Схема станка гибочного для арматуры: обзор оборудования, электросхема, технические характеристики, инструкция, марки масла
alexxlab | 18.01.2022 | 0 | Разное
электрическая схема, инструкция по подключению, деталировка, технические характеристики, оснастка, запчасти, видео, производители
Станок для гибки арматуры СГА-1. Фото ПромСтройМаш
С того момента, как человек научился обрабатывать металлы и создавать из них различные конструкции, остро встала проблема о расширении масштабов производства. На сегодняшний день индустрия металлообработки предлагает нам множество вариантов оснащения для быстрой и удобной работы на предприятиях. Основная задача таких станков не только улучшить качество конечного изделия, но и ускорить процесс работы и улучшить условия для оператора станка. Более подробно рассмотрим такой вид станков, как механизмы для гибки арматуры и труб, а именно СГА-1.
Разберем его плюсы и минусы, преимущества (в сравнении с аналогичными устройствами), режимы работы, комплектующие и расходные материалы, которые используются в работе с металлом. Также рассмотрим технические характеристики и перечислим, на каких заводах производят данные станки и стоит ли покупать б/у оборудование.
Преимущества станка для загиба прутков
Учитывая активное развитие научно-технического прогресса, нужно понимать, что большинство нововведений, выпускаемых производителями по всему миру, является модификацией простых механизмов, которые были открыты более века тому назад.
Сразу же встаёт логичный вопрос: настолько ли рационально использовать станки для гибки арматуры и труб, как это заявляют производители?
Для того чтобы ответить на этот вопрос, нужно обратиться к статистике об объемах производства до 1915 года, ведь именно в тот момент начали масштабно внедрять автоматические и полуавтоматические станки для гибки металлов. Сложно поверить, но до этого момента металлические изделия гнулись вручную, а иногда, для того, чтобы выполнить обработку прута арматуры, требовалась усилия 3 или даже 4 человек.
Отсюда следует первый плюс, а именно ускорение рабочего процесса и увеличения объемов производства.
Если станок такой эффективный, то у него должен быть какой-то минус, например большие габариты или сложная схема подключения. Несмотря на то, что аппарат относится к категории бюджетных, его транспортировка, установка и подключения не вызывает никаких неудобств, схемы интуитивно понятные, а если уж и этого недостаточно, то в комплекте со станком приложена схема подключения и инструкция.
Несмотря на то, что аппарат относится к категории бюджетных, его транспортировка, установка и подключения не вызывает никаких неудобств, схемы интуитивно понятные, а если уж и этого недостаточно, то в комплекте со станком приложена схема подключения и инструкция.
Второй плюс – легкость в транспортировке и установке.
Всё налажено, материала в достатке, электроэнергия подведена. Механизм оборудован панелью управления, при помощи которой можно контролировать режим работы, задавать различные параметры и в любой момент остановить процесс подготовки изделия. Поэтому управлять станком совсем несложно.
Станок для гибки арматуры СГА-1. Производство — Россия. Фото ВсеИнструменты.ру
Третий плюс – лёгкость эксплуатации и удобство в работе.
Также стоит отметить экономический фактор. Большинство современных станков с большой мощностью потребляют колоссальное количество энергии, тем не менее, их КПД от этого не возрастает. Модель СГА-1 выполнена с учетом данного фактора и не расходует электроэнергию выше нормы.
Модель СГА-1 выполнена с учетом данного фактора и не расходует электроэнергию выше нормы.
Четвёртый плюс — экономия.
Еще один неоспоримый плюс — это использование червячной передачи. Такой фактор продлевает срок работы аппарата и снижает шанс поломки механизма подачи.
Установка для гибки арматурной стали СГА 1 (УГА-40).
Станок УГА-40 (СГА 1) предназначен для холодной гибки прутков арматуры железобетонных конструкций в арматурных цехах заводов сборного железобетона и на строительных площадках под навесом в условиях умеренного климата, при строительных работах и т.п. Электромеханический гибочный станок УГА-40 (СГА 1), предназначен для гибки арматуры диаметром до 40 мм и радиусом гиба до 55 мм.
|
Технические характеристики СГА 1:
| Наибольшие диаметр изгибаемой арматурной стали по ГОСТ 5781-82 класс А-1, мм | 40 |
| Допускаемый наибольший радиус изгиба прутка по внутреннему контуру, мм | 55 |
| Допускаемый наименьший радиус изгиба прутка по внутреннему контуру, мм | 12/20 |
Скорость вращения гибочного диска, об. /мин. /мин. | 3,4; 14 |
| Установленная мощность, кВт | 3 |
| Габаритные размеры, мм | 760 х 790 х 680 |
| Масса, кг | 380 |
Поставляется по требованию заказчиказа отдельную плату к станку УГА-40:
|

Заказать и купить установку для гибки арматуры СГА-1 вы можете с заказом отгрузки транспортными компаниями в города: Архангельск, Владивосток, Волгоград, Воронеж, Екатеринбург, Ижевск, Иркутск, Казань, Кемерово, Краснодар, Красноярск, Москва, Нижний Новгород, Новосибирск, Омск, Оренбург, Пенза, Пермь, Ростов-на-Дону, Санкт-Петербург, Самара, Саратов, Тюмень, Уфа, Чебоксары, Челябинск, Ярославль и прочие регионы России.
Функции
У аппарата СГА-1 предусмотрено два механизма работы, а именно механический и автоматический. При первом варианте работы весь процесс полностью контролируются оператором, а во втором случае исполнитель лишь подает заготовки и снимает готовые изделия.
Это интересно: Г-40 — станок для гибки арматуры
Для гибки какой арматуры
При помощи СГА-1 можно обрабатывать такие виды арматуры как:
- рабочая;
- конструктивная;
- монтажная;
- анкерная.
Примеры возможностей гибки
Максимальное сечения прутка заготовки:
- А-I – 40 мм;
- А-II – 36 мм;
- А-III – 32 мм.
Резюмируем. Станок может работать с арматурой со средним размером поперечного сечения, которой изготовлена из стандартных углеродистых и легированных сталей. В принципе его мощности будет недостаточно для того, чтобы гнуть очень жесткие металлические прутья, но большинство типов арматуры делаются именно из мягких сталей.
ВНИМАНИЕ! Ни в коем случае не пытайтесь установить одновременно две заготовки между валиками, даже если их суммарная плотность будет меньше, чем указано в спецификации к станку. Дело в том, что валики рассчитываются с учетом нагрузки на одну точку, и установив две заготовки, вы нарушаете режим работы, что приводит к поломке оборудования.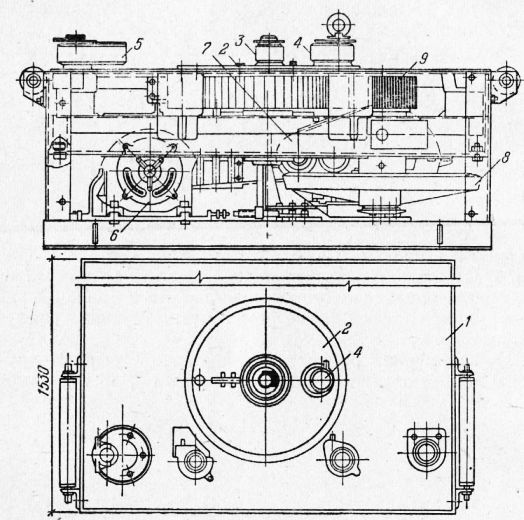
Как согнуть арматуру без специального устройства
Часто бывают случаи, когда использовать станки для осуществления гибки металлической арматуры, даже самодельные, нет возможности, а согнуть арматуру необходимо. Во всех подобных ситуациях следует помнить, что любая попытка согнуть металлический пруток своими руками может привести к серьезным травмам. Арматура при такой гибке может отпружинить и нанести серьезный вред вашему здоровью.
Вариант на скорую руку. Главное — чтобы было чем сделать прорези в швеллере
При хорошей физической подготовке гибка арматуры своими руками может быть выполнена без использования станка, если ее диаметр не превышает 8 мм. Однако следует быть готовым к тому, что радиус сгиба получится слишком большой, и такая гнутая арматура не будет соответствовать всем требованиям, которые к ней предъявляются.
Два отрезка трубы помогут согнуть арматуру при отсутствии других вариантов
Если под рукой есть сварка, то к трубе можно приварить короткий отрезок этой же трубы
Значительно улучшить результат позволяет самодельное устройство, состоящее из двух стальных труб, с помощью которых в домашних условиях можно выполнять даже гнутье прутков большого диаметра. Увеличить диаметр сгибаемой арматуры позволяет использование труб большей длины. Схема, по которой работает такой самодельный гибщик арматуры, достаточно проста: один конец арматуры фиксируют в одной трубе, а вторую трубу надевают на свободный конец прутка. Для того чтобы погнуть пруток, необходимо наступить на одну из труб, а вторую вместе с концом арматуры, которая в ней находится, поднять вверх. Одну из труб с арматурой для более надежного закрепления можно зажать в тиски, вкопать в землю иди даже забетонировать.
Увеличить диаметр сгибаемой арматуры позволяет использование труб большей длины. Схема, по которой работает такой самодельный гибщик арматуры, достаточно проста: один конец арматуры фиксируют в одной трубе, а вторую трубу надевают на свободный конец прутка. Для того чтобы погнуть пруток, необходимо наступить на одну из труб, а вторую вместе с концом арматуры, которая в ней находится, поднять вверх. Одну из труб с арматурой для более надежного закрепления можно зажать в тиски, вкопать в землю иди даже забетонировать.
Технические характеристики
Особенности гибочного станка для арматурной стали СГА-1
- На плите станка СГА-1 находится воронка для удаления окалины с фланцем для состыковки к системе аспирации;
- Привод гибочного диска проводится через клиноременную передачу от движка;
- Возможно выполнение одновременной гибки нескольких прутков арматуры;
- Все запчасти для станка легко взаимозаменяемы.
Характеристики станка
- Мощность — 3 кВт
- Максимально допустимый диаметр арматуры, мм.
 — от 10 до 32 мм (Класс арматуры ГОСТ 5781-82 и 10884-94, А-240, А-400,А-500С, Ат-500)
— от 10 до 32 мм (Класс арматуры ГОСТ 5781-82 и 10884-94, А-240, А-400,А-500С, Ат-500) - Внутренний радиус гиба, мм. — 20-55
- Габариты ДхВхШ, см — 79х69х68
- Вес, кг. — 380.
 — от 10 до 32 мм (Класс арматуры ГОСТ 5781-82 и 10884-94, А-240, А-400,А-500С, Ат-500)
— от 10 до 32 мм (Класс арматуры ГОСТ 5781-82 и 10884-94, А-240, А-400,А-500С, Ат-500)Машина может выполнять до 8 гибов в минуту.
Обзор востребованных моделей
1. СМЖ 172А, Строительные Машины.
Проверенный временем электростанок с высоким ресурсом для непрерывной резки арматуры класса A-I, A-II, A-III с диаметром до 40 мм и полосовой стали с пределом прочности до 470 МПа. Стандартная комплектация включает сварную металлическую станину с закрепленным неподвижным ножом и кулисный механизм, трехфазный привод, ножевую балку для обеспечения функционирования в дистанционном режиме, пусковое устройство и защитный кожух. СМЖ 172 ценится за эффективность и возможность непрерывной рубки в 2 смены, устойчивость корпуса, высокий класс легированной стали режущих элементов, гарантию безопасности оператора и простоту управления. Эту модель рекомендуют купить для предприятий по изготовлению ЖБИ и сборного ж/б, и единичных работ на стройплощадках с крытыми навесами.
2. VEKTOR GQ40.
Высокопроизводительный агрегат для резки от 1 до 3 прутьев с диаметром до 40 мм за раз. Конструкционным отличием является высокая скорость хода ножа (32 в минуту), гарантирующая хорошую точность. Положительно оценивается надежность захвата, сравнительно низкий уровень шума (в пределах 85 Дб, в этом плане в разы выигрывает у аналогов), наличие колес, упрощающих перемещение по площадке, и устойчивость литого чугунного корпуса под ударными нагрузками. Трехфазный электродвигатель позволяет разрезать металлопрокат в непрерывном режиме до 4 ч.
3. SIMA COMBI 30/35.
Комбинированный многофункциональный станок для рубки и гибки арматуры, изготовления хомутов и спиралей с высокой степенью защищенности двигателя и места оператора. Энергию в нем обеспечивает редуктор, подключенный к вентилируемому трехфазному электроприводу с надежной тормозной системой. Благодаря слаженной работе механизма позволяет разрезать элементы с диаметром до 26 мм, изгибать прокат с сечением до 32 мм и обрабатывать до 10 деталей за 1 минуту.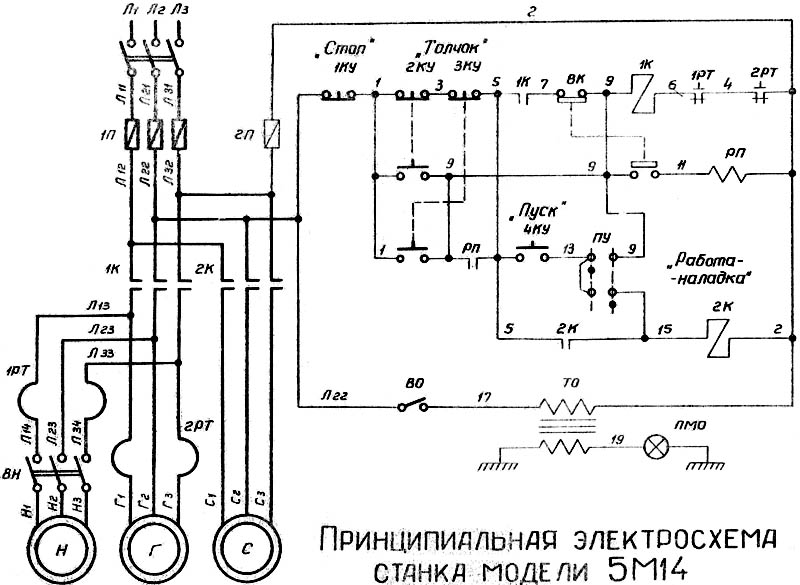
4. Stalex МS-32.
Компактный ручной станок с корпусом из стали, включающий перемещаемый вал и жестко фиксирующие заготовки зажимы. Советуют приобрести для использования непосредственно на строительных и производственных площадках. Благодаря специальным отверстиям на ножках инструмент фиксируется на любой опорной поверхности, модель имеет съемную рукоятку и не нуждается в дополнительном обслуживании. Используется для перекусывания вытянутого проката с сечением до 32 мм, стальных пластин 28×28 и 40×14 мм.
5. Winner MS-20.
Мобильный ручной механизм, закрепляемый на верстаках и используемый для резки арматурных прутьев с диаметром до 20 мм, полос 30×8 и квадратов 18×18. К преимуществам относят низкий вес, устойчивость к нагрузкам и хорошую закалку ножей. Стоит купить при ведении работ на площадках без электричества или для разовых производственных целей, инструмент имеет надежную антикоррозийную защиту и рассчитан на длительный срок службы.
6. ALBA COMBI 32/36.
Универсальный комбинированный с корпусом из литой стали, позволяющий разрезать любые металлические заготовки с сечением от 16 до 29 мм и сгибать в пределах 32. При рубке оборудование может функционировать как в автоматическом программируемом, так и ручном, задаваемом оператором темпе, при выполнении функций изгиба требуемый угол регулируется изменением положения стопорного механизма. Модель не имеет колес для перемещения по площадке, она предназначена для стационарной работы. Безопасность оператора при ее запуске обеспечивается устройством защиты режущего механизма и возможностью остановки в любой момент времени.
Стоимость инструмента
Станки марки СМЖ 172 и их модификации выпускают Астраханский СЗ, и «Строительные машины», также среди российских агрегатов хорошие отзывы имеет продукция Кувандыкского ЗКПО, ВПК «Индустрии» и ООО «Унитех». Зарубежные бренды прежде всего поставляет Китай (Vektor, Stalex, Grost), Испания (Alba, Sima), Чехия (Zitrek) и Италия (ручные механизмы Kapriol и электрические Icaro). Стоимость зависит от производительности, класса и толщины обрабатываемого металлопроката, качества среза, степени защищенности и дополнительных функций. Ножи и запасные детали находятся в свободном доступе и покупаются отдельно.
Стоимость зависит от производительности, класса и толщины обрабатываемого металлопроката, качества среза, степени защищенности и дополнительных функций. Ножи и запасные детали находятся в свободном доступе и покупаются отдельно.
| Наименование | Мощность, кВт | Габариты, мм | Вес, кг | Цена, рубли |
| СМЖ 172А, Строительные Машины, Россия | 3 | 1100×430×790 | 435 | 107 120 |
| VEKTOR GQ40, Китай | 1190×450×680 | 380 | 97 400 | |
| SIMA COMBI 30/35, Испания | 4 | 1200×990×1050 | 429 | 476 850 |
| Stalex МS-32, Китай | Ручной привод | 510×280×430 | 50 | 14 800 |
| Winner MS-20, Тайвань | 410×370×200 | 22 | 6 500 | |
| ALBA COMBI 32/36, Испания | 3 | 950×730×933 | 305 | 574 600 |
Схемы электропроводки
Станок состоит из опорной рамы, на которой размещается плита и редуктор со специальным устройством, отвечающее за гибку детали из прутов.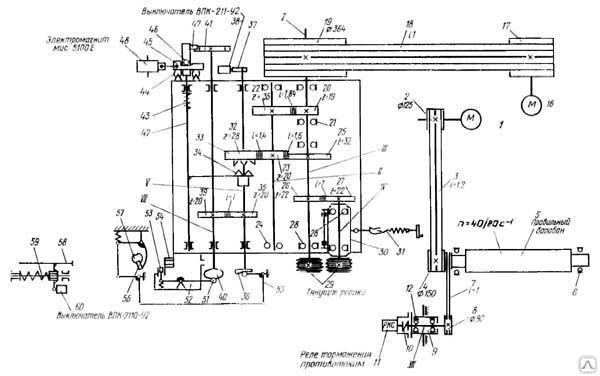 Электроника управляется при помощи педали, нажатие на нее начинает процесс замыкания контактов. Там же располагаются зажимы, между которыми устанавливается деталь и сам гнущий валик.
Электроника управляется при помощи педали, нажатие на нее начинает процесс замыкания контактов. Там же располагаются зажимы, между которыми устанавливается деталь и сам гнущий валик.
Чаще всего в станке СГА-1 из строя выходит планка для упорных штырей, так как стенки между отсеками достаточно тонкие. В результате неправильного режима работы, либо обработку заготовок из слишком жесткого металла, стенки могут повреждаться. Также страдает гибочный диск для арматуры (по той же причине), хотя он может выходить из строя из-за разбалансировки оси вращения.
Кроме этого, для корректной работы нужно масло, которое заливается в редуктор, им смазывают детали станка. Без него червячный вал нагревается и КПД всего рабочего процесса падает.
Электрическая схема управления
Кинематическя схема
Установка для гибки арматурной стали СГА 1 (УГА-40).
Станок УГА-40 (СГА 1) предназначен для холодной гибки прутков арматуры железобетонных конструкций в арматурных цехах заводов сборного железобетона и на строительных площадках под навесом в условиях умеренного климата, при строительных работах и т.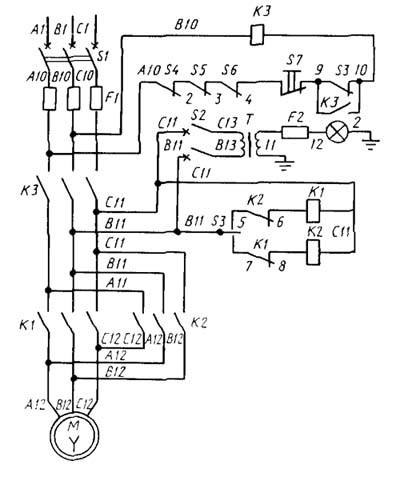 п. Электромеханический гибочный станок УГА-40 (СГА 1), предназначен для гибки арматуры диаметром до 40 мм и радиусом гиба до 55 мм. п. Электромеханический гибочный станок УГА-40 (СГА 1), предназначен для гибки арматуры диаметром до 40 мм и радиусом гиба до 55 мм.
|
Технические характеристики СГА 1:
| Наибольшие диаметр изгибаемой арматурной стали по ГОСТ 5781-82 класс А-1, мм | 40 |
| Допускаемый наибольший радиус изгиба прутка по внутреннему контуру, мм | 55 |
| Допускаемый наименьший радиус изгиба прутка по внутреннему контуру, мм | 12/20 |
| Скорость вращения гибочного диска, об./мин. | 3,4; 14 |
| Установленная мощность, кВт | 3 |
| Габаритные размеры, мм | 760 х 790 х 680 |
| Масса, кг | 380 |
Технические проблемы
Часто задаваемые вопросы.
Не меняется реверс
К примеру, у станка не изменяется реверс.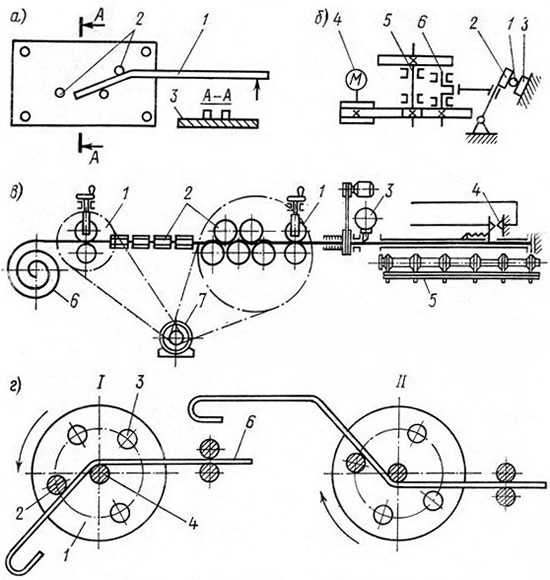 Для того, чтобы решить данную проблему нужно осмотреть трехфазный двигатель, а конкретно протестировать его в холостом режиме работы. Если при холостом ходе наблюдаются такие же изменения, то скорее всего двигатель нужно менять или ремонтировать.
Для того, чтобы решить данную проблему нужно осмотреть трехфазный двигатель, а конкретно протестировать его в холостом режиме работы. Если при холостом ходе наблюдаются такие же изменения, то скорее всего двигатель нужно менять или ремонтировать.
Вибрация
Станок СГА-1, применяющийся для гибки арматуры. Фото ПромСтройМаш
Еще одна распространенная проблема — вибрация станка, даже в виду отсутствия заготовки. Это может говорить о том, что двигатель работает в неправильном режиме, либо главная центральная ось разбалансирована, либо аппарат недостаточно хорошо закреплен на полу, либо подкладка между аппаратом и полом неровная или установлена под углом.
Другие вопросы
Также возможен выход гнутых валиков за рабочую плоскость. Иными словами, механизм стремится согнуть деталь за пределами рабочего стола. Данная проблема характерна для станков, у которых нарушена преобразующая шина, то есть поломка произошла на программном уровне.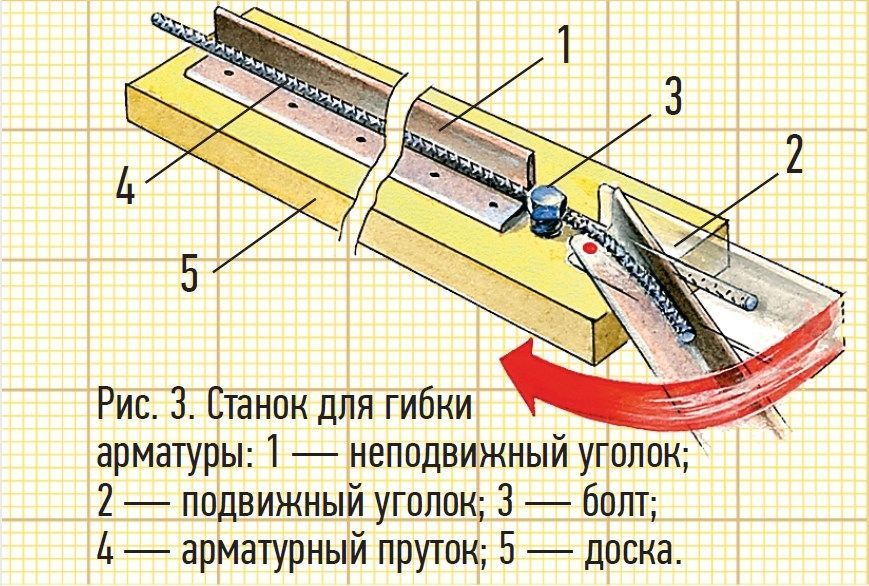 Контрольная панель не преобразует должным образом команды, передаёт механизму неверное указание и неверные координаты вращения и давления.
Контрольная панель не преобразует должным образом команды, передаёт механизму неверное указание и неверные координаты вращения и давления.
Ещё одна разновидность такой поломки — это нормальные показания на контрольной панели и некорректная работа механизма в реальности. То есть, на пульте управления оператор будет наблюдать, что процесс идет по стандартному алгоритму, а заготовка не будет гнуться или будет гнуться неправильно. В этом случае нужно осмотреть операционную систему станка. Возможно, придётся поменять программное обеспечение или установить его заново.
Станок СГА-1 для гибки арматуры. Фото Станочный мир
Еще одна распространенная проблема, которая может быть связана как с аппаратной частью, так и с механической — это вылет заготовки. Другими словами, при установке заготовки она не гнется должным образом, а слетает с валиков. Причины могут быть следующие: первая и самая распространенная — нарушение целостности стенок крепежа; вторая — вывод из строя зажимных валиков, третья причина — нарушения в программной оболочке, которые провоцируют слишком быструю или некорректную работу механизма.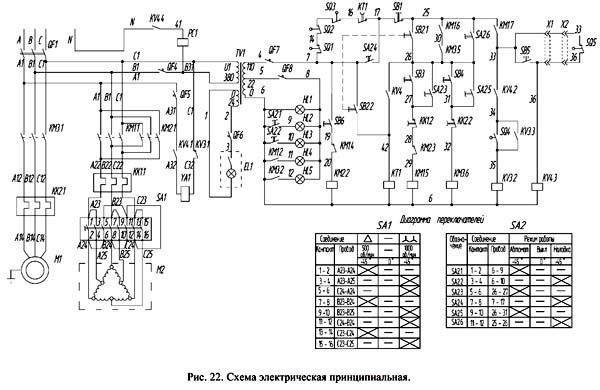 Перед началом работы рекомендуется вынимать зажимные гнущие валики и центральный вал и вставлять их заново для того, чтобы осмотреть пазы и целостность все системы, продиагностировать аппарат на наличие повреждений.
Перед началом работы рекомендуется вынимать зажимные гнущие валики и центральный вал и вставлять их заново для того, чтобы осмотреть пазы и целостность все системы, продиагностировать аппарат на наличие повреждений.
ВАЖНО! Станки относятся к механизмам потенциальной повышенной опасности. Поэтому рекомендуется обращаться к специалистам, а не ремонтировать их собственными силами, даже при наличии опыта у исполнителя. Ведь поломка механизма может обернуться не только сбоем во всей электронной сети. потери времени, снижением объемов продукции, но и травмой оператора станка.
Инструкция по эксплуатации и внешний вид
Как работает станок? Он работает методом гибки крюков, которые впоследствии служат опорой для модификации формы заготовки.
Последовательность и руководства для проведения работ на гибочном станке:
Процесс гибки арматуры
- Необходимо установить заготовку между центральным пальцем, гибочным и упорным штырём с регулирующим роликом.
- В результате вращения диска, центральный и гибочный пальцы зажимают заготовку, и загибают ее на заданный угол.
- Последующим реверсивным движением освобождается загнутая арматура.
- Остановка станка происходит путём нажатия второго кулачка на второй конечный выключатель.
- Дополнительные запчасти, упоры, на диске нужны для выполнения различной величины гибки.
Режимы работы
Эксплуатация СГА-1 в ручном режиме:
- питание к станку подаётся при помощи автоматического выключателя;
- надавливание педали приводит к замыканию контактов, а диск вращается вперёд;
- для остановки вращения необходимо отпустить педаль;
- реверс происходит при следующем нажатии педали;
- отпуск педали прекращает реверсивное вращение.
Автоматический режим
Гибка прутов на станке может проходить в автоматическом режиме. С этой целью производители предлагают дополнительно укомплектовать станок электронным блоком, который помогает контролировать процесс работы с прутками.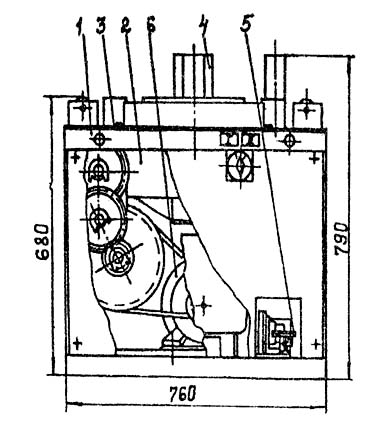
Работа в автоматическом режиме предусматривает наличие двух подрежимов:
- режим одного гиба;
- режим n-гибов с помощью восьми установленных программ.
Дисплей изготовлен из противоударного материала и находится на боковой панели станка. На него выводится текущее значение для угла гиба, которое изменяется клавишами +/-. Разовое нажатие клавиши приводит к смене угла на один градус, а продолжительное зажатие кнопки меняет угол на десять градусов.
Заводы-производители
- Машстройконструкция
- ПромСтройМаш
- РусИнСтрой
- Гигант (Станкокомпания)
Это интересно: Г-40 — станок для гибки арматуры
Все производственные мощности вышеперечисленных компаний располагаются на территории России. Этим обусловлена невысокая цена и быстрая скорость доставки. Тем не менее серия СГА пожалуй единственная, которая нашла применение за рубежом.
Данные производители сертифицированные имеют в распоряжении все необходимые документы и сертификаты на продажу их станки проходят процедуру контроля качества и пригодности к работе.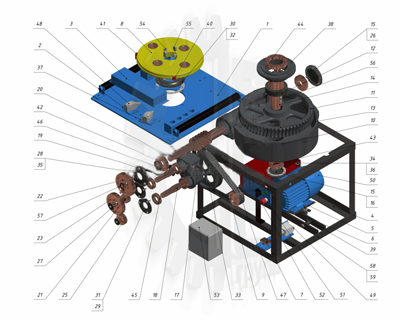
ВНИМАНИЕ! Если вы приобретаете б/у оборудование и продавец отказывается предоставлять сертификаты или документы, которые подтверждают факт приобретения станка на заводе, скорее всего перед вами подделка.
Запчасти, шестерни, ремкомплекты, ремонт
Тоже самое касается и комплектующих. Производители не просто так акцентируют внимание на покупку именно заводских запчастей. Ознакомьтесь с блоком контактов на нашем сайте, в котором собраны проверенные производители и поставщики комплектующих, чтобы быть уверенным в правильной работе приобретенных станков.
Компании, занимающиеся ремонтом и сервисом станков представлены тут.
Подведем итог обзора. Станок СГА-1 является универсальным механизмом для работы с арматурой разного назначения и структуры. Его цена и характеристики позволят запустить производство с нуля и получать чистую прибыль уже через несколько месяцев, учитывая расходы на электроэнергию и обслуживание. Эксплуатация, установка, транспортировка станка не приносит дополнительных неудобств, если заказывать оборудование у сертифицированных производителей, которые были перечислены в статье.
Не пренебрегайте диагностикой и осмотром оборудования, так как один неправильно настроенный станок может повредить всю электронную сеть, если он включён в цепочку производства или вывести из строя рядом стоящее оборудование посредством механического повреждения.
Станки для гибки стержней арматурной стали и сварных сеток
Станки для гибки стержней арматурной стали и сварных сеток
Станок С-146А предназначен для гибки арматурной стали класса A-I диаметром до 40 мм. На станке могут изгибаться все основные элементы арматуры: концевые крючки, утки любых углов, утки с крючками, хомуты всевозможных форм. Основными элементами, при помощи которых осуществляется гибка арматурной стали, являются пальцы.
Рис. 1. Станок С-146А для гибки арматурных стержней
1 — рама; 2 — верхняя плита редуктора; 3 — редуктор; 4 — электродвигатель; 5 — пусковая аппаратура; 6 – приспособления для гибки
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
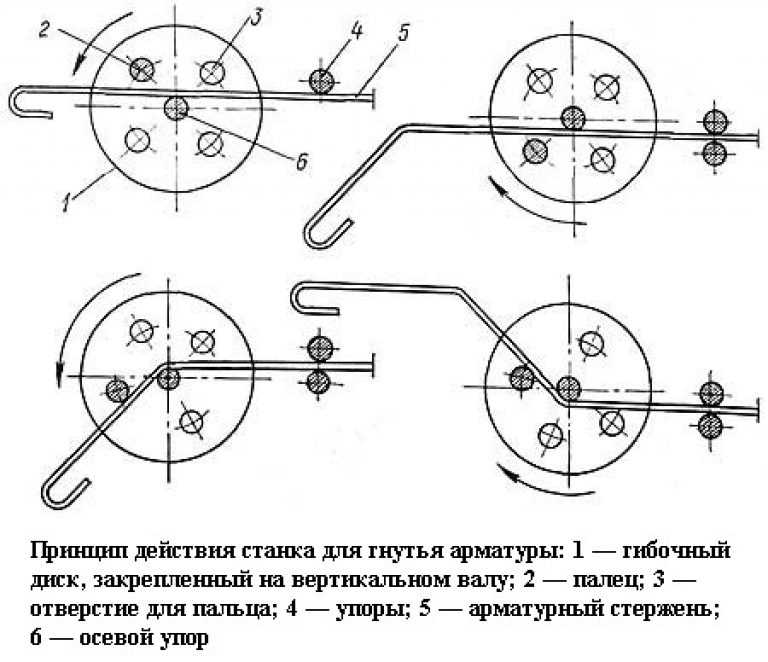
На рис. 2 показана схема гибки прутка, установленного между тремя пальцами. Палец вставлен в одно из трех отверстий планки, укрепленной на столе станка, а палец в одно из четырех отверстий рабочего диска. Палец вставлен в отверстие рабочего вала станка. Для получения определенного радиуса изгиба на палец надета сменная втулка диаметром, соответствующим радиусу изгиба.
2 показана схема гибки прутка, установленного между тремя пальцами. Палец вставлен в одно из трех отверстий планки, укрепленной на столе станка, а палец в одно из четырех отверстий рабочего диска. Палец вставлен в отверстие рабочего вала станка. Для получения определенного радиуса изгиба на палец надета сменная втулка диаметром, соответствующим радиусу изгиба.
Рис. 2. Схема гибки прутка
При вращении рабочего диска палец огибает пруток А вокруг втулки, надетой на палец, до требуемого угла загиба. После этого рабочий диск вращается в обратном-направлении до тех пор, пока палец не придет в исходное положение.
Рис. 3. Кинематическая схема станка С-146А
1 — электродвигатель; 2 — клиноремен-ная передача; 3 — шестерни; 4 — червяк; 5—-рабочий вал
Рабочий диск станка, на котором выполняют гибку арматуры, вращается от электродвигателя через клино-ременную передачу и редуктор.
Кинематическая схема станка С-146А приведена на рис. 3.
Станок С-564 (СГА-70) предназначен для гибки стержневой арматуры диаметром до 60 мм класса A-II и диаметром до 70 мм класса A-I.
Рис. 4. Станок С-564 для гибки стержневой арматуры
1 — стол; 2 — вращающийся диск; 3—5 —сменные ролики; 6 — электродвигатель; 7 — редуктор; 8, 9 — зубчатые колеса
Основным рабочим органом станка является вращающийся диск, при помощи которого происходит гибка арматуры.
Диск закреплен на оси, на верхний конец которой надеваются сменные ролики различного диаметра, в зависимости от диаметра изгибаемой арматуры.
На корпусе станка по обе стороны стола закреплены опоры с отверстиями для установки в них оси с опорным роликом.
Требуемый угол загиба устанавливается по механизму отсчета.
Привод станка осуществляется от электродвигателя через редуктор и две пары зубчатых колес.
Все узлы станка смонтированы на опорной раме.
Рис. 5. Станок 7251А для гибки арматурных сеток
1 — рама; 2— рычаги со стяжками; 3 — коллектор с электропневмопереключателями; 4 — концевые выключатели; 5—гибочная балка; 6 — траверса с крючками; 7 — пнев-моцилиндры
Принцип работы станков С-565 (СГА-90), СМ-3007 и Гипрооргсельстроя аналогичен ранее рассмотренным станкам С-564 (СГА-70) и С-146А и отличается от них мощностью привода.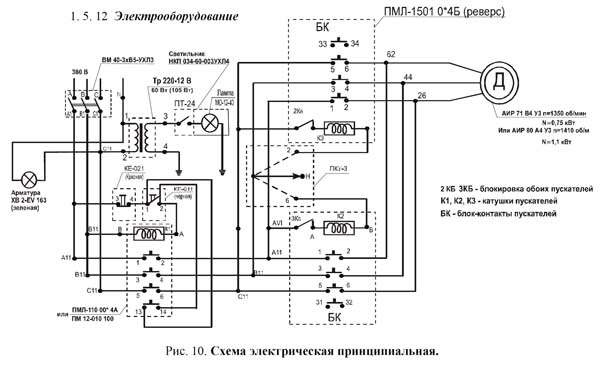
Станок 7251А предназначен для гибки сеток. Он имеет пневматический привод.
Станок состоит из двух секций — основной и дополнительной. Основная секция имеет сопряженную единицу регулировки угла загиба, пусковую электроаппаратуру и переносный пульт управления. Основная секция позволяет гнуть сетки шириной до 3200 мм. Сочетание основной секции с одной, двумя или тремя дополнительными позволяет гнуть сетки шириной соответственно 6,9 и 12 м. Изгиб сеток выполняют по продольным и поперечным стержням.
Для получения различных радиусов изгиба сетки гибочную балку перемещают на поворотных рычагах, изменяя расстояние от условной линии гиба (линия расположения крючков) до рабочей поверхности гибочной балки. Крючки для зажима сетки устанавливают в зависимости от расстояния между изгибаемыми стержнями сетки. Управляют станком от кнопочного пульта или ножной педалью.
—
Станки для гибки позволяют механизировать весьма трудоемкий и тяжелый процесс.
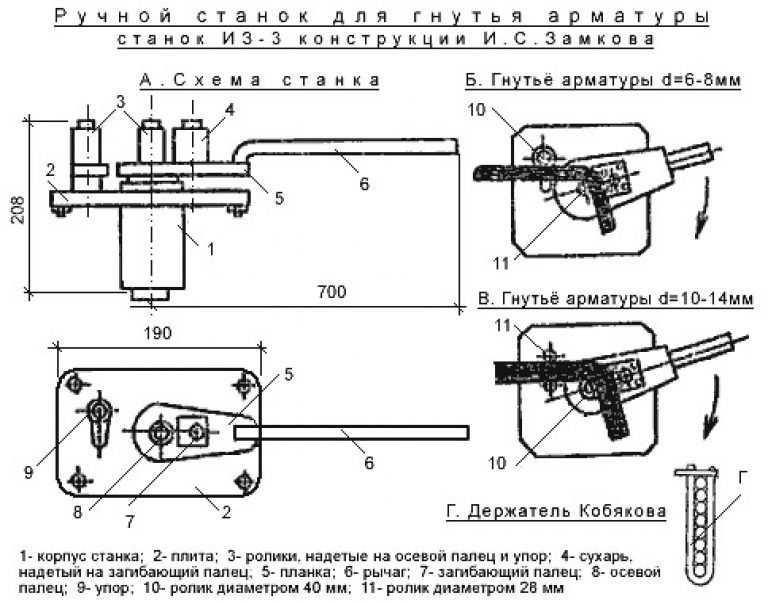
В зависимости от диаметра стержней гнутье арматуры осуществляют на ручных или приводных станках. При диаметре стержней до 12 мм используют станки с ручным управлением НЗ-4, а для стержней диаметром более 12 мм — приводные универсальные станки.
При диаметре стержней до 12 мм используют станки с ручным управлением НЗ-4, а для стержней диаметром более 12 мм — приводные универсальные станки.
Применяют несколько типов станков для гибки стержневой арматуры диаметром до 90 мм: СМЖ-173А (С-146Б), С-564 (СГА-70), СМЖ-179 (СГА-90). При малых объемах работ для гибки легкой и средней арматуры используются ручные станки С-79.
К станкам для гибки относятся также специальные станки для гибки сварных сеток СМ-516А, СМЖ-353А, ПО-725 и др.; станки для навивки спиралей, для гибки подъемных петель и др.
Рабочим органом, производящим гибку арматуры во всех станках, является вращающийся в горизонтальной плоскости диск, насаженный на вертикальный вал. В комплект станков входят сменные детали и приспособления, служащие для выполнения дополнительных операций. Гибка арматуры малых диаметров производится одновременно по нескольку стержней. На станках, имеющих несколько скоростей вращения, перед гибкой в зависимости от диаметра арматуры должна быть произведена соответствующая настройка на требуемое число оборотов.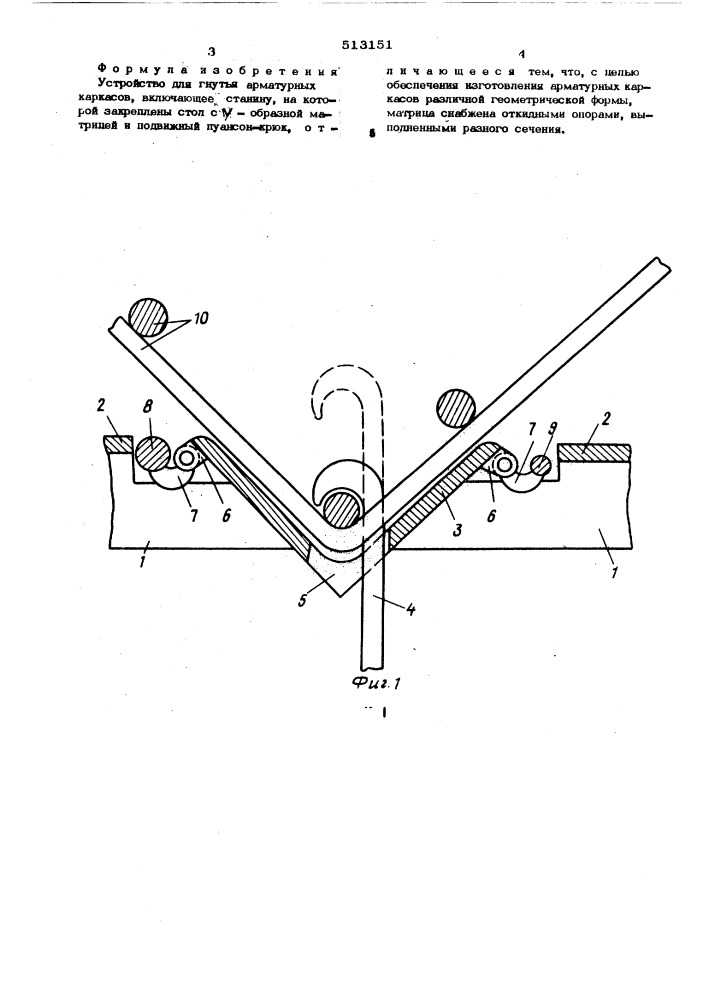
Выпускаемые станки для гибки арматуры могут быть разделены на две группы: для арматурной стали диаметром до 40 мм и для стали диаметром от 40 до 90 мм. Гибка стержней производится рабочим диском с помощью трех цилиндрических роликов-пальцев: упорного, центрального и изгибающего. Изгибаемый арматурный стержень располагается на столе станка в горизонтальной плоскости. При вращении гибочного диска закрепленный на нем ролик изгибает стержень. После загиба на требуемый угол станок реверсируется и диск с изгибающим роликом возвращается в исходное положение, освобождая пруток.
Станок для гибки СМЖ-173А (С-146Б) является основным станком для гибки арматуры диаметром до 40 мм, широко применяющимся в арматурных цехах и на строительстве. В нем жесткое соединение вала электродвигателя с валом промежуточной передачи заменено клино-ременной передачей. Частота вращения рабочего диска регулируется сменными шестернями.
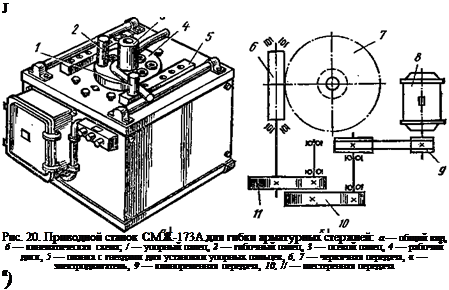
Рис. 6. Станок СМЖ-173A:
1 — верхняя плита редуктора; 2 — рама; 3 — редуктор; 4 — приспособление для гибки; 5 — пусковая аппаратура; 6 — электродвигатель
Рабочий диск станка имеет одно центральное и четыре расположенных на различных расстояниях от центра отверстия для помещения в них центровки и изгибающих роликов, набор которых поставляется комплектно со станком.
Электродвигатель привода помещен в нижней части корпуса. Пуск и реверсирование станка осуществляются специальным пакетным переключателем, смонтированным на передней стенке станка.
Станок С-564 (СГХ-70) предназначен для гибки стержней арматуры диаметром до 60 мм класса A-11 и диаметром до 70 мм класса A-I. Основным рабочим органом станка является вращающийся диск, при помощи которого происходит гибка арматуры. Диск закреплен на оси, на верхний конец которой надеваются сменные ролики различного диаметра в зависимости от диаметра изгибаемой арматуры. На корпусе станка по обе стороны стола закреплены опоры с отверстиями для установки в них оси с опорным роликом. Требуемый угол загиба устанавливается по механизму отсчета. Привод станка осуществляется от электродвигателя через редуктор и две пары зубчатых колес. Все узлы станка смонтированы на опорной раме.
Станок СМЖ-179 (CIA-90) относится к мощным гибочным станкам и состоит из: станины, механизма отсчета угла поворота стола, автоматического останова и механизма реверсирования поворота стола, электродвигателя и электрооборудования управления. Он предназначен для гибки арматуры диаметром до 90 мм.
Он предназначен для гибки арматуры диаметром до 90 мм.
Рабочим органом станка является вращающийся диск-шестерня, при вращении которого и происходит гибка арматуры. Диск-шестерня закреплен на оси, на верхний конец которой устанавливаются сменные ролики различного диаметра соответственно диаметру изгибаемой арматуры. Привод диска-шестерни осуществляется от электродвигателя через цилиндрический редуктор, коническую пару и цилиндрическую; пару прямозубчатых колес. Станок может работать автоматически после настройки его на требуемый угол загиба, установки изгибаемого стержня и нажатия кнопки «пуск». При этом двигатель вращает стол до тех пор, пока механизм отсчета угла загиба не разомкнет контакты выключателя, после чего вращение стола прекращается и двигатель отключается.
Автомат АУП-18 для гибки петель Чебоксарского филиала СКТБ «Стройиндустрия» предназначен для гибки треугольных петель серии 3.400-7 и работает совестно с электросварочной машиной мощностью 150 кВт. Заготовленные на правильно-отрезных автоматах стержни определенной длины закладывают в бункер, из которого они автоматически поштучно подаются в механизм ориентации заготовки относительно центрального угла гибки.
Далее происходит гибка петли и место сварки оказывается в зоне электродов точечной машины. Происходят сварка и сбрасывание готовой петли в бункер.
Рис. 7. Станок С-564:
1 — стол; 2 — вращающийся диск; 3—5 — сменные ролики; 6 — электродвигатель; 7 — редуктор; 8, 9 — зубчатые колеса
Таблица 1
Технические характеристики гибочных станков
Станок СМЖ-353А обеспечивает гибку сеток гибочной траверсой, приводимой в действие пневмоцилиндрами. Станок состоит из секций, обеспечивающих гибку сетки длиной 3 м. Дня сетки 6 и 9 м требуются соответственно 2 и 3 секции. В каждую секцию входит рама, на которой установлена гибочная траверса с поворотными рычагами, пмевмоцилиндры, коллектор сжатого воздуха и аппарат управления. Сетка укладывается на рабочий стол до упора в передвижные ограничители и захватывается прижимными крючками. После пуска воздуха цилиндры происходят поворот траверсы и изгиб сетки. Угол изгиба регулируется настройкой специального механизма.
Станок (пресс) ПО-725 для гибки тяжелых сеток состоит из массивной станины, гибочной поворотной траверсы, системы дорнов, вокруг которых происходит гибка сетки, насосной станции высокого давления, гидросистемы, электрооборудования и пульта управления.
Рис. 8. Станок СМЖ-353А:
1 — рама; 2 — рычаги со стяжками; 3 — коллектор с электропневмопереключателями; 4 — концевые выключатели; 5 — гибочная балка; 6 — траверса с крючками; 7 — пневмоцилиндры
Гибка производится в такой последовательности. Сетку тельфером подают к станку и продольные стержни в месте изгиба заводят под дорны. Затем устанавливают требуемый угол гибки и нажимают кнопку «пуск». Срабатывает гидравлический золотник, подающий масло в гидроцилиндры траверсы и происходит процесс гибки сетки. После загиба ее на заданный угол золотник автоматически переключает систему на возврат траверсы в исходное положение и процесс заканчивается.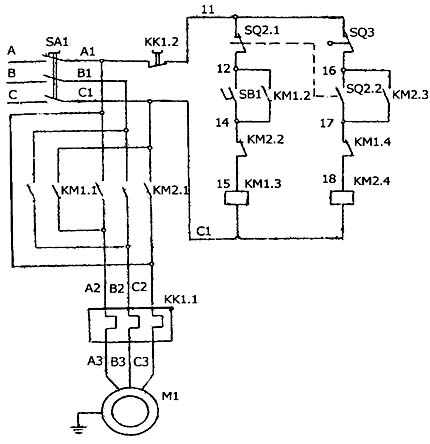
Прецизионная гибка труб | Tube Bending
от AxenicsDec 18, 2018Pipe & Tube Bending
Расчетное время прочтения: 4 минуты обозримое будущее. Прецизионная гибка труб – это метод создания труб, которые согнуты без каких-либо дефектов внутреннего или внешнего диаметра. Морщин нет, а истончение и уплощение стенок минимальное.
Есть два типа клиентов, которые пользуются инновациями в области гибки труб: те, кто ищет надежные решения для установки небольших компонентов в новые технологии, и те, кто обнаруживает, что старые способы больше не могут быть лучшими.
Производители оригинального оборудования получают выгоду от использования трубогибочного станка с числовым программным управлением (ЧПУ), на котором можно производить и повторять более сложные изгибы.
Нельсон Эрнандес (Nelson Hernandez) — один из руководителей проектов в компании Axenics, занимающейся прецизионной гибкой труб. Он курирует предложения, поступающие от клиентов, которым требуется прецизионная гибка труб для готовой продукции. Процесс обычно идет по следующему пути:
Процесс обычно идет по следующему пути:
- Заказчик отправляет проектные планы компонента (хотя следует помнить, что инженеры-конструкторы Axenics всегда готовы проконсультировать по вопросам проектирования производства и концепций, даже таких простых, как набросок на салфетке).
- Определяется, возможно ли в настоящее время изготовить компонент в соответствии с проектом путем создания 3D-моделирования предлагаемого компонента на гибочном станке с ЧПУ.
- Axenics предлагает отзывы об улучшениях, таких как лучший радиус конструкции
- Определяется, будет ли выполняемая прецизионная гибка трубы стандартной или индивидуальной.
- Если это нестандартный изгиб, возможно, потребуется создать новый кондуктор для завершения точной гибки.
- Компания Axenics обсудит окончательные планы с заказчиком.
- Изгиб создается и при необходимости повторяется точно так же снова и снова.
Интеллектуальные технологии создали спрос на все более миниатюрные полупроводники.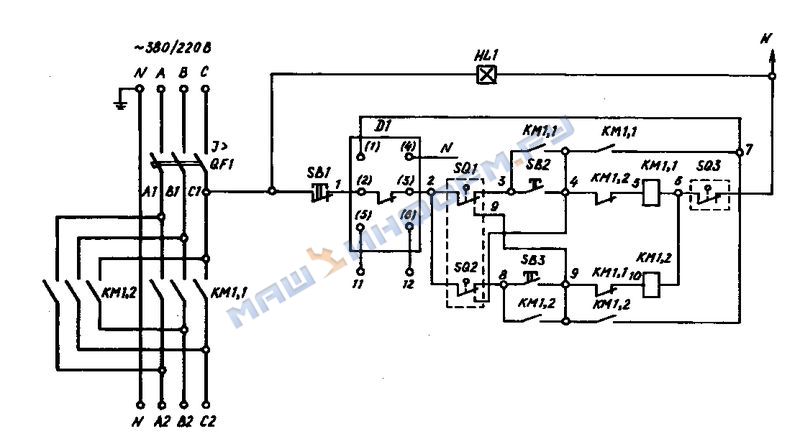 В настоящее время компания Axenics регулярно выполняет прецизионную гибку труб на катушке по сверхмалому радиусу, в том числе гибку труб встык на 180 градусов, чтобы разместить сложную сборку в небольшом пространстве.
В настоящее время компания Axenics регулярно выполняет прецизионную гибку труб на катушке по сверхмалому радиусу, в том числе гибку труб встык на 180 градусов, чтобы разместить сложную сборку в небольшом пространстве.
«Это невозможно сделать, но не каждый может это сделать», — сказал Эрнандес о последних инновациях в области гибки труб. «Все пытаются сделать что-то за пределами нормы».
Прецизионная гибка труб обеспечивает гибкость, которую невозможно найти в готовом виде. По словам Эрнандеса, в наступающем году он надеется, что сможет достичь сложных изгибов с более узким радиусом, большего количества обратных изгибов и изгибов большего диаметра.
До сих пор есть инженеры старой школы, которые еще не убеждены в том, что фитинги можно заменить, хотя Эрнандес сказал, что видит клиентов, готовых регулярно меняться. К сожалению, он все еще видит, что некоторые планы приходят с определенными сварными деталями, которые просто не принадлежат.
Иногда требуется физически показать покупателю, как можно отказаться от фитингов с помощью точной гибки труб, а также продемонстрировать преимущества экономии денег и времени.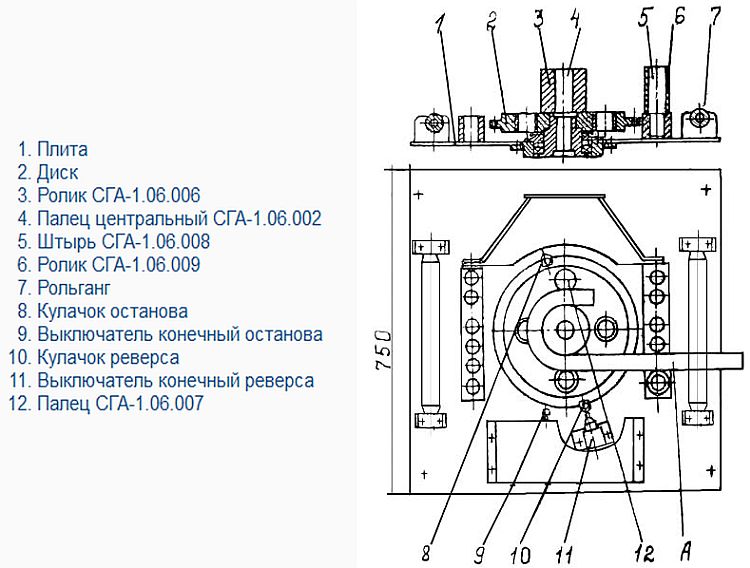 Не говоря уже об устранении риска утечек.
Не говоря уже об устранении риска утечек.
«Как только они видят результаты, им это нравится, и обычно они спрашивают, какие еще улучшения мы можем для них сделать», — сказал Эрнандес.
Несмотря на то, что компания Axenics уже несколько лет владеет трубогибочным станком с ЧПУ, важно, чтобы прецизионный трубогибочный станок не только обслуживался для повышения производительности, но и обновлялся по мере появления новых технологий для него. Эрнандес поддерживает бережливое производство в Axenics, экономя время.
Последнее обновление трубогибочного станка с ЧПУ позволяет ему вводить чертежи от заказчика непосредственно в свой компьютер и создавать 3D-моделирование без необходимости ввода его в трубогибочный станок, чтобы определить, можно ли успешно изготовить существующий план. Благодаря этому обновлению он может получать обратную связь от клиента быстрее, чем раньше.
Здесь вы можете ознакомиться с возможностями и техническими характеристиками нашего трубогибочного станка с ЧПУ.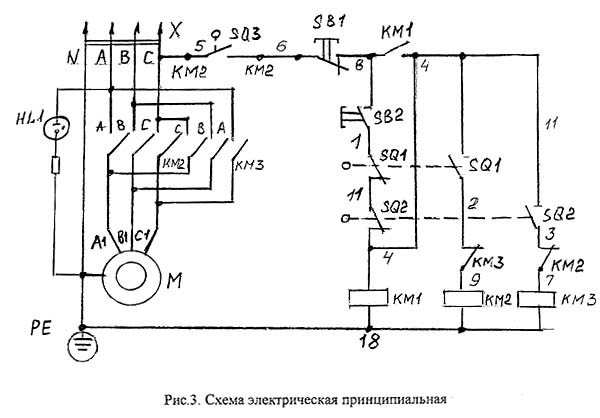 Нельсон всегда ищет способы улучшить возможности в Axenics, что является одним из «супервеселых» аспектов его работы.
Нельсон всегда ищет способы улучшить возможности в Axenics, что является одним из «супервеселых» аспектов его работы.
«Одна из вещей, которые мне больше всего нравятся, — это то, что клиент всегда сталкивается с какой-то новой задачей, пытаясь улучшить ситуацию», — добавил он.
Гибка труб | Трубогибочный станок с ЧПУ
Высококачественный и экономичный трубогибочный станок с ЧПУ Horn Metric TBRE Hybrid обеспечивает высокое качество и экономичность трубогибочного станка. Прецизионная гибка труб устраняет необходимость в покупке различных дорогостоящих соединений и приспособлений, которые требуются при сварке соединений.
Гибка труб на трубогибочном станке с ЧПУ используется в производстве медицинских устройств, производстве полупроводников, химическом производстве и процессах альтернативной энергетики. Процесс используется на различных типах металлов, включая медь, латунь, алюминий, нержавеющую сталь, титан и инконель.
Экономьте деньги благодаря гибке труб
Гибка труб автоматизирована с помощью гибочного станка с ЧПУ, что сокращает потребность в нескольких сварщиках на большом проекте.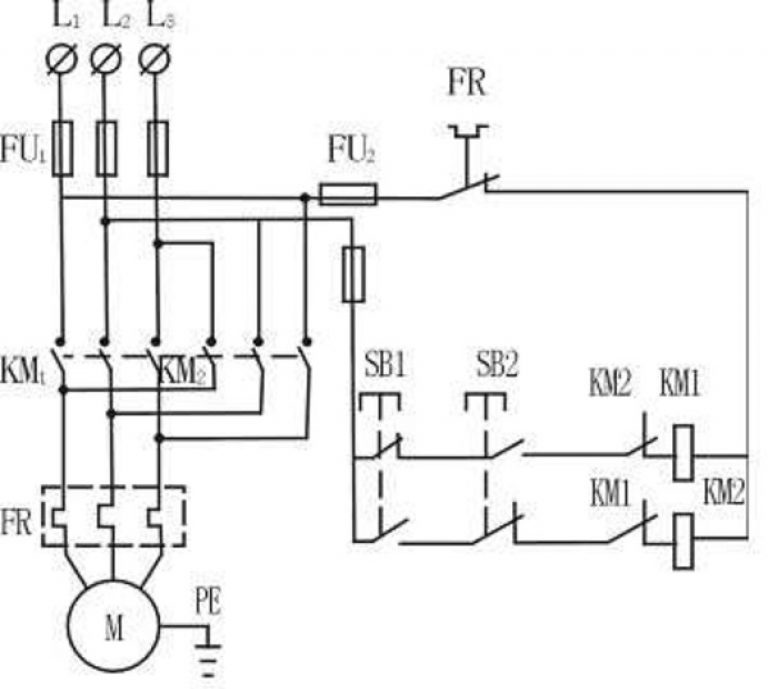 Машина выполняет большинство гибов, которые затем дважды проверяются техническим специалистом, что еще больше снижает трудозатраты.
Машина выполняет большинство гибов, которые затем дважды проверяются техническим специалистом, что еще больше снижает трудозатраты.
Что может трубогиб с ЧПУ?
У нас есть подробное руководство по трубогибочному станку с ЧПУ для загрузки, в котором указаны возможности нашего трубогибочного станка с ЧПУ, но основные особенности нашего станка включают:
- Изготовление качественных гибов с точностью от 0,005 до 0,010 дюймов
- Изгибает одну деталь в минуту (намного быстрее, чем ручная гибка)
- Автоматическая смазка оправки для лучшего контроля смазки, что приводит к оптимальным изгибам оправки
- Экологически чистое решение для различных проектов по гибке
- Можно импортировать трехмерные чертежи, что избавляет от необходимости в тщательно разработанном и трудоемком чертеже
Часто задаваемые вопросы о точной гибке труб
Вопрос: Если внешний диаметр трубы, которую мы планируем использовать, не соответствует стандартному размеру, каковы ваши гибкие возможности при разработке?
Ответ: Наши специалисты рассмотрят ваши требования к конструкции, чтобы выяснить, есть ли решение по изгибу трубы стандартного размера в форму или углы, которые будут соответствовать вашим требованиям к пространству, с минимальным количеством фитингов, чтобы обеспечить стабильную производительность без ухудшения характеристик.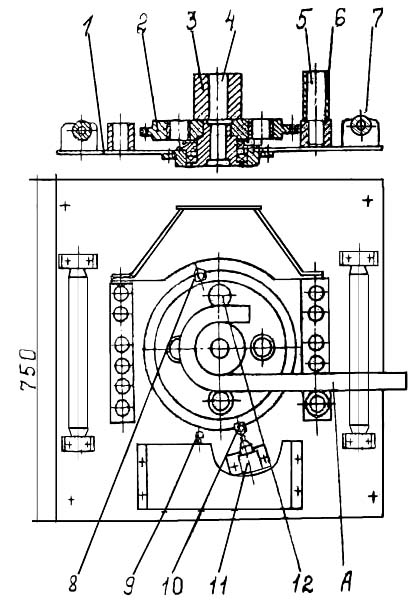
Вопрос: Если запрошенные радиусы не являются стандартными, каковы ваши гибкие возможности при проектировании?
Ответ: Наша команда рассмотрит ваш проектный план, чтобы увидеть, можно ли отрегулировать радиус изгиба трубы и при этом достичь поставленных целей. Вполне возможно, что мы сможем разработать конструкцию, используя как изгибы труб, так и высокочистую орбитальную сварку для достижения вашей цели.
Изгибы «спина к спине» иногда требуются, когда проектировщики пытаются разместить трубы в небольшом пространстве. Наш трубогибочный станок с ЧПУ может изгибать трубы под небольшим углом. Однако обратные изгибы обычно требуют специальных инструментов, что увеличивает стоимость проекта. Если размер проекта оправдывает стоимость инструментов, это может быть вашим лучшим решением.
Вопрос: Можем ли мы использовать в этом проекте закаленные или термообработанные трубы?
Ответ: Показывает ли ваше исследование свойства этих материалов на изгиб? Готовы ли вы к изменениям в выборе материалов? Некоторые закаленные или термообработанные трубы с большей вероятностью разорвутся, треснут или повредятся внутри при изгибе на машине. Наша команда может продемонстрировать свойства различных металлов, чтобы квалифицировать их для вашего проекта.
Наша команда может продемонстрировать свойства различных металлов, чтобы квалифицировать их для вашего проекта.
Узнайте о преимуществах гибки труб для вашего следующего проекта Загрузить сейчас
Продлите срок службы ваших подсистем с помощью гибки труб
Четыре атрибута точной гибки труб, которые продлят срок службы ваших систем, включают станок, материал, инструменты и смазку, используемые для работы.
Станок
Наш двухъярусный гидравлический трубогиб с возможностью профилирования производит изгибы различных диаметров от ¼” до 2”. Трубогибочный станок с ЧПУ производит изогнутые трубы без перегибов. Трубогибочный станок с ЧПУ также значительно сокращает время, материалы и затраты для клиентов, которым необходимо безопасно и последовательно транспортировать химические вещества и газы.
Материал
Мы предпочитаем использовать нержавеющую сталь серии 300 из-за ее долговечности и прочности. Гибочный станок также может выполнять индивидуальную гибку меди, алюминия, инконеля, титана, бронзы и других сплавов металлов.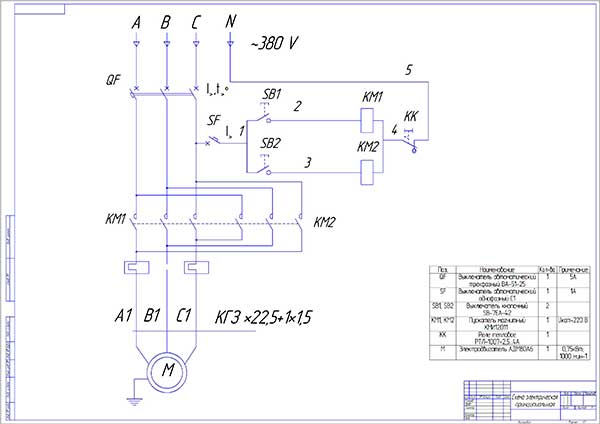 Мы рекомендуем трубы из нержавеющей стали из-за их высокой коррозионной стойкости и способности выдерживать длительное воздействие различных сред.
Мы рекомендуем трубы из нержавеющей стали из-за их высокой коррозионной стойкости и способности выдерживать длительное воздействие различных сред.
Инструменты
Компании, занимающиеся прецизионной гибкой труб, обнаруживают, что основными компонентами трубогибочных станков с ЧПУ являются оправка, гибочная матрица, зажимная матрица и зачистная матрица.
- Оправка: Оправка вставляется в трубу для поддержки во время гибки, чтобы избежать складок, деформации, разрушения, сплющивания, волнистости или поломки во время процесса. Использование оправки позволяет лучше контролировать овальность или округлость трубы. Гибка труб на оправке дает очень точные и воспроизводимые результаты при работе с крутыми изгибами или изгибами большого радиуса. Прочность оправки очень важна по отношению к прочности трубки. Для чрезвычайно прочных трубок используется мягкая оправка, а для более мягких трубок используется жесткая оправка. Это предотвращает прилипание оправки к внутренней части трубы, что может повредить трубу.
- Матрица для гибки: Радиус матрицы для гибки определяет долговечность трубы, чтобы приспособиться к радиальному расширению. Для гибки более твердого материала требуется гибочная матрица с меньшим радиусом.
- Зажимная матрица: Идеальная длина зажимной плашки в три раза больше диаметра трубы. Короткий зажим оказывает слишком большое давление на короткий участок трубы, что часто приводит к повреждению компонента.
- Грязесъемная матрица: Грязесъемная матрица поддерживает трубку на внутренней стороне изгиба, предотвращая образование складок. Располагайте гребенку под небольшим углом так, чтобы ее контактная точка всегда была очень острой. Смазка в точке контакта важна для предотвращения износа.

Смазка
Правильная смазка имеет решающее значение для получения высококачественных гибов. Смазка снижает трение во время гибки, обеспечивая чистый и гладкий результат. Мы предпочитаем синтетические смазки не на нефтяной основе в виде пасты или геля. Прочные металлы часто требуют большего количества смазки для предотвращения трения.
Прочные металлы часто требуют большего количества смазки для предотвращения трения.
Типы производственных систем, в которых рекомендуется гибка труб, включают:
- Системы управления: В химическом машиностроении важно обеспечить бесперебойный поток газов или жидкостей. В изогнутых трубных системах нет перегибов, которые могли бы улавливать или замедлять прохождение материалов через систему.
- Системы подачи: изогнутые трубки с ЧПУ создают непроницаемые для жидкости и воздуха уплотнения для последовательного движения вещества по всей системе.
- Системы очистки: в процессах очистки часто используются едкие химикаты, которые со временем могут вызвать разрушение наполнителя на сварных трубах. Изогнутая трубка не имеет наполнителя, а состоит только из основного металла, оставляя точные пути для движения материалов.
- Системы хранения: Производители химической промышленности могут использовать системы труб для доставки потенциально опасных материалов на временное или долгосрочное хранение. Внутренняя часть труб, используемых для транспортировки этого материала, должна оставаться чистой. Изогнутая трубка не имеет острых изгибов внутри для захвата материалов, поэтому внутренняя часть остается незагрязненной после прохождения материалов.
- Системы тестирования: Материалы, проходящие через системы тестирования, должны сохранять свои первоначальные свойства. При использовании изогнутых труб риск загрязнения значительно ниже, чем при использовании сварных трубных систем или систем с несколькими соединениями. Чем больше компонентов добавлено в систему, тем выше вероятность загрязнения.
 Внутренняя часть труб, используемых для транспортировки этого материала, должна оставаться чистой. Изогнутая трубка не имеет острых изгибов внутри для захвата материалов, поэтому внутренняя часть остается незагрязненной после прохождения материалов.
Внутренняя часть труб, используемых для транспортировки этого материала, должна оставаться чистой. Изогнутая трубка не имеет острых изгибов внутри для захвата материалов, поэтому внутренняя часть остается незагрязненной после прохождения материалов.Таблица радиусов изгиба труб с ЧПУ
В приведенной ниже таблице радиусов изгиба труб показаны наши стандартные или наиболее востребованные изгибы для сменных трубок для производственных систем доставки. По запросу могут быть предоставлены специальные инструменты.
| Tubing Outside Diameter (OD) | Material | Radius | Radius |
0. |