Шероховатость поверхности гост: ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики (с Изменениями N 1, 2)
alexxlab | 01.03.2023 | 0 | Разное
Набор образцов шероховатости поверхности по ГОСТ 9378–93, ISO 2632-1:1975 из 30шт. в диапазоне Ra 0.05
Описание
Образцы шероховатости поверхности (сравнения) – это образцы, имеющие известные параметры шероховатости. Под шероховатостью поверхности понимается совокупность неровностей, образующих ее рельеф. Образцы шероховатости получают определенным способом обработки – расточкой, точением, фрезерованием, строганием, шлифованием, полированием и т.д. Материал образцов – сталь, медь, алюминий, титан, латунь и др. металлы. Общие технические условия для эталонов шероховатости определены ГОСТ 9378, ISO 2632-1:1975. Классы шероховатостей по ISO N 2-N 10
Образцы предназначены для оценки шероховатости поверхности, полученные определенным способом механической обработки (точением, растачиванием, фрезерованием, шлифованием, полированием) путем сравнения с ними визуально и на ощупь. Образцы шероховатости являются профессиональным инструментом и служат для оценки шероховатости поверхностей, полученных тем или иным способом обработки, путем сравнения – визуально и на ощупь.
Условное обозначение эталона должно содержать:
- Номинальное значение параметра Ra (Rz)
- Условное обозначение способа обработки
- Обозначение стандарта
Типы шлифований:
- Фрезерование цилиндрическое (ФЦ)
- Фрезерование точение (ФТ)
- Точение (Т)
- Шлифование плоское (ШП)
- Шлифование цилиндрическое (ШЦ)
- Полирование плоское (ПП)
Номинальное значение образцов:
Ra мкм 0,05 – 0,1 – 0,2 для полирования и развертывания.
Ra μm 0,4 – 0,8 – 1,6 для шлифования.
Ra μm 0,4 – 0,8 – 1,6 – 3,2 – 6,3 – 12,5 для фрезерования и точения
Применение
для рационального определения и проверки качества поверхности заготовок в производстве режущих инструментов, посредством визуального и тактильного (ногтем пальца) сравнения.
Комплект поставки
- Набор образцов шероховатости поверхности из 30 шт., Ra 0.05 – 12.5
- Свидетельство о калибровке на 2 года
Характеристики
|
Точение и расточка TURNING |
Фрезерование вертикальное VERTICAL MILLING |
Фрезерование горизонтальное HORIZONTAL MILLING |
Плоское шлифование PLAIN GRINDING |
Наружное шлифование EXTERNAL GRINDING |
Притирочная плитка PLAT LAPPING |
||||||
|
um |
u” |
um |
u” |
um |
u” |
um |
u” |
um |
u” |
um |
u” |
|
12. |
500 |
12.5 |
500 |
12.5 |
500 |
1.6 |
63 |
1.6 |
63 |
||
|
6.3 |
250 |
6.3 |
250 |
6. |
250 |
0.8 |
32 |
0.8 |
32 |
||
|
3.2 |
125 |
3.2 |
125 |
3.2 |
125 |
0.4 |
16 |
0. |
16 |
||
|
1.6 |
63 |
1.6 |
63 |
1.6 |
63 |
0.2 |
8 |
0.2 |
8 |
||
|
0. |
32 |
0.8 |
32 |
0.8 |
32 |
|
4 |
|
|
0.1 |
4 |
|
0.4 |
16 |
0.4 |
16 |
0. |
16 |
0.05 |
2 |
|
|
0.05 |
2 |
 5
5
 3
3
 4
4
 8
8
 4
4
ГОСТ 2789-73. Шероховатость поверхности. Параметры и характеристики (62985)
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
ПАРАМЕТРЫ, ХАРАКТЕРИСТИКИ И ОБОЗНАЧЕНИЯ
ГОСТ 2789-73
(СТ СЭВ 638-77)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО УПРАВЛЕНИЮ КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ Параметры и характеристики Surface roughness. characteristics | ГОСТ (CT СЭВ 638-77) Взамен |

Постановлением Государственного комитета стандартов Совета Министров СССР от 23 апреля 1973 г. № 995 срок введения установлен
с 01.01.75
1. Настоящий стандарт распространяется на шероховатость поверхности изделий независимо от их материала и способа изготовления (получения поверхности). Стандарт устанавливает перечень параметров и типов направлений неровностей, которые должны применяться при установлении требований и контроле шероховатости поверхности, числовые значения параметров и общие указания по установлению требований к шероховатости поверхности.
Стандарт не распространяется на шероховатость ворсистых и других поверхностей, характеристики которых делают невозможным нормирование и контроль шероховатости имеющимися методами, а также на дефекты поверхности, являющиеся следствием дефектов материала (раковины, поры, трещины) пли случайных повреждений (царапины, вмятины и т. д.).
д.).
Стандарт полностью соответствует CT СЭВ 638-77 и международной рекомендации по стандартизации ИСО Р 468.
2. Требования к шероховатости поверхности должны устанавливаться, исходя из функционального назначения поверхности для обеспечения заданного качества изделий. Если в этом нет необходимости, то требования к шероховатости поверхности не устанавливаются и шероховатость этой поверхности контролироваться не должна.
3. Требования к шероховатости поверхности должны устанавливаться путем указания параметра шероховатости (одного или нескольких) из перечня, приведенного в п. 6, значений выбранных параметров (по п. 8) и базовых длин, на которых происходит определение параметров.
Если параметры Ra, Rz, Rmax определены на базовой длине в соответствии с табл. 5 и 6 справочного приложения 1, то эти базовые длины не указываются в требованиях к шероховатости.
При необходимости дополнительно к параметрам шероховатости поверхности устанавливаются требования к направлению неровностей поверхности, к способу или последовательности способов получения (обработки) поверхности.
Числа из табл. 2-4 и п. 9 используются для указания наибольших и наименьших допускаемых значений, границ допускаемого диапазона значений и номинальных значений параметров шероховатости.
Для номинальных числовых значений параметров шероховатости должны устанавливаться допустимые предельные отклонения.
Допустимые предельные отклонения средних значений параметров шероховатости в процентах от номинальных следует выбирать из ряда 10; 20; 40. Отклонения могут быть односторонними и симметричными.
4. Требования к шероховатости поверхности не включают требований к дефектам поверхности, поэтому при контроле шероховатости поверхности влияние дефектов поверхности должно быть исключено. При необходимости требования к дефектам поверхности должны быть установлены отдельно.
5. Допускается устанавливать требования к шероховатости отдельных участков поверхности (например, участкам поверхности, заключенным между порами крупнопористого материала, к участкам поверхности срезов, имеющим существенно отличающиеся неровности).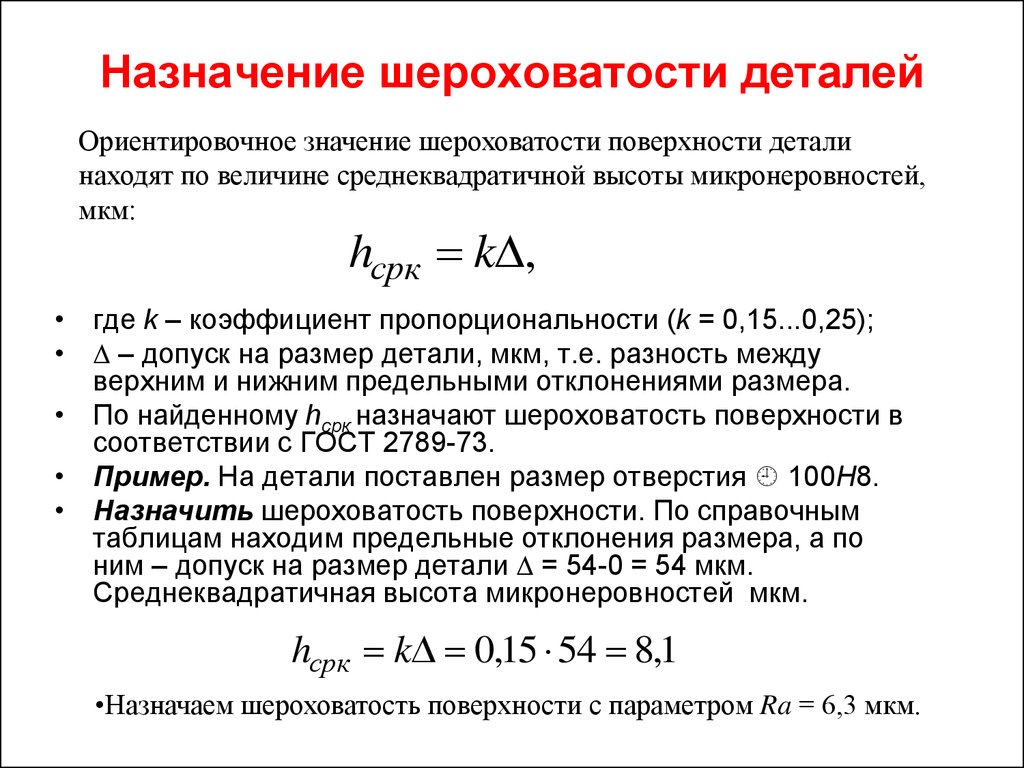
Требования к шероховатости поверхности отдельных участков одной поверхности могут быть различными.
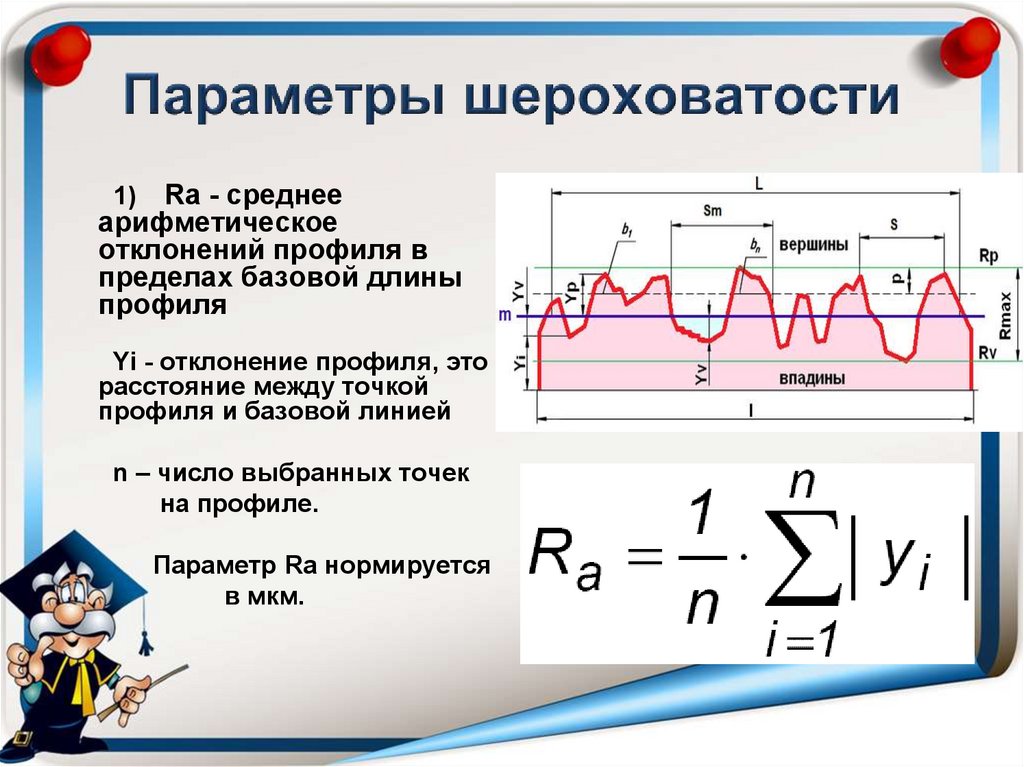
6. Параметры шероховатости (один или несколько) выбираются из приведенной номенклатуры:
Ra – среднее арифметическое отклонение профиля;
Rz – высота неровностей профиля по десяти точкам;
Рmax – наибольшая высота профиля;
Sm – средний шаг неровностей;
S – средний шаг местных выступов профиля;
tp – относительная опорная длина профиля, где р – значения уровня сечения профиля.
Параметр Ra является предпочтительным.
1-6. (Измененная редакция, Изм. № 1).
7. Типы направлений неровностей поверхности выбираются из табл. 1.
Таблица 1
Типы направлений неровностей | Схематическое изображение | Пояснение |
Параллельное | Параллельно линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования | |
Перпендикулярное | Перпендикулярно линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования | |
Перекрещивающееся | Перекрещивание в двух направлениях наклонно к линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования | |
Произвольное | Различные направления по отношению к липни, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования | |
Кругообразное | Приблизительно кругообразно по отношению к центру поверхности, к шероховатости которой устанавливаются требования | |
Радиальное | Приблизительно радиально по отношению к центру поверхности, к шероховатости которой устанавливаются требования |
8. Числовые значения параметров шероховатости (наибольшие, наименьшие, номинальные или диапазоны значений) выбираются из пп. 8.1; 8.2; 8.3; 8.4.
Числовые значения параметров шероховатости (наибольшие, наименьшие, номинальные или диапазоны значений) выбираются из пп. 8.1; 8.2; 8.3; 8.4.
8.1. Среднее арифметическое отклонение профиля Ra.
Таблица 2
мкм
100 | 10,0 | 1,00 | 0,100 | 0,010 |
80 | 8,0 | 0,80 | 0,080 | 0,008 |
63 | 6,3 | 0,63 | 0,063 | – |
50 | 5,0 | 0,50 | 0,050 | – |
40 | 4,0 | 0,40 | 0,040 | – |
32 | 3,2 | 0,32 | 0,032 | – |
25 | 2,5 | 0,25 | 0,025 | – |
20 | 2,0 | 0,20 | 0,020 | – |
16,0 | 1,60 | 0,160 | 0,016 | – |
12,5 | 1,25 | 0,125 | 0,012 | – |
Примечание. Предпочтительные значения параметров подчеркнуты.
Предпочтительные значения параметров подчеркнуты.
8.2. Высота неровностей профиля по 10 точкам Rz и наибольшая высота неровностей профиля Rmax.
Таблица 3
мкм
– | 1000 | 100 | 10,0 | 1,00 | 0,100 |
– | 800 | 80 | 8,0 | 0,80 | 0,080 |
– | 630 | 63 | 6,3 | 0,63 | 0,063 |
– | 500 | 50 | 5,0 | 0,50 | 0,050 |
– | 400 | 40 | 4,0 | 0,40 | 0,040 |
– | 320 | 32 | 3,2 | 0,32 | 0,032 |
– | 250 | 25,0 | 2,5 | 0,25 | 0,025 |
– | 200 | 20,0 | 2,0 | 0,20 | – |
1600 | 160 | 16,0 | 1,60 | 0,160 | – |
1250 | 125 | 12,5 | 1,25 | 0,125 | – |
Примечание. Предпочтительные значения параметров подчеркнуты.
Предпочтительные значения параметров подчеркнуты.
8, 8.1 и 8.2. (Измененная редакция, Изм. № 1).
8.3. Средний шаг неровностей Sm и средний шаг неровностей по вершинам S.
Таблица 4
мм
– | 10,0 | 1,00 | 0,100 | 0,010 |
– | 8,0 | 0,80 | 0,080 | 0,008 |
– | 6,3 | 0,63 | 0,063 | 0,006 |
– | 5,0 | 0,50 | 0,050 | 0,005 |
– | 4,0 | 0,40 | 0,040 | 0,004 |
– | 3,2 | 0,32 | 0,032 | 0,003 |
– | 2,5 | 0,25 | 0,025 | 0,002 |
– | 2,0 | 0,20 | 0,020 | – |
– | 1,00 | 0,160 | 0,0160 | – |
12,5 | 1,25 | 0,125 | 0,0125 | – |
8. 4. Относительная опорная длина профиля tp: 10; 15; 20; 25; 30; 40; 50; 60; 70; 80; 90%.
4. Относительная опорная длина профиля tp: 10; 15; 20; 25; 30; 40; 50; 60; 70; 80; 90%.
9. Числовые значения уровня сечения профиля р выбираются из ряда 5; 10; 15; 20; 25; 30; 40; 50; 60; 70; 80; 90% от Rmax.
10. Числовые значения базовой длины l выбираются из ряда: 0,01; 0,03; 0,08; 0,25; 0,80; 2,5; 8; 25 мм.
11. (Исключен, Изм. № 1).
12. Числовые значения параметров шероховатости по п. 8 относятся к нормальному сечению.
13. Направление сечения не оговаривается, если требования технической документации относятся к направлению сечения на неверности, которое соответствует наибольшим значениям высотных параметров.
(Измененная редакция, Изм. № 1).
14. (Исключен, Изм. № 1).
Справочное
Таблица 1
Соотношение значений параметра Ra и базовой длины
Ra, мкм | l, мм |
До 0,025 | 0,08 |
Св. | 0,25 |
» 0,4 » 3,2 | 0,8 |
» 3,2 » 12,5 | 2,5 |
» 12,5 » 100 | 8,0 |
 0,025 » 0,4
0,025 » 0,4Таблица 2
Соотношение значений параметров Rz, Rmax и базовой длины
Rz=Rmax, мкм | l, мм |
До 0,10 | 0,08 |
Св. 0,10 » 1,6 | 0,25 |
» 1,6 » 12,5 | 0,8 |
» 12,5 » 50 | 2,5 |
» 50 » 400 | 8 |
Справочное
Термины и определения
Термин | Обозначение | Определение |
1. | Поверхность, заданная в технической документации без учета допускаемых отклонений | |
2. Базовая линия (поверхность) | Линия (поверхность) заданной геометрической формы, определенным образом проведенная относительно профиля (поверхности) и служащая для оценки геометрических параметров поверхности | |
3. Нормальное сечение | Сечение, перпендикулярное базовой поверхности | |
4. Базовая длина | l | Длина базовой линии, используемая для выделения неровностей, характеризующих шероховатость поверхности |
5. Средняя линия профиля | m | Базовая линия, имеющая форму номинального профиля и проведенная так, чтоб в пределах базовой длины среднее квадратическое отклонение профиля до этой линии минимально |
6. | Часть реального профиля, соединяющая две соседние точки пересечения его со средней линией профиля, направленная из тела | |
7. Впадина профиля | Часть реального профиля, соединяющая две соседние точки пересечения его со средней линией, направленная из тела | |
8. Линия выступов профиля | Линия, эквидистантная средней линии, проходящая через высшую точку профиля в пределах базовой длины | |
9. Линия впадин профиля | Линия, эквидистантная средней линии, проходящая через низшую точку профиля в пределах базовой длины | |
10. Неровность профиля | Выступ профиля и сопряженная с ним впадина профиля | |
11. Направление неровностей поверхности | Условный рисунок, образованный нормальными проекциями экстремальных точек неровностей поверхности на среднюю поверхность | |
12. | Совокупность неровностей поверхности с относительно малыми шагами. выделенная с помощью базовой длины | |
13. Шаг неровностей профиля | Отрезок средней линии профиля, ограничивающий неровность профиля | |
14. Шаг местных выступов профиля | Длина отрезка средней линии между проекциями на нее двух наивысших точек соседних местных выступов профиля | |
15. Средний шаг неровностей профиля | Sm | Среднее значение шага неровностей профиля в пределах базовой длины |
16. Средний шаг местных выступов профиля | S | Среднее значение шага местных выступов профиля в пределах базовой длины |
17. Высота неровностей профиля по десяти точкам | Rz | Сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины , где ypmi – высота i-го наибольшего выступа профиля; yumi – глубина i-й наибольшей впадины профиля |
18. | Rmax | Расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины |
19. Отклонение профиля | У | Расстояние между любой точкой профиля и средней линией |
20. Среднее арифметическое отклонение профиля | Ra | Среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины или где l – базовая длина; n – число выбранных точек профиля на базовой длине |
21. Опорная длина профиля | hР | Сумма длин отрезкой в пределах базовой длины, отсекаемых на заданном уровне в материале профиля линией, эквидистантной средней линии |
22. Относительная опорная длина профиля | Отношение опорной длины профиля к базовой длине | |
23. | p | Расстояние между линией выступов профиля и линией, пересекающей профиль эквидистантной линии выступов профиля |
 Номинальная поверхность
Номинальная поверхность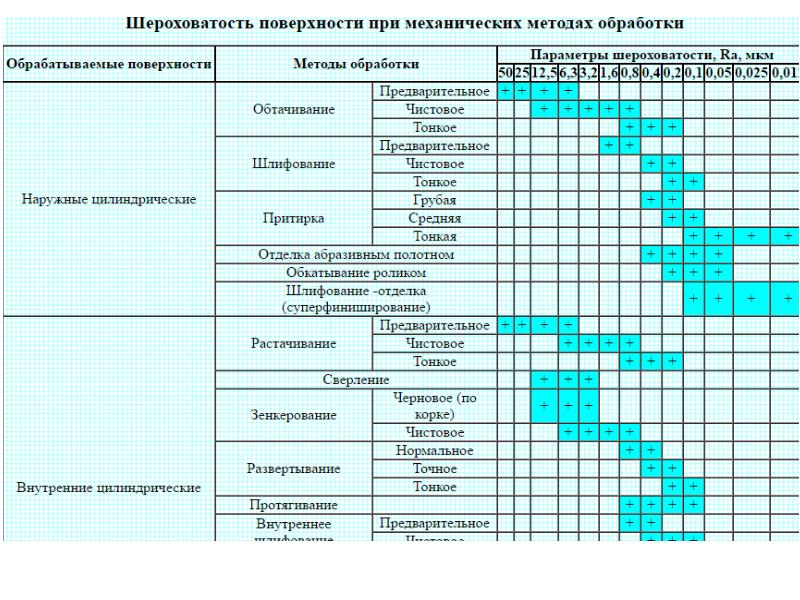 Выступ профиля
Выступ профиля Шероховатость поверхности
Шероховатость поверхности Наибольшая высота профиля
Наибольшая высота профиля Уровень сечения профиля
Уровень сечения профиляСкачать бесплатно
Шероховатость поверхности – О трибологии
Tribology Wikipedia > Шероховатость поверхности
Содержание
Шероховатость поверхности определяется как неровности, присущие производственному процессу (например, режущему инструменту или абразивному зерну). Это может быть результатом вибраций, вибрации или рабочих отклонений и деформаций материала. В метрологии поверхности шероховатость обычно рассматривается как высокочастотная коротковолновая составляющая измеряемой поверхности. [1] В трибологии шероховатые поверхности обычно изнашиваются быстрее и имеют более высокие коэффициенты трения, чем гладкие поверхности. Шероховатость часто является хорошим предиктором работы механического компонента, поскольку неровности на поверхности могут образовывать зародыши трещин или коррозии.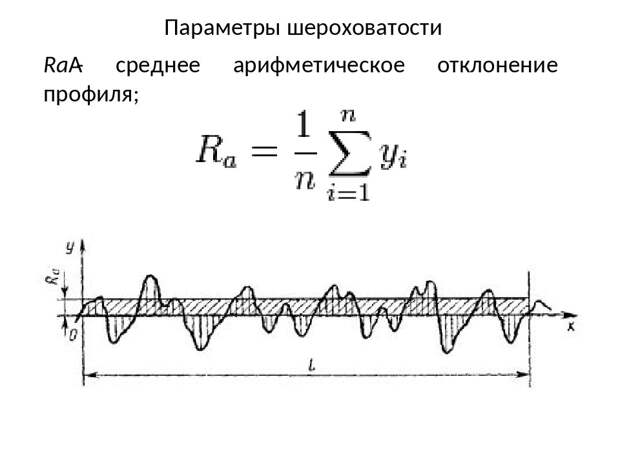 С другой стороны, шероховатость может способствовать адгезии. [2] На рис. 1 показана шероховатость поверхности с соответствующей маркировкой.
С другой стороны, шероховатость может способствовать адгезии. [2] На рис. 1 показана шероховатость поверхности с соответствующей маркировкой.
Рис-1 Профиль шероховатости поверхности с маркировкой [4]
Когда деталь подвергается механической обработке, частица отделяется в процессе, оставляя на компоненте царапину, которая представляет собой крошечную канавку. Формирование этих канавок инструментом при его прохождении по детали создает шероховатость. Внутри каждой канавки текстура поверхности определяется тем, как материал отделяется от твердого материала. Если инструмент идеально настроен и направлен, то частицы будут одинакового размера и глубины, а деталь будет образовывать плоскую плоскость. Если это не так, компонент будет формировать волнистую поверхность/текстуру поверхности. [3]
Длина перемещения: Обозначается буквой LT и представляет собой расстояние, которое проходит перо по поверхности при характеристике поверхности. т. е. длина измерения.
т. е. длина измерения.
Это длина, на которой производится сбор и оценка поверхности. Обозначается ЛМ.
Длина выборки:Это длина секции внутри оценочной длины, эквивалентная длине волны фильтра. Обозначается LV. На рис. 2 показаны различные длины в параметре шероховатости.
Рис-2 Индикация параметров длины в профиле шероховатости поверхности.
Средняя линия профиля:Обозначается m. Это линия, имеющая форму геометрического профиля, и она проходит параллельно профилю. Средняя линия профиля определяется суммой квадратов отклонений от этой линии наименьшей. На рис. 3 показано обозначение средней линии «m» в профиле шероховатости поверхности.
Рис. 3 Индикация средней линии в профиле шероховатости.
Среднее арифметическое отклонение (Ra): Представляет собой среднее арифметическое абсолютной ординаты Z(x) в пределах длины выборки. Одним из наиболее широко используемых параметров является среднее значение средней разницы высот для средней поверхности. Он обеспечивает стабильные результаты, так как на параметр не оказывают существенного влияния царапины, загрязнения и шумы измерения. На рис. 4 показано значение Ra в профиле шероховатости поверхности. [5]
Одним из наиболее широко используемых параметров является среднее значение средней разницы высот для средней поверхности. Он обеспечивает стабильные результаты, так как на параметр не оказывают существенного влияния царапины, загрязнения и шумы измерения. На рис. 4 показано значение Ra в профиле шероховатости поверхности. [5]
Рис. 4 Индикация Ra на профиле шероховатости поверхности.
Среднеквадратичное отклонение (Rq):Представляет среднеквадратичное значение Z(x) в пределах длины выборки. Это один из наиболее широко используемых параметров, также называемый среднеквадратичным значением. Параметр обеспечивает простую статистическую обработку и обеспечивает стабильные результаты, поскольку на параметр не оказывают существенного влияния царапины, загрязнения и шум измерения. На рис. 5 показано значение Rq в профиле шероховатости поверхности. [5]
Рис-5 Индикация Rq на профиле шероховатости поверхности.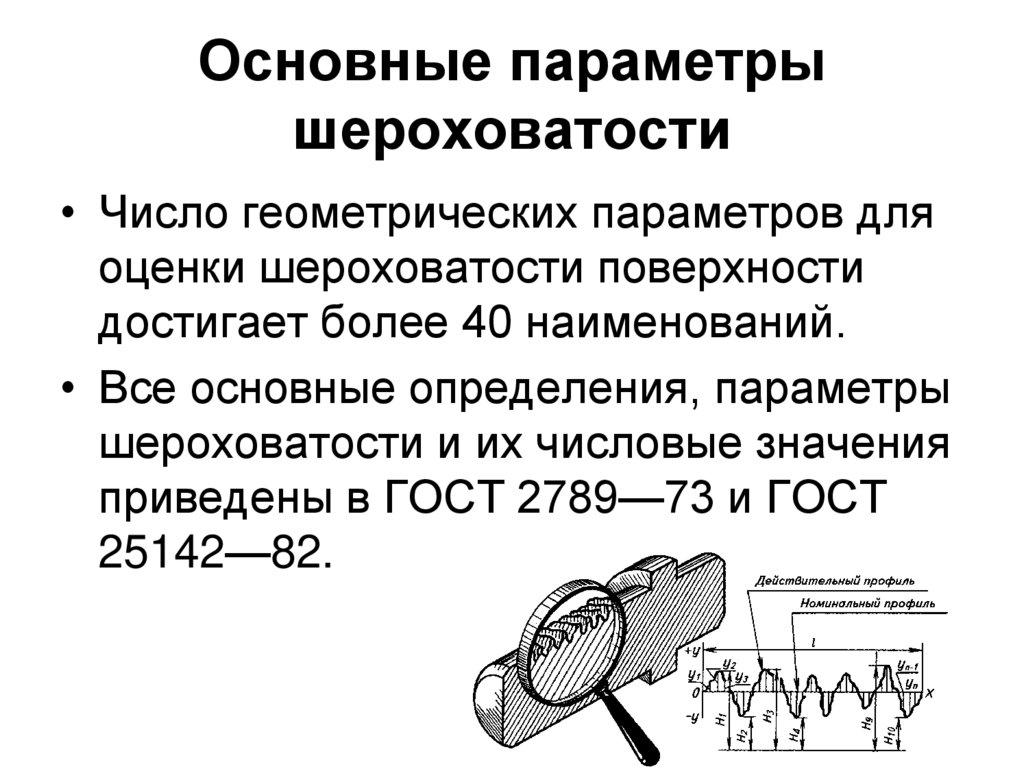 [6]
[6]
Частное среднего кубического значения Z (x) и кубического значения R8 в пределах длины выборки. Этот параметр касается распределения по высоте. Он подходит для оценки истирания и масляного поддона смазочных материалов для плоскостей скольжения. На рис. 6 показано значение Rsk в профиле шероховатости поверхности. [5]
Рис-6 Индикация Rsk на профиле шероховатости поверхности. [6]
Эксцесс (Rku):Частное среднего квадратичного значения Z (x) и четвертой степени Rq в пределах длины выборки. Этот параметр относится к геометрии вершин пиков и впадин и подходит для анализа степени контакта между двумя объектами. На рис. 7 показано значение Rku в профиле шероховатости поверхности. [5]
Рис-7 Индикация Rku на профиле шероховатости поверхности [6]
[1] https://guide.digitalsurf.com/en/guide.html
[2] https://en. wikipedia.org/wiki/Surface_roughness
wikipedia.org/wiki/Surface_roughness
[3] Хюн С. и Роббинс М.О., 2007 г. Упругий контакт между шероховатыми поверхностями: влияние шероховатости на больших и малых длинах волн. Tribology International , 40 (10-12), стр. 1413-1422.
[4] https://www.renishaw.com/cmmsupport/knowledgebase/en/surface-finish-measurement–22135
[5] DeGarmo, E.P., Black, J.T., Kohser, R.A. и Кламецкий, Б.Е., 19 лет97. Материалы и процессы в производстве . Река Аппер-Сэдл: Прентис-холл.
[6] https://www.olympus-ims.com/en/metrology/surface-roughness-measurement-portal/parameters/
Манодж Раджанкунте Махадешвара
В настоящее время я работаю аспирантом в Университете Лидса. Ранее я закончила магистратуру по престижной совместной магистерской программе Erasmus Mundus (магистр трибологии). Я также получил степень бакалавра в области машиностроения в ВТУ, Белгаум, Индия.
Я работаю менеджером по социальным сетям в Tribnet, а также у меня есть свой канал на YouTube Tribo Geek.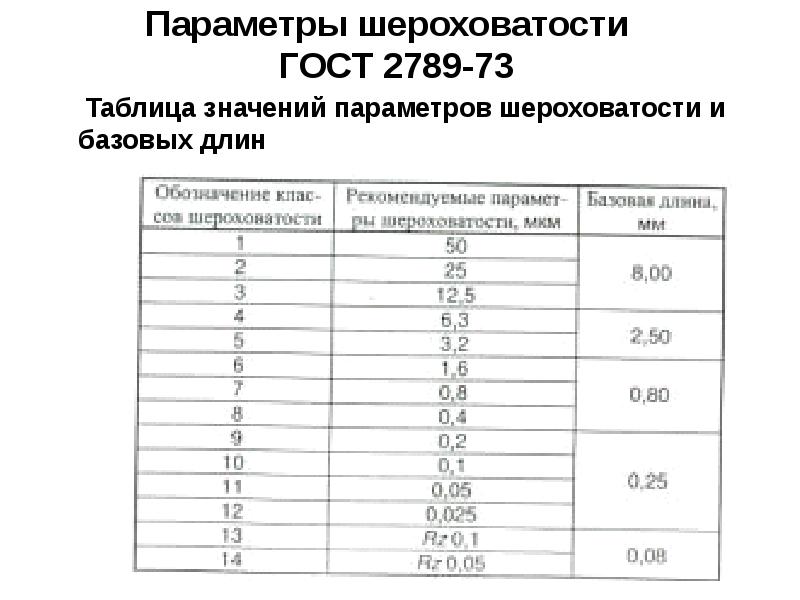
Все, что вам нужно знать о шероховатости поверхности (Ra)
Работая в сфере обработки металлов, вы наверняка слышали о шероховатости поверхности. Он измеряет неровности на поверхности и является одной из характеристик текстуры поверхности, помимо укладки и волнистости. Трение и износ листового металла зависят от текстуры поверхности, поэтому важно его изучить.
Как выглядит поверхность нержавеющей стали?
Когда вы увеличиваете поверхность металла, она может выглядеть так, как показано на рисунке ниже, с пиками и впадинами. Это называется профиль.
Как измерить шероховатость поверхности нержавеющей стали?
Существует множество параметров для измерения шероховатости профиля, наиболее распространенным из которых является значение R a. R a измеряет в пределах определенной длины выборки среднее значение пиков и впадин поверхности металла, включая отклонение от средней линии. Это можно сделать с помощью профилометра или лазерного сканера. Чем больше отклонения, тем шероховатее поверхность, а если R а мал, то поверхность гладкая. R a рассчитывается в микрометрах (мкм) или микродюймах (мкдюйм).
Это можно сделать с помощью профилометра или лазерного сканера. Чем больше отклонения, тем шероховатее поверхность, а если R а мал, то поверхность гладкая. R a рассчитывается в микрометрах (мкм) или микродюймах (мкдюйм).
Хотя R a является полезным средним значением, существуют различные профили обработанной поверхности, которые могут иметь такое же значение R a, как на изображении ниже.
Другим параметром шероховатости является R z, который измеряет разницу между самым высоким пиком и самой низкой впадиной в пределах длины выборки из пяти линий. Он показывает максимальную высоту профиля.
Кроме того, значение R q можно использовать для описания шероховатости поверхности. Он измеряет среднеквадратичное отклонение профиля.
Как добиться определенного
R a на нержавеющей стали? Должную шероховатость поверхности можно получить с помощью абразивных лент. Значение R a и R z зависит от зернистости ленты, что приводит к следующим результатам: ценность. Чтобы получить еще более гладкую поверхность, после ленты можно добавить щетку из нетканого абразивного флиса. Щетки удаляют оставшиеся высокие пики с металла и делают поверхность более гладкой, как показано ниже.
Значение R a и R z зависит от зернистости ленты, что приводит к следующим результатам: ценность. Чтобы получить еще более гладкую поверхность, после ленты можно добавить щетку из нетканого абразивного флиса. Щетки удаляют оставшиеся высокие пики с металла и делают поверхность более гладкой, как показано ниже.
Почему важна шероховатость поверхности?
Очистка
Шероховатая поверхность имеет много неровностей и более чувствительна к трению, поскольку оказывает сопротивление движущимся предметам на поверхности. Кроме того, грязь может застрять в ложбинах металла, что затрудняет очистку.
Гладкая поверхность, наоборот, легко очищается благодаря гладкому профилю. Это также одна из причин, по которой шероховатость поверхности играет большую роль в таких отраслях, как пищевая и фармацевтическая промышленность. Поверхность более гигиенична, а гладкость снижает риск прилипания бактерий.
Износ
Шероховатая поверхность более подвержена износу и имеет большее трение.