Схема сварочный инвертор: Схема сварочного инвертора – принципиальная схема инверторной сварки
alexxlab | 05.11.1994 | 0 | Разное
Описание схемы сварочного инвертора
Схема сварочного инвертора применяется для сварки с использованием штучного электрода. Для оборудования самого начального уровня чаще применима небольшая нагрузка у индивидуальных предпринимателей или же просто у обычных людей в бытовых нуждах. Такие простенькие агрегаты не пригодны для использования в производстве. Приводимая микросхема используется для ремонта этих устройств своими руками.
Устройство инверторного сварочного аппарата.
Для начала познакомимся с основными требованиями, которые устанавливаются для инверторных источников тока для сварки самого простого, бытового уровня. К ним относятся:
- Работа оборудования должна осуществляться от однофазной сети частотой 220/50 Герц (Гц).
- Аппарат должен иметь возможность использовать штучные электроды, диаметр которых 1,6 до 3,25 мм.
- Доступная стоимость, минимальный вес и габариты.
- Ремонт такого агрегата должен быть доступен в обычных мастерских или же своими руками.


Аппараты для сварных работ с подобными характеристиками получили широкое применение в быту. И их сборка или же ремонт производится в соответствии с принципиальной схемой к сварочному инвертору и в точном соответствии с прилагаемой инструкцией к оборудованию. Особенно это касается случаев ремонта оборудования дома.
Способы подключения сварочного инвертора.
Описывая схему бытового устройства для сварки металла, стоит заострить внимание на которых деталях. Понятно, что всю координацию работы этого преобразователя осуществляет микросхема и ее главный элемент – ШИМ-контроллер.
С точки зрения схемотехнических особенностей инверторного сварочного аппарата выбор используемой в ШИМ-контроллере микросхемы напрямую зависит от того, какие функции выполняет конкретное устройство. В любой электрической схеме соединение двух или нескольких компонентов осуществляет деталь, которая называется мост. Но, помимо связующей функции, эта часть микросхемы несет еще и некоторые дополнительные функции в работе, которую выполняет вся электрическая схема сварочного инвертора.
Вернуться к оглавлению
Некоторые конструкционные особенности бытового инвертора для сварки
Не будет лишним сказать, что при использовании инверторного сварочного аппарата удается получить высококачественные сварные швы и при этом не затратить много усилий оператора сварки. К тому же работа с таким оборудованием очень комфортна и продуктивна. Да и сборка этого устройства своими руками по типовому чертежу самого обычного агрегата не представит особого труда.
Промышленные трансформаторные преобразователи в своем строении более электротехничны.
Напротив, глядя на принципиальную схему сварочного аппарата, можно увидеть, что он является электронным устройством.
Блок-схема полумостового инвертора..
При ремонте такого оборудования нужно следовать схемам сварочных инверторов. Для диагностики неисправностей и ремонта этого механизма необходимо последовательно выполнить проверку:
- состояния стабилитронов;
- транзисторов;
- диодов;
- резисторов.
При обнаружении неисправностей в конструкции нужно выполнить ремонт по чертежам устройства аппарата для таких технических работ.
Вернуться к оглавлению
Коротко в итоге
Подробнее описывать конструкционные особенности всех типов механизмов этого типа не имеет смысла, поскольку существует большое количество специальной литературы по этому вопросу.
Целью же этого обзора было лишь ознакомление читателей с принципиальным строением инверторного сварочного аппарата и его некоторыми основными узлами.
Схема сварочного инвертора ASEA-160D – качество и надежность
Главная » Схемы инверторного сварочного аппарата
Рубрика: Схемы инверторного сварочного аппаратаСхема сварочного инвертора — это высокоэффективный переносной сварочное аппарат ASEA-160D изготавливаемый в Южной Корее. Устройство собрано в малогабаритном ударопрочном корпусе. Малогабаритный инвертор ASEA-160D это превосходный выбор для специалистов занимающихся сваркой металла на профессиональной основе.
Устройство собрано в малогабаритном ударопрочном корпусе. Малогабаритный инвертор ASEA-160D это превосходный выбор для специалистов занимающихся сваркой металла на профессиональной основе.
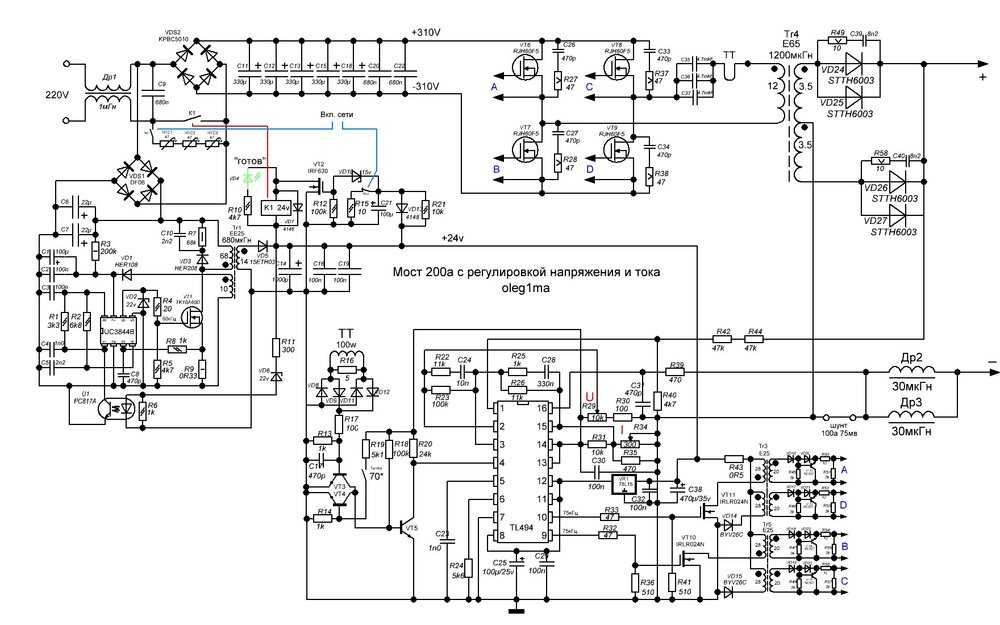
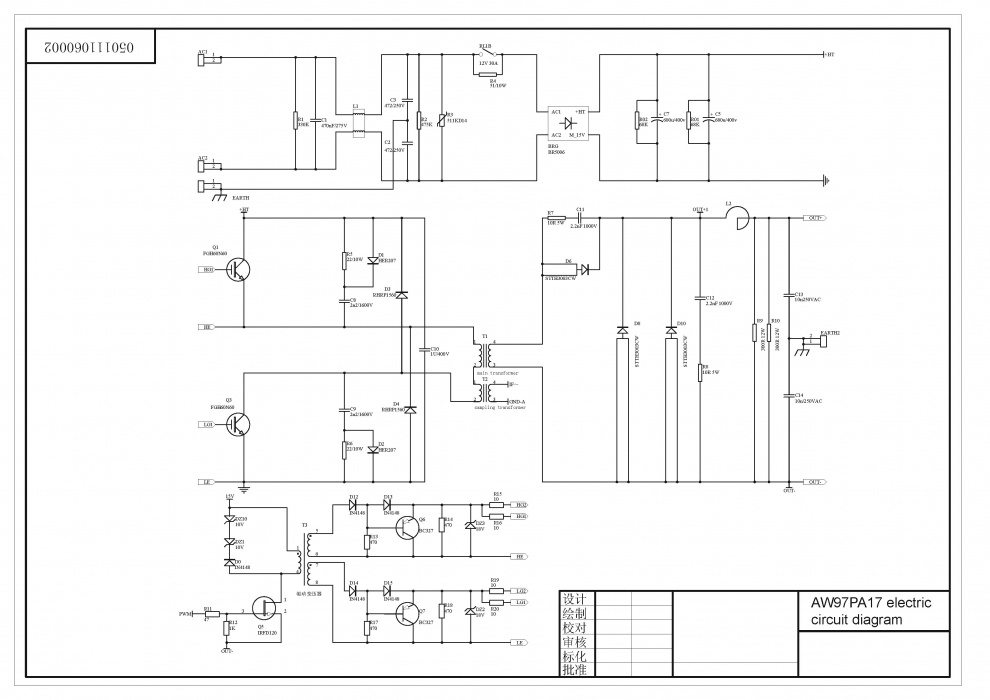
Принципиальная электрическая схема инверторного сварочного аппарата ASEA-160D
Для увеличения кликните по картинке
Так же он будет идеальным дополнением к техническому оснащению вашей домашней мастерской. Освоить процесс выполнения сварочных работ на этом аппарате в короткое время, под силу даже неопытному новичку. Тем более, инвертор в состоянии работать почти со всеми металлами и сплавами, используя при этом весь диапазон силы тока.
Инверторы ASEA изнутри
Очень важным критерием сварочного инвертора считается возможность электрической дуги образовывать сварной шов высокого качества. Кроме всего выше перечисленного, во время формирования сварного шва практически отсутствует разбрызгивание расплавленного металла, образование пор и трещин в сварных швах.
Отличительные особенности инверторов ASEA
- Плавная и стабильная сварочная дуга
- Устройство снабжено встроенным модулем для автоматического понижения напряжения на выходных зажимах корпуса во время холостого хода до 8v.
- Великолепная адаптация оборудования и его способность работать при существенной разнице сетевого напряжения в диапазоне 150v — 270v.
- Схема сварочного инвертора предусматривает индикацию в цифровом формате, которая отображает силу устанавливаемого тока во время настройки.
- Отличное расположение комплектующих внутри корпуса, применение качественных компонентов, грамотная сборка.
- Способность выполнять сварку металла с использованием защитного газа.
Такого рода параметры, во многом способствуют сварочным инверторам ASEA-160D и более современным моделям, находится долгое время на лидирующих позициях в России среди конкурентов.
Схема сварочного инвертора ASEA-160D, способна выполнять работу при ниже указанных условиях:
- диапазон рабочих температур от – 14°С до + 42°C;
- процентное содержание влаги в воздухе не должно превышать 80% при + 22°С;
Технические параметры:
Категорически не рекомендуется производить сварочные работы в условиях, когда воздух сильно насыщен пылью. Также запрещена эксплуатация во взрывоопасной среде, в помещениях с различными парами и газами, которые способствуют возникновению коррозии металлической конструкции и изоляции.
Также запрещена эксплуатация во взрывоопасной среде, в помещениях с различными парами и газами, которые способствуют возникновению коррозии металлической конструкции и изоляции.
Международный журнал инженерного менеджмента и прикладных наук
Международный журнал новейших технологий в инженерии, менеджменте и прикладных науках — IJLTEMAS
Международный журнал новейших технологий в инженерии, менеджменте и прикладных науках (IJLTEMAS) — ежемесячный рецензируемый открытый доступ и полностью рецензируемый международный журнал по инженерии, менеджменту и прикладным наукам с минимальной платой за обработку. Мы предоставляем отличную платформу для обмена мыслями между исследователями, заинтересованными в области инженерии, управления и прикладных наук.
- → Номер DOI: 10.51583/IJLTEMAS
- → Открытый доступ: Все опубликованные статьи сразу же доступны для чтения, загрузки и распространения.
- → Быстрая публикация: Быстрая публикация статей и сохранение высокого качества процесса публикации.
- → Номинальная плата: Номинальная плата за публикацию в поддержку исследовательского сообщества.
- → Connect: Объедините мировое инженерное, прикладное и социологическое сообщество.
Общество исследований и научных инноваций
Общество исследований и научных инноваций (RSIS International) является ведущим международным профессиональным некоммерческим обществом, которое способствует развитию исследований и инноваций посредством международных конференций, дискуссий, семинаров и публикации Professional International в Интернете. журналы, информационные бюллетени и проводить исследования и инновации на международном уровне.
Прием документов ноябрь 2022 г.
Международный журнал новейших технологий в инженерии, менеджменте и прикладных науках – IJLTEMAS приглашает авторов/исследователей предложить свои исследовательские работы в области инженерии, менеджмента и прикладных наук. Все материалы должны быть оригинальными и иметь соответствующие результаты исследований в области инженерии, менеджмента и прикладных наук. Мы нацелены на качественную публикацию исследований и предоставление читателю достоверных исследований.
Все материалы должны быть оригинальными и иметь соответствующие результаты исследований в области инженерии, менеджмента и прикладных наук. Мы нацелены на качественную публикацию исследований и предоставление читателю достоверных исследований.
Руководство по отправке
| Крайний срок подачи | 10.11.2022 |
| Новое представление | Онлайн-подача |
| Окончательное представление принятой статьи | Онлайн-подача |
| Месяц/Год/Том/Выпуск | Ноябрь 2022 Том XI Выпуск XI |
| Плата за публикацию | 20$ (долл. США) |
Почему открытый доступ?
Журналы открытого доступа доступны бесплатно в Интернете для немедленного открытого доступа к полному содержанию статей, отвечающих интересам ведущих исследователей.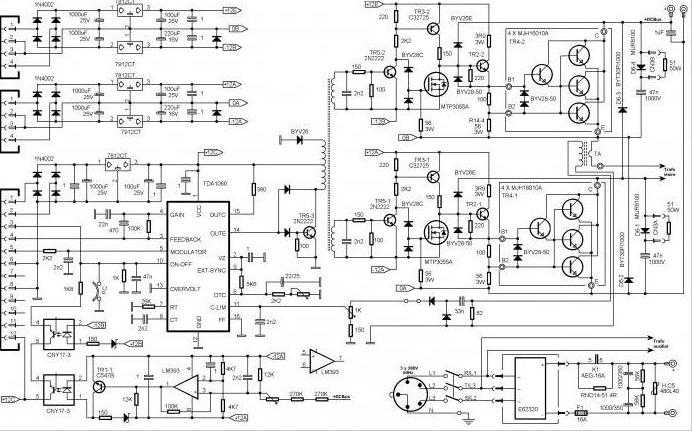 Каждый заинтересованный читатель может читать, скачивать или, возможно, распечатывать статьи в открытом доступе бесплатно! Мы приглашаем к подаче статей превосходного качества только в электронном (только .doc) формате.
Каждый заинтересованный читатель может читать, скачивать или, возможно, распечатывать статьи в открытом доступе бесплатно! Мы приглашаем к подаче статей превосходного качества только в электронном (только .doc) формате.
Изменения и развитие в нигерийской бизнес-организации
Исследование посвящено тому, как бизнес-менеджеры могут управлять стратегиями изменений путем развития организационного развития бизнеса в Нигерии. После тщательного анализа литературы исследование пришло к выводу, что несколько предприятий в Нигерии… Подробнее…
Обзор биоактивных/фитокомпонентных молекул, опубликованных в Омане
различные недуги. Недавние достижения в биотехнологических методах расширили использование биоактивных молекул природного происхождения в различных областях… Подробнее…
Способы переноса металла: короткое замыкание
Способы переноса металла относятся к различным способам переноса присадочного металла (электрода) через сварочную дугу в сварочную ванну. Мы можем написать книгу на эту тему, но мы постараемся дать представление о различных способах переноса, о том, что они требуют, каковы их преимущества и ограничения.
Мы можем написать книгу на эту тему, но мы постараемся дать представление о различных способах переноса, о том, что они требуют, каковы их преимущества и ограничения.
Переменные, определяющие режим переноса металла, включают: диаметр проволоки, силу тока, напряжение и состав защитного газа.
Основные режимы переноса металла:
- Перенос короткого замыкания (короткая дуга)
- Шаровидный
- Спрей
- Импульсный спрей
Существуют варианты, которые создают подкатегории внутри этих четырех, но нет необходимости усложнять вещи из-за в основном теоретической дифференциации.
В этой статье основное внимание будет уделено передаче при коротком замыкании, а остальные три режима мы рассмотрим в следующих постах.
Передача короткого замыкания
Короткое замыкание, обычно называемое «короткой дугой» и формально называемое GMAW-S, представляет собой режим переноса металла с низким подводом тепла, при котором перенос металла с электрода в сварочную ванну происходит в результате серии коротких замыканий. Когда сварочная проволока подается, она вступает в физический контакт с основным материалом и создает короткое замыкание. При возникновении короткого замыкания напряжение сразу падает до нуля. Однако сварочные аппараты MIG являются источниками питания постоянного напряжения, и их основная задача заключается в поддержании постоянного напряжения. Чтобы сделать это при наличии короткого замыкания, которое хочет сбросить напряжение до нуля, источник питания увеличит силу тока, чтобы разорвать короткое замыкание.
Когда сварочная проволока подается, она вступает в физический контакт с основным материалом и создает короткое замыкание. При возникновении короткого замыкания напряжение сразу падает до нуля. Однако сварочные аппараты MIG являются источниками питания постоянного напряжения, и их основная задача заключается в поддержании постоянного напряжения. Чтобы сделать это при наличии короткого замыкания, которое хочет сбросить напряжение до нуля, источник питания увеличит силу тока, чтобы разорвать короткое замыкание.
Короткое замыкание практически снесено скачком силы тока, вызвавшим своего рода взрыв. Этот взрыв вызывает брызги и треск, который мы слышим. Некоторые люди сравнивают звук передачи короткого замыкания со звуком жарящегося бекона. Каждый раз, когда проволока замыкается на основной металл, сварочная дуга гаснет. Сварочный аппарат мгновенно отреагирует на всплеск силы тока, чтобы устранить короткое замыкание и снова зажечь дугу. Это происходит много раз в секунду (до 200 раз в секунду!), поэтому мы никогда не видим, как гаснет дуга.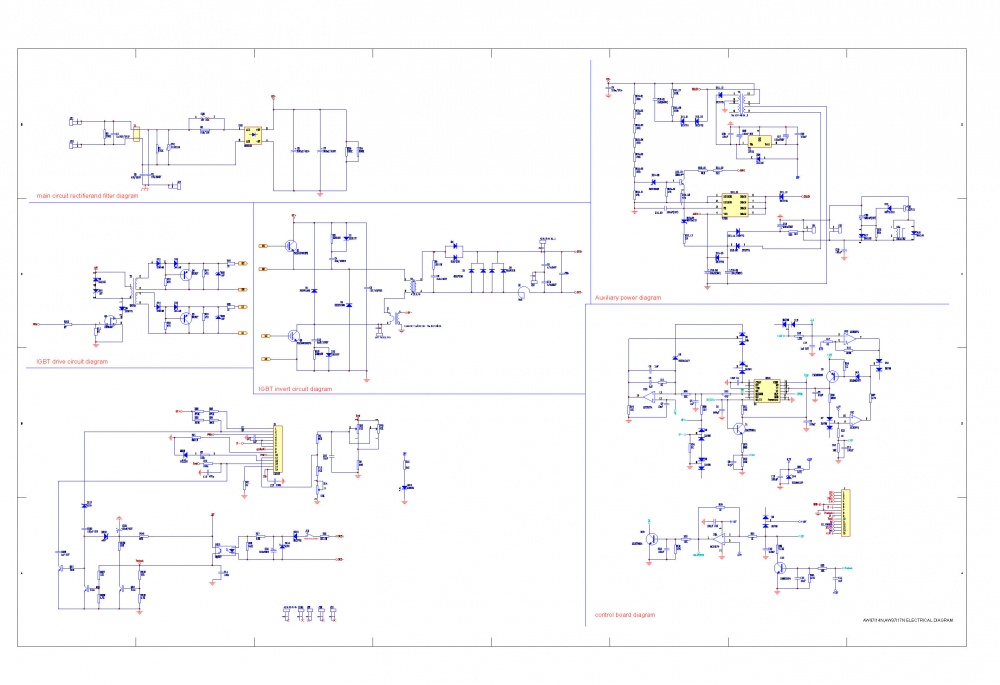
Этот график зависимости силы тока и напряжения от времени показывает, как короткое замыкание сводит напряжение к нулю, и в то же время источники питания увеличивают силу тока для разрыва короткого замыкания .
Передача короткого замыкания приводит к низкому подводу тепла из-за низкой силы тока и низкого напряжения. Из-за этого он ограничен тонкими материалами. Американское общество сварщиков запрещает использование передачи короткого замыкания в предварительных процедурах сварки из-за высокой вероятности непровара.
Типичные защитные газы для передачи при коротком замыкании включают 100 % диоксида углерода и смеси, содержащие до 75 % аргона, а остальное составляет диоксид углерода.
Преимущества переноса с коротким замыканием
- Подходит для более тонких материалов (1/8 дюйма и менее) — низкое тепловложение предотвращает продувку основного материала, а при достаточной скорости перемещения может также предотвращать деформацию.
- Сварка во всех положениях – благодаря низкому подводу тепла сварочная ванна быстро затвердевает, что позволяет выполнять сварку во всех положениях.
- Отлично подходит для зазоров и плохой подгонки – передача короткого замыкания хороша для плохой подгонки, включая зазоры. По этой причине короткое замыкание широко используется для запуска корневого прохода по трубе.
- Низкая стоимость. Низкие требования к силе тока для передачи короткого замыкания означают, что можно использовать базовые недорогие источники питания. Углекислый газ также относительно недорог по сравнению со смесями с высоким содержанием аргона.

Ограничение передачи короткого замыкания
- Ограничено листовым металлом – как упоминалось выше, низкое тепловложение приводит к несплавлению на более толстых участках.
- Брызги – короткое замыкание дуги и последующий подрыв дуги из-за резкого скачка силы тока приводит к разбрызгиванию, что увеличивает время очистки и снижает эффективность электрода.
- Запрещено использовать в процедурах сварки, прошедших предварительную квалификацию (из-за склонности к несплавлению).

Самая большая проблема с переносом короткого замыкания заключается в том, что мы можем сделать очень красивый сварной шов, который создает иллюзию качества. Ежедневно на рамах прицепов, стальных зданиях и других несущих конструкциях выполняются одно- и многопроходные переходные швы с коротким замыканием. Вот почему наличие квалифицированных сварочных процедур имеет решающее значение. Соблюдение норм, таких как AWS D1.1 Structural Welding Code (Steel), следует рассматривать не как неудобство, а как возможность повысить качество, следуя проверенным рекомендациям.
Чтобы проиллюстрировать, что может означать использование передачи короткого замыкания в элементах конструкции, взгляните на изображения ниже. Первый сварной шов (слева) был выполнен методом короткого замыкания. Сварной шов справа был выполнен струйным переносом.
Сварка слева была выполнена с помощью короткого замыкания, и при манипулировании движением электрода образуются отчетливые ряби. Сварной шов справа представлял собой стрингер (без манипуляций), выполненный методом распыления. Оба сварных шва были выполнены на пластине толщиной 3/8 дюйма.
Сварной шов справа представлял собой стрингер (без манипуляций), выполненный методом распыления. Оба сварных шва были выполнены на пластине толщиной 3/8 дюйма.
Глядя на внешний вид этих сварных швов, мы можем предположить, что оба шва хорошие. Некоторые люди предпочитают сварку слева, потому что им нравится вид ряби. Но что находится под этими сварными швами? Давайте взглянем.
Протравленное поперечное сечение сварного шва короткого замыкания (слева) ясно показывает непровар. На изображении справа показано глубокое проникновение, связанное с переносом распылением.
Хотя оба сварных шва имеют одинаковый размер, сварной шов справа (нанесение распылением) имеет почти вдвое большую несущую способность благодаря глубокому проплавлению корня. Сварочный шов с коротким замыканием справа показывает значительное непроваривание. Эти сварные швы были выполнены на материале толщиной 3/8 дюйма, чтобы показать, что перенос короткого замыкания не следует использовать для толстых секций.