Шкивы для клиновых ремней изготовить: Изготовление и поставки шкивов для клиновых ремней. Гарантия от Мир ремней
alexxlab | 14.07.2023 | 0 | Разное
Изготовление шкивов для клиновых ремней
Оставить заявку
ОПИСАНИЕ
Для обеспечения стабильной работы оборудования с ременной передачей используются шкивы. Изделия производятся в виде колес фрикционного типа с ободками и канавками. Качественное изготовление шкивов для клиновых ремней в компании Zubix позволяет формировать канавку с получением заданной точности геометрических параметров. Благодаря этому компрессорное, горнодобывающее и нефтегазовое оборудование функционирует с требуемой передачей крутящего момента. При этом передача может быть достаточно мощной, а количество оборотов высоким. Стальные шкивы успешно справляются с большими нагрузками.
При этом передача может быть достаточно мощной, а количество оборотов высоким. Стальные шкивы успешно справляются с большими нагрузками.
Особенности производства шкивов для клиновых ремней
Грамотное организованное производство и технические возможности металлообрабатывающей компании создают удобные условия для выполнения заказов. Воспользоваться услугой в Москве можно на самых выгодных условиях. Все шкивы изготавливаются на современном станочном оборудовании, профиль канавки формируется в соответствии с определенным типом ремня.
Наше производство шкивов для клиновых ремней включает в себя следующие этапы:
- нарезается металлическая заготовка;
- выполняется закрепление заготовки на токарном станке;
- подбирается специальный резец для формирования канавки;
- выполняется вытачивание профиля, резец при этом устанавливается под определенным углом.
У клиновых шкивов могут быть различные диаметры и количество ручьев для ремней. Изготовленные шкивы для клиновых ремней на заказ устойчивы к ударам и вибрациям, могут применяться на специфических видах оборудования. Изделия можно легко растачивать, перетачивать и восстанавливать с учетом особенностей эксплуатируемого оборудования.
Изготовленные шкивы для клиновых ремней на заказ устойчивы к ударам и вибрациям, могут применяться на специфических видах оборудования. Изделия можно легко растачивать, перетачивать и восстанавливать с учетом особенностей эксплуатируемого оборудования.
Качественный подход к изготовлению шкивов для клиновых ремней
В тех случаях, когда необходимо изготовить надежные и долговечные шкивы для вентиляционного, сельскохозяйственного, деревообрабатывающего и другого оборудования, услуги компании Zubix представляют собой наиболее правильное решение. Готовые изделия позволяют агрегатам работать тихо и с поглощением сильных вибраций.
Мы производим недорого шкивы любых типов вариантов: с облегченными конструкциями, заточенные под несколько профилей клиновых ремней и т.д. В распоряжении компании всегда имеются все необходимые материалы, поэтому не затрачивается много времени на выбор подходящей марки стали. Изготовление и доставка шкивов для клиновых ремней осуществляются в течение сроков, указанных при оформлении заказа. Исполнители работ обладают необходимой квалификацией и достаточным опытом. Качество контролируется на всех производственных этапах. Заказчики могут быть полностью уверенными в точной геометрии и отсутствии дефектов выпускаемых шкивов.
Исполнители работ обладают необходимой квалификацией и достаточным опытом. Качество контролируется на всех производственных этапах. Заказчики могут быть полностью уверенными в точной геометрии и отсутствии дефектов выпускаемых шкивов.
У нас Вы можете заказать изготовление шкивов для клиновых ремней с доставкой по РФ и странам ближнего зарубежья, а так же сделать заказ на изготовление по чертежу.
Оформить заказ можно через наших инженеров отдела продаж по тел. +7 (495) 240-82-98 или через электронную почту [email protected]
Наши сотрудники оперативно помогут Вам и ответят на все интересующие вопросы.
Примеры наших работ
Посмотреть все
Введите данные для заказа
Чтобы заказать изготовление детали, Вы можете
отправить нам письмо на почту
[email protected]
или позвонить по телефону
+7 (495)240-82-98.
Изготовление шкивов в СПб | Производство шкивов по доступным ценам
 org/ListItem”>Металлообработка
org/ListItem”>Металлообработка- Изготовление и производство деталей
- Изготовление шкивов
«ФЕРРОПОЛИС» предлагает изготовление шкивов на заказ единичными, мелко- и крупносерийными партиями. Изделия данного типа преимущественно производятся из углеродистой и нержавеющей стали, алюминия, чугуна, дюраля, а также капролона и текстолита. В зависимости от назначения детали мы можем изготовить шкивы из любых материалов, используя стандарты ГОСТов, ТУ или техническое задание клиента.
Рассчитать стоимость изготовления шкива
Согласен на обработку данных
во-первых это
Непревзойденное качество готовой продукции
во-вторых
Один из самых современных технопарков в СПб
и в-третьих
Лучшие цены на металлообработку
Наши производственные возможности
Наша компания осуществляет производство шкивов для транспортных механизмов, пневматических и центробежных насосов, генераторов, вентиляционных систем, полиграфического, текстильного, автомобилестроительного и прочего оборудования.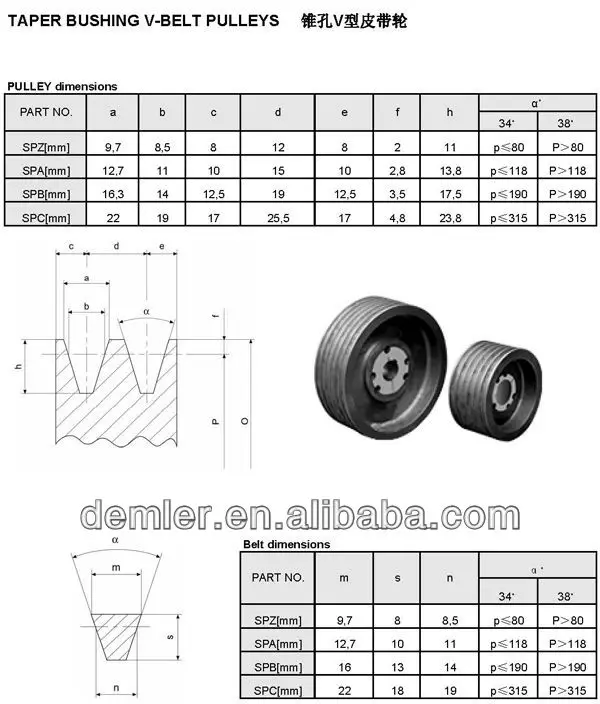
Благодаря штату квалифицированных инженеров и операторов высокотехнологичных линий мы можем выполнить заказ любой сложности с гарантией максимального качества. В «ФЕРРОПОЛИС» можно заказать изготовление шкивов следующих типов:
- клиновых;
- плоскоременных;
- круглоременных;
- зубчатых;
- многоручьевых;
- вариаторных;
- тормозных.
Кроме того, мы можем разработать и изготовить шкив для ремня стандарта США и изделия повышенной прочности. В процессе производства используются современные материалы, обладающие высокой степенью сопротивления износу, а также устойчивостью к динамическим и статическим нагрузкам.
Предприятие оснащено новейшим оборудованием с ЧПУ, которое гарантирует точность геометрии металлоизделий и, как результат, их надежность в применении. При необходимости «ФЕРРОПОЛИС» осуществляет закалку стальных и дюралевых шкивов.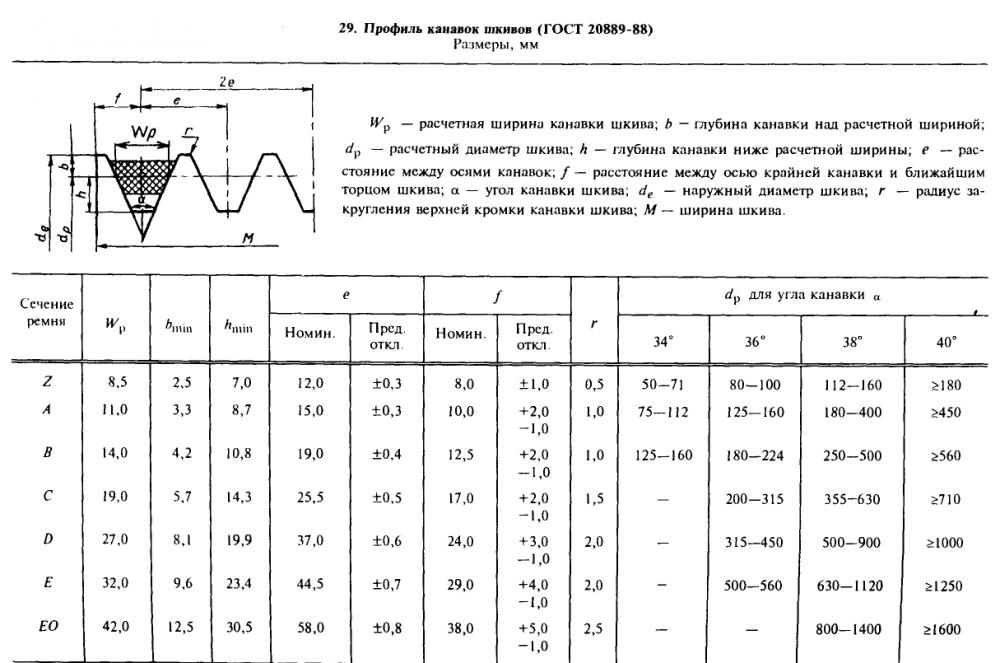 Строгий отбор сырьевых материалов и многоступенчатый контроль технологического процесса позволяют нам гарантировать клиенту отсутствие любых конструкционных дефектов металлоизделий и их высокий рабочий ресурс.
Строгий отбор сырьевых материалов и многоступенчатый контроль технологического процесса позволяют нам гарантировать клиенту отсутствие любых конструкционных дефектов металлоизделий и их высокий рабочий ресурс.
Выгодное сотрудничество с «ФЕРРОПОЛИС»
Клиенты компании «ФЕРРОПОЛИС» могут заказать изготовление металлоизделий по чертежам и образцам. Кроме того, Вы можете обратиться к нашим специалистам для проектирования шкивов под конкретные производственные нужды. После согласования пробных изделий и тщательного тестирования шкивы отдаются в производство. При этом мы не ограничиваем клиентов объемом заказа: он может быть как единичным, так и мелкосерийным или крупным. Независимо от этого «ФЕРРОПОЛИС» обеспечит оперативность производства изделий и их соответствие заявленным стандартам.
Если Вам понадобились шкивы для клиновых ремней или другие виды этих изделий, обратитесь к менеджерам нашего предприятия. Мы оперативно изучим требования к деталям, подберем оптимальный вид материалов, подготовим коммерческое предложение и после согласования условий сотрудничества изготовим изделия, которые будут соответствовать проекту до долей миллиметра.
Обращение в нашу компанию – это гарантия высокого рабочего ресурса шкивов и их минимальной стоимости.
Примеры выполненных работ
Шток
Шатун
Корпус
Втулка
Упор сферический (40Х13)Упор сферический (40Х13)
Изготовление больших деревянных клиноременных шкивов
Наклонный фрезерный подъемник когда я сделал шкив клинового ремня для своего 26-дюймовые колеса ленточной пилы.Но некоторые из вас, возможно, захотят построить эту ленточнопильную машину, не имея возможности наклона. подъем маршрутизатора, поэтому я решил, что должен вернуться к этой теме без наклона лифт роутера.
Я начинаю с того, что намечаю круг своим лучевым компасом и грубо вырезаю его на моем
ленточная пила.
Затем просверлите небольшое отверстие посередине.
Я использовал кусок дерева рядом с дрелью во время сверления
чтобы помочь мне получить квадрат отверстия к дереву. Сверлильный станок был бы лучше
но этот шкив слишком широк для моего сверлильного станка.
Сверлильный станок был бы лучше
но этот шкив слишком широк для моего сверлильного станка.
Затем прикрутил его к другому куску дерева, который лежит на салазках моей настольной пилы.
Затем расположите фанеру так, чтобы пила немного отрезала ее, и зажмите. она вниз на столе увидела салазки.
Я начинаю с того, что лезвие находится прямо под заготовкой, и вращаю его по часовой стрелке (резка назад), чтобы сделать первоначальный надрез на дне. Это чтобы избежать разрыва следующий.
Затем поднимаем лезвие и делаем серию надрезов, чтобы оно стало примерно круглым. Это можно сделать, даже если вы начинаете с квадратного куска, но это займет больше времени.
Как только он становится достаточно близким к округлому, я просто вращаю диск, пока лезвие режет.
Я собираюсь вырезать V-образную канавку с помощью канавки шириной 1/4 дюйма.
бит, который пришел с дешевым набором бит маршрутизатора.
Я установил это, чтобы вырезать 1 см в глубину, а центр на 9 мм выше стола, чтобы вырезать посередине у меня 18 мм фанера.
Затем вырезаем прорезь 1/4 дюйма по всему периметру.
Обратите внимание на блок, прикрепленный к ограждению стола маршрутизатора на дальней стороне. Это помогает мне расположить диск на столе, также помогает при запуске слота, и может предотвратить отдачу.
Мне нужен угол 20 градусов по бокам паза. В прошлый раз я наклонился маршрутизатор в моем наклонном подъемнике, но идея состоит в том, чтобы сделать это без наклоняем фрезерный подъемник, так что я сделаю клин, чтобы наклонить заготовку 20 градусов.
Зажим клина на месте.
Ремень имеет ширину 1/2 дюйма (12,7 мм) в самой широкой части. С фанерой 18 мм это означает
Мне нужно около 2,5 мм с каждой стороны. Я устанавливаю лифт маршрутизатора и проверяю
прижимая к нему кусок лома.
Я понял, что мой клин, возможно, не дает мне достаточной поддержки, поэтому я закрутил еще один кусок дерева на него, чтобы сделать более широкую опорную поверхность.
Затем разрезаем прорезь с одной стороны, переворачиваем и снова разрезаем.
Мой первоначальный разрез был слишком узким, поэтому я немного приподнял сверло. и снова резать.
Проверяем, как сидит ремень. Он должен быть вровень с краем, или немного сидеть
Глубже. Кроме того, в идеале он не должен опускаться в v-образный паз.
Прежде чем идти дальше, я использую свой лучевой компас, чтобы нарисовать несколько концентрических окружностей. на диске. Если я потеряю центральную позицию, например, срезав большой отверстие посередине, эти круги помогут мне восстановить его позже.
Это размер шкива в планах для моей 26-дюймовой ленточной пилы,
но у этой ленточной пилы уже есть шкив.![]() Так что я сделаю это на моем
вместо него самодельный токарный станок.
Так что я сделаю это на моем
вместо него самодельный токарный станок.
Я просверлил отверстие диаметром 10 мм, чтобы оно соответствовало валу токарного станка. Я использую блок дерева, чтобы помочь направьте квадрат сверла к заготовке.
Проверка посадки на токарном станке.
Затем сделать деревянный брусок в качестве фланца. Когда я просверлил отверстие для вала, я поворачивайте блок на 180 мм через каждые несколько миллиметров. Это помогает для устранения любой непрямолинейности стола сверлильного станка. Даже если стол сверлильного станка идеально квадратный, сила сверления вызовет его немного наклониться вниз.
Я вырезал прорезь во фланцевом блоке, чтобы можно было использовать винт, чтобы затянуть его.
на вал с винтом, который идет поперек.
Затем прикрутите его к большому шкиву.
Если бы я планировал часто использовать этот шкив, я бы поставил еще один блок, например
это с другой стороны, чтобы дать ему более твердую поддержку. И если бы пришлось
применить большой крутящий момент, я бы вырезал шпоночный паз в валу
УШМ, шпоночный паз во фланцах электролобзиком, и используйте
гвоздь как ключ.
И если бы пришлось
применить большой крутящий момент, я бы вырезал шпоночный паз в валу
УШМ, шпоночный паз во фланцах электролобзиком, и используйте
гвоздь как ключ.
И проверить на токарном станке. Я получаю сокращение примерно 10:1, используя самый маленький шкив на двигателе.
Этот метод лучше всего подходит для больших шкивов диаметром 10 см (8 дюймов) и больше. Для небольших шкивов лучше всего использовать высококачественные фанеру типа балтийской березы и завернуть на место. На картинке показано, как Я сделал шкивы для своего самодельного токарного станка. Это ступенчатый шкив. Я просто натянул клиновой ремень на другую ступеньку шкива, что еще не имел V-образной канавки, и использовал долото, чтобы превратить V-образную канавку в диск большего размера, затем вставьте ремень в новую клиновидную канавку и проверните клиновидную канавку на меньшем диске.
Я также в прошлом делал такие шкивы на настольной пиле, хотя это требует
немного дольше, потому что необходимо несколько надрезов, чтобы вытащить материал, и это
также немного больше дыбом. Но наклон лезвия настольной пилы позволил мне
чтобы сделать угловые надрезы по бокам паза.
Но наклон лезвия настольной пилы позволил мне
чтобы сделать угловые надрезы по бокам паза.
Помимо ленточных пил, я также сделал такие же большие шкивы для своей мельницы для яблок. один и версия для измельчения яблок 2.
Как измерить шкивы клинового ремня
|
 Для этого вам необходимо знать размер, размеры и тип шкива вашего клиноременного ремня, чтобы замена работала правильно. Научиться измерять размер шкива клиноременного ремня и рассчитать его размеры — простая задача; однако правильная идентификация типа шкива клиноременного ремня может быть сложным процессом. Шкивы клиновидных ремней бывают разных стилей и вариантов, включая сечение A, сечение B, сечение C, сечение D, сечение 3V, сечение 5V, сечение 8V, переменный шаг, двойную канавку и метрические шкивы. У нас на складе более 8000 наименований одних только клиноременных шкивов!
Для этого вам необходимо знать размер, размеры и тип шкива вашего клиноременного ремня, чтобы замена работала правильно. Научиться измерять размер шкива клиноременного ремня и рассчитать его размеры — простая задача; однако правильная идентификация типа шкива клиноременного ремня может быть сложным процессом. Шкивы клиновидных ремней бывают разных стилей и вариантов, включая сечение A, сечение B, сечение C, сечение D, сечение 3V, сечение 5V, сечение 8V, переменный шаг, двойную канавку и метрические шкивы. У нас на складе более 8000 наименований одних только клиноременных шкивов! В этом шаге нет необходимости, если вы уже знаете размер своего клинового ремня или если шкив и ремень сильно изношены.
В этом шаге нет необходимости, если вы уже знаете размер своего клинового ремня или если шкив и ремень сильно изношены.  Это может затруднить идентификацию цифр и букв в большинстве случаев.
Это может затруднить идентификацию цифр и букв в большинстве случаев.