Схема сварочного аппарата: Схема сварочного инвертора – принципиальная схема инверторной сварки
alexxlab | 22.04.2023 | 0 | Разное
Схемы сварочных аппаратов и инверторов, самодельные полуавтоматы и выпрямители для сварки
Устройство для сваривания двух жил в неисправном кабеле
В предлагаемой статье читателям, среди которых есть электрики, рассмотрено устройство, которое поможет в ремонте электрического кабеля. При не соблюдении правил технической эксплуатации электрических кабелей, особенно с бумажной изоляцией типа ААБ-1 3*35, ААБ 3*120, при продолжительной …
1 2454 0
Простой и надежный регулятор постоянного тока для сварки и зарядки
Предлагается конструкция удобного и надёжного регулятора постоянного тока. Диапазон изменения им напряжения – от 0 до 0,86 U2, что позволяет использовать этот ценный прибор для различных целей. Например, для зарядки аккумуляторных батарей большой ёмкости, питания электронагревательных элементов, а…
1 12858 0
Сварка с водородно-кислородной горючей смесью из электролиза воды
Аппарат для газовой резки и сварки различных материалов, включая тугоплавкие металлы, ни одному хозяйству, думается, не помешает.
2 7258 0
Электросварочный аппарат из доступных деталей и материалов
Провести водопровод и канализацию, сделать вольеры для домашних животных и птиц, красивые подставки для цветов и многие другие полезные в хозяйстве вещи вам поможет электросварочный аппарат, изготовленный из доступных деталей и материалов. С электродами диаметром до 4 мм им можно сваривать металл…
0 4470 0
Простой сварочный аппарат- малыш из ЛАТРа Сварочный аппарат работает от сети 220 В и обладает высокими электротехническими характеристиками. Благодаря применению новой формы магнитопровода вес аппарата составляет всего 9 кг при габаритных размерах 125х150 мм. Это достигнуто использованием ленточного трансформаторного железа, свёрнутого в…
0 5097 2
Электронный блок для сварочного аппарата
Среди проблем, с которыми сталкивается практически любой самодельщик, электродуговая сварка и резка металлов в условиях домашней мастерской – не на последнем месте.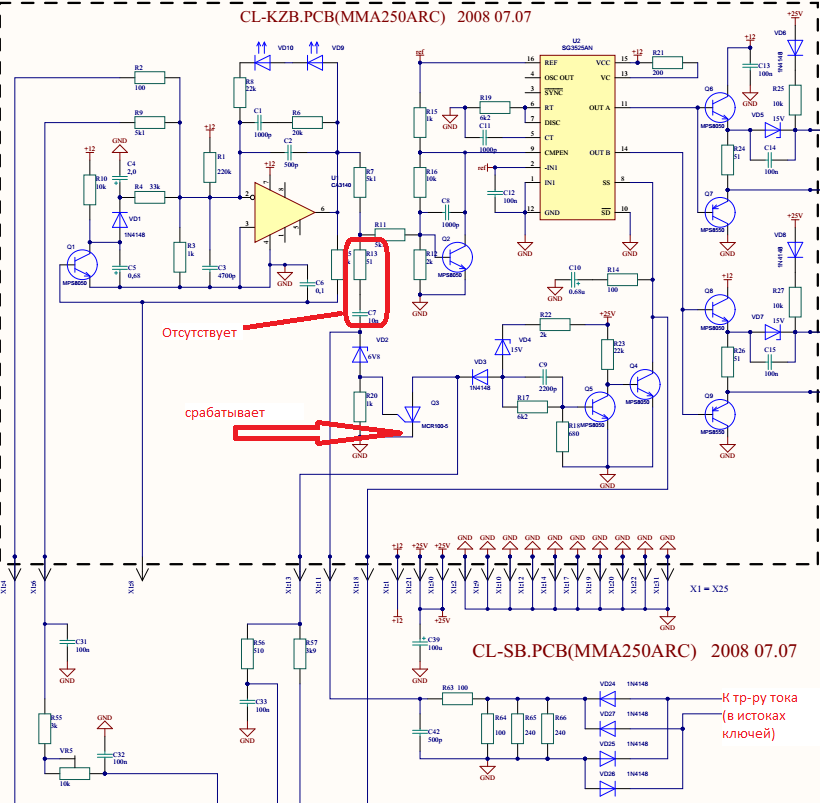 И очень хорошо, что «Моделист-конструктор» об этом не забывает, радуя своих читателей обстоятельными разработками, подобными…
И очень хорошо, что «Моделист-конструктор» об этом не забывает, радуя своих читателей обстоятельными разработками, подобными…
0 6485 0
Схема сварочного трансформатора с электронной регулировкой тока
Тем, кто любит мастерить всё своими руками, предлагается сделать компактное и надёжное устройство для электросварки изделий из конструкционных сталей электродами диаметром 2-5 мм. Питание его осуществляется от однофазной сети переменного тока напряжением 220 В, что довольно-таки удобно и при работе…
0 6497 0
Тороидальный сварочный аппарат (бублик) Многие сварщики-любители мечтают о тороидальном трансформаторе. Ведь давно известно, что массогабаритные характеристики у тороидов намного лучше чем у “Ш” и “П”-образных трансформаторов. Так, при тех же характеристиках, тороид в 1,3-1,5 раза меньше. Причина по которой многие не…
1 5714 0
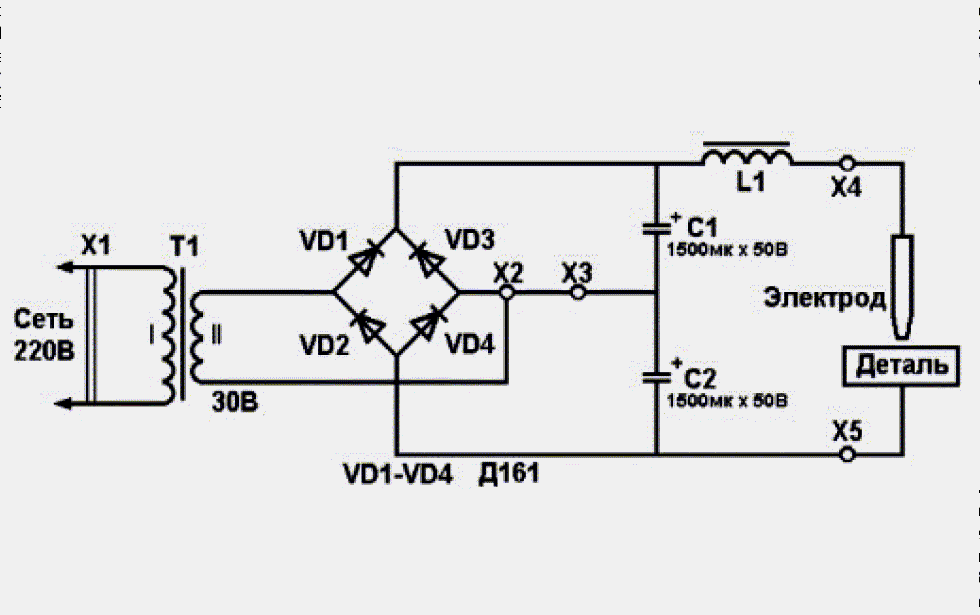
Самодельный аппарат для сварки на постоянном токе
Преимущества сварочных аппаратов постоянного тока перед их «переменнотоковыми собратьями» общеизвестны.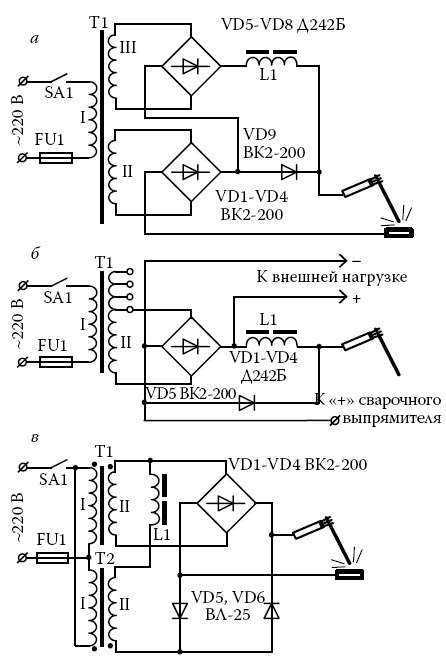 Это и мягкое зажигание дуги, и возможность соединять тонкостенные детали, и меньшее разбрызгивание металла, и отсутствие непровариваемых участков. Даже надоедливого (и, как выяснилось,…
Это и мягкое зажигание дуги, и возможность соединять тонкостенные детали, и меньшее разбрызгивание металла, и отсутствие непровариваемых участков. Даже надоедливого (и, как выяснилось,…
0 5181 0
Три в одном – сварка, зарядное и пусковое устройство Вот уже более десяти лет пользуюсь самодельным устройством, отлично зарекомендовавшим себя при сварке, резке металлических листов толщиной от 0,6 до 12 мм, подаче электропитания на время запуска двигателя автомашины стартером, зарядке щёлочных и кислотных аккумуляторов, обеспечении запуска и…
3 9627 0
1 2 3
Взрыв-схема и запчасти для сварочного аппарата Elitech АС 160 К
Скачать
Скачать Каталог Elitech 2023
Скачать Каталог Elitech Promo 2022
Скачать Расходные материалы и оснастка 2022
Заявка на запчасти Осторожно, мошенники!
> Взрыв-схемы и запчасти > Взрыв-схемы и запчасти для сварочных аппаратов > Взрыв-схема и запчасти для сварочного аппарата Elitech АС 160 К
Отправить заявку на заказ запчастейЗаказ запчастей Elitech
Ваше имя*
Имя контактного лица
Ваш телефон*
Телефон для связи
Перечень запчастей*
Список запчастей для заказа, через запятую
Ваш Email*
Адрес электронной почты
Город*
Информация об адресе заказа
Список взрыв схем и запчастейPart No. | КОД Elitech | Описание (англ.) | Описание |
| 1 | 0500.010100 | Hex cross screw | шестиугольный винт |
| 2 | 0500.010200 | handle | рукоятка |
| 3 | 0500.010300 | Clairvoyance window | подкладка |
| 4 | 0500.010400 | obtuse cross screw | тупоконечный винт |
| 5 | 0500.010500 | case | защитный кожух |
| 6 | 0500.010600 | Thermal protection | датчик термозащиты |
| 7 | 0500.010700 | Aluminum piece | алюминиевая пластина |
| 8 | 0500.010800 | transformer | трансформатор |
| 9 | 0500.010900 | buckle | скоба |
| 10 | 0500.011000 | U-type clip | зажим типа U |
| 14 | 0500.011100 | Hex cross screw | шестиугольный винт |
| 15 | 0500. 011200 011200 | needle | рукоятка регулировки сварочного тока |
| 16 | 0500.011300 | Crop cross screw | винт |
| 17 | 0500.011400 | Superior bracket | зажим пластин электромагнитного шунта |
| 18 | 0500.011500 | Moving core | железные пластины электромагнитного шунта |
| 19 | 0500.011600 | Half round cross screw | винт с плоской головкой |
| 20 | 0500.011700 | Spring washer | предохранительная шайба |
| 21 | 0500.011800 | Flat washer | плоская шайба |
| 22 | 0500.011900 | Fan | вентилятор |
| 23 | 0500.012000 | Mather board | Задняя панель |
| 24 | 0500.012100 | Tooth-type wahser | зубчатая шайба |
| 25 | 0500.012200 | Switch | выключатель источника питания |
| 31 | 0500.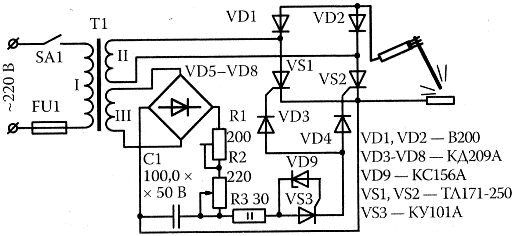 012300 012300 | Indicator of over heat | индикатор перегрева |
| 32 | 0500.012400 | Jacket of power cable | резиновая втулка кабеля питания |
| 33 | 0500.012500 | Obtuse cross Self-tapping Screw | саморез |
| 34 | 0500.012600 | Lock stud | втулка |
| 35 | 0500.012700 | Power cable | кабель питания |
| 36 | 0500.012800 | Cover of current adjustor | заглушка рукоятки регулятора сварочного тока |
| 37 | 0500.012900 | current adjustor | регулятор сварочного тока |
| 38 | 0500.013000 | pole | винт регулятора сварочного тока |
| 39 | 0500.013100 | Electrode holder | электрододержатель |
| 40 | 0500.013200 | Earth clamp | зажим массы |
| 41 | 0500.013300 | к | колпачек колеса |
| 42 | 0500. 013400 013400 | Block reed | Блокирующая втулка |
| 43 | 0500.013500 | wheel | колесо |
| 44 | 0500.013600 | axle | ось колеса |
| 45 | 0500.013700 | Pressing board | Пресс-скоба |
| 46 | 0500.013800 | Flat washer | плоская шайба |
| 47 | 0500.013900 | Spring wahser | предохранительная шайба |
| 48 | 0500.014000 | Obtuse cross Self-tapping Screw | саморез |
| 49 | 0500.014100 | Underfoot | подножка |
| 50 | 0500.014200 | Obtuse cross bolt with washer | саморез |
Плазменная сварка | Полисуд
- Главная
- /

Когда электродуговая сварка используется для сварки листов или труб толщиной до 8 мм за один проход, предпочтительно использовать процесс, производный от сварки TIG: плазменная сварка. Процесс плазменной дуговой сварки обеспечивает высокую производительность и более высокое проплавление.
В некоторых случаях использование сварки TIG и плазменной сварки необходимо и дополняет друг друга. Корневой проход выполняется одним способом, а заполнение – другим.
Принцип плазменной сварки
Схема, показывающая принцип плазменной сварки с присадочным металлом. Вольфрамовый электрод установлен внутри водоохлаждаемого сопла, в котором распространяется плазмообразующий газ. Вокруг охлаждаемого сопла устанавливается сопло для рассеивания кольцевого защитного газа (чаще всего аргона). Собранные детали свариваются встык.
Определение
ПЛАЗМЕННАЯ ДУГОВАЯ СВАРКА — это, по сути, расширение процесса дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW или TIG).
Процесс плазменной дуговой сварки обычно используется для сварки и наплавки. Он может сваривать наиболее распространенные металлы толщиной до 10 мм. С помощью подходящих горелок его можно использовать даже на алюминии с толщиной листа до 5 мм.
Основное применение плазменной сварки, также называемой PAW, – это строительство контейнеров и производство труб, где автоматизация сварки очень популярна и эффективна. Микроплазменная сварка применяется в технологии бытовой техники, электроники, авиационной и космической техники, медицинской техники и приборостроения.
Пример токарного станка, оснащенного аппаратом плазменной дуговой сварки. Плазменная сварочная горелка перемещается вдоль детали или вокруг нее. Этот токарный станок был разработан для выполнения сварки за один проход нержавеющей стали 316L толщиной 4, 8 или 10 мм.
Преимущества плазменной сварки
- Механическое сужение дуги водоохлаждаемым соплом позволяет производить сварку большей толщины при квадратной стыковой разделке (от 3 мм до 10 мм) с меньшей зоной термического влияния (шов «замочная скважина»).
- Увеличена скорость сварки с 50 мм/мин до 500 мм/мин, в зависимости от материала и толщины материала.
- Уменьшение количества слоев сварки при большей толщине в сочетании с процессом горячей проволоки.
- Высокий срок службы электрода за счет использования вспомогательной дуги.
- Отличное качество сварки.
- Минимальные искажения.
- Односторонняя сварка с хорошим проплавлением корня.
- Сварка во всех положениях с синхронизацией импульсного тока и плазмообразующего газа.
Polycar, оснащенный плазменной сварочной горелкой с катушкой для проволоки. Этот плазменный автоматический сварочный аппарат смонтирован на фиксированном рельсе двутавровой балки. Это оборудование для плазменной дуговой сварки предназначено для выполнения продольных или круговых сварных швов в горизонтальном или вертикальном положении
Это оборудование для плазменной дуговой сварки предназначено для выполнения продольных или круговых сварных швов в горизонтальном или вертикальном положении
Рабочие характеристики процесса плазменной сварки с использованием присадочной проволоки
- Стыковая сварка материалов толщиной от 3 мм до 8 мм с квадратной разделкой кромок.
- Возможность использования процесса горячей проволоки для слоя(ев) заполнения.
- Синхронизация импульсного тока и плазменного газа для сварки в нерабочем положении.
Подготовка шва к плазменной сварке
При толщине материала от 5 мм до 7 мм: v- подготовка (30°, 70° или 90°, в зависимости от комбинации процессов и количества слоев наполнителя). Поддерживая правильное расстояние между соплом горелки и заготовкой, это гарантирует беспроблемное зажигание дуги плазменной сварки.
Характеристики сварочной ванны при плазменно-дуговой сварке
При плазменной сварке в замочную скважину поперечное сечение сварочной ванны имеет форму винного бокала. В корне сварочная ванна очень узкая, а вверху она непропорционально расширяется. Быстрое охлаждение корня и более медленное затвердевание верхней части уравновешивают сварочную ванну.
В корне сварочная ванна очень узкая, а вверху она непропорционально расширяется. Быстрое охлаждение корня и более медленное затвердевание верхней части уравновешивают сварочную ванну.
Polycar, оснащенный плазменной сварочной горелкой с катушкой для проволоки. Этот плазменный автоматический сварочный аппарат смонтирован на фиксированном рельсе двутавровой балки. Это оборудование для плазменной дуговой сварки предназначено для выполнения продольных или круговых сварных швов в горизонтальном или вертикальном положении
Поведение сварочной ванны при плазменной сварке
Важным фактом при рассмотрении влияющих факторов является разница во времени между затвердеванием сварочной ванны в области корня и в области поверхности. Чем больше разница, тем лучше контроль сварочной ванны.
Поверхностное натяжение и вязкость сварочной ванны являются основными факторами, определяющими ее равновесие.
Факторы, поддерживающие устойчивость сварочной ванны
Эти факторы могут влиять на равновесие сварочной ванны, создаваемой аппаратом плазменной сварки:
- Размер сварочной ванны
- Физические свойства сварочной ванны
- Подготовка под сварку
- Скорость сварки
Размер сварочной ванны при плазменной сварке
На вязкость расплавленного металла повлиять невозможно. Однако можно контролировать объем металла шва и его затвердевание, специально изменяя параметры сварки в процессе сварки.
Однако можно контролировать объем металла шва и его затвердевание, специально изменяя параметры сварки в процессе сварки.
Физические свойства плазменной сварочной ванны
Сварочную ванну легче контролировать, если она соответствует следующим требованиям:
- Квадратная подготовка кромок под углом 90 градусов.
- Диаметр замочной скважины должен быть как можно меньше (между 1 и 3 мм).
Подготовка к сварке
Чтобы не повлиять на равновесие сварочной ванны, параметры плазменной сварки должны контролироваться, а подготовка шва должна быть неизменно хорошей. Эта консистенция оказывает непосредственное влияние на регулярность сварки. Плазменные сопла специально разработаны для определенных максимальных токов; при приближении к этому пределу; могут образовываться блуждающие дуги, влияющие на плазменную дугу и поток плазмообразующего газа.
Скорость сварки
Если плазменная сварка с замочной скважиной выполняется при слишком низкой скорости сварки, это приведет к неравномерному сварному шву или, в крайних случаях, может привести к отпадению сварного шва.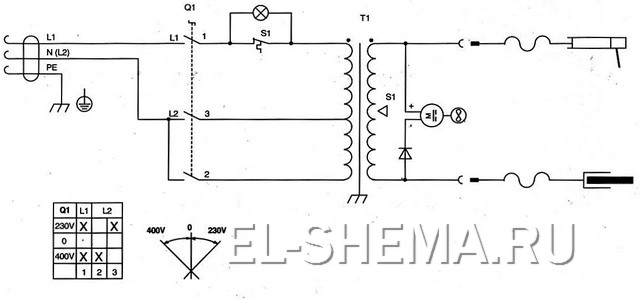 На практике сварочный ток и объем газа должны быть установлены таким образом, чтобы плазменная струя была достаточно сильной, чтобы полностью проникнуть в заготовку. Для получения идеального сварного шва скорость сварки должна соответствовать этим параметрам.
На практике сварочный ток и объем газа должны быть установлены таким образом, чтобы плазменная струя была достаточно сильной, чтобы полностью проникнуть в заготовку. Для получения идеального сварного шва скорость сварки должна соответствовать этим параметрам.
Критерии использования плазменной сварки с замочной скважиной
Продольная сварка в любом положении не представляет особых проблем для всех аппаратов плазменной дуговой сварки. Синхронизация импульсного тока и плазмообразующего газа требует соответствующей системы управления.
Однако с орбитальной плазменной сваркой связаны две трудности:
- Закрытие замочной скважины
- Риск проникновения подбарабанья в положении от 6 до 9 часов. Все остальные позиции легко освоить.
Скорость потока плазмообразующего газа должна быть установлена таким образом, чтобы предотвратить «выдувание» материала и исключить ошибки склеивания или непреднамеренные включения.
Со специальной насадкой плазменные горелки также можно использовать для сварки TIG. Центральный газ и плазменный газ контролируются отдельно. При использовании источника питания и плазменной/TIG-горелки возможны следующие варианты:
Центральный газ и плазменный газ контролируются отдельно. При использовании источника питания и плазменной/TIG-горелки возможны следующие варианты:
- обычный метод TIG
- Двойной газовый метод TIG
- Плазменная сварка / плазменная сварка в замочную скважину
На диаграмме характеристические кривые U = f(I) сравнивают зарегистрированные значения напряжения дуги в зависимости от силы сварочного тока между процессами плазмы и TIG. Получается, что при одинаковой силе тока значения напряжения при плазменной сварке вдвое выше, чем при ТИГ. Это показывает влияние расстояния между электродом и заготовкой (которое больше в процессе плазменно-дуговой сварки) и второго газа (плазменного газа).
Каждый из этих методов можно также использовать для повышения производительности (улучшенная скорость наплавки) в сочетании с процессом плазменной сварки/ВИГ с горячей проволокой.
Плазменная сварка импульсным плазменным газом
Метод плазменной замочной сварки с использованием импульсного газа был разработан в отделе прикладных технологий ПОЛИСУД. Эта разработка позволяет проводить плазменную сварку во всех положениях. Скорость потока плазмообразующего газа используется для выработки кинетической энергии, необходимой для полного контроля замочной скважины.
Эта разработка позволяет проводить плазменную сварку во всех положениях. Скорость потока плазмообразующего газа используется для выработки кинетической энергии, необходимой для полного контроля замочной скважины.
Синхронизация импульсного сварочного тока и плазмообразующего газа снижает линейную потребляемую мощность. Объем и, следовательно, управление сварочной ванной плазмы может определяться этим «эффектом швейной машины».
Эффект швейной машины
- сильноточный >> сплав недрагоценных металлов
- слаботочный >> охлаждение
- усиление этого эффекта за счет уменьшения расхода плазмообразующего газа в слаботочной фазе >> прецизионный контроль замочной скважины
Кто мы
Polysoude специализируется на проектировании, разработке и производстве инновационных решений для дуговой сварки. Бренд является синонимом мирового опыта в 3 основных секторах: автоматические системы орбитальной сварки TIG, автоматизированные решения для сварки TIG и плазменной сварки, а также наплавка TIGer™.
Расположенная в Нанте с 1961 года, компания производит различные источники питания и оборудование для орбитальной сварки, специализируясь на орбитальной плазменной сварке и плазменной автоматической сварке, а также сварке в узкий раздел и наплавке.
В настоящее время компания Polysoude, ориентированная на интеллектуальное производство, разрабатывается с учетом требований Индустрии 4.0.
Связаться с нами
Присоединяйтесь к нашему сообществу в LinkedIn: @Polsyoude
Следите за нами в социальных сетях:
Facebook @polysoude
Instagram @polysoudeglobal
Рисунок 3 с машины для дуговой сварки с полумостовым передним преобразователем
- DOI:10.18178/IJEEE.5.2.106-109
- Идентификатор корпуса: 59331788
@article{Birbir2017ArcWM,
title={Аппарат для дуговой сварки с полумостовым передним преобразователем},
автор={Яшар Бирбир},
journal={Международный журнал электроники и электротехники},
год = {2017},
страницы={106-109}
} - Y.
 Birbir
Birbir - Опубликовано в 2017 г.
- Машиностроение
- Международный журнал электроники и электротехники
В данной статье представлен сварочный аппарат мощностью 3 кВт на базе полумостового прямого преобразователя. [] Ключ Метод Преобразователь использует интегральную схему ШИМ-контроллера текущего режима. SG1844 улучшает частоту переключения 100 кГц по размеру и весу, но частота переключения ограничена переключающими устройствами и материалом трансформатора. Этот метод управления обеспечивает правильное зажигание при напряжении 78 В. Важным требованием к источнику питания этого сварочного аппарата является управление формой волны ШИМ и ее адаптация… сварочные аппараты с фазосдвигающим трехступенчатым преобразователем постоянного тока ЗВС
3-уровневый фазовращатель ZVS-PWM с H-мостом DC/DC с преобразователем большой мощности на высокочастотном звене для аппарата дуговой сварки имеет уменьшенный размер фильтра, улучшенный динамический отклик и уменьшенные потери напряжения на полупроводниковых ключах.
Прямой автономный двухключевой прямоходовой преобразователь с повышающим ККМ для питания электромагнитных систем постоянного тока
- Димитров Б.Д. которые решают проблему с просадкой напряжения, возникающей в системе распределения электроэнергии, и обеспечивают стабильную работу контактной аппаратуры и релейных цепей при их промышленном применении.
ПОКАЗАНЫ 1-10 ИЗ 11 ССЫЛОК
СОРТИРОВАТЬ ПОРелевантности Наиболее влиятельные статьиНедавность
Простой инвертор для аппаратов для дуговой сварки с выпрямителем с удвоением тока
В этом письме предлагается новая схема инвертора для аппаратов для дуговой сварки. Выходной выпрямитель, замененный двойным выпрямителем по току, может эффективно уменьшить пульсации выходного тока. Таким образом, нижняя…
Усовершенствованный преобразователь постоянного тока высокой мощности, использующий полумостовой ШИМ-инвертор нового типа с мягким переключением и высокочастотным трансформатором для дуговой сварки
В этой статье представлена новая топология схемы полумостового переключателя шины постоянного тока с плавным переключением преобразователя постоянного тока с ШИМ инверторного типа для дуговой сварки.
 Предлагаемый силовой преобразователь состоит из…
Предлагаемый силовой преобразователь состоит из…Математическое моделирование и цифровое управление для источников питания импульсного тока для сварочного аппарата
В данной работе представлена разработка сварочного аппарата MIG/MAG (металл-газ, инертный/металл-активный газ), выходной ток которого импульсный, управление разрабатывалось исходя из упрощенного математического…
Сравнительный анализ блоков питания мощностью 4 кВт для сварочного аппарата
- P. Cancelliere, V. Colli, R. D. Stefano, G. Tomassi
Engineering
Пятая международная конференция по силовой электронике и системам привода, 2003. PEDS 2003.
- 2003
В статье рассматривается исследование, проведенное для оценки надежности топологии Н-моста для преобразователя постоянного тока со стратегией фазовой модуляции с тремя различными силовыми устройствами. Первый…
Высокоскоростное динамическое управление инверторным источником питания для дуговой сварки Источник сварочной мощности устанавливается на основе метода усреднения выходного тока и реализована постоянная выходная мощность (ток или напряжение)…
Новая схема управления смешанным током и напряжением для инверторных сварочных аппаратов
- Y.