Схема самодельного сварочного полуавтомата: Самодельный сварочный полуавтомат | Полезное своими руками
alexxlab | 26.06.1995 | 0 | Разное
Сварочный полуавтомат сделать самому своими руками: детали и схема сборки
Сварочный полуавтомат в руках человека, который умеет пользоваться техникой, является многофункциональным и полезным устройством. Благодаря ему рачительный хозяин загородного участка всегда может изготавливать различные металлические конструкции, а также заниматься мелким ремонтом автомобилей, не прибегая к посторонней помощи.
Конечно, можно приобрести агрегат для сварки в торговой сети, благо в настоящее время промышленность предлагает огромное количество моделей, но это может серьезно ударить по семейному бюджету. Поэтому народные умельцы, отыскав необходимые детали и схему сборки, сварочный полуавтомат стараются сделать своими руками.
В принципе, сама схема такого устройства особой сложностью не отличается. Обладая небольшими знаниями по электротехнике и умением проводить слесарные работы, можно смело приступать к изготовлению сварочного полуавтомата самостоятельно.
Особенности сварки
Традиционный сварочный аппарат представляет собой трансформатор, который имеет вторичную обмотку высокой мощности. Сварка черных металлов и стали с помощью такого приспособления особой сложности не представляет, но вот медь, алюминий и другие цветные металлы им варить не получится.
Сварка черных металлов и стали с помощью такого приспособления особой сложности не представляет, но вот медь, алюминий и другие цветные металлы им варить не получится.
А объясняется это очень просто: детали из цветных металлов и сплавов на открытом воздухе очень быстро окисляются, поэтому соединения их не происходит. Для защиты шва приходится в зону сварки подавать элементы, способные ограничить доступ кислорода.
Наиболее качественно такую работу можно произвести самодельными сварочными полуавтоматами, которые по типу защиты делятся на такие виды:
- Сварка происходит под защитой флюсом.
- Соединение образуется в атмосфере инертного газа.
- Процесс стыковки происходит с использованием электродной порошковой проволоки.
Главным условием прочного и качественного соединения является стабильное горение дуги, которое достигается применением постоянного тока.
Устройство самодельного аппарата
Принцип действия полуавтомата для сварки основан на преобразовании электрического тока переменной частоты в постоянный ток. Причем необходимо подать еще к месту соединения сварочную проволоку и защитный инертный газ.
Причем необходимо подать еще к месту соединения сварочную проволоку и защитный инертный газ.
Эти операции осуществляются следующими основными узлами, изготовленного своими руками сварочного полуавтомата:
- Инверторного устройства.
- Блока подачи сварочной проволоки.
- Комплекта аппаратуры защитного газа.
Несмотря на кажущуюся сложность принципиальной схемы сварочного полуавтомата, изготовить его не сложно человеку, который знаком с принципами электротехники.
Изготовление самодельного приспособления
Начинать работу по устройству сварочного полуавтомата своими руками рекомендуется с планирования расположения основных узлов агрегата. В первую очередь необходимо тщательно продумать, из чего сделать внешний корпус агрегата. Он должен быть вместительным, легко открываться и закрываться для очистки, а также, что немаловажно, иметь небольшой вес.
Наиболее оптимальным вариантом считается применение для этих целей корпуса от старого системного блока персонального компьютера.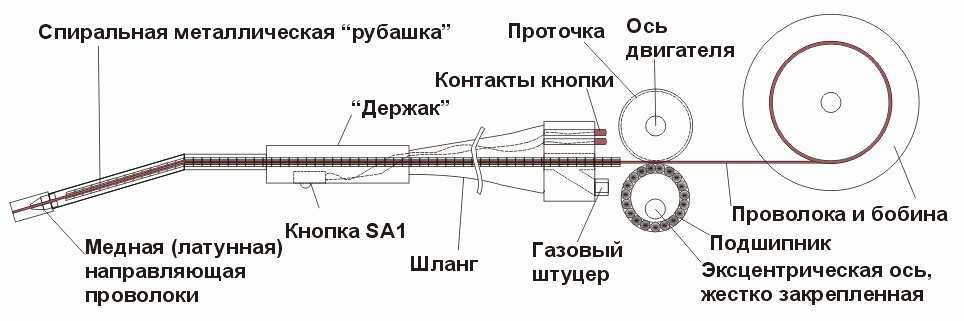 Наличие уже готовых вырезов для охлаждения является огромным плюсом его использования.
Наличие уже готовых вырезов для охлаждения является огромным плюсом его использования.
Также в таком самодельном сварочном полуавтомате из компьютера уже существует встроенный блок питания с напряжением 12 В, которое необходимо для питания системы подачи проволоки. Если все же не удалось найти системный блок, то для внешнего корпуса вполне подойдет металлический короб соответствующего размера.
Проволоку для сварки лучше применять в стандартных бобинах весом 5 кг, так как их внутренний диаметр хорошо согласуется с полиэтиленовой трубой, используемой для оси вращения.
Проанализировав и скомпоновав элементы для изготовления сварочного полуавтомата своими руками, приступаем к переделке необходимых узлов.
Основные узлы, необходимые для аппарата
Конечно, перед тем как сделать сварочный полуавтомат, нужно заранее подготовить необходимые составляющие части этого устройства. Для этих целей нужно подготовить:
- Устройство, которое будет формировать рабочий ток 150 А – инвертор.
 Для самодельной схемы сварочного полуавтомата мастера часто используют трансформатор от бытовой микроволновой печи.
Для самодельной схемы сварочного полуавтомата мастера часто используют трансформатор от бытовой микроволновой печи. - Электротехнический узел, который необходим для управления агрегатом.
- Горелки специального назначения.
- Рукав для сварочного полуавтомата необходимый для подачи защитного газа к месту сварки.
- Узел для подачи сварочной проволоки.
- Бобину с проволокой.
 Для самодельной схемы сварочного полуавтомата мастера часто используют трансформатор от бытовой микроволновой печи.
Для самодельной схемы сварочного полуавтомата мастера часто используют трансформатор от бытовой микроволновой печи.Учитывая, что все оборудование имеет большой вес, многие сварщики рекомендуют смастерить своими руками тележку для сварочного полуавтомата.
Изготовление трансформатора
Для сварочного полуавтомата по многим техническим параметрам подходит трансформатор от микроволновой печи. Это изделие представляет собой две катушки с медным проводом. Первичная обмотка трансформатора остается неизменной.
Все операции по переоборудованию сварочного трансформатора для полуавтомата будут производиться на вторичной обмотке. Для уменьшения рабочего напряжения и увеличения выходной силы тока необходимо перемотать вторичную обмотку.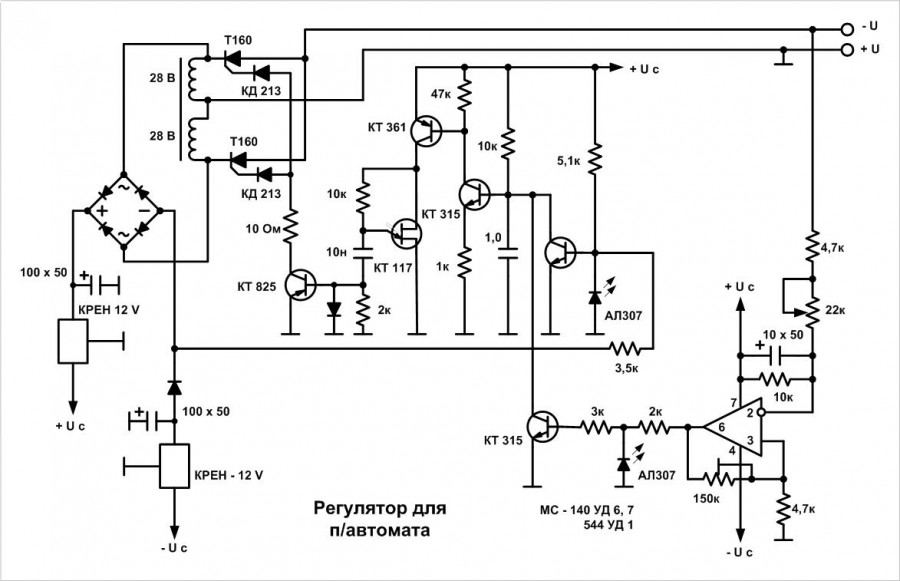 При этом нужно правильно рассчитать диаметр медного провода для катушки, ведь как повышенное, так и пониженное напряжение на выходе значительно сказываются на качестве сварного шва.
При этом нужно правильно рассчитать диаметр медного провода для катушки, ведь как повышенное, так и пониженное напряжение на выходе значительно сказываются на качестве сварного шва.
Работы по перемотке необходимо выполнять с особой осторожностью, чтобы не повредить изоляцию проводников.
Для получения стабильного напряжения на выходе электрическая схема питающего блока также включает в себя выпрямительный мост, конденсатор и дроссель. Применение конденсатора необходимо для сглаживания пульсации напряжения на выходе выпрямителя. Дроссель служит для стабильного поддержания заданного уровня рабочего напряжения.
Газовая горелка
Применение этого устройства обусловлено необходимостью подачи защитного газа к месту образования сварного шва. Чаще всего это приспособление приобретается в торговой сети, так как самостоятельно изготовить его очень сложно, тем более что для сделанного сварочного полуавтомата своими руками применение дорогостоящих моделей не обязательно.
Слишком жесткий шланг значительно затрудняет работу с оборудованием, в то время как мягкий способен к перегибам Поэтому особое внимание следует уделить качеству рукава для сварочного полуавтомата.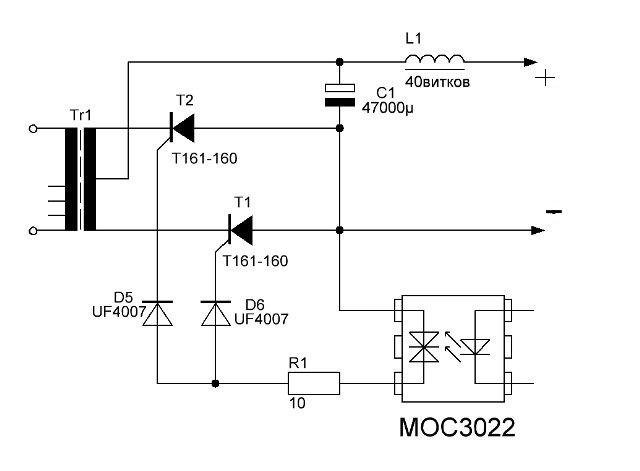 Исключить изломы шланга возле мест соединения можно вставкой дополнительных пружин.
Исключить изломы шланга возле мест соединения можно вставкой дополнительных пружин.
Механизм подачи проволоки
Основным условием создания качественного сварного шва является равномерная и непрерывная подача проволоки к месту сварки. Для этих целей самодельный сварочный полуавтомат оборудуется системой подачи проволоки.
Для изготовления подающего узла понадобятся:
- Два подшипника, один из которых делается прижимным (регулируемым).
- Прижимная пружина.
- Направляющий ролик.
- Электродвигатель для вращения вала.
- Система крепления механизма.
Питание электродвигателя осуществляется от встроенного источника питания, который расположен в системном блоке. Если корпус собран из отдельного устройства, необходимо собрать автономную схему питания.
Этапы сборки механизма:
- На специальной металлической пластине сверлим отверстия для установки подшипников, а также вала электродвигателя.
- Прикрепляется электрический мотор на обратной стороне пластины.
- На ведущий вал устанавливается направляющий ролик.
- Закрепляются подшипники в верхней и нижней частях.

Устройство системы охлаждения
При эксплуатации сварочного полуавтомата происходит нагрев вторичной обмотки трансформатора. Поэтому возникает необходимость охлаждения агрегата. Для этих целей нужно установить на боковые стороны корпуса вентиляторы. Они устанавливаются напротив трансформатора, при этом должны быть настроены на вытяжку нагретого воздуха.
Для улучшения циркуляции воздуха необходимо просверлить в кожухе 20–50 отверстий диаметром около 5 мм.
Помните, что качественное и эффективное охлаждение электрической части сварочного оборудования положительно влияет на его производительность.
Дополнительное оборудование
Баллон для защитного газа принято приобретать стандартного типа, ведь при работе с газовыми смесями зачастую на первое место выходят показатели мер безопасности оборудования.
Использование углекислоты для защиты места сварки позволяет применять в качестве баллонов емкости огнетушителей. При этом все же придется установить специальный переходник для подключения редуктора.
При этом все же придется установить специальный переходник для подключения редуктора.
Для повышения мобильности работы сварочные полуавтоматы для дачи и загородных участков оборудуются специальными тележками. Можно приобрести готовые заводские изделия, но опытные мастера предпочитают делать тележки самостоятельно.
Конструкцию этого приспособления каждый специалист может разработать своими руками. Материалы также могут быть различного типа (швеллер, труба круглая или профильная).
Некоторые особенности эксплуатации
Сварочное полуавтоматическое оборудование, изготовленное своими руками, требует определенного отношения к его эффективной эксплуатации. Помните, что самодельный аппарат не подходит для профессиональной деятельности.
Обязательно необходимо производить минимум один раз в 3–6 месяцев полную очистку оборудования от грязи и пыли. При повышенной эксплуатации эту операцию можно осуществлять чаще. Опытные сварщики рекомендуют очищать оборудование после каждого его применения.
Конечно, современная промышленность выпускает широкий ряд моделей сварочных полуавтоматов, но каждый рачительный хозяин предпочитает изготовить это приспособление самостоятельно. Это не только экономия средств, но и возможность сделать агрегат, отвечающий требованиям мастера.
Самодельный полуавтомат из сварочного инвертора
Очередной раз приходит на ремонт полуавтомат Kaiser и опять та же проблема только теперь выгорело 8 транзисторов. Надоело вкладываться в этот инвертор и было решено заменить «потроха» на новые. Корпус и протяжной механизм останутся родные, а вот сам инвертор заменю на внутренности Kaiser NBC-250. Можно сказать что это самодельный полуавтомат из сварочного инвертора
Вот они родные внутренности Kaiser MIG-295, которые я вот вот сниму
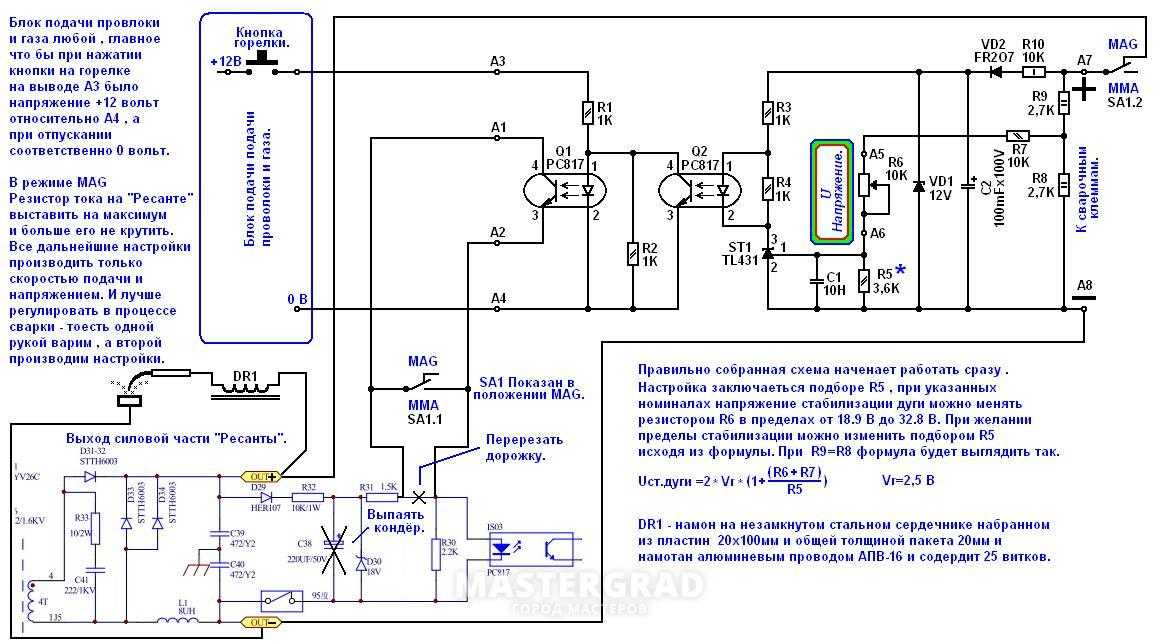
В интернете была найдена схема самодельного полуавтомата, где в обратной связи по напряжению используется TL431.
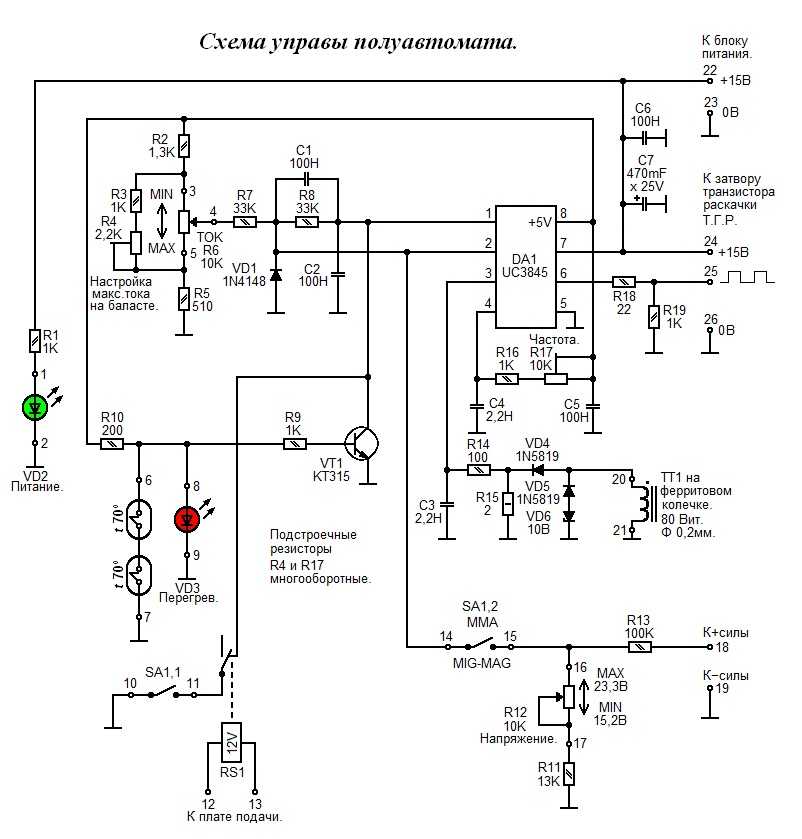
Немного подумал и родилась такая схема
Схема регулировки напряжения для самодельного полуавтомата
.
Часть схемы в зеленой рамке это схема стабилизации напряжения. Особо тут не о чем рассказать. Делитель, что бы не сжечь TL431 в режиме дуговой сварки. И как на всех инверторах оптопара и сама TL431.
В красной рамке условно показан модуль для регулировки скорости протяжки проволоки. Модуль использовал готовый, это ШИМ регулятор оборотов двигателя, вот ссылка с подробностями.
Переключение режимов полуавтомат и ручная дуговая сварка переключателем на две позиции, с тремя парами контактов.
Включение протяжки и управление инвертором через реле. Управление инвертором через термореле, контакты замкнуты- инвертор не работает (должен гореть индикатор перегрева), контакты разомкнуты- инвертор работает.
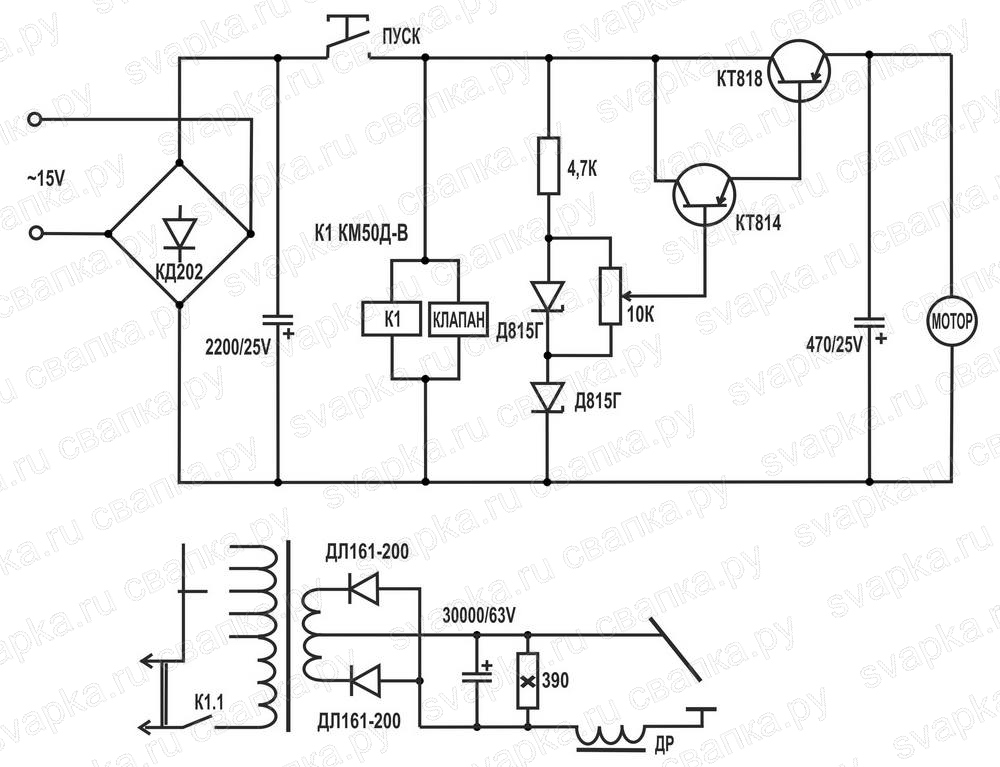
Питание схемы от трансформатора с напряжением вторички 15В. Диодный мост на 5А и конденсатор на 10000мкФ, который забыл указать на схеме.
Дроссель L1 намотал на железе от трансформатора 250Вт, примерная индуктивность 40 мкГн.
R7 установлен на абсолютно всех полуавтоматах с инвертором, видимо для подмагничивания дросселя. Поэтому тоже его поставил.
Поэтому тоже его поставил.
Конденсатор C1 470пФ, но для разных частот номинал свой.
Для схемы была изготовлена плата небольшого размера. Вышло очень компактно
Печатная плата для полуавтомата из сварочного инвертора
Скачать печатную плату для полуавтомата из сварочного инвертора
При первом включении напряжение на выходе полуавтомата регулируется от 14В до 22В
Ток на самодельной нагрузке для сварочных аппаратов показал около 140А в режиме дуговой сварки.
Все упаковывалось временно для тестов, так что тут без комментариев. Это потом переделаю, если все будет четко работать. 08.01.2022 ничего не менялось, но все работает до сих пор исправно пашет.
Осталось поварить самодельным полуавтоматом из инвертора. Пока без кислоты
На этом все. Если вам нравятся мои статьи, подписывайтесь на обновления в социальных сетях- кнопки сверху, а также добавьте эту статью в закладки- кнопки снизу справа
С ув. Эдуард
Эта статья восстановлена из архива 2020 года, надеюсь оказалась полезной.
Поддержать мои проекты вы можете через форму ниже. Каждая копеечка пойдет на все новые и увлекательные проекты
Самодельная полуавтоматическая установка TIG.
- Форум
- Сварочные веб-дисциплины
- Сварка MIG, TIG, электродуговая и кислородно-топливная сварка
- Самодельная полуавтоматическая установка TIG.
28.08.2016 #1
Самодельная полуавтоматическая установка Tig.
Не знаю, как это началось, но мы просто болтали глупости в местном хакерском пространстве. Мы нашли старый портал от большого чертежного плоттера или что-то в этом роде, привязали к нему горелку Tig. После пары прогонов, набирая скорость со старым блоком питания, мы получили неплохие результаты. Смотрите видео. Как вы можете видеть на видео, очевидно, что он все еще нуждается в дозвоне, тем не менее мы задались вопросом, что еще мы могли бы сделать.
Это позволит нам контролировать скорость, уровень наполнения и управление псевдо-педалями.
Пожалуйста, вернитесь к этому для получения дополнительных обновлений.
Скоро будут фото. Ответить с цитатой
28.08.2016 #2
Re: Самодельный полуавтоматический Tig.
Первый на WeldingWeb, у которого есть прокручивающийся знак!
Ответить с цитатой
28.
08.2016
#3Re: Самодельный полуавтоматический Tig.
Спасибо. Сегодня вечером поработаю еще над этим. Мы собираемся отказаться от рамы принтера и использовать алюминий с Т-образными пазами для новой рамы с регулируемым креплением горелки TIG. Как упоминалось выше, мы используем механизм подачи проволоки MIG в качестве двойного держателя стержня TIG/держателя проволоки MIG. Вечером должно быть новое видео с фотками.
Ответить с цитатой
28.
08.2016
#4Re: Самодельный полуавтоматический Tig.
вот фото результатов. это все еще подается с наполнителем вручную… следующее обновление будет с автоматической подачей….
Прикрепленные изображенияОтветить с цитатой
08-29-2016 #5
Re: Самодельный полуавтоматический Tig.
Интересный проект!
На прошлой работе я участвовал в сборке аппарата для автоматической сварки TIG.
Деталь вращалась под резаком ходовым винтом/серводвигателем.
Наполнитель подавался с помощью механизма подачи проволоки. Серводвигатель, механизм подачи проволоки, усилители
и газовый клапан управлялись с ПК. Машина сделала
красивых сварных шва, но по-прежнему требовался опытный оператор
(сварщик TIG).
Удачи и держите нас в курсе!Miller a/c-d/c Thunderbolt XL
Миллерматик 180
Пурокс О/А
Смит Литтлторч O/A
Хобарт Чемпион ЭлитаОтветить с цитатой
29.08.2016 #6
Re: Самодельный полуавтоматический Tig.
Вот видео моего приятеля, описывающего нашу импровизированную машину.
Видео показывает хороший крупный план результатов, но я загружу картинку завтра или когда получу рабочий стол.
Еще не все, и, пожалуйста, оставьте комментарий, если у вас есть какие-либо идеи..
Спасибо .Ответить с цитатой
29.08.2016 #7
Re: Самодельный полуавтоматический Tig.
Очень круто. Мне нравится видеть творческие способы использования оборудования и других ресурсов.
2016 AHP AlphaTIG 200X
Dave’s Astro Shop
Dave’s Telescopes PageОтветить с цитатой
08-29-2016 #8
Re: Самодельный полуавтоматический Tig.
Прошу прощения за мой шум..
..Но вы не на пути создания автоматизированной установки MIG (GMAW)? Что-то вроде роботов-сварщиков, которые продаются уже много лет.
Продолжайте экспериментировать! Веселиться. Взломайте сколько душе угодно. Но имейте в виду, что вы можете заново изобретать велосипед.
Остерегайтесь цифр: цифры не лгут. но лжецы могут понять.
Сварщики:
2008 Линкольн 140 GMAW&FCAW
2012 HF 165 “игрушка” GTAW&SMAW
2018 O/A (полный комплект)Ответить с цитатой
29.08.2016 #9
Re: Самодельный полуавтоматический Tig.
Круто, я помню, как пару месяцев назад впервые попробовал аргонодуговую сварку, думая, как было бы неплохо иметь моторизованный ручной механизм подачи прутков.
Lincoln, ESAB, Thermal Dynamics, Victor, Miller, Dewalt, Makita, Kalamzoo. Ручной инструмент, электроинструмент, сварочный и режущий инструмент.
Ответить с цитатой
29.08.2016 #10
Re: Самодельный полуавтоматический Tig.
Первоначально написал N2 Welding
Круто, я помню, как пару месяцев назад впервые попробовал аргонодуговую сварку, думая, как было бы неплохо иметь моторизованный ручной механизм подачи прутков.
вы имеете ввиду вот так: https://www.arc-zone.com/index.php?m…1354_2182_1356 ?Остерегайтесь цифр: цифры не лгут. но лжецы могут понять.
Сварщики:
2008 Линкольн 140 GMAW&FCAW
2012 HF 165 “игрушка” GTAW&SMAW
2018 O/A (полный комплект)Ответить с цитатой
29.08.2016 #11
Re: Самодельный полуавтоматический Tig.
Не совсем то, что я имел в виду, но тем не менее это круто и, вероятно, намного дороже, чем то, что я имел в виду. Представьте себе, что приводные ролики MIG или шпульного пистолета находятся в вашей руке, как шпульный пистолет, но вместо того, чтобы подавать проволоку из колеса проволоки, он будет подавать проволоку для тиг-прутка. Хотя теперь, когда я думаю об этом, он был бы довольно тяжелым и довольно громоздким в использовании, если бы устройство не было сделано из очень легких материалов, включая приводной двигатель, что в тот момент сделало бы его непомерно дорогим.
Мозговой штурм. Если бы моторизованную часть устройства можно было привязать к предплечью над запястьем, а трубку для кормления можно было бы держать как карандаш, то оно могло бы быть не таким тяжелым и громоздким в руке.
На самом деле его можно надеть как перчатку и бандаж для запястья со встроенной в него металлической опорой, которая помогает выдерживать вес и предохраняет запястье и руку от усталости.
Наконец, его можно настроить с помощью выключателя, как у механического карандаша, а также с опцией скорости подачи 2T и 4T с синхронизацией.
Извините, я не пытаюсь отвлечь вас от вашей идеи. Просто у меня была мысль, которой я думал поделиться.
Последний раз редактировалось N2 Welding; 29.08.2016 в 11:53.
Lincoln, ESAB, Thermal Dynamics, Victor, Miller, Dewalt, Makita, Kalamzoo. Ручной инструмент, электроинструмент, сварочный и режущий инструмент.
Ответить с цитатой
08-29-2016 #12
Re: Самодельный полуавтоматический Tig.
N2, есть механическое устройство, похожее на карандаш, которое будет индексировать стержень в вашей руке нажатием кнопки.
Но если вы не можете повернуть стержень, удерживая горелку, поддерживать постоянный зазор при перемещении резака, а затем погружать стержень почти непрерывными движениями, удерживая сварочную ванну в движении… Тогда вас вряд ли можно назвать сварщиком TIG.
Я снова влюбился в сварку, когда открыл для себя TIG и стал неотъемлемой частью процесса!
Да, я GTAW Snob. И горжусь этим!
Остерегайтесь цифр: цифры не лгут. но лжецы могут понять.
Сварщики:
2008 Линкольн 140 GMAW&FCAW
2012 HF 165 “игрушка” GTAW&SMAW
2018 O/A (полный комплект)Ответить с цитатой
08-29-2016 №13
Re: Самодельный полуавтоматический Tig.
SqWave 200
Миллерматик 190
Airco 200 AC
Hypertherm PM45
Ленточная пила Boice-Crane
Виктор О/АОтветить с цитатой
08-29-2016 №14
Re: Самодельный полуавтоматический Tig.
Ну сварщиком я пока не очень. Я учусь. Я думаю, что самым большим препятствием для меня с Тигом будет стать обеими руками и быть в состоянии равномерно подавать удочку и держать горелку обеими руками. Я правша, поэтому держать горелку в правой руке для меня легко, но кормить tig проволокой левой – это то, в чем я плохо разбираюсь. А теперь представьте, сколько раз я окунаю вольфрам, пытаясь поджечь левой рукой… :/
Lincoln, ESAB, Thermal Dynamics, Victor, Miller, Dewalt, Makita, Kalamzoo. Ручной инструмент, электроинструмент, сварочный и режущий инструмент.
Ответить с цитатой
29.08.2016 №15
Re: Самодельный полуавтоматический Tig.
Первоначально Послано N2 Welding
Ну, я еще не сварщик. Я учусь. Я думаю, что самым большим препятствием для меня с Тигом будет стать обеими руками и быть в состоянии равномерно подавать удочку и держать горелку обеими руками. Я правша, поэтому держать горелку в правой руке для меня легко, но кормить tig проволокой левой – это то, в чем я плохо разбираюсь. А теперь представьте, сколько раз я окунаю вольфрам, пытаясь поджечь левой рукой… :/
Попрактикуйтесь в соединениях внахлестку без наполнителя или попробуйте укладку проволоки, чтобы почувствовать работу горелки TIG. ТОГДА добавь замешательство от координации своей небрежной руки.Вы когда-нибудь завинчивали гайку и болт трещоткой и гаечным ключом? Если да; ты уже на полпути!
Остерегайтесь цифр: цифры не лгут. но лжецы могут понять.
Сварщики:
2008 Линкольн 140 GMAW&FCAW
2012 HF 165 “игрушка” GTAW&SMAW
2018 O/A (полный комплект)Ответить с цитатой
29.
08.2016
№16Re: Самодельный полуавтоматический Tig.
Спасибо, Майк, надо будет попробовать.
Да, и да, я затягивал и ослаблял множество комбинаций болтов и гаек, используя обе руки либо с помощью двух комбинированных ключей, либо с помощью комбинации гаечного ключа и храповика
Последний раз редактировалось N2 Welding; 29.08.2016 в 13:07.
Lincoln, ESAB, Thermal Dynamics, Victor, Miller, Dewalt, Makita, Kalamzoo. Ручной инструмент, электроинструмент, сварочный и режущий инструмент.
Ответить с цитатой
 08.2016
#3
08.2016
#3 08.2016
#4
08.2016
#4

 ..
..




 08.2016
№16
08.2016
№16« Предыдущая тема | Следующая тема »
Разрешения на публикацию
Как пользоваться сварочным аппаратом MIG
Фото: istockphoto.com
Сварка MIG чрезвычайно популярна как среди новичков, так и среди профессионалов. Несомненно, это самый простой способ изучения четырех основных типов сварки, и с его помощью можно получать чистые и прочные сварные швы из самых разных металлов. MIG, что означает «металлический инертный газ» и также известна как дуговая сварка металлическим газом (GMAW), часто путают со сваркой TIG, хотя на самом деле они совершенно разные.
Эта статья поможет новичкам сделать первые шаги в сварке MIG, исследуя различные типы сварочных аппаратов MIG, рассматривая вопросы безопасности при сварке и объясняя, как использовать сварочный аппарат MIG для любого количества различных проектов DIY.
Фото: amazon.com
Хотя существует несколько различных типов аппаратов для сварки MIG, все они имеют одни и те же четыре или пять ключевых компонентов.
- Блок питания : Это основной блок, в котором находятся все элементы управления сварочным аппаратом MIG. Он преобразует входную мощность (обычно от бытовой розетки или генератора) в напряжение, необходимое для сварки металла разной толщины, и задает скорость подачи сварочной проволоки.
- Сварочный пистолет (горелка ): Это портативное устройство, создающее электрическую дугу для запуска процесса сварки. Он подает как газ для защиты сварного шва, так и проволоку, которая плавит металл, а также создает сварной шов.
- Зажим заземления : Для создания сварочной дуги требуется электрическая цепь. Частью этой цепи является земля или заземление. Заземляющий зажим крепится либо к свариваемому металлу, либо к подходящему металлическому верстаку.
- Сварочная проволока (без изображения) : В процессе сварки MIG ток подается по расходуемой металлической проволоке, которая технически является электродом. Это создает сварочную дугу, которая плавит металл, а также действует как наполнитель между двумя соединяемыми частями.
- Подача газа (без изображения) : При сварке MIG используется газ для создания защитного экрана вокруг сварного шва. Это предотвращает попадание примесей, которые в противном случае могли бы вызвать слабость. Сварочный газ MIG обычно подается из баллона, размер которого может варьироваться от 20 до 300 кубических футов (куб. футов). Для безгазовой сварки MIG не нужна бутылка, хотя, как мы увидим чуть позже в этой статье, термин «безгазовая» немного вводит в заблуждение.

Несмотря на то, что производительность одного и другого аппаратов для сварки проволокой MIG может значительно различаться, основное различие заключается в том, работает ли аппарат на газе, без газа или в том и другом.
Реклама
1. ГазФото: amazon.com
Газовая сварка MIG требует отдельной подачи баллонного газа для создания защитного экрана. Он проходит через сварочный пистолет через соединительный шланг. Скорость потока регулируется регулятором на верхней части флакона.
Хотя газовый баллон может быть немного неудобным, газовая сварка MIG более универсальна, чем безгазовая. Его можно использовать для сварки мягкой стали, нержавеющей стали и алюминия. Однако газовую MIG нельзя использовать на открытом воздухе, так как защитный газ будет выдуваться.
Наша рекомендация: YesWelder 250A Aluminium MIG Welder на Amazon за 499,99 долларов США
Этот аппарат YesWelder 3-в-1 совместим практически с любой задачей сварки своими руками и обеспечивает производительность и универсальность при конкурентоспособная цена.
Фото: amazon.com
Безгазовая сварка MIG, также называемая дуговой сваркой с флюсом (FCAW) или просто сварка с флюсом, использует самозащитную проволоку. Другими словами, подаваемый в сварной шов электрод соединяется с плавящимся в дуге флюсом и образует собственную газовую защиту. Он не совсем безгазовый, но ему не нужен отдельный источник питания. В результате его легче настроить, чем газовую сварку MIG, поэтому его часто рекомендуют новичкам.
Другими словами, подаваемый в сварной шов электрод соединяется с плавящимся в дуге флюсом и образует собственную газовую защиту. Он не совсем безгазовый, но ему не нужен отдельный источник питания. В результате его легче настроить, чем газовую сварку MIG, поэтому его часто рекомендуют новичкам.
Возможность создания собственного экрана означает, что безгазовую сварку MIG можно использовать на открытом воздухе. Однако, хотя можно найти проволоку с флюсовым сердечником для нержавеющей стали и алюминия, этот процесс, как правило, приводит к неаккуратным, некачественным сварным швам и не рекомендуется. В результате безгазовая сварка MIG обычно используется только для сварки низкоуглеродистой стали.
Наша рекомендация: Сварочный аппарат с флюсовой сердцевиной Forney Easy Weld 140 FC-i в The Home Depot за 248,70 долл. -использование и надежное введение в безгазовую сварку MIG.
3. Газовая и безгазовая сваркаФото: amazon.com
Комбинации газовой и безгазовой сварки MIG призваны предложить лучшее из обоих миров, и большинство из них делают это очень успешно.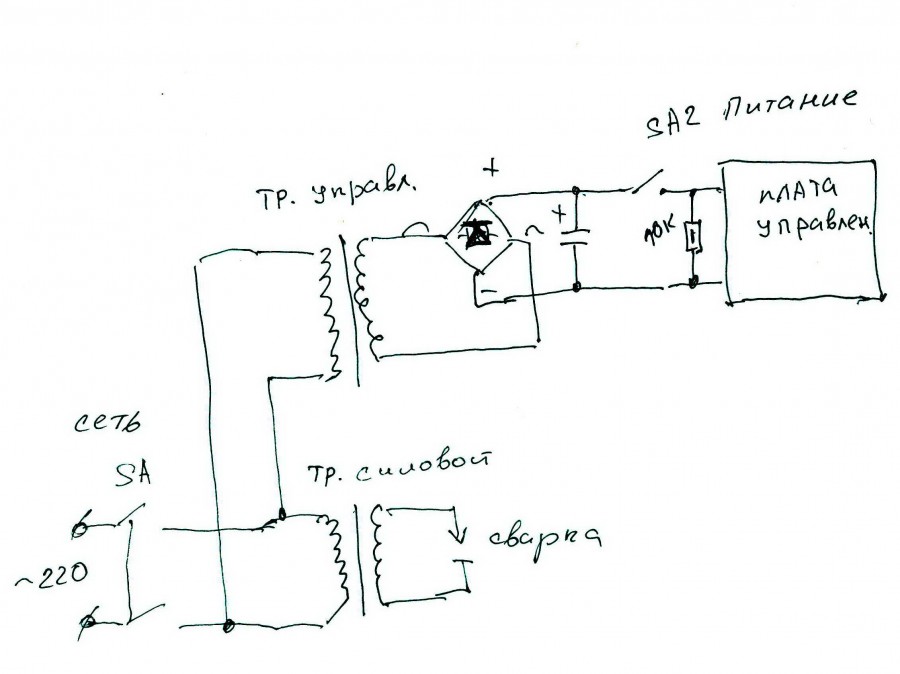 Они легко переключаются с одного типа сварки MIG на другой, редко идя на компромисс с точки зрения производительности.
Они легко переключаются с одного типа сварки MIG на другой, редко идя на компромисс с точки зрения производительности.
Advertisement
Они могут быть дорогими, но это лучшие сварочные аппараты MIG на рынке для тех, кто ищет адаптируемость.
Наша рекомендация: Hobart Handler 210MVP MIG Welder на Amazon за 1149,99 долларов США
Hobart — один из ведущих мировых брендов сварочного оборудования, и эта модель предлагает профессиональные характеристики и универсальность.
Фото: istockphoto.com
Учитывая температуру и яркость при сварке металлов, всегда существует вероятность получения травмы. Тем не менее, несколько простых мер предосторожности обеспечат максимальную безопасность сварщика.
- Всегда носите средства индивидуальной защиты (СИЗ) и одежду, включая комбинезон или фартук, высококачественную сварочную маску и соответствующие перчатки сварщика.
- Убедитесь, что вы разбираетесь в своем оборудовании, особенно в том, как быстро выключить сварочный аппарат в случае аварии.
- Очистите территорию от любых легковоспламеняющихся материалов.
- Обеспечьте достаточную вентиляцию рабочей зоны. Сварочный дым может вызывать сонливость.
- При сварке в домашних условиях не допускайте детей и домашних животных к месту, где вы работаете.
- Для дальнейшего справки Управление по охране труда и здоровья (OSHA) выпускает ряд рекомендаций по технике безопасности. Хотя они предназначены для коммерческих организаций, они актуальны для всех сварщиков.
Одна вещь, которая упрощает сварку MIG, заключается в том, что сварочная проволока подается автоматически со скоростью, заданной пользователем. Однако не вся сварочная проволока одинакова.
Проволока для газовой MIG не содержит флюса, необходимого для безгазовой сварки. И наоборот, проволока с флюсовой сердцевиной (безгазовая) не может использоваться в аппаратах для газовой сварки MIG. Для различных типов сварных швов (мягкая сталь, нержавеющая сталь и алюминий) также требуются специальные проволоки, а диаметр проволоки изменяется в соответствии с толщиной материала.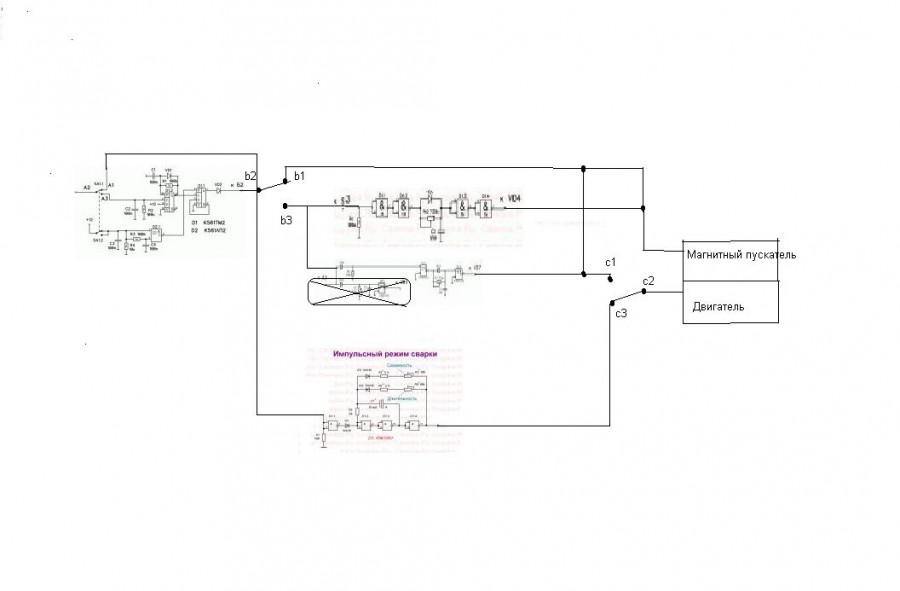
Важно понимать вышеизложенное для получения хороших сварных швов. К счастью, информацию легко получить от поставщиков оборудования и расходных материалов.
Соотношение защитного газаНаиболее распространенным газом, используемым для сварки MIG, является аргон (A). Это инертный газ, поэтому он не содержит примесей, которые могут ослабить сварные швы.
Реклама
Хотя иногда поставляется 100-процентный аргон, обычно он смешивается с двуокисью углерода (CO2) в соотношении 75 процентов A к 25 процентам CO2. Углекислый газ считается полуинертным, дешевле аргона и улучшает провар. Однако отделка может быть менее ровной. По данным Vern Lewis Welding Supply, это соотношение может составлять около 90 процентов от продаж сварочного газа продавца.
Гелий иногда добавляют к аргону и двуокиси углерода для создания так называемых «тримиксов». Они часто используются при работе с нержавеющей сталью. Конкретные соотношения меняются в зависимости от материала и процесса сварки, поэтому для получения дополнительной информации обратитесь к поставщику газа.
Фото: istockphoto.com
По возможности всегда полезно иметь профессиональный инструктаж при обучении сварке. Если местные занятия недоступны, отличной альтернативой могут стать онлайн-курсы по сварке.
Ниже приводится краткий обзор двух основных методов сварки MIG.
ШАГ 1: Решите, хотите ли вы толкать или тянуть.Существует два основных метода сварки MIG: тянуть сварной шов к себе или отталкивать его. С газовым MIG вы можете сделать и то, и другое. С безгазовым МИГом можно только тянуть, потому что толкание пробивает щит.
Тянуть стало проще и быстрее. Сварной шов не такой аккуратный, но может проникать глубже, поэтому он обычно обеспечивает более прочный сварной шов в толстом металле. Сварной шов с проталкиванием обычно выглядит более аккуратным, более последовательным и требует меньше усилий для последующей шлифовки, если требуется гладкая поверхность.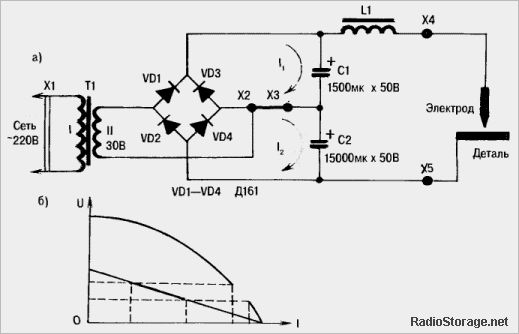
Для стали можно использовать любой метод. Алюминий следует проталкивать с использованием газа MIG. Сварка алюминия более подвержена загрязнению, и этот метод обеспечивает хорошую газовую защиту.
ШАГ 2: Настройте сварочный аппарат MIG.Необходимо установить правильное напряжение для толщины свариваемого металла и скорости подачи проволоки. Таблицы с соответствующей информацией всегда предоставляются, часто постоянно закрепленные на самой машине. В некоторых случаях это полуавтоматический процесс, когда вам нужно только установить определенные параметры, а сварщик сделает все остальное.
Реклама
Необходимо включить газ и установить правильный расход. Прикрепите зажим заземления к заготовке или сварочному столу, если он у вас есть.
ШАГ 3: Наденьте СИЗ и p проведите проверку безопасности . Все, что вы сейчас делаете, должно выполняться с установленным защитным снаряжением. Наденьте свой сварочный шлем и убедитесь, что он работает правильно. Наденьте перчатки. Сварочные перчатки поначалу могут показаться неуклюжими, но защита, которую они обеспечивают, очень важна.
Наденьте перчатки. Сварочные перчатки поначалу могут показаться неуклюжими, но защита, которую они обеспечивают, очень важна.
Выполните проверки безопасности, упомянутые выше в разделе «Советы по безопасности при сварке MIG».
ШАГ 4: Нарисуйте дугу и наложите бусину.Потренироваться на куске чистого металлолома, пока вы привыкаете к сварке. Вместо того, чтобы пытаться сварить два куска металла вместе, просто сконцентрируйтесь на поджигании дуги и создании линии металла (называемой валиком) на поверхности.
Зажигание дуги и начало сварки обычно осуществляется путем царапания проволочным электродом вдоль поверхности металла, вызывая появление искры. Представьте, как бы вы чиркнули спичкой о спичечный коробок. После того, как дуга зажглась, слегка оттяните пистолет. Сварка не происходит при контакте электрода (проволоки) с металлом. Вместо этого он должен находиться на расстоянии около ⅛ дюйма от металлической поверхности.
Некоторые машины создают дугу постукиванием, но это более сложная техника. Иногда это может привести к «замерзанию», когда проволока прилипает к металлу, а не создает сварочную ванну. Начинающим рекомендуется скретчинг.
Если вы уверены, что можете зажечь дугу и контролировать валик, вы готовы к сварке. Будь то вытягивание или толкание, пистолет следует держать под углом от 15 до 20 градусов. Сосредоточьтесь на расплавленном металле (сварочной ванне), работая как можно плавнее.
Advertisement
Если двигаться слишком медленно, в металле могут образоваться дыры. Слишком быстрое движение приводит к тому, что сварной шов не сформирован должным образом, а это означает, что у него будут слабые места. Будьте терпеливы к себе, когда учитесь плести бусину. Чтобы сделать это правильно, требуется немного практики.
ШАГ 5: Очистите готовый сварной шов. Подождите, пока шов остынет. Не поддавайтесь искушению окунуть металл в воду или полить его водой; это может привести к трещинам и искажениям. После того, как он полностью остынет, объем необходимой очистки металла зависит от того, будет ли виден сварной шов.
Несколько минут работы проволочной щеткой может быть достаточно. В тех случаях, когда металл будет окрашиваться, часто будет необходимо отшлифовать лишний валик, чтобы получить гладкую поверхность.
Фото: istockphoto.com
Распространенные ошибки при сварке MIG и как их избежатьСамая распространенная ошибка при сварке MIG — недостаточная подготовка. Понятно, что люди хотят начать сварку как можно скорее, но спешка с выполнением работы часто приводит к тому, что сварные швы не получаются.
- При сварке всегда надевайте все средства защиты глаз и тела.
- По возможности начинайте с небольших проектов, прежде чем браться за крупные.
- Убедитесь, что соединяемые материалы чистые и на них нет краски, ржавчины, жира или других загрязнений.
- Инвестируйте в качественное оборудование и материалы.
- Если есть сомнения, проконсультируйтесь. Пройти курс сварки всегда хорошая идея. Поставщики оборудования и расходных материалов, как правило, также рады помочь.
Всегда следуйте рекомендациям производителя по уходу и техническому обслуживанию сварочного оборудования MIG. Вообще говоря, это покрывает следующее:
- Содержите его в чистоте. Сварочные цеха могут довольно быстро стать грязными. По окончании сварки протрите сварочный аппарат и храните его вдали от пыли и грязи или, по крайней мере, храните под крышкой. Держите сварочный пистолет подальше от пола.
- Выпустите защитный газ, выключив подачу газа и нажимая курок пистолета до тех пор, пока регулятор не достигнет нуля. Это продлевает срок службы шлангов, клапанов и других деталей. Отрежьте и утилизируйте любой провод, который проходит через него.
- Регулярно проверяйте шланг и фитинги на наличие повреждений. Немедленно замените их при обнаружении утечек.
- Убедитесь, что электрические соединения надежны, а кабели не повреждены и не изношены.
Сварка — это увлекательное хобби, которое предполагает развитие навыков, которые могут быть как полезными, так и творческими.