Схема сварочного самодельного инвертора: схема и сборка инверторной сварки
alexxlab | 15.12.2020 | 0 | Разное
Сварочный инвертор самодельный – разбираем схемы самодельных сварочных аппаратов
Сварочный инвертор, также называемый сварочным аппаратом, некогда был изобретен достаточно известным ученым Юрием Негуляевым и с тех пор стал практически незаменимым прибором. Сварочный инвертор самодельный – это достаточно простая идея для тех, кто имеет хотя бы минимальное представление о сварке.
Мы предлагаем вам разобраться в некоторых тонкостях того, как сделать собственными руками полуавтоматический инвертор на транзисторах и тиристорах.
Конструирование сварочного аппарата
Разумеется, существуют различные схемы самодельных сварочных аппаратов. Они являются источником дальнейшей конструкции, будь она самодельной или же покупной. Мы будем рассматривать классическую схему, принадлежащую Негуляеву, которая лежит в основе всех последующих доработок.
В конструкции провод не должен быть опоясанным термоизолирующим материалом. Самодельная сварка может быть создана на основе простенькой дюралюминиевой плиты размером в 6 мм, к которой уже, согласно схеме, присоединяются все необходимые провода и проводники, отдающие тепло.
С помощью достаточно мощного вентилятора, которым может послужить радиатор автомобиля, обдуваются и радиаторы выпрямительных диодов, и резонансный дроссель. Помимо этого, дроссель должен быть прижат к основанию с помощью прокладочного уплотнителя.
Дроссельный прибор, без которого ваш сварочный инвертор самодельный никогда не заработает, проще всего изготовить из шести медных сердечников. Их можно достать из старых трансформаторов строчной работы или же телевизоров старого образца. В крайнем случае – их можно приобрести. Что касается применяемых в схеме диодов, их проще прижать к инверторной схеме и подвести к ним стабилизаторы напряжения или уплотнители изоляции.
Вентилятор сможет охлаждать несколько мостов, при этом, будучи огражденным от каждого системой изоляции. Такой вариант конструкции будет способствовать тому, что транзисторы будут охлаждаться без дополнительного присоединения к мостам или радиатору.
Вторичную обмотку, при необходимости, можно вывести на ферритовые цилиндры.
Так как вентиляция вторичной обмотки в данном случае играет большую роль, необходимо отметить возможное резонансное напряжение.
Работа с проводниками
Расположение проводников выполняется так, как это рекомендуют схемы самодельных сварочных аппаратов. В данном случае важно лишь то, чтобы они не контачили между собой, иначе это вызовет серьезный сбой в работе всей схемы. Также рекомендуется проводить монтаж силового моста. Как правило, для этого применяют провод из меди не толще 2 мм, возможно, даже без изоляции.
Его необходимо обмотать обыкновенными нитками в два-три слоя после лужения. Для крепления рекомендуются изолирующие элементы, которые смогут принять на себя часть нагрузки транзисторов. Их можно прижать к применяемому радиатору. Элементы можно устанавливать, применяя дюралюминиевые пластины. Так как они закручиваются небольшими болтами, это удобно, если у вас запланирована маленькая и практичная самодельная сварка.
Как изготовить импульсный инвертор?
Руководствуясь различными схемами, необходимо запомнить простое правило: при создании трансформатора обмотка должна охватывать всю доступную ширину каркаса, так как это предотвратит возможные повреждения конструкции.
В этом варианте вторичную обмотку накладывают в несколько слоев. Посредством токового трансформаторного аппарата отдельные кольца прикрепляются к первичной и вторичной обмотке, как это указано в вашей схеме, после того как дроссель будет намотан на ферритный сердечник.
Для охлаждения можно взять старый радиатор от стационарного компьютера, так как он максимально подходит по критериям энергопотребления и мощности. Если вам необходим действительно устойчивый трансформатор, который составит основу импульсного инвертора, для обмотки рекомендуется применять медную ленту, поскольку алюминиевые элементы неустойчивы к переменному току.
Важным является еще один момент: работа такого бесперебойного устройства зависит не только от величины переменного или постоянного тока, но и от толщины провода. Если при сборе будет использована обмотка больше, чем половина миллиметра, возможно возникновение обратного эффекта, который отрицательно скажется на работоспособности других бытовых приборов в сети.
Такой самодельный инвертор весит в среднем около 8 килограмм, при этом, он будет располагать достаточной пропускной способностью.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
схема самодельной инверторной сварки и как сделать аппарат?
Для того чтобы собрать сварочный инвертор своими руками, не обязательно обладать глубокими познаниями в физике, разбираться профессионально в технике, электричестве и т.д.
Необходимо только выполнять все по схеме и знать, хотя бы на минимальном уровне механизм действия данного оборудования. Желающим создать инвертор в более экономном и простом варианте, следует знать, что технические особенности и КПД по сути одинаковые от аналогов конструкции.
Содержание
- Характеристики самодельного инвертора
- Материалы для его сборки
- Блок питания агрегата
- Силовой блок
- Инверторный блок
- Система охлаждения агрегата
- Сборка инвертора своими руками
- Диагностика самодельного инвертора и его подготовка к работе
- Обслуживание самодельного сварочного инвертора
- Итог
Характеристики самодельного инвертора
Один из важных вопросов для специалистов по сварке – как сделать своими руками.
Прежде чем собирать эффективный сварочный инвертор необходимо выделить следующие технические характеристики оборудования:
- на одном из транзисторов сила тока, который проходит через вход, должна составлять 32 ампера;
- 250 ампер – показатель силы тока, который создается при выходе из аппарата;
- напряжение должно быть до 220 вольт.
Для того чтобы создать самый простой сварочный инвертор необходимо соединить следующие элементы в один механизм:
- силовой блок;
- питательный блок на тиристорах;
- драйвера для силовых ключей.
Материалы для его сборки
Чертеж инверторного сварочного аппарата.Прежде чем начать собирать , мастер должен подготовить необходимые инструменты и материалы, которые могут понадобиться ему в работе.
В первую очередь:
- различного типа отвертки;
- паяльное устройство, чтобы соединять детали в электронной схеме;
- нож;
- инструмент для вырезки на металлической поверхности;
- резьба, как крепежная деталь;
- поверхность с небольшой толщиной из металла;
- детали, благодаря которым формируется электросхема инверторного сварочного аппарата;
- провод из меди и полосы, чтобы обмотать трансформатор потребуется;
- стеклоткань;
- слюда;
- текстолиты;
- обычная термобумага, использующаяся в кассовых аппаратах.

Схема сварочного аппарата используется для сборки оборудования в домашних условиях с напряжением от электросети в 220 вольт.
Но если есть надобность, то используют схемы сварочных аппаратов, работающие на трехфазовой электросети с напряжением в 380 вольт. У таких оборудований есть достоинства, среди которых выделяют высокий показатель КПД, в отличие от однофазовых конструкций.
Блок питания агрегата
В блоке питания сварочного инвертора самой важной деталью является , мотающийся при феррите в Ш7*7 либо 8*8.
Блок питания инвертора.При помощи данного механизма обеспечивается подача регулярного напряжения и создается за счет 4-х обмоток:
- Первичная.
Сто кругов проводом ПЭВ в диаметре 0,3 миллиметра.
- Первая вторичная.
15 кругов проводом ПЭВ в диаметре 1 миллиметр. - Вторая вторичная.
15 кругов ПЭВ в диаметре 0,2 миллиметра. - Третья вторичная.
20 кругов в диаметре 0,3 миллиметра.
После того как будет выполнена первичная обмотка и проведена изоляция её сторон за счет стеклоткани, её также обматывают в экранирующий провод. Каждый виток должен целиком покрывать защитный слой.
Обмотка экранирующим проводом должна быть в таком же направлении, как и первичная обмотка. Стоит обратить внимание на одинаковость диаметров двух видов обмоток.
Этим же правилом пользуются и для других видов: при наматывании на каркас трансформатора, изоляции друг от друга проводов за счет стеклоткани либо при использовании простого малярного скотча.
Для стабилизации напряжения в области 20-25 вольт, что поступает в блок питания через реле, подбирается резистор для электронных схем. Главной особенностью рассматриваемого механизма выступает изменение переменного тока в регулярный.
Добиться этого можно, используя диод, формирующийся при выполнении схемы «косой мост». Бывает так, что при эксплуатации аппарата диод перегревается, из-за чего приходится проводить монтаж на радиаторах и нередко ремонт блока питания. Альтернативным вариантом радиаторам является охлаждающая деталь от старой техники.
Монтаж диодного моста подразумевает под собой применение 2-х радиаторов: верх через прокладку из слюды присоединяют к одной батареи, а низ через поверхность термопасты ко второй батареи.
Мост из диодов должен выводиться в том направлении, куда направлен вывод транзистора. За счет этого постоянный ток превращается в переменный с высокими частотами.
Соединительный провод этих выводов максимум может достигать длины в 15 сантиметров. Металлический лист необходимо расположить между блоком питания и инверторной частью аппарата и приварить к «телу» оборудования.
Силовой блок
Изготовление сварочного инвертора.Силовой блок – это основа трансформатора в сварочном инверторе. С его помощью уменьшается показатель напряжения тока с высокими частотами, а сила наоборот повышается. Для создания в трансформаторе силового блока требуется использование сердечников. Чтобы создать небольшой зазор рекомендуется воспользоваться обычной газетной бумагой.
С его помощью уменьшается показатель напряжения тока с высокими частотами, а сила наоборот повышается. Для создания в трансформаторе силового блока требуется использование сердечников. Чтобы создать небольшой зазор рекомендуется воспользоваться обычной газетной бумагой.
С каждым наложенным слоем, чтобы обеспечить термоизоляцию необходимо наматывать ленту от кассового аппарата для достижения хорошей износоустойчивости. Вторичную обмотку создают на основе 3-х полосовых слоев из меди, изолирующиеся друг от друга за счет ленты фторопласта.
Большинство мастеров обматывают понижающий трансформатор толстым проводом из меди, однако, это ошибочное действие. С таким трансформатором простой сварочный инвертор будет работать с высокочастотным током, вытесняющим наружу проводник без нагревания деталей внутри.
Оптимальнее всего формировать обмотки, используя проводник с широкой поверхностью, иными словами применить широкую медную полосу.
Вместо термоизоляционного поверхностного слоя специалисты иногда заменяют на простую бумагу. Она не так устойчива, как термоизоляционная либо лента в кассовом аппарате. Повышенная температура влияет только на потемнение ленты, однако её износоустойчивость остается на первоначальном уровне.
Она не так устойчива, как термоизоляционная либо лента в кассовом аппарате. Повышенная температура влияет только на потемнение ленты, однако её износоустойчивость остается на первоначальном уровне.
Инверторный блок
Основная функция простого заключается в преобразовании постоянного тока, который формируется при помощи выпрямителя аппарата в переменный высокочастотный ток.
Чтобы решить данную ситуацию, специалисты используют силовой транзистор, и высокие частоты с открывающимся и закрывающимся каналом. Рассматриваемый механизм в оборудовании отвечает за изменение постоянного тока в переменный с высокими частотами.
Рекомендуется использовать не один мощный транзистор, а пару со средней мощностью. Благодаря конструктивному подходу к проблеме стабилизируется частота тока и уменьшится шум во время сварки.
Инверторный сварочный аппарат сделать своими руками можно по электросхеме, где указывается и как последовательно соединять конденсаторы.
Их используют в следующих случаях:
- Минимализация выброса в трансформаторе.
- Минимализация потерь в трансформаторном блоке, появляющиеся в момент отключения аппарата от сети.
Это происходит за счет того, что транзистор открывается с большей скоростью, чем закрывается – ток теряет свою мощность, что влечет за собой перегрев ключей в блоке транзистора.
Система охлаждения агрегата
Электрическая схема инвертора для сварки.Стоит отметить, что большинство силовых элементов в сварочном оборудовании имеют свойство сильно нагреваться во время эксплуатации, из-за чего оно может сломаться.
Дабы избежать таких ситуаций, то эффективнее всего во все блоки аппарата, помимо радиатора, установить вентилятор, охлаждающий механизм во время работы – своеобразную систему охлаждения.
Её можно самостоятельно сделать при наличии мощного вентилятора. Зачастую используют один с направлением воздушного потока в сторону понижающегося силового трансформатора.
Зачастую используют один с направлением воздушного потока в сторону понижающегося силового трансформатора.
С вентилятором, у которого небольшая мощность от компьютера, например, может понадобиться до 6 штук, из которых три устройства устанавливается возле силового трансформатора с направлением воздушного потока в обратную сторону.
Чтобы избежать перегрева, самодельный сварочный инвертор должен работать вместе с термодатчиком. Он устанавливается на греющий радиатор. Если радиатор достигает максимальное значение температуры, он автоматически отключает подачу тока.
Для более эффективного функционала системы охлаждения агрегата, корпус должен быть оснащен заборщиком воздуха с правильным его выполнением. Через его решетки проходит воздушный поток во внутренние системы аппарата.
Сборка инвертора своими руками
Важным вопросом остается, как сделать ? В первую очередь нужно выбрать корпус с надежной защитой либо сформировать его самому при помощи листового металла, где толщина должна достигать не меньше, чем 4 миллиметра.
За основу, где монтируется для инверторной сварки, используют листовой гетинакс с толщиной не меньше, чем 5 миллиметров. Сама конструкция будет располагаться на основании благодаря скобам, изготовленным самостоятельно из медных проволок в диаметре с 3 миллиметрами.
Чтобы создать электронные платы в электрических схемах сварочного аппарата, используют фольгированный текстолит, у которого толщина достигает 1 миллиметр. Монтируя магнитопроводы, которые в период эксплуатации имеют свойство греться, необходимо помнить о зазорах между ними. Они нужны, чтобы воздух мог свободно циркулировать.
С целью автоматического управления сварочным инвертором, сварщик должен купить и подсоединить к нему специальный контроллер, отвечающий за стабильность силы тока. От него также зависит, будет ли величина напряжения подачи мощной.
Для более удобной эксплуатации самодельного агрегата, во внешнюю часть монтируется орган управления. Он может выступать в виде тумблера для активации аппарата, ручкой в переменном резисторе, благодаря ей контролируется подача тока либо зажим для кабеля и сигнальный светодиод.
Собрать сварочный инвертор своими руками достаточно просто, если придерживаться всех правил, соблюдать инструкцию и строго идти по назначенной схеме.
Схема изготовления инвертора своими руками.Диагностика самодельного инвертора и его подготовка к работе
Собрать самодельный не весь процесс. Подготовительный этап также считается важной частью всей работы, где необходимо проверить, правильно ли работают все его системы, и как нужно настроить нужные параметры.
В первую очередь проводится диагностика оборудования, а именно подача напряжения 15 вольт на контроллер и охлаждающую систему сварочного аппарата, чтобы проверить их выдержку. Благодаря этому проверяется функционал механизмов и избежание перегревания во время эксплуатации агрегата.
При полной зарядке конденсаторов в агрегате, подключается к электросети реле, отвечающее за замыкание резисторов. С прямой подачей, без реле, есть риск взрыва аппарата.
При функциональности реле, напряжение в аппарат подается до 10 секунд. Достаточно важно узнать, сколько инвертор может во время сварки функционировать. Для этого он тестируется на протяжении 10 секунд. Если радиатор остается с прежней температурой, то время можно установить до 20 секунд, и т.д. до целой минуты.
Достаточно важно узнать, сколько инвертор может во время сварки функционировать. Для этого он тестируется на протяжении 10 секунд. Если радиатор остается с прежней температурой, то время можно установить до 20 секунд, и т.д. до целой минуты.
Обслуживание самодельного сварочного инвертора
Чертеж сварочного инвертора для сборки своими руками.Для того, чтобы простой сварочный инвертор сделанный своими руками смог долго работать, за ним необходим грамотный уход. При поломке сварочного оборудования требуется снять корпус и аккуратно прочистить механизм при помощи пылесоса. В частях, куда он не достается можно воспользоваться кисточкой и сухой тряпкой.
В первую очередь, нужно провести диагностику всего сварочного оборудования – проверяется напряжение, его вход и течение. При отсутствии напряжения необходимо проследить за функциональностью блока питания.
При отсутствии напряжения необходимо проследить за функциональностью блока питания.
Также проблема может заключаться в сгоревших предохранителях конструкции. Слабым место считается и датчик, измеряющий температуру, который не ремонтируется, а заменяется.
После проведения диагностики необходимо обратить внимание на качество соединения электронных систем оборудования. Затем выявить некачественное скрепление на глаз либо используя специальный тестер.
При выявлении данных неполадок, они устраняются тотчас за счет доступных деталей, чтобы не спровоцировать перегрев и поломку всего сварочного оборудования.
Итог
Ошибочно считать, что созданный самостоятельно аппарат не позволит вам эффективно выполнять необходимую работу.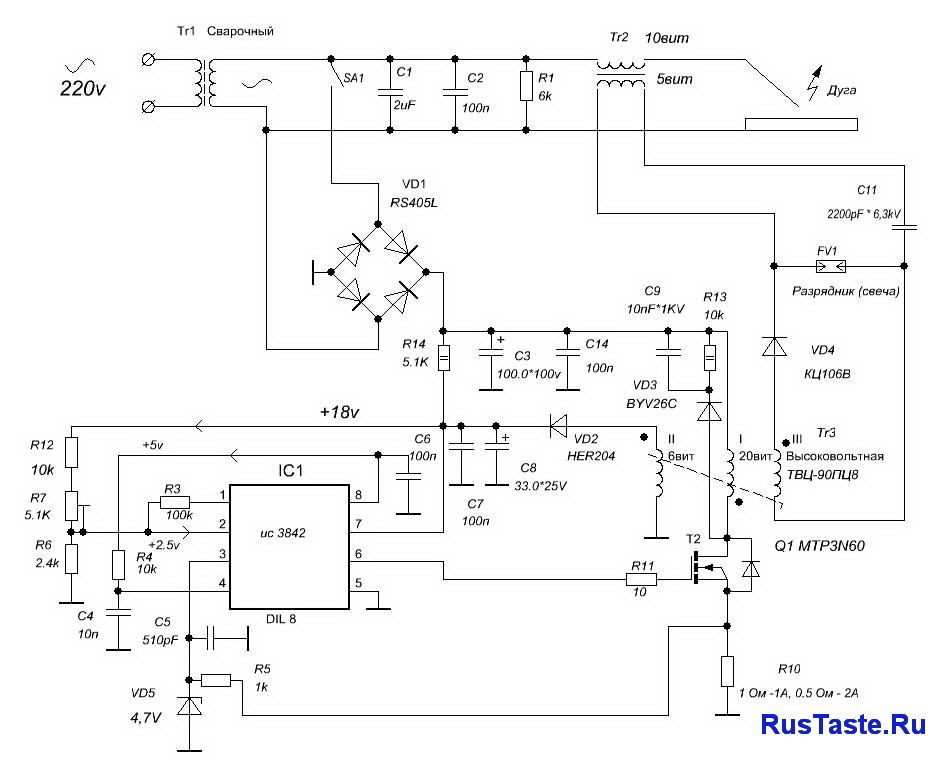 Самодельным устройством с легкой схемой сборки можно сваривать элементы при помощи электрода в диаметре до 5 миллиметров и длиной дуги до 10 миллиметров.
Самодельным устройством с легкой схемой сборки можно сваривать элементы при помощи электрода в диаметре до 5 миллиметров и длиной дуги до 10 миллиметров.
После того, как самодельное оборудование будет включено в цепь, необходимо выставить автоматический режим с конкретным значением силы тока. Напряжение в проводе может быть около 100 вольт, что свидетельствует о каких-либо неполадках.
Чтобы устранить проблему надо найти схему сварочного инвертора, разобрать его и проверить насколько правильно он был собран.
Благодаря такому самодельному аппарату сварщик не только может сваривать однородный, темный металл, но также цветной и различные сплавы. Собирая такое устройство, необходимо помимо основ электроники, также иметь свободный период времени, чтобы осуществить задуманное.
Сварочный процесс при помощи инвертора – это нужная вещь в доме каждого мужчины для любых бытовых и промышленных целей.
Как сделать сварочный инвертор своими руками
05.09.2018
СваркаЧтобы сделать сварочный инвертор своими руками, необходимо изучить схему агрегата. Конструкции платы изготавливаются самостоятельно. Он отделен от силового агрегата металлическим листом, который крепится к сварочному корпусу. Для изготовления сварочных аппаратов своими руками понадобится провод любого сечения, термодатчик, малярный скотч, рулетка, индикатор, ШИМ-контроллер TL494. Длина проводника должна быть не более 15 см.
Аппарат инверторный сварочный поставляется с двойной изоляцией, поэтому абсолютно безопасен при проведении электросварочных работ.
Особенности
Инверторные сварочные аппараты оснащены радиаторами, от размера которых зависит постоянное время работы всего аппарата. Сварочный инвертор изготавливается вручную с помощью термодатчика, который размещается внутри корпуса предыдущего элемента. Блок управления оснащен ШИМ-контроллером TL494. Последнее устройство имеет канал управления, необходимый для стабилизации тока в дуге.
Блок управления оснащен ШИМ-контроллером TL494. Последнее устройство имеет канал управления, необходимый для стабилизации тока в дуге.
Сварочный инвертор изготовлен вручную из транзисторов (для переключателей). Инверторная сварка представлена в виде таких комплектующих:
- Блок питания;
- драйверы;
- силовой элемент.
Схема элементов инверторного сварочного аппарата.
Специалисты рекомендуют изготавливать сварочные инверторы на ток 250 А. Намотка выполняется по всей ширине конструкции. Блок питания представлен в виде классического обратноходового преобразователя. На первичную обмотку укладывают экранирующие обмотки из такого же провода. Между витками укладывается изоляция. Для этого потребуется малярный скотч или лакоткань. Блок питания настраивают после подбора сопротивления. Оно должно быть равно 20-25 В. Входные выпрямители можно взять от процессоров ПК типа Alton 64 или Pentium 4. Их можно купить в компьютерных магазинах и на радиорынках.
Следующим этапом является настройка полученного дизайна. Предварительно проверьте блок питания. Затем он подключается к блоку управления. Сварочный инвертор подключен к сети. Биполярные импульсы должны иметь частоты 40-50 кГц. Величина мертвого времени регулируется изменением напряжения. Последний показатель проверяют с помощью осциллографа. Если собрана полная схема сварочного инвертора, то на дисплее отображаются восьмерки. Затем включите реле. Показатель должен быть 120 А.
Вернуться к содержаниюРемонт и наладка
Удерживание одной кнопки позволяет автоматически изменить ток. Для того, чтобы перейти в режим отображения температуры, вам потребуется одновременно нажать две кнопки. Через 1 минуту сварки (сила тока 120 А) самодельный сварочный инвертор выключается.
Цепь питания инверторного сварочного аппарата.
Если при работе агрегата температура радиатора превышает 75°, то включается звуковой сигнал. При этом сварочный аппарат продолжает работать, но сила тока автоматически снижается до 20 А. Если температура ниже 65°, то звуковой сигнал пропадет. Ремонт самодельного сварочного инвертора начинается с осмотра агрегата. Слабое место самодельного устройства – клеммная колодка. Температура в проводах увеличивается при большом значении тока.
Если температура ниже 65°, то звуковой сигнал пропадет. Ремонт самодельного сварочного инвертора начинается с осмотра агрегата. Слабое место самодельного устройства – клеммная колодка. Температура в проводах увеличивается при большом значении тока.
Самодельные сварочные инверторы быстро выходят из строя по разным причинам. При отсутствии сетевой нагрузки и одновременном потреблении большого количества тока на витках происходит замыкание витков. Эта неисправность устраняется перемоткой или накладкой изоляционного слоя. Частое исчезновение сварочной дуги может сопровождаться незначительными искрами. Это связано с пробоем обмотки и подачей высокого напряжения.
Эффективная сварка инвертором зависит от правильной регулировки сварочного тока.
Аналогичная процедура выполняется по схеме. Если самодельный сварочный инвертор чрезмерно греется, то значение сварочного тока выставляется выше допустимой нормы. В остальном агрегат долгое время работал без перебоев, а для сварки использовались толстые электроды, не предназначенные для работы с рассматриваемым устройством.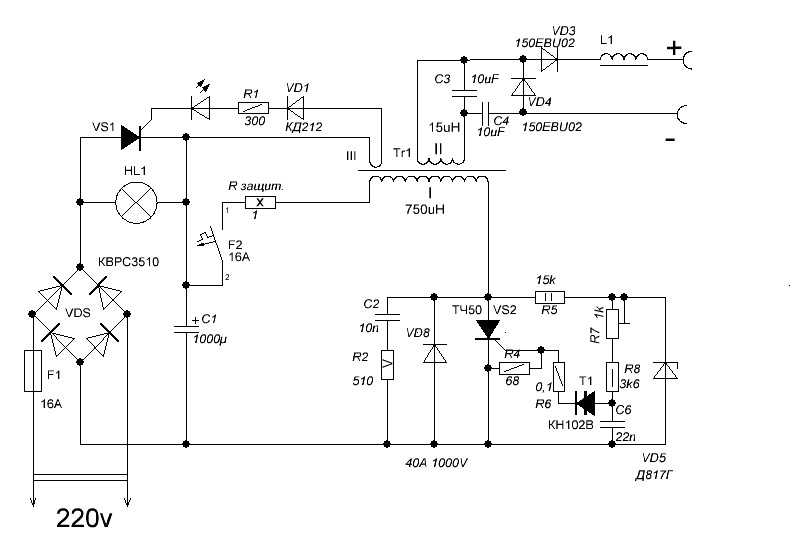 Если устройство горячее, изоляция катушек может сгореть. В этом случае потребуется восстановить изоляцию или перемотать катушку.
Если устройство горячее, изоляция катушек может сгореть. В этом случае потребуется восстановить изоляцию или перемотать катушку.
Гул прибора наблюдается при ослаблении креплений, стягивающих элементы магнитопровода. В некоторых случаях потребуется замена крепления катушек сердечника. Гул может усиливаться при замыкании между проводами, тогда нужно подтянуть болты, восстановить крепления и изоляцию. Самопроизвольное отключение инвертора связано с замыканием в цепи и срабатыванием защитных механизмов. Специалисты рекомендуют самостоятельно прозвонить электрическую цепь, найдя поврежденный участок. Нужно будет восстановить.
12V точечная сварка DIY портативная машина для хранения точечной сварки
- Описание
- Технические характеристики
- Отзывы
- Больше продуктов
Печатная плата аппарата для точечной сварки может использоваться для сварки 26650/32650 и других литиевых аккумуляторов.
Преимущества: портативный, стабильный и надежный, долговечный. Низкая стоимость, у вас есть собственный аккумулятор для запуска автомобиля,
или мощный аккумулятор, вы можете использовать его после подключения! Экономия себестоимости продукции!
Добавлена программа интеллектуальной точечной сварки, снят триггерный переключатель и используется программа для автоматического управления действием точечной сварки. Когда сварочная ручка касается никелевого листа, автоматически выдается импульс точечной сварки! Делай что хочешь! Не нужно нажимать на переключатель! При этом отсрочка отменяется. Режим точечной сварки! Все передано в программу, освободите руки и действительно добейтесь эффекта простого щелчка, когда думаете!
Модернизация с первоначальных трех передач до текущих пяти передач. Это может лучше адаптироваться к разным батареям, батареи с более низкой производительностью также можно точечной сваркой, а также адаптировать к более удобным сценариям использования, различной толщине никелевого листа. Вариантов передач может быть больше!
Вариантов передач может быть больше!
Структура платы была оптимизирована, а схема стала более разумной!
Пользователям необходимо иметь собственный источник питания на 12 В, сварочный ток составляет около 90–130 А, что на
больше, чем у обычной никелированной сварочной кромки толщиной 0,1–0,12 мм. Пожалуйста, убедитесь, что ваш аккумулятор
может иметь ток больше 90А, иначе он не будет спаян!
- Может использоваться для сварки 18650/26650/32650/литиевых аккумуляторов, он портативный, стабильный и надежный
- Напряжение системы: 12–14,6 В
- Рабочий ток: 90-150 А
- 20-45 Ач Свинцово-кислотный аккумулятор с хорошими характеристиками и малым внутренним сопротивлением
- 3.5-5.5ah 45C 3S aero модель литиевая аккумуляторная батарея
- Аккумуляторная батарея 18650 емкостью 30–35 А·ч
Эта схема с батареей 12 В станет устройством точечной сварки с накоплением энергии для сварки
никелевых деталей, таких как литиевые батареи и никель-хромовые батареи.