Схема подключения полуавтомата: Сварка полуавтоматом – от А до Я | СОВЕТЫ
alexxlab | 02.07.2023 | 0 | Разное
Сварка полуавтоматом – от А до Я | СОВЕТЫ
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
-
Устройство аппарата полуавтоматической сварки
-
Выбираем газ для сварки полуавтоматом
-
Проволока для сварки полуавтоматом
-
Сварка полуавтоматом без газа (флюсовой проволокой)
Практическая часть:
-
Подготовка аппарата к работе – СБОРКА | Как заправить проволоку в полуавтомат
-
-
Подготовительный этап и процесс сварки аппаратом
-
Направление и скорость движения для идеального сварочного шва
-
Заключение + ВИДЕО
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN.
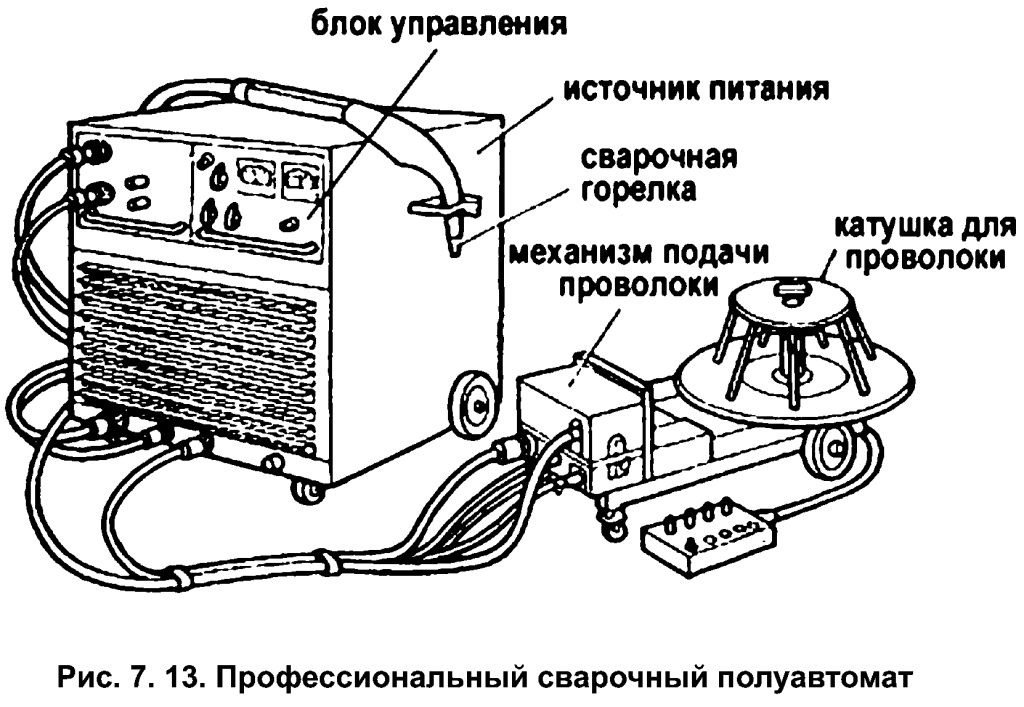
В независимости от вида устройства рабочая комплектация остается стандартной:
-
Сварочный аппарат
-
Горелка для сварки полуавтоматом
-
Баллон с газом и редуктором
-
Газовый шланг
-
Кабель с зажимом заземления
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
|
Материал |
Газ |
|
Конструкционная сталь |
СО2 |
|
Конструкционная сталь |
CO2 + Ar |
|
Нержавеющая сталь |
CO2 + Ar |
|
Легированные стали (низкоуглеродистые ) |
CO2 + Ar |
Алюминий и его сплавы |
Ar |
ПОЛЕЗНЫЙ СОВЕТ.
При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
|
Толщина металла, мм |
Диаметр проволоки |
|
1 – 3 |
0,8 |
|
4 – 5 |
1,0 |
|
6 – 8 |
1,2 |
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN. Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
5. Выставляем усилие прижатия.
6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин – для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
-
Выбираем на панели тип сварки – MIG SYN
-
Выбираем газ – смесь аргона и углекислоты
-
Выбираем диаметр сварочной проволоки – 0,8 мм
-
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги – корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
|
Толщина металла |
Сила тока |
Диаметр проволоки |
|
1,5 мм |
70 – 80 А |
0,8 |
|
2,0 мм |
90-110 А |
0,8 |
|
3 мм |
120 – 140 А |
1,0 |
|
4 мм |
140-160 А |
1,0 |
|
5мм |
160 – 200 А |
1,2 |
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены.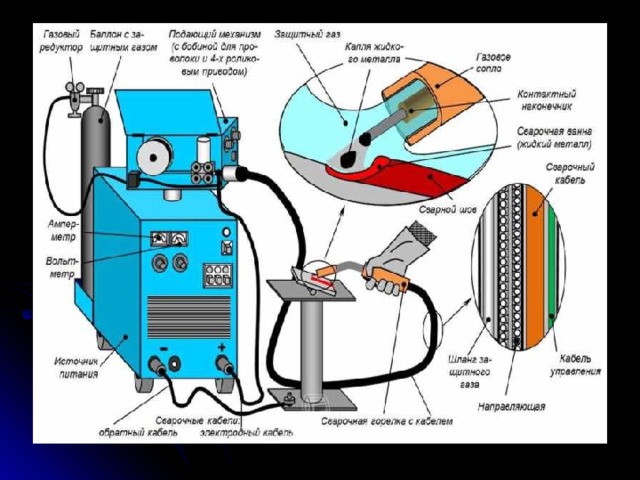 Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
-
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный.
 К тому же, при таком способе электрическая дуга не проживает металл.
К тому же, при таком способе электрическая дуга не проживает металл.
-
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
-
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Получите 10 самых читаемых статей + подарок!
*
Сварка полуавтоматом – от А до Я | СОВЕТЫ
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
-
Устройство аппарата полуавтоматической сварки
-
Выбираем газ для сварки полуавтоматом
-
Проволока для сварки полуавтоматом
-
Сварка полуавтоматом без газа (флюсовой проволокой)
Практическая часть:
-
Подготовка аппарата к работе – СБОРКА | Как заправить проволоку в полуавтомат
-
Настройка полуавтомата для сварки на живом примере
-
Подготовительный этап и процесс сварки аппаратом
-
Направление и скорость движения для идеального сварочного шва
-
Заключение + ВИДЕО
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN.
В независимости от вида устройства рабочая комплектация остается стандартной:
-
Сварочный аппарат
-
Горелка для сварки полуавтоматом
-
Баллон с газом и редуктором
-
Газовый шланг
-
Кабель с зажимом заземления
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
|
Материал |
Газ |
|
Конструкционная сталь |
СО2 |
|
Конструкционная сталь |
CO2 + Ar |
|
Нержавеющая сталь |
CO2 + Ar |
|
Легированные стали (низкоуглеродистые ) |
CO2 + Ar |
|
Алюминий и его сплавы |
Ar |
ПОЛЕЗНЫЙ СОВЕТ.
При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
|
Толщина металла, мм |
Диаметр проволоки |
|
1 – 3 |
0,8 |
|
4 – 5 |
1,0 |
|
6 – 8 |
1,2 |
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN. Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
5. Выставляем усилие прижатия.
6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин – для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
-
Выбираем на панели тип сварки – MIG SYN
-
Выбираем газ – смесь аргона и углекислоты
-
Выбираем диаметр сварочной проволоки – 0,8 мм
-
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги – корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке.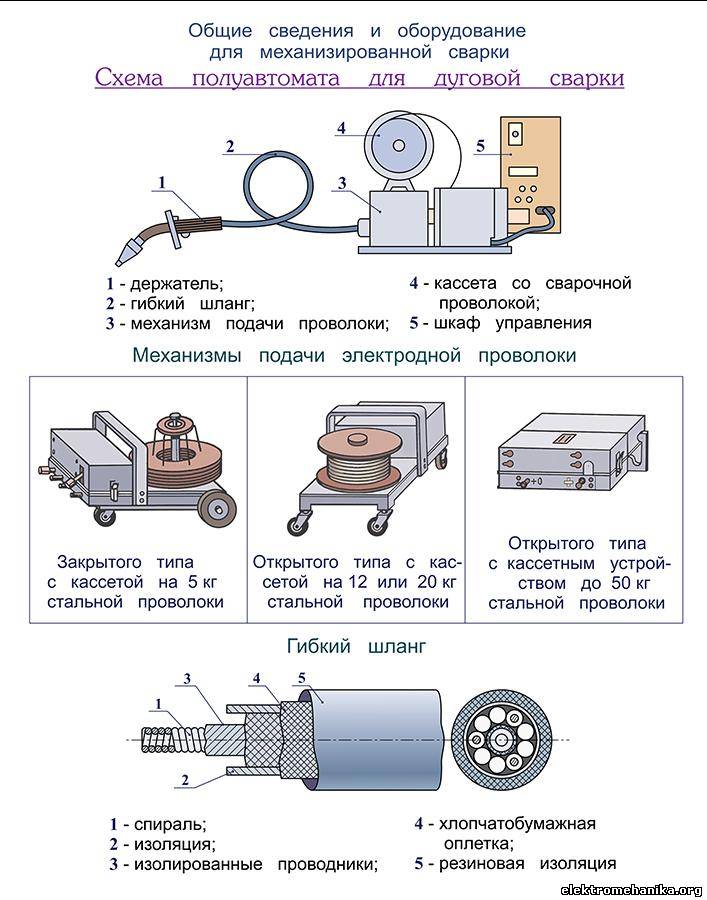 Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
|
Толщина металла |
Сила тока |
Диаметр проволоки |
|
1,5 мм |
70 – 80 А |
0,8 |
|
2,0 мм |
90-110 А |
0,8 |
|
3 мм |
120 – 140 А |
1,0 |
|
4 мм |
140-160 А |
1,0 |
|
5мм |
160 – 200 А |
1,2 |
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире.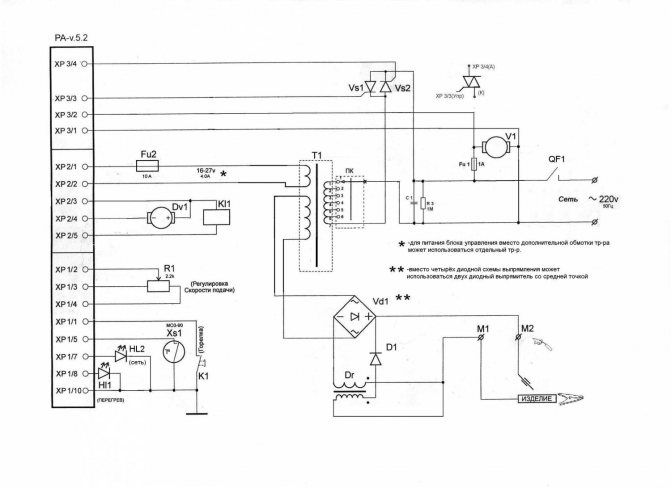 Такой способ хорош для сварки металла небольшой толщины.
Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
-
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный.
 К тому же, при таком способе электрическая дуга не проживает металл.
К тому же, при таком способе электрическая дуга не проживает металл.
-
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
-
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Получите 10 самых читаемых статей + подарок!
*
мойка%20машина%20электропроводка%20схема техпаспорт и указания по применению
| Каталог Технический паспорт | MFG и тип | ПДФ | Теги документов |
|---|---|---|---|
2010 – ECWU Резюме: нет абстрактного текста | Оригинал | УЛФ-500ВС АМ-173 ECWU | |
2010 – ЛК-841 Реферат: Моющее средство ULF 500vs ECWU2682V16 конструкции “ультразвуковой очиститель” | Оригинал | УЛФ-500ВС АМ-173 ЛК-841 УНЧ 500вс ECWU2682V16 моющее средство конструкция “ультразвукового очистителя” | |
2010 – ЭКП-U1C224MA5 Реферат: Flux ULF 500VS LC-841 | Оригинал | УЛФ-500ВС АМ-173 ЭКП-U1C224MA5 Флюс УЛЬФ 500ВС ЛК-841 | |
2010 – Схема ультразвуковой очистки Аннотация: схемотехника ультразвукового очистителя ULF 500 vs Panasonic PPS пленка LC-841 | Оригинал | УЛФ-500ВС АМ-173 Схема ультразвуковой очистки схема ультразвуковой очистки УНЧ 500вс Пленка Panasonic PPS ЛК-841 | |
2010 – ECWUC2J273JV Резюме: ECWUC2J223JV цоколь пленочный 250v 0. | Оригинал | УЛФ-500ВС АМ-173 ECWUC2J273JV ECWUC2J223JV пленочный колпачок 250в 0.47мкФ ECW-UC2J273J ECWU1123 | |
2010 – Конденсатор 0,33 п Аннотация: LC-841 | Оригинал | УЛФ-500ВС АМ-173 Конденсатор 0,33 п ЛК-841 | |
2012 – ЛК-841 Резюме: нет абстрактного текста | Оригинал | УЛФ-500ВС АМ-173 ЛК-841 | |
2010 – ЛК-841 Резюме: нет абстрактного текста | Оригинал | УЛФ-500ВС АМ-173 ЛК-841 | |
2010 – Конструкция “Ультразвуковой очиститель” Реферат: пленочный конденсатор с чипом pps пленочный конденсатор 0,047 50 В ECHU1C123X5 | Оригинал | УЛФ-500ВС АМ-173 конструкция “ультразвукового очистителя” пленочный конденсатор pps пленочный конденсатор 0,047 50в ECHU1C123X5 | |
2014 – стиральная машина Резюме: нет абстрактного текста | Оригинал | FT800 ФТ800, 309FT800 стиральная машина | |
электрическая схема стиральной машины Аннотация: датчик уровня воды для стиральной машины принципиальная схема системы блокировки дверцы стиральной машины электрическая схема стиральной машины универсальный двигатель y вода ДАТЧИК СТИРАЛЬНОЙ машины схема стиральной машины СТИРАЛЬНАЯ машина контроллер стиральная машина водяной насос стиральная машина S3P8469 | Оригинал | 40-С3-П8469-052000 дата10, дата11, дата12, S3P8469 схема стиральной машины датчик уровня воды для стиральной машины схема блокировки дверцы стиральной машины схема стиральной машины универсальный двигатель y ДАТЧИК ВОДЫ СТИРАЛЬНАЯ МАШИНА схема стиральной машины Контроллер СТИРАЛЬНОЙ МАШИНЫ водяной насос стиральной машины стиральная машина S3P8469 | |
2000 – Схема подключения стиральной машины Реферат: электрическая схема стиральной машины панасоник схема подключения стиральной машины Sharp Схема ультразвукового очистителя Flux ULF 500VS ecqut схемы стиральных машин panasonic ECQUV ecq-ut panasonic ECQB Z | Оригинал | ||
IC Ультразвуковой Реферат: Водорастворимый флюс | OCR-сканирование | ||
стиральная машина Реферат: датчики стиральной машины датчики в контуре воды стиральной машины ДАТЧИК СТИРАЛЬНОЙ МАШИНЫ датчик загрузки воды в стиральной машине ДАТЧИК СТИРАЛЬНОЙ СТИРКИ датчик температуры стиральной машины ТЕХНИЧЕСКИЕ ДАННЫЕ ДАТЧИК СТИРКИ магнитный геркон | Оригинал | МК20/1 стиральная машина датчики стиральной машины датчики в стиральной машине схема стиральной машины ДАТЧИК ВОДЫ СТИРАЛЬНАЯ МАШИНА датчик загрузки в стиральной машине ПРОМЫВКА ДАТЧИКА ВОДЫ датчик температуры стиральной машины ТЕХНИЧЕСКИЙ ЛИСТ ПРОМЫВКА ДАТЧИКА магнитный геркон | |
Схема ультразвукового очистителя 40 кГц Аннотация: электрическая схема стиральной машины Sharp | Оригинал | ||
2006 – электрическая схема стиральной машины Аннотация: электрическая схема стиральной машины схема управления двигателем стиральной машины микроконтроллер на основе управления скоростью двигателя переменного тока базовая электрическая схема двигателя переменного тока реверс вперед универсальный двигатель стиральной машины схема контроллера двигателя стиральной машины схема управления скоростью двигателя переменного тока с симистором схема управления переменной скоростью двигателя переменного тока центробежная принцип работы стиральной машины | Оригинал | АН3234 MC56F8013 схема стиральной машины электрическая схема стиральной машины схема управления двигателем стиральной машины управление скоростью двигателя переменного тока на основе микроконтроллера Основная электрическая схема двигателя переменного тока с обратным направлением вперед универсальный двигатель стиральной машины схема контроллера двигателя стиральной машины схема управления скоростью двигателя переменного тока с симистором схема управления двигателем переменного тока с регулируемой скоростью принцип работы центробежной стиральной машины | |
2002 – сельни ахв 2-42 Реферат: универсальный двигатель стиральной машины selni схема системы управления автоматической стиральной машиной selni nevers универсальный двигатель selni L9931 двигатель selni 3-фазные инверторы асинхронный двигатель переменного тока двигатель стиральной машины тахометр | Оригинал | АН1479 200 ал сельни ахв 2-42 сельни универсальный двигатель стиральной машины сельни невер схема системы управления автоматической стиральной машиной селни универсальный двигатель L9931 сельни мотор 3-х фазный инвертор асинхронный двигатель переменного тока тахометр двигателя стиральной машины | |
2010 – Двигатель постоянного тока стиральной машины Резюме: нет абстрактного текста | Оригинал | АМБ170018АВХ двигатель постоянного тока стиральной машины | |
Sn63Pb37A Реферат: Sn60Pb40A SMD КОНДЕНСАТОРЫ цветовой код Sn63-Pb37-A SMD Танталовый код цвет конденсатора Маркировка SMD код B0 SMD диод SMD конденсаторы КОДЫ smd код конденсатора цвет SMD-PPS конденсатор 1mf | Оригинал | 2002/95/ЕС Sn63Pb37A Sn60Pb40A SMD КОНДЕНСАТОРЫ цветовой код Sn63-Pb37-А Цвет конденсатора с танталовым кодом SMD Код маркировки SMD B0 Диод SMD SMD конденсаторы КОДЫ smd код конденсатор цвет СМД-ППС конденсатор 1мф | |
2002 – сельни ахв 2-42 Реферат: Стиральная машина Selni Nevers Универсальный двигатель тахометр Универсальный двигатель Selni для стиральной машины Схема системы управления автоматической стиральной машиной Selni Universal Motor Микроконтроллер стиральных машин Двигатель Selni полностью автоматическая электронная схема стиральной машины | Оригинал | АН1479 200-й сельни ахв 2-42 сельни невер стиральная машина универсальный двигатель тахограф сельни универсальный двигатель стиральной машины селни универсальный двигатель схема системы управления автоматической стиральной машиной Микроконтроллер стиральных машин сельни мотор электронная схема полностью автоматической стиральной машины | |
2sc5083 Реферат: сосна альфа ст-100с аракава химик 2SC4044S 2SC1740S 2SC1809С 2SC401 РОМ СВ 2SC2058S 2SC2926S 2SC4010 | OCR-сканирование | СТ-100С 28 кГц 2sc5083 сосна альфа ст-100с аракава химик 2SC4044S 2SC1740S 2SC1809S 2SC401 РОМ СВТ 2SC2058S 2SC2926S 2SC4010 | |
Клапан подачи воды Реферат: вода электромагнитный клапан стиральная машина электрическая цепь посудомоечная машина холодильник стиральная машина регулирующий клапан стиральная машина схема управления стиральной машиной клапан соленоид управления питанием | Оригинал | 24 В переменного тока, клапан подачи воды водяной электромагнитный клапан электрическая схема стиральной машины посудомоечная машина холодильник стиральная машина регулирующий вентиль схема стиральной машины управление стиральной машиной Электромагнитный клапан управления мощностью | |
электрическая схема стиральной машины Реферат: схема стиральной машины стиральная машина электрическая схема схема стиральной машины toshiba Список стабилитронов стиральная машина о стабилитроне Z диод КАТАЛОГ ДИОДОВ TOSHIBA Контроллер стиральной машины | Оригинал | JIS7032 схема стиральной машины схема стиральной машины электрическая схема стиральной машины схема стиральной машины тошиба Список стабилитронов стиральная машина про стабилитрон диод Z КАТАЛОГ ДИОДОВ TOSHIBA Контроллер СТИРАЛЬНОЙ МАШИНЫ | |
2010 – Недоступно Резюме: нет абстрактного текста | Оригинал | АМБ230026АВА | |
2002 – сосна альфа ст-100с аракава химик Реферат: JIS7032 750H ST-100S smd немаркирующий диод с двумя клеммами TOSHIBA DIODE GLASS MOLD | Оригинал | JIS7032 СТ-100С 2529 кГц, сосна альфа ст-100с аракава химик 750 ч СТ-100С smd немаркирующий диод двухконтактный TOSHIBA ДИОДНАЯ СТЕКЛЯННАЯ ФОРМА | |
 47uF ECW-UC2J273J ECWU1123
47uF ECW-UC2J273J ECWU1123 Предыдущий
1
2
3
. ..
23
24
25
Next
..
23
24
25
Next
Автоматический пускатель звезда-треугольник — схема питания, управления и подключения
Пускатель звезда-треугольник представляет собой электромеханическое устройство, используемое для запуска и регулирования скорости трехфазного асинхронного двигателя. Этот пускатель использует метод звезда-треугольник (Y-Δ) для запуска двигателя, который включает изменение соединения обмотки двигателя со звезды на конфигурацию треугольника, как только двигатель достигает определенной скорости.
Пускатель «звезда-треугольник» включает цепь управления, которая обычно состоит из таймера, контакторов и реле перегрузки. Когда двигатель запускается, он изначально подключается по схеме «звезда», чтобы уменьшить пусковой ток, который может в 6 раз превышать ток полной нагрузки двигателя. После того, как двигатель достигает определенной скорости, таймер переключает соединение обмотки на конфигурацию треугольника, чтобы обеспечить эффективную работу двигателя.
Этот стартер широко используется в отраслях, где требуются мощные двигатели, например, в нефтегазовой, горнодобывающей и обрабатывающей промышленности. Пускатель по схеме «звезда-треугольник» предлагает несколько преимуществ, в том числе снижение пускового тока, лучший контроль пускового тока и снижение нагрузки на обмотки двигателя во время пуска. Однако он также имеет некоторые недостатки, в том числе повышенную стоимость и сложность, более длительное время запуска и снижение крутящего момента при запуске.
В этом руководстве мы продемонстрируем метод автоматического пуска по схеме звезда-треугольник (Y-Δ) для трехфазных асинхронных двигателей переменного тока . Это будет включать в себя предоставление схемы, питания и управления, лестницы ПЛК и электрических схем. Мы также объясним, как работает пускатель звезда-треугольник, и обсудим его применение, а также его преимущества и недостатки.
Содержание
Работа автоматического пускателя звезда-треугольник с таймером Автоматический пускатель звезда-треугольник с таймером для трехфазного двигателя С левой стороны находится главный контактор с пневматическим таймером. Главный контактор всегда находится под напряжением.
Главный контактор всегда находится под напряжением.
Посередине находится контактор треугольника, оснащенный защитой от тепловой перегрузки для защиты двигателя в случае превышения номинала тока двигателя, установленного для тепловой перегрузки.
С правой стороны находится контактор «звезда», который является первым контактором, на который подается питание от главного контактора. Когда таймер достигает предела времени, контактор звезды обесточивается, и Включается контактор треугольника . Это позволяет двигателю работать с полной нагрузкой.
Соответствующие схемы управления двигателем и питания:
- Пускатель со звездой/треугольником без таймера – схемы питания, управления и подключения
- Цепь прямого/обратного хода для двигателей, использующих пусковой треугольник и таймер – схемы питания и управления
- Фазный ток течет от L1 к контакту защиты от тепловой перегрузки через MCB/MCCB или общий предохранитель, затем к кнопке OFF, к блокировочному контакту 2 кнопки включения, а затем к K3.
 Таким образом, цепь замыкается, и катушка контактора C3 и катушка таймера (T) одновременно включаются. В результате обмотка двигателя соединяется звездой, и при подаче питания на К3 его вспомогательные открытые звенья замыкаются, а замыкающие звенья размыкаются.
Таким образом, цепь замыкается, и катушка контактора C3 и катушка таймера (T) одновременно включаются. В результате обмотка двигателя соединяется звездой, и при подаче питания на К3 его вспомогательные открытые звенья замыкаются, а замыкающие звенья размыкаются. - Следовательно, контактор K1 также находится под напряжением, и трехфазное питание достигает двигателя. Поскольку обмотка соединена звездой, на каждую фазу будет поступать в √3 раза меньше линейного напряжения, что обеспечивает безопасный пуск двигателя. Замкнутый контакт К3 в линии треугольника размыкается, предотвращая активацию контактора 2 (К2).
- После отпускания кнопки на катушку таймера и катушку 3 подается питание через контакт таймера (Ia), удерживающий контакт 3 и замкнутый контакт 2 K2. Когда на контактор 1 (K1) подается питание, два разомкнутых контакта в линии K1 и K2 замыкаются.
- На определенное время (обычно 5-10 секунд) двигатель будет подключен звездой. После этого разомкнется контакт Таймера (Т) (что можно регулировать вращением ручки таймера, чтобы снова установить время), и в результате Контактор 3 (К3) выключится, а разомкнутое звено К3 (в линия K2) закроется, в результате чего K2 активируется.
 При выключенном К3 соединение обмотки звездой также разомкнется, а К2 замкнется, соединив обмотку двигателя в треугольник. Контакт 2 (находящийся на линии К3) также разомкнется, препятствуя включению катушки 3 (К3).
При выключенном К3 соединение обмотки звездой также разомкнется, а К2 замкнется, соединив обмотку двигателя в треугольник. Контакт 2 (находящийся на линии К3) также разомкнется, препятствуя включению катушки 3 (К3). - Теперь, когда двигатель подключен треугольником, каждая фаза получит полное линейное напряжение (400 В), и двигатель начнет работать на полной скорости.
Связанный пост:
- Зачем нам нужно устанавливать стартер с двигателем?
- Разница между соединениями «звезда» и «треугольник» – сравнение Y/Δ
Щелкните изображение, чтобы увеличить
Схема цепи питания пускателя звезда-треугольник Схема управления пускателем звезда-треугольник с таймеромЩелкните изображение, чтобы увеличить Δ) Пускатель с таймером для трехфазного асинхронного двигателя
Схема подключения Y-Δ Пускатель с использованием ПЛК Релейная схема пускателя Y-Δ с использованием ПЛК Мы опубликовали статью, посвященную программированию пускателя по схеме звезда/треугольник с помощью программируемого логического контроллера (ПЛК). Статья включает подробные пояснения и иллюстрации лестничной схемы, схемы питания и схемы управления для установки.
Статья включает подробные пояснения и иллюстрации лестничной схемы, схемы питания и схемы управления для установки.
Похожие сообщения:
- Пуск и остановка трехфазного двигателя из нескольких мест – схемы питания и управления
- ВКЛ/ВЫКЛ Цепь трехфазного двигателя – схема питания, схемы управления и электрические схемы
- Управление трехфазным двигателем более чем из двух мест – схемы питания и управления
Условные обозначения и их сокращения :
- L1, L2, L3 = коричневый, черный, синий (3-фазные линии)
- CB / MCB / MCCB = Общий автоматический выключатель
- Основной = Основной источник питания
- Y = Звезда
- Δ = Дельта
- Т = Таймер
- K1, K2, K3 = Контакторы
- O/L = Тепловое реле перегрузки
- НЕТ = нормально открытый
- НЗ = нормально закрытый
- K1/NO = Удерживающая катушка контактора (нормально разомкнутая)
Преимущества и недостатки пускателя звезда-треугольник
Преимущества:
- Простота конструкции и эксплуатации.

- Сравнительно дешевле, чем другие методы контроля напряжения.
- Характеристики крутящего момента и тока пускателя звезда-треугольник хорошие.
- Он потребляет в два раза больше пускового тока, чем FLA (ампер полной нагрузки) подключенного двигателя.
- Уменьшил пусковой ток примерно на треть (примерно) по сравнению с DOL (Direct On Line Starter).
Related Posts
- Схема автоматического последовательного управления двигателем – схемы питания и управления
- Цепь прямого/обратного хода для трехфазных двигателей — схемы питания и управления
- Трехфазный пускатель ротора с контактным кольцом – схемы управления и питания
Недостатки
- Пусковой крутящий момент также снижается на одну треть, поскольку пусковое устройство снижает пусковой ток до одной трети от номинального тока [поскольку напряжение сети также снижается до 57% (1/√3)].

- Требуется шесть проводов или клемм Двигатель (соединение треугольником).
- Для соединения треугольником напряжение питания должно соответствовать номинальному напряжению двигателя.
- Во время переключения (со звезды на треугольник), если двигатель не достигает по крайней мере 90 % своей номинальной скорости, пиковый ток может быть таким же высоким, как и в пускателе прямого включения (D.O.L), что может привести к вредным последствиям. на контактах контакторов, так что это будет не надежно.
- Мы не можем использовать пускатель звезда-треугольник, если требуемый крутящий момент (применения или нагрузки) превышает 50% номинального крутящего момента трехфазных асинхронных двигателей.
Похожие сообщения:
- Многоскоростной (2 скорости, 2 направления) 3-фазный двигатель Схемы питания и управления
- Многоскоростной (2 скорости, 1 направление) 3-фазный двигатель Схемы питания и управления
- Многоскоростной (3 скорости, 1 направление) 3-фазный двигатель – схемы питания и управления
- Пусковой ток составляет 33% от тока полной нагрузки для пускателя звезда-треугольник.

- Пиковый пусковой момент составляет 33 % от момента полной нагрузки.
- Пиковый пусковой ток составляет от 1,3 до 2,6 тока полной нагрузки. Пускатель звезда-треугольник
- может использоваться только для трехфазных асинхронных двигателей малой и большой мощности.
- Уменьшен пусковой ток и крутящий момент.
- Для клеммной коробки двигателя необходимы 6 соединительных кабелей.
- В пускателе звезда-треугольник, Пиковый ток и механическая нагрузка при переключении со звезды-треугольника.
Как мы знаем, основная цель пускателя по схеме «звезда-треугольник» состоит в том, чтобы запустить трехфазный асинхронный двигатель в режиме «звезда» во время работы в режиме «треугольник».
Имейте в виду, что пускатель звезда-треугольник может использоваться только для асинхронных двигателей низкого и среднего напряжения и с малым пусковым моментом. В случае прямого пуска от сети (D.