Схема выпрямителя сварочного: Сварочный выпрямитель: схема, технические характеристики, устройство
alexxlab | 02.01.2021 | 0 | Разное
Сварочный выпрямитель: схема, технические характеристики, устройство
Для соединения металлических элементов могут применяться самые различные методы, среди которых отметим сварку. Сваривание металлов и сплавов проводится на протяжении последних нескольких десятилетий. Подобное неразъемное соединение можно получить при применении специального оборудования и материалов: сварочного аппарата, электродов, выпрямителя. Сварочный выпрямитель – устройство, предназначенное для формирования постоянного напряжения. Преобразовывая переменный ток в постоянный, можно обеспечить благоприятные условия для проведения сварочных работ, так как уменьшается степень разбрызгивания расплавленного металла. Рассмотрим все подробности данного аппарата подробнее.
Сварочный выпрямитель
Содержание
Применение выпрямителей
Выпрямитель для сварочного аппарата – устройство, которое состоит из нескольких блоков для преобразования и выпрямления входящего напряжения. При работе устройство также повышает показатель силы тока, за счет чего обеспечиваются наиболее благоприятные условия. Назначение сварочного выпрямителя заключается в генерации постоянного тока с высоким значением А.
Назначение сварочного выпрямителя заключается в генерации постоянного тока с высоким значением А.
Рассматривая применение сварочного выпрямителя следует уделить внимание нижеприведенным моментам:
- Устройство позволяет проводить сварочные работы при применении электродов, покрытых различными веществами. За счет использования электродов с покрытием, дуга становится более устойчивой, что обеспечивает благоприятные условия для получения качественного шва.
- В продаже встречаются аппараты, которые могут применяться для сваривания металлов толщиной до 50 мм. Регулировка показателей тока позволяет также проводить работы с металлом толщиной стенок около 1мм. Этот момент определяет, что сварочные выпрямители существенно расширяют область применения аппаратов для сварки.
- Сварочное устройство может применяться для плавки кромки обрабатываемого металла или стержня применяемого электрода.
- Многие модели могут использоваться для работы с присадочной проволокой. Кроме этого, они практически незаменимы при применении неплавящихся электродов, к примеру, покрытие которых изготавливается из вольфрама.

- При применении сварочного выпрямителя можно проводить соединение элементов, которые изготавливаются из нержавеющей стали, чугуна, малоуглеродистой стали или других сплавов.
- Кроме сварочных работ, с применением рассматриваемого аппарата можно выполнять резку металлов. Для этого проводится существенное увеличение показателя силы тока, дуга прожигает металл.
Если сравнивать с ранее применяемыми трансформаторами, выпрямители способны существенно снизить расход электродов. Сегодня они довольно часто встраиваются в сварочные аппараты, но можно приобрести и подключаемые вариант исполнения.
Внешний вид сварочного выпрямителя
Применяется устройство достаточно просто, подходит оно для самых различных случаев работы. К особенностям использования отнесем нижеприведенные моменты:
- Устройство, как правило, имеет две клеммы.
- Одна клемма предназначена для подключения к обрабатываемому изделию, а вторая присоединяется к держателю.
- В зависимости от конкретного полюса определяется полярность, а также наиболее подходящие режимы работы.

Сваривание металла происходит при образовании дуги между обрабатываемой поверхности и применяемым электродом. Процесс относительно прост, но даже при применении сварочного выпрямителя могут возникнуть некоторые трудности при работе, и только при наличии определенных знаний, навыков и опыта сварщик может получить качественный шов.
Устройство и принцип работы
Классическая конструкция представлена сочетанием нескольких устройств, которые и обеспечивают контроль показателей тока. Основными блоками можно назвать:
- диоды;
- понижающий трансформатор;
- охлаждающую систему, которая зачастую представлена вентилятором;
- приборы для измерения показателя тока;
- регуляторы различного типа.
Устройство сварочного выпрямителя позволяет с высокой точностью проводить регулировку показателей тока. В отличие от конструкции трансформатора оно может не только увеличивать силу тока, но и делать показатель постоянным, за счет чего и обеспечивается высокая устойчивость дуги.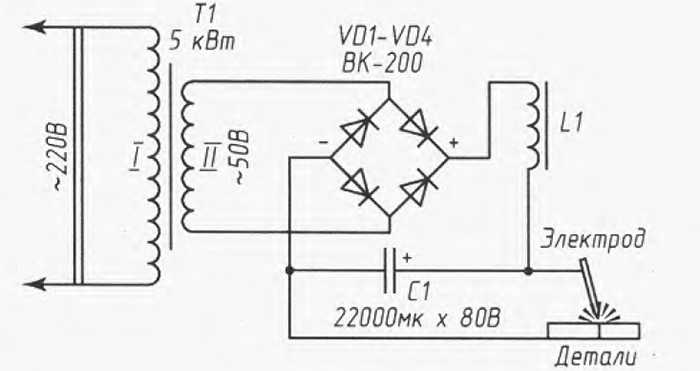
Устройство сварочного выпрямителя
Принцип работы сварочного выпрямителя имеет следующие особенности:
- Входящий ток изначально подается на первичную обмотку встроенного трансформатора понижающего типа.
- За счет электромагнитной индукции происходит процесс понижения значения напряжения и повышения силы тока на вторичной обмотке. Схема современного сварочного выпрямителя определяет максимальное значение напряжения при холостом ходу 48В.
- Создаваемое напряжение подается на установленные диоды. Новые модели изготавливаются при применении диодов на кремневой основе. Устанавливаются они в качестве полупроводника, который обеспечивает ход тока только в одну сторону. Именно за счет диодов обеспечивается постоянное напряжение, так как они устраняют колебание при реверсном ходе электричества.
- Стоит учитывать, что на момент работы диоды существенно нагреваются. Именно поэтому все модели сварочных выпрямителей имеют систему охлаждения, которая в большинстве случаев представлена вентиляторами.
 При активном применении устройства постоянный обдув воздухом позволяет снизить температуру применяемых полупроводников. Некоторые модели снабжаются датчиком, который фиксирует перегрев системы.
При активном применении устройства постоянный обдув воздухом позволяет снизить температуру применяемых полупроводников. Некоторые модели снабжаются датчиком, который фиксирует перегрев системы. - Устанавливаются датчики, контролирующие напряжение. Они работают совместно с автоматом и могут отключить устройство в автоматическом режиме при высоком значении напряжения.
- Регулятор устанавливается для того, чтобы можно было выбирать напряжение в зависимости от толщины свариваемого металла.
Создать выпрямитель сварочного аппарата своими руками достаточно сложно, так как для этого нужно владеть определенными навыками работы с электротехникой. Промышленные варианты исполнения обладают высокой точностью работы и надежностью, что определят их высокую популярность.
При выборе устройства следует уделить внимание тому, что оно может иметь несколько различных элементов регулировки напряжения подаваемого тока.
К особенностям устанавливаемых устройств регулировки отнесем нижеприведенные моменты:
- В большинстве случаев регулировка ступенчатая.
 Она представлена секционным подключением обмотки.
Она представлена секционным подключением обмотки. - При ступенчатой регулировке имеет значение шаг. Для управления секционным подключением обмотки устанавливается рычаг.
- Большинство моделей для использования сильных токов имеют конструкцию, которая предусматривает отсекание части обмотки. За счет этого ток подается по короткой схеме.
Приведенная выше настройка достаточно грубая. Встречаются модели с тонкой настройкой, которая основана на применении метода дроссельного насыщения: устанавливается устройство между двумя кремневыми диодами и понижающим трансформатором. Дроссель – конструкция, представленная сочетанием нескольких катушек, через которые во время работы оборудования также подается ток. За счет переключения позиции регулятора изменяется и длина пути обмотки.
Наиболее высокой эффективностью характеризуется работа теристорного блока.
Этот элемент включается в конструкцию сварочного выпрямителя для обеспечения наиболее точной регулировки силы тока. За счет применения теристора можно выставить самые различные характеристики тока.
Большинство моделей имеет большую рукоятку на корпусе, за счет движения которой приводится в движение винтовой вал со вторичной обмоткой трансформатора. За счет изменения ее положения также регулируется протяженность пути, который преодолевает ток. Однако подобная настройка также характеризуется низкой точностью.
Схема сварочного выпрямителя
Практически все сварочные выпрямители имеют блок управления в виде сочетания различных рычагов и выключателей. За счет изменения их положения проводится регулировка характеристик подаваемого тока.
Разновидности аппаратов
В продаже встречается просто огромное количество разновидностей рассматриваемого оборудования, все они имеют свои определенные достоинства и недостатки. Классификация промышленных сварочных выпрямителей проводится следующим образом:
- однофазный;
- двухфазный;
- трехфазный.
Выпрямитель для проведения ручной дуговой сварки трехфазного типа состоит из 6-12 диодов, которые зачастую подключаются параллельно. Двухфазные характеризуются параллельным и последовательным подключением мостов.
Управляемый и неуправляемый выпрямители
Кроме этого, классификация может проводится по следующим критериям:
- Сила тока на выходе. С увеличением этого показателя существенно повышается толщина обрабатываемого металла. Если устройство выдает небольшой ток, то можно будет проводить обработку тонких элементов. Также слишком высокий показатель силы тока позволяет применять сварочный аппарат для проведения резки металла.
- Точность регулировки. Как ранее было отмечено, выпрямитель может использоваться для установки самых различных параметров тока. Чем выше показатель точности регулировки, тем более оптимальные условия для работы может себе обеспечить мастер.
- Количество выходов для подключения. Сложное сварочное оборудование может применяться для одновременного подключения нескольких держателей для электродов.
 Подобная модель может понадобиться в том случае, когда работу поблизости одновременно выполняют несколько сварщиков. Однако, за счет усложнения конструкции она становится больше и дороже.
Подобная модель может понадобиться в том случае, когда работу поблизости одновременно выполняют несколько сварщиков. Однако, за счет усложнения конструкции она становится больше и дороже. - Эффективность охлаждения. Недорогие модели предназначены для бытового применения, так как могут эксплуатироваться на протяжении короткого промежутка времени. Это связано с тем, что конструкция не имеет эффективной системы охлаждения. Профессиональное оборудование может использоваться для сварки на протяжении длительного периода.
- Размеры конструкции. Как правило, сварочные работы проводятся на выезде. Доставка всей аппаратуры может быть затруднена в случае, если оно имеет большой вес и габаритные размеры. В продаже встречаются компактные модели, которые просты в транспортировке.
В целом можно сказать, что выбор сварочного выпрямителя – достаточно сложная задача. При выборе учитывается то, при каких условиях будут проводиться работы.
Большой популярностью пользуются модели трехфазного типа. Это связано с тем, что они могут применяться для работы с металлом самой различной толщины. Однопостовой выпрямитель больше всего подходить для бытового применения, так как применяется при использовании только одного держателя электродов. В продаже есть и модели, которые позволяют подключать одновременно сразу несколько электрододержателей.
Это связано с тем, что они могут применяться для работы с металлом самой различной толщины. Однопостовой выпрямитель больше всего подходить для бытового применения, так как применяется при использовании только одного держателя электродов. В продаже есть и модели, которые позволяют подключать одновременно сразу несколько электрододержателей.
Универсальные современные сварочные выпрямители выпускаются достаточно большим количеством различных производителей. Марки во многом определяют качество сборки, срок службы и стоимость оборудования.
Для бытового применения подходить инверторный выпрямитель. Подобные модели можно охарактеризовать следующим образом:
- За понижение напряжения отвечает трансформатор.
- Устанавливается выпрямляющий блок, который отвечает за подачу постоянного напряжения.
- Далее проводится преобразование в переменное электричество с высоким показателем частоты.
Сварочный выпрямитель
Подобное оборудование предусматривает использование переменного тока. Однако за счет существенного увеличения частоты подаваемого тока есть возможность применять инверторный выпрямитель для получения соединительных швов высокого качества. За счет существенного упрощения конструкции инверторы имеют относительно небольшие размеры, а также просты в эксплуатации.
Однако за счет существенного увеличения частоты подаваемого тока есть возможность применять инверторный выпрямитель для получения соединительных швов высокого качества. За счет существенного упрощения конструкции инверторы имеют относительно небольшие размеры, а также просты в эксплуатации.
Плюсы и минусы оборудования
Как ранее было отмечено, при работе вместо выпрямителя может также использоваться трансформатор. Преимуществами сварочного выпрямителя назовем нижеприведенные моменты:
- Можно получить более стабильную дугу. Во время выполнения сварочных работ характеристики получаемой дуги во многом определяют качество шва. Рассматриваемое оборудование характеризуется тем, что обеспечивает более стабильное горение дуги. Именно поэтому в последнее время оно получило широкое распространение.
- Преимущества сварочного выпрямителя также заключаются в том, что после проведения работы получается ровный шов с мелким чешуйчатым рисунком. За счет этого существенно расширили область применения подобного оборудования.

- Низкая склонность к образованию брызг расплавленного металла существенно упрощает поставленную задачу и повышает качество получаемого результата.
- Высокая степень экономичности. Как ранее было отмечено, применение рассматриваемого оборудования позволяет существенно снизить скорость плавки электрода.
Кроме этого, сварочный выпрямитель в большей степени подходит для соединения цветных и легированных металлов, которые могут обладать различными эксплуатационными качествами.
Недостатки сварочных выпрямителей во многом связаны с его довольно высокой стоимостью и необходимостью в транспортировке. Стоит учитывать, что для обеспечения длительного срока службы устройства следует уделять внимание его состоянию перед каждым использованием. Обслуживание предусматривает:
- Проверку надежности фиксации используемых клемм.
- Удаление накопившейся пыли.
- Проверку изоляции всех токопроводящих элементов.
Что касается частых поломок, то зачастую их признаками становятся сильный гул во время работы устройства или его нагрев.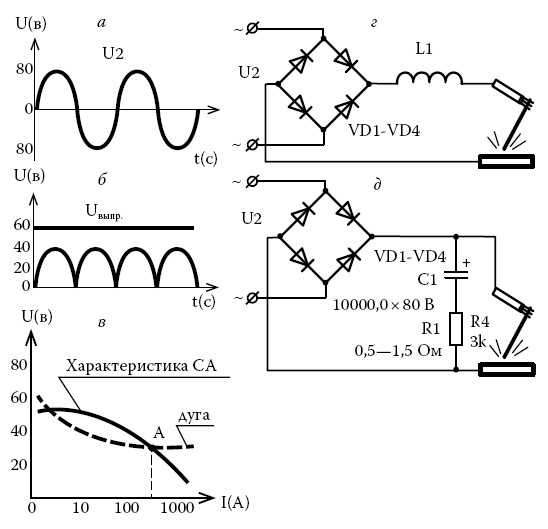 При наблюдении подобных симптомов следует проверить состояние устройства, так как причинами их появления может стать:
При наблюдении подобных симптомов следует проверить состояние устройства, так как причинами их появления может стать:
- Деформация или полная остановка вентилятора охлаждающей системы. Стоит учитывать, что неправильная работа охлаждающей системы может привести к серьезным проблемам.
- Замыкание первичной обмотки или нарушение изоляции листов сердечника.
- Снижение выходного напряжение происходить из-за замыкания или обрыва во вторичной обмотке.
В заключение отметим, что современные выпрямители позволяют получать качественные швы при соединении различных металлов. Большое количество положительных качеств определило обширное распространение устройства. В продаже встречаются самые различные варианты исполнения, которые обладают исключительными эксплуатационными качествами.
|
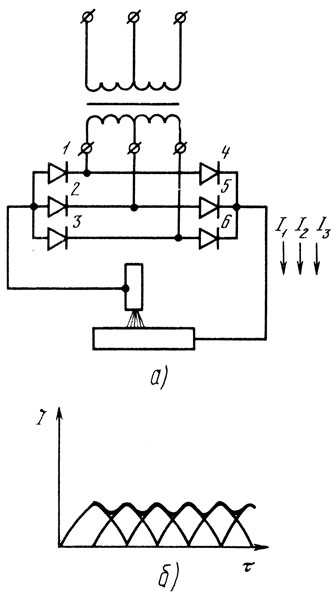
Сварочные выпрямители Категория: Сварка металлов Сварочные выпрямители Для преобразования переменного тока в постоянный в современной промышленности используют полупроводники, которые в контакте с металлами образуют электрические вентили — приборы, обладающие способностью хорошо проводить электрический ток в одном (прямом проводящем) направлении и плохо в обратном (запирающем) направлении. Основным фактором, ограничивающим мощность выпрямителей, является их нагрев, нарушающий нормальную работу. Поэтому мощность и надежность работы выпрямителя зависит от совершенства и надежности его охлаждения, которое во многих случаях производится специальным вентилятором. Число вентилей в выпрямителе определяется схемой выпрямления, значениями выпрямленного тока и его напряжения. В сварочных выпрямителях обычно применяются одно- или трехфазные мостовые схемы двухполупе-риодного выпрямления (рис. В однофазной мостовой схеме вентили включены в четыре плеча моста (рис. 1, а). Нагрузка Н включена в одну диагональ моста, она питается выпрямленным током I =; действующее значение выпрямленного напряжения на выходе U — .К другой диагонали моста подведен однофазный переменный ток с действующим значением напряжения U Частота пульсаций выпрямленного тока 100 гц. В трехфазной мостовой схеме (схема Ларионова) вентили включены в шесть плеч трехфазного моста; пульсации выпрямленного напряжения уменьшены, частота их 300 гц (рис. 1, б). Трехфазная система выпрямления имеет ряд преимуществ перед однофазной: выше устойчивость дуги, равномерная нагрузка всех трех фаз силовой сети переменного тока, лучше используется трансформатор, питающий выпрямитель. Поэтому обычно в сварочных выпрямителях используется трехфазная схема выпрямления. Однофазная мостовая схема обычно применяется в комбинированных источниках питания, когда сварка может производиться на постоянном токе при включенном блоке вентилей или на переменном токе при отключенных вентилях. Трансформаторы для выпрямителей могут быть построены по тем же схемам, что и сварочные трансформаторы. Существуют и более сложные схемы сварочных выпрямителей, с регулировочными дросселями насыщения, со стабилизаторами напряжения и пр. Целесообразность таких устройств сомнительна из-за сложности и высокой стоимости; вряд ли они смогут конкурировать с электромашинными преобразователями в условиях ручной дуговой сварки. Конечно, для специальных целей более сложные устройства могут быть вполне целесообразными. Приведем основные технические данные сварочных выпрямителей ВД-101 и ВД-301 для ручной дуговой сварки. Выпрямители передвижные, состоят из понижающего трехфазного трансформатора с увеличенным магнитным рассеянием, выпрямительного кремниевого блока с вентилятором для охлаждения, пускорегулирую-щей и защитной аппаратуры (рис. Рис. 1. Типовые схемы выпрямителей Подобно электромашинным преобразователям, сварочные выпрямители могут быть не только однопостовыми с падающей внешней характеристикой, но и многопостовыми с жесткой характеристикой, с питанием отдельных сварочных постов через балластные реостаты. Наша промышленность выпускает многопостовые сварочные выпрямители на выпрямленный ток 1000, 1600 и 3000 а для одновременного питания постоянным током 6, 9 и 18 сварочных постов, рассчитанных на ток до 300 а каждый, при коэффициенте одновременности работы постов 0,6. Мощность, потребляемая выпрямителями из питающей силовой сети при полной загрузке, соответственно 77, 123 и 230 ква при cos ф = 0,89. Опыт показывает, что выпрямители экономичнее электромашинных преобразователей, удобнее в эксплуатации, дают более устойчивую дугу, меньшее разбрызгивание металла, обладают лучшими динамическими свойствами и повышенным быстродействием сварочной цепи. Рис. 2. Сварочный выпрямитель ВД-301 —- Преимущества сварочных выпрямителей перед преобразователями заключаются в отсутствии вращающихся частей, более высоком к. п. д. и меньших потерях энергии при холостом ходе, бесшумности работы, равномерной загрузке трехфазной сети, меньшей массе и более широких пределах регулирования сварочного тока и напряжения. Эти преимущества позволяют широко использовать сварочные выпрямители вместо преобразователей, особенно в условиях стационарного производства. Сварочный выпрямитель состоит из двух основных частей: понижающего (обычно трехфазного) трансформатора с устройством для регулирования тока или напряжения и выпрямительного блока, состоящего из селеновых или кремниевых вентилей. Конструкцию сварочного выпрямителя несколько усложняет входящий в него вентилятор для охлаждения выпрямительного блока. Рис. 3. Сварочный выпрямитель ВДУ-504 Промышленностью выпускаются однопостовые и многопостовые сварочные выпрямители. Однопостовые выпрямители рассчитаны на получение либо жесткой и пологопадающей, либо крутопадающей вольт-амперной характеристики; выпускаются также универсальные выпрямители с крутопадающими и жесткими характеристиками. Сварочный ток чаще всего регулируется изменением расстояния между обмотками трансформатора (подвижные обмотки первичные). Регулирование напряжения производится секционированием первичной обмотки, т. е. изменением коэффициента трансформации. Многопостовые сварочные выпрямители выпускаются для одновременного питания шести, девяти и восемнадцати сварочных постов; они комплектуются соответствующим количеством балластных реостатов РБ-301. Внешний вид универсального выпрямителя ВДУ-504 представлен на рис. — Выпрямители предназначены для питания сварочных установок различного назначения. Сварочные выпрямители имеют следующие преимущества по сравнению с электромашинными генераторами: широкие пределы регулирования сварочного тока, высокие динамические свойства и технико-экономические показатели, высокий КПД. Они надежны в эксплуатации и просты в обслуживании, работают бесшумно. К недостаткам сварочных выпрямителей следует отнести: низкий коэффициент мощности, неустойчивость к перегрузкам и токам короткого замыкания, необходимость в искусственном охлаждении, зависимость напряжения от колебания напряжения сети (необходимо применять стабилизаторы напряжения). В числителе приведено значение для жесткой внешней характеристики, в знаменателе — для мягкой. Рис. 4. Сварочный выпрямитель ВДУ-504: Основными составными частями сварочных выпрямителей являются понижающие трансформаторы и полупроводниковые вентили (селеновые и кремниевые). Однопостовые выпрямители. Изготовляются в соответствии с ГОСТ 13821 —68. Выпрямители типа ВС предназначены для питания автоматов и полуавто, матов при сварке в защитных газах, под флюсом и порошковой проволокой без защиты. На рис. 5 показана электрическая принципиальная схема выпрямителя ВС-600. Внешние характеристики выпрямителей типа ВС пологопадающие и жесткие. Выпрямительный блок собран на селеновых элементах; для снижения скорости нарастания тока короткого замыкания в сварочную цепь последовательно включена индуктивность. Многопостовые выпрямители. Система многопостовой сварки состоит из сварочных постов, специальных устройств для ограничения сварочного тока (балластных реостатов), распределительной сети и источников питания многопостовых или одно-постовых, работающих параллельно. К многопостовым источникам питания предъявляются такие требования, как снижение потерь электроэнергии до минимума и ограничение взаимного влияния постов. Число одновременно обслуживаемых постов, номинальный ток одного поста и коэффициент одновременности включения сварочных постов указываются в паспорте многопостового источника питания. При многопостовой сварке обычно применяются выпрямители с жесткими внешними характеристиками. Рис. 5. Электрическая принципиальная Рис. 6. Электрическая структурная схема многопостовой сварки: Балластные реостаты изготовляются согласно ГОСТ 18636—73. Рис. 7. Электрические структурные схемы балластных реостатов РБ-501 (а) и РБ-301 (б): К недостаткам многопостовой системы следует отнести то, что при ремонте источника питания не работают все посты; миогопостовые системы имеют низкий КПД. Электрические принципиальные схемы многопостовых сварочных выпрямителей показаны на рис. 8 и 9. Рис. 8. Электрическая принципиальная схема многопостового сварочного выпрямителя ВДМ-1601: Рис. 9. Электрическая принципиальная схема многопостового сварочного выпрямителя ВКСМ-1000-1-1: — В настоящее время самым распространенным источником питания при сварке постоянным током является сварочный выпрямитель. Сварочные выпрямители в сравнении со сварочными преобразователями имеют существенные преимущества: у них меньше стоимость, потери холостого хода, масса и габариты, уровень шума, более высокий коэффициент полезного действия, лучшие динамические свойства и быстродействие, более устойчивое горение сварочной дуги. Недостатком сварочные выпрямителей является чувствительность к колебаниям напряжения сети. В этих условиях целесообразно применение сварочных преобразователей. Современные сварочные выпрямители для ручной сварки выпускаются в соответствии с ГОСТ 13821—77 («Выпрямители одно-постовые с падающими внешними характеристиками для дуговой сварки». Общие технические условия). Реклама:Читать далее:Сварочная проволока
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
 Для изготовления достаточно мощных вентилей пригодны особым образом приготовленные полупроводники из селена, германия и кремния высокой чистоты. Селеновые вентили’ нашли наиболее широкое применение. Германий целесообразен лишь для относительно небольших токов, обычно не свыше 50 а. Наиболее перспективен для выпрямителей значительной мощности кремний, он удобен для выпрямления токов в сотни и тысяч ампер. По мере развития производства кремниевых выпрямителей они становятся совершеннее в техническом отношении и стоимость их постепенно снижается.
Для изготовления достаточно мощных вентилей пригодны особым образом приготовленные полупроводники из селена, германия и кремния высокой чистоты. Селеновые вентили’ нашли наиболее широкое применение. Германий целесообразен лишь для относительно небольших токов, обычно не свыше 50 а. Наиболее перспективен для выпрямителей значительной мощности кремний, он удобен для выпрямления токов в сотни и тысяч ампер. По мере развития производства кремниевых выпрямителей они становятся совершеннее в техническом отношении и стоимость их постепенно снижается. 1).
1).

 Электромашинные преобразователи сохранят значение для сетей со значительно колеблющимся напряжением. Применение в этих случаях выпрямителей со сложными стабилизаторами питающего напряжения во многих случаях нецелесообразно.
Электромашинные преобразователи сохранят значение для сетей со значительно колеблющимся напряжением. Применение в этих случаях выпрямителей со сложными стабилизаторами питающего напряжения во многих случаях нецелесообразно. Вентилятор сблокирован с выпрямителем воздушным реле. Если вентилятор поврежден, то выпрямитель не включается, если повреждение произойдет во время работы, то выпрямитель выключится.
Вентилятор сблокирован с выпрямителем воздушным реле. Если вентилятор поврежден, то выпрямитель не включается, если повреждение произойдет во время работы, то выпрямитель выключится. В последнее время широко применяются тиристоры — управляемые кремниевые вентили.
В последнее время широко применяются тиристоры — управляемые кремниевые вентили.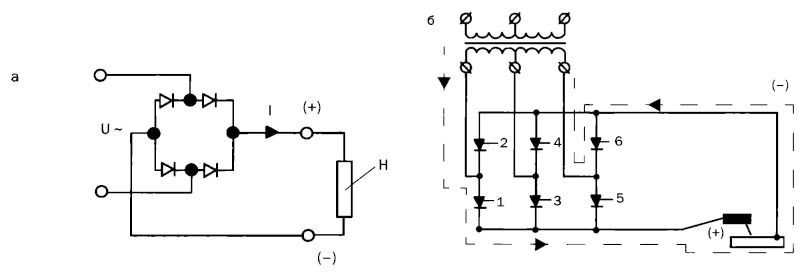


%20 и примечания по применению
Лучшие результаты (6)
| Деталь | Модель ECAD | Производитель | Описание | Техническое описание Скачать | Купить Часть |
|---|---|---|---|---|---|
| 278-25-336СА2И | Ренесас Электроникс Корпорейшн | Кристалл SMD сварки сопротивлением | |||
| 278-24.8832-3СА2И8 | Ренесас Электроникс Корпорейшн | Кристалл SMD сварки сопротивлением | |||
| 278-25.78125-1СА2И | Ренесас Электроникс Корпорейшн | Кристалл SMD сварки сопротивлением | |||
| 278-2578125-1СА2И8 | Ренесас Электроникс Корпорейшн | Сварка сопротивлением SMD Crystal | |||
| 278-25-336СА2И8 | Ренесас Электроникс Корпорейшн | Кристалл SMD сварки сопротивлением | |||
| 278-24.8832-3СА2И | Ренесас Электроникс Корпорейшн | Кристалл SMD сварки сопротивлением |
 org/Product”>
org/Product”> org/Product”>
org/Product”>сварка%20выпрямитель Листы данных Context Search
| Каталог данных | MFG и тип | ПДФ | Теги документов |
|---|---|---|---|
1999 – Хьюз mcw 550 Реферат: Сварщик Hughes с разрядной конденсаторной сваркой mcw-550 Сварочный аппарат с конденсаторной разрядкой Hughes VTA90 Сварщик Hughes mcw 550 MCW552 | Оригинал | МЦВ-550 ВТА90 МАКСИ90 MCW552 МА09-11 МА-02-25 WE-2231 Хьюз MCW 550 Хьюз сварщик разрядная конденсаторная сварка мкв-550 Сварочный аппарат с конденсаторным разрядом Hughes ВТА90 сварочный аппарат Hughes mcw 550 MCW552 | |
2006 – ИНВЕРТОРНАЯ ДУГОВАЯ СВАРКА Реферат: сварка IGBT, сварка, инвертор, дуговая сварка, сварка mig, сварка, инвертор, mig mag 200, управление, сварка mig, IGBT для сварки, инверторная сварка | Оригинал | PR10073EN ИНВЕРТОРНАЯ ДУГОВАЯ СВАРКА IGBT-сварка схема сварочного инвертора дуговая сварка миг сварка сварочный инвертор миг маг 200 контрольная сварка IGBT для сварочного инвертора сварка | |
2014 – Недоступно Резюме: нет абстрактного текста | Оригинал | СН-6060 | |
инвертор для дуговой сварки Реферат: Контроллер робота FANUC r-30ia Контроллер дуговой сварки, управляемый сотовым телефоном ИНВЕРТОРНАЯ ДУГОВАЯ СВАРКА FANUC r-30ia R30I IN ARC 200 INVERTER WELDER Схема инверторной сварки r-30ia FANUC | Оригинал | 120 кГц РВ-100iC инвертор для дуговой сварки Контроллер робота FANUC r-30ia Робот, управляемый мобильным телефоном схема дуговой сварки ИНВЕРТОРНАЯ ДУГОВАЯ СВАРКА FANUC р-30иа Р30И IN ARC 200 ИНВЕРТОРНАЯ СВАРОЧНАЯ МАШИНА схема инверторного сварочного аппарата р-30иа FANUC | |
2003 – AXY52000 Резюме: AXW116421A AXW1404A | Оригинал | AXY53000 AXY52000 AXW116421A AXW1404A | |
1987 – Хьюз mcw 550 Реферат: Сварка с разрядным конденсатором Hughes Welder Сварщик Hughes mcw 550 Сварочный аппарат с разрядным конденсатором Hughes mcw-550 VTA90 Сварка «Примечание по применению» MAXY90 | Оригинал | ВТА90 МАКСИ90 MCW552 МА09-11 МА-02-25 WE-2231 Хьюз MCW 550 разрядная конденсаторная сварка Хьюз сварщик сварочный аппарат Hughes mcw 550 Сварочный аппарат с конденсаторным разрядом Hughes мкв-550 ВТА90 сварка “примечание по применению” | |
Схема ультразвуковой сварки Реферат: схема индукционной сварки схема ультразвуковой сварки аргоном для сварки сварка сопротивлением фазовому сдвигу сварка сварка «примечание по применению» дуговая сварка схема сварки J-STD-002 | Оригинал | GL000017
001EN
001EN.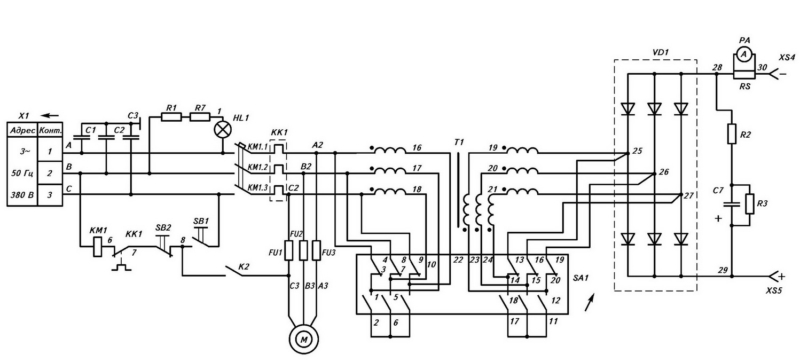 D-79108
D-79008
Схема ультразвуковой сварки
схема индукционной сварки
Схема ультразвуковой сварки
аргон для сварки
контактная сварка с фазовым сдвигом
сварка
сварка “примечание по применению”
дуговая сварка
схема сварки
J-STD-002 D-79108
D-79008
Схема ультразвуковой сварки
схема индукционной сварки
Схема ультразвуковой сварки
аргон для сварки
контактная сварка с фазовым сдвигом
сварка
сварка “примечание по применению”
дуговая сварка
схема сварки
J-STD-002 | |
2007 – Хьюз mcw 550 Реферат: Hughes Welder mcw-550 Hughes сварочный аппарат с конденсаторной разрядкой VTA90 Сварочный аппарат с разрядной конденсаторной сваркой Hughes mcw 550 Вольфрамовые электроды HUGHES MAXY90 | Оригинал | ВТА90 МАКСИ90 MCW552 МА09-11 МА-02-25 WE-2231 5954-2227Е Хьюз MCW 550 Хьюз сварщик мкв-550 Сварочный аппарат с конденсаторным разрядом Hughes ВТА90 разрядная конденсаторная сварка сварочный аппарат Hughes mcw 550 Хьюз вольфрамовые электроды МАКСИ90 | |
2013 – NRW-PS300 Резюме: нет абстрактного текста | Оригинал | NRW-PS300C НТ-ПС300 NRW-PS300 ВА-130/140 0813E | |
2010 – Схема сварочного аппарата постоянного тока Аннотация: примечание по применению sg3525 AN3200 SG3525 схема сварочного аппарата с постоянным током схема дуговой сварки схема бесплатная схема сварочный аппарат сварочный аппарат на основе igbt sg3525 WELDER сварочный аппарат трансформаторного типа | Оригинал | АН3200 схема сварочного аппарата постоянного тока примечание к применению sg3525 АН3200 Регулятор постоянного тока SG3525 схема сварочного аппарата схема дуговой сварки бесплатная схема сварочного аппарата сварочный аппарат на основе igbt SG3525 СВАРОЧНЫЙ МАШИН сварочный аппарат трансформаторного типа | |
2005 – AWG22 Резюме: AXY51000 AXY52000 AXW1109A | Оригинал | AXY52000 AWG22 AXY51000 AXY52000 AXW1109A | |
2008 – Плата разъема M12 Резюме: AXP410618 AXP414618 AXP416618 AXP420618 AXP426618 AXP430618 AXP434618 AXP440618 AXP450618 | Оригинал | ||
2008 – AXY51000 Резюме: разъем AXY52000 0 формы с квадратными контактами | Оригинал | AXY52000 AXY51000 AXY52000 Заголовок формы 0 с квадратными контактами | |
Недоступно Резюме: нет абстрактного текста | Оригинал | AXY52000 | |
АВГ22 Резюме: AXY51000 AXY52000 | Оригинал | AXY52000 AWG22 AXY51000 AXY52000 | |
AXY10000 Аннотация: AXY20101 AXY20201 AXY20202 AXY20203 AXY20205 AXY20301 AXY20302 AXY20303 AXY20305 | Оригинал | ||
2002 – Недоступно Резюме: нет абстрактного текста | Оригинал | ||
2008 – AXW3101421A Аннотация: axw7221 AXW34014A | Оригинал | AXY51000 AXY52000 AXW3101421A ахв7221 AXW34014A | |
Х01Н2-Д Реферат: vde 0298 4 луженая медная проволока | Оригинал | H01N2-D Кап01 ПРО86 вде 0298 4 луженых медных провода | |
2010 – Схема дуговой сварки Реферат: ДУГОВАЯ СВАРКА Диодный 800-амперный контроллер сварочного аппарата, гибкий подвесной регулятор высоты горелки, высота сварочной горелки для дуговой сварки | Оригинал | 0-800А схема дуговой сварки ДУГОВАЯ СВАРКА диод 800ампер контроллер сварщика гибкая подвеска регулятор высоты горелки сварка дуговая сварка высота факела | |
2005 – робот Реферат: роботы для управления дуговой сваркой | Оригинал | ||
миг сварка Реферат: Газ аргон для сварки 09016 AMP CONNECTOR сварка | Оригинал | ||
2008 – AXY20202 Аннотация: AXY20 | Оригинал | ||
2006 – паспорт сварки стали Резюме: нет абстрактного текста | Оригинал | PR10153EN паспорт сварки стали | |
2015 – Плата инверторного сварочного аппарата Реферат: Инструкция по эксплуатации инверторного IGBT-сварщика Схема IGBT-сварщика схема изменения мощности для дуговой сварки инверторная схема дуговой сварки схема инверторного сварочного аппарата IGBT-дуговая сварка сварочный аппарат FERRITE TRANSFORMER design | Оригинал | АН4638 DocID027309 плата инверторного сварочного аппарата инструкция по эксплуатации сварочного инвертора igbt Схема сварщика IGBT схема изменения мощности для дуговой сварки схема инверторной дуговой сварки схема инверторного сварочного аппарата дуговой сварщик igbt сварщик FERRITE TRANSFORMER дизайн | |
 org/Product”>
org/Product”> org/Product”>
org/Product”>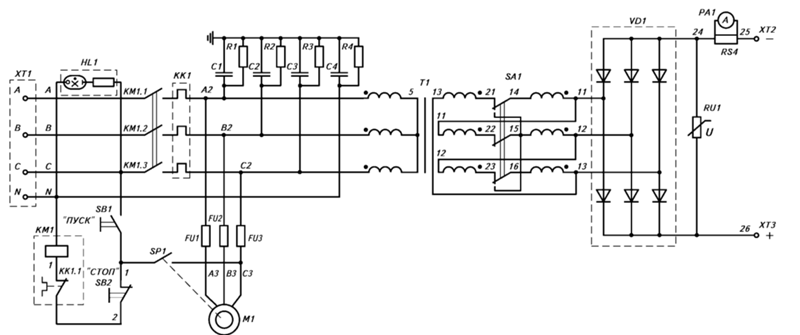 org/Product”>
org/Product”> org/Product”>
org/Product”> org/Product”>
org/Product”>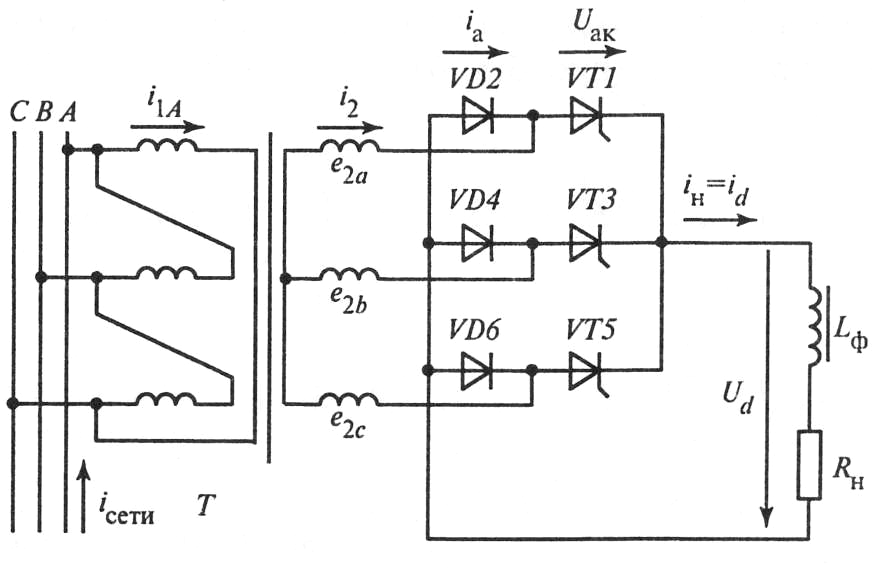 org/Product”>
org/Product”> org/Product”>
org/Product”> Предыдущий
1
2
3
. ..
23
24
25
Next
..
23
24
25
Next
Мостовой выпрямитель с конденсатором и дроссельным фильтром
tfleming
Держатель H-M — золотой элемент
- #1
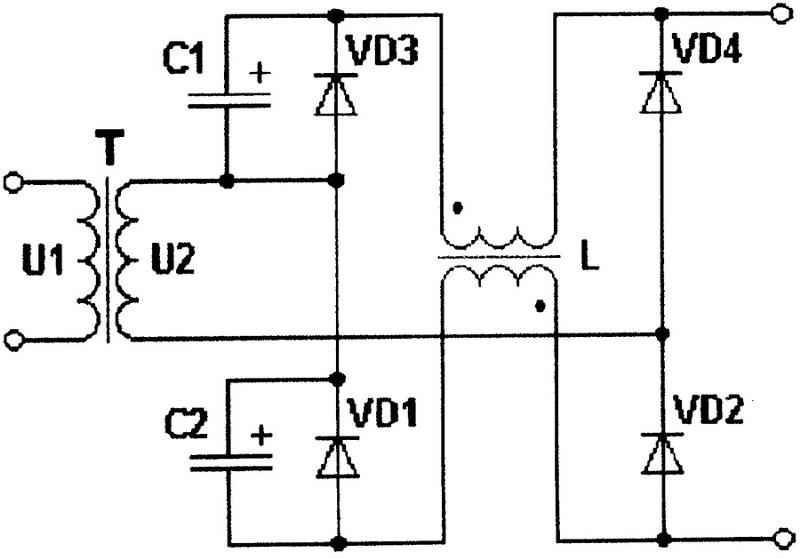
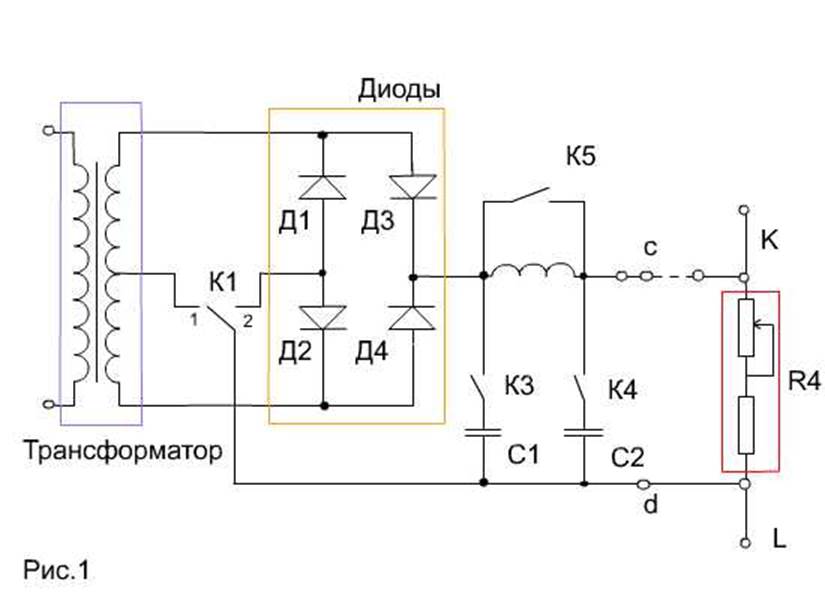
Это, вероятно (возможно) немного не по теме обработки, однако оно охватывает базовую электронику и может помочь другим, когда им нужно делать подобные вещи. Я хочу заняться сваркой TIG ради смеха (уже сварка палкой, газом и MIG), но я также не хочу терять кучу денег (пока). Итак, я собираю выпрямитель с фильтром, чтобы подключить его к моему старому надежному сварочному аппарату Lincoln Tombstone 225 AC и превратить его в аппарат TIG с нуля. Вот схема для него:
Это базовый мостовой выпрямитель с 2 конденсаторами и дросселем для сглаживания формы волны постоянного тока. Будет использоваться как минимум 1, а возможно и 2 вентилятора для охлаждения формы для кексов, чтобы старушке было удобно. Кроме того, я не буду запускать это на «полном газу». Вероятно, никогда не превысит 150 ампер на входе.
Будет использоваться как минимум 1, а возможно и 2 вентилятора для охлаждения формы для кексов, чтобы старушке было удобно. Кроме того, я не буду запускать это на «полном газу». Вероятно, никогда не превысит 150 ампер на входе.
Приветствуются отзывы и комментарии, так как я еще не начинал.
Последнее редактирование:
сокклон
Зарегистрировано
- #2
интересно посмотреть как это работает! . … может поискать…. http://weldingweb.com/forum.php …. и посмотреть, есть ли там полезная информация?
… может поискать…. http://weldingweb.com/forum.php …. и посмотреть, есть ли там полезная информация?
TonyRV2
Зарегистрировано
- #3
Не зная много о требованиях к мощности для сварки TIG, я могу сказать, что схема выпрямителя, которую вы придумали, должна соответствовать перечисленным вами требованиям. Колпачки сами по себе дадут вам пульсацию на выходе постоянного тока всего в несколько вольт от пика до пика. Вы не указали значение для своего индуктора, но я думаю, что все, что выше нескольких генри, поможет.
Smithdoor
Активный пользователь
- #4
Здесь мало данных
Дэйв
Отправлено с моего SAMSUNG-SM-J320A с помощью Tapatalk
tfleming
Держатель H-M — золотой элемент
- #5
TonyRV2 сказал:
Не зная много о требованиях к мощности для сварки TIG, я могу сказать, что схема выпрямителя, которую вы придумали, должна соответствовать перечисленным вами требованиям. Колпачки сами по себе дадут вам пульсацию на выходе постоянного тока всего в несколько вольт от пика до пика.
Вы не указали значение для своего индуктора, но я думаю, что все, что выше нескольких генри, поможет.
Нажмите, чтобы развернуть…
Тони, дроссель отвалился от 150-сильного привода постоянного тока на 460 вольт. Я не уверен, что такое рейтинг henries, но, поскольку они были излишними и имели размер для этого приложения, я думаю, что он должен работать нормально. Что касается требований к выходу TIG, то они довольно просты. Большинство сварочных работ, которые я буду выполнять, будут в диапазоне 80-150 ампер, поэтому я немного увеличил параметры, чтобы они не «дымили» (перечисленные входные и выходные значения являются спецификациями того, что эта установка должна уметь делать) . Я мог бы даже поставить переключатель, чтобы исключить часть фильтра, поскольку импульсный постоянный ток также применяется в TIG. Опять же, все, что я купил для этого, стоит намного меньше 100 долларов, и это даст мне некоторую гибкость при работе со сварочным аппаратом переменного тока, не теряя несколько примечаний C.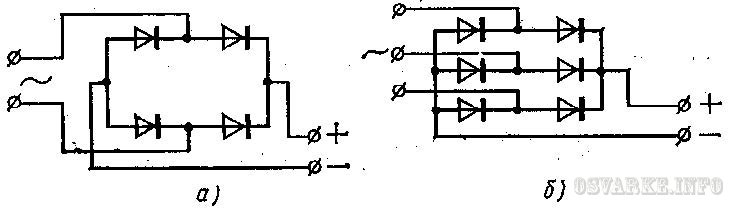 ……..
……..
RJSakowski
Подставка H-M — золотой элемент
- #6
Это навевает воспоминания о старых добрых временах, когда все блоки питания были спроектированы таким образом. О проектировании линейных источников питания написаны целые книги.
Насколько я помню, дроссельные (индукторные) входные фильтры использовались для сильноточных приложений. Дроссельный входной фильтр имеет лучшую стабилизацию напряжения, чем с конденсаторным входом, хотя напряжение будет ниже. Оба моих сварочных аппарата Miller используют входной дроссельный фильтр.
Двухполупериодный мостовой выпрямитель имеет период цикла 8 мс. Когда напряжение от моста падает, хороший фильтр будет подавать ток до тех пор, пока напряжение снова не поднимется. Конденсатор делает это, накапливая заряд и разряжаясь в цепи при падении напряжения. Уравнения, управляющие зарядом/разрядом, таковы: q = CV, где q — заряд в ампер-секундах, C — емкость в фарадах, V — напряжение, i = dq/dt, где i — ток, а dq/dt — время. скорость изменения заряда (здесь немного вычислений LOL).
Когда напряжение от моста падает, хороший фильтр будет подавать ток до тех пор, пока напряжение снова не поднимется. Конденсатор делает это, накапливая заряд и разряжаясь в цепи при падении напряжения. Уравнения, управляющие зарядом/разрядом, таковы: q = CV, где q — заряд в ампер-секундах, C — емкость в фарадах, V — напряжение, i = dq/dt, где i — ток, а dq/dt — время. скорость изменения заряда (здесь немного вычислений LOL).
Вывод здесь заключается в том, что для поддержания высоких токов требуется большой накопленный заряд. Точные расчеты довольно сложны, но расчет задней части конверта показывает, что для поддержания тока 50 ампер в течение 8 мс. времени потребуются емкости порядка половины фарад. Большинство конденсаторов класса Фарада, которые я видел, рассчитаны на более низкое напряжение, чем в сварочном аппарате. Конденсаторы могут быть соединены последовательно, чтобы увеличить рабочее напряжение за счет емкости. Два 1 фарадных 12-вольтовых конденсатора, соединенных последовательно, будут иметь рабочее напряжение 24 вольта и общую емкость 0,5 фарад. Для максимального напряжения 75 вольт вам потребуется шесть последовательно соединенных конденсаторов общей емкостью 0,17 фарад.
Для максимального напряжения 75 вольт вам потребуется шесть последовательно соединенных конденсаторов общей емкостью 0,17 фарад.
Дроссели, напротив, накапливают энергию в виде магнитного потока. Магнитный поток пропорционален току через обмотки, и довольно легко сконструировать дроссель, способный выдерживать большие токи, с которыми сталкиваются сварщики. Когда напряжение падает, магнитное поле начинает разрушаться, создавая противо-ЭДС, которая увеличивает падающее напряжение.
Я использовал старые трансформаторы, заменив оригинальные обмотки одной обмоткой из провода, способного проводить требуемый ток. Старый трансформатор зарядного устройства можно эффективно использовать в качестве дросселя, просто используя вторичную обмотку.
TonyRV2
Зарегистрировано
- #7
Ваша теория верна RJ. Я преподавал на курсах по электронике 32 года, пока не вышел на пенсию год назад в мае. Одним из моих «специальных» курсов были линейные приложения, включая источники питания, транзисторы и т. д. Один из способов запомнить, что делают фильтры, — это вспомнить, что конденсаторы задерживают изменение напряжения, а катушки индуктивности задерживают изменение тока. Что касается величины изменения напряжения на конденсаторах, которое обычно называют переменным током. «пульсирующее напряжение», оно сводится к простому приближению потребления постоянного тока, деленного на (частота X емкость), где частота – это частота выходных импульсов моста, в большинстве случаев 120 Гц (удвоенная частота сети). Для схемы OP, при номинальном потреблении 150 А, это становится 150 А, деленным на (120 Гц X 1F). Обратите внимание, что две параллельные емкости 0,5F в сумме дают общую емкость 1F. Таким образом, размах пульсаций конденсаторной секции составляет около 1,25 В пик. Это относительно небольшое изменение напряжения приводит к относительно небольшому изменению тока, который затем дополнительно фильтруется катушкой индуктивности. С такой емкостью работа с катушками индуктивности становится легкой.
Таким образом, размах пульсаций конденсаторной секции составляет около 1,25 В пик. Это относительно небольшое изменение напряжения приводит к относительно небольшому изменению тока, который затем дополнительно фильтруется катушкой индуктивности. С такой емкостью работа с катушками индуктивности становится легкой.
Конечно, все это предполагает постоянное потребление тока 150А. Сам процесс сварки будет вызывать большие колебания тока, поэтому в подобных приложениях целесообразно увеличивать размер индуктора, чтобы учесть системные переменные. Это моя история, и я придерживаюсь ее.
tfleming
Держатель H-M — золотой элемент
- #8
Р. Дж. и Тони, спасибо. Здесь следует иметь в виду одну вещь: я собираюсь выполнить довольно простую работу TIG, чтобы понять, хочу ли я инвестировать $$$ в приличного сварочного аппарата TIG. Это определенно установка «на заднем дворе», но я надеюсь, что она будет производить относительно стабильный постоянный ток. Кроме того, это небольшой забавный проект. Если есть небольшие импульсы, это на самом деле неплохо, так как некоторые из высококачественных сварочных аппаратов TIQ имеют возможности переменной частоты постоянного тока (они также стоят 3000 долларов). Кроме того, опять же, я планирую, что 150А будет верхним пределом того, насколько сильно я буду нажимать на это. Он будет проводить большую часть своего активного времени в районе 80-100 часов. Считайте это «доказательством концепции». У меня нет осциллографа, но я хотел бы посмотреть, как «очистить» от него выход постоянного тока, когда он будет завершен. Конечно, конденсаторы — это дорогая часть, и если мне нужно добавить еще пару, я, безусловно, могу это сделать.
Дж. и Тони, спасибо. Здесь следует иметь в виду одну вещь: я собираюсь выполнить довольно простую работу TIG, чтобы понять, хочу ли я инвестировать $$$ в приличного сварочного аппарата TIG. Это определенно установка «на заднем дворе», но я надеюсь, что она будет производить относительно стабильный постоянный ток. Кроме того, это небольшой забавный проект. Если есть небольшие импульсы, это на самом деле неплохо, так как некоторые из высококачественных сварочных аппаратов TIQ имеют возможности переменной частоты постоянного тока (они также стоят 3000 долларов). Кроме того, опять же, я планирую, что 150А будет верхним пределом того, насколько сильно я буду нажимать на это. Он будет проводить большую часть своего активного времени в районе 80-100 часов. Считайте это «доказательством концепции». У меня нет осциллографа, но я хотел бы посмотреть, как «очистить» от него выход постоянного тока, когда он будет завершен. Конечно, конденсаторы — это дорогая часть, и если мне нужно добавить еще пару, я, безусловно, могу это сделать.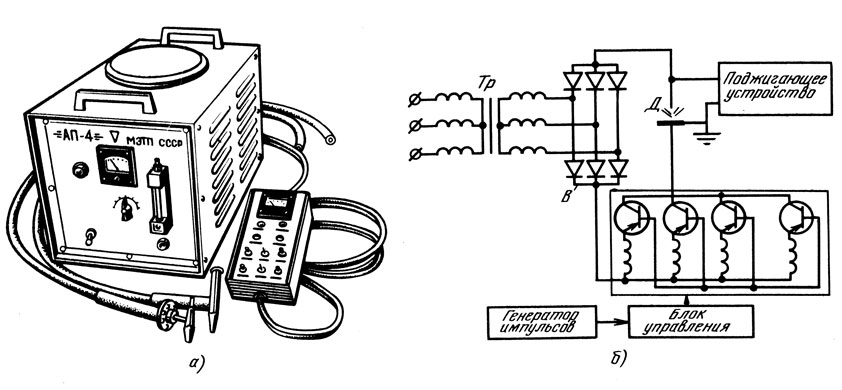
У меня есть вопрос, есть ли какие-либо предложения относительно этих колпачков о том, следует ли ставить их последовательно или параллельно. Они рассчитаны на 75 OCV, которые производит сварщик. При возникновении дуги напряжение падает до 25 В постоянного тока. Наконец, я разработал этот прототип, наблюдая за тем, как некоторые другие подошли к этому, поэтому чок был добавлен в дополнение к CAP. Есть ли какая-то разница, запускать дроссель на плюсовой или минусовой ноге? Я бы предположил, что нет, но должен спросить.
markba633csi
Подставка H-M — золотой элемент
- #9
Привет, Том, удушение может быть в любой ноге. Что касается колпачков, они добавляются параллельно, но делятся последовательно. Два конденсатора по 100 мкФ, соединенные параллельно, составляют 200 мкФ, а последовательно только 50 мкФ. вы можете обойтись только выпрямителем и дросселем, и даже дроссель не является обязательным для стержня постоянного тока, если вы не слишком требовательны к своим сварным швам
Что касается колпачков, они добавляются параллельно, но делятся последовательно. Два конденсатора по 100 мкФ, соединенные параллельно, составляют 200 мкФ, а последовательно только 50 мкФ. вы можете обойтись только выпрямителем и дросселем, и даже дроссель не является обязательным для стержня постоянного тока, если вы не слишком требовательны к своим сварным швам
Марка
Последнее редактирование:
TonyRV2
Зарегистрировано
- #10
Чем выше эффективная емкость, тем лучше фильтрация, поэтому я бы оставил конденсаторы соединенными параллельно.