Шероховатость резьбы гост: 404 – Категория не найдена.
alexxlab | 05.08.1996 | 0 | Разное
цена, доставка, производство, в наличии
Внимание
По вашему желанию, данное изделие Мы можем изготовить по вашим индивидуальным чертежам из необходимых марок стали, провести термообработку до необходимого класса прочности и нанести любое антикоррозийное покрытие от цинка до кадмия.Описание изделия
ГОСТ 11871-88. Гайки круглые шлицевые класса точности А. Технические условия
ГОСТ 11871-88
Группа Г33
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ГАЙКИ КРУГЛЫЕ ШЛИЦЕВЫЕ КЛАССА ТОЧНОСТИ А
Технические условия
Slotted round nuts, product grade A. Specifications
МКС 21.060.20
ОКП 16 8000
Дата введения 1989-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 20.05.88 N 1395
3. Стандарт полностью соответствует СТ СЭВ 5957-87
4. ВЗАМЕН ГОСТ 11871-80
ВЗАМЕН ГОСТ 11871-80
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Номер пункта
ГОСТ 9.301-86
2.4
ГОСТ 9.302-88
4.6
ГОСТ 9.303-84
2.4
ГОСТ 380-94
2.3
ГОСТ 1050-88
2.3
ГОСТ 1759.0-87
2.4
ГОСТ 1759.1-82
4.2
ГОСТ 1759.3-83
2.6, 4.5
ГОСТ 2999-75
4.3
ГОСТ 4543-71
2.3
ГОСТ 5632-72
2.3
ГОСТ 8908-81
2.2
ГОСТ 9013-59
4.3
ГОСТ 9378-93
4.4
ГОСТ 15527-2004
2.3
ГОСТ 16093-2004
2.1
ГОСТ 17769-83
3
ГОСТ 18160-72
5
ГОСТ 24643-81
2.2
ГОСТ 24705-2004
1.2
6. ПЕРЕИЗДАНИЕ
Настоящий стандарт распространяется на круглые шлицевые гайки с номинальным диаметром резьбы от 6 до 200 мм.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Размеры гаек должны соответствовать указанным на чертеже и в табл.1.
ГОСТ 11871-88 Гайки круглые шлицевые класса точности А. Технические условия
________________
* Допускается вместо фаски скругление радиусом ГОСТ 11871-88 Гайки круглые шлицевые класса точности А. Технические условия и отсутствие фаски для исполнения 2.
Технические условия и отсутствие фаски для исполнения 2.
Таблица 1
мм
Номинальный диаметр резьбы ГОСТ 11871-88 Гайки круглые шлицевые класса точности А. Технические условия
Шаг резьбы ГОСТ 11871-88 Гайки круглые шлицевые класса точности А. Технические условия
ГОСТ 11871-88 Гайки круглые шлицевые класса точности А. Технические условия
Примечания:
1. Допускается по соглашению между изготовителем и потребителем изготовлять гайки М45-М125 с 4 шлицами.
2. Гайки с размерами, указанными в скобках, применять не рекомендуется.
Пример условного обозначения гайки исполнения 1, с диаметром резьбы ГОСТ 11871-88 Гайки круглые шлицевые класса точности А. Технические условия=16 мм, с мелким шагом резьбы 1,5 мм с полем допуска резьбы 6Н, из стали марки 35, с химическим окисным покрытием, пропитанным маслом:
ГОСТ 11871-88 Гайки круглые шлицевые класса точности А. Технические условия
То же, из латуни Л63, без покрытия:
ГОСТ 11871-88 Гайки круглые шлицевые класса точности А. Технические условия
Технические условия
То же, исполнения 2, с цинковым покрытием толщиной 9 мкм, хроматированным:
ГОСТ 11871-88 Гайки круглые шлицевые класса точности А. Технические условия
1.2. Резьба – по ГОСТ 24705.
1.3. Теоретическая масса стальных гаек указана в приложении 1.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Поле допуска резьбы – 6Н по ГОСТ 16093.
2.2. Поля допусков размеров и допуски расположения поверхностей должны соответствовать указанным в табл.2.
Таблица 2
Обозначение размера или допуска
Поле допуска или допуск
ГОСТ 11871-88 Гайки круглые шлицевые класса точности А. Технические условия; ГОСТ 11871-88 Гайки круглые шлицевые класса точности А. Технические условия
h22
ГОСТ 11871-88 Гайки круглые шлицевые класса точности А. Технические условия
h24
ГОСТ 11871-88 Гайки круглые шлицевые класса точности А. Технические условия; ГОСТ 11871-88 Гайки круглые шлицевые класса точности А. Технические условия
h24
ГОСТ 11871-88 Гайки круглые шлицевые класса точности А. Технические условия
Технические условия
Н14
ГОСТ 11871-88 Гайки круглые шлицевые класса точности А. Технические условия
Н14
ГОСТ 11871-88 Гайки круглые шлицевые класса точности А. Технические условия
По 9-й степени точности ГОСТ 24643
ГОСТ 11871-88 Гайки круглые шлицевые класса точности А. Технические условия
По 11-й степени точности ГОСТ 24643
Допуски углов ±ГОСТ 11871-88 Гайки круглые шлицевые класса точности А. Технические условия – по ГОСТ 8908.
Допускается по соглашению между изготовителем и потребителем изготовлять гайки с допуском перпендикулярности опорной поверхности к оси резьбы ГОСТ 11871-88 Гайки круглые шлицевые класса точности А. Технические условия – по 11-й степени точности и шероховатостью поверхностей ГОСТ 11871-88 Гайки круглые шлицевые класса точности А. Технические условия: 1,6; 3,2; 6,3 вместо ГОСТ 11871-88 Гайки круглые шлицевые класса точности А. Технические условия: 0,8; 1,6; 3,2 – соответственно.
2.3. Марки материалов и их условные обозначения должны соответствовать указанным в табл.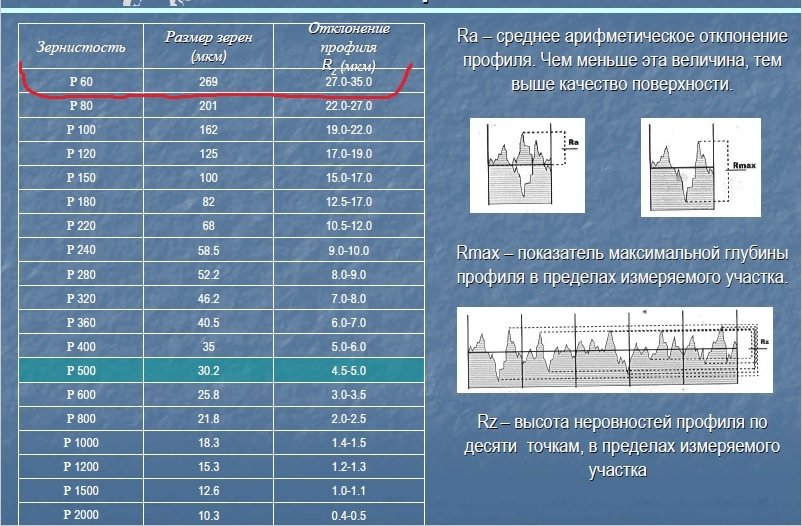 3.
3.
Таблица 3
Материал
Твердость по Бринеллю НВ, не менее
Условное обозначение марки (группы)
вид
марка
обозначение стандарта
Углеродистые стали
Ст 3 сп,
Ст 3 кп
ГОСТ 380*
90
02
20
ГОСТ 1050
110
04
35
140
05
45
170
06
Легированные стали
35Х
ГОСТ 4543
197
11
30ХГСА
217
Коррозионно-стойкие стали
12Х18Н9Т 12Х18Н10Т
ГОСТ 5632
–
21
14Х17Н2
23
Латунь
Л63
ГОСТ 15527
–
32
______________
* На территории Российской Федерации действует ГОСТ 380-2005. – Примечание изготовителя базы данных.
2.4. Гайки должны изготовляться с покрытиями: цинковым хроматированным; кадмиевым хроматированным; окисным, пропитанным маслом; фосфатным, пропитанным маслом или без покрытия. Выбор покрытия для определенного материала – по ГОСТ 9.303. Технические требования к покрытиям – по ГОСТ 9.301.
Условное обозначение покрытий – цифровое по ГОСТ 1759. 0.
0.
2.5. Твердость поверхностей шлицев гаек – не менее 372HV или 38HRCГОСТ 11871-88 Гайки круглые шлицевые класса точности А. Технические условия. Глубина закаленного слоя – не менее 1 мм.
По согласованию между изготовителем и потребителем допускается изготовлять гайки без термообработки.
2.6. Дефекты поверхности гаек – по ГОСТ 1759.3.
3. ПРИЕМКА
Правила приемки гаек – по ГОСТ 17769.
4. МЕТОДЫ КОНТРОЛЯ
4.1. Контроль внешнего вида гаек должен проводиться визуально без применения увеличительных приборов в помещении с освещенностью не менее 300 лк. Допускается в спорных случаях применять лупу с 2,5-3-кратным увеличением.
4.2. Контроль размеров и допусков расположения поверхностей – по ГОСТ 1759.1.
4.3. Твердость термически обработанных гаек следует определять по ГОСТ 2999 или по ГОСТ 9013. Арбитражным является измерение твердости по ГОСТ 2999.
4.4. Шероховатость поверхности следует проверять путем сравнения с образцами шероховатости по ГОСТ 9378.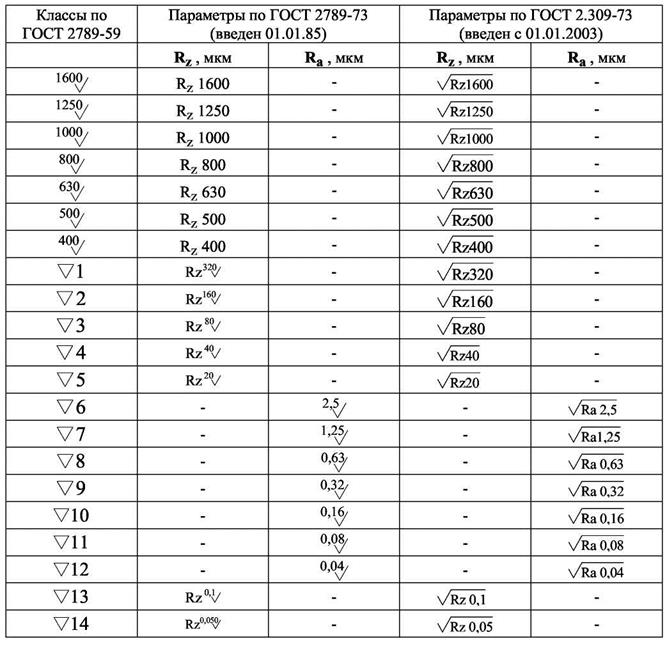
Допускается контролировать шероховатость поверхностей приборами.
Шероховатость резьбы проверяется на боковых поверхностях профиля.
4.5. Контроль дефектов – по ГОСТ 1759.3.
4.6. Контроль покрытий – по ГОСТ 9.302.
4.7. Допускаемые осевые нагрузки для гаек исполнения 1 из стали 35 с номинальным диаметром резьбы до 48 мм приведены в приложении 2.
5. УПАКОВКА И МАРКИРОВКА
Упаковка гаек и маркировка тары – по ГОСТ 18160.
ПРИЛОЖЕНИЕ 1 (справочное). МАССА СТАЛЬНЫХ ГАЕК
ПРИЛОЖЕНИЕ 1
Справочное
Номинальный диаметр резьбы ГОСТ 11871-88 Гайки круглые шлицевые класса точности А. Технические условия, мм
Теоретическая масса 1000 шт. гаек, кг
Исполнение 1
Исполнение 2
Примечание. Для определения массы гаек, изготовленных из латуни, значения массы, указанные в таблице, должны быть умножены на коэффициент 1,080.
ПРИЛОЖЕНИЕ 2 (справочное). ДОПУСКАЕМЫЕ ОСЕВЫЕ НАГРУЗКИ ДЛЯ ШЛИЦЕВЫХ ГАЕК ИСПОЛНЕНИЯ 1 ИЗ СТАЛИ МАРКИ 35
ПРИЛОЖЕНИЕ 2
Справочное
Номинальный диаметр резьбы ГОСТ 11871-88 Гайки круглые шлицевые класса точности А. Технические условия, мм
Технические условия, мм
Шаг резьбы ГОСТ 11871-88 Гайки круглые шлицевые класса точности А. Технические условия, мм
Испытательная нагрузка ГОСТ 11871-88 Гайки круглые шлицевые класса точности А. Технические условия, не менее
6
0,5
13200
8
1,0
23500
10
1,25
36700
12
37200
14
1,5
42800
16
50000
18
57200
20
65200
22
90000
24
96600
27
105000
30
123100
33
135000
36
155700
39
158000
42
161800
45
180000
48
240750
Электронный текст документа
подготовлен ЗАО “Кодекс” и сверен по:
официальное издание
Гайки. Технические условия.
Конструкция и размеры: Сб. стандартов. –
М.: Стандартинформ, 2006
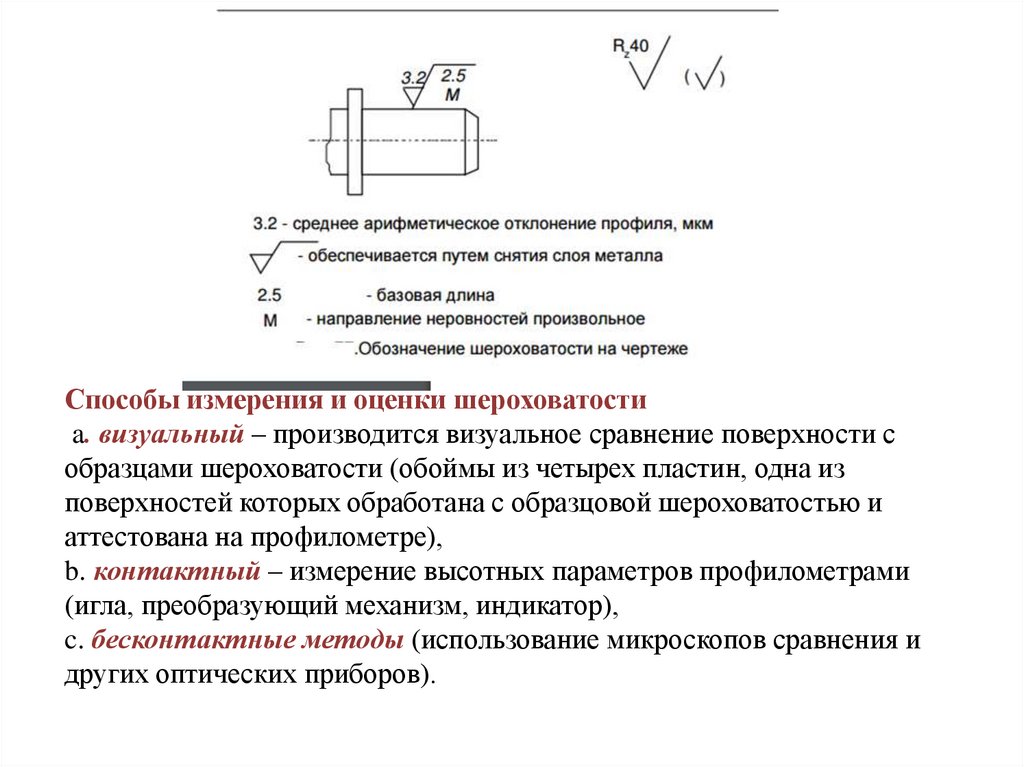
ГОСТ 2789-73. Шероховатость поверхности параметры, характеристики и обозначения
- формат doc
- размер 111.1 КБ
- добавлен
30 ноября 2009 г.


Настоящий стандарт распространяется на шероховатость поверхности изделий независимо от их материала и способа изготовления. Стандарт устанавливает перечень параметров и типов направлений неровностей, которые должны применяться при установлении требований и контроле шероховатости поверхности, числовые значения параметров и общие указания по установлению требований к шероховатости поверхности.
Похожие разделы
- Академическая и специальная литература
- Машиностроение и металлообработка
- Академическая и специальная литература
- Механика
- Стандарты
- Межгосударственные стандарты (МС)
- МС (ГОСТ) Машиностроение и металлообработка
- Стандарты
- Стандарты России
- ГОСТ
- ГОСТ Крепежные изделия
- Стандарты
- Стандарты России
- ГОСТ Р
- ГОСТ Р Машиностроение и металлообработка
- Стандарты
- Стандарты России
- Отраслевые стандарты (ОСТ)
- ОСТ Машиностроение и металлообработка
- Стандарты
- Стандарты Украины (ДБН, ДСТУ)
- ДСТУ
- ДСТУ Машиностроение
Смотрите также
Стандарт
- формат tif
- размер 2. 73 МБ
- добавлен 21 ноября 2011 г.
ГОСТ 13846-2003 Арматура фонтанная и нагнетательная. Типовые схемы, основные параметры и технические требования к конструкции Взамен ГОСТ 13846-89 Настоящий стандарт распространяется на устьевую фонтанную и нагнетательную арматуру, состоящую из устьевой елки и трубной обвязки, независимо от области применения по климатическому району и скважинной среде. Стандарт не распространяется на устьевую арматуру с двумя и более стволовыми проходами с парал…
- формат doc
- размер 1016.5 КБ
- добавлен 12 апреля 2010 г.
Настоящий стандарт устанавливает буквенные обозначения основных электрических и магнитных величин. Буквенные обозначения, установленные в настоящем стандарте, обозначены для применения в документации всех видов, учебниках, учебных пособиях технической и справочной литературе.
Стандарт
- формат pdf
- размер 202.38 КБ
- добавлен 21 ноября 2010 г.
Настоящий стандарт распространяется на круглую качественную сталь диаметром от 0,20 до 50 мм со специальной отделкой поверхности. Специальная отделка поверхности достигается удалением поверхностного слоя
- формат pdf
- размер 1.42 МБ
- добавлен 07 июня 2010 г.
ГОСТ 16530-83 Передачи зубчатые. Общие термины, определения и обозначения взамен ГОСТ 16530-70 Настоящий стандарт устанавливает применяемые в науке, технике и производстве термины, определения и обозначения основных понятий, относящихся к геометрии и кинематике зубчатых передач с постоянным передаточным отношением и являющихся обшими для передач различных видов.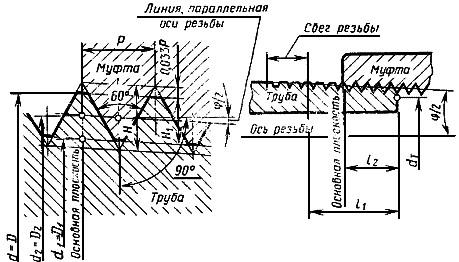 Переиздание: Ноябрь 2004 52 страницы Формат PDF Высокое качество
Переиздание: Ноябрь 2004 52 страницы Формат PDF Высокое качество
- формат pdf
- размер 352.91 КБ
- добавлен 26 марта 2010 г.
Типы, основные параметры и размеры
- формат pdf
- размер 434.02 КБ
- добавлен 09 января 2009 г.
Настоящий стандарт устанавливает диаметры отверстий, обеспечивающих нарезание метрической резьбы ГОСТ 9150-81, ГОСТ 24705-81 с допусками по ГОСТ 16093-81, в сером чугуне по ГОСТ 1412-85, в сталях по ГОСТ 380-94, ГОСТ 1050-88, ГОСТ 4543-71, ГОСТ 5632-72 (кроме сплавов на никелевой основе), ГОСТ 20072-74, в алюминиевых литейных сплавах по ГОСТ 1583-93, в меди по ГОСТ 859-78.
- формат doc
- размер 216 КБ
- добавлен
19 января 2009 г.

ГОСТ по центробежным насосам
- формат pdf
- размер 1.22 МБ
- добавлен 08 августа 2011 г.
Настоящий стандарт распространяется на подшипники качения по ГОСТ 831, ГОСТ 832, ГОСТ 3478, ГОСТ 4252, ГОСТ 4657, ГОСТ 5377, ГОСТ 5721, ГОСТ 6364, ГОСТ 7242, ГОСТ 7634, ГОСТ 7872, ГОСТ 8328, ГОСТ 8338, ГОСТ 8419, ГОСТ 8545, ГОСТ 8882, ГОСТ 8995, ГОСТ 9942, ГОСТ 18572, ГОСТ 20531, ГОСТ 23179, ГОСТ 23526, ГОСТ 24696, ГОСТ 24850, ГОСТ 27057, ГОСТ 27365, ГОСТ 28428. Настоящий стандарт не распространяется на некоторые подшипники определенных конструкт…
- формат djvu
- размер 4.89 МБ
- добавлен 12 июня 2009 г.
Развертка(металорежущий инструмент).
Практикум
- формат pdf
- размер 690.15 КБ
- добавлен 14 апреля 2011 г.
Тамбов: Изд-во Тамб. гос. техн. ун-та, 2006. – 24 с. Изложена методика выполнения измерений параметров шероховатости поверхности по снятым профилограммам микрорельефа в системе М при помощи приборов профильного метода контактного типа, а также бесконтактных приборов светового сечения. Предназначена для студентов всех форм обучения специальности 151001.
ГОСТ 26250-84 / Ауремо
ГОСТ ИСО 13680-2016 ГОСТ 34004-2016 ГОСТ Р 57385-2017 ГОСТ 19277-2016 ГОСТ Р 54864-2016 ГОСТ Р ИСО 13679-2016 ГОСТ Р 56594-2015 ГОСТ 32931-2015 ГОСТ Р 51906-2015 ГОСТ 32678-2014 ГОСТ 33228-2015 ГОСТ 32528-2013 ГОСТ Р 56349-2015 ГОСТ Р 56329-2014 ГОСТ Р 56175-2014 ГОСТ Р 56030-2014 ГОСТ Р 55942-2014 ГОСТ Р 54918-2012 ГОСТ Р ИСО 21809-2-2013 ГОСТ 31448-2012 ГОСТ Р 55436-2013 ГОСТ Р 54929-2012 ГОСТ Р 54864-2011 ГОСТ Р 54159-2010 ГОСТ Р 54157-2010 ГОСТ Р ИСО 2531-2008 ГОСТ Р 53365-2009ГОСТ Р 53384-2009 ГОСТ Р 53383-2009 ГОСТ Р ИСО 3183-1-2007 ГОСТ Р ИСО 3183-3-2007 ГОСТ Р ИСО 3183-2-2007 ГОСТ 6238-77 ГОСТ 11017-80 ГОСТ 12132-66 ГОСТ 8646-68 ГОСТ 8645-68 ГОСТ 8733-74 ГОСТ 8965-75 ГОСТ 10707-80 ГОСТ 632-80 ГОСТ 8644-68 ГОСТ 8966-75 ГОСТ 9567-75 ГОСТ 8967-75 ГОСТ 8968-75 ГОСТ 8969-75 ГОСТ 21945-76 ГОСТ 10706-76 ГОСТ 24950-81 ГОСТ 9941-81 ГОСТ 631-75 ГОСТ 550-75 ГОСТ 21729-76 ГОСТ 800-78 ГОСТ 14162-79 ГОСТ 8696-74 ГОСТ 11249-80 ГОСТ 10498-82 ГОСТ 26250-84 ГОСТ 20295-85 ГОСТ 13663-86 ГОСТ 7909-56 ГОСТ 8638-57 ГОСТ 8642-68 ГОСТ 8731-74 ГОСТ 5654-76 ГОСТ 633-80 ГОСТ 24030-80 ГОСТ 5005-82 ГОСТ 8467-83 ГОСТ 1060-83 ГОСТ 22897-86 ГОСТ Р 50278-92 ГОСТ 30564-98 ГОСТ 22786-77 ГОСТ 11068-81 ГОСТ 10705-80 ГОСТ Р 52568-2006 ГОСТ 8639-82 ГОСТ 30563-98 ГОСТ 3262-75 ГОСТ 8732-78 ГОСТ 8734-75 ГОСТ 9940-81 ГОСТ 10704-91
- гост-26250-84. pdf (349,82 КиБ)
ГОСТ 26250-84
 pdf (349,82 КиБ)
pdf (349,82 КиБ) ГОСТ 26250-84
Группа В62
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБЫ БУРИЛОВЫЕ ДЛЯ ОБОЛОЧЕК СО СЪЕМНЫМ КОЛОННОПРИЕМНИКОМ
Технические условия
Трубы бурильные для скважинного инструмента со съемными керноподъемниками. Технические условия
ИСС 23.040.10
ОКП 13 4400
Дата введения 1986−07−01
Постановление Госстандарта СССР от 03.08.84 N 2748 Дата введения установлена 3 01.07.090 Действ. принято Протоколом № 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
ИЗДАНИЕ (апрель 2010 г.) с изменением № 1, утвержденным в августе 1988 г. (ИУС 12-88)
Настоящий стандарт распространяется на трубы стальные бесшовные бурильные гладкие, предназначенные для бурения разведочных скважин на твердые полезные ископаемые оболочки со съемным керном ресивер и резьба труб.
(Измененная редакция, Ред. № 1).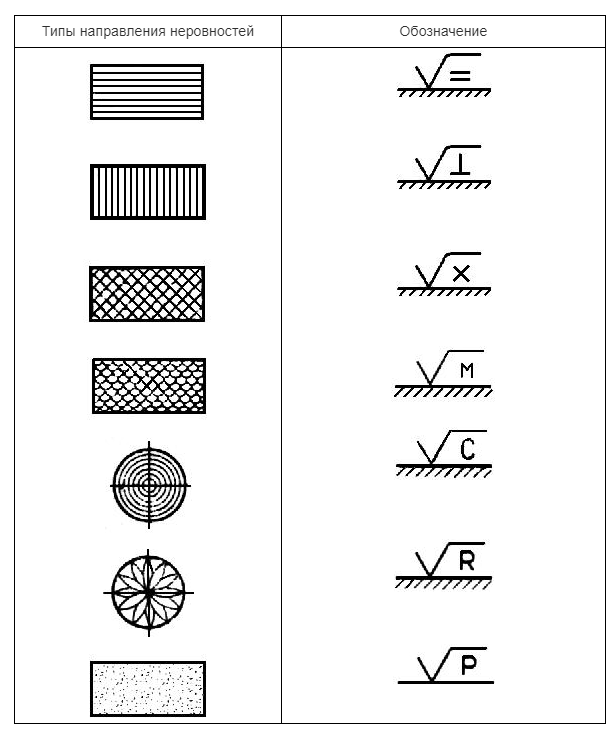
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Труба изготавливается по размерам и массе, указанным на черт.1 и в табл.1.
Черт.1
________________
* Размеры для справки.
Damn.1
Таблица 1
| Размеры, мм | ||||||||||||||
Состояние. — диаметр | Внутренний диаметр трубы | Толщина стенки | Длина трубы | Длина общая (расток — ки) под резьбу | Диаметр конических канавок в плоскости торца | Диаметр конического отверстия в плоскости торца | Длина паза | Теоретическая раз — масса Кай 1 м трубы, кг | ||||||
| Номин. | Пред. выключенный. | Номин. | Пред. выключенный. выключенный. | Номин. | Пред. выключенный. | Номин. | Пред. выключенный. | Номин. | Пред. выключенный. | Номин. | Пред. выключенный. | |||
| 43 | 33,4 | +0,2 -0,4 | 4,8 | +0,4 -0,2 | 1500 3000 | +50 -100 | 32 | 36,60 | -0,10 | По 39.15 | +0,10 | 4,5 | ±0,5 | Из 4,52 |
| 55 | 45,4 | +0,2 -0,4 | 4,8 | +0,4 -0,2 | 1500 3000 4500 | +50 -100 | 42 | 48,20 | -0,10 | 51,35 | +0,12 | 4,5 | ±0,6 | 5,94 |
| 70 | 60,4 | +0,2 -0,4 | 4,8 | +0,4 -0,2 | 1500 3000 4500 | +50 -100 | 42 | 63,20 | -0,12 | 66,35 | +0,12 | 4,5 | ±0,6 | Из 7,72 |
Примечания:
1. По требованию заказчика трубы диаметром 70 мм изготавливаются длиной 6000 и 9000 мм.
По требованию заказчика трубы диаметром 70 мм изготавливаются длиной 6000 и 9000 мм.
2. Допускается партия до 3% труб длиной 2250 и 4000 мм с предельными отклонениями мм.
3. Допускается коническая расточка (расточка) взамен цилиндрической — диаметр ().
1.2. Для овальных и разношовных труб следует принимать размеры труб по предельным отклонениям по внутреннему диаметру и толщине стенки.
1.3. Допуск прямой трубы на любом отрезке длиной 1 м составляет 0,3 мм.
(Измененная редакция, Ред. № 1).
Для труб диаметром 55 или 70 мм в партии допускается не более 10% труб с допуском прямолинейности 0,5 мм на 1 м длины.
1.4. Размеры резьбы (внешней и внутренней) приведены в черт.2 и 3 и в табл.2.
Прокл.2
________________
* Размеры для справки.
Черт.2
Черт.3
________________
* Размеры для справки.
Черт.3
Таблица 2
| Размеры, мм | ||||||
| Наименование размер | Норма для труб наружного диаметра | |||||
| 43 | 55 | 70 | ||||
Номин. | Пред. офф. | Номин. | Пред. офф. | Номин. | Пред. офф. | |
Наружный диаметр наружной резьбы в основной плоскости | 38 862 | – | Пятьдесят одна тысяча сорок три | – | 66 043 | – |
Внутренний диаметр наружной резьбы в основной плоскости | 37 362 | – | 49 243 | – | 64 243 | – |
Наружный диаметр внутренней резьбы в основной плоскости | 38 862 | – | 51 043 | – | 66 043 | – |
Внутренний диаметр внутренней резьбы в основной плоскости | 37 462 | – | 49 343 | – | 64 343 | – |
Наружный диаметр наружной резьбы в плоскости конца | 38,1 | – | 50,0 | – | 65,0 | – |
Внутренний диаметр внутренней резьбы в плоскости торца | 37 637 | – | 49 550 | – | 64 550 | – |
Диаметр делительной окружности внутреннего выступа | 34 | – | 46,0 | – | 61,0 | – |
Расстояние между упорными поверхностями конической резьбы (наружная и внутренняя) | 31 233 | ±0,05 | 40 972 | ±0,05 | 40 972 | ±0,05 |
Длина резьбы с полным профилем, не менее | 28,0 | – | 38,0 | – | 38,0 | – |
Расстояние от внутреннего угла наружного жесткого выступа до основной плоскости наружной резьбы | Семь тысяч шестьсот четыре | – | 8 626 | – | 8 626 | – |
Расстояние от торца трубы до основной плоскости внутренней резьбы | 5 604 | – | 6 626 | – | 6 626 | – |
| Шаг резьбы R | 6,0 | ±0,03 | 8,0 | ±0,03 | 8,0 | ±0,03 |
Высота спирали наружной резьбы | 0,75 | ±0,03 | 0,90 | ±0,03 | 0,90 | ±0,03 |
Высота круглой внутренней резьбы | 0,70 | ±0,03 | 0,85 | ±0,03 | 0,85 | ±0,03 |
Ширина верхнего профиля, наружная резьба | 2 698 | – | 3 618 | – | 3 618 | – |
Ширина канавки наружной резьбы | 2,9 | +0,10 | 3,9 | +0,12 | 3,9 | +0,12 |
Расстояние от вершины угла профиля наружной резьбы в сторону большего диаметра конуса резьбы до биссектрисы уголка профиля | 1 344 | – | 1 802 | – | 1 802 | – |
Ширина верхнего профиля внутренней резьбы | 2 725 | – | 3 645 | – | 3 645 | – |
Ширина траншеи внутренней резьбы | 2,9 | +0,10 | 3,9 | +0,12 | 3,9 | +0,12 |
Расстояние от вершины угла профиля внутренней резьбы в сторону большего диаметра конуса резьбы до биссектрисы уголка профиля | 1 368 | – | 1 830 | – | 1 830 | – |
Примечание. Углы упорного торцевого и квадратного фрезерования уступов, углы наклона боковых сторон профиля резьбы, угол делительной окружности и диаметр упорного выступа, ширина внутренней резьбы тазов наружной и внутренней резьбы и радиусы закругления вершины и впадины резьбы даны для конструкции режущего инструмента и трубы не контролируются.
Углы упорного торцевого и квадратного фрезерования уступов, углы наклона боковых сторон профиля резьбы, угол делительной окружности и диаметр упорного выступа, ширина внутренней резьбы тазов наружной и внутренней резьбы и радиусы закругления вершины и впадины резьбы даны для конструкции режущего инструмента и трубы не контролируются.
(Измененная редакция, Ред. № 1).
1.5. Допуск совмещения поверхности резьбы по наружному диаметру и наружной поверхности трубы в плоскости упорного выступа (для наружной резьбы) или в плоскости упорного конца (для внутренней резьбы) в выражении:
0,4 мм — для труб диаметром 43 и 55 мм;
0,6 мм — для труб диаметром 70 мм.
1.6. Допуск на биение поверхности упорного конца в направлении, перпендикулярном поверхности боковой стенки, относительно наружной поверхности резьбы — 0,03 мм.
1.7. Допуски угла конусности АТД (СТ СЭВ 178-75) на наружный диаметр наружной резьбы и внутренний диаметр внутренней резьбы должны соответствовать указанным в табл. 3.
3.
Таблица 3
| мм | ||
| Наружный диаметр трубы | ATD | |
| для внешней резьбы | для внутренней резьбы | |
| 43 | +0,08 | -0,08 |
| 55 и 70 | +0,12 | -0,12 |
1.8. Трубы производятся с правой резьбой.
Пример обозначения трубы бурильной номинальным наружным диаметром 55 мм длиной 4500 мм
Труба бурильная 55х4500 ГОСТ 26250-84
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Труба изготовлена в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
2.2. Трубы из стали группы прочности Е в нормативной документации. Массовая доля серы и фосфора в стали не должна превышать 0,045% каждого.
2.3. Трубы должны быть термически обработаны. Механические свойства стали должны соответствовать указанным в табл.4.
Механические свойства стали должны соответствовать указанным в табл.4.
Таблица 4
| Наименование параметра | Норма, не менее |
Временное сопротивление, МПа (кгс/мм) | 735 (75) |
Предел текучести, МПа (кгс/мм) | 539 (55) |
Удлинение, % | 12 |
2.4. На поверхности трубы не допускаются трещины, заусенцы, ракушечники, расслоения и закаты.
Допускаются отдельные вмятины, риски и другие дефекты, обусловленные способом изготовления, следы дефектов зачистки, если они не принимают толщину стенки за минимальный размер, и слой окислов, не затрудняющий осмотр.
2.5. Поверхность резьбы, упорного буртика и торца должны быть гладкими, без вмятин, царапин и других дефектов. На поверхности отверстия внутренней канавки и наружной резьбы допускаются следы резьбонарезного инструмента.
2.6. Параметр шероховатости по ГОСТ 2789-73 не должен превышать:
20 мкм для поверхности упорной и торцов уступов,
40 мкм — для поверхности резьбы и остальных механически обработанных поверхностей.
3. ПРАВИЛА ПРИЕМКИ
3.1. Трубы берут по сторонам. Партия должна состоять из труб одинакового диаметра и сопровождаться одним документом о качестве по ГОСТ 10692-80 с добавлением: содержание серы и фосфора в стали документ принимают на себя как изготовитель металла.
Количество трубок в партии — не более 300.
3.2. Контрольная поверхность, геометрические размеры труб и правильность выполнения резьбы подчинены каждой трубе.
3.3. Для контроля качества из партии взяты:
одна труба — для контроля механических свойств металла;
5% — для контроля биения поверхности резьбы относительно наружной поверхности трубы;
2% — для контроля биений стойкости и параметра конусности торцов и шероховатости поверхностей;
две трубы — для контроля шага и высоты резьбы.
При разногласиях в оценке содержания серы и фосфора в стали на пробу берется одна труба.
3.4. При неудовлетворительных результатах испытаний хотя бы по одному из показателей (за исключением биения поверхности резьбы относительно наружного диаметра трубы) проводятся повторные испытания на удвоенном количестве труб, отобранных из одной партии. Результаты повторных тестов распространяются на всю партию.
При неудовлетворительных результатах контроля биения поверхности резьбы относительно наружного диаметра трубы контролю подлежит каждая труба партии.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Из каждой выбранной трубы вырезают по одному образцу для каждого испытания.
4.2. Содержание серы и фосфора в стали определяют по ГОСТ и ГОСТ 12347-77 12345-2001 или другими методами, обеспечивающими требуемую точность.
Пробы отбирают по ГОСТ 7565-81.
4.3. Испытание на растяжение проводят на продольных коротких образцах по ГОСТ 10006-80. Скорость подвижного захвата:
вверх до предела текучести не более 10 мм/мин,
до предела текучести не более 40 мм/мин.
Допускается контроль механических свойств неразрушающими и статистическими методами в нормативной документации.
Различия в оценке результатов испытаний, проводимых по ГОСТ 10006-80.
4.4. Осмотр поверхности осуществляется визуально. Проверка глубины допустимых дефектов осуществляется допуском или другими способами.
4.5. Отклонение от прямолинейности труб длиной 1 м испытательной линейкой длиной 1 м по ГОСТ 8026-92 и комплектом щупов для НД.
4.6. Контролируют внутренний диаметр расходомеров-пробок 14810-69 по ГОСТ, ГОСТ и ГОСТ 14812-69 21401-75.
Контроль толщины стенки трубы проводят микрометром по ГОСТ 6507-90.
Контроль длины провести рулеткой длиной 10 м по ГОСТ 7502-98.
4.7. Шаг и высота контрольной резьбы в универсальном микроскопе в нормативной документации.
4.8. Контроль диаметров резьбы и расстояния между упорными поверхностями производится калибрами НД.
При свинчивании резьбовых рабочих калибров с резьбовой трубой, а также при их надевании или введении в рабочую резьбу калибров гладкий конец трубы должен располагаться между измерительными поверхностями калибра или совпадать с одной из них.
4.9. Контроль биения поверхности резьбы относительно наружной поверхности трубы должен производиться следующим образом: труба свинчивается специальной оправкой, резьба которой выполнена соосной с цилиндрическим хвостовиком. На цилиндрический хвостовик оправки следует насадить втулку с кронштейном для крепления индикатора часового типа по ГОСТ 577-68.
Вращая трубу и удерживая втулку индикатором, измерить радиальное биение наружной поверхности трубы относительно поверхности резьбы в плоскости упорного выступа или упорного наружного конца внутренней резьбы (черт.4 и 5 ).
Черт.4
1 — труба; 2 — оправка
Черт.4
Черт.5
1 — труба; 2 — оправка
Дамн.5
Допускается применение других методов контроля, обеспечивающих выполнение требований настоящего стандарта.
4.10. Биение упорного торца контрольной поверхности осуществляется стрелочным индикатором по ГОСТ 577-68 на снятие трубы со станка или вращением трубы в специальном приспособлении (станке), центровка трубы осуществляется относительно внешний диаметр резьбы.
Допускается использование других методов контроля, обеспечивающих выполнение требований настоящего стандарта.
4.11. Отклонение конусности по наружному диаметру наружной резьбы и внутреннему диаметру внутренней резьбы измеряют гладкими калибрами (кольцами и пробками) для НД и набором щупов для НД.
4.12. Проверка шероховатости поверхности согласно нормативной документации.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
5.1. Маркировка, упаковка, транспортирование и хранение должны соответствовать ГОСТ 1069.2−80 с дополнениями.
5.1.1. На каждую трубу на расстоянии 50-100 мм от конца наносят клеймо с указанием: товарного знака изготовителя, размера, условного наружного диаметра и клейма ОТК.
5.1.2. Консервации подлежит резьба и обработанные поверхности труб. Вариант защиты ВВ 4 по ГОСТ 9.014-78.
5.1.3. Упаковка труб осуществляется в пакеты с использованием шестигранных колпачков, защищающих концы пакетов, и специальных штифтов, пропущенных через центральную трубку пакета (рис. 6). Между донышками заглушек и концами труб размещены защитные прокладки. Пакеты дополнительно герметично связываются в одном или двух местах проволокой по ГОСТ 3282-74. Количество труб в одной упаковке и ориентировочные размеры приведены в табл.5.
6). Между донышками заглушек и концами труб размещены защитные прокладки. Пакеты дополнительно герметично связываются в одном или двух местах проволокой по ГОСТ 3282-74. Количество труб в одной упаковке и ориентировочные размеры приведены в табл.5.
Damn.6
— диаметр упаковки; — ширина пакета; — длина трубы в упаковке
1 — труба бурильная; 2 — крышка; 3 — муфта; 4 — полоса лиственных пород
Дамн.6
Таблица 5
| Условный наружный диаметр труб, мм | Количество труб в упаковке. | Размер упаковки, мм | |
диаметр | ширина | ||
| 43 | 37 | 318 | 276 |
| 55 | 19 | 294 | 256 |
| 70 | 19 | 376 | 326 |
5. 1.4. Допускается связывание труб в жгуты проволокой по ГОСТ 3282-74 или стальной лентой по ГОСТ 3560-73. Пакет должен состоять из труб одинакового диаметра. Концы труб с одной стороны пакета должны находиться в одной вертикальной плоскости. Количество труб в пакете должно быть не более 100 шт. по длине пакетов, соединенных в двух местах на расстоянии 300-500 мм от торца при длине трубы 3000 мм и в трех местах (концы и середина ) при длине трубы 4500 мм и более.
1.4. Допускается связывание труб в жгуты проволокой по ГОСТ 3282-74 или стальной лентой по ГОСТ 3560-73. Пакет должен состоять из труб одинакового диаметра. Концы труб с одной стороны пакета должны находиться в одной вертикальной плоскости. Количество труб в пакете должно быть не более 100 шт. по длине пакетов, соединенных в двух местах на расстоянии 300-500 мм от торца при длине трубы 3000 мм и в трех местах (концы и середина ) при длине трубы 4500 мм и более.
Резьбовые трубки должны быть защищены предохранительными заглушками и колпачками (кольцами).
5.1.5. Пакеты, набитые шестигранными крышками, и пакеты, набитые проволокой (лентой), выровнены в поперечном направлении не менее чем на два оборота.
| Аббревиатуры и Акронимы Список наиболее распространенных сокращений и аббревиатур в отрасли трубопроводной арматуры. ACS , Attestation de Conformité Sanitaire BB , Bolted Bonnet CDA , Copper Development Association Association Association Develop Devilent Develop Develop Association Association Association Association. DAC , Double Acting Cilynders EC, Клапан аварийного управления 07V 0027 ESD , Emergency Shut Down Fe , фланцевый конец GLP , Газ сжиженный нефтяной ГВ HB , Brinell Hardness IBBM , Iron Body Bronze Mounted JIS , японский промышленный стандарт MIV , основной впускной клапан OD , внешний диаметр 3 QO , быстрое открытие 69 06 PVF, трубы, клапаны и фитинги RC , Rockwell “C”  |
 Институт
Институт 
 NC , нормально закрытый
NC , нормально закрытый