Шероховатость ra: Ra, Rz, параметры, обозначение, виды
alexxlab | 05.01.1991 | 0 | Разное
3.2.2. Трудовая функция \ КонсультантПлюс
3.2.2. Трудовая функция
Наименование | Полирование сложных поверхностей простых деталей и простых поверхностей сложных деталей с шероховатостью Ra 0,4…0,2 вручную и с использованием механизированного инструмента | Код | B/02.3 | Уровень (подуровень) квалификации | 3 |
Происхождение трудовой функции | Оригинал | X | Заимствовано из оригинала | ||
Код оригинала | Регистрационный номер профессионального стандарта |
Трудовые действия | Анализ исходных данных (рабочего чертежа, технологической карты) для полирования сложных поверхностей простых деталей и простых поверхностей сложных деталей с шероховатостью Ra 0,4. |
Подготовка к выполнению технологической операции полирования сложных поверхностей простых деталей и простых поверхностей сложных деталей с шероховатостью Ra 0,4…0,2 | |
Выполнение технологической операции полирования сложных поверхностей простых деталей и простых поверхностей сложных деталей с шероховатостью Ra 0,4…0,2 вручную и при помощи механизированного инструмента в соответствии с технической документацией | |
Контроль шероховатости Ra 0,4…0,2 сложных поверхностей простых деталей и простых поверхностей сложных деталей | |
Поддержание требуемого технического состояния технологической оснастки (приспособлений, измерительных и вспомогательных инструментов), размещенной на рабочем месте | |
Поддержание состояния рабочего места в соответствии с требованиями охраны труда, пожарной, промышленной и экологической безопасности, правилами организации рабочего места полировщика | |
Необходимые умения | Читать и применять техническую документацию (рабочий чертеж, технологическую карту) на простые и сложные детали |
Подготавливать поверхности заготовки для полирования | |
Выбирать, подготавливать к работе приспособления для полирования сложных поверхностей простых деталей и простых поверхностей сложных деталей с шероховатостью Ra 0,4. | |
Выбирать и подготавливать к работе материалы для полирования вручную в соответствии с маркой обрабатываемого материала и требуемой шероховатостью | |
Выбирать, подготавливать к работе и устанавливать полирующие инструменты для полирования механизированным инструментом в соответствии с маркой обрабатываемого материала и требуемой шероховатостью | |
Настраивать механизированный инструмент для полирования | |
Полировать сложные поверхности простых деталей и простые поверхности сложных деталей с шероховатостью Ra 0,4…0,2 вручную и при помощи механизированного инструмента в соответствии с технологической картой и рабочим чертежом | |
Выявлять визуально дефекты обработанных поверхностей | |
Устанавливать причины брака, предупреждать и устранять возможный брак при полировании сложных поверхностей простых деталей и простых поверхностей сложных деталей с шероховатостью Ra 0,4. | |
Оценивать состояние полировочных материалов для полирования сложных поверхностей простых деталей и простых поверхностей сложных деталей с шероховатостью Ra 0,4…0,2; заменять их по мере необходимости | |
Выбирать способ контроля и (или) измерения шероховатости сложных поверхностей простых деталей и простых поверхностей сложных деталей | |
Контролировать шероховатость Ra 0,4…0,2 обработанных поверхностей | |
Очищать заготовки после полирования | |
Выполнять техническое обслуживание технологической оснастки | |
Поддерживать состояние рабочего места в соответствии с требованиями охраны труда, пожарной, промышленной и экологической безопасности, правилами организации рабочего места полировщика | |
Применять средства индивидуальной и коллективной защиты при выполнении работы | |
Необходимые знания | Виды и содержание технологической документации, используемой в организации |
Основы машиностроительного черчения в объеме, необходимом для выполнения работы | |
Правила чтения технической документации (рабочих чертежей, технологических карт) в объеме, необходимом для выполнения работы | |
Система допусков и посадок, квалитеты точности, параметры шероховатости | |
Обозначение на рабочих чертежах допусков размеров, форм и взаимного расположения поверхностей, шероховатости поверхностей | |
Правила и приемы подготовки поверхностей заготовок к процессу полирования | |
Устройство, назначение, правила и условия применения приспособлений для полирования сложных поверхностей простых деталей и простых поверхностей сложных деталей с шероховатостью Ra 0,4. | |
Правила и приемы установки и закрепления заготовок в приспособлениях | |
| Порядок получения, хранения и сдачи заготовок, полировочных материалов, приспособлений, необходимых для выполнения работ | |
Основные свойства и маркировка конструкционных материалов | |
Основные типы, свойства, назначение и правила использования полировочных материалов для полирования сложных поверхностей простых деталей и простых поверхностей сложных деталей с шероховатостью Ra 0,4…0,2 | |
Составы и способы приготовления полировальных смесей для полирования сложных поверхностей простых деталей и простых поверхностей сложных деталей с шероховатостью Ra 0,4…0,2 | |
Правила и приемы установки полирующих инструментов на механизированный инструмент для полирования | |
Органы управления механизированным инструментом для полирования | |
Способы, правила нанесения полировальных смесей на полирующий инструмент и (или) поверхности деталей | |
Основы теории резания в объеме, необходимом для выполнения работы | |
Устройство и правила использования механизированных инструментов для полирования | |
Способы и приемы полирования сложных поверхностей простых деталей и простых поверхностей сложных деталей с шероховатостью Ra 0,4. | |
Виды дефектов обработанных поверхностей | |
Основные виды брака при полировании сложных поверхностей простых деталей и простых поверхностей сложных деталей с шероховатостью Ra 0,4…0,2; его причины и способы предупреждения и устранения | |
Критерии потери рабочих свойств полировочными материалами для полирования сложных поверхностей простых деталей и простых поверхностей сложных деталей с шероховатостью Ra 0,4…0,2 | |
Устройство, назначение, правила применения приборов и приспособлений для контроля и (или) измерения шероховатости поверхностей | |
Способы, приемы и правила контроля и (или) измерения шероховатости Ra 0,4…0,2 сложных поверхностей простых деталей и простых поверхностей сложных деталей | |
Порядок получения и сдачи технологической оснастки, технологических материалов и полирующих инструментов, необходимых для выполнения работ | |
Правила и приемы очистки заготовок после полирования | |
Порядок проверки исправности и работоспособности механизированного инструмента для полирования | |
Порядок и состав регламентных работ по техническому обслуживанию механизированного инструмента для полирования | |
Состав работ и приемы выполнения технического обслуживания технологической оснастки, размещенной на рабочем месте | |
Требования к планировке и оснащению рабочего места при выполнении полировочных работ | |
Правила хранения заготовок, технологической оснастки, технологических материалов и полирующих инструментов, размещенных на рабочем месте полировщика | |
Требования охраны труда, пожарной, промышленной и экологической безопасности | |
Правила применения средств индивидуальной и коллективной защиты при выполнении полирования вручную и с использованием механизированного инструмента | |
Другие характеристики | – |

 ..0,2
..0,2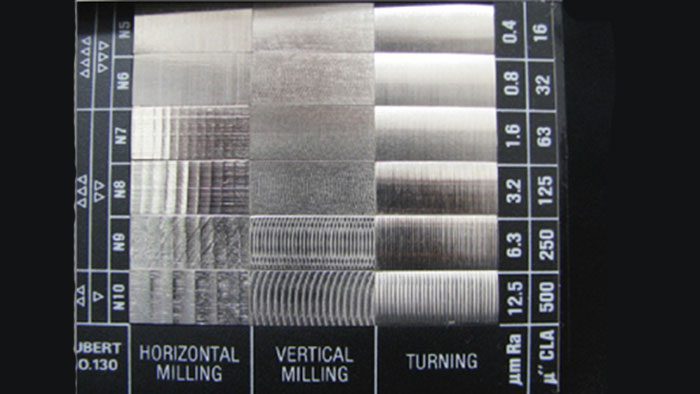 ..0,2
..0,2 ..0,2
..0,2 ..0,2
..0,2ТЕХНОЛОГИЯ УПРОЧНЕНИЯ МАШИНОСТРОИТЕЛЬНЫХ МАТ-ЛОВ
Рекомендуемое время выдержки при низкотемпературном цианировании быстрорежущего инструмента
Сушка древесины
Зависимость глубины цианированного слоя от времени выдержки
Режимы низкотемпературного процесса сушки пиломатериалов из древесины сосны, ели, пихты, кедра
Число цианируемых деталей в партии
При сушке до транспортной влажности
Смеси для низкотемпературного цианирования в твердом карбюризаторе
Выбор категории режима сушки пиломатериалов хвойных пород
Смеси для низкотемпературного цианирования в твердом карбюризаторе
Выбор режимов низкотемпературного процесса сушки пиломатериалов лиственных пород
Глубина цианированного слоя
К водорастворимым защитным веществам относятся фторсодержащие антисептики
Насыщение бором
Составы комплексных биоогнезащитных препаратов для пропитки древесины
Борированные детали из углеродистых сталей
. Составы препаратов класса ПМ на основе ПХФ для комплексной биоогнезащитной пропитки древесины
Составы препаратов класса ПМ на основе ПХФ для комплексной биоогнезащитной пропитки древесины
Методы борирования стали
Определение качества пропитки
Эффективный состав насыщающей порошкообразной смеси
УПРОЧНЕНИЕ ПЛАСТМАСС МЕТАЛЛИЗАЦИЕЙ
Смесь для борирования стальных изделий
Химическую обработку поверхности деталей из пластмасс
Безэлектролизное жидкостное борирование
Для травления пластмасс на основе эфира целлюлозы
Жидкостное электролизное борирование.
Травление пластмасс типа ABC
Часть бора образует аморфный слой
Металлизация изделий из фенольной пластмассы
Увеличить толщину боридного слоя
Размер частиц наполнителя
Составы паст, применяемых для борирования стали
Составы адгезионных лаков с наполнителем для нанесения на поверхность пластмасс перед металлизацией
Насыщение бором и серой
Процессы сенсибилизации и активирования проводятся при комнатной температуре
Насыщение бором и хромом
Химическое меднение пластмасс
Электролизное диффузионное борохромирование
Сенсибилизируют детали в растворе двухлористого олова
Борохромирование мартенситостареющих сталей.
Процесс химического меднения полиэтилена
Диффузионному борированию
Составы растворов для химического меднения пластмасс
Процесс диффузионного насыщения
Химическое никелирование пластмасс
Паста воспламеняется (поджигается).
Изделия из полистирола обезжириваю
Насыщение бором и медью
Технология металлизации оргстекла
Насыщение бором и алюминием
Подготовка пленок фторопласта к металлизации
Насыщение бором и цирконием
Стеклопластик никелируют по следующей технологии
Насыщение хромом
Технологический процесс химического никелирования стеклопластика
Составы рабочих смесей для хромирования в порошках на основе феррохрома
Для металлизации клеевого шва
Хромированные детали
Процесс осаждения химического никеля из растворов
Данные о насыщающей способности состава
Химическое никелирование поверхности искусственных алмазов
Насыщение хромом и титаном
СПИСОК ЛИТЕРАТУРЫ
Насыщение хромом и кремнием
СПИСОК ЛИТЕРАТУРЫ продолжение
Из сормайта в смеси с компонентами
СПИСОК ЛИТЕРАТУРЫ продолжение 2
Насыщение хромом и алюминием
СПИСОК ЛИТЕРАТУРЫ продолжение 3
Комплексное насыщение ванадием, титаном, цирконием,
СПИСОК ЛИТЕРАТУРЫ продолжение 4
После окончания времени выдержки
СПИСОК ЛИТЕРАТУРЫ продолжение 5
Инструменты из малолегированных быстрорежущих сталей
СПИСОК ЛИТЕРАТУРЫ продолжение 6
Карбованадийтитанирование
СПИСОК ЛИТЕРАТУРЫ продолжение 7
Механические свойства некоторых сталей после упрочнения
СПИСОК ЛИТЕРАТУРЫ продолжение 8
Циркотитанирование
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ К РАЗДЕЛУ I
Циркосилицирование
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ К РАЗДЕЛУ I Б
Диффузионное насыщение твердых сплавов
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ К РАЗДЕЛУ I Д
Эксплуатационную стойкость твердых сплавов
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ К РАЗДЕЛУ I И
Нанесение покрытия из карбидов титана.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ К РАЗДЕЛУ I Л
Поверхностно-диффузионная карбидизация сложнолегирующими элементами
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ К РАЗДЕЛУ I Ж
Ниобирование
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ К РАЗДЕЛУ I М
Сульфидирование
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ К РАЗДЕЛУ I О
Сульфоцианирование
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ К РАЗДЕЛУ I Р
Алитирование
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ К РАЗДЕЛУ I Т
Время т сульфоцианирования инструментов
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ К РАЗДЕЛУ I Ф
Титаноалитирование
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ К РАЗДЕЛУ I Ч
Режимы силицирования стали
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ К РАЗДЕЛУ II А
Обработка быстрорежущего инструмента в атмосфере пара
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ К РАЗДЕЛУ II T
Интенсификация процессов диффузионного насыщения
Характеристики процесса диффузионного насыщения стали 45
Классификация методов получения покрытий с использованием представлений термодинамики необратимых пр
Классификация способов химико-термической обработки
Методов нанесения покрытий с использованием градиентов действующих полей
Метод диффузионной обработки деталей
УПРОЧНЕНИЕ МЕТОДАМИ ЭЛЕКТРОЛИТИЧЕСКОГО ОСАЖДЕНИЯ И РАСТВОРЕНИЯ
Режимы промывки в воде
Растворы для травления коррозионно-стойких сталей
Режимы химического декапирования
Детали технологической оснастки из легированных сталей
Хромирование проводят в стационарных стальных ваннах
Материалы для изоляции поверхностей, не подлежащих покрытию хромом
Хромирование вала
При контроле качества хромированных изделий
Причины и способы устранения дефектов при хромировании в сульфатных электролитах
Никелирование
Составы электролитов матового никелирования
Составы электролитов комплексного никелирования
Основные причины и способы устранения дефектов электролитического никелирования
Причины возникновения и способы устранения дефектов электролитического никелирования
Аммиакатно-уротропиновый электролит цианирования
Этилендиаминовый электролит меднения
Высокопроизводительный процесс блестящего цинкования
Электрофоретическое осаждение
Покрытие имеет высокую адгезию к подложке
Электрохимическое полирование
Перед полированием детали и инструмент термически обрабатывают
Для полирования инструментов из быстрорежущих и углеродистых сталей
Высокое качество электрохимического полирования сталей
Причины и способы устранения дефектов при электрополировании стали
Электрохимическое оксидирование
Формирование барьерного слоя
Составы электролитов и режимы электрохимического оксидирования
Для формирования антикоррозионных пленок
Пористость оксидных пленок
Теплоизоляционные свойства оксидированных алюминиевых сплавов
Режимы процесса анодирования алюминия и его сплавов
Причины возникновения и способы устранения дефектов при анодировании алюминиевых сплавов
Некоторые методы повышения производительности и улучшения качества гальванических покрытий
УПРОЧНЕНИЕ МЕТОДАМИ ХИМИЧЕСКОГО ОСАЖДЕНИЯ ИЗ РАСТВОРОВ
Операции обработки фосфатной пленки
Фосфатные пленки
Низкотемпературное фосфатирование крепежных деталей
На странице:
150255075100
Показано с 1 по 150 из 404 (всего 3 страниц)
Показать еще 150. ..
..
Параметры шероховатости поверхности
Для обозначения на чертеже, среднего арифметического отклонения профиля шероховатости, используется параметр «Ra» измеряемый в микрометрах.
При указании шероховатости, на графическом документе, около специального знака указывается её величина.
| Среднее арифметическое отклонение профиля Ra, мкм | |||
|---|---|---|---|
| 100 | 8,0 | 0,63 | 0,050 |
| 80 | 6,3 | 0,50 | 0,040 |
| 63 | 5,0 | 0,40 | 0,032 |
| 50 | 4,0 | 0,32 | 0,025 |
| 40 | 3,2 | 0,25 | 0,020 |
| 32 | 2,5 | 0,20 | 0,016 |
| 25 | 2,0 | 0,160 | 0,012 |
| 20 | 1,60 | 0,125 | 0,010 |
| 16,0 | 1,25 | 0,100 | 0,008 |
| 12,5 | 1,00 | 0,080 | |
| 10,0 | 0,80 | 0,063 | |
Обозначение среднего арифметического отклонения профиля считается наиболее предпочтительным.
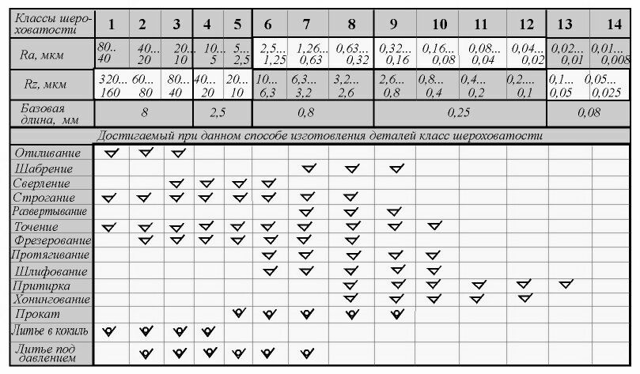
Шероховатость поверхности представляет собой одну из основных геометрических характеристик определяющих качество поверхности изделий и оказывающую влияние на эксплуатационные показатели. В процессе работы машин или приборов, внешним воздействиям окружающей среды, в пер¬вую очередь, подвергаются детали, из которых они состоят. Износ поверхностей подвергающихся трению, появление трещин из-за усталости материала, смятие рабочих поверхностей деталей, коррозионное и эрозионное воздействие, разрушение вследствие кавитации и пр.– все эти процессы, протекают на поверхностях деталей. Известно, что придание поверхностям деталей надлежащих свойств, способствует значительному повышению показателей качества эксплуатируемых машин в целом и в первую очередь показателей их надежности.
Шероховатость участка поверхности оценивается по неровностям профиля, получаемого методом сечения реальной поверхности геометрической плоскостью. Для отделения шероховатости неровностей поверхности от других рельефных участков с относительно крупным шагом, ее рассматривают в пределах отдельного сегмента, длину которого называют базовой длиной.
Для оценки шероховатости поверхностей используется параметры измерения, которые указывают на стандартные величины находящиеся в пределах допустимых значений. Параметры «Ra», представляют собой среднюю высоту неровностей профиля, которая измеряется в микрометрах.
При контроле и измерении величин шероховатости поверхностей используют метод визуальной оценки, контактным и бесконтактным способом. Измерения производятся методом светового сечения, теневой проекцией, интерференционным и растровым способом. В отдельных случаях, когда не представляется возможным напрямую измерить шероховатость поверхности, с выбранной поверхности снимают слепок и измеряют величину шероховатости по слепку.
При визуальной оценке проверяемую поверхность сравнивают с образцами шероховатости поверхности, которые выпускают в виде специальных эталонов. Образцы шероховатости могут быть плоской или цилиндрической формы. На каждом образце изображают номинальное значение параметра «Ra» в микрометрах.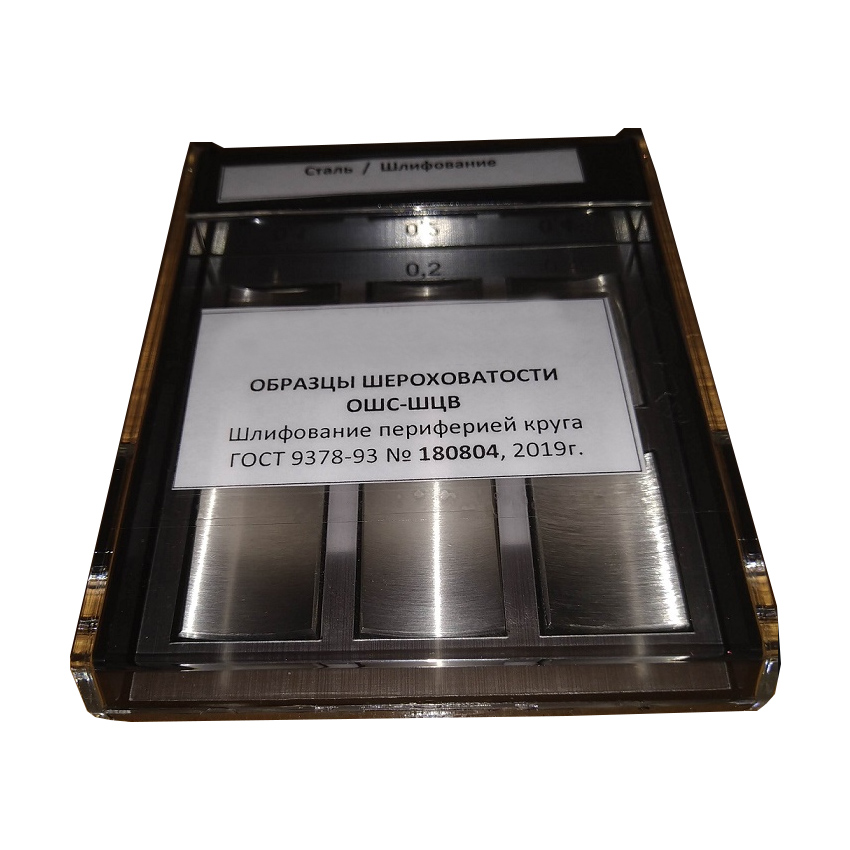 По требованию заказчика рядом с параметром «
По требованию заказчика рядом с параметром «Ra» может быть дополнительно нанесено значение параметра «Rz» как справочное. Образцы шероховатости укомплектовываются в наборы, а так же изготовляются отдельными образцами по способам обработки и материалам, из которых они изготовлены.
Оценка шероховатости поверхностей детали, методом сравнения с образцом, дает удовлетворительные результаты, начиная примерно от Ra = 0,6 - 0,8 мкм и далее.
Точность визуального измерения шероховатости может быть повышена в случае применения оптических средств увеличения.
Измерение шероховатости не визуальным способом производится специальными приборами одним, из которых является профилометр. Эти приборы предназначены для фиксации параметров шероховатости участка детали. Профилометры измеряют состояние поверхности контактным методом с помощью специального алмазного щупа.
В технике профилометры главным образом предназначены для измерений в условиях лабораторий, машиностроительных, приборостроительных и других.
Шероховатость Ra | Среднее арифметическое профиля шероховатости
перейти к содержаниюШероховатость Ra в механике является средним показателем, характеризующим состояние поверхности детали или материала.
В промышленности контроль шероховатости является частью процесса проверки размеров и обеспечивает соответствие деталей во время обработки.
Существуют и другие показатели, характеризующие шероховатость поверхности, но в данной статье мы сосредоточимся на общем состоянии поверхности контрольной зоны.
Что такое шероховатость Ra?
Определение
Средняя арифметическая шероховатость, обозначенная как Ra, представляет собой абсолютное среднее значение по отношению к базовой длине.
Для простоты значение Ra указывает среднюю шероховатость поверхности для длины выполненного измерения, т. е. среднюю разницу между пиками и впадинами.
Чтобы схематизировать, что такое шероховатость, можно представить двумерный срез поверхности. Чем выше шероховатость этой поверхности, тем больше разница между пиками и впадинами поверхности.
Чем выше шероховатость этой поверхности, тем больше разница между пиками и впадинами поверхности.
Шероховатость Ra — отличный способ быстро проверить, соответствует ли поверхность требованиям заказчика, его значение отражает общее состояние поверхности.
Зачем вам заботиться о шероховатости поверхности?
В некоторых отраслях, особенно высоких технологиях, необходимо, чтобы шероховатость производимых компонентов соответствовала ожиданиям.
Шероховатость играет важную роль в механике, она позволяет контролировать такие явления, как течение или адгезия. Это важный параметр, который следует учитывать в точной механике, поскольку он оказывает значительное влияние на силу трения, износ и механическую анкеровку (среди прочего).
При определении средней шероховатости поверхности с помощью показателя Ra можно быстро определить микро- или макрогеометрические неровности поверхности.
Таким образом деталь может быть обозначена как соответствующая или несоответствующая в процессе контроля качества.
Прочие индикаторы шероховатости
В дополнение к Ra, при попытке оценить состояние поверхности, возможно, мы также смотрим на такие индикаторы, как Rz или Rt, чтобы получить больше информации:
- Rt определяет общую зарегистрированную шероховатость, т. е. сумму максимального пика с максимальной впадиной. Это самое большое расстояние, зарегистрированное для измерения.
- Rz определяет регулярность записанных измерений. Это среднее значение пяти наибольших суммарных отклонений (Rt), зарегистрированных для длины.
Эти индикаторы позволяют более точно узнать макрогеометрию поверхности.
Они иногда используются в качестве критериев выбора при контроле качества, и современные измерительные приборы упоминают их в своих результатах.
Измерение шероховатости поверхности
Доступно несколько инструментов для измерения шероховатости поверхности. Выбор используемого инструмента в основном зависит от потребностей контроля и его специфики.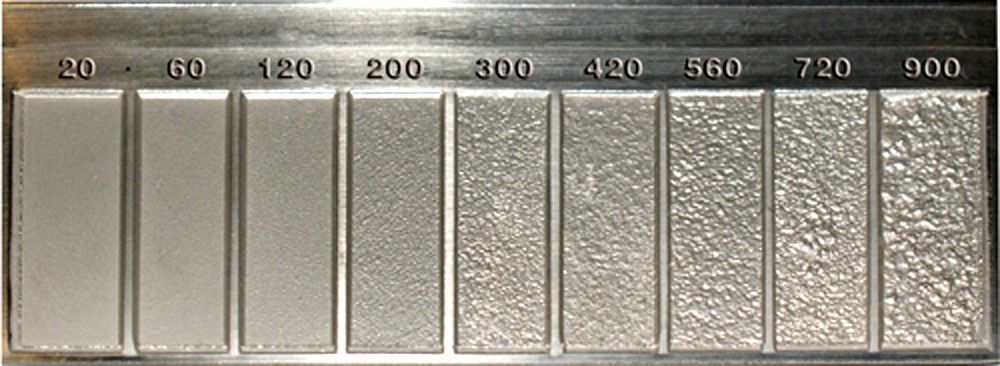
Рафометры
Шероховатость представляет собой контактную измерительную машину, позволяющую быстро определить шероховатость поверхности.
Основным преимуществом этих устройств является то, что они очень просты в использовании и часто легко перемещаются, поэтому все, что вам нужно сделать, это поместить их на проверяемую поверхность и запустить для выполнения измерения.
Существует два типа неровностей: скользящие и нескользящие.
В первом случае машина имеет небольшой салазок на конце головы, который скользит по рулю и служит прямой направляющей.
Скольжение может повлиять на измерение, если поверхность неровная, поэтому его следует использовать только на максимально плоских поверхностях. Несмотря на этот недостаток, шероховатости с полозьями — очень удобный и эффективный способ измерения плоских поверхностей.
Во втором случае, станки без полозьев, в приборах используется внутренняя направляющая, вычисляющая ориентацию щупа в 3D-пространстве, обеспечивающая измерения на неплоских поверхностях.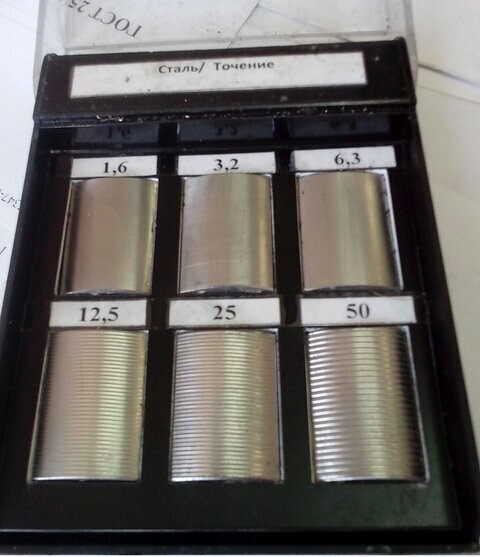
Способность устройств без полозьев пересчитывать траектории позволяет более точно управлять, тогда как устройства с полозьями могли усложнить или даже исказить управление при незначительном изменении поверхности.
Оптические измерения
Шероховатость Ra можно очень легко рассчитать с помощью шероховатости Ra, но это механические устройства, требующие физического контакта между зондом и поверхностью.
Поэтому, если требуется большая точность, предпочтительно использовать оптическую измерительную систему, такую как интерферометр.
Интерферометры — это измерительные машины, способные определить топографию поверхности любого материала.
Они гораздо более точны и эффективны, чем системы измерения физического контакта, потому что они используют интерференционные эффекты, возникающие при наложении света, когда он проецируется и отражается в области измерения.
В настоящее время это наиболее эффективный метод получения очень точных значений шероховатости поверхности.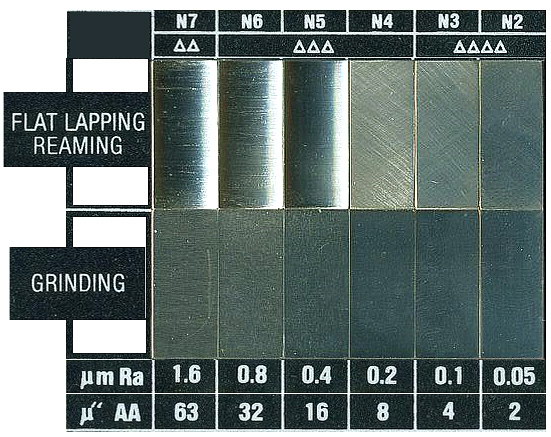
Косвенный контроль шероховатости Ra
Состояние поверхности иногда невозможно измерить из-за отсутствия доступа к измерительным приборам. Причин тому много, в основном одна из этих трех:
- Казалось бы, собранную деталь нужно разобрать, чтобы доставить в измерительную лабораторию.
- Деталь слишком громоздкая, и ее сложно разместить на станке.
- Ваш контрольный прибор не может добраться до проверяемой области.
Именно в такой ситуации было бы чрезвычайно практично иметь возможность контролировать деталь косвенно, и именно поэтому Plastiform разработала оттискные продукты, способные выполнять такие операции.
Косвенный, делокализованный контроль шероховатости Ra.
Компания Plastiform разработала оттискные изделия. Эти продукты позволяют с высокой точностью копировать свойства контрольной зоны, в том числе качество ее поверхности.
Пример контроля шероховатости Ra по P80
Если по каким-либо причинам у Вас нет возможности проверить деталь, Plastiform, несомненно, поможет Вам решить эту проблему.
P80 Ra – это пастообразный оттискной продукт (который прилипает к поверхности, даже если она выступает).
Используя его со своей стороны, вы можете скопировать его свойства, после чего продукт затвердеет до 80 Shore A, что позволит вам легко выполнять измерения на оттиске, непосредственно и с вашими обычными измерительными приборами.
Проверка шероховатости Ra на пластиформном оттиске
В зависимости от имеющегося у вас измерительного прибора точность измерения будет более или менее важной.
Мы рекомендуем использовать бесконтактные системы измерения, такие как интерферометр белого света, которые намного точнее и подходят для измерения состояния поверхности оттисков.
Если вы не можете его приобрести, выберите безопорный шероховатость, который больше подходит для измерения шероховатости оттиска. Будь то грубометр или интерферометр, значения Ra будут точными, единственная разница будет в отношении других показателей, которые будут даваться с гораздо большей точностью с помощью интерферометра.
с полозьями также очень хорошо работает на наших отпечатках. Однако это даст вам приблизительную оценку Ra, а другие значения (Rt и Rz) будут искажены из-за давления, оказываемого коньком на отпечаток.
В Plastiform мы рекомендуем выполнять проверку отпечатков с устройствами, для которых мы проверили совместимость, т.е. е. Аккретек и Сильвак.
Заключение
Шероховатость — это показатель макрогеометрии поверхности детали или материала, который зависит от обработки, которой он подвергается на производственной линии.
Для измерения этого показателя мы используем различные измерительные приборы, которые измеряют разницу между «впадинами» и «пиками», зафиксированными на заданной длине, и позволяют рассчитать несколько характеристик:
- Общая шероховатость, отмеченная как Rt, которая указывает максимальное отклонение, зарегистрированное по длине. Rt рассчитывается путем добавления максимального пика к максимальному минимуму, зарегистрированному на протяжении всей длины.
- Закономерность, отмеченная как Rz, которая указывает на среднее значение основных 5 Rt по длине.
- Среднеарифметическая шероховатость, обозначаемая как шероховатость Ra, которая указывает среднюю шероховатость контролируемой поверхности.
Важным параметром является шероховатость Ra, поскольку она напрямую характеризует состояние поверхности в целом. Это дает возможность оценить последнюю в целом.
Для проверки состояния поверхности можно использовать различные устройства, контактные и бесконтактные. Обычно используются рафометры или интерферометры.
Иногда устройства не могут получить доступ к нужной области управления. Именно в этих случаях Plastiform может спасти вам жизнь.
Используйте Plastiform, чтобы скопировать контрольную область и выполнить измерения прямо на оттиске с помощью ваших измерительных устройств!
Выберите наш персонализированный футляр , и у вас будет все необходимое, чтобы опробовать средства контроля слепков!
Резюме→Что такое шероховатость Ra?
→ Определение
→Почему вы должны заботиться о шероховатости поверхности?
→Другие индикаторы шероховатости
→ Измерение шероховатости поверхности
→ Рафометры
→ Оптические измерения
→ Косвенный контроль шероховатости Ra
→ Косвенный, делокализованный контроль шероховатости Ra.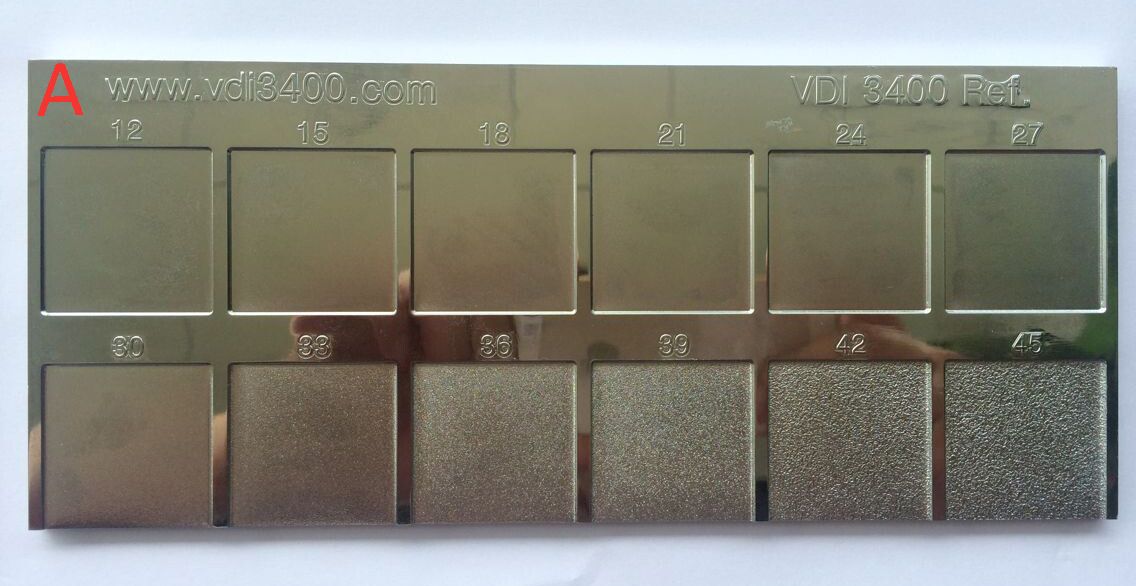
→Проверьте шероховатость Ra на пластиформном оттиске
→ Заключение
Ссылка для загрузки страницы Перейти к началуШероховатость поверхности для разработчиков продуктов
Шероховатость поверхности часто описывается термином R и , но многие из наших клиентов не уверены в том, что это означает, как это измеряется и почему это важно для дизайна их продуктов. Итак, здесь мы хотели бы развеять все тайны, чтобы вы могли точно указать тип шероховатости поверхности, который вам нужен и который необходим для вашего следующего проекта.
Какова стоимость R и ? Представьте, что вы смотрите на профиль детали. Если вы возьмете образец длины и измерите высокие и низкие точки на этой длине, R a — это просто средняя высота над и под опорной линией, или среднее значение. Чем больше число R a , тем более шероховатая поверхность. Если бы значение R a было равно 0, график показал бы идеальную горизонтальную линию, означающую, что поверхность абсолютно плоская. Невозможно в этой вселенной.
Чем больше число R a , тем более шероховатая поверхность. Если бы значение R a было равно 0, график показал бы идеальную горизонтальную линию, означающую, что поверхность абсолютно плоская. Невозможно в этой вселенной.
Существуют и другие системы измерения, которые похожи, но не совсем такие же. Это потенциально может привести к путанице и ошибкам, поэтому важно знать, на какую систему вы ссылаетесь, и что она такая же, как и на заводе, производящем ваши детали. Если сомневаетесь, спросите. Существуют таблицы преобразования, которые можно легко перевести из одной системы в другую, если это необходимо.
Почему вас должна волновать ценность R a ? Это отраслевой стандарт для указания производителю, какой должна быть шероховатость — и должна ли быть , а не — с вашей стороны. Это используется для прототипов, обработанных деталей и инструментов. Это влияет на функциональность и производительность детали, а также на ее внешний вид. Например, многие поверхности подшипников требуют равномерной шероховатости, которая помогает сохранить смазочную пленку. Слишком гладкая или слишком шероховатая, и подшипник выйдет из строя. Кроме того,
Например, многие поверхности подшипников требуют равномерной шероховатости, которая помогает сохранить смазочную пленку. Слишком гладкая или слишком шероховатая, и подшипник выйдет из строя. Кроме того,
шероховатость поверхности не следует путать с чистотой поверхности, хотя они связаны между собой. Поэтому понимание цели R и необходимо для получения нужной детали, но это еще не все.
Что дальше?Помните, R a сообщает нам только среднее отклонение от среднего или самые высокие максимумы и самые низкие минимумы, усредненные по длине выборки. Но есть много способов добиться того же числа, используя разные технологии производства, и каждая из этих технологий придаст поверхности уникальный узор. Таким образом, производители обычно используют измерители шероховатости поверхности для измерения и сравнения того, как разные методы обработки создают очень разные текстуры.
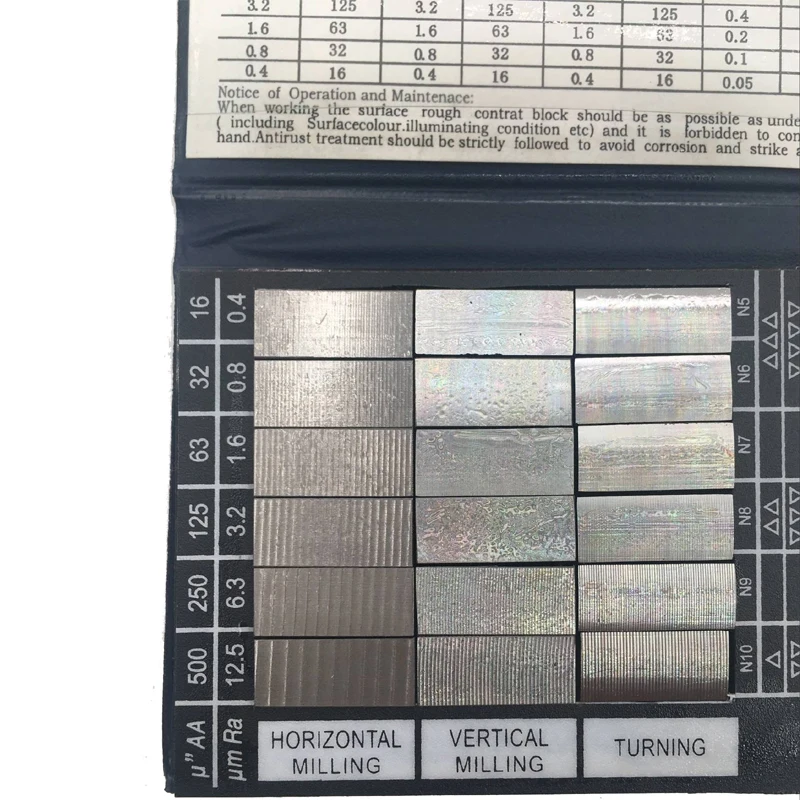
Узоры на поверхности этих датчиков существенно различаются расстоянием между канавками или волнами , которые являются одним из основных факторов, определяющих текстуру поверхности . Волны слева — низкочастотные, увеличивающиеся по частоте слева направо. Опять же, средний рост, или значение R на , может быть одинаковым, но внешний вид совершенно другой. Различные процессы ЧПУ и ручной обработки придают заготовке характерные узоры, поэтому вы должны быть с ними знакомы.
Волны слева — низкочастотные, увеличивающиеся по частоте слева направо. Опять же, средний рост, или значение R на , может быть одинаковым, но внешний вид совершенно другой. Различные процессы ЧПУ и ручной обработки придают заготовке характерные узоры, поэтому вы должны быть с ними знакомы.
Вот почему мы настоятельно рекомендуем, когда это возможно, ссылаться либо на один из таких датчиков, либо, что еще лучше, на образец для сравнения. Текстуры по своей природе очень сложны и их трудно определить. Образец – лучший способ обеспечить удовлетворенность клиентов.
Как измеряется текстура поверхности?Существует множество возможных методов измерения текстуры поверхности, в зависимости от размера детали, геометрии детали и типа материала.
Одним из наиболее распространенных способов является использование зонда или стилуса, называемого сурфометром, которым медленно проводят по поверхности детали или элемента детали. Каждое отклонение от номинальной или эталонной линии фиксируется на графике для последующей интерпретации.
Каждое отклонение от номинальной или эталонной линии фиксируется на графике для последующей интерпретации.
Таким образом можно легко рассчитать значение Ra. Кроме того, может быть желательно посмотреть на общую площадь поверхности в более широком плане, чтобы увидеть, есть ли какие-либо другие дефекты поверхности, и один из способов сделать это – с помощью оптической фотометрии.
Одним из ключевых применений оптической фотометрии является идентификация неровностей. Это могут быть пустоты, царапины или включения какого-либо загрязнения в сырье. Многие математические модели, как правило, не учитывают эти аномалии как не относящиеся к делу, но для все более важных приложений в аэрокосмической, оборонной и научной аппаратуре наличие любого дефекта может иметь катастрофические последствия. Поэтому для принятия окончательного решения о квалификации поверхности требуется сочетание человеческого и машинного интеллекта.
Изображение предоставлено: Zygo
Почему вас это должно волновать?Нет области производства, которая вызывает больше разочарований и непонимания между клиентом и заводом, чем текстура поверхности. Это может быть сложно описать или указать, поэтому во всех случаях лучше подробно обсудить этот аспект вашего дизайна, прежде чем начинать предложение или производство. И помните, что существует множество различных способов отделки поверхности, которые создают различные механические и эстетические эффекты. Когда вы свяжетесь с нами для получения бесплатного коммерческого предложения, мы можем сообщить вам о методах, которые мы используем, и о том, как вы можете наилучшим образом достичь желаемой шероховатости поверхности.
Когда шероховатость становится рутиной – автоматические измерения Ra в труднодоступных местах
Опубликовано 23 апреля 2020 г.
Последнее обновление 6 февраля 2021 г. места является проблемой для многих производителей. Узкие отверстия предотвращают попадание многих измерителей шероховатости внутрь отверстий, труб, цилиндров и других труднодоступных мест. И все же эти измерения качества поверхности часто имеют решающее значение, особенно для деталей, где шероховатость влияет на производительность детали.
Узкие отверстия предотвращают попадание многих измерителей шероховатости внутрь отверстий, труб, цилиндров и других труднодоступных мест. И все же эти измерения качества поверхности часто имеют решающее значение, особенно для деталей, где шероховатость влияет на производительность детали.
Чтобы решить эту проблему, Novacam разрабатывает и производит системы ОПТИЧЕСКИЙ 3D ПРОФИЛОМЕТР TM , которые измеряют с помощью оптических датчиков малого диаметра. Эти зонды на основе волокна проникают внутрь для измерения шероховатости (а также трехмерной геометрии):
- на поверхностях внутреннего диаметра (ID) отверстий, труб и цилиндров
- на внутренних поверхностях близко расположенных лопаток дисков аэрокосмических турбин
- на дне глухих отверстий, прорезей или узких каналов
- и в других труднодоступных местах, куда другие датчики шероховатости просто не могут добраться.
Нажмите на изображение, чтобы просмотреть его крупным планом
Профилометр Novacam диаметром 4,6 мм с боковым обзором на подвижном столике для измерения внутренней поверхности металлической трубки с внутренним диаметром 15 мм.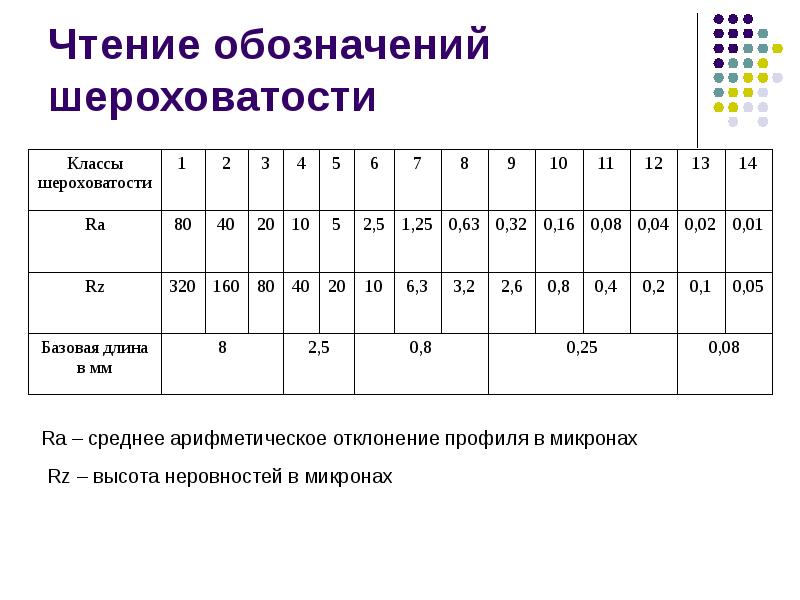
Измерение шероховатости на внутренних стенках труб, отверстий и других узких пространств
Система NOVACAM OPTICAL 3D PROFILOMETER позволяет получить доступ к внутренним диаметрам (ID) до 1 мм с помощью оптического зонда малого диаметра бокового обзора. Зонд получает линейный (аксиальный) профиль стенки ИД, сканируя поверхность ИД, в то время как столик линейного перемещения продвигает его в труднодоступное пространство.
Зонд направляет пучок низкокогерентного света на измеряемую поверхность, собирает световой сигнал, отраженный от поверхности, и отправляет этот сигнал обратно в системный интерферометр по оптоволокну. Длина этого волокна может достигать нескольких метров.
Измерение шероховатости на стенках внутреннего диаметра
Измерение шероховатости на дне узких каналов или глухих отверстий
Системы NOVACAM OPTICAL 3D PROFILOMETER, оборудованные датчиком прямого обзора, измеряют шероховатость на поверхностях, которые включают дно узких канавок (каналов, пазов) или глухих отверстий .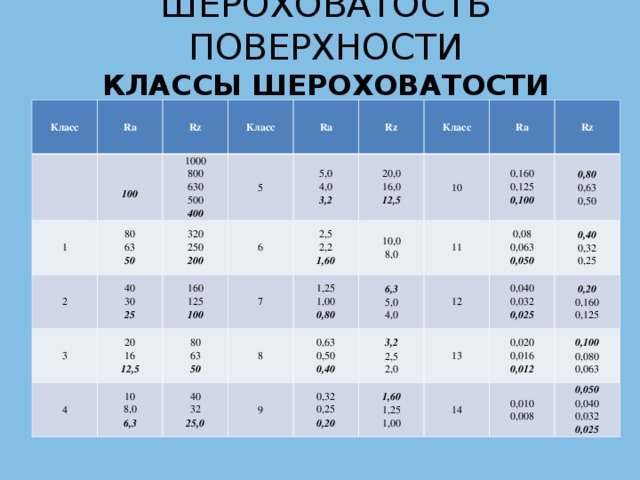 Эти поверхности, как известно, трудно сканировать сенсорными датчиками, оптическими системами, основанными на триангуляции, или микроскопами.
Эти поверхности, как известно, трудно сканировать сенсорными датчиками, оптическими системами, основанными на триангуляции, или микроскопами.
Поскольку датчики системы сканируют коллинеарно (исходящий и отраженный лучи проходят вдоль одной и той же оси), они обеспечивают гораздо лучший охват измерений нижних углов элементов с большим соотношением сторон, таких как канавки с крутыми стенками.
В зависимости от датчика зазор варьируется от 0,5 мм до 100 мм для стандартных датчиков и может достигать 1 м для нестандартных датчиков.
Измерение шероховатости на дне глухих отверстий
NOVACAM диаметром 18 мм (стандартный) передний профилометр на 2-осевой контрольной станции
Шероховатость, рассчитанная по полученному линейному профилю точечным способом со скоростью до 100 000 3D-точечных измерений в секунду
, легко обеспечивая плотность точек, необходимую для расчета параметров 2D-шероховатости, таких как средняя шероховатость (Ra), максимальная глубина впадины (Rv), максимальная высота пика (Rp), максимальная высота (расстояние от самого высокого пика до самой низкой долины) (Rt), среднеквадратическая шероховатость (Rq), асимметрия (Rsk) и эксцесс (Rku).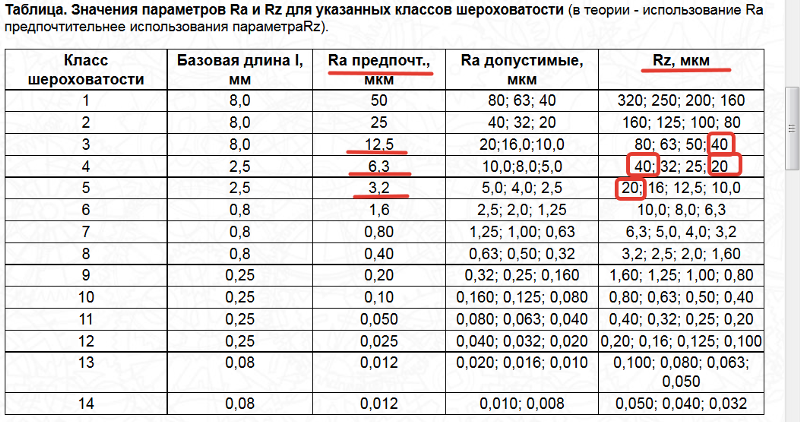
Для мельчайших неровностей обычно предпочтительна скорость 2100 3D-точечных измерений в секунду.
Система предлагает превосходные возможности измерения шероховатости:
- Минимальная измеримая шероховатость до 0,05 мкм (2,0 мкдюйма). Этот предел зависит от датчика, выбранного для конкретного применения.
- Возможность измерения шероховатости выше 10 мкм (390 мкдюйм) Ra для удовлетворения потребностей таких приложений, как аддитивное производство.
Измерение линейной шероховатости – Ra, Rz, Rq, Rp, Rv, Rt
Конструкция модульной системы на основе волокон
Система NOVACAM OPTICAL 3D PROFILOMETER представляет собой модульную систему на основе оптическое волокно к системному интерферометру (MICROCAM-3D или -4D), который обеспечивает источник света, а также обрабатывает возвращенный оптический сигнал в трехмерные топографические измерения.
Инспекция может быть полностью автоматизирована и интегрирована с ПЛК (программируемый логический контроллер).
Система ОПТИЧЕСКИЙ 3D ПРОФИЛОМЕТР включает в себя: 1) оптический датчик бокового или переднего обзора, 2) интерферометр MICROCAM-3D/4D, 3) инспекционную станцию, 4) ПК и, 5) опционально, оборудование для мультиплексирования (не показано на схеме).
Простая автоматизация измерений шероховатости
Конструкция системы OPTICAL 3D PROFILOMETER полностью поддерживает автоматизацию измерений.
- Доступны датчики различной длины и размера для измерения внутренней шероховатости таких разнообразных деталей, как цилиндры двигателей, приводы, ортопедические имплантаты, днища глухих отверстий и высокоточные просверленные отверстия под заклепки. Датчики
- легко интегрируются с роботами, а также с любым настольным или линейным механизмом перемещения для конкретного применения. Датчики
- могут работать рядом с измеряемой поверхностью, оставаясь при этом подключенными к детектору обработки сигналов системы (интерферометру MICROCAM-3D/4D) через гибкое оптоволокно.
 Длина волокна может достигать нескольких метров.
Длина волокна может достигать нескольких метров.
Доступны различные длины и размеры зондов.
- Определение последовательности сканирования выполняется быстро и легко с помощью джойстика и дополнительной настройки параметров в программном обеспечении для сбора данных NOVACAM. Рецепты измерения для различных типов компонентов легко определяются, а затем вызываются нажатием кнопки или выбираются из списка.
- Определения сканирования также могут автоматически вызываться ПЛК (программируемым логическим контроллером). Таким образом, цикл проверки и полученные измерения не зависят от оператора.
- Последовательность сканирования может включать несколько отверстий (или трубок и т. д.).
- Системы предлагают такие возможности, как автоматические отчеты о прохождении/непрохождении и экспортируемые отчеты. Имеются оптические переключатели
- для мультиплексирования более 1 датчика на один интерферометр MICROCAM. Мультиплексированные зонды могут использоваться по одному.
 Эта опция обеспечивает дополнительную окупаемость инвестиций (ROI) для многих установок.
Эта опция обеспечивает дополнительную окупаемость инвестиций (ROI) для многих установок. - Интерфейс прикладного программирования (API) доступен для системных интеграторов и OEM-производителей для работы с широким спектром интерактивных и автономных приложений. Экспортированные результаты могут быть интегрированы с регистраторами данных и программным обеспечением SPC.
Автоматическое измерение блиска аэрокосмической турбины с помощью датчика бокового обзора диаметром 3 мм
Дополнительные преимущества
В дополнение к измерению шероховатости системы NOVACAM OPTICAL 3D PROFILOMETER предлагают:
- Возможность измерения размерных параметров (например, длины элементов) , высота/глубина ступеньки, углы и т.д.), толщина материала (в случае прозрачного или полупрозрачного материала) и/или дефекты с тем же датчиком, который используется для шероховатости
- Возможность приобретения длинного профиля
- Способность работать в неблагоприятных условиях, включая экстремальные температуры или давление, или в радиоактивных средах
- Измерение без вредного воздействия на измеряемые поверхности (это не относится к контактным щупам)
- Бесконтактные щупы, которые не изнашиваются — нет необходимости покупать дорогие расходные материалы, такие как щупы для контактных щупов.
