Схема сварочного: Схема сварочного инвертора – принципиальная схема инверторной сварки
alexxlab | 31.03.2023 | 0 | Разное
Взрыв-схема и запчасти для сварочного инвертора Elitech АИС 140 СА
Скачать
Скачать Каталог Elitech 2023
Скачать Каталог Elitech Promo 2022
Скачать Расходные материалы и оснастка 2022
Заявка на запчасти Осторожно, мошенники!
> Взрыв-схемы и запчасти > Взрыв-схемы и запчасти для сварочных инверторов > Взрыв-схема и запчасти для сварочного инвертора Elitech АИС 140 СА
Отправить заявку на заказ запчастейЗаказ запчастей Elitech
Ваше имя*
Имя контактного лица
Ваш телефон*
Телефон для связи
Перечень запчастей*
Список запчастей для заказа, через запятую
Ваш Email*
Адрес электронной почты
Город*
Информация об адресе заказа
Список взрыв схем и запчастейN поз. | Код Elitech | Наименование | Description | Кол-во |
| 1 | 0600.055000 | корпус | Cover | 1 |
| 8 | 0600.048300, 0600.055300, 0603.000100, | Плата BM-59-A1 2009.10.14 Плата BM-59-A2 2009.01.04 Плата BM-59-A3 2010.07.23 Плата BM-59-A3 2010.07.23 упр-ния верх. B51-104001211: АИС140СА.АИС160А.ARC160 | Top board | 1 |
| 15 | 0600.048400, 0600.055400, 0603.000200, | Плата BD-58-A0 ??? Плата BD-58-A1 ??? Плата BD-58-A2 2010.04.07 индук-й ф.ср. B52-101101118: АИС140СА.АИС160А.ARC160 | Center board | 1 |
| 13 | 0600.048500, 0600.048800, 0600.050100, 0600.055600, 0603.000300, | Плата BZ-84-A0 2009.06.12 (PZ-73-A?) Плата BZ-84-A1 2009.12.09 (PZ-73-A?) Плата BZ-84-A2 2010.04.13 (PZ-73-A?) Плата BZ-84-A3 ??? (PZ-73-A?) Плата PZ-73-A1 2010.04.07 (BZ-84-A?) пит B53-091021209: АИС140СА.  АИС160А.ARC160 АИС160А.ARC160 | Bottom board | 1 |
| 4 | 0600.055700 | Индикатор | indicator | 2 |
| 12 | 0600.055800 | Вентилятор | Fan | 1 |
| 18 | 0600.011200. 0600.021400, 0600.056000, 0600.055900. 0602.001500. | Соединитель D=9х25 | Fasten connector | 2 |
| 3 | 0600.056200 | Ручка регулятора | Knob | 1 |
| 11 | 0600.056300 | Держатель кабеля | Cable Locker | 1 |
| 10 | 0600.056100 | Выключатель HY12-9-4/20A/250V | Power switch | 1 |
| 19 | 0600.056500 | Переключатель | Exchange switch | 1 |
| 9 | 0600.056700 | Задняя панель | Back panel | 1 |
| 16 | 0600.057000 | Основание | Chassis | 1 |
| 17 | 0600.057100 | Передняя панель | Front panel | 1 |
| 14 | 0600. 057300 057300 | Изоляция | Insulation plate | 1 |
| 6 | 0600.057500 | Каркас вертикальный | Column | 4 |
| 5 | 0600.057700 | Каркас горизонтальный | Beam | 2 |
| 2 | 0600.057900 | Медные контакты | Copper connective parts | 2 |
| 7 | 0600.058100 | Радиатор | Heatsink | 1 |
Схема сварочного генератора
Сварочные генераторы, устройство которых мы подробно рассмотрим в данной статье, выполняют одновременно две важных задачи:
- Они могут использоваться в качестве полноценного источника электроснабжения. Благодаря этому оборудованию, Вы не будете испытывать никаких неудобств во время отключения электроэнергии.
- Но все же главная же задача этих приборов — служить источником питания сварочной дуги. Вы сможете проводить ремонтные работы любой сложности на строительных площадках, где отсутствуют сети электропитания.

Основными составляющими агрегатов для сварки являются:
- генератор постоянного тока
- приводной двигатель, работающий на бензиновом или дизельном топливе
- реостат, регулирующий сварочный ток
- коллектор и токосъемный механизм
- якорь
- корпус с подшипниковыми щитами
- топливный бак
- пульт управления
- капот с кровлей и шторками.
Широкое применение получили сварочные генераторы, работающие по следующим схемам:
- с независимым возбуждением и размагничивающей последовательной обмоткой
- с самовозбуждением и размагничивающей последовательной обмоткой
- с расщемленными полюсами.
Все устройства оснащены статором с магнитными полюсами и якорями (вращающимися частями) и уложенными в нем витками обмотки. Концы витков соединяются с пластинами коллектора, который вращается на одном валу с якорем. Он выполняет функцию выпрямителя сварочного тока каждого витка и токосъема.
Рассмотрим подробнее общие принципы работы и устройство сварочного генератора с обмоткой:
- Якорь — это вал, в пазы которого уложено множество не соединенных между собой витков.
 В торце расположен коллектор с небольшим диаметром.
В торце расположен коллектор с небольшим диаметром. - Концы каждого витка изолированы друг от друга. Они присоединяются к противоположным краям пластины. При этом детали коллектора контактируют с токосъемными щетками.
- На статоре располагаются магнитные полюсы, на которые устанавливаются обмотки возбуждения. Они подключаются только к источнику постоянного тока. Это необходимо для того, чтобы магнитный поток не менял своего направления.
- Сила тока в цепи независимого возбуждения регулируется при помощи реостата.
- Обмотка независимого возбуждения присоединяется к главным щеткам А и С. Напряжение между ними не изменяется с увеличением или уменьшением нагрузки генератора, благодаря чему образуется постоянный магнитный поток этой обмотки.
Схема сварочного генератора с расщепленными полюсами несколько отличается от устройства обычных приборов. Эти агрегаты имеют по два северных и южных полюса, причем одноименные располагаются рядом. В этом и состоит главное отличие этих приборов от обычных электростанций, где полюса чередуются между собой.
Одна из пар полюсов имеет небольшое сечение и считается главной, другая называется поперечной. Намагничивает их магнитный поток, направленный по линии главных полюсов.
В интернет-магазине «Купи на дачу» Вы сможете приобрести сварочные генераторы от ведущих мировых производителей по оптимальным ценам. Мы реализуем технику, которая может использоваться как в бытовой, так и в промышленной сфере.
Была ли эта информация Вам полезна?
План безопасности сварки и огневых работ
Последнее обновление: 07.03.2018
Целью Программы предотвращения травм (IIPP) является описание
Требования к охране окружающей среды и безопасности, ожидания и обязанности в
для достижения эффективных показателей безопасности кампуса с помощью интегрированного управления безопасностью
(ИЗМ). План обеспечения безопасности сварочных и огневых работ – это предметный компонент, который поддерживает
общеуниверситетский МИПП.
Примечание. Учебный корабль Golden Bear (TSGB) регулируется MARAD. Для операций, связанных в TSGB – См. Руководство по администрированию береговой линии (SAM) и операции с судами. Руководство (ВОМ).
Cal Maritime занимается защитой наших сотрудников от производственных травм. и болезни. Cal Maritime отвечает за обеспечение безопасной рабочей среды, и сотрудники несут и должны брать на себя ответственность за безопасную работу.
Цель этой программы — дополнить нашу политику безопасности, предоставив конкретные
стандартов в отношении огневых работ и обеспечения надлежащей подготовки каждого сотрудника
и полностью осведомлены о мерах безопасности, связанных с огневыми работами. Сварка и огневые работы, такие как пайка или шлифование, представляют значительные возможности.
на предмет пожара и травм. Сотрудники или подрядчики университета должны соблюдать все меры предосторожности
этой программы до начала любых сварочных или огневых работ. Ссылки: Раздел 8 CCR
Разделы 1536, 4799, 4812-16, 4838, 4845-48 и 5150 согласуется с OSHA 29 CFR 1910.252.
Сотрудники или подрядчики университета должны соблюдать все меры предосторожности
этой программы до начала любых сварочных или огневых работ. Ссылки: Раздел 8 CCR
Разделы 1536, 4799, 4812-16, 4838, 4845-48 и 5150 согласуется с OSHA 29 CFR 1910.252.
Устранение травм и болезней повышает моральный дух сотрудников, повышает клиентоориентированность обслуживание, улучшает качество продукции, качество работы и помогает уменьшить или смягчить Компенсационные расходы. Настоящая Стандартная операционная процедура (СОП) служит инструментом для повышения защиты сотрудников и снижения опасностей на рабочем месте.
Сотрудники обязаны соблюдать изложенные руководящие принципы и соблюдать
указание Супервайзера. В случае возникновения небезопасной ситуации в
отсутствие руководителя, работники должны предупредить руководителей на стройплощадке
и управление рисками, а также полицию университета немедленно.
Что такое огневые работы?
Горячие работы определяются как операции по резке и сварке для строительства/сноса деятельность, связанную с использованием переносного оборудования для газовой или дуговой сварки, или связанную с пайка, шлифовка или любые другие подобные действия, вызывающие искру, пламя или нагревать. Горячие работы создают значительную опасность возгорания в зданиях и зданиях Cal Maritime. сосуды.
Разрешение на огневые работы.
Система разрешений на огневые работы предназначена для обучения сторон, участвующих в любом строительстве, опасностей, связанных с горячими работами, и осуществлять контрольные меры для их смягчения.
Разрешение на огневые работы является средством, с помощью которого отделы планирования, проектирования и строительства
и SRM могут быть в курсе и отслеживать строительные работы, связанные с горячим
работа.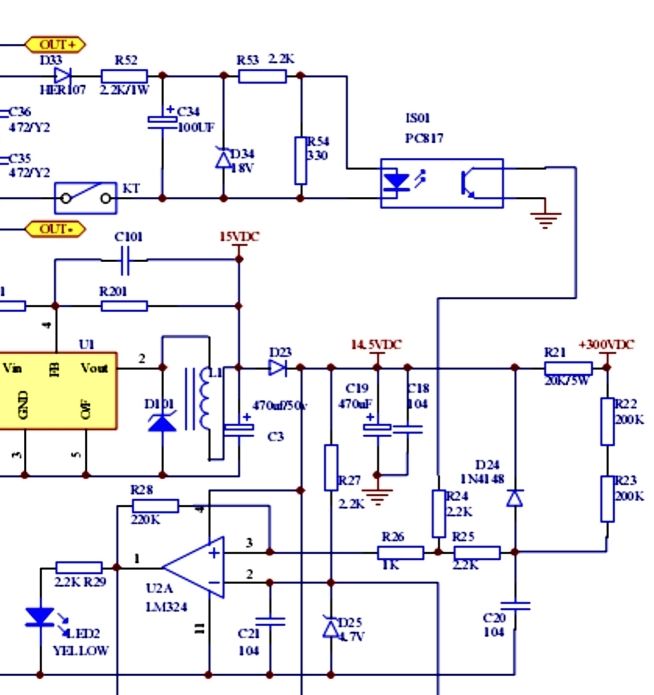 В разрешении на проведение огневых работ также содержится пошаговый контрольный список пожарных работ на огневых работах.
безопасности и служит напоминанием подрядчикам об их обязанностях по предотвращению пожаров
до, во время и после проведения огневых работ.
В разрешении на проведение огневых работ также содержится пошаговый контрольный список пожарных работ на огневых работах.
безопасности и служит напоминанием подрядчикам об их обязанностях по предотвращению пожаров
до, во время и после проведения огневых работ.
Как работает система разрешений на огневые работы?
Прежде чем подрядчик сможет выполнять огневые работы для строительного проекта Cal Maritime, он необходимо получить разрешение на проведение огневых работ. Затем подрядчик может выполнить огневые работы после меры предосторожности, изложенные в Контрольном перечне мер пожарной безопасности, и заполнение контрольный список. После завершения огневых работ подрядчик сдает разрешение своему менеджеру проекта Cal Maritime.
Когда необходимо разрешение на огневые работы?
Разрешения на огневые работы необходимы для всех операций по резке или сварке, которые проводятся
с переносным газовым или дуговым оборудованием, пайкой, шлифовкой или любыми другими подобными способами. действия, вызывающие искру, пламя или тепло при работе, проводимой в Cal Maritime
постройки или сосуды.
действия, вызывающие искру, пламя или тепло при работе, проводимой в Cal Maritime
постройки или сосуды.
Где необходимо разрешение на огневые работы?
Разрешения на огневые работы необходимы для каждого здания, где будут выполняться огневые работы (коммунальные туннели считаются отдельными зданиями). Например, если один подрядчик выполнение работ в нескольких разных зданиях по одному проекту, необходимо разрешение для каждого здания.
Кому нужны разрешения на огневые работы?
Разрешения на огневые работы необходимы для каждого подрядчика или субподрядчика/торговли выполнение огневых работ по проекту. Например, если есть три разных субподрядчика/профессии выполняя огневые работы по одному проекту, каждый субподрядчик/торговец несет ответственность за получение разрешение на собственную работу
В соответствии со стандартами Cal-OSHA, РАЗДЕЛ 8 CCR — Статья 81.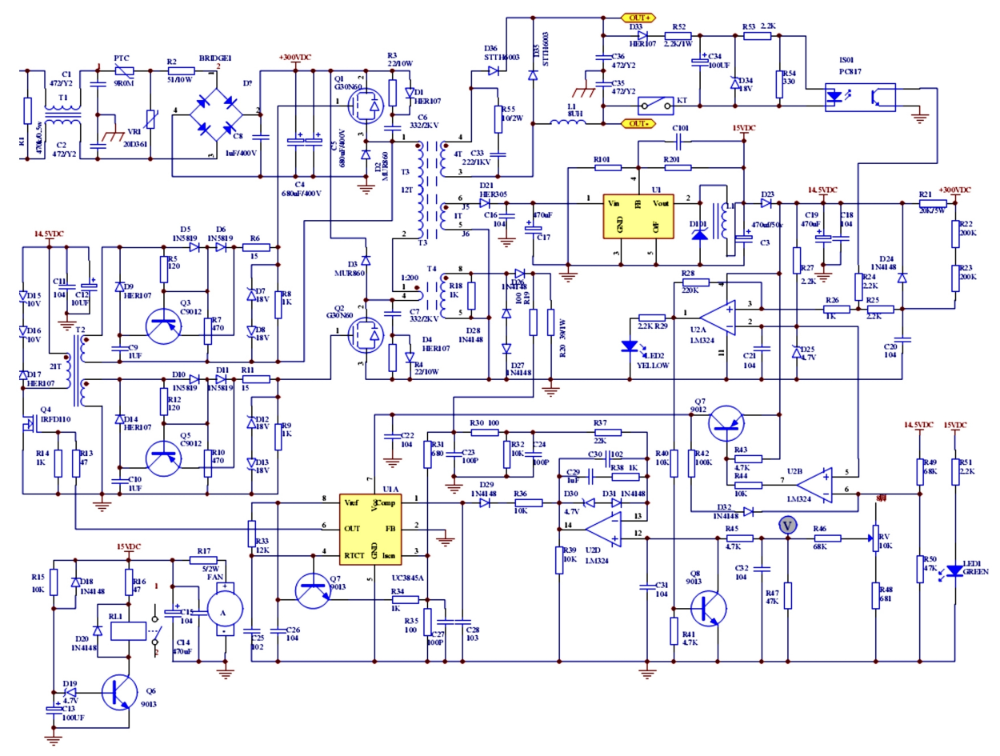 Общие положения (разделы
4797 – 4799) и Федерального закона США по охране труда и промышленной гигиене 29 CFR 1910.252:
Общие положения (разделы
4797 – 4799) и Федерального закона США по охране труда и промышленной гигиене 29 CFR 1910.252:
• Там, где это целесообразно, все горючие материалы должны быть перемещены не менее чем на 35 футов от места проведения работ. сайт.
• Там, где перемещение нецелесообразно, горючие материалы должны быть защищены огнеупорным материалом. крышки, экранированные металлом, ограждениями, занавесками или смачивающими средствами для предотвращения воспламенения материала.
• Воздуховоды, конвейерные системы и шнеки, которые могут разносить искры к отдаленным горючим веществам должны быть защищены или отключены.
• Там, где сварка производится вблизи стен, перегородок, потолков, кровли из горючих материалов
• Если сварка должна выполняться на металлической стене, перегородке, потолке или доказательстве, необходимо принять меры предосторожности.
• Если горючие материалы не могут быть перемещены на противоположную сторону рабочего места, человек будет обеспечен на противоположной стороне работы.
• Не допускается сварка металлических перегородок, стен, потолков или крыш, имеющих покрытия или на стенах, имеющих конструкцию из сэндвич-панелей из горючих материалов.
• Резка или сварка труб или другого металла, соприкасающегося с горючими стенами, перегородками, потолок или крыша не будут выполняться, если работа находится достаточно близко, чтобы вызвать возгорание путем сжигания.
• В местах, где скопление пыли превышает 1/16 дюйма в пределах 35 футов.
зоны, где будут проводиться сварочные/горячие работы, все накопления пыли будут
быть очищены в соответствии с программой уборки объекта перед сваркой / горячим
работы разрешены.
• Должны быть обеспечены и всегда готовы к немедленному использованию подходящие огнетушители.
• Дежурный по пожарной безопасности будет предоставлен во время и в течение двух часов после завершения сварочный проект.
• Разрешение на резку/сварку будет выдано на все виды сварки или резки за пределами установленных зоны сварки.
Резка или сварка запрещены в следующих случаях:
• В зонах, не разрешенных руководством
• В опрыскиваемом здании, когда такая защита нарушена.
• При наличии потенциально взрывоопасных сред.
• В местах хранения больших количеств незащищенных легковоспламеняющихся материалов. материалы.
Сварочные и огневые работы Меры по предотвращению пожара: Статья 88. Противопожарная безопасность при сварке и операции по резке (разделы 4846–4848)
Должна быть создана специально отведенная зона сварки, отвечающая следующим требованиям:
- Полы подметены и очищены от горючих материалов в пределах 35 футов от рабочей зоны.
- Легковоспламеняющиеся и горючие жидкости и материалы должны храниться на расстоянии 35 футов от рабочей зоны.
- Адекватная вентиляция, обеспечивающая 20 воздухообменов в час, например, система вытяжного колпака должны быть доставлены в рабочую зону.
- По крайней мере один 10-фунтовый огнетушитель с сухим химическим огнетушителем должен находиться в пределах досягаемости 35 футов рабочей зоны.
- Будут предусмотрены защитные перегородки, такие как сварные шторы или негорючие стены. содержать искры и шлак в свободной от возгорания зоне.
Требования к сварке вне специально отведенных зон
• Необходимо использовать переносные шторы или щитки для сварки, чтобы защитить других рабочих на рабочем месте. зона сварки.
зона сварки.
• Разрешение на проведение огневых работ должно быть оформлено и соблюдаться до проведения сварочных работ.
• Защита органов дыхания обязательна, если и не сварщик и другие присутствующие могут быть установлены и поддерживаться.
• Пластмассовые материалы должны быть покрыты сварочным брезентом во время сварки
• На всех огневых работах должно быть обеспечено пожарное наблюдение.
Стандартные рабочие процедуры сварки (СОП)
Ниже перечислены стандартные рабочие процедуры сварки (СОП), которые применимы для всех видов электро- и газосварки. Эти СОП должны быть размещены на каждом выделенном сварочном объекте. & Зона горячих работ для быстрого ознакомления и обзора.
СОП – Электросварка
(Раздел 8 CCR – Статья 90. Электросварка, резка и нагрев (разделы 4850 – 4853)
• Проведите проверку безопасности на всем оборудовании
• Убедитесь, что огнетушитель заряжен и доступен
• Убедитесь, что электрический шнур, электрододержатель и кабели не имеют дефектов (нет кабеля сращивание допускается в пределах 10 футов от электрододержателя)
• Обеспечьте наличие СИЗ (сварочный капюшон, перчатки, резиновые сапоги/ботинки с подошвой и фартуки)
и не иметь дефектов.
• Убедитесь, что сварочный аппарат правильно заземлен
• Все неисправное оборудование должно быть отремонтировано или заменено перед использованием.
• Удалите легковоспламеняющиеся и горючие материалы. материал или незащищенные легковоспламеняющиеся конструкции
• Установите сварочный экран или подходящее ограждение вокруг рабочей зоны для обеспечения пожарной безопасности. зону и предотвратить травмирование прохожих (не загораживать аварийные выходы и не ограничивать вентиляцию).
• Обеспечьте достаточную вентиляцию и освещение
• Выполните процедуры получения разрешения на выполнение огневых работ
• Установите регулятор напряжения не выше следующего для:
- o Сварочные аппараты переменного тока с ручным управлением — 80 вольт
- o Автоматические сварочные аппараты переменного тока – 100 вольт
- o Ручные или автоматические сварочные аппараты постоянного тока – 100 вольт
• Размотать и разложить сварочный кабель
• Во избежание перегрева обеспечить надлежащий контакт рабочих проводов и соединений, снять любые металлические осколки от магнитных зажимов (во избежание поражения электрическим током не перекашивайте сварочные кабели вокруг частей тела и избегайте сварки во влажных условиях)
• Пожарное дежурство в течение одного часа после сварки и до охлаждения всех сварных швов
• Проведите последнее наблюдение и аннулируйте разрешение.
СОП – Газовая сварка
1910.253 – Кислородно-газовая сварка и резка
1926.350 – Газовая сварка и резка.
• Провести проверку безопасности на всем оборудовании
• Убедиться в наличии газа в баках и герметичности фитингов
• Убедиться, что огнетушители заряжены и доступны
• Осмотреть шланги на наличие дефектов
• Обеспечить СИЗ (сварочный капюшон, перчатки, резиновые сапоги) /подошва и фартуки) в наличии и не иметь дефектов
• Все неисправное оборудование должно быть отремонтировано или заменено перед использованием!
• Удаление легковоспламеняющихся и горючих материалов
• Не допускается сварка на контейнерах с легковоспламеняющимися материалами или рядом с ними материал или незащищенные легковоспламеняющиеся конструкции
• Установите сварочный экран или подходящее ограждение вокруг рабочей зоны для обеспечения пожарной безопасности.
зону и предотвратить травмирование прохожих (не загораживать аварийные выходы и не ограничивать вентиляцию).
• При необходимости используйте одобренный респиратор с фильтром воздуха
• Обеспечьте достаточную вентиляцию и освещение
• Выполните процедуры получения разрешения на выполнение огневых работ
• Откройте клапаны на кислородных и газовых баллонах до желаемого расхода
• Закройте клапаны баллонов и слейте шланг давление. Магазин шлангов.
• Пожарное дежурство в течение одного часа после сварки и до остывания всех сварных швов.
• Провести последнюю пожарную вахту и прекратить действие разрешения
Сжатый газ
Уход, транспортировка, перемещение и хранение
Статья 32 – §1740. Хранение и использование баллонов / §1743. Общие меры предосторожности.
• Крышки клапанов на цилиндрах должны быть на месте и закреплены.
 Крышки клапанов не должны использоваться
для подъема. Не поддевайте крышки цилиндров в замороженном состоянии. Ослабьте колпачки теплой водой.
Крышки клапанов не должны использоваться
для подъема. Не поддевайте крышки цилиндров в замороженном состоянии. Ослабьте колпачки теплой водой.• Баллоны следует перевозить только на закрепленной опоре, а также с наклоном или качением. их.
• Цилиндры необходимо перемещать, наклоняя и перекатывая их за нижние края. Избегать падение баллонов или удары по другим баллонам.
• Баллоны, перевозимые механическими транспортными средствами, должны быть закреплены в вертикальном положении
• Перед перемещением баллонов необходимо снять регуляторы и установить колпачки, если только баллоны закреплены на специальном держателе
• Для предотвращения опрокидывания цилиндров во время используется
• Створки цилиндров должны быть закрыты, когда цилиндры пусты или когда цилиндры перемещаются
• Кислородные баллоны должны храниться отдельно от баллонов с топливным газом или горючими газами.
 материалов на минимальном расстоянии 20 футов или негорючим барьером высотой 5 футов.
с получасовой огнестойкостью.
материалов на минимальном расстоянии 20 футов или негорючим барьером высотой 5 футов.
с получасовой огнестойкостью.• Баллоны, хранящиеся внутри здания, должны храниться на расстоянии 20 футов от горючих материалов. где они были хорошо защищены, хорошо вентилировались и были сухими. Баллоны нельзя хранить рядом с лифтами, лестницами или проходами. Назначенные места хранения должны предотвращать попадание баллонов от падения или повреждения.
• Цилиндры должны храниться вдали от операций сварки или резки, чтобы предотвратить искрение, горячий шлак или пламя не достигают их. При этом необходимо использовать огнеупорные экраны. непрактично.
• Баллоны должны располагаться вдали от электрических цепей. Не ударяйте электроды против цилиндра, чтобы зажечь дугу.
• Баллоны, содержащие кислород, ацетилен или другой горючий газ, нельзя использовать в закрытых помещениях. пространства.
• Цилиндры нельзя использовать в качестве роликов или опор
• Только поставщик газа имеет право смешивать газы в баллоне. Только супервайзер имеет право на заправку баллонов.
• Запрещается использовать поврежденные или неисправные баллоны.
Использование горючего газа — 1910. 253 — Сварка и резка кислородно-топливным газом.
253 — Сварка и резка кислородно-топливным газом.
• Сотрудники Калифорнийского государственного университета в Сан-Маркосе проинструктированы о безопасном использование топливного газа.
• Клапаны необходимо слегка приоткрыть и закрыть непосредственно перед подключением регулятора к цилиндру. Это называется «взломом», при котором клапан очищается от пыли и грязи.
Сотрудник должен стоять сбоку от розетки, а не впереди. Клапана должны быть взломаны вдали от сварочных работ, искр, пламени или других источников воспламенения.
• Клапаны следует открывать медленно, чтобы не повредить регулятор. Клапаны не должны
открываться более чем на 1 ½ оборота. Если требуется гаечный ключ, он должен оставаться на месте на случай, если
аварийного режима для быстрого отключения. Коллектор или спаренные цилиндры должны иметь ключ
доступны для немедленного использования. Не кладите предметы на цилиндры, иначе они могут быть повреждены.
воздействовать на предохранительное устройство или мешать быстрому закрытию клапана.
Не кладите предметы на цилиндры, иначе они могут быть повреждены.
воздействовать на предохранительное устройство или мешать быстрому закрытию клапана.
• Перед снятием баллоны должны быть закрыты, а газ выпущен из регулятора. регулятор.
Если цилиндры, клапаны, регуляторы, заглушки или другие предохранительные устройства повреждены, необходимо быть помечены как нерабочие и удалены из рабочей зоны.
Шланги
• Шланг для топливного газа и кислородный шланг должны быть различимы друг от друга и не должны сменный. Контраст может создаваться разными цветами или характеристиками поверхности. различимы на ощупь
• Сотрудники проверяют все используемые шланги в начале каждой рабочей смены. Дефектный шланги будут маркированы и изъяты из эксплуатации
• Шланги, подвергшиеся обратному воспламенению или сильно изношенные или поврежденные, должны быть испытаны. при удвоенном нормальном давлении шланга, но не менее 300 фунтов на кв. дюйм. если неисправен,
нельзя использовать шланг.
при удвоенном нормальном давлении шланга, но не менее 300 фунтов на кв. дюйм. если неисправен,
нельзя использовать шланг.
• Шланговые муфты должны отсоединяться только вращательным движением.
• Шланги, хранящиеся в коробках, должны хорошо вентилироваться.
• Шланги, кабели и другое оборудование не должны находиться в проходах, лестницах и лестницы
Горелки
• Горелки необходимо осматривать в начале каждой рабочей смены на предмет отключения при выходе клапаны, соединительные муфты для шлангов и наконечники. Неисправные горелки использовать нельзя.
• Необходимо очистить забитые отверстия наконечника горелки
• Зажигать горелки можно только с помощью фрикционных зажигалок или других утвержденных устройств
Регуляторы и манометры
• Регуляторы давления и соответствующие манометры должны исправно работать во время использования
Риски, связанные с маслом и смазкой
• Кислородные баллоны и фитинги должны храниться вдали от масла или смазки. Цилиндры и
фитинги должны быть очищены от масла или жирных веществ, и их нельзя трогать руками.
жирные руки или перчатки.
Цилиндры и
фитинги должны быть очищены от масла или жирных веществ, и их нельзя трогать руками.
жирные руки или перчатки.
Кислород не должен направляться на замасленные поверхности, замасленную одежду или внутрь мазута или другой резервуар или емкость для хранения.
Противопожарная защита
• Предметы, подлежащие сварке, резке или нагреву, необходимо переместить в специально отведенное безопасное место. Если объект не может быть легко перемещен, все подвижные пожарные опасности будут защищены от перемещения.
• Если объект, подлежащий сварке, резке или нагреву, не может быть перемещен и если весь огонь искрится, и шлака, а также для защиты от них неподвижных пожароопасных предметов
• Сварка, резка или нагрев не должны выполняться в присутствии горючих
красок, легковоспламеняющихся соединений или высокой концентрации пыли.
• Огнетушители должны быть немедленно доступны в рабочей зоне, без препятствий, и поддерживается для мгновенного использования.
• Когда обычных противопожарных мер недостаточно для сварки, резки, или руководитель эксплуатации отопления назначит пожарную вахту. Достаточное количество времени нельзя допускать после завершения работ, чтобы исключить возможность возгорания. не существует. Назначенный пожарный дежурный должен быть обучен обращению с противопожарным оборудованием.
• Подача газа должна быть отключена во время обеденных перерывов, на ночь или во время перерывов между сменами. Шланги и горелки должны быть удалены из замкнутых пространств.
Обучение
Сотрудники Cal Maritime должны ознакомиться с руководством и понять его
по сварке и резке. Должны быть назначены сварщики и резчики
ежегодное обучение и должны продемонстрировать свое понимание этих руководящих принципов перед
руководитель.
Обучение должно включать:
1. Обзор требований, перечисленных в РАЗДЕЛЕ 8 CCR, разделы 4794-4799 и статьи 82,83,87,88,
,и 90, а также OSHA 1910.252,
2. Использование горячего Система разрешений на работу
3. Обязанности руководителя
4. Обязанности пожарной охраны
5. Обязанности оператора
6. Обязанности подрядчика
7. Требования к документации
8. Требования к использованию респираторов
9. Обучение обращению с огнетушителями
Департамент производственных отношений штата Калифорния, Отдел профессиональных Безопасность и здоровье, Раздел 8 правил CCR ссылается на следующие рекомендации. по средствам индивидуальной защиты .
- Раздел 8, Свод нормативных актов штата Калифорния, Общие приказы по промышленной безопасности
Дополнительные нормативные документы Калифорнии:
Подраздел 7.
 Общие приказы по промышленной безопасности
Общие приказы по промышленной безопасностиГруппа 10. Газовые системы для сварки и резки
• Статья 80. Назначение и определения (статьи 4794 – 4795)
• Статья 81. Общие положения (разделы 4797 – 4799)
• Статья 82. Ацетиленовые генераторы стационарные автоматические (разделы 4803 – 4813)
• Статья 83. Переносные автоматические ацетиленовые генераторы (разделы 4815 – 4816)
• Статья 84. Карбид кальция (разделы 4818 – 4819)
• Статья 85. Сервисный трубопровод для всех газов (разделы 4821 – 4829).)
• Статья 86.
 Коллекторы цилиндров к коллекторам систем цехового трубопроводного питания
и редукторы давления и шланги (разделы 4835–4840)
Коллекторы цилиндров к коллекторам систем цехового трубопроводного питания
и редукторы давления и шланги (разделы 4835–4840)• Статья 87. Порядок работы (раздел 4845)
• Статья 88. Противопожарная безопасность при сварке и резке (статьи 4846 – 4848)
Группа 11. Электросварка
• Статья 90. Электросварка, резка и нагрев (статьи 4850 – 4853)
Строительство;
Подраздел 4. Приказы о безопасности строительства
Статья 32. Кислород, ацетилен и топливный газ
• §1739.
 Разрешение на эксплуатацию. (Отменено)
Разрешение на эксплуатацию. (Отменено)• §1740. Хранение и использование баллонов.
• §1741. Регуляторы давления.
• §1742. Шланг и соединения.
• §1743. Общие меры предосторожности.
Национальная схема сертификации инспекторов по сварке (NWICS) – IIW Индия
Перейти к содержанию
Введение: Цель проверки сварки – определить, соответствует ли сварное соединение требованиям приемки свода правил, стандарта или другого документа. Инспектор по сварке должен быть знаком со сварочными процессами, процедурами сварки, квалификацией сварщика, материалами, неразрушающим и разрушающим контролем сварных швов, уметь читать чертежи, составлять и вести записи, составлять и составлять отчеты и принимать ответственные суждения и решения.
Национальная схема сертификации инспекторов по сварке (NWICS) Индии IIW представляет собой комплексную схему, которая предусматривает проверку и сертификацию персонала, стремящегося продемонстрировать свою компетентность и знания в области контроля сварки. Эта схема находится в ведении Управляющего совета Уполномоченного уполномоченного органа IIW Индии (ANB-Индия) по обучению, квалификации и сертификации персонала. IIW India находится в процессе передачи аккредитации от NABET в NABCB (оба подразделения QCI) в качестве органа по оценке соответствия (CAB) согласно ISO/IEC: 17024-2012 для сертификации персонала. ANB IIW India понимает важность беспристрастности, управления конфликтом интересов, обеспечения безопасности и конфиденциальности во всей своей деятельности в соответствии со стандартом ISO/IEC: 17024.
Область сертификации: Эта спецификация устанавливает требования к подразделению IIW India-ANB для сертификации инспекторов по сварке, супервайзеров, инженеров, координаторов по контролю качества и экзаменаторов в отношении его / ее компетентности в выполнении функций контроля сварки в производство и строительство, включая:
- Безопасность труда
- Обзор и подготовка необходимой документации
- Контроль сварных соединений до, во время и после сварки
- Оценка и приемка сварных соединений на основе результатов/отчетов разрушающих и неразрушающих испытаний
Уровни сертификации: Программа IIW India NWICS предусматривает 3 (три) уровня сертификации
- Базовый уровень (NWIC – Basic)
- Стандартный уровень (NWIC – Standard)
- Продвинутый уровень (NWIC — Advanced)
Роль и функции инспекторов по сварке: Кандидат должен уметь выполнять следующие виды деятельности на разных уровнях сертификации.
- Инспектор по сварке – Базовый уровень
- Самостоятельно проводить до, во время и после сварки визуальный контроль и контроль размеров сварных соединений по техническим требованиям и чертежам.
- Для выполнения следующих функций под руководством инспектора по сварке — стандартный уровень или инспектора по сварке — продвинутый уровень
- Понимание применения различных стандартов, кодов, спецификаций, сварочных обозначений, чертежей, WPS и законодательных/нормативных требований.
- Проверка соответствия сырья и расходных материалов, сертификатов применимым стандартам, нормам и спецификациям.
- Убедитесь, что размеры швов, подготовка кромок, подгонка, сварочное оборудование и подготовка к сварке соответствуют чертежам, стандартам и технологическим требованиям.
- Проверьте соответствие процедур предварительного нагрева применимым стандартам.
- Осуществлять надзор в процессе сварки для проверки соблюдения указанной процедуры, включая предварительный нагрев, параметры сварки, контроль температуры между проходами и любые требования к последующему нагреву.

- Понимать и обеспечивать соблюдение применимых требований безопасности
- Инспектор по сварке – стандартный уровень
- Надзор за деятельностью инспекторов по сварке – базовый уровень, как указано в A, b) выше
- Самостоятельно выполнять следующие функции
- Все функции, выполняемые инспектором по сварке – базовый уровень, как указано в A, b) с 1 по 6 выше
- Разработка, комментирование и проверка планов контроля качества и планов проверок и испытаний на основе стандартов на продукцию, кодов, спецификаций, чертежей и законодательных/нормативных требований.
- Проверка процедур сварки (WPS) на соответствие нормам и требованиям контракта и проверка соответствия квалификационным требованиям процедур сварки (WPQR).
- Квалификационное испытание процедуры в присутствии, включая испытание образца и проверку соответствия WPQR, WPS и квалификации сварщиков применимым стандартам для обычных процессов сварки.
 (например, процессы дуговой сварки, стали, алюминиевых сплавов и т. д.)
(например, процессы дуговой сварки, стали, алюминиевых сплавов и т. д.) - Проверка соответствия процедур PWHT применимым стандартам.
- Проверка соблюдения процедуры неразрушающего контроля
- Принятие решений о приемке документов по качеству, связанных со сварными изделиями (например, неразрушающий контроль, испытания материалов, производственные испытания и т. д.)
- Принимать решения на основе документов по качеству (например, неразрушающий контроль, испытания материалов, производственные испытания и т. д.) в соответствии с требованиями, установленными для конструкции
- Внедрение планов обеспечения качества контроля сварных швов
- Оценка и приемка сварных изделий на основании протоколов испытаний DT и NDT.
- Проводить надзор и аудит поставщиков и продавцов
- Отчет о всех вышеперечисленных действиях.
- Обучение и оценка инспекторов по сварке – базовый уровень
- Инспектор по сварке – продвинутый уровень
- Надзор за деятельностью инспекторов по сварке – базовый и стандартный уровни, как указано в A, b) выше и B b) выше
- Самостоятельно выполнять следующие функции
- Все функции, выполняемые инспектором по сварке – базовый уровень согласно A, b) с 1 по 6 выше и инспектор по сварке – стандартный уровень согласно B b) с 1 по 13 выше
- Проверка совместимости основного материала и наполнителя
- Квалификационное испытание процедуры в присутствии, включая испытание образца и проверку соответствия WPQR, WPS.

- Проведение квалификационных испытаний сварщиков и их квалификация в соответствии с применимыми стандартами для обычных процессов сварки. (например, процессы дуговой сварки, стали, алюминиевых сплавов и т. д.)
- Написание спецификаций сварочных процедур и квалификации сварщиков
- Подготовка требований к визуальному осмотру, неразрушающему контролю и разрушающим испытаниям
- Идентификация дефектов сварки и определение их приемлемости, включая радиографическую интерпретацию пленки для углеродистых, низколегированных и нержавеющих сталей.
- Окончательная приемка и сертификация выполнения всех требований, предъявляемых к сварке
- Подготовить планы обеспечения качества инспекции сварки, планы аудита и надзора, а также требования к документации и контролю.
- Ведение комплексных отчетов об инспекциях
- Обучение и оценка инспекторов по сварке – стандартный уровень
- Обеспечивать техническое руководство и руководство группой инспекторов по сварке
Требуемая компетентность и экзамен: IIW India Процесс сертификации ANB для инспекторов по сварке требует, чтобы ANB India провела экзамен, включающий теорию, практику и живой голос, чтобы определить знания и компетентность кандидата в технологии сварки, контроле сварки и смежных технических областях. соответствует уровню сертификации.
соответствует уровню сертификации.
Кандидат должен быть в состоянии продемонстрировать соответствующий уровень знаний и навыков в области контроля сварки, охватывающий следующее:
- Нормы и стандарты
- Сырье, контроль и отслеживаемость
- Знание материалов и их поведения при сварке
- Обычные процессы и оборудование для сварки и резки
- Правила техники безопасности при сварке и резке
- Обычные методы DT и NDT, включая проверку целостности.
- Типы соединений, положения сварки и символы сварки.
- Квалификация сварщика – процедура и выполнение
- Обнаружение и интерпретация разрывов с помощью VT и PT.
- Интерпретация и оценка отчетов RT и UT.
- Прокомментируйте и просмотрите документы по контролю качества, а именно. QAP, WPS, PQR, WPQ, MTC, отчеты DT и NDT
- Проведение контроля сварных конструкций до, во время и после сварки, включая контроль размеров PMI и PWHT в соответствии с требованиями соответствующих стандартов.
- Эффективно общаться устно и письменно и готовить отчеты
Подробная информация о требованиях к теоретическим и практическим знаниям и компетентности, а также процедура экзамена и требования для каждого из трех уровней приведены в Приложении 1 к данной схеме сертификации.
ANB Индии предлагает кандидатам пройти программу обучения в одобренном ANB Индии учебном центре на соответствующем уровне в качестве подготовки к сдаче экзаменов.
Предварительные требования : Требования к квалификации, опыту и остроте зрения для кандидатов на доступ к различным уровням сертификации приведены ниже.
- Квалификация и опыт
Базовый уровень: Кандидат должен обладать любой из следующих комбинаций образования и опыта, как указано в таблице ниже:
| Sl No | Образовательная квалификация | Опыт |
| 1 | Класс VIII | 5 лет. Промышленный опыт, из которых 3 года в области сварки/инспекции/НК сварных швов Промышленный опыт, из которых 3 года в области сварки/инспекции/НК сварных швов |
| 2 | Класс X (с естествознанием и математикой) / ITI (механика) | 3 года. Промышленный опыт, из них 2 года в области сварки/инспекции/НК сварных швов |
| 3 | Диплом класса XII / IWS/IWIP(B) или любой другой 9Эквивалент 0002 Курс инспекторов по сварке | 2 года. Промышленный опыт, из них 1 год в области технологии сварки / контроля / неразрушающего контроля сварных швов |
| 4 | MSc/BE/IWE/BSc/Diploma in Engg. / Диплом IWT, IWIP (S) или эквивалентный курс инспекторов по сварке | 6 месяцев Промышленный опыт работы в области технологии сварки / контроля / неразрушающего контроля сварных швов, желателен, но не обязателен |
Стандартный уровень: Кандидат должен обладать любой из следующих комбинаций образовательной квалификации и опыта, как указано в таблице ниже:
 Опыт работы на производстве из них 5 лет
Опыт работы на производстве из них 5 летзона сварки/контроль/НК сварных швов
участок сварки/ осмотр/ неразрушающий контроль сварных швов
или эквивалент Сварка
Курс инспекторов
технология сварки/контроль/НК сварных швов
Продвинутый уровень: Кандидат должен иметь сертификат стандартного уровня NWICS или эквивалентный, а также любую из следующих комбинаций образовательной квалификации и опыта, как указано ниже:
 Опыт работы на производстве из них 5 лет
Опыт работы на производстве из них 5 летучасток сварки/контроль/НК сварных швов
Класс XII (с естествознанием и математикой)
технология сварки/контроль/НК сварных швов
технология сварки/контроль/НК сварных швов
технология сварки/контроль/НК сварных швов
- Кандидат также должен обладать следующим минимальным стандартом остроты зрения, сертифицированным зарегистрированным офтальмологом / оптометристом / специалистом по глазу:
- Near Vision – Jaeger J2 или лучше с коррекцией (не старше 12 месяцев)
- Color Vision – согласно таблице ISHARAS (не старше 12 месяцев).
