4, 90
005,
Y.
и
KVIDAHL
,
L.
, 2013, «
Мониторинг и контроль над проникновением в GTAW и Pipe Weld
»,
44444444444444444444. J.
, стр. 190–196.
25.
Li
,
X.
,
Zhang
,
Y.
, and
Kvidahl
,
L.
, 2013, “
Мониторинг и контроль глубины проплавления при дуговой сварке под флюсом
»,
Сварка. Дж.
,
92
(
2
), стр.
S48
–
S567 900.
26.
Lu
,
Y.
,
Chen
,
S.
,
Shi
,
Y.
,
Li
,
X.
,
Chen
,
J.
,
Kvidahl
,
L.
, and
Zhang
,
Y. M.
, 2014, “
Процесс двухэлектродной дуговой сварки: принцип, варианты, контроль и разработки
»,
J. Manuf. Процессы
, с.0005
Y.
,
2008
,
Мониторинг процесса сварки в реальном времени
,
Woodhead Publishing Ltd
,
Cambridge, UK
.
28.
Lu
,
W.
, and
Zhang
,
Y. M.
,
2007
, “
Adaptive Non-Transferred Plasma Charge Sensor and Its Applications
»,
ASME J. Изготовитель. науч. англ.
,
129
(
1
), pp.
180
–
189
.10.1115/1.2401627
29.
Zhang
,
Y. M.
,
Li
,
P. J.
, and
Zhang
,
S. B.
,
2002
, “
Apparatus, System, and Related Method for Sensing a Characteristic of a Workpiece in an Automated Процесс
», Патент № США 6437281 B1.
30.
Dendy
,
R. O.
,
1995
,
Plasma Physics: An Introductory Course
,
Cambridge University
,
Cambridge, UK
.
31.
Camacho
,
E. F.
и
ALBA
,
C. B.
,
2004
C.
,
2004 9000
,
Model Predictive Control
,
Springer
,
New York
. 10.1007/978-0-85729-398-5
32.
Li
,
X.
,
2010
, «Упреждающее управление моделью
процесса ручной сварки труб из нержавеющей стали
», докторская диссертация, Университет Кентукки, Лексингтон, Кентукки.
33.
Айтал
,
S. M.
,
Subramaniam
,
V. V.
,
Pagan
,
J.
, and
Richardson
,
R. W.
,
1998
, “
Численная модель переносимой плазменной дуги
”,
J. Appl. физ.
,
84
, с.0005
В настоящее время у вас нет доступа к этому содержимому.
25,00 $
Покупка
Товар добавлен в корзину.
Проверить Продолжить просмотр Закрыть модальныйЧто такое плазменная резка и как работает плазменная резка?
Что такое плазменная резка?Плазменная резка – это процесс плавления, при котором струя ионизированного газа при температуре выше 20 000°C используется для расплавления и удаления материала из разреза. Это тепло расплавляет металл, и поток газа выбрасывает его из реза. Плазменные газы обычно представляют собой аргон, аргон/водород или азот.
Во время процесса между электродом (катодом) и заготовкой (анодом) возникает электрическая дуга. Электрод утоплен в газовом сопле с водяным или воздушным охлаждением, которое сужает дугу, вызывая образование узкой, высокотемпературной и высокоскоростной плазменной струи.
Когда плазменная струя попадает на заготовку, происходит рекомбинация, и газ возвращается в свое нормальное состояние, выделяя при этом сильное тепло. Плазменные газы обычно представляют собой аргон, аргон/водород или азот. Эти инертные газы можно заменить воздухом, но для этого требуется специальный электрод из гафния или циркония.
Использование сжатого воздуха делает этот вариант плазменного процесса весьма конкурентоспособным по сравнению с кислородно-топливным процессом для резки углеродисто-марганцевых и нержавеющих сталей толщиной до 20 мм. Инертные газы предпочтительны для высококачественной резки реактивных сплавов.
Плазменная дуга может резать очень широкий спектр электропроводящих сплавов, включая простую углеродистую и нержавеющую сталь, алюминий и его сплавы, никелевые сплавы и титан. Первоначально этот метод был разработан для резки материалов, которые нельзя было удовлетворительно разрезать кислородно-топливным процессом.
Обычно компонент или лист, который необходимо разрезать, остается неподвижным, а плазменный резак перемещается. Кроме того, поскольку стоимость плазменного резака низка по сравнению со стоимостью манипуляционного оборудования, обычно к столу для резки прикрепляют несколько резаков.
Плазменные резаки создают электрическую дугу через газ, проходящий через суженное отверстие. Ограниченное отверстие (сопло), через которое поток газа заставляет его проходить с высокой скоростью, подобно воздуху, проходящему через трубку Вентури в карбюраторе. Этот высокоскоростной газ прорезает расплавленный металл.
Вы также можете думать об этом как о электрически нагретом газовом потоке. Мне нравится думать об этом как о состоянии, в котором все электроны от каждого атома перетекают от атома к атому, а не просто вращаются по орбите. Вне зависимости от того, что происходит в потоке плазмы, резать металлы с ним довольно просто.
Возьмите поток электричества, протекающий через газ, и сузьте его через маленькое отверстие. Сейчас этот поток действительно плотный и движется очень быстро. Образовавшаяся струя может легко расплавить и продуть большинство металлов. Это плазменный резак.
Горелки для плазменной резки обычно используют медное сопло для сужения газового потока при прохождении через него дуги. Эта дуга перескакивает с одного электрода в горелке на что-то другое — обычно на разрезаемый проводящий материал. Это «перенесенная дуга». Есть некоторые системы, в которых используется дуга без переноса, когда она отражается от электрода обратно к соплу, но они обычно не используются для резки.
Это означает, что плазменная резка используется только для токопроводящих материалов, в основном из мягкой стали, нержавеющей стали и алюминия. Но многие другие металлы и сплавы также обладают электропроводностью, например, медь, латунь, титан, монель, инконель, чугун и т. д. Проблема в том, что температура плавления некоторых из этих металлов затрудняет резку с хорошим качеством кромки.
Электрод обычно делается из меди, но с металлической вставкой, куда крепится дуга. Это связано с тем, что медь плавилась бы слишком быстро, если бы дуга прилипала непосредственно к ней. Вольфрам — отличный материал для электродов, поэтому многие электроды имеют вольфрамовую вставку.
В некоторых небольших фонариках используется электрод в виде карандаша, сделанный полностью из вольфрама с заостренным концом. Проблема с вольфрамом в том, что он горит в присутствии кислорода. Поэтому, если вы используете кислород или сжатый воздух в качестве режущего газа, вставка изготовлена из материала, называемого гафнием. Гафний живет намного дольше в присутствии кислорода, но немного стирается каждый раз, когда зажигается дуга.
Зачем использовать кислород в плазменной горелке? По той же причине, по которой вы используете кислород в ацетиленовой горелке, кислород в плазменном потоке реагирует с мягкой сталью. Поэтому чистый кислород используется только при резке низкоуглеродистой стали или «углеродистой стали». Эта химическая реакция между кислородом плазмообразующего газа и основным металлом ускоряет процесс резки и улучшает качество кромки.
Однако, поскольку кислород не реагирует так же, как нержавеющая сталь или алюминий, для этих металлов можно использовать более дешевые газы, такие как азот или сжатый воздух (который в любом случае является азотом).
Другие специальные газы иногда используются для других целей. В плазменной маркировке используется газ аргон (совершенно другая тема). Смесь аргона и водорода часто используется при резке более толстой нержавеющей стали или алюминия. Некоторые люди используют смесь водорода и азота или метана и азота при резке более тонкой нержавеющей стали. Каждая смесь имеет свои преимущества (улучшенное качество резки) и недостатки (стоимость и обработка).
Как пользоваться плазменным резаком? Пользоваться плазменным резаком очень удобно и достаточно просто. Преимущество заключается в том, что на основе металла можно выполнять разрезы «свободной формы» на основе маршрута фрезера. Поскольку эта машина проводит плазму, создавая цепь, требуется заземляющий зажим, как при сварке.
Шаг 1: Выберите рабочее место. Поскольку мы планируем резать металл, важно разместить металл на надежной поверхности, обеспечивающей свободу движений. Идеально подойдет «решетка» или подобная поверхность, которая действует как стол.
Шаг 2: Подключаемый модуль. Убедитесь, что устройство выключено, и включите его.
Шаг 3: Подключите воздух. Подключите внешний воздушный компрессор к плазменной резке. Это делается для того, чтобы поток плазмы оставался под высоким давлением. Чтобы зафиксировать соединения, оттяните внешний фланец штекерного соединения и вставьте штекерное соединение.
Шаг 4. Включите подачу воздуха. Включите воздушный поток. В этом случае поверните рычаг на 90 градусов от перпендикулярного к воздуховоду до прямого.
Шаг 5: Прикрепите зажим заземления. Положите металл, который вы используете, на стол и прикрепите зажим заземления рядом с местом, где вы хотите резать.
Шаг 6: Включите машину. Включите машину, установив переключатель позади устройства в положение ON.
Шаг 7: Установите ток. В данном случае мы устанавливаем значение 25 для листа 18 ga.
Шаг 8: Разрежьте металл. Используйте курок на пистолете, чтобы активировать плазменный резак. Обратите внимание, что спусковой крючок имеет предохранитель, который необходимо снять, прежде чем вы сможете нажать на спусковой крючок. Держите фрезер (конец сопла) близко к металлу и используйте направляющие, окружающие сопло, чтобы обвести шаблоны, если таковые имеются.
Шаг 9: Выключите машину. Когда вы закончите резать металл, выключите станок.
Шаг 10: Отсоедините зажим заземления. Отсоедините зажим заземления от металла, с которым вы работаете.
Шаг 11: Выключите воздух. В этом случае отключите подачу воздуха, повернув рычаг на 90 градусов от линии до линии, перпендикулярной линии.
Шаг 12: Намотайте все шланги. Завершить линию плазменной пушки, авиалинию и наземную линию.
Плазменная резка Плазменная резка Советы по улучшению результатовЕсли при выборе и использовании плазменного резака вы примете во внимание несколько советов и рекомендаций, вы сможете улучшить результаты.
Совет 1. Выберите правильный плазменный резакПри выборе плазменного резака необходимо учитывать следующие ключевые факторы: выходная мощность, скорость резки, входная мощность, рабочий цикл, а также вес и размер. Выбирая машину, подумайте о задачах, которые вы выполняете чаще всего.
- Выходная мощность : Требуемая выходная мощность в основном зависит от толщины и типа разрезаемого материала. Два стандарта: номинальный и секционный разрезы. Номинальный разрез — это толщина мягкого металла, которую оператор может вручную разрезать со скоростью 15 дюймов в минуту (IPM). Тяжелая резка — это максимальная толщина, с которой может справиться плазменная резка. Скорость движения ниже, и может потребоваться очистка разреза.
- Скорость резки: Обычно указывается в дюймах в минуту (IPM). Одному станку, который режет материал толщиной 1/2 дюйма, может потребоваться пять минут, а другому — одну. Скорость резки существенно влияет на время производства.
- Потребляемая мощность: Вы всегда используете плазменный резак в одном и том же месте или вам нужна портативность и возможность использовать различные источники питания? Ищите плазменные резаки с различными вариантами производительности. Некоторые могут переключаться со 120 вольт на 240 вольт.
- Рабочий цикл: Рабочий цикл — это время, в течение которого машина может резать в 10-минутном цикле без перегрева. Если рабочий цикл машины составляет 60%, машина может непрерывно работать шесть из десяти минут, а затем должна охлаждаться в течение оставшихся четырех минут. Больший рабочий цикл важен при выполнении длинных пропилов, при работе с высокопроизводительными приложениями или при использовании машины в жарких условиях.
- Вес и размер : Если вам важна портативность, существует множество портативных устройств весом менее 45 фунтов.
Внимательно прочтите руководство по эксплуатации, чтобы ознакомиться с безопасной и правильной работой вашего плазменного резака. Это поможет вам оптимизировать возможности вашего плазменного резака и обеспечить безопасное использование машины.
Совет 3. Обратите внимание на настройкуПрикрепляйте заземляющий зажим только к чистому металлу. При необходимости сошлифуйте ржавчину или краску, так как они препятствуют прохождению электричества.
Также поместите зажим заземления как можно ближе к разрезу или, если возможно, к самой заготовке. Проверьте свои кабели на наличие изношенных мест, ослабленных соединений или чего-либо, что может излишне мешать прохождению тока.
Чтобы правильно отрегулировать силу тока или нагрев режущего блока, выполните несколько пробных резов с высокой силой тока. Затем вы можете уменьшить ток в зависимости от скорости движения. Если сила тока слишком высока или скорость движения слишком мала, разрезаемый материал может нагреться и вызвать чесотку.
Совет 4. Проследите путь, прежде чем резатьПроследите путь, который вы хотите вырезать, не нажимая на курок. Для длинных разрезов потренируйтесь в своих движениях перед нажатием на спусковой крючок, чтобы убедиться, что у вас достаточно свободы движений для непрерывного разреза. Остановка и повторный запуск в одном и том же месте затруднены и обычно приводят к неровностям на кромке реза.
Вы также можете сделать выкройку из того же материала, с которым будете работать. Таким образом, вы убедитесь, что используете правильные настройки и крейсерскую скорость.
Совет 5. Используйте правильную технику Используйте нережущую руку в качестве опоры для другой руки. Это стабилизирует вашу режущую руку, обеспечивает свободу движений во всех направлениях и помогает поддерживать постоянное расстояние от 1/16 до 1/8 дюйма. Обратите внимание, что большинству людей легче притянуть фонарик к себе, чем оттолкнуть.
Сохранение зазора от 1/16 дюйма до 1/8 дюйма увеличивает производительность станков меньшего размера и продлевает срок службы расходных материалов.
Используйте буксирное ограждение, если оно есть на вашей машине. Это позволяет упереть резак в заготовку, сохраняя оптимальное расстояние, не касаясь металла наконечником, что негативно сказывается на качестве реза и сроке службы расходного материала.
Начните резку, поместив резак как можно ближе к краю основного металла. Нажмите триггер, чтобы запустить ток смещения. Загорается вспомогательная дуга, а затем режущая дуга. Как только дуга зажжется, медленно перемещайте горелку по металлу.
Отрегулируйте скорость так, чтобы режущие искры вылетали из нижней части металла. В конце реза слегка наклоните резак к концу реза или ненадолго остановитесь, чтобы завершить рез. Остаточный воздух остается вскоре после отпускания курка для охлаждения горелки и расходных деталей.
Если наконечник или электрод изношены или повреждены, это повлияет на качество резки. Поэтому регулярно проверяйте расходные материалы. Если отверстие наконечника неправильное и/или покрыто брызгами, выбросьте его. Если на кончике электрода образовалась ямка, выбросьте его.
Расходные материалы изнашиваются при каждом резе, но такие факторы, как влажность в системе подачи воздуха, резка слишком толстых материалов или плохая технология, увеличивают износ расходных материалов. Для наилучшего качества резки рекомендуется менять местами наконечник и электрод.
Не перетягивайте держатель расходных материалов. Части внутри действительно должны двигаться (разделяться), чтобы создать дугу. Так что просто используйте свой палец, чтобы затянуть чашку.
Чем быстрее вы едете (особенно с алюминием), тем чище будет ваш рез. При резке более толстого материала включите машину на полную мощность и изменяйте скорость движения. Для более тонкого материала уменьшите силу тока и переключитесь на наконечник с меньшей силой тока, чтобы сделать узкий пропил.
При разумной скорости движения дуга должна выходить из материала под углом от 15 до 20 градусов против направления движения. Если он идет прямо вниз, значит, вы двигаетесь слишком медленно. Если он брызгает назад, это означает, что вы двигаетесь слишком быстро.
Если вы будете двигаться с правильной скоростью и использовать нужное количество тепла, вы получите очень чистый разрез с меньшим количеством чесотки на нижней стороне разреза и небольшим или нулевым искажением металла.
Совет 8. Соблюдайте меры безопасности Для надлежащей безопасности плазмы необходимо защищать открытые участки кожи. Вам понадобятся сварочные перчатки и сварочный халат или другая огнестойкая одежда. Застегните манжеты рубашки, карманы и воротник, чтобы предотвратить попадание искр.
Защитите свои глаза с помощью подходящей теневой линзы для плазменного резака, который вы планируете использовать. В инструкции по эксплуатации указан необходимый цвет для силы тока. Вы можете использовать обычные очки для плазменной резки/кислородной резки или сварочный шлем с режимом резки.
Процедуры безопасности должны строго соблюдаться при каждом применении плазменной резки.
Преимущества плазменной резки- Возможность резки всех токопроводящих материалов. Газовая резка, хотя и подходит для резки толстых металлов, ограничивается только черными металлами.
- Отличное качество для толщины до 50 мм.
- Максимальная толщина до 150 мм.
- Относительно дешев для нарезки средней толщины.
- Лучший способ резки нержавеющей стали и алюминия средней толщины.
- Доступны станки с ЧПУ, обеспечивающие высокую точность и повторяемость.
- Может резать в воде, что приводит к уменьшению ЗТВ. Также снижает уровень шума.
- Меньший пропил по сравнению с газовой резкой.
- Более высокая скорость резки, чем при кислородной резке.
- Большая ЗТВ по сравнению с лазерной резкой.
- Качество более тонких листов и пластин не такое хорошее, как при лазерной резке.
- Допуски не такие точные, как при лазерной резке.
- Не достигает такой толщины, как гидроабразивная или газовая резка.
- Оставляет ЗТВ, чего не делает гидроабразивная резка.
- Более широкий пропил, чем при лазерной резке.
Часто задаваемые вопросы.
Что такое плазменная резка?
Плазменная резка (плазменно-дуговая резка) представляет собой процесс плавления, при котором струя ионизированного газа при температуре выше 20 000°C используется для расплавления и удаления материала из разреза. Это тепло расплавляет металл, и поток газа выбрасывает его из реза. Плазменные газы обычно представляют собой аргон, аргон/водород или азот.
Как работает плазменная резка?
Плазменные резаки работают, посылая электрическую дугу через газ, проходящий через суженное отверстие. Ограниченное отверстие (сопло), через которое проходит газ, заставляет его сжиматься с высокой скоростью, как воздух, проходящий через отверстие в карбюраторе. Этот высокоскоростной газ прорезает расплавленный металл.
Для чего используется плазменная резка?
Ослепительно яркий факел плазменного резака можно найти в большинстве мастерских металлообработки. Этот метод используется для разрезания огромных листов металла любой толщины, а также для изготовления всевозможных металлических предметов, таких как ворота, вывески и скульптуры.
Сколько работает плазменный резак?
Типичный срок службы комплекта расходных материалов должен составлять от 1 до 3 часов для механизированной резки с током около 120 А, это зависит от выполняемой работы. Резка при более низком токе может увеличить срок службы расходных материалов.
Насколько глубоко может резать плазменный резак?
Как правило, ручной плазменный резак может резать стальной лист толщиной до 38 мм (1,5 дюйма). В то время как, если вам нужно что-то более мощное, промышленный резак с компьютерным управлением может резать сталь толщиной до 150 мм (6 дюймов). Также необходимо учитывать тип металла, который вы режете.
Будет ли плазменный резак резать ржавый металл?
Плазменная резка любого электропроводящего металла, включая нержавеющую сталь, мягкую сталь, алюминий и т. д., без предварительного нагрева. Плазма также отлично подходит для резки окрашенного, грязного или даже ржавого металла.
Можно ли сваривать плазменным резаком?
При правильной конструкции горелки впрыск азота и воды, менее дорогой, чем другие газы, может хорошо работать при плазменной резке алюминия и нержавеющей стали для последующей сварки. В процессе используется электрод, окруженный азотом, который нагревается электрической дугой для образования плазмы.
Объявления
Плазменный резак лучше горелки?
Плазменная резка не требует предварительного нагрева металла перед резкой, что экономит время, а плазменные резаки также превосходят кислородно-топливные горелки при резке штабелированных металлов. Более высокие скорости могут быть достигнуты на более тонких металлах с помощью плазмы с минимальным искажением металла или без него.
Что требуется для плазменной резки?
Для плазменной резки требуются два основных элемента — воздух и электричество, поэтому следующий вопрос, который следует задать, — какой тип входной мощности доступен. Некоторые 30-амперные плазменные резаки, такие как Spectrum® 375 X-TREME™, работают с напряжением 120 или 240 вольт.
Каковы преимущества и недостатки плазменной резки?
| Advantages Of Plasma Cutting | Disadvantages Of Plasma Cutting |
| Wide range of materials including stainless steel and aluminum | Typically limited to 50mm (air-plasma) plate |
| Narrow HAZ | Шум при резке толстых профилей |
| Низкие затраты на расходные материалы (воздух) | Дым при резке на воздухе |
| Идеально подходит для данного листового материала | Дуговой блик при резке на воздухе |
| Низкий дым при резке под водой | Расходные материалы (электрод и сопло) стоимость 6 Высококачественная резка |
В чем разница между газокислородной и плазменной резкой?
Плазменная резка стала возможной благодаря подаче электричества в сжатый воздух для создания ионизированного несбалансированного плазменного газа. Кислородно-кислородная резка заключается в том, что пламя топливного газа с кислородом предварительно нагревает материал до температуры воспламенения, а затем на материал направляется мощная струя кислорода.
Сколько стоит плазменный резак?
В зависимости от типа, размера и характеристик стоимость станка плазменной резки с ЧПУ может варьироваться от 15 000 до 300 000 долларов. Это большой диапазон, но подавляющее большинство плазменных станков с ЧПУ, продаваемых сегодня, стоят значительно ниже отметки в 100 000 долларов.
Может ли плазменный резак прорезать краску?
Проверьте заземление заготовки. Хотя плазма может прорезать окрашенный металл, она требует прочного соединения на чистой части заготовки как можно ближе к рабочей зоне.
Плазморез горячее солнца?
Тепло плазменного резака может достигать впечатляющей температуры в 25 000 градусов по Цельсию. Чтобы представить это в перспективе, она горячее, чем поверхность Солнца, температура которой составляет комфортные 5505 градусов по Цельсию.
Может ли плазменный резак резать алюминий?
Да, как и в случае с любым электропроводным металлом, плазменная резка алюминия не просто возможна, она очень эффективна. Для непосвященных плазменная резка — это процесс, при котором струя ионизированного газа на высокой скорости выбрасывается через отверстие.
Вам нужен газ для плазменной резки?
Да. Все системы плазменной резки, включая воздушно-плазменные резаки, используют газ.
Вам нужен воздушный компрессор для плазменной резки?
Плазменным резакам требуется давление воздуха для двухступенчатой резки. Во-первых, дуга нагревает металл до полугазообразного состояния. Во-вторых, плазма выталкивается потоками воздуха для завершения разреза. Таким образом, все плазменные резаки нуждаются в воздушном компрессоре для создания достаточного давления воздуха для выполнения задачи.
Какой толщины металл может резать 50-амперный плазменный резак?
Этот инверторный плазменный резак имеет выходную мощность 50 ампер и может резать стальные листы толщиной до 1/2 дюйма.
Можно ли сваривать алюминий плазменным резаком?
Плазменная резка алюминия позволяет получить идеальные сварные швы. Используя такой резак, вы можете сохранять поверхность металла за пределами зоны сварки умеренно прохладной. Кроме того, это помогает предотвратить деформацию или повреждение краски, которые обычно возникают при использовании газовых резаков. Плазменные резаки точно и быстро сваривают алюминиевые заготовки.
Какое давление воздуха требуется для запуска плазменной резки?
Для большинства продуктов линейки Everlast давление воздуха, необходимое для работы резаков, составляет от 55 до 70 фунтов на квадратный дюйм. Резки с малой силой тока требуют меньшего давления воздуха для более стабильной работы, иногда до 45 фунтов на квадратный дюйм или около того, иначе дуга будет гаснуть.
Может ли плазменный резак резать болты?
Их также можно использовать для резки почти всего, что является металлом, включая сталь, нержавеющую сталь и алюминий. Вы даже можете использовать их для резки ржавых гаек и болтов, как если бы вы использовали газовую горелку, только намного быстрее и с более чистыми результатами.
Можно ли резать чугун плазменным резаком?
Чугун можно резать плазменным резаком, но это не лучший метод. Если вам нужно разрезать чугун, лучше всего использовать либо резак с защелкой, либо инструмент с алмазным диском.
Можно ли резать арматуру плазменным резаком?
Плазменные или кислородно-ацетиленовые горелки. Эти инструменты часто используются для резки металла, но я обнаружил, что они оставляют много «шлака» или отходов вокруг разреза, которые мне затем приходится очищать шлифовальной машиной, чтобы вырезать гладкую поверхность до сварка. Плазме также требовалось много времени, чтобы прорезать арматуру, и потреблялось значительное количество электроэнергии.
Можно ли резать плазмой под водой?
При плазменной резке под водой вода поглощает большую часть плазменного дыма. Вместо вздымающихся облаков дыма, которые должны быть уловлены дорогим пылесборником, грунтовые воды обычно испускают случайные небольшие клубы дыма, которые быстро рассеиваются.
Учебное пособие по процессу орбитальной сварки
Наше третье учебное пособие по сварочным процессам и их применению знакомит нас с более специализированной областью высококачественной сварки – орбитальной сваркой. Том, наш инструктор по сварке, дает вводную информацию и дает советы Полу по некоторым ключевым элементам процесса орбитальной сварки.
Это руководство охватывает:
Орбитальная сварка стала общепринятым методом изготовления высококачественных соединений труб.
Для выполнения высококачественной сварки в положении сверху и снизу, часто в условиях ограниченного доступа.
Орбитальная сварка была специально разработана для решения проблем, связанных с достижением высокого качества повторяющихся сварных швов на трубах малого диаметра. Особенно в условиях затрудненного доступа и в тех случаях, когда гарантируется очень высокое качество сварки.
Орбитальная сварка использует процесс дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW) или сварки TIG. Источник сварочного тока TIG обеспечивает и контролирует предварительно установленные параметры сварки в соответствии со специальной программой сварки, созданной и/или сохраненной для каждого конкретного задания. Таким образом, каждый раз получается полностью воспроизводимый сварной шов. В дополнение к управлению параметрами сварки источник питания обеспечивает мощность для привода сварочной головки и включает или выключает защитный газ или газы по мере необходимости
При условии, что были проведены испытания для установления и проверки деталей сварки, то, в основном, должны возникнуть единственные проблемы, связанные с обслуживанием оборудования.
Том: Сегодня мы рассмотрим более специализированный процесс, который широко используется для получения очень качественных сварных швов с повторяемостью. Как вы думаете, что мы имеем в виду, когда говорим об орбитальной сварке?
- Пол: Мне кажется, что в данном случае речь идет о каком-то процессе сварки труб и труб, который должен быть более сложным, чем обычное изготовление, которое мы обсуждали до сих пор.
Том: Ты прав. Орбитальная сварка была разработана около 50 лет назад при попытках решить проблемы некачественных, негерметичных сварных швов при изготовлении ракетного исследовательского самолета Х-15. За прошедший период этот метод стал общепринятым для производства очень качественных соединений в трубах, поскольку было разработано новое сварочное оборудование, которое предлагало портативный комбинированный источник питания и компьютерную систему управления, работающую от 110 В переменного тока и, следовательно, которую можно было использовать на месте. в отличие от только в крупной мастерской.
- Пол: Зачем тебе идти по этому пути?
Том: Возникает проблема, особенно при работе с небольшими трубами, с получением высококачественного сварного шва сверху и снизу, часто в условиях ограниченного доступа. Ответом на регулярное производство высококачественных сварных швов на трубах и трубопроводах является поддержание хорошего баланса между силой гравитации и поверхностным натяжением расплавленного металла сварного шва. При использовании орбитальной сварки эти проблемы решаются полностью закрытыми сварочными головками со 100% повторяемостью.
- Пол: Оборудование намного сложнее и, следовательно, дороже?
Том: Орбитальная сварка использует процесс сварки вольфрамовым электродом в среде защитного газа (GTAW) или сварки TIG, о котором мы говорили, когда обсуждали сварку нержавеющей стали. Основные компоненты системы орбитальной сварки:
Блок питания со встроенным компьютерным управлением.
Сварочная головка – обычно это закрытая головка, но может быть и открытая головка на больших трубах (диаметром более 200 мм).
Источник питания для сварки ВИГ обеспечивает и контролирует предварительно установленные параметры сварки в соответствии со специальной программой сварки, созданной и/или сохраненной для каждого конкретного задания. Таким образом, каждый раз получается полностью воспроизводимый сварной шов. В дополнение к управлению параметрами сварки источник питания обеспечивает мощность для привода сварочной головки и включает или выключает подачу защитного газа или газов по мере необходимости. Использование закрытой сварочной головки обеспечивает постоянную защиту от инертного газа во время сварки. Как правило, стандартные сварочные головки доступны в закрытом формате для труб диаметром от 1,6 мм до 152 мм и толщиной стенки до 3,9 мм.мм. Если требуется сварка больших диаметров, то это обычно делается с использованием конструкции с открытой головкой.
- Пол: Если головка закрыта, как вводить присадочную проволоку?
Том: В большинстве случаев, особенно для труб меньшего размера, процесс TIG является автогенным, т. е. без добавления наполнителя, а соединение выполняется с использованием дуги от нерасходуемого вольфрамового электрода для расплавления обоих краев соединение под газовой защитой, известное как сварка плавлением.
- Пол: Очевидно, что трубы бывают из разных металлов. Какой защитный газ используется?
Том: используется чистый аргон с уровнем чистоты 99,995% (известный как 4,5, то есть «четыре девятки пять»), если только вам не нужно сваривать более «деликатные» металлы, такие как титан, тантал, цирконий и их сплавы, требующие чистоты 4,8, т. е. 99,998%. Если нужно увеличить энергию сварки, в аргон можно добавить 2-5% водорода. Помимо увеличения тепловложения на 10-20%, эта газовая смесь обеспечивает лучшее проплавление и более высокую скорость сварки. Эти смеси также могут помочь защитить расплавленный металл сварного шва от любого кислорода. Однако все не так просто, поскольку при сварке труб из мягкой и углеродистой стали эти металлы поглощают водород, что приводит к возможной пористости и холодному растрескиванию. По этой причине для этих металлов не рекомендуются водородные смеси, а для сварки алюминия и титана примеси водорода категорически запрещены.
- Пол: Итак, что бы вы использовали в этих случаях?
Том. Если вам нужно увеличить энергию сварки, то вместо водорода в аргон можно добавить гелий – 20%, 50%, 70% или даже чистый гелий. Гелий не оказывает неблагоприятного воздействия на чистый титан или титановые сплавы. Есть еще одна проблемная область, и это стали Duplex или Super Duplex. В этих случаях используются смеси аргона, гелия и азота.
- Пол: Как это работает?
Том: В отличие от аргона, гелий хорошо проводит тепло. Напряжение дуги под гелием намного выше, чем под аргоном, поэтому энергоемкость дуги значительно увеличивается. Столб дуги шире и обеспечивает более глубокое проникновение. Гелий применяется для сварки металлов с высокой теплопроводностью, таких как медь, алюминий и сплавы легких металлов. Поскольку гелий является легким газом, по сравнению с аргоном его расход при одинаковом покрытии газа необходимо увеличить в два-три раза.
- Пол: Достаточно ли защитного газа от горелки для защиты сварного шва?
Том: Это хороший вопрос, и я рад, что вы его задали. Несмотря на то, что процесс орбитальной сварки можно использовать для получения высококачественных соединений, часто упускается из виду необходимость обеспечения защиты нижнего валика сварного шва с помощью методов продувки инертным газом. Присутствие кислорода, азота и других загрязнителей может повлиять не только на внешний вид, но и на коррозионную стойкость и механические свойства. Таким образом, правильно разработанные процедуры сварки решают проблемы, определяя продувку сварного шва и, в большинстве случаев, даже определяя оборудование для продувки.
- Пол: Как вы делаете эту продувку сварного шва?
Том: На самом базовом уровне сварщики часто делают заглушки из картонных дисков, но, как вы понимаете, это не реальное и не совсем практичное решение — в конце концов, как удалить картон после сварки? Нет, правильный способ сделать это — использовать профессиональные заглушки, которые можно расширить, чтобы они плотно вошли в трубку. Однако та же проблема может возникнуть при удалении заглушки на дальней стороне сварного шва без повреждения заглушки. Другим решением является использование резиновых или силиконовых дисков, соединенных гибкой трубкой, разработанной специально для данного применения, поскольку их легко снять после сварки. На трубах очень малого диаметра для предотвращения проблем часто используется непрерывный поток инертного газа через трубу.
Пол: Итак, мы выбрали орбитальную сварку, мы знаем, какие металлы мы свариваем, и у нас есть оборудование, что дальше?
Том: Если мы рассматриваем сварку труб и труб малого диаметра, процесс сварки, как я упоминал ранее, является автогенным процессом. Это означает, что, в отличие от ситуаций, которые мы рассматривали ранее, при орбитальной сварке мы не добавляем присадочный металл. Поэтому важно, чтобы вы подготовили концы труб, чтобы обеспечить идеальную посадку, и чтобы трубы/трубки были правильно расположены и надежно закреплены. Затем сварочная головка надевается на стык и надежно зажимается. Если используется продувка сварного шва, то она должна быть установлена до начала сварки. Предполагая, что эта работа уже выполнялась ранее, оператор выбирает предварительно установленные условия сварки, и сварка начинается. Если это новая работа, то будут проведены испытания для создания необходимых условий для этой работы.
- Пол: Как бы вы резюмировали преимущества орбитальной сварки?
Том: Орбитальная сварка была разработана специально для решения проблем достижения высокого качества сварки на повторяющейся основе на трубах малого диаметра, особенно в условиях затрудненного доступа и для применений, где гарантируется очень высокое качество сварки. В конце концов, большинство применений этого процесса относится к критически важным с точки зрения безопасности отраслям — фармацевтика, пищевая промышленность, производство напитков, атомная энергетика и полупроводниковая промышленность особенно требовательны к качеству сварных швов, где нарушение сварного шва может иметь катастрофические последствия.
- Пол: Мы говорили конкретно о сварке труб и труб малого диаметра – это единственная область применения?
Том: В течение многих лет этот процесс разрабатывался и применялся к малым диаметрам с использованием закрытых головок, но постепенно, за последние 40 лет или около того, потенциал для производства высококачественных сварных швов на повторяющейся основе для больших диаметров был использован и этот процесс широко используется в таких приложениях, как морские буровые установки и трубопроводы. Здесь требуются гораздо более сложные сварочные головки, которые постоянно вращаются вокруг трубы, добавляя по ходу присадочный материал, но об этом в другой раз.
Пол: Много ли проблем при орбитальной сварке?
Том: При условии, что были проведены испытания для установления и проверки деталей сварки, то, в основном, должны возникнуть единственные проблемы, связанные с обслуживанием оборудования. Вольфрамовый электрод, который является ключом к работе, следует регулярно проверять и заменять, чтобы убедиться, что сварочный наконечник находится в хорошем состоянии.