Схемы инверторы сварочные: Схема сварочного инвертора – принципиальная схема инверторной сварки
alexxlab | 09.12.2022 | 0 | Разное
Сварочные инверторы. Схемы подключения высокочастотных преобразователей
Довольно часто для построения сварочного инвертора применяют основные три типа высокочастотных преобразователей, а именно преобразователи включенные по схемам: асимметричный или косой мост, полумост, а также полный мост. При этом резонансные преобразователи являются подвидами схем полумоста и полного моста. По системе управления данные устройства можно поделить на: ШИМ (широтно-импульсной модуляцией), ЧИМ (регулирование частоты), фазовое управления, а также могут существовать комбинации всех трех систем.
Все выше перечисленные преобразователи имеют свои плюсы и минусы. Разберемся с каждым в отдельности.
Система полумост с ШИМ
Блок схема показана ниже:
Это, пожалуй, один из самых простых, но не менее надежных преобразователей семейства двухтактных. «Раскачка» напряжения первичной обмотки трансформатора силового будет равна половине напряжения питания – это недостаток данной схемы. Но если посмотреть с другой стороны, то можно применить трансформатор с меньшим сердечником, не опасаясь при этом захода в зону насыщения, что одновременно является и плюсом. Для сварочных инверторов имеющих мощность порядка 2-3 кВт такой силовой модуль вполне перспективен.
Но если посмотреть с другой стороны, то можно применить трансформатор с меньшим сердечником, не опасаясь при этом захода в зону насыщения, что одновременно является и плюсом. Для сварочных инверторов имеющих мощность порядка 2-3 кВт такой силовой модуль вполне перспективен.
Поскольку силовые транзисторы работают в режиме жесткого переключения, то для их нормальной работы необходимо ставить драйверы. Это связано с тем, что при работе в таком режиме, транзисторам необходим высококачественный управляющий сигнал. Также обязательно наличие безтоковой паузы, чтоб не допустить одновременное открытие транзисторов, результатом чего станет выход последних из строя.
Конструкция сварочного аппарата
Рассмотрим, как в домашних условиях сконструировать достаточно мощный импульсный сварочный инвертор.
Если повторять конструкцию по системе Негуляева, то транзисторы прикручиваются к радиатору специально вырезанной для этого пластиной, таким образом улучшается передача тепла от транзистора к радиатору. Между радиатором и транзисторами необходимо проложить термопроводящую, не пропускающую ток прокладку. Это обеспечивает защиту от короткого замыкания между двух транзисторов.
Между радиатором и транзисторами необходимо проложить термопроводящую, не пропускающую ток прокладку. Это обеспечивает защиту от короткого замыкания между двух транзисторов.
Выпрямительные диоды крепятся к алюминиевой пластине толщиной 6 мм, крепление осуществляется таким же способом, как и крепление транзисторов. Их выходы соединяться между собой неизолированным проводом сечением 4 мм. Следует соблюдать осторожность, провода не должны соприкасаться.
Дроссель к основанию сварочного аппарата крепится железной пластиной, размеры которой повторяют форму самого дросселя. Для уменьшения вибрации, между дросселем и корпусом прокладывают резиновый уплотнитель.
Видео: сварочный инвертор своими руками
Все силовые проводники внутри корпуса инвертора нужно развести в разные стороны, иначе существует возможность короткого замыкания. Вентилятор охлаждает несколько радиаторов одновременно, каждый из которых предназначен для своей части схемы. Такая конструкция позволяет обойтись всего одним вентилятором, установленным на задней стенке корпуса, что значительно экономит место.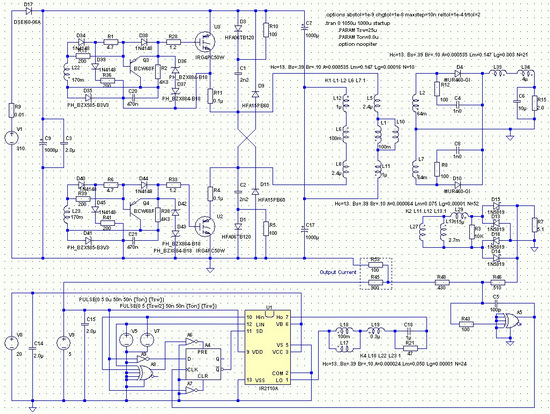
Для охлаждения самодельного сварочного инвертора можно использовать вентилятор от компьютерного корпуса, он оптимально подходит как по габаритам, так и по мощности. Так как вентиляция вторичной обмотки играет большую роль, это следует учитывать при его расположении.
Схема: разобранный сварочный инвертор
Вес такого инвертора будет колебаться от 5 до 10 кг, при этом его сварочный ток может быть в пределах от 30 до 160 ампер.
Инвертор из компьютера
Резонансный полумост
Довольно перспективный вид полумостового преобразователя, его схема показана ниже:
Резонансный полумост будет немного проще, чем полумост с ШИМ. Это обусловлено наличием индуктивности резонансной, которая ограничивает максимальный ток транзисторов, а коммутация транзисторов происходит в нуле тока или напряжения. Ток, протекающий по силовой цепи, будет иметь форму синусоиды, что снимет нагрузку с конденсаторных фильтров. При таком построении схемы необязательно необходимы драйверы, переключение может осуществляться обычным импульсным трансформатором. Качество управляющих импульсов в данной схеме не столь существенно как в предыдущей, но безтоковая пауза все равно должна быть.
Качество управляющих импульсов в данной схеме не столь существенно как в предыдущей, но безтоковая пауза все равно должна быть.
В данном случае можно обойтись без токовой защиты, а форма вольт-амперной характеристики ВАХ будет иметь падающий вид, что не требует ее параметрического формирования.
Выходной ток будет ограничиваться только индуктивностью намагничивания трансформатора и соответственно сможет достигать довольно таки значительных величин, в случае, когда возникнет короткое замыкание КЗ. Данное свойство положительно влияет на поджиг и горение дуги, но и его также необходимо учитывать при подборе выходных диодов.
Как правило, выходные параметры регулируются изменением частоты. Но и регулирование фазное тоже дает немного своих плюсов и является более перспективным для сварочных инверторов. Он позволяет обойти такое неприятное явление как совпадение режима короткого замыкания с резонансом, а также увеличивает диапазон регулирования выходных параметров. Применение фазовой регулировки может позволить изменять выходной ток в диапазоне от 0 до Imax.
Изготовление трансформатора и дросселя
Для работы нам понадобится следующее оборудование:
- Ферритовый сердечник.
- Каркас для трансформатора.
- Медная шина или провод.
- Скоба для фиксации двух половинок сердечника.
- Термостойкая изоляционная лента.
Для начала нужно запомнить простое правило: обмотки наматываются только на полную ширину каркаса, при такой конструкции трансформатор становится более устойчив к перепадам напряжения и внешним воздействиям.
Качественный импульсный трансформатор наматывается медной шиной или пучком проводов. Алюминиевые провода такого же сечения не способны выдержать достаточно большую плотность тока в инверторе.
В этом варианте исполнения трансформатора, вторичную обмотку нужно наматывать в несколько слоев, по принципу бутерброда. Пучок проводов сечением 2 мм, скрученных вместе, будет служить вторичной обмоткой. Они должны быть изолированы друг от друга, например, лаковым покрытием.
Кольца обмоток
Между первичной и вторичной обмоткой изоляции должно быть в два или три раза больше, чтобы на вторичную обмотку не попало сетевое напряжение, которое в выпрямленном виде составляет 310 вольт. Для этого лучше всего подходит фторопластовая термостойкая изоляция.
Трансформатор можно выполнить и не на стандартном сердечнике, применив для этих целей 5 трансформаторов от строчной развертки неисправных телевизоров, объединенных в один общий сердечник. Так же необходимо помнить и про воздушный зазор между обмотками и сердечником трансформатора, это облегчает его охлаждение.
Важное замечание, бесперебойная работа устройства напрямую зависит не только от величины постоянного тока, но и от толщины провода вторичной обмотки трансформатора. То есть, если намотать обмотку толще, чем 0,5 мм, мы получим скин-эффект, который не очень хорошо сказывается на режиме работы и тепловых характеристиках трансформатора.
Так же на ферритовом сердечнике изготавливается и трансформатор тока, который после будет закреплен на положительном силовом проводе, выводы с этого трансформатора приходят на плату управления для отслеживания и стабилизации выходного тока.
Для уменьшения пульсации на выходе аппарата и меньшему количеству выбросов помех в сеть питания используется дроссель. Его так же наматывают на ферритовом каркасе произвольного исполнения, проводом или шиной, толщина которого соответствует толщине провода вторичной обмотки.
Ассиметричный или «косой» мост
Это однотактный, прямоходовой преобразователь, блок схема которого приведена ниже:
Данный тип преобразователя довольно популярен как у простых радиолюбителей, так и у производителей сварочных инверторов. Самые первые сварочные инверторы строились именно по таким схемам – асимметричный или «косой» мост. Помехозащищенность, довольно широкий диапазон регулирования выходного тока, надежность и простота – эти все качества до сих пор привлекают производителей до сих пор.
Довольно высокие токи, проходящие через транзисторы, повышенное требование к качеству управляющего импульса, что приводит к необходимости использовать мощные драйвера для управления транзисторами, а высокие требования к выполнению монтажных работ в этих устройствах и наличие больших импульсных токов, которые в свою очередь повышают требования к конденсаторным фильтрам – это существенные недостатки такого типа преобразователя. Также для поддерживания нормальной работы транзисторов необходимо добавление RCD цепочек – снабберов.
Также для поддерживания нормальной работы транзисторов необходимо добавление RCD цепочек – снабберов.
Но несмотря на выше перечисленные недостатки и низкий КПД устройства по схеме асимметричный или «косой» мост все еще применяются в сварочных инверторах. В данном случае транзисторы Т1 и Т2 будут работать синфазно, то есть закрываться и открываться одновременно. В данном случае накопление энергии будет происходить не в трансформаторе, а в катушке дросселя Др1. Именно поэтому для того, чтоб получить одинаковую мощность с мостовым преобразователем необходим удвоенный ток через транзисторы, так как рабочий цикл при этом не будет превышать 50%. Более подробно данную систему мы рассмотрим в следующих статьях.
Блок управления
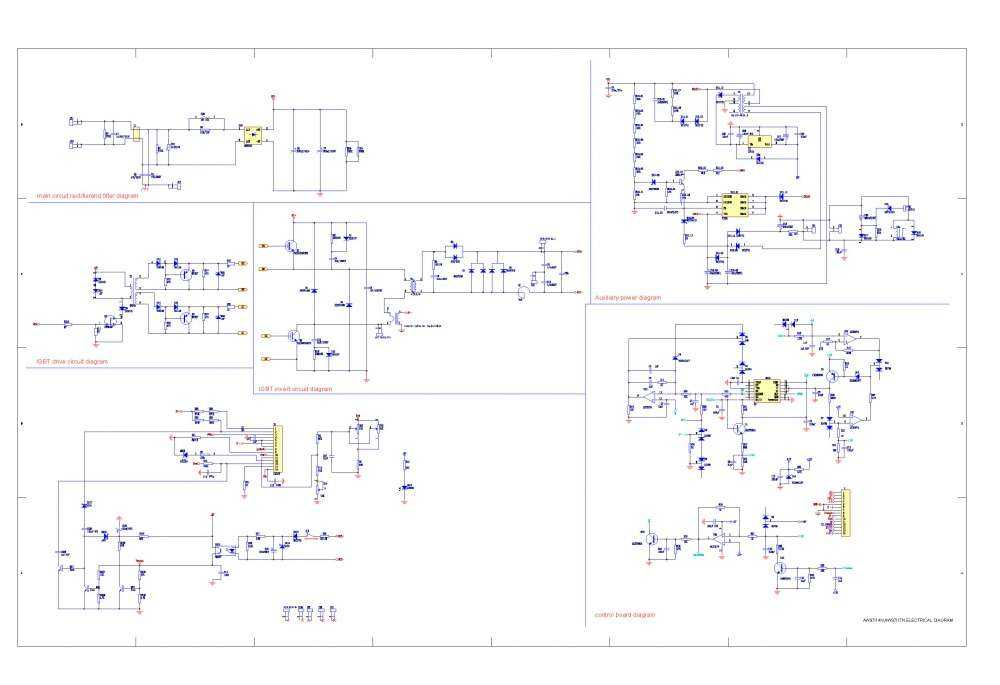
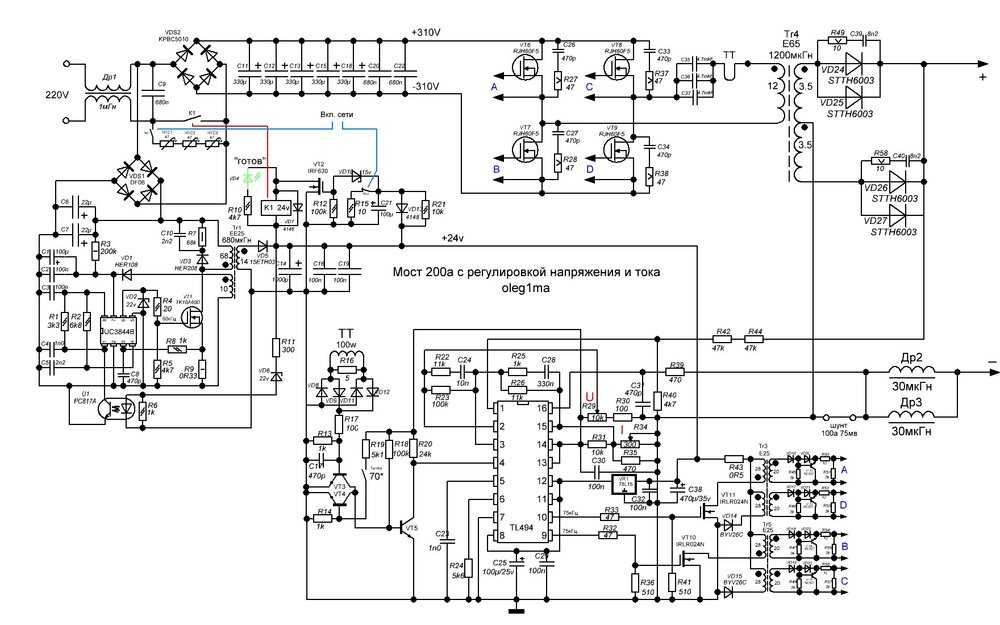
Схема блока управления полномостовымсварочным инвертором
……….Блок управления построен на основераспространённого ШИМ-контроллера TL494 с задействованием одного каналарегулирования. Этот канал стабилизирует ток в дуге. Задание токаформирует микроконтроллер с помощью модуля CCP1 в режиме ШИМ на частотепримерно 75 кГц. Заполнение ШИМ будет определять напряжение наконденсаторе C1. Величина этого напряжения определяет величинусварочного тока. ……….С помощью микроконтроллера выполняется также блокировка инвертора. Если на вход DT(4) TL494 будет подан высокийлогический уровень, то импульсы на выходе Out исчезнут и инверторостановится. Появление логического нуля на выходе RA4 микроконтроллераприведёт к плавному старту инвертора, то есть к постепенному увеличениюзаполнения импульсов на выходе Out до максимального. Блокировкаинвертора используется в момент включения и при превышении температурырадиаторов. Вот что получилосьв железе. Блокпитания, драйвера и блок управления на одной плате.
Заполнение ШИМ будет определять напряжение наконденсаторе C1. Величина этого напряжения определяет величинусварочного тока. ……….С помощью микроконтроллера выполняется также блокировка инвертора. Если на вход DT(4) TL494 будет подан высокийлогический уровень, то импульсы на выходе Out исчезнут и инверторостановится. Появление логического нуля на выходе RA4 микроконтроллераприведёт к плавному старту инвертора, то есть к постепенному увеличениюзаполнения импульсов на выходе Out до максимального. Блокировкаинвертора используется в момент включения и при превышении температурырадиаторов. Вот что получилосьв железе. Блокпитания, драйвера и блок управления на одной плате.
.В моём аппарате индикатор и клавиатураподключены к блоку управления через компьютерный шлейф. Шлейф проходитв непосредственной близости от радиаторов ключей и трансформатора. Вчистом виде такой конструктив приводил к ложному нажатию на клавиши.Пришлось применить следующие спец. меры. На шлейфодето ферритовое кольцо К28x16x9.
 Шлейф скручен (насколько позволялаего длина). Для клавиатуры и термостатов использованыдополнительные подтягивающие резисторы 1,8К, зашунтированныекерамическими конденсаторами 100 пкф. Такое схемное решениеобеспечило помехоустойчивость клавиатуры, полностью исключеныложные нажатия клавиш. ……….Хотя, моё мнение – нужно недопускать помехи в блок управления. Для этого блок управления долженбыть отделён от силовой части сплошным металлическим листом.
Шлейф скручен (насколько позволялаего длина). Для клавиатуры и термостатов использованыдополнительные подтягивающие резисторы 1,8К, зашунтированныекерамическими конденсаторами 100 пкф. Такое схемное решениеобеспечило помехоустойчивость клавиатуры, полностью исключеныложные нажатия клавиш. ……….Хотя, моё мнение – нужно недопускать помехи в блок управления. Для этого блок управления долженбыть отделён от силовой части сплошным металлическим листом.Полный мост с ШИМ
Представляет собой классический двухтактный преобразователь, блок схема которого показана ниже:
Данная схема позволяет получать мощность в 2 раза больше, чем при включении типа полумост и в 2 раза больше чем при включении типа «косой» мост, при этом величины токов и соответственно потери во всех трех случаях будут равны. Это можно объяснить тем, напряжение питания будет равным напряжению «раскачки» первичной обмотки трансформатора силового.
Для того, чтоб получить одинаковые мощности с полумостом (напряжение раскачки 0,5Uпит. ) необходим ток в 2 раза! меньше чем для случая полумоста. В схеме полного моста с ШИМ транзисторы будут работать поочередно – Т1, Т3 включены, а Т2, Т4 выключены и соответственно наоборот при изменении полярности. Через трансформатор тока отслеживают и контролируют значения амплитудное тока протекающего через эту диагональ. Для его регулирования есть два наиболее часто применяемые способы:
) необходим ток в 2 раза! меньше чем для случая полумоста. В схеме полного моста с ШИМ транзисторы будут работать поочередно – Т1, Т3 включены, а Т2, Т4 выключены и соответственно наоборот при изменении полярности. Через трансформатор тока отслеживают и контролируют значения амплитудное тока протекающего через эту диагональ. Для его регулирования есть два наиболее часто применяемые способы:
- Оставить неизменным напряжение отсечки, а изменять только длину импульса управления;
- Проводить изменения уровня отсекающего напряжения по данным с трансформатора тока при этом оставляя неизменным длительность импульса управления;
Оба способа могут позволить проводить изменения выходного тока в довольно больших пределах. У полного моста с ШИМ недостатки и требования такие же, как и у полумоста с ШИМ. (Смотри выше).
Силоваячасть сблоком питания и драйверами.
Схемасиловой части с блоком питания и драйверами.
……….Представленный на схеме сварочный инверторпостроен по схеме однотактного прямохода. На первичную обмоткусварочного трансформатора с помощью двух ключей подаются однополярныеимпульсы выпрямленного сетевого напряжения с заполнением не более 42%. Магнитопровод трансформатора испытывает одностороннееподмагничивание. В паузах между импульсами магнитопроводразмагничивается по так называемой частной петле. Размагничивающий токблагодаря обратно включенным диодам возвращает магнитную энергию,запасённую в сердечнике трансформатора обратно в источник, подзаряжаяконденсаторы (2 x 1000 мкф x 400 В) накопителя. ……….На прямом ходу энергия передаётся внагрузку через сварочный трансформатор и прямо включенные диодывыпрямителя (2x150EBU04). В паузе между импульсами ток в нагрузкеподдерживается благодаря энергии, накопленной в дросселе. Электрическаяцепь в этом случае замыкается через обратные диоды (2x150EBU04). Хорошоизвестно, что на эти диоды приходится бОльшая нагрузка, чем на прямые.Причина – ток в паузе течёт дольше чем в импульсе. ……….Конденсатор 1200 мкф x 250 В включенный всварочные провода через резистор 4,3 Ом обеспечивает чёткое зажиганиедуги.
На первичную обмоткусварочного трансформатора с помощью двух ключей подаются однополярныеимпульсы выпрямленного сетевого напряжения с заполнением не более 42%. Магнитопровод трансформатора испытывает одностороннееподмагничивание. В паузах между импульсами магнитопроводразмагничивается по так называемой частной петле. Размагничивающий токблагодаря обратно включенным диодам возвращает магнитную энергию,запасённую в сердечнике трансформатора обратно в источник, подзаряжаяконденсаторы (2 x 1000 мкф x 400 В) накопителя. ……….На прямом ходу энергия передаётся внагрузку через сварочный трансформатор и прямо включенные диодывыпрямителя (2x150EBU04). В паузе между импульсами ток в нагрузкеподдерживается благодаря энергии, накопленной в дросселе. Электрическаяцепь в этом случае замыкается через обратные диоды (2x150EBU04). Хорошоизвестно, что на эти диоды приходится бОльшая нагрузка, чем на прямые.Причина – ток в паузе течёт дольше чем в импульсе. ……….Конденсатор 1200 мкф x 250 В включенный всварочные провода через резистор 4,3 Ом обеспечивает чёткое зажиганиедуги. Пожалуй, это одно из удачных схемных решений для поджига в косоммосте. ……….Ключи косого моста работают в режимежёсткого переключения. Причём режим включения заведомо облегчен всегдаприсутствующей индуктивностью рассеивания сварочного трансформатора. И,поскольку к моменту включения ключей считается, что магнитопровод трансформатора полностью размагничен, то по причине отсутствия тока впервичной обмотке, потерями на включение можно пренебречь. Потерина выключение – очень существенные. Для их снижения параллельнокаждому ключу установлены RCD-снабберы. ……….Для обеспечения чёткой работы ключей, вмоменты между включениями на их затворы подаётся отрицательноенапряжение благодаря специальной схеме включения драйверов. Каждыйдрайвер питается от гальванически изолированного источника (около 25 В)блока питания. Напряжение питания «верхнего” драйвераиспользуется для включения реле К1, контакты которого шунтируютпусковой резистор. ……….Блок питания (классический маломощныйфлайбэк) имеет 3 гальванически изолированных выхода.
Пожалуй, это одно из удачных схемных решений для поджига в косоммосте. ……….Ключи косого моста работают в режимежёсткого переключения. Причём режим включения заведомо облегчен всегдаприсутствующей индуктивностью рассеивания сварочного трансформатора. И,поскольку к моменту включения ключей считается, что магнитопровод трансформатора полностью размагничен, то по причине отсутствия тока впервичной обмотке, потерями на включение можно пренебречь. Потерина выключение – очень существенные. Для их снижения параллельнокаждому ключу установлены RCD-снабберы. ……….Для обеспечения чёткой работы ключей, вмоменты между включениями на их затворы подаётся отрицательноенапряжение благодаря специальной схеме включения драйверов. Каждыйдрайвер питается от гальванически изолированного источника (около 25 В)блока питания. Напряжение питания «верхнего” драйвераиспользуется для включения реле К1, контакты которого шунтируютпусковой резистор. ……….Блок питания (классический маломощныйфлайбэк) имеет 3 гальванически изолированных выхода.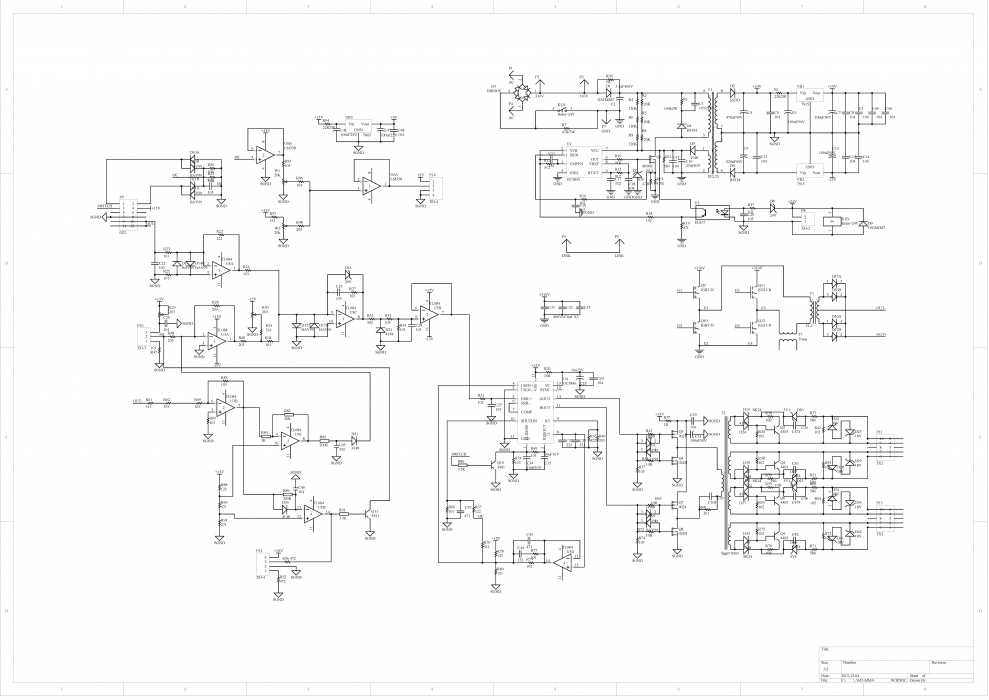 При исправныхдеталях начинает работать сразу. Напряжение для драйверов –23-25В. Напряжение 12 В используется для питания блока управления. ……….Существенные радиаторы нужно предусмотретьдля входного выпрямителя, ключей и выходного выпрямителя. От размеровэтих радиаторов и интенсивности их обдува будет зависетьпостоянная времени работы аппарата. Поскольку аппарат обеспечиваетсущественный сварочный ток (до 180 А), ключи нужно обязательно припаятьк медным пластинам толщиной 4 мм, затем эти «бутерброды”прикрутить к радиаторам через теплопроводную пасту. О том как этосделать написано здесь Вместе крепления ключей посадочное место радиатора должно быть идеальноплоским без сколов и раковин. Желательно чтобы в месте крепления ключейрадиатор имел сплошное тело толщиной не менее 10 мм. Как показалапрактика для лучшего отвода тепла не нужно изолировать ключи отрадиатора. Лучше изолировать радиатор от корпуса аппарата. Вобдув нужно поставить также трансформатор, дроссель и обязательно всерезисторы мощностью 25 и 30 Вт.
При исправныхдеталях начинает работать сразу. Напряжение для драйверов –23-25В. Напряжение 12 В используется для питания блока управления. ……….Существенные радиаторы нужно предусмотретьдля входного выпрямителя, ключей и выходного выпрямителя. От размеровэтих радиаторов и интенсивности их обдува будет зависетьпостоянная времени работы аппарата. Поскольку аппарат обеспечиваетсущественный сварочный ток (до 180 А), ключи нужно обязательно припаятьк медным пластинам толщиной 4 мм, затем эти «бутерброды”прикрутить к радиаторам через теплопроводную пасту. О том как этосделать написано здесь Вместе крепления ключей посадочное место радиатора должно быть идеальноплоским без сколов и раковин. Желательно чтобы в месте крепления ключейрадиатор имел сплошное тело толщиной не менее 10 мм. Как показалапрактика для лучшего отвода тепла не нужно изолировать ключи отрадиатора. Лучше изолировать радиатор от корпуса аппарата. Вобдув нужно поставить также трансформатор, дроссель и обязательно всерезисторы мощностью 25 и 30 Вт.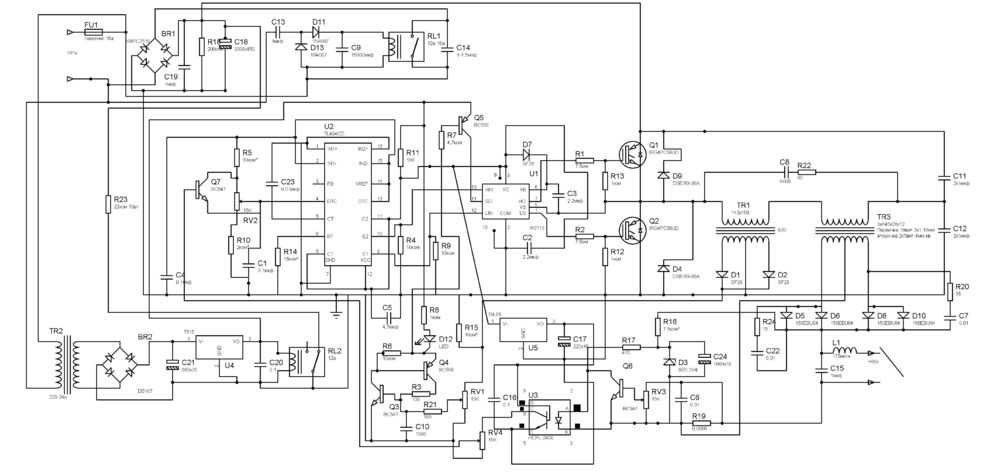 Остальные элементы схемы в радиаторах иобдуве не нуждаются.
Остальные элементы схемы в радиаторах иобдуве не нуждаются.
Резонансный мост
Является наиболее перспективной схемой высокочастотного преобразователя для сварочного инвертора, блок схема которого показана ниже:
Резонансный мост не сильно отличается от полного моста с ШИМ. Разница заключается в том, что при резонансном подключении последовательно с обмоткой трансформатора подключают резонансную LC цепочку. Однако ее появление в корне меняет процесс перекачки мощности. Уменьшатся потери, увеличится КПД, снизится нагрузка на входные электролиты и электромагнитные помехи уменьшатся. В данном случае драйверы на силовые транзисторы нужно применять только в случае если будут использованы MOSFET транзисторы, которые имеют емкость затвора более 5000 pF. IGBT могут обойтись лишь наличием импульсного трансформатора. Более подробные описания схем будут приводится в следующих статьях.
Управление выходным током может производится двумя способами – частотным и фазовым. Оба эти способы описывались в резонансном полумосте (смотри выше).
Оба эти способы описывались в резонансном полумосте (смотри выше).
Как работает сварочный инвертор
Формирование тока большой силы, при помощи которого создается электрическая дуга для расплавления кромок соединяемых деталей и присадочного материала, – это то, для чего предназначен любой сварочный аппарат. Для этих же целей необходим и инверторный аппарат, позволяющий формировать сварочный ток с большим диапазоном характеристик.
В наиболее простом изложении принцип работы инвертора выглядит так.
- Переменный ток с частотой 50 Гц из обычной электрической сети поступает на выпрямитель, где происходит его преобразование в постоянный.
- После выпрямителя постоянный ток сглаживается при помощи специального фильтра.
- Из фильтра постоянный ток поступает непосредственно на инвертор, в задачу которого входит опять преобразовать его в переменный, но уже с более высокой частотой.
- После этого при помощи трансформатора понижают напряжение переменного высокочастотного тока, что дает возможность увеличить его силу.


Блок-схема сварочного аппарата инверторного типа
Для того чтобы понять, какое значение имеет каждый элемент принципиальной электрической схемы инверторного аппарата, стоит рассмотреть его работу подробнее.
Полный мост с дросселем рассеивания
Схема его ничем практически не отличается от схемы резонансного моста или полумоста, только вместо резонансной цепи LC последовательно с трансформатором включают не резонансную LC цепь. Емкость С, примерно С≈22мкф х 63В, работает как симметрирующий конденсатор, а индуктивное сопротивление дросселя L как реактивное сопротивление, величина которого будет линейно изменятся в зависимости от изменения частоты. Преобразователь управляется частотным способом. Как известно нам с электротехники, при увеличении частоты напряжения сопротивление индуктивности возрастет, что уменьшит ток в силовом трансформаторе. Довольно простой и надежный способ. Поэтому довольно большое количество промышленных инверторов строят по такому принципу ограничения выходных параметров.
Настройка инвертора
……….Силовая часть пока обесточена.Предварительно проверенный блок питания подключаем к блоку управления ивключаем его в сеть. На индикаторе загорятся все восьмёрки, затемвключится реле и, если контакты термостатов замкнуты, то индикаторпокажет задание тока 20 А. Осциллографом проверяем напряжение назатворах ключей. Там должны быть прямоугольные импульсы с фронтами неболее 200 нс, частотой 40-50 кГц напряжением 13-15В в положительнойобласти и 10 В – в отрицательной. Причём в отрицательной областиимпульс должен быть заметно длиннее. ……….Если всё так, собираем полностью схемуинвертора и включаем его в сеть. На индикацию сначала будут выведенывосьмёрки, затем должно включиться реле и индикатор покажет 20 А.Кликая кнопками, пробуем изменять задание тока. Изменение задания токадолжно пропорционально изменять напряжение на конденсаторе C1. Если изменив задание тока не нажимать на кнопки более 1 минуты, топроизойдёт запись задания в энергонезависимую память. На индикаторекратковременно появится сообщение «ЗАПС”.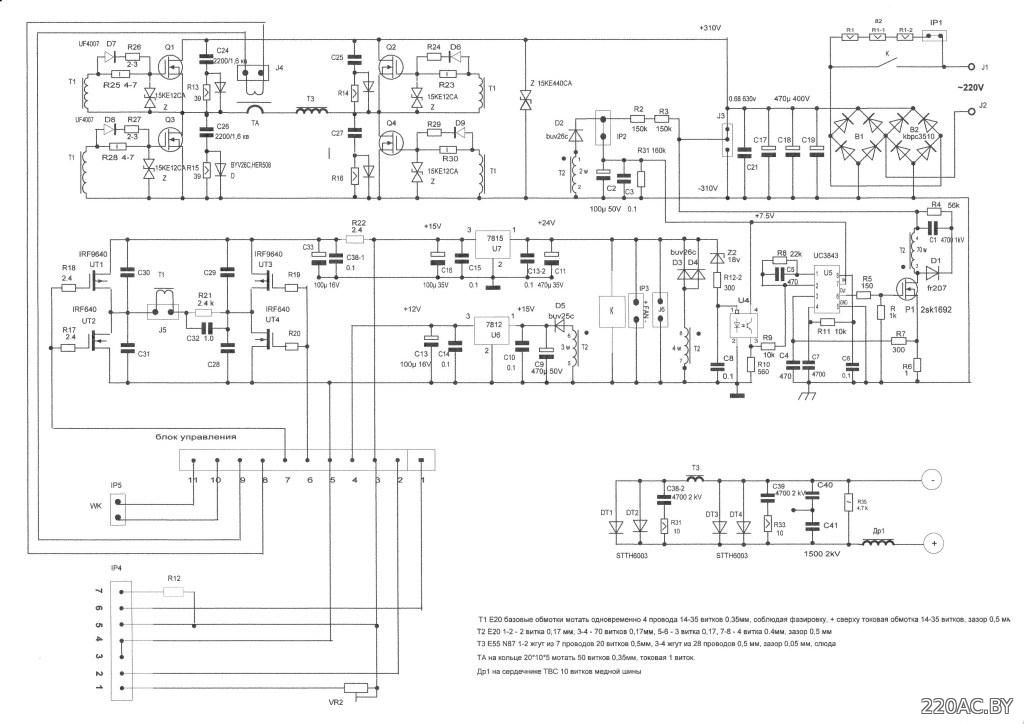 При последующемвключении инвертора величина задания тока будет равна значению, котороезаписалось. ……….Если всё так, устанавливаем задание 20 А ивключаем в сварочные провода нагрузочный реостат сопротивлением 0,5 Ом.Реостат должен выдерживать протекание тока не менее 60 А. К выводамшунта подключаем вольтметр магнитоэлектрической системы со шкалой на 75мВ, например прибор Ц 4380. На нагруженном инверторе пытаемся изменятьзадание тока, и по показаниям вольтметра контролируем ток. В этомрежиме реостат может издавать звук, напоминающий звон. Его не стоитбоятся – это работает токоограничение. Ток должен менятьсяпропорционально заданию. Выставляем задание тока 50 А. Если показаниявольтметра не соответствуют 50 А, то на выключенном инверторе впаиваемсопротивление R1 другого номинала. Подбирая сопротивление R1 добиваемсясоответствие задания тока измеренному. ……….Проверяем работу термозащиты. Для этогообрываем цепь термостатов. На индикаторе высветиться надпись»EroC”. Импульсы на затворах ключей должны исчезнутьВосстанавливаем цепь термостатов.
При последующемвключении инвертора величина задания тока будет равна значению, котороезаписалось. ……….Если всё так, устанавливаем задание 20 А ивключаем в сварочные провода нагрузочный реостат сопротивлением 0,5 Ом.Реостат должен выдерживать протекание тока не менее 60 А. К выводамшунта подключаем вольтметр магнитоэлектрической системы со шкалой на 75мВ, например прибор Ц 4380. На нагруженном инверторе пытаемся изменятьзадание тока, и по показаниям вольтметра контролируем ток. В этомрежиме реостат может издавать звук, напоминающий звон. Его не стоитбоятся – это работает токоограничение. Ток должен менятьсяпропорционально заданию. Выставляем задание тока 50 А. Если показаниявольтметра не соответствуют 50 А, то на выключенном инверторе впаиваемсопротивление R1 другого номинала. Подбирая сопротивление R1 добиваемсясоответствие задания тока измеренному. ……….Проверяем работу термозащиты. Для этогообрываем цепь термостатов. На индикаторе высветиться надпись»EroC”. Импульсы на затворах ключей должны исчезнутьВосстанавливаем цепь термостатов.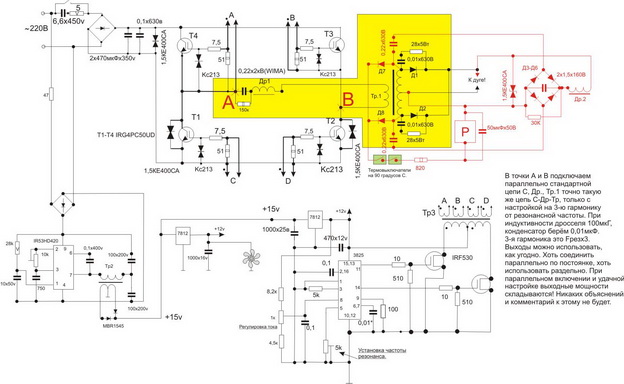 Индикатор должен показатьустановленный ток. На затворах ключей должны появиться импульсы. Ихдлительность должна плавно увеличится до максимальной. ……….Если всё так, можно попытаться варить.После 2-3-х минут сварки током 120-150 А выключаем инвертор из сети иищем 2 самых горячих радиатора. На них нужно установить защитныетермостаты. По возможности термостаты устанавливаются вне зоны обдува.
Индикатор должен показатьустановленный ток. На затворах ключей должны появиться импульсы. Ихдлительность должна плавно увеличится до максимальной. ……….Если всё так, можно попытаться варить.После 2-3-х минут сварки током 120-150 А выключаем инвертор из сети иищем 2 самых горячих радиатора. На них нужно установить защитныетермостаты. По возможности термостаты устанавливаются вне зоны обдува.
Китайцы радуют или Старые песни о главном
Собственно китайцы удивляют давно иррациональным азиатским мышлением.. Последний случай прилип к сварочному аппарату Kaiser NBC-200…Это не ноу-хау.. Но рассмотрение запуска двутактной схемы от однотактного контроллера стало вопросом позавчерашнего дняЧто не так?Нет моста или полумоста . ключи работают синхронно…Вторичный выпрямитель так же работает по двутактной схеме, чем выравнивается асимметрия во времени между ПХ и ОХ в постоянке на выходеДля просмотра ссылки следует зарегистрироваться на Форуме
Показать ещё (19)
Современные сварочные инверторы | Силовая электроника
Мальков Станислав
№ 2’2011
PDF версия
В статье описаны типы электросварки и современные сварочные инверторы —
оборудование для сварки и резки металлических изделий. В основном они используются в качестве источника питания сварочных аппаратов в процессе
проведения дуговой сварки. Рассмотрены перспективы развития и сравнительные характеристики малогабаритных сварочных инверторов.
В основном они используются в качестве источника питания сварочных аппаратов в процессе
проведения дуговой сварки. Рассмотрены перспективы развития и сравнительные характеристики малогабаритных сварочных инверторов.
Технология сплавления двух металлических элементов с помощью большого тока I, пропускаемого через участок цепи с сопротивлением R, где требуется высокая температура, называется электросваркой. Инверторные схемы открывают новую страницу в развитии сварочного оборудования. В настоящее время на их основе уже серийно выпускаются многофункциональные сварочные аппараты, при этом инверторная схема позволяет менять тип внешних вольт-амперных характеристик (ВАХ) источника питания. Для различных видов сварки именно тип ВАХ является определяющим. Если обычный сварочный аппарат предназначен, например, для полуавтоматической сварки, то для варки штучным электродом он не пригоден. А инверторный сварочный аппарат можно настроить под требуемый в данный момент вид сварки, с помощью изменяемого типа ВАХ и других параметров.
По сравнению с обычным сварочным аппаратом инверторный является устройством силовой электроники, работающим на больших токах, высоких частотах и напряжениях. Входное напряжение здесь преобразуется дважды — вначале из переменного 220 В в постоянное, а затем в высокочастотное переменное, с частотой до 200 кГц. Из электротехники известно, что чем выше частота, тем меньше масса и размеры трансформатора, передающего ту же электрическую мощность. Так, при увеличении частоты в 1000 раз вес и размеры трансформатора уменьшаются в 10 раз. Значит, сварочный инвертор будет небольшим и легким. Преобразование частоты осуществляется широтно-импульсным модулятором, основой которого служат высокочастотные преобразователи последнего поколения — модули IJBT (биполярный транзистор с изолированным затвором) или MOSFET (полевой транзистор на основе перехода металл-оксид-полупроводник). После трансформатора высокочастотное переменное напряжение снова выпрямляется и подается на дугу. Координация работы всех элементов, контроль параметров и обратная связь со сварочной дугой осуществляются высокоточными цифровыми процессорами на программируемых микросхемах памяти.
Из электротехники известно, что чем выше частота, тем меньше масса и размеры трансформатора, передающего ту же электрическую мощность. Так, при увеличении частоты в 1000 раз вес и размеры трансформатора уменьшаются в 10 раз. Значит, сварочный инвертор будет небольшим и легким. Преобразование частоты осуществляется широтно-импульсным модулятором, основой которого служат высокочастотные преобразователи последнего поколения — модули IJBT (биполярный транзистор с изолированным затвором) или MOSFET (полевой транзистор на основе перехода металл-оксид-полупроводник). После трансформатора высокочастотное переменное напряжение снова выпрямляется и подается на дугу. Координация работы всех элементов, контроль параметров и обратная связь со сварочной дугой осуществляются высокоточными цифровыми процессорами на программируемых микросхемах памяти.
Инверторный сварочный аппарат, используя цифровое микропроцессорное управление, непрерывно анализирует характеристики на дуге при проведении сварочных работ. Примеры программ, заложенных в память инверторных сварочных аппаратов различных производителей:
Примеры программ, заложенных в память инверторных сварочных аппаратов различных производителей:
- Отключение напряжения на дуге при коротком замыкании (КЗ) электрода на свариваемую деталь (функция anti-sticking). Срабатывает через 0,5 с после начала КЗ. Прилипания, или, как еще говорят, «примораживания» электрода и нагрева аппарата не происходит.
- При правильном возбуждении дуги — легкое касание («чирканьем») электрода о деталь — инвертор генерирует дополнительный импульс тока (функция hot start).
- При неизбежных небольших местных КЗ в процессе сварки инвертор генерирует серию коротких, но мощных импульсов тока, которые разрушают образующиеся перемычки из жидкого металла (функция arc force). Это особенно важно при сварке короткой дугой.
В результате, используя сварочный инвертор, мы получаем:
- стабильный постоянный ток, не зависящий от скачков входного напряжения;
- незначительное разбрызгивание металла при сварке;
- широкие возможности настройки режима для всех видов сварки плавлением — штучным электродом, аргонно-дуговой и полуавтоматической сварки;
- низкое энергопотребление, что очень важно при включении инвертора в бытовую сеть или при его питании от электрогенератора.

Области применения сварочных инверторов неограниченны. Это все виды электродуговой и плазменной сварки и резки. Сегодня инверторы успешно применяются в следующих областях:
- Ручная дуговая сварка штучным электродом (metal manual arc, ММА). Здесь сварочные инверторы получили наиболее широкое распространение, что обусловлено малым весом и низким энергопотреблением аппарата. Сварщик легко перемещается вместе с аппаратом, подключая его к любой, в том числе бытовой, электропроводке.
- Аргонно-дуговая сварка (tungsten inert gas, TIG) на постоянном и переменном токе. Здесь преимущества инверторной схемы проявляются не столько в весе и энергопотреблении аппарата, сколько в возможности точной регулировки многочисленных параметров режима. Для аргонно-дуговой сварки это очень важно, так как с ее помощью варят ответственные изделия с высокими требованиями к качеству и внешнему виду шва.
- Полуавтоматическая сварка (metal inert/active gas, MIG/MAG). Здесь инверторные схемы источников питания дают уникальную возможность так регулировать перенос металла (капельный, струйный, с периодическими замыканиями и т. д.), что можно почти устранить его разбрызгивание.
- Плазменно-дуговая резка (plasma arc cutting, PAC), когда скорость резки высокая, а кромка ровная и аккуратная — сразу под сварку. Здесь инверторные аппараты нашли свое достойное место благодаря их способности обеспечить стабильность основной и дежурной дуги, а главное — вследствие мобильности этих аппаратов.
 д.), что можно почти устранить его разбрызгивание.
д.), что можно почти устранить его разбрызгивание.Перспективы развития сварочных инверторов, инверторные схемы открывают новую страницу в развитии сварочного оборудования. В настоящее время на их основе уже серийно выпускаются многофункциональные сварочные аппараты. Наибольшее распространение получили аппараты, совмещающие сварку MMA, TIG и CUT или MIG/MAG, TIG и MMA. Встречаются и другие комбинации.
Выбор сварочного аппарата производится по степени его загруженности и по величине выходного тока. Для выбора по первому критерию необходимо просчитать предполагаемую загруженность аппарата (%), отношение времени непрерывной сварки и времени простоя (отдыха). Эта величина называется продолжительностью включения, она показывает, сколько процентов от некоторого временного интервала включения аппарата в сеть допустимо варить на определенном токе. Как правило, в технических характеристиках сварочного аппарата указываются два параметра:
Эта величина называется продолжительностью включения, она показывает, сколько процентов от некоторого временного интервала включения аппарата в сеть допустимо варить на определенном токе. Как правило, в технических характеристиках сварочного аппарата указываются два параметра:
- продолжительность включения на максимальном токе;
- величина тока, ниже которой продолжительность включения равна 100%.
Продолжительность включения, как правило, составляет 10 мин., реже — 15. Кроме того, желательно уточнить, для какой температуры окружающей среды приведены данные. Одни производители указывают их для +25 °С, другие — +40 °С. Понятное дело, что в первом случае сварочный аппарат охлаждается лучше, чем во втором, и продолжительность его включения заметно «подрастает».
Рассмотрим для примера продолжительность включения 40%. Это означает, что работа сварочного аппарата представляет собой чередующиеся четырехминутные интервалы сварки и шестиминутные интервалы охлаждения. Продолжительность включения 100% означает, что сварка может вестись непрерывно в течение достаточно продолжительного промежутка времени. При проведении работ в жаркое время аппарат нагревается сильнее, поэтому параметр продолжительность включения надо выбирать с некоторым запасом.
Продолжительность включения 100% означает, что сварка может вестись непрерывно в течение достаточно продолжительного промежутка времени. При проведении работ в жаркое время аппарат нагревается сильнее, поэтому параметр продолжительность включения надо выбирать с некоторым запасом.
Применительно к электродной сварке наиболее часто в разных источниках информации приводится таблица выбора сварочного аппарата по току (табл. 1).
Таблица 1. Параметры выбора сварочного аппарата
| Толщина металла, мм | Диаметр электрода, мм | Ток, А |
| 1–2 | 1,6 | 25–50 |
| 2–3 | 2 | 40–80 |
| 2–3 | 2,5 | 60–100 |
| 3–4 | 3 | 80–160 |
| 4–6 | 4 | 120–200 |
| 6–8 | 5 | 180–250 |
| 10–24 | 5-6 | 220–320 |
| 30–60 | 6-8 | 300–400 |
Для потолочных швов максимально допустимая сила тока для выбранного диаметра электрода снижается на 15–20%.
Дополнительно необходимо уточнить, какой максимальный ток указан в паспорте на сварочный аппарат. Причем надо учитывать, что некоторые производители (особенно Китай и т. д.) указывают не максимальный ток сварки, а максимальный ток, отдаваемый аппаратом при коротком замыкании электродов. И тогда заявленные 150 А легко «превращаются» в 100–120 А.
Сравнительные характеристики малогабаритных сварочных инверторов различных производителей приведены в таблице 2.
Таблица 2. Сравнительные характеристики малогабаритных сварочных инверторов
| Модель | Производитель | Напряжение питания, В | Потребляемая мощность, кВ·А | Диапазон сварочного тока, А | ПВ, % | Габаритные размеры, мм | Масса, кг |
| Master-1600 MLS | Kemppi Oy, Финляндия | 230 | 4,8 | 10–160 | 40 | 410×180×390 | 14 |
| Minar-140 | Kemppi Oy, Финляндия | 230 | 4,1 | 10–140 | 35 | 305×123×250 | 4,2 |
| Invertec V 140-S | Lincoln Electric, США | 230 | 6,2 | 5–140 | 35 | 254×145×350 | 6 |
| OrigoArc 150 | ESAB, Швеция | 230 | 5 | 4–150 | 25 | 380×180×300 | 6,9 |
| ТЕ 161 | MERKLE, Германия | 230 | 3,7 | 3–150 | 35 | 290×152×235 | 5,3 |
| MOS 138 E | DEKA, Италия | 230 | 2,5 | 5–130 | 15 | 310×120×160 | 4 |
| Tecnica 140 | Telwin, Италия | 230 | 4,2 | 5–130 | 25 | 315×135×210 | 5,1 |
| Technology 150 | Telwin, Италия | 230 | 4,2 | 5–130 | 60 | 430×170×290 | 9,2 |
| Discovery 140 | WECO, Италия | 230 | 6,9 | 5–140 | 35 | 120×310×215 | 4,3 |
| Handy S 200 | LORCH, Германия | 230 | 4,5 | 10–140 | 60 | 280×138×220 | 4,5 |
| S 1601 | CEMONT, Италия | 230 | 4,5 | 5–150 | 35 | 235×145×340 | 7,7 |
| Transpoket 1500 | Fronius, Австрия | 230 | 7 | 10–150 | 35 | 315×110×200 | 4,7 |
| Piko 140 | EWM, Германия | 230 | 6 | 5–140 | 35 | 335×110×220 | 4,5 |
| DC 140 | «Технотрон»,Россия | 220 | 6,9 | 10–140 | 35 | 310×120×215 | 4 |
| Торус-200 | «ТОР», Россия | 220 | 5 | 40–200 | 40 | 115×185×280 | 5 |
| Форсаж-125 | ГРПЗ, Россия | 220 | 4 | 40–125 | 40 | 330×142×245 | 6,7 |
| Прогресс-130 | «Электрик», Россия | 220 | 5 | 3–130 | 35 | 367×266×163 | 6 |
| Адонис-2 | «Корд», Россия | 220 | 5,1 | 35–160 | 60 | 165×360×370 | 14,5 |
| ВДУЧ-1371 | «СПЕЦЭЛЕКТРОМАШ», Россия | 220 | 4 | 5–130 | 100 | 365×140×196 | 8 |
| ВМЕ-120 | «ПромЭл», Россия | 220 | 2,7 | 10–120 | 80 | 140×240×65 | 2,2 |
| ВМЕ-140 | «ПромЭл», Россия | 220 | 3,2 | 10–140 | 80 | 147×250×65 | 2,3 |
| ВМЕ-160 | «ПромЭл», Россия | 220 | 3,7 | 10–160 | 80 | 170×296×90 | 3,6 |
Литература
- Рама Реди С. Основы силовой электроники. М.:Техносфера. 2006.
- http://masterweld.ru/i_esche_neskolko_slov_
- http://instrumental-n.uaprom.net/a17365-svarochnye-invertory-oblasti.html
- Милютин В. С., Шалимов М. П., Шанчуров С. М. Источники питания для сварки. М.: Айрис-Пресс. 2007.
 Основы силовой электроники. М.:Техносфера. 2006.
Основы силовой электроники. М.:Техносфера. 2006.Схемы хобби-электроники: схема сварочного инвертора SMPS
Схема сварочного инвертора SMPS
Если вы ищете вариант замены обычного сварочного трансформатора, сварочный инвертор — лучший выбор. Сварочный инвертор удобен и работает на постоянном токе. Текущий контроль поддерживается с помощью потенциометра.
Написано и представлено: Dhrubajyoti Biswas
При разработке сварочного инвертора я применил прямой инвертор с топологией с двумя переключателями. Здесь входное линейное напряжение проходит через фильтр электромагнитных помех, который дополнительно сглаживается с большой емкостью. Однако, поскольку импульс тока включения имеет тенденцию быть высоким, необходимо наличие схемы плавного пуска. Поскольку переключатель включен, а первичные конденсаторы фильтра заряжаются через резисторы, мощность дополнительно обнуляется путем включения переключателя реле. В момент переключения питания используются IGBT-транзисторы, которые далее подаются через трансформатор управления прямым затвором TR2 с последующим формированием схемы с помощью BC327. В этом сценарии используется схема управления UC3844, очень похожая на UC3842 с ограничением ширины импульса до 50% и рабочей частотой до 42 кГц. Цепь управления питается от вспомогательного источника 17 В. Из-за больших токов в обратной связи по току используется трансформатор Tr3. Напряжение сенсорного регистра 4R7/2W примерно равно выходному току. Выходной ток можно дополнительно контролировать с помощью потенциометра P1. Его функция заключается в измерении пороговой точки обратной связи, а пороговое напряжение на выводе 3 UC3844 составляет 1 В.
Однако, поскольку импульс тока включения имеет тенденцию быть высоким, необходимо наличие схемы плавного пуска. Поскольку переключатель включен, а первичные конденсаторы фильтра заряжаются через резисторы, мощность дополнительно обнуляется путем включения переключателя реле. В момент переключения питания используются IGBT-транзисторы, которые далее подаются через трансформатор управления прямым затвором TR2 с последующим формированием схемы с помощью BC327. В этом сценарии используется схема управления UC3844, очень похожая на UC3842 с ограничением ширины импульса до 50% и рабочей частотой до 42 кГц. Цепь управления питается от вспомогательного источника 17 В. Из-за больших токов в обратной связи по току используется трансформатор Tr3. Напряжение сенсорного регистра 4R7/2W примерно равно выходному току. Выходной ток можно дополнительно контролировать с помощью потенциометра P1. Его функция заключается в измерении пороговой точки обратной связи, а пороговое напряжение на выводе 3 UC3844 составляет 1 В.
Одним из важных аспектов силовых полупроводников является то, что они нуждаются в охлаждении, и большая часть выделяемого тепла отводится выходными диодами. Верхний диод, состоящий из 2х DSEI60-06A, должен выдерживать ток в среднем 50А и потери до 80Вт. Нижний диод т.е. STTh300L06TV1 также должен иметь средний ток 100А и потери до 120Вт. С другой стороны, общие максимальные потери вторичного выпрямителя составляют 140 Вт. Выходной дроссель L1 дополнительно соединен с отрицательной шиной. Это хороший сценарий, так как радиатор защищен от высокочастотного напряжения. Другой вариант — использовать диоды FES16JT или MUR1560. Однако важно учитывать, что максимальный ток нижнего диода в два раза превышает ток верхнего диода. На самом деле расчет потерь IGBT представляет собой сложную процедуру, так как помимо кондуктивных потерь еще одним фактором являются коммутационные потери. Также каждый транзистор теряет около 50 Вт. Выпрямительный мост также теряет мощность до 30 Вт и размещен на одном радиаторе с IGBT вместе с диодом сброса UG5JT.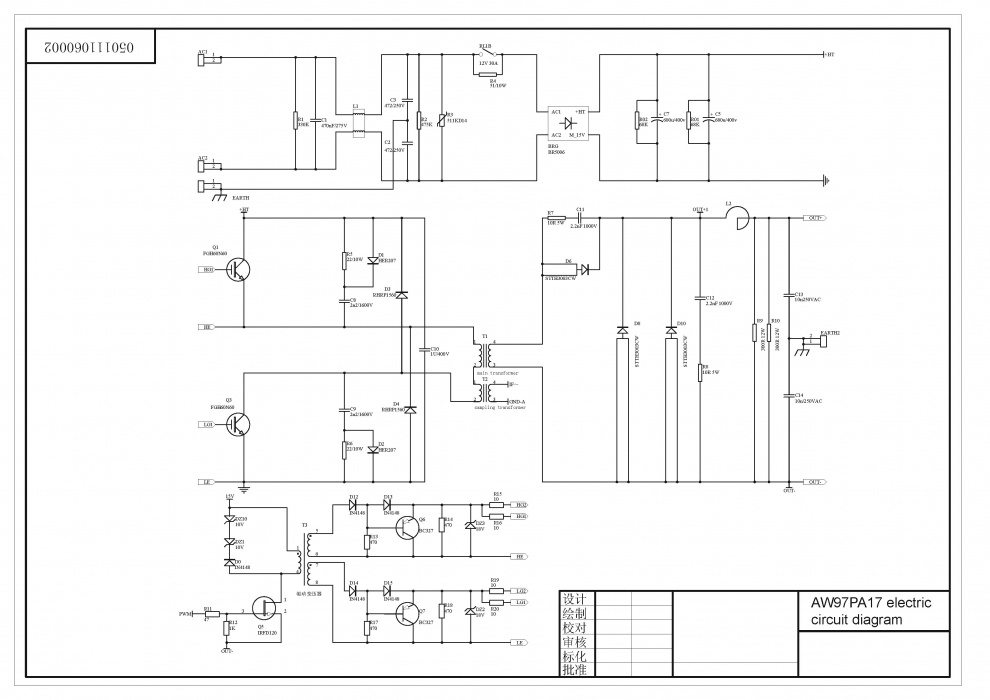 Также есть возможность заменить UG5JT на FES16JT или MUR1560. Потери мощности диодов сброса также зависят от конструкции Tr1, хотя потери меньше по сравнению с потерями мощности IGBT. Мост выпрямителя также приводит к потерям мощности около 30 Вт. Кроме того, при подготовке системы важно помнить о масштабировании максимального коэффициента нагрузки сварочного инвертора. Основываясь на измерении, вы можете быть готовы выбрать правильный размер датчика обмотки, радиатора и т. д. Еще один хороший вариант — добавить вентилятор, поскольку он будет контролировать тепло.
Также есть возможность заменить UG5JT на FES16JT или MUR1560. Потери мощности диодов сброса также зависят от конструкции Tr1, хотя потери меньше по сравнению с потерями мощности IGBT. Мост выпрямителя также приводит к потерям мощности около 30 Вт. Кроме того, при подготовке системы важно помнить о масштабировании максимального коэффициента нагрузки сварочного инвертора. Основываясь на измерении, вы можете быть готовы выбрать правильный размер датчика обмотки, радиатора и т. д. Еще один хороший вариант — добавить вентилятор, поскольку он будет контролировать тепло.
Коммутационный трансформатор Tr1 намотан на два ферритовых сердечника типа EE, и оба они имеют сечение центральной стойки 16×20 мм. Таким образом, общее сечение рассчитывается как 16×40 мм. Следует позаботиться о том, чтобы не осталось воздушного зазора в области сердцевины. Хорошим вариантом будет использовать первичную обмотку 20 витков, намотав ее 14 проводами диаметром 0,5мм. Вторичная обмотка, с другой стороны, имеет шесть медных полос 36×0,55 мм.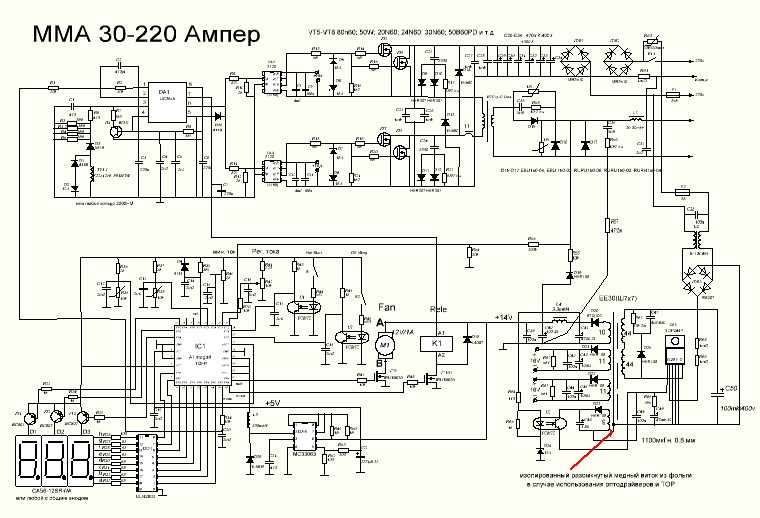 Трансформатор прямого привода Тр2, рассчитанный на малую паразитную индуктивность, выполнен по схеме трехжильной обмотки с тремя витыми изолированными проводами диаметром 0,3 мм и витками из 14 витков. Центральная секция изготовлена из h32 с диаметром средней стойки 16мм и не оставляет зазоров. Трансформатор тока Тр3 выполнен из дросселей подавления электромагнитных помех. В то время как первичка имеет всего 1 виток, вторичка намотана 75 витками провода 0,4 мм. Одним из важных моментов является соблюдение полярности обмоток. В то время как L1 имеет ферритовый EE-сердечник, средняя колонка имеет сечение 16×20 мм и имеет 11 витков медной ленты 36×0,5 мм. Кроме того, общий воздушный зазор и магнитная цепь установлены на 10 мм, а его индуктивность составляет около 12 мкГн.
Трансформатор прямого привода Тр2, рассчитанный на малую паразитную индуктивность, выполнен по схеме трехжильной обмотки с тремя витыми изолированными проводами диаметром 0,3 мм и витками из 14 витков. Центральная секция изготовлена из h32 с диаметром средней стойки 16мм и не оставляет зазоров. Трансформатор тока Тр3 выполнен из дросселей подавления электромагнитных помех. В то время как первичка имеет всего 1 виток, вторичка намотана 75 витками провода 0,4 мм. Одним из важных моментов является соблюдение полярности обмоток. В то время как L1 имеет ферритовый EE-сердечник, средняя колонка имеет сечение 16×20 мм и имеет 11 витков медной ленты 36×0,5 мм. Кроме того, общий воздушный зазор и магнитная цепь установлены на 10 мм, а его индуктивность составляет около 12 мкГн.
Обратная связь по напряжению не сильно мешает сварке, но влияет на потребление и потери тепла в режиме ожидания. Использование обратной связи по напряжению очень важно из-за высокого напряжения около 1000 В. Кроме того, ШИМ-контроллер работает с максимальным рабочим циклом, что увеличивает уровень энергопотребления, а также нагрева компонентов.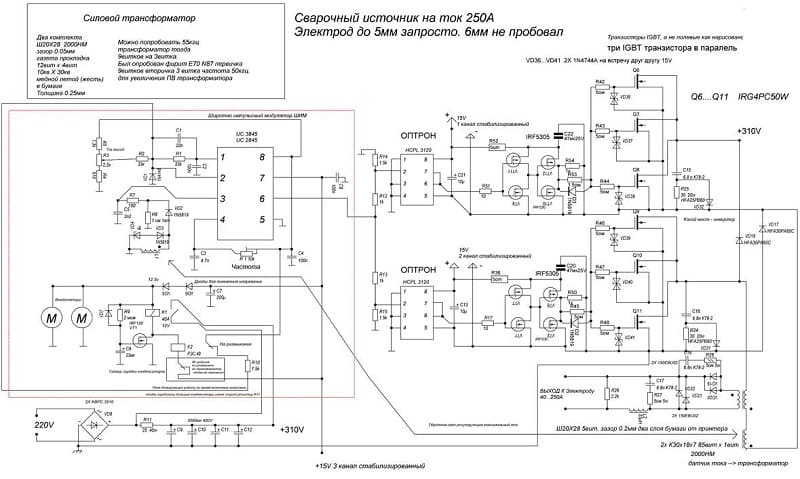
Напряжение постоянного тока 310 В можно извлечь из сети 220 В после выпрямления через мостовую сеть и фильтрации через пару электролитических конденсаторов 10 мкФ/400 В.
Источник питания 12 В можно получить из готового адаптера 12 В или собрать дома с помощью информации, предоставленной здесь :
Подписаться на: Опубликовать комментарии (Atom)
Полупроводниковые и системные решения – Infineon Technologies
Итоги четвертого финансового квартала и финансового года за 2022 год
15 ноября 2022 года
Дополнительная информация
Соединяя точки перехода к энергетике
Веб-семинар 15 ноября: Как взаимодействуют возобновляемые источники энергии, хранение, передача и потребление энергии и почему зарядка электромобилей является ключевым фактором.
Сохраните свое место сейчас
electronica 2022
Посетите нас на выставке electronica в этом году – живите в Мюнхене или в цифровом виде!
Учить больше
Infineon выпускает PSoC™ 4100S Max
Высокоинтегрированное недорогое решение с технологией нового поколения CAPSENSE™, позволяющее инженерам легко проектировать и быстро выводить на рынок недорогую систему ЧМИ.
Учить больше
Тяговые преобразователи для электромобилей
Высокая эффективность увеличивает радиус действия и снижает усилия по охлаждению, пространство и вес.
Учить больше
Очеловечивание энергии: технологии и обезуглероживание
Можете ли вы представить, что электронный чип толщиной с волос может изменить ситуацию, когда речь идет о достойном будущем?
Смотреть видео
Производительность GiGaNtic в адаптерах/зарядных устройствах USB-C
Первая в отрасли комбинированная ИС с коррекцией коэффициента мощности и гибридной обратной связью для конструкций сверхвысокой плотности. Узнай одним из первых!
Скачать техническое описание
Новинка! PSoC™ 62S2 Wi-Fi BT Matter Pioneer Kit
Надежное решение Matter over Wi-Fi со сверхнизким энергопотреблением, которое поможет вам быстро выйти на рынок
Учить больше
Новости
14 ноября 2022 г.