Схемы любительских сварочных полуавтоматов: Самодельный сварочный полуавтомат | Полезное своими руками
alexxlab | 16.01.2023 | 0 | Разное
Сварочный полуавтомат инверторный: схема, инструкция. Какой выбрать сварочный полуавтомат: отзывы экспертов
Для сварочных работ уже создано огромное количество оборудования. С этими аппаратами можно работать покрытыми электродами или же специальной проволокой, которая непрерывно подается в рабочую зону. Это эффективные устройства, а среди недостатков отмечают только большой вес и громоздкие размеры. Также это оборудование будет трудно освоить новичкам в этом деле.
Кроме того, далеко не все работы можно выполнить с помощью таких трансформаторных аппаратов.
Сравнительно недавно появился новый вид оборудования – полуавтомат сварочный инверторный. Давайте попробуем разобраться в принципах работы, узнаем схему этого устройства, а также особенности этой группы приборов.
Принцип действия инверторного оборудования
Это одни из самых молодых и очень перспективных аппаратов. Серийное производство их началось лишь в 80-х годах. Это были выпрямители, оснащенные транзисторным инвертором. В этом приборе электричество может изменять свои характеристики до нескольких раз. Схема сварочного полуавтомата позволяет посмотреть все это более наглядно.
В этом приборе электричество может изменять свои характеристики до нескольких раз. Схема сварочного полуавтомата позволяет посмотреть все это более наглядно.
Вначале ток выпрямляется по мере прохода через полупроводниковые элементы. Затем происходит сглаживание при помощи системы фильтров. Далее уже постоянный ток стандартной частоты меняет свое состояние на переменный, однако частота его уже значительно выше. После того как меняется частота, ток подается на небольших размеров трансформатор, где и происходит снижение напряжений и повышение силы тока. Затем подключаются высокочастотные фильтры и выпрямители, которые и образуют электрическую дугу.
Преимущества инверторных сварочных аппаратов
Среди плюсов отмечается вес. Это достаточно компактные приборы. Здесь можно применять различные виды электродов. Это позволяет выполнять работы по чугуну и цветным металлам. Также инверторы имеют более высокий КПД. Он может достигать 85%. Экономичность – это также одно из достоинств, а возможность плавной регулировки рабочего тока, стабильная дуга подойдут для всех видов операций.
Для начинающих сварочный полуавтомат инверторного типа позволяет значительно упростить работы. В руках профессионала этот высокочастотный прибор способен выдавать качественные и максимально надежные швы.
Недостатки
Главный недостаток – это достаточно высокая цена.
Стоимость обычно значительно выше, чем цены на трансформаторное оборудование. Также дорого выйдет и ремонт, если вдруг прибор выйдет из строя. К примеру, блок силовых транзисторов – это треть стоимости аппарата.
Кроме этого, прибор не любит пыли. В корпусе установлены кулеры для охлаждения – пыль туда всасывается в огромных количествах. В воздухе может быть металлическая пыль, которая может стать причиной замыканий.
Еще среди недостатков профессионалы отмечают сложную электронику, которая отличается очень высокой чувствительностью к пониженным температурам воздуха и влаге. Существует риск накопления конденсата. Также могут быть некоторые проблемы с работой в зимний период, а еще устройство требует правильного хранения.
Полуавтомат сварочный инверторный
От простых инверторных сварочных устройств полуавтоматы отличаются наличием механизма подачи специальной электродной проволоки к месту сварки. Чтобы запустить подачу, специалист нажимает специальный курок. Зона, где проводится работа, обязательно обдувается защитными газами. Это может быть гелий, аргон или же углекислый газ в случае с системами MAG или MIG. Бытовые приборы работают с углекислым газом. Аргон для домашних работ имеет слишком высокую цену, а нужен он для действий с алюминием или нержавеющей сталью.
Устройство полуавтомата
Какой сварочный полуавтомат вы бы ни выбрали, все они состоят из источника для создания электрической дуги, редуктора и двигателя, горелки с рукавом, кабелем для подключения к детали с зажимом. Также имеется рукав для подачи газа, баллон с редуктором, а также система управления.
Плюсы оборудования
Такой сварочный полуавтомат позволяет работать в различных условиях – для этого в приборе есть достаточно широкий диапазон настроек. С их помощью можно очень просто подобрать нужный в данный момент режим работы.
С их помощью можно очень просто подобрать нужный в данный момент режим работы.
Дугу можно наблюдать при любых положениях горелки. Плюс конкретно инверторных моделей – возможность оперировать в любых положениях. Это бывает необходимо для работы в достаточно труднодоступных местах.
Действовать это оборудование может с тонколистовыми материалами или же с теми, которые плохо поддаются сварке. Если есть необходимость в сваривании более массивных деталей, тогда можно работать и вовсе без газа. Газ призван удалить кислород, чтобы исключить окисление металла. Реакция с кислородом при сварке ведет к шлакам на шве, пленкам, а также другим неприятностям, которые влияют на надежность.
С аппаратами можно использовать самые разные виды проволоки. Настройки позволяют регулировать токи в достаточно широких диапазонах. Так, используя сварочный полуавтомат такого типа, можно выполнять даже кузовные работы. Там нужна высокая точность сварки – инверторный аппарат такую точность дает.![]()
Недостатки
Первый минус – это цена. Далее идет цена за расходные материалы, в частности стоимость газов также достаточно высока. Для использования такой сварочной технологии либо нужны газовые баллоны, либо необходимо подключать оборудование к газовой сети. Это еще и практически полное отсутствие мобильности. Также сварочный полуавтомат не позволяет работать с ним на улице, а если работать и можно, то очень неудобно – необходимо беречь горелку от задувания ее ветром.
Как выбрать подходящую модель
Как и в случае с любым другим оборудованием, здесь аппараты тоже условно делятся на профессиональные устройства и любительские. Но не стоит думать, что любительские аппараты имеют урезанный функционал. Нет. По функциональности бытовые модели мало чем уступают профессиональной группе. Просто любительский инвертор рассчитан на небольшие нагрузки. Работа подразумевает небольшие по времени подходы. Бытовая модель не способна выдержать 8-мичасовую рабочую смену. Многие приборы оснащаются дополнительными функциями, которые делают работу с ними проще и лучше.
Многие из представленных на рынке устройств можно приобрести для гаража или для дома. Схема сварочного полуавтомата может действовать от бытовой электрической сети. Если есть необходимость выполнять работу вдали от розеток, то оборудование оснащается функцией работы от дизельных генераторов.
Выбирать необходимо по некоторым важным факторам. Давайте подробнее их рассмотрим.
Напряжение
Питаются полуавтоматические аппараты от однофазной либо трехфазной сети.
Но для бытового применения необходимо устройство под 220 В.
Многие изделия из тех, что есть сегодня на рынке, очень чувствительны к нестабильным напряжениям. Они регулярно выходят из строя или просто не варят. Ремонт сварочного полуавтомата – это дорогое удовольствие, поэтому производители оснащают свои устройства защитой от скачков напряжения. Бытовой агрегат зачастую отличается расширенным на 15% диапазоном. А профессиональные могут работать на напряжениях в 165-270 В. Существуют инверторные модели, которые отлично работают на низких показателях.
Существуют инверторные модели, которые отлично работают на низких показателях.
Напряжение холостого хода
Это больше актуально для обычных сварочных аппаратов. Эта характеристика показывает то, как та или иная модель может разжигать, а затем и поддерживать горение дуги. Эти параметры ограничиваются ГОСТами на уровне 80 В в случае с переменными токами и 90 В – для постоянного тока. Практика показывает, что аппарат может зажечь дугу и на 30 В. Это умные системы с электронным управлением. Среди сварщиков считается, что чем выше напряжение на холостом ходу, тем лучше аппарат.
Мощность
Инструкция сварочного полуавтомата содержит все данные об устройстве. Там же указана и максимальная мощность потребления для данного вида работ. Эта цифра также соответствует уровню пиковых нагрузок на сеть. Мощность эта указывается либо в кВт, либо в кВА. Первый вариант указывает активную мощность, второй же измеряет полную. Если знать, сколько потребляет тот или иной аппарат, можно точно контролировать правильность подключения.
Даже если устройство может нормально работать на низких напряжениях, производительность может падать. Зная это, желательно приобрести более мощный сварочный полуавтомат (какой выбрать, зависит от целей). Эксперты утверждают, что запас по мощности должен быть не меньше 30%. Также не стоит пользоваться прибором на максимуме его возможностей.
Реальные мощностные показатели можно определить только по силе тока, которую он может выдавать. Именно от этой характеристики зависит, с какой толщиной металла сможет работать та или иная модель. Также от этого зависит максимальная толщина электрода.
Для бытовых целей хватит агрегата до 250 А. Что может такой сварочный полуавтомат? Отзывы владельцев позволяют понять, чего ждать. Так, максимальная толщина металла – 6 мм, а диаметр электрода – 4 мм.
Продолжительность времени работы
Это самая полезная и наиболее важная информация для тех, кто подбирает это оборудование. Этот параметр позволяет оценить производительность. Инженеры берут рабочий цикл, который ограничен по времени, и делят в процентах – сколько та или иная модель может работать без перерывов, и сколько аппарату нужно отдохнуть, чтобы не пришлось потом делать ремонт сварочного полуавтомата. Например, в европейских странах считают по 10 минут. В нашей стране за основу берут 5 минут. Если ПВО составляет 30%, тогда европейская модель выключится через 3 минуты непрерывной работы, а снова запустить аппарат можно будет лишь через 7 минут. Конечно, практика показывает, что так никто не работает.
Например, в европейских странах считают по 10 минут. В нашей стране за основу берут 5 минут. Если ПВО составляет 30%, тогда европейская модель выключится через 3 минуты непрерывной работы, а снова запустить аппарат можно будет лишь через 7 минут. Конечно, практика показывает, что так никто не работает.
Возможность работы от генератора и дополнительные функции
Питание от генератора – это нужная опция. Однако не каждое устройство ее имеет. Современные сварочные агрегаты зачастую оснащаются и прочими приятными опциями. Так, например, «Горячий старт», «Форсирование дуги», «Антиприлипание» и другие – все это неотъемлемо в случае с инверторными системами. Не стоит обращать на них внимание – они есть по умолчанию.
Если нужен сварочный полуавтомат, какой выбрать?
Тот, который имеет широкий диапазон регулировок, систему защиты от перегрузок. Также агрегат должен быть безопасным, ремонтопригодным, эргономичным.
Механика
Устройства различаются между собой по оснащению, уровню, стоимости. Механика также отличается по типу. Так, для бытовых приборов в качестве подающего устройства для проволоки используется преимущественно толкающий механизм. Здесь система просто проталкивает сварочную проволоку в рукав, что иногда может вызывать замятия.
Механика также отличается по типу. Так, для бытовых приборов в качестве подающего устройства для проволоки используется преимущественно толкающий механизм. Здесь система просто проталкивает сварочную проволоку в рукав, что иногда может вызывать замятия.
Тянущий механизм расположен в ручке горелки, и им оснащаются модели среднего ценового диапазона. Проволока тянется или из катушки, расположенной в корпусе, или из небольшой, которая может устанавливаться в рукоятке.
Также существует толкающе-тянущий привод. Им оснащаются преимущественно дорогие, профессиональные модели. Здесь два устройства работают синхронно.
Что касается проволоки, то большинство и профессионального, и любительского оборудования может работать с проволокой от 0,6 до 1 мм. Также выделяют сварочный полуавтомат без газа. Это очень удобная опция, ввиду цены на аргон.
Подающие механизмы могут быть укомплектованы одной или же двумя парами роликов.
Однопарные механизмы – самые популярные.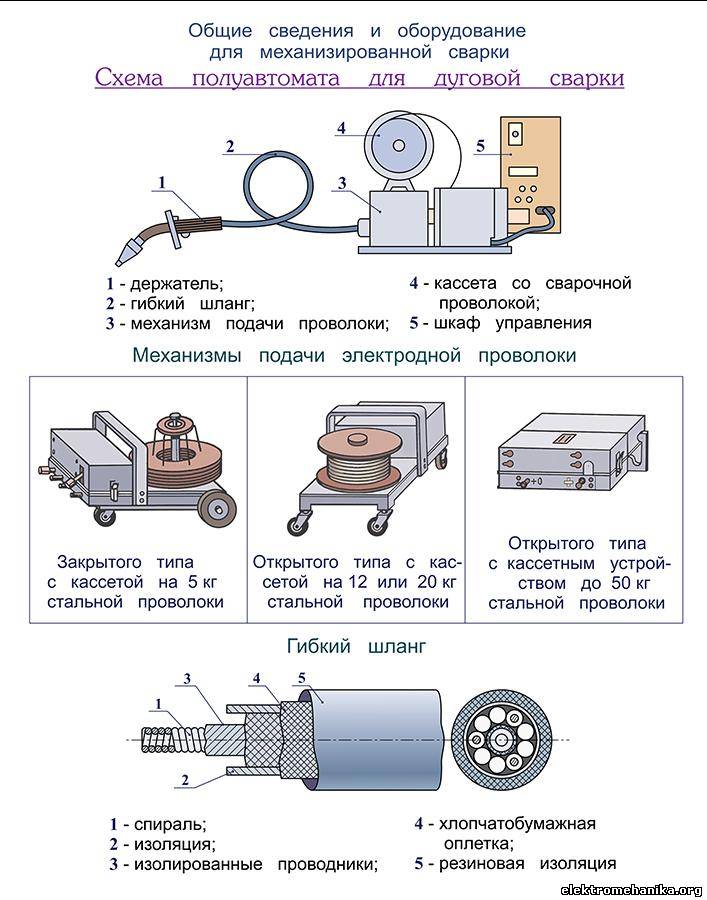 Они применяются с горелками, рукав которых имеет длину до 3,25 м.
Они применяются с горелками, рукав которых имеет длину до 3,25 м.
Каждый полуавтомат оснащается регулировкой скорости подачи проволоки. Существуют как ступенчатые регулировки, так и плавные. Некоторые модели подают проволоку в зависимости от напряжения.
Лучшие модели
Лучший полуавтомат сварочный рекомендовать очень сложно. Это та группа оборудования, где универсальной модели для всего просто не существует. Однако можно приобрести некоторые доступные аппараты, которые подойдут и начинающим, и профессионалам. Так, и те, и другие хвалят модели фирмы Aurora. Бренд предлагает широкую линейку различных полуавтоматических аппаратов.
Принципиальные схемы маломощных сварочных аппаратов
Домашнее хозяйство будет неполным без сварочного аппарата, даже если он небольшой мощности. Работа в гараже, на приусадебном участке или даже в квартире иногда требует подключения сварки. Но не покупать же дорогой инвертор, если сварка может понадобиться раз в год или реже. Поэтому многие мастера делают такое устройство своими руками. А для этого нужна несложная и работоспособная схема аппарата на основе маломощного трансформатора, желательно схемы постоянного тока.
А для этого нужна несложная и работоспособная схема аппарата на основе маломощного трансформатора, желательно схемы постоянного тока.
Аппарат, работающий в широком диапазоне тока и напряжения, для дома совершенно не нужен. Чаще будет необходима маломощная сварка – скрепить несколько листов металла, соединить уголки или швеллера, полосы и прутья. А для маломощного сварочного аппарата и схема будет упрощенной. Первые сварочные аппараты работали на переменном токе, и за неимением других вполне всех устраивали. Для такого агрегата достаточно было сделать понижающий трансформатор и снабдить его силовыми кабелями с электрододержателем.
Аппараты для сварки переменным током делятся на четыре типа:
- Схема с отдельным дросселем.
- Устройство со встроенным дросселем.
- С магнитным подвижным шунтом.
- С подвижной обмоткой и увеличенным магнитным рассеиванием.
Пульсации переменного тока аппарата сглаживались Т-образным фильтром, который состоит (на схеме) из дросселей Др1, Др2 и конденсаторов С1-С4. Дроссель сварочного агрегата обычно использовался или от люминесцентных ламп, или наматывался на самодельной катушке. С увеличением площади сечения железа дросселя уменьшалась вероятность вхождения магнитной системы в режим насыщения. Если это происходило при большом токе нагрузки (например, при резке металла), то индуктивность дросселей резко уменьшалась и сварочный ток не сглаживался. Соответственно, дуга горела неустойчиво.
Дроссель сварочного агрегата обычно использовался или от люминесцентных ламп, или наматывался на самодельной катушке. С увеличением площади сечения железа дросселя уменьшалась вероятность вхождения магнитной системы в режим насыщения. Если это происходило при большом токе нагрузки (например, при резке металла), то индуктивность дросселей резко уменьшалась и сварочный ток не сглаживался. Соответственно, дуга горела неустойчиво.
Принципиальная схема сварочного аппарата переменного тока имела недостатки – работа только соответствующими электродами, невозможность регулировки тока дуги, подключения более мощных электродов и, вследствие этого – часто залипание электрода, приводящее к перегреву и выходу из строя обмоток трансформатора. С появлением полупроводников схема несколько усложнилась, но работать сваркой на постоянном токе стало удобнее и безопаснее.
И всего-то для этого нужно было в устройство добавить диодный мост. Так появился аппарат постоянного тока. Правда, диоды должны быть мощными и оснащаться охладительными радиаторами. Впоследствии схема усложнилась – добавились сглаживающие фильтры, регуляторы сварочного тока (механические или электронные), схемы защиты от КЗ и перегрева.
Впоследствии схема усложнилась – добавились сглаживающие фильтры, регуляторы сварочного тока (механические или электронные), схемы защиты от КЗ и перегрева.
Простая схема сварочного аппарата работала хорошо, но удовлетворяла не всем требованиям технологий обработки металлов. По-прежнему, хотя и стало возможным работать любыми электродами, они залипали, и первой деталью, которая чаще всего выходила из строя, стали диоды. Радиаторы не всегда помогали, поэтому для предотвращения их перегрева сначала появились вентиляторы, а затем и транзисторно-тиристорные схемы защиты. Такая электронная начинка предохраняла устройство не только от короткого замыкания при залипании, но и предохраняла аппарат от перегрева.
Постоянным током стало возможным работать и электродами, и электродной проволокой без обмазки. Для розжига сварочной дуги на малых значениях тока напряжение на II обмотке трансформатора Uхх должно быть повышено до 70-85 В. Электроды можно использовать и более тонкие – начиная с 2-х мм. Мощные тиристоры (симисторы) позволяют плавно регулировать ток, изменяя напряжение на II обмотке в диапазоне 0,1 Uхх-0,9Uхх.
Мощные тиристоры (симисторы) позволяют плавно регулировать ток, изменяя напряжение на II обмотке в диапазоне 0,1 Uхх-0,9Uхх.
Требования к магнитопроводу
Такая схема приобрела универсальность – кроме сварочных работ, этим сварочным аппаратом стало возможно заряжать аккумуляторы, подключать к нему ТЭНы и использовать в других целях. В домашних условиях сборка универсального сварочного аппарата с током сварки 15-250 А – дело неблагодарное. Поэтому самодельная сварка часто имеет маленькую мощность, при которой возможно использование электродов диаметром 2-4 мм. Но для работы на малых токах применения схем с электронной регулировкой сварочного тока не избежать.
Поэтому, проанализировав требования к конструкциям любительских аппаратов для дома, можно очертить круг выполняемых параметров для них:
- Устройство должно иметь маленькие габариты и небольшой вес.
- Напряжение питания — 220 В, 50 Гц.
- Время непрерывной работы — сжигание 4-5 электродов диаметром 2-4 мм.
Первое требование определяется мощностью сварочного агрегата, поэтому их вполне можно регулировать. Время безопасной работы аппарата зависит теплостойкости изоляции, трансформаторного железа и провода для I и II обмоток. Для домашней сварки можно использовать стержневой магнитопровод. Сердечник в устройство набирается из пластин, изготовленных из электротехнической стали любой формы, но толщиной 0,3-0,6 мм.
Кроме традиционных прямоугольных сердечников, особым спросом пользуются тороидальные сердечники. Аппарат на таком железе работает в 3-5 раз эффективнее – не перегревается, диаметр электродов не критичен, габариты сварочного устройства постоянного тока намного меньше, электрические потери в сердечнике минимизированы за счет круглой формы. В изготовлении такой сварочный аппарат сложнее, но результат стоит того.
Сердечник для тора обычно изготавливается из трансформаторного ленточного железа – его сворачивают в рулон. Чтобы увеличить внутренний диаметр окна, часть ленты изнутри отматывается и наматывается снаружи. Расчетное сечение сварочного магнитопровода необходимо принимать как минимум 55 см2.
Чтобы увеличить внутренний диаметр окна, часть ленты изнутри отматывается и наматывается снаружи. Расчетное сечение сварочного магнитопровода необходимо принимать как минимум 55 см2.
Требования к обмоткам трансформатора
Плотность тока в обмотке должна быть 5 А/мм2. Мощность II обмотки рассчитывается по формуле P2=Iсв х Uсв. Сечение провода может быть в пределах 5-7 мм2. Также для вторичной обмотки может использоваться медная прямоугольная шина диаметром до 3 мм. Сечение провода S в квадратных миллиметрах рассчитывается по формуле:
S = (∏х D)/4 или S = ∏*R2; где:
D — диаметр провода без обмотки. Если нет провода нужного диаметра, обмотку можно намотать два слоя. Общее сечение двух проводов вычисляется по формуле: D х 1,41. Если для обмоток трансформатора используется алюминиевый провод, то его сечение увеличивается в 1,7 раза.
Количество витков первичной обмотки рассчитывается по формуле:
W1=(k2 х S)/U1, где:
- k2 — постоянная величина.
- S — сечение ярма, см2.
Первичная обмотка в устройство наматывается термостойким медным проводом в стеклотканевой (МГТФ) или хлопчатобумажной изоляции (ПЭЛБО). Провод в ПВХ использовать не рекомендуется – при длительной работе изоляция может оплавиться и привести к короткому замыканию в обмотке.
Похожие статьи
- Рекомендации по выбору сварочного кабеля
- Что нужно знать о соединении проводов?
- Самодельные устройства для инверторной сварки
- Самодельный аппарат для ручной сварки — это просто
Различные типы сварочных процессов от TIG до лазера 2023
В этом посте могут быть партнерские ссылки. Покупка через них может принести нам небольшую комиссию бесплатно для вас. Это покрывает нашу заработную плату и позволяет бесплатно использовать наши ресурсы.
Последнее обновление:
Сварка – это захватывающий и обогащающий навык как для любителей, так и для профессионалов.
Используя всего пару инструментов и различные типы металлов, сварщики могут преобразовать любую деталь в любую форму и форму, которую они хотят, и все это с искрами, проносящимися вокруг во время работы.
Однако, чтобы овладеть искусством сварки, вам необходимо начать с основ и изучить различные типы сварочных процессов.
«Существует более тридцати различных видов сварки. Они варьируются от устаревшего, но все еще используемого кислородного топлива до высокотехнологичных методов, таких как лазерная сварка. Однако основных сварочных процессов всего четыре».
Сварка MIG, TIG, электродуговая и порошковая сварка . Каждый из них имеет свои преимущества и недостатки, и вы должны иметь соответствующую подготовку, чтобы применять их на практике.
Быстрая навигация
- Наиболее известные и широко используемые типы сварочных процессов (MMA, MIG и TIG)
- Сварка MIG (металл в инертном газе)
- Сварка TIG (вольфрам в инертном газе)
- Дуговая сварка в защитном металле или электродуговая сварка сварка
- Сварка флюсом
- MIG vs TIG
- Итак, вкратце
- Менее известные и новые процессы сварки
- Лазерная сварка
- Сварка взрывом
- 6
6
- Micro Welding
- Ультразвуковая сварка
- Орбитальная сварка
Наиболее известные и широко используемые типы сварки
(MMA, MIG и TIG)
MIG Welding (METLEN Inert ASC, MMA, MIG и TIG)
MIG WELDVIN GMAW (дуговая сварка металлическим газом)
. В этом методе сварки используется постоянно подаваемая электродная проволока , которая действует одновременно как электрический проводник и дополнительный материал через сварочный пистолет. Оператор должен нажать на спусковой крючок, чтобы подать расходуемый электрод. Между основным материалом и электродом образуется электрическая дуга. Это нагревает материал до тех пор, пока он не достигнет температуры плавления, необходимой для его слияния с другим.
В этом методе сварки используется постоянно подаваемая электродная проволока , которая действует одновременно как электрический проводник и дополнительный материал через сварочный пистолет. Оператор должен нажать на спусковой крючок, чтобы подать расходуемый электрод. Между основным материалом и электродом образуется электрическая дуга. Это нагревает материал до тех пор, пока он не достигнет температуры плавления, необходимой для его слияния с другим. Сварочные аппараты MIG — самые популярные сварочные аппараты как для домашнего, так и для промышленного использования. Ценится за скорость и простоту использования. Они используются на тонких или толстых металлических листах, на различных металлических сплавах и с различными комбинациями флюсовой или газовой защиты.
Подпишитесь: Получите БЕСПЛАТНО 30-страничную таблицу символов сварки в формате PDF с примерами применения каждого символа!
Защитный газ (CO2, Ar, He)
Для всех видов сварки необходимо наличие защитного пузыря вокруг электрической дуги и расплавленной металлической ванны для защиты от атмосферы и окисления. В этом случае мы используем поставляемый извне защитный газ, и некоторые из наиболее часто используемых газов для этой цели — это CO2, аргон, гелий или их смесь.
В этом случае мы используем поставляемый извне защитный газ, и некоторые из наиболее часто используемых газов для этой цели — это CO2, аргон, гелий или их смесь.
Обратите внимание, что все газы, используемые при сварке MIG, являются инертными газами, за исключением CO2, и не опасны для человека, за исключением больших доз и плохой вентиляции, которые могут вызвать серьезные проблемы.
Газовые баллоны разных цветов предназначены для разных типов газов. Вы можете проверить, что они означают здесь.Двуокись углерода (CO2)
дешевле и быстрее охлаждает пистолет, но дает много брызг. Углекислый газ не инертный газ, а активный газ. Более того, это единственный активный газ, который можно использовать при сварке методом MIG. И в этом случае это называется сваркой MAG, отсюда и термин MIG/MAG.
Аргон (Ar)
дороже и дает более качественные сварные швы, меньшее разбрызгивание и немного лучшее проплавление. Стоит отметить, что в США это намного дешевле, чем в Европе. Помимо простой стали, он используется с нержавеющей сталью, алюминием, никелем и другими металлами.
Стоит отметить, что в США это намного дешевле, чем в Европе. Помимо простой стали, он используется с нержавеющей сталью, алюминием, никелем и другими металлами.
Гелий (He)
производит довольно горячий шов, что обеспечивает хорошую и быструю скорость сварки, но гелий также довольно дорог. Гелий не так хорошо проводит электричество, как аргон, поэтому напряжение дуги выше, но он намного лучше проводит тепло и позволяет сваривать быстрее.
Аргон против гелия
GTAW
Сварка MIG – основные преимущества
Простота в использовании и освоении. Для мелкого ремонта в гараже практически не требуется навыков. Это очень быстрый способ сварки. Например, это в четыре раза быстрее, чем сварка электродами. Тепловложение от среднего до низкого, поэтому его можно настроить на работу с очень тонкими металлическими листами . Он не содержит шлака и требует минимальной очистки после сварки, если вы не включаете брызги при использовании газа CO2. Его можно использовать во всех положениях.
Тепловложение от среднего до низкого, поэтому его можно настроить на работу с очень тонкими металлическими листами . Он не содержит шлака и требует минимальной очистки после сварки, если вы не включаете брызги при использовании газа CO2. Его можно использовать во всех положениях.
Недостатки: дополнительные затраты на газ, меньшая мобильность, чем при сварке электродом, нельзя использовать в ветреных местах, так как защитный газ сдувается ветром, имеет меньшую проплавляющую способность, чем стержневая и флюсовая сердцевина, и, в свою очередь, сварные швы. Материал должен быть чистым на 90%, а коррозия должна быть удалена, чтобы сварной шов был качественным.
Он в основном используется в обрабатывающей промышленности из-за его скорости и низкой подготовки пользователей перед сваркой в автомобильной промышленности и в морской промышленности на верфях. Он наиболее популярен среди среднего человека для гаражных работ во дворе и домашнего ремонта из-за простоты использования и способности сваривать тонкие металлические листы.
Сварка ВИГ (вольфрам в инертном газе)
Также известна как GTAW (дуговая сварка вольфрамовым электродом). TIG является аббревиатурой от вольфрама в инертном газе и технически называется дуговой сваркой вольфрамовым электродом (GTAW). В этом методе используется неплавящийся вольфрамовый электрод, передающий ток на сварочную дугу. Вольфрам и сварочная ванна консервируются и охлаждаются инертным газом, обычно аргоном. Сварка TIG очень похожа на кислородно-ацетиленовую сварку в том смысле, что вы должны использовать присадочный материал для наплавки или укрепления.
Как и в случае сварки MIG, вам потребуется внешний источник газа. Одними из наиболее распространенных из них являются аргон и смеси аргона и гелия.
Сварка ВИГ – основные преимущества
безупречный внешний вид корневого шва ВИГ от WeldingLife.info ВИГ – очень универсальный способ сварки. Он используется везде, где требуется высококачественный, прочный, чистый, точный или эстетически хороший сварной шов. Сварка TIG по большей части считается наиболее приемлемой технологией сварки, используемой в наши дни. Причина этого в том, что обеспечивает идеально чистый шов, который практически невозможно получить с помощью других методов сварки. Этот метод чаще всего используется для сварки алюминия (на переменном токе) и нержавеющей стали из-за особенно приятного внешнего вида и низкого тепловложения. Он также используется для труб с толщиной стенки до 5 мм или для корневых проходов на тикерных трубах.
Сварка TIG по большей части считается наиболее приемлемой технологией сварки, используемой в наши дни. Причина этого в том, что обеспечивает идеально чистый шов, который практически невозможно получить с помощью других методов сварки. Этот метод чаще всего используется для сварки алюминия (на переменном токе) и нержавеющей стали из-за особенно приятного внешнего вида и низкого тепловложения. Он также используется для труб с толщиной стенки до 5 мм или для корневых проходов на тикерных трубах.
Основными недостатками являются низкая скорость сварки и опасные сварочные дымы не от самой сварки, а от свариваемого материала, которым, как мы сказали, в основном является нержавеющая сталь или алюминий.
Используется практически повсеместно в сварочной промышленности. Он обычно используется во всех видах электростанций, не говоря уже о трубопроводных системах, аэрокосмической сварке и автомобильной промышленности, включая мотоциклы и велосипеды. Подробнее о сварке TIG здесь
Подробнее о сварке TIG здесь
Дуговая сварка в защитном металле или сварка электродом
Сварка электродом (SMAW), известная также как MMA (ручная дуговая сварка металлом) – это метод ручной дуговой сварки, в котором используется сменный электрод, покрытый флюсом. заложить сварной шов.
Электрический ток используется для образования электрической дуги между электродом и соединяемыми металлами. Свариваемый материал и электрод расплавляются и образуют ванну расплавленного металла, которая охлаждается, образуя соединение. Флюсовое покрытие электрода разрушается по мере наложения шва. Это приведет к выделению паров, которые могут служить защитным газом и образовывать слой, состоящий из шлака. Оба они защищают зону сварки от атмосферного воздействия.
Сварка электродом – основные преимущества (
Дуговая сварка в среде защитного газа ) Основными преимуществами использования метода дуговой сварки в среде защитного металла являются недорогое необходимое оборудование и простота его транспортировки. Газ не требуется, как при сварке TIG или MIG. Это означает, что вы можете использовать этот сварочный процесс на открытом воздухе даже в ненастную погоду.
Газ не требуется, как при сварке TIG или MIG. Это означает, что вы можете использовать этот сварочный процесс на открытом воздухе даже в ненастную погоду.
Сварка электродом может быть наиболее щадящим методом для окрашенного или ржавого металла. Однако вы не должны использовать это, чтобы оправдать неправильную очистку материала. Его можно использовать в любом положении и на любом материале в зависимости от того, какой электрод вы используете. Для всех видов стали существуют специальные электроды. Создает качественные сварные швы с высоким проплавлением и высокой тепловложением.
Недостатки
Сварка электродом является одним из наиболее сложных процессов для изучения . Вам понадобится как минимум год, чтобы как следует его освоить. Это один из самых медленных процессов, тем более, что вам постоянно нужно менять электрод, удалять шлак и чистить металлической щеткой.
Из-за адаптируемости процесса и простоты оборудования и эксплуатации дуговая сварка защищенным металлом остается одним из самых популярных методов сварки в мире. Он превосходит другие методы сварки в сфере ремонта и технического обслуживания. Он также в основном используется в трубопроводных работах. Несмотря на то, что популярность дуговой сварки с флюсовой проволокой растет, SMAW по-прежнему чаще всего используется при строительстве зданий из тяжелой стали и в промышленном производстве.
Он превосходит другие методы сварки в сфере ремонта и технического обслуживания. Он также в основном используется в трубопроводных работах. Несмотря на то, что популярность дуговой сварки с флюсовой проволокой растет, SMAW по-прежнему чаще всего используется при строительстве зданий из тяжелой стали и в промышленном производстве.
Сварка с флюсовой проволокой
Сварка с флюсовой проволокой — ценный метод для сварщиков, которым очень часто приходится сваривать на открытом воздухе или на не самом чистом материале. Навыки сварки пользователя не имеют значения. Дуговая сварка с флюсовой проволокой (FCAW или FCA) — это полуавтоматический или автоматический метод сварки, при котором электрод из полой проволоки подается через сварочную горелку в соединение.
Сварка порошковой проволокой в самозащитной среде отличается от MIG тем, что не требует внешнего защитного газа, такого как CO2 или аргон, t o защищать сварочную ванну от окисления и загрязнения. Вместо этого ядро флюса внутри проволоки реагирует со сварочной дугой, создавая газ, который защищает сварочную ванну. Процесс, напоминающий сварку порошковой проволокой в среде защитных газов, требует наличия защитного газа. Он часто используется в промышленности тяжелого производства и строительства. Таким образом, обычно не рекомендуется для любительских и начинающих приложений.
Вместо этого ядро флюса внутри проволоки реагирует со сварочной дугой, создавая газ, который защищает сварочную ванну. Процесс, напоминающий сварку порошковой проволокой в среде защитных газов, требует наличия защитного газа. Он часто используется в промышленности тяжелого производства и строительства. Таким образом, обычно не рекомендуется для любительских и начинающих приложений.
Этот метод не связан с проблемами сварки, которые могут возникнуть, когда внезапный ветер сдувает защитный газ при сварке MIG на открытом воздухе. Это связано с тем, что флюс обеспечивает защитный газ при сварке порошковой проволокой в самозащитной среде.
Флюс, находящийся внутри электрода, делает процесс более щадящим к грязному, ржавому, загрязненному или покрытому тонким слоем краски основному металлу.
При сварке порошковой проволокой образуется шлак, который покрывает готовый шов, и его необходимо удалять или откалывать, как при сварке электродом. По этим и другим причинам, таким как визуально непривлекательные сварные швы по сравнению с MIG, разумно переключиться на обычную сварку MIG, когда вы находитесь в помещении.
MIG против TIG
Сварка MIG и TIG — это процессы дуговой сварки, в которых используется инертный газ. Это объясняет их другие названия: дуговая сварка металлическим электродом в среде защитного газа (GMAW) и дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW).
Основное различие между ними заключается в том, что при сварке MIG используется постоянно подаваемая проволока, которая также служит в качестве присадочного материала. Между тем, сварка TIG использует неплавящийся вольфрамовый электрод. Это гарантирует, что сварка TIG сделает свариваемые детали достаточно горячими, чтобы они сплавились друг с другом. С другой стороны, сварка MIG может постоянно соединять объекты, используя плавящийся электрод в качестве присадочного материала.
Вы не можете сравнивать два процесса сварки, потому что они в основном используются для разных целей.
Хотя оба типа могут использоваться для тонких металлических листов, MIG используется для обычной стали, а TIG для нержавеющей стали, алюминия и других металлических сплавов.
В промышленности сварка MIG и флюсовая проволока в основном используется, когда необходимо выполнить большое количество сварочных работ. Он сваривает в четыре раза быстрее, чем электрод, и намного быстрее, чем TIG. Очень легко научиться и несложно освоить. Это очень универсальный вид сварки, в зависимости от того, какой защитный газ вы используете и какая проволока подается в аппарат.
С другой стороны, вы будете использовать TIG, когда вам нужна короткая, но качественная или эстетически приятная сварка, например, корневой шов на трубах или сварные швы в местах, которые не будут окрашиваться или украшаться шлифовальной машиной, например, выхлопные трубы мотоциклов или стальные заборы. .
Медленное добавление материала другой рукой дает вам полный контроль над тем, как будет выглядеть сварной шов. Наблюдается очень небольшое количество видимого сварочного дыма и отсутствует шлак. Вы можете четко видеть, что делаете, и у вас есть время среагировать.
Итак, вкратце
MIG (дуговая сварка металлическим газом) используется в основном для обычной стали. Это быстро и легко освоить, и оставляет приличные сварные швы. Обычные люди в основном покупают сварочные аппараты MIG для домашнего ремонта и гаражных работ. Промышленность использует его из-за его скорости и универсальности.
TIG используется для нержавеющей стали, алюминия и других металлических сплавов. Он медленный, но точный и дает качественные сварные швы, которые хорошо выглядят и не требуют зачистки, шлифовки или покраски. Опытные сварщики TIG имеют более высокую заработную плату, чем их коллеги, и всегда востребованы в отрасли.
Средняя заработная плата сварщика TIG составляет 18,27 долларов в час. Средняя заработная плата сварщика TIG составляет 40 420 долларов в год.
Менее известные и новые процессы сварки
Лазерная сварка
Лазерная сварка в основном используется для соединения деталей, которые необходимо соединить с более высокими скоростями сварки, тонкими и небольшими сварными швами и низкой тепловой деформацией.
Высокие скорости сварки, превосходные автоматические операции и более высокая вероятность контроля качества в режиме онлайн во время процесса делают лазерную сварку повсеместным процессом соединения в современном промышленном производстве.
Чтобы узнать больше, посетите rofin.com
Сварка взрывом
Наплавка взрывом — это метод сварки в твердом состоянии, в котором используется контролируемая струя для сплавления двух неподобных металлов, при этом сохраняются механические, электрические и коррозионные свойства обоих.
Этот метод чаще всего используется для покрытия стали тонким слоем коррозионно-стойкого сплава, такого как серебро, нержавеющая сталь, латунь, титан, никель или цирконий.
Следует помнить, что сварка взрывом может соединять различные совместимые и несовместимые металлы. Возможны более 260 комбинаций металлов.
Чтобы узнать больше, посетите Сообщество инженеров-механиков
Сварка сопротивлением
Сварка сопротивлением представляет собой сплавление металлов под действием экстремального давления и пропускания тока в течение длительного времени через металлическую область, которая будет соединяться. Основное преимущество контактной сварки заключается в том, что для соединения не требуются другие материалы. Это делает этот процесс достаточно рентабельным.
Основное преимущество контактной сварки заключается в том, что для соединения не требуются другие материалы. Это делает этот процесс достаточно рентабельным.
Существует множество различных форм контактной сварки (например, точечная, шовная, выступающая, оплавление и сварка с осадкой), которые в основном отличаются видами и формами сварочных электродов, которые используются для приложения давления и проведения тока.
Чтобы узнать больше, посетите AWS.
Микросварка
Микросварка состоит из систем, а также устройств, специально предназначенных для выполнения, как следует из названия, микросварки. Он предназначен в первую очередь для мельчайших, тончайших и наиболее хрупких компонентов за счет использования строго контролируемой тепловой энергии.
Как вы увидите в продолжающемся видео, компонент укрепляется и фиксируется с помощью микросварочного аппарата TIG. Сварочные аппараты Micro TIG идеально подходят для микросварки, поскольку они легко контролируются оператором.
Чтобы узнать больше, посетите сайт sunstonewelders.com
Ультразвуковая сварка
Ультразвуковая сварка — это промышленный метод сварки, при котором ультразвуковые акустические высокочастотные колебания применяются в определенной области к заготовкам, сжимаемым вместе под большим давлением для получения сварного шва в твердом состоянии. .
Чаще всего используется для пластмасс, особенно для соединения разнородных материалов.
Чтобы узнать больше, посетите веб-сайт howstuffworks.com
Орбитальная сварка
Орбитальная сварка — это определенный участок сварки, в котором дуга механически поворачивается на 360° (180° при сварке двойным швом) вокруг неподвижной заготовки. Это может быть такой объект, как труба в постоянном процессе.
Этот метод был придуман для решения проблемы ошибок оператора в методах сварки GTAW. При орбитальной сварке метод с компьютерным управлением работает практически без вмешательства оператора.
Этот процесс используется почти исключительно при высококачественной воспроизводимой сварке.