Шероховатость 12 5: Образец шероховатости Т Ra12,5 сталь купить, узнать цены и характеристики в компании АО ТД ЧИЗ
alexxlab | 06.07.2023 | 0 | Разное
Таблица шероховатости
В таблице приведены примеры некоторых видов обработки, при выполнении которых, при определённых условиях, образуется поверхность с настоящим значением шероховатости.
| Класс | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| В ячейках сверху указаны классы шероховатости для сопоставления с новым стандартом |
||||||||||||||
| Ra | 100 | 50 | 25 | 12,5 | 6,3 | 3,2 | 1,6 | 0,8 | 0,4 | 0,2 | 0,1 | 0,08 | 0,01 | |
| Rz | 400 | 200 | 100 | 50 | 25 | 12,5 | 6,3 | 3,2 | 1,6 | 0,8 | 0,4 | 0,2 | 0,1 | 0,05 |
| Пескоструйная обработка | Rz400 | |||||||||||||
| Ковка в штампах | Rz400 | Rz200 | Rz100 | |||||||||||
| Отпиливание | Rz400 | |||||||||||||
| Сверление | Rz100 | Rz50 | Rz25 | |||||||||||
| Зенкерование черновое | Rz100 | Rz50 | Rz25 | |||||||||||
| Зенкерование чистовое | Rz50 | Rz25 | 3,2 | 1,6 | ||||||||||
| Развертывание нормальное | 3,2 | 1,6 | 0,8 | |||||||||||
| Развертывание точное | 1,6 | 0,8 | 0,4 | |||||||||||
| Развертывание тонкое | 0,8 | 0,4 | 0,2 | |||||||||||
| Протягивание | 3,2 | 1,6 | 0,8 | 0,4 | ||||||||||
| Точение черновое | Rz400 | Rz200 | Rz100 | Rz50 | ||||||||||
| Точение чистовое | Rz100 | Rz50 | Rz25 | 3,2 | 1,6 | 0,8 | ||||||||
| Точение тонкое | 3,2 | 1,6 | 0,8 | 0,4 | ||||||||||
| Строгание предварительное | Rz400 | Rz200 | Rz100 | Rz50 | ||||||||||
| Строгание чистовое | Rz100 | Rz50 | 3,2 | 1,6 | ||||||||||
| Строгание тонкое | 1,6 | 0,8 | ||||||||||||
| Фрезерование предварительное | Rz200 | Rz100 | Rz50 | Rz25 | ||||||||||
| Фрезерование чистовое | Rz25 | 3,2 | 1,6 | |||||||||||
| Фрезерование тонкое | 3,2 | 1,6 | 0,8 | |||||||||||
| Шлифование предварительное | Rz25 | 3,2 | 1,6 | |||||||||||
| Шлифование чистовое | 1,6 | 0,8 | 0,4 | |||||||||||
| Шлифование тонкое | 0,4 | 0,2 | ||||||||||||
| Шлифование – отделка | 0,1 | 0,08 | Rz0,1 | Rz0,05 | ||||||||||
| Притирка грубая | 0,8 | 0,4 | ||||||||||||
| Притирка средняя | 0,4 | 0,2 | 0,1 | |||||||||||
| Притирка тонкая | 0,1 | 0,08 | Rz0,1 | Rz0,05 | ||||||||||
| Хонингование нормальное | 1,6 | 0,8 | 0,4 | 0,2 | ||||||||||
| Хонингование зеркальное | 0,4 | 0,2 | 0,1 | 0,08 | ||||||||||
| Шабрение | 3,2 | 1,6 | 0,8 | |||||||||||
| Прокатка | Rz50 | Rz25 | 3,2 | 1,6 | 0,8 | |||||||||
| Литье в кокиль | Rz400 | Rz200 | Rz100 | Rz50 | ||||||||||
| Литье под давлением | Rz400 | Rz200 | Rz100 | Rz50 | Rz25 | 3,2 | ||||||||
| Литье прецизионное | Rz50 | Rz25 | 3,2 | 1,6 | ||||||||||
| Литье пластмасс, прецизионное | Rz25 | 3,2 | 1,6 | 0,8 | 0,4 | 0,2 | 0,1 | |||||||
Шероховатость поверхности при механических методах обработки :: HighExpert.
 RU
RUШероховатостью называют совокупность неровностей поверхности с относительно малыми шагами, выделенную с помощью базовой длины. Неровности с большими шагами относят к волнистости, а с очень большими – к отклонениям формы. Шероховатость поверхности существенно влияет на зазоры и натяги в соединениях, на прочность деталей при переменных нагрузках, износостойкость, коррозионную стойкость, герметичность и другие эксплуатационные характеристики деталей.
Формула шероховатости Ra (среднее арифметическое отклонение профиля):
где
n – средняя линия профиля;
l – базовая длина.
i – отклонение профиля.
Формула шероховатости Rz (высота неровности профиля по десяти точкам)
где
ypi – высота i-го наибольшего выступа профиля;
yvi – глубина i-й наибольшей впадины профиля.
Параметр Ra, как интегральный показатель, более полно оценивает шероховатость и поэтому является предпочтительным
( Rz ≈ 4•Ra ).
Значение параметра шероховатости Ra указывают без символа.
Соотношения значений Ra, Rz и базовой длины
| Ra, мкм | Rz, мкм | базовая длина l, мм |
| до 0,025 | до 0,10 | 0,08 |
| > 0,025 до 0,4 | > 0,10 до 1,6 | 0,25 |
| > 0,4 до 3,2 | > 1,6 до 12,5 | 0,8 |
| > 3,2 до 12,5 | > 12,5 до 50 | 2,5 |
| > 12,5 до 100 | > 50 до 400 | 8,0 |
Параметры шероховатости
При назначении параметров шероховатости поверхностей следует проверить возможность их достижения в связи с рациональными методами обработки детали. Как правило, следует применять наибольшую шероховатость, допускаемую конструктивными требованиями. В противном случае может значительно увеличиться стоимость обработки, что может быть скомпенсировано только повышением качества продукции.
| Обрабатываемые поверхности | Методы обработки | Параметры шероховатости | |||||||||||||
| Rz | Ra | Rz | |||||||||||||
| 320 | 160 | 80 | 40 | 20 | 2,5 | 1,25 | 0,63 | 0,32 | 0,160 | 0,080 | 0,040 | 0,100 | |||
| Наружные цилиндрические поверхности | Обтачивание | Предварительное | + | + | + | + | |||||||||
| Чистовое | + | + | + | + | + | ||||||||||
| Тонкое | + | + | + | + | |||||||||||
| Шлифование | Предварительное | + | + | + | |||||||||||
| Чистовое | + | + | |||||||||||||
| Тонкое | + | + | |||||||||||||
| Притирка | Грубая | + | + | ||||||||||||
| Средняя | + | + | |||||||||||||
| Тонкая | + | + | + | + | |||||||||||
| Отделка абразивным полотном | + | + | + | + | |||||||||||
| Обкатывание роликом | + | + | + | ||||||||||||
| Шлифование Суперфиниширование | + | + | + | + | |||||||||||
| Внутренние цилиндрические поверхности | Растачивание | Предварительное | + | + | + | + | |||||||||
| Чистовое | + | + | + | + | |||||||||||
| Тонкое | + | + | + | ||||||||||||
| Сверление | + | + | + | ||||||||||||
| Зенкерование | Черновое (по корке) | + | + | + | |||||||||||
| Чистовое | + | + | + | + | |||||||||||
| Развертывание | Нормальное | + | + | ||||||||||||
| Точное | + | + | |||||||||||||
| Тонкое | + | + | |||||||||||||
| Протягивание | + | + | + | + | |||||||||||
| Внутреннее шлифование | Предварительное | + | + | ||||||||||||
| Чистовое | + | + | + | ||||||||||||
| Калибрование шариком | + | + | + | ||||||||||||
| Притирка | Грубая | + | + | ||||||||||||
| Средняя | + | + | |||||||||||||
| Тонкая | + | + | + | ||||||||||||
| Шлифование Притирка Хонингование | Нормальное | + | + | + | |||||||||||
| Зеркальное | + | + | + | ||||||||||||
| Плоскости, плоские поверхности | Строгание | Предварительное | + | + | + | ||||||||||
| Чистовое | + | + | + | + | + | ||||||||||
| Тонкое | + | + | |||||||||||||
| Цилиндрическое фрезерование | Предварительное | + | + | + | + | ||||||||||
| Чистовое | + | + | + | ||||||||||||
| Тонкое | + | + | + | ||||||||||||
| Торцовое фрезерование | Предварительное | + | + | + | + | ||||||||||
| Чистовое | + | + | + | ||||||||||||
| Тонкое | + | + | |||||||||||||
| Торцовое точение | Предварительное | + | + | + | + | ||||||||||
| Чистовое | + | + | + | + | + | ||||||||||
| Тонкое | + | + | + | ||||||||||||
| Плоское шлифование | Предварительное | + | + | ||||||||||||
| Чистовое | + | + | |||||||||||||
| Притирка | Грубая | + | + | ||||||||||||
| Средняя | + | + | |||||||||||||
| Тонкая | + | + | + | + | |||||||||||
Читать по теме ⇛ Шероховатость резьбовых соединений.
Гар 4–125 микродюймов Компаратор шероховатости поверхности
Гар
$81,95
Текущий запас:
Количество:
- Артикул:
- 30051200
- Вес:
- 0,50 фунта
- Доставка:
- Рассчитывается на кассе
- Функции
- Отзывы
Двенадцать повторяющихся образцов обработанной поверхности с примерами пяти различных процессов обработки: притирка, шлифовка, профилирование, токарная обработка и фрезерование — в диапазоне от 4 до 125 микродюймов.
Шкала шероховатости поверхности G-60 Microfinish Comparator изготавливается с помощью двойного процесса гальванопластики, при котором никель осаждается электроосаждением для обеспечения точного воспроизведения сложных деталей. Поверхности, используемые в этой шкале, являются репродукциями точно обработанных поверхностей, измеренных в микродюймах (миллионные доли дюйма 0,000001 дюйма). Цифры, выгравированные рядом с каждой поверхностью, представляют собой среднее отклонение от среднего значения поверхности, выраженное в микродюймах. Шероховатость поверхности компаратора G-60 Microfinish. Шкала предоставляет промышленности установленные образцы шероховатости плоской поверхности для визуального и тактильного сравнения.Он используется для определения и контроля шероховатости поверхности, когда требуется продукт, имеющий внешний вид типично обработанных поверхностей.Шкала сравнения шероховатости поверхности G-60 Microfinish обеспечивает экономичный инструмент, который позволяет задавать шероховатость на той же основе, что и линейные измерения.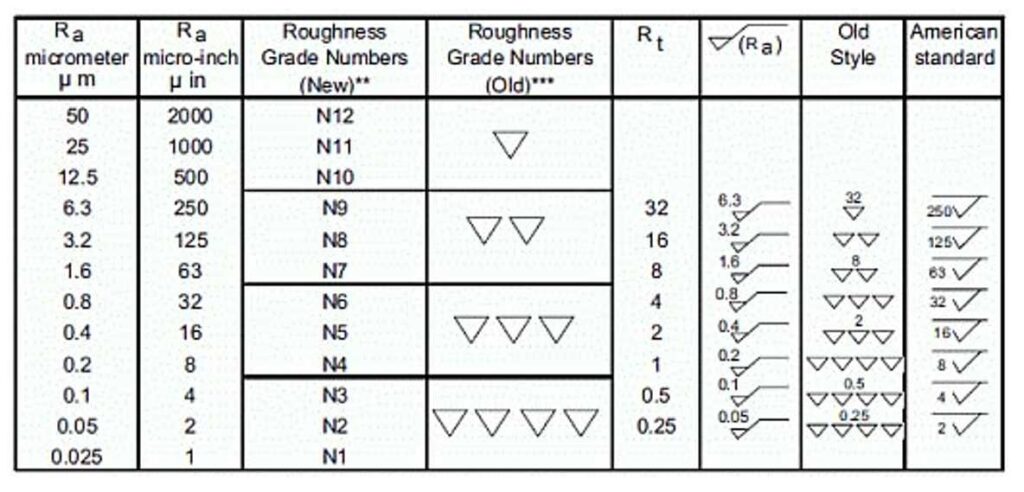 Представленные поверхности являются результатом многолетних исследований и разработок.
Представленные поверхности являются результатом многолетних исследований и разработок.
Особенности:
- Шкала шероховатости для проверки
- 12 Прецизионные образцы
- Образцы включают следующие процессы механической обработки: притирка, шлифовка, профилирование, токарная обработка и фрезерование
- Диапазон 4–125 микродюймов
- Точность в миллионную долю дюйма 0,000001″
- Чехол из натуральной кожи
Выбор правильной шероховатости поверхности для обработки с ЧПУ
CNC-обработка — это высокоточный производственный процесс, позволяющий создавать детали с допусками до 0,025 мм. Однако, будучи субтрактивным методом производства, обработка с ЧПУ оставляет следы порезов, которые создают некоторую шероховатость на поверхности готового изделия.
Что такое шероховатость поверхности? Шероховатость поверхности — это мера средней текстуры поверхности детали, в данном случае после обработки на станках с ЧПУ.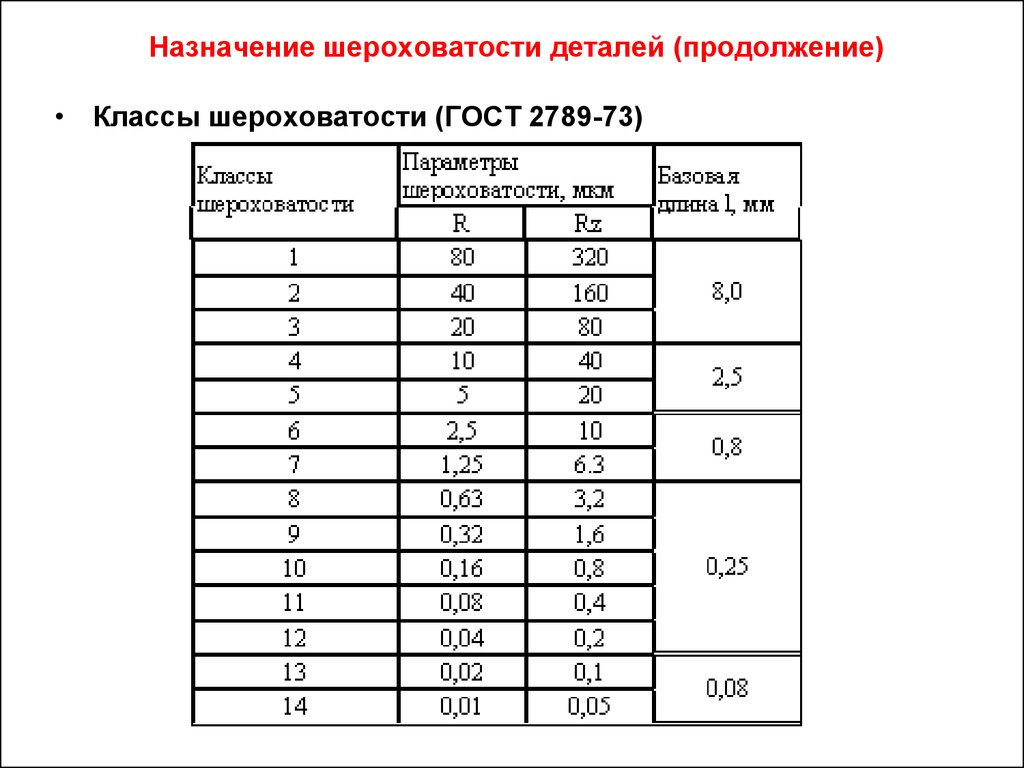 Существуют различные параметры, используемые для определения шероховатости поверхности. Одним из наиболее распространенных из них является Ra (среднее значение шероховатости), которое выводится из разницы между высотой и глубиной на поверхности. Шероховатость поверхности Ra измеряется микроскопически и обычно измеряется в микрометрах (x 10~⁶ м). Обратите внимание, что шероховатость поверхности в этом контексте отличается от чистоты поверхности. Чистота поверхности обработанной детали может быть улучшена с помощью различных методов отделки, таких как анодирование, дробеструйная обработка и гальваническое покрытие. Шероховатость поверхности здесь относится к текстуре поверхности детали после механической обработки.
Существуют различные параметры, используемые для определения шероховатости поверхности. Одним из наиболее распространенных из них является Ra (среднее значение шероховатости), которое выводится из разницы между высотой и глубиной на поверхности. Шероховатость поверхности Ra измеряется микроскопически и обычно измеряется в микрометрах (x 10~⁶ м). Обратите внимание, что шероховатость поверхности в этом контексте отличается от чистоты поверхности. Чистота поверхности обработанной детали может быть улучшена с помощью различных методов отделки, таких как анодирование, дробеструйная обработка и гальваническое покрытие. Шероховатость поверхности здесь относится к текстуре поверхности детали после механической обработки.
Шероховатость поверхности детали после механической обработки обычно не случайна. Вместо этого предпринимаются шаги для обеспечения достижения определенной шероховатости. Это означает, что значения шероховатости поверхности планируются заранее. Однако обычно указывается не любое значение. В производстве существуют определенные значения Ra, которые считаются отраслевыми стандартами, как указано в ISO 4287. Это значения, которые могут быть указаны во время обработки с ЧПУ. Они варьируются от 25 мкм до 0,025 мкм и применимы ко всем видам производственных и постобрабатывающих операций.
Однако обычно указывается не любое значение. В производстве существуют определенные значения Ra, которые считаются отраслевыми стандартами, как указано в ISO 4287. Это значения, которые могут быть указаны во время обработки с ЧПУ. Они варьируются от 25 мкм до 0,025 мкм и применимы ко всем видам производственных и постобрабатывающих операций.
Компания Xometry Europe предлагает четыре уровня шероховатости поверхности, которые также являются значениями, обычно указанными для станков с ЧПУ:
- 3,2 мкм Ra
- 1,6 мкм Ra
- 0,8 мкм Ra 900 26
- Ra 0,4 мкм
Для разных применений требуются разные значения шероховатости. Меньшие шероховатости поверхности следует указывать только в случае необходимости. Это связано с тем, что чем ниже значение Ra, тем больше усилий/операций по обработке и контролю качества потребуется. Они могут значительно увеличить стоимость и время обработки. Операции постобработки обычно не применяются, когда требуются определенные значения шероховатости поверхности.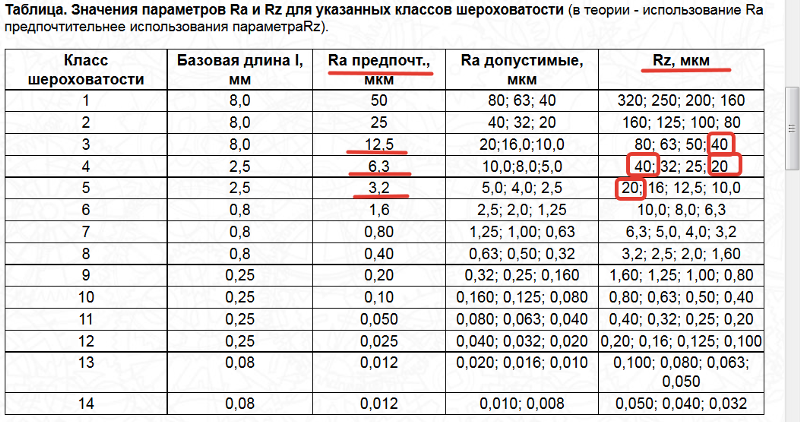 Это связано с тем, что эти операции нельзя точно контролировать, и они могут повлиять на допуск размеров деталей.
Это связано с тем, что эти операции нельзя точно контролировать, и они могут повлиять на допуск размеров деталей.
Шероховатость поверхности значительно влияет на функциональность, производительность и долговечность деталей в определенных приложениях. Он влияет на коэффициент трения, уровень шума, износ, нагрев и клейкость используемой детали. Важность этих факторов зависит от области применения, поэтому, хотя шероховатость поверхности детали не имеет значения в одних областях применения, во многих других она имеет решающее значение. Эти приложения включают сценарии высокого напряжения, стресса и вибрации, сопрягаемые и движущиеся узлы, быстро вращающиеся детали и медицинские имплантаты. Как указывалось ранее, для различных применений требуются разные уровни шероховатости поверхности.
Далее рассматриваются уровни шероховатости, которые мы предлагаем в Xometry Europe, и все, что вам нужно знать, чтобы выбрать правильное значение Ra для вашего применения.
Это стандартная отделка коммерческих машин. Он подходит для большинства потребительских деталей и достаточно гладкий, но имеет видимые порезы. Это применяемая по умолчанию шероховатость поверхности, если не указано иное.
Ra 3,2 мкм в виде меток механической обработки.Ra 3,2 мкм — рекомендуемая максимальная шероховатость поверхности для деталей, подверженных нагрузкам, нагрузкам и вибрации. Его также можно использовать для сопряжения движущихся поверхностей, когда нагрузка невелика, а движение медленное. Он обрабатывается с использованием высоких скоростей, точной подачи и легкой обработки.
1,6 мкм Ra Обычно при использовании этой опции остаются лишь слегка заметные метки. Этот рейтинг Ra рекомендуется для плотных посадок и деталей, находящихся под нагрузкой, и достаточен для медленно движущихся и легких несущих поверхностей. Однако он не подходит для быстровращающихся деталей и деталей, подверженных интенсивной вибрации. Такая шероховатость поверхности достигается за счет высоких скоростей, мелкой подачи и легкой обработки в контролируемых условиях.
Такая шероховатость поверхности достигается за счет высоких скоростей, мелкой подачи и легкой обработки в контролируемых условиях.
Цена: для стандартного алюминиевого сплава (например, 3.1645) эта опция увеличивает стоимость производства примерно на 2,5%. Это может увеличиваться по мере усложнения детали.
0,8 мкм RaСчитается высококачественной, эта обработка поверхности требует очень тщательного контроля при производстве и стоит дороже. Это требуется для деталей, которые подвергаются концентрации напряжений. Когда движение случайное и нагрузки легкие, его можно использовать для подшипников.
Цена: для стандартного алюминиевого сплава (например, 3.1645) этот вариант добавляет примерно 5% к стоимости производства. Это может увеличиваться по мере усложнения детали.
0,4 мкм Ra Это самая мелкая («наименее шероховатая» с технической точки зрения) и самая качественная шероховатость поверхности из предлагаемых.