Шлифовальный круг гост: ГОСТ 2424-83 Круги шлифовальные. Технические условия
alexxlab | 11.03.2023 | 0 | Разное
Круги и диски абразивные (ГОСТ
Круги и диски абразивные (ГОСТ – 2424-83), цены и характеристики — РИНКОМСкрыть уведомление
Внимание! Все заказы, оформленные и оплаченные с 23 по 26 февраля, будут обработаны 27 февраля.
Главная
Инструменты
Абразивные инструменты
Круги и диски абразивные
2424-83 2424-83
По умолчанию
- По умолчанию
- По наименованию
- По цене
- По размеру скидки
Подбор по параметрам
Сбросить все параметры
ГОСТ: 2424-83
Круг абразивный шлифовальный ПП (Тип 1) 100х20х20 25А 25СМ (F60 K/L) 77055 | 111 ₽ 221 ₽ |
25 в наличии | |
Круг абразивный шлифовальный ПП (Тип 1) 100х20х20 25А 40СМ (F46 K/L ) 77056 | -38% 137 ₽ 221 ₽ |
30 в наличии | |
Круг абразивный шлифовальный ПП (Тип 1) 100х20х20 25А 60 L 6 V 50 160524 | -38% 137 ₽ 221 ₽ |
5 в наличии | |
Круг абразивный шлифовальный ПП (Тип 1) 100х20х20 63С(64)25СМ (F60 K/L ) 77057 | 324 ₽ |
31 в наличии | |
Круг абразивный шлифовальный ПП (Тип 1) 100х20х20 63С(64)40СМ (F46 K/L ) 77058 | 324 ₽ |
19 в наличии | |
Круг абразивный шлифовальный ПП (Тип 1) 125х16х12,7 25А СМ2 для электроточил 77059 | -38% 204 ₽ 328 ₽ |
5 в наличии | |
Круг абразивный шлифовальный ПП (Тип 1) 125х10х32 25А СМ1 77060 | -38% 190 ₽ 306 ₽ |
5 в наличии | |
Круг абразивный шлифовальный ПП (Тип 1) 125х20х32 25А 25СМ (F60 K/L ) 77061 | 314 ₽ |
46 в наличии | |
Круг абразивный шлифовальный ПП (Тип 1) 125х20х32 25А 25СТ (F60 O/P/Q) 77062 | 314 ₽ |
42 в наличии | |
Круг абразивный шлифовальный ПП (Тип 1) 125х25х32 25А 40СМ (K 6 V 50 2 ) 160527 | -38% 195 ₽ 314 ₽ |
||
Круг абразивный шлифовальный ПП (Тип 1) 125х20х32 25А 40СМ (F46 K/L ) 77063 | -38% 195 ₽ 314 ₽ |
37 в наличии | |
Круг абразивный шлифовальный ПП (Тип 1) 125х32х32 25А 40СМ (K 6 V 50 2 ) 160528 | -38% 257 ₽ 414 ₽ |
10 в наличии | |
Круг абразивный шлифовальный ПП (Тип 1) 125х20х32 25А 40СТ (F46 O/P/Q) 77064 | 314 ₽ |
38 в наличии | |
Круг абразивный шлифовальный ПП (Тип 1) 125х20х32 63С(64) 25СМ (F60 K/L ) 77065 | 428 ₽ |
31 в наличии | |
Круг абразивный шлифовальный ПП (Тип 1) 125х20х32 63С(64) 40СМ (F46 K/L ) 77066 | 428 ₽ |
32 в наличии | |
Круг абразивный шлифовальный ПП (Тип 1) 125х25х32 63С(64) 25СМ (F60 K/L ) 77067 | 498 ₽ |
24 в наличии | |
Круг абразивный шлифовальный ПП (Тип 1) 125х25х32 63С(64) 40СМ (F46 K/L ) 77068 | 510 ₽ |
36 в наличии | |
Круг абразивный шлифовальный ПП (Тип 1) 125х50х32 25А 40СТ (F46 О/Р ) 77069 | -38% 432 ₽ 696 ₽ |
42 в наличии | |
Круг шлифовальный, 125 х 16 х 12,7 мм, 25А, F40, (K, L) “Луга” Россия, арт: 73476 110930 | 234 ₽ |
60 в наличии | |
110931 | 318 ₽ |
88 в наличии | |
Круг шлифовальный, 125 х 16 х 32 мм, 25А, F60, (М, N) “Луга” Россия, арт: 73448 110932 | 219 ₽ |
46 в наличии | |
Круг шлифовальный, 125 х 16 х 32 мм, 63С, F60, (K, L) “Луга” Россия, арт: 73447 110933 | 288 ₽ |
78 в наличии | |
Круг шлифовальный, 125 х 20 х 12,7 мм, 25А, F60, (K, L) “Луга” Россия, арт: 73477 110934 | 264 ₽ |
99 в наличии | |
Круг шлифовальный, 125 х 20 х 32 мм, 25А, F40, (М, N) “Луга” Россия, арт: 73451 110935 | 230 ₽ |
100 в наличии | |
Круг шлифовальный, 125 х 20 х 32 мм, 25А, F60, (K, L) “Луга” Россия, арт: 73450 110936 | 230 ₽ |
95 в наличии | |
Круг шлифовальный, 125 х 20 х 32 мм, 25А, F90, (K, L) “Луга” Россия, арт: 73452 110937 | 230 ₽ |
100 в наличии | |
Круг абразивный шлифовальный ПП (Тип 1) 150х16х32 25А 20СМ (F80 K/L) 77070 | -38% 241 ₽ 388 ₽ |
22 в наличии | |
Круг абразивный шлифовальный ПП (Тип 1) 150х16х32 25А 25СМ (F60 K/L ) 77071 | 388 ₽ |
37 в наличии | |
Круг абразивный шлифовальный ПП (Тип 1) 150х16х32 25А 25СТ (F60 O/P/Q) 77072 | 388 ₽ |
26 в наличии | |
Круг абразивный шлифовальный ПП (Тип 1) 150х16х32 25А 40СМ (F46 K/L ) 77073 | 388 ₽ |
33 в наличии |
Как купить?
Доставка и оплата
Статьи по теме
Популярные бренды
Для того чтобы заказать и купить выбранный вами товар, найдите его в каталоге инструмента, укажите его количество и щелкните на кнопку «Добавить в корзину»
Перейти в пункт меню «Ваша корзина» и заполнить небольшую форму заказа.
На вашу электронную почту придет письмо, о том что ваша заявка принята. Статусы заказа можете отслеживать в личном кабинете.
Доставка инструмента Круги и диски абразивные
Заказанный в нашей компании инструмент доставляется практически в любой город России с помощью транспортных компаний. Подробнее о доставке.
Оплата возможна через:
Оплата картой
Оплата по счету
Оплата по QR-коду
Углеродистая сталь
Как выкрутить сломанный болт
Зернистость алмазных кругов и их иные параметры
Как вырезать круг в металле
Правка шлифовальных кругов
Испытания абразивных инструментов
Сфера применения и особенности эксплуатации алмазных отрезных дисков
Как выбрать алмазный карандаш для правки наждачных кругов
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Каталог
Корзина СравнитьВход
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Круги шлифовальные лепестковые (ГОСТ 22775-77)
Назначение: для зачистки криволинейных поверхностей от окалины и ржавчины, для шлифования и полирования изделий из металлов, дерева, пластмассы и других материалов |
Таблица использования лепестковых шлифовальных кругов
Обрабатываемые материалы – металл – фасонные детали – краски, лак, шпаклевка – пластмасса Операции – шлифование плоских, выпуклых, вогнутых и фасонных поверхностей – зачистка сварных швов Области применения – приборостроение – механика – изготовление форм – обработка арматуры, труб, профиля – металлообработка Рекомендации по применению и выбору – выбор серии шлифшкурки и зернистости для изготовления лепестковых кругов производить в соответствии с обрабатываемым материалом и операцией – рекомендуется использовать на стационарных станках и на пневмомашинах
Основа: ткань хлопчатобумажная, полиэстер. Абразивный материал: электрокорунд, карбид кремния,циркониевый электрокорунд Зернистость: 50-Н – М40 по ГОСТ 3647; P36 – P600 по FEPA. Обозначение размерности круга лепесткового: D x h x d Размеры: D – наружный диаметр (мм) 90 – 500; d – диаметр посадочного отверстия (мм) 12 – 127; h – высота (мм) 30 – 100 Типоразмеры выпускаемых кругов: 90 x 30 x 12 200 x 50 x 32 90 x 50 x 12 250 x 50 x 100 100 x 30 x 25 300 x 50 x 44,5 120 x 30 x 12 300 x 50 x 100 150 x 30 x 32 300 x 100 x 44,5 150 x 30 x 32 тип 3 350 x 50 x 44,5 150 x 40 x 32 350 x 100 x 44,5
Новости
01. 04.2020
04.2020
Изменился наш адрес
Мы переехали в новый офис по адресу: г. Ижевск, ул. Обнорского, д.1
подробнее…
06.11.2016
Снижение цен на омедненую продукцию
Обновился прайс-лист на омедненый инструмент
подробнее…
22.04.2014
Новое предложение в разделе “Распродажи”
Отрезные круги по низким ценам
подробнее…
21.11.2013
Фотографии с образцами продукции Тунгалой
подробнее…
25.07.2013
Новые товары в интернет-магазине
В ассортименте продукции производимой нашей компанией появились новые товары
подробнее…
Выбор шлифовальных кругов, изготовленных по ГОСТ: см., маркировка и правка | vseznayko.com.ua
Металлообработка
12 апреля 2020 г.
У каждого строителя есть шлифовальный круг. У каждого строителя есть шлифовальный круг. Естественно, у каждого домашнего строителя есть шлифовальный круг, у каждого домашнего строителя есть шлифовальный круг. У каждого строителя дома есть шлифовальный круг, У каждого строителя дома есть шлифовальный круг.
У каждого строителя дома есть шлифовальный круг, У каждого строителя дома есть шлифовальный круг.
У каждого строителя есть шлифовальный круг: У каждого строителя есть шлифовальный круг
У каждого строителя дома есть шлифовальный круг. У каждого строителя дома есть шлифовальный круг. Согласно ГОСТу, у каждого домашнего строителя есть шлифовальный круг. С их помощью осуществляется обработка различных поверхностей. Если говорить подробно об этих изделиях, то они представляют собой тело с определенной степенью пористости. Они содержат абразивные материалы, а кроме того искусственные природные элементы, выполняющие роль связующих.
Абразивный круг вполне уместно сравнить с зубьями обычной пилы. Ведь по сути они выполняют одну и ту же задачу. Основное различие, заключающееся между ними, заключается в том, что на шлифовальном круге они разбросаны по его периметру, а на пиле располагаются в основном по краям инструмента.
Большое количество твердых частиц, содержащихся в шлифовальном круге, обеспечивает качественную очистку поверхности от посторонних компонентов. С помощью этого инструмента можно быстро обработать заготовку. По ГОСТ шлифовальные круги отлично подходят для обработки изделий из:
С помощью этого инструмента можно быстро обработать заготовку. По ГОСТ шлифовальные круги отлично подходят для обработки изделий из:
- углеродистой стали; чугун
- ;
- пластик;
- бронза.
Применяя шлифовальные круги в соответствии с требованиями ГОСТ, можно выполнять легкую резку кирпича, а также шифера. Кроме того, их можно использовать для резки керамики и бетона. Они подходят для обработки поверхности различных материалов. Применяя их, можно легко сделать бороздки и углубить необходимую глубину и форму.
Круги шлифовальные: классификация
Если обратиться к действующему ГОСТу, то там записано, что все шлифовальные изделия делятся на такие виды:
- с двумя зубцами;
- двусторонняя коническая;
- прямой профиль; кольцо
- ; пластина
- ;
- Конический.
Обычному человеку, который часто используется для выполнения операций перед использованием шлифовальных кругов, легче разобраться в классификации, в которой все разновидности этих инструментов разделены по назначению и применению. Такие шлифовальные круги чаще всего используются в бытовых условиях:
Такие шлифовальные круги чаще всего используются в бытовых условиях:
Самоблокирующийся на липучке. Главной особенностью этих инструментов является их надежный самозацеп с поддержкой болгарки. Это обеспечивается наличием на шлифовальной бумаге специальной ткани.
Лепестки. Характерной особенностью инструмента этого вида является его отличная приспособляемость к поверхности, полированной. кроме того, такие круги обладают высокой эластичностью. У них фанатская ориентация. Поэтому у них такое необычное название. Одним из преимуществ этого инструмента является отсутствие вторичных заусенцев. Их чаще всего используют для обработки труб.
Шлифовальные круги по металлу. Они незаменимы в тех случаях, когда необходимо обработать сварные швы и удалить заусенцы. При изготовлении этих изделий производители особое внимание уделяют проверке этого инструмента на механическую прочность.
Волокно. Главной их особенностью является наличие опорной пластины определенного сечения, благодаря которой они фиксируются на болгарке. Для изготовления этих ГОСТ кругов используется многослойная вулканизированная бумага. Этими средствами можно очищать изделия из нержавеющей стали, дерева.
Для изготовления этих ГОСТ кругов используется многослойная вулканизированная бумага. Этими средствами можно очищать изделия из нержавеющей стали, дерева.
Алмаз. Специалисты рекомендуют использовать их для отделки поверхности. При этом, используя их, нужно иметь в виду, что алмаз имеет низкую прочность и характеризуется высокой хрупкостью.
Особенности маркировки шлифовальных изделий
Свести воедино все параметры, по которым делятся шлифовальные круги, практически нереально. По ГОСТу эти изделия различаются по маркам в зависимости от следующих характеристик:
- зернистость;
- тип абразива;
- размеры и геометрическая форма; класс точности
- ; индекс твердости
- ;
- максимальная скорость.
При выборе той или иной марки шлифовального круга необходимо учитывать характеристики, которые были перечислены выше.
Расшифровка маркировки
Согласно ГОСТ все параметры, которые ранее учитывались, обычно указываются в полной маркировке абразивного инструмента.
Производитель этого инструмента часто по-своему изготавливает товарные этикетки. Наиболее распространенный вариант маркировки будет приведен ниже. Это более понятно для потребителей. Покупатель может легко расшифровать информацию о продукте. Если вы найдете в магазине шлифовальный круг, удовлетворяющий ГОСТу, с маркировкой 25А25СМ26КБ3, то его нужно понимать так:
- при его изготовлении в качестве абразивного материала использован электрокорунд 25А;
- размер зерна материала 315 мкм – 250. Это показано на рисунке 25.
- изделие относится к классу средней мягкости. Об этом свидетельствует наличие в этикетке аббревиатуры 2. Цифра говорит о ее средней структуре 6.
- продукт использует керамическую связку, на что указывает буква K на этикетке.
- буква В указывает на класс точности круга, а цифра 3, следующая рядом, говорит о неуравновешенности.
Таким же образом можно провести расшифровку маркировки других шлифовальных кругов. Однако некоторые параметры могут отсутствовать. Например, как свидетельствует ГОСТ, отдельные кружки в маркировке могут не содержать класса точности. А в других шлифовальных кругах есть новые параметры. Например, метка может содержать такие характеристики, как окружная скорость.
Однако некоторые параметры могут отсутствовать. Например, как свидетельствует ГОСТ, отдельные кружки в маркировке могут не содержать класса точности. А в других шлифовальных кругах есть новые параметры. Например, метка может содержать такие характеристики, как окружная скорость.
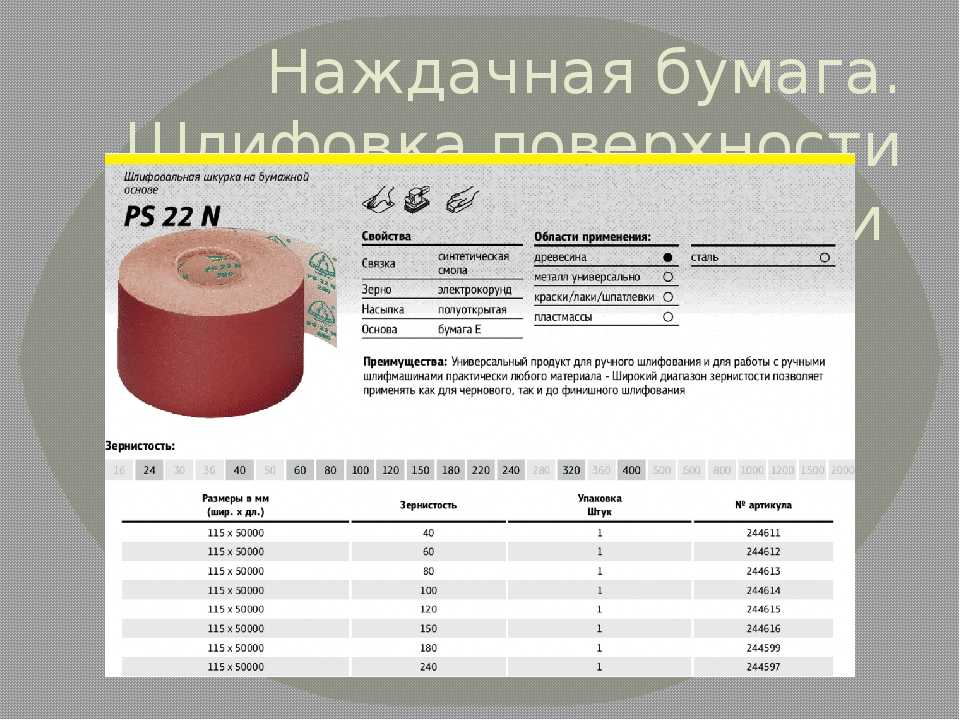
Зернистость шлифовального круга
Говоря о характеристиках этого инструмента, необходимо отдельно сказать о зернистости, которая также отражена в ГОСТ. Эта характеристика очень важна, так как от нее зависит чистота поверхности, которая получается после обработки. кроме этого, он определяет ряд других параметров:
- износ круга;
- выполнение операции шлифования;
- количество металла, которое снимается при шлифовании за один проход.
При выборе зернистости продукта необходимо учитывать припуск, который мастер планирует снять при использовании его для помола. Также следует учитывать шероховатость поверхности изделия, поддающуюся обработке. Чем меньше размер зерна шлифовального круга, тем чище поверхность. Следует знать, что мелкая зернистость шлифовального круга часто является причиной засаливания продукта и пригорания материала, подвергаемого процедуре шлифования. Кроме того, производительность шлифовальных кругов заметно снижается с уменьшением размера зерна.
Следует знать, что мелкая зернистость шлифовального круга часто является причиной засаливания продукта и пригорания материала, подвергаемого процедуре шлифования. Кроме того, производительность шлифовальных кругов заметно снижается с уменьшением размера зерна.
Корректировка шлифовальных кругов по ГОСТ
При эксплуатации шлифовального круга в геометрии изделия могут возникать нарушения. Это связано с тем, что в процессе использования абразивные зерна будут вырываться из связки под действием сглаживания, истирания и разрушения. Для восстановления высокой режущей способности изделия и восстановления его геометрической формы необходимо выполнить процедуру правки окружности. Представляет собой удаление абразивных связок с поверхности изделия с помощью специального инструмента.
Редактировать можно разными способами. Во время процедуры может использоваться как алмазный, так и безалмазный инструмент. Согласно ГОСТ, в условиях промышленных предприятий производится свободным абразивом или с использованием технологии прокатки. Если мастер решил отредактировать отжатый круг в домашних условиях, то в этом случае можно прибегнуть к использованию более сложных приспособлений для редактирования круга. Можно использовать для перепрофилирования, для очистки круга от засолки.
Если мастер решил отредактировать отжатый круг в домашних условиях, то в этом случае можно прибегнуть к использованию более сложных приспособлений для редактирования круга. Можно использовать для перепрофилирования, для очистки круга от засолки.
Дополнительное оборудование для шлифования
Говоря о шлифовальных кругах, необходимо сказать о дополнительном оборудовании, которое используется в процессе эксплуатации шлифовальных машин. Помимо парных плит, к такому оборудованию относятся следующие элементы:
- столы конторские;
- быстрозажимные гайки, которые используются для скрепления кругов без использования ключей; приспособление
- , используемое для прокладки труб;
- корпуса, оснащенные пылесосом.
Условия использования
Обратите внимание, что в категорию дополнительного оборудования входят промышленные пылесосы. Благодаря им обеспечивается обработка камня и бетона при этом образование пыли на площадке. Чтобы избежать такой проблемы, как заедание, необходимо использовать специальные быстрозажимные гайки.
Чтобы избежать такой проблемы, как заедание, необходимо использовать специальные быстрозажимные гайки.
Согласно ГОСТ использование расходных материалов по назначению, а также применение дополнительной очистки изделия поможет выполнить запланированные работы в короткие сроки. При этом ваш инструмент будет использоваться максимально эффективно в рабочее время.
Помните, что эксплуатация расходных материалов, которые повреждены, имеют нестандартные размеры или неправильно хранились, недопустима.
Важно использовать инструмент по назначению, а вместе с ним и дополнительные элементы. Некоторые люди по незнанию используют болгарки для распиловки дров. Их нельзя использовать для этой цели. Они не предназначены для этого.
Также необходимо правильно хранить абразивные материалы и не использовать их, срок годности которых уже истек. Также не следует использовать дефектные материалы.
Заключение
Шлифовальные круги являются самым распространенным инструментом, который есть не только у специалистов на предприятиях, но и у любого домашнего мастера. Применяются в основном для операции ковки заготовок и изделий из различных материалов. Чтобы качественно обработать деталь этим инструментом, необходимо правильно подобрать шлифовальный круг, учитывая характеристики, отраженные в ГОСТ. При выборе следует учитывать цвет, назначение и ряд других параметров. Выбрав продукт по этим критериям, вы сможете обеспечить скорость и удобство операции шлифования и сэкономить время на этой операции.
Применяются в основном для операции ковки заготовок и изделий из различных материалов. Чтобы качественно обработать деталь этим инструментом, необходимо правильно подобрать шлифовальный круг, учитывая характеристики, отраженные в ГОСТ. При выборе следует учитывать цвет, назначение и ряд других параметров. Выбрав продукт по этим критериям, вы сможете обеспечить скорость и удобство операции шлифования и сэкономить время на этой операции.
При шлифовании следует использовать только подходящие шлифовальные круги. При этом необходимо отказаться от применения продукции, имеющей дефекты или повреждения. Это не поможет добиться нужного результата при выполнении операции обработки детали.
Просмотры сообщений: 1,497
шлифовальный круг Последние исследовательские статьи
ВСЕГО ДОКУМЕНТОВ
2264
(ПЯТЬ ЛЕТ 539)
H-ИНДЕКС
1)ЛЕТ
36
0003Одновременный контроль геометрической и тепловой погрешности зубошлифовального станка на основе аналитической корреляции между погрешностью поверхности зуба и погрешностью положения шлифовального круга/заготовки
Цзялан Лю ◽
Чи Ма ◽
Хунцюань Гуй ◽
Шилонг Ван
Контроль ошибок ◽
Тепловая ошибка ◽
Ошибка положения ◽
Поверхность зуба ◽
Шлифовальный круг ◽
Ошибка поверхности ◽
Аналитическая корреляция ◽
Профиль шестерни
Анализ износа шлифовального круга и результатов обработки при подготовке режущей кромки шлифовальными кругами на эластичной связке
Йорг Хартиг ◽
Бенджамин Кирш ◽
Ян С. Аурих
Аурих
Передовой ◽
Шлифовальный круг ◽
Шлифовальные круги ◽
Износ колеса ◽
Износ шлифовального круга ◽
Подготовка режущей кромки ◽
Подготовка края
Разработка композитного абразива CBN для улучшения характеристик шлифовального круга HSG для обслуживания рельсов
Пэн-чжань Лю ◽
Ю Яо ◽
Вэнь-цзюнь Цзоу ◽
Джин Пэн ◽
Сюй-дун Сун ◽
…
Шлифовальный круг
Интегрированная экспериментальная оценка производительности шлифования глиноземной керамики с помощью бионического шлифовального круга с листовыми прожилками
Чао Ли ◽
Цзя Дуань ◽
Чжан Сяохун ◽
Чжаояо Ши ◽
Гуанчжи Ючи ◽
…
Рассеивание тепла ◽
Положительное влияние ◽
Морфологические характеристики ◽
Керамические материалы ◽
сила измельчения ◽
Шлифовальный круг ◽
глиноземная керамика ◽
Шлифовальные круги ◽
Листовая жилка ◽
Производительность шлифования
Абстрактный
Чтобы повысить производительность шлифования алюмокерамических материалов, перед шлифованием поверхность шлифовальных кругов подвергается абляции лазерным излучением, и для сравнения экспериментов по шлифованию формируются три типа бионических шлифовальных кругов с листовыми жилками с разным шагом микроканавок. с обычными шлифовальными кругами. Измерялись силы шлифования и шероховатость поверхности, изучались морфологические характеристики отшлифованных поверхностей заготовок. Результаты показали, что с увеличением шага канавки нормальное усилие шлифования уменьшилось на 9..6-63%, при этом тангенциальное усилие шлифования снижается на 8,3-42%. Канавка может способствовать потоку охлаждающей жидкости, ускорять отвод тепла и удаление стружки в зоне шлифования, уменьшать повреждение заготовки и износ шлифовального круга, поэтому венозный бионический шлифовальный круг имеет более огромные преимущества при обработке. Среди четырех видов шлифовальных кругов бионический шлифовальный круг с листовыми прожилками и шагом канавки, равным 8 мм, показал наилучший эффект шлифования. Канавка в форме вены положительно повлияла на процесс шлифования.
с обычными шлифовальными кругами. Измерялись силы шлифования и шероховатость поверхности, изучались морфологические характеристики отшлифованных поверхностей заготовок. Результаты показали, что с увеличением шага канавки нормальное усилие шлифования уменьшилось на 9..6-63%, при этом тангенциальное усилие шлифования снижается на 8,3-42%. Канавка может способствовать потоку охлаждающей жидкости, ускорять отвод тепла и удаление стружки в зоне шлифования, уменьшать повреждение заготовки и износ шлифовального круга, поэтому венозный бионический шлифовальный круг имеет более огромные преимущества при обработке. Среди четырех видов шлифовальных кругов бионический шлифовальный круг с листовыми прожилками и шагом канавки, равным 8 мм, показал наилучший эффект шлифования. Канавка в форме вены положительно повлияла на процесс шлифования.
Исследования по расчету шероховатости шлифовальной поверхности
Ван Нга Тран Тхи ◽
Кхань Нгуен Лам ◽
Куонг Нгуен Ван
Шероховатость поверхности ◽
Твердость поверхности ◽
Результаты эксперимента ◽
Шлифовальный круг ◽
Шлифовальные круги ◽
Процессы обработки ◽
Среднее отклонение ◽
Предлагаемая модель ◽
Экспериментальные значения ◽
Радиус наконечника
В процессах механической обработки шлифование часто выбирают в качестве окончательного метода обработки. Шлифование часто выбирают в качестве окончательного метода обработки. Этот процесс имеет много преимуществ, таких как высокая точность и низкая шероховатость поверхности. Это зависит от многих параметров, включая параметры шлифования, параметры правки и условия смазки. При шлифовании шероховатость поверхности заготовки оказывает существенное влияние на качество детали. В данной статье представлено исследование прогнозирования шероховатости шлифовальной поверхности заготовок. На основе предыдущих исследований была построена связь между радиусом вершины абразивного зерна и Стандартными системами маркировки шлифовального круга для обычных и суперабразивных шлифовальных кругов (алмазный и эльборовый абразив). На основании этого была рассчитана шероховатость поверхности шлифования. Предложенная модель была проверена путем сравнения предсказанных и экспериментальных результатов. Применение результатов исследований шероховатости поверхности при шлифовании трех марок стали Д3, А295M и SAE 420 со шлифовальными кругами из Al2O3 и CBN.
Шлифование часто выбирают в качестве окончательного метода обработки. Этот процесс имеет много преимуществ, таких как высокая точность и низкая шероховатость поверхности. Это зависит от многих параметров, включая параметры шлифования, параметры правки и условия смазки. При шлифовании шероховатость поверхности заготовки оказывает существенное влияние на качество детали. В данной статье представлено исследование прогнозирования шероховатости шлифовальной поверхности заготовок. На основе предыдущих исследований была построена связь между радиусом вершины абразивного зерна и Стандартными системами маркировки шлифовального круга для обычных и суперабразивных шлифовальных кругов (алмазный и эльборовый абразив). На основании этого была рассчитана шероховатость поверхности шлифования. Предложенная модель была проверена путем сравнения предсказанных и экспериментальных результатов. Применение результатов исследований шероховатости поверхности при шлифовании трех марок стали Д3, А295M и SAE 420 со шлифовальными кругами из Al2O3 и CBN. Прогнозные значения шероховатости поверхности были близки к экспериментальным значениям, среднее отклонение между прогнозируемыми и экспериментальными результатами составляет 15,11 % для использования шлифовальных кругов из Al2O3 и 24,29 % для случая использования эльборовых шлифовальных кругов. Результаты сравнения прогнозируемой модели и эксперимента показывают, что представленный в данном исследовании метод определения шероховатости поверхности может быть использован для прогнозирования шероховатости поверхности в каждом конкретном случае.
Предложенная модель была проверена путем сравнения предсказанных и измеренных результатов поверхностной твердости. Эта модель может быть использована для прогнозирования твердости поверхности при плоском шлифовании.
Прогнозные значения шероховатости поверхности были близки к экспериментальным значениям, среднее отклонение между прогнозируемыми и экспериментальными результатами составляет 15,11 % для использования шлифовальных кругов из Al2O3 и 24,29 % для случая использования эльборовых шлифовальных кругов. Результаты сравнения прогнозируемой модели и эксперимента показывают, что представленный в данном исследовании метод определения шероховатости поверхности может быть использован для прогнозирования шероховатости поверхности в каждом конкретном случае.
Предложенная модель была проверена путем сравнения предсказанных и измеренных результатов поверхностной твердости. Эта модель может быть использована для прогнозирования твердости поверхности при плоском шлифовании.
Текст научной работы на тему «Исследование выбора размера абразивного зерна и параметров резания при шлифовании прерывистой поверхности шлифовальным кругом из оксида алюминия с керамической связкой»
До Дык Трунг ◽
Ле Данг Ха
Шероховатость поверхности ◽
Размер зерна ◽
Оксид алюминия ◽
Скорость подачи ◽
Глубина резания ◽
Шлифовальный круг ◽
Процесс измельчения ◽
Тестовый образец ◽
Абразивное зерно ◽
Керамическое связующее
В данной статье представлено исследование прерывистого плоского шлифования с использованием шлифовального круга из оксида алюминия с керамической связкой. Материал для испытаний – сталь 20Х4А (ГОСТ – РФ). На испытательном образце было выпилено 6 канавок, ширина каждой канавки 10 мм, канавки равномерно распределены по окружности образца. Испытываемый образец напоминает шлицевой вал. Методом Тагучи была построена экспериментальная матрица из девяти экспериментов, в которой в качестве входных переменных были выбраны размер абразивного зерна, скорость заготовки, скорость подачи и глубина резания. В каждом эксперименте измеряли шероховатость поверхности (Ra) и ошибку округлости (RE). Результаты экспериментов показывают, что шлифовальные круги на оксиде алюминия и керамической связке прекрасно подходят для шлифования прерывистой поверхности стали 20Х4А. Метод ранжирования на основе анализа оболочки данных (DEAR) использовался для решения задачи многокритериальной оптимизации. Результаты также показали, что для одновременного обеспечения минимальной шероховатости поверхности и RE размер абразивного зерна составляет 80 меш, скорость обработки составляет 910 об/мин, подача 0,05 мм/об, глубина резания 0,01 мм.
Материал для испытаний – сталь 20Х4А (ГОСТ – РФ). На испытательном образце было выпилено 6 канавок, ширина каждой канавки 10 мм, канавки равномерно распределены по окружности образца. Испытываемый образец напоминает шлицевой вал. Методом Тагучи была построена экспериментальная матрица из девяти экспериментов, в которой в качестве входных переменных были выбраны размер абразивного зерна, скорость заготовки, скорость подачи и глубина резания. В каждом эксперименте измеряли шероховатость поверхности (Ra) и ошибку округлости (RE). Результаты экспериментов показывают, что шлифовальные круги на оксиде алюминия и керамической связке прекрасно подходят для шлифования прерывистой поверхности стали 20Х4А. Метод ранжирования на основе анализа оболочки данных (DEAR) использовался для решения задачи многокритериальной оптимизации. Результаты также показали, что для одновременного обеспечения минимальной шероховатости поверхности и RE размер абразивного зерна составляет 80 меш, скорость обработки составляет 910 об/мин, подача 0,05 мм/об, глубина резания 0,01 мм. При оценке процесса шлифования по двум критериям, включая шероховатость поверхности и RE, глубина резания является параметром, оказывающим наибольшее влияние на процесс шлифования, за которым следует влияние скорости подачи, скорости заготовки, а абразивное зерно является параметром, оказывающим наименьшее влияние. на процесс шлифовки. Кроме того, было проанализировано влияние каждого входного параметра на каждый выходной параметр, и в этой статье также были рекомендованы направления для дальнейших работ.
При оценке процесса шлифования по двум критериям, включая шероховатость поверхности и RE, глубина резания является параметром, оказывающим наибольшее влияние на процесс шлифования, за которым следует влияние скорости подачи, скорости заготовки, а абразивное зерно является параметром, оказывающим наименьшее влияние. на процесс шлифовки. Кроме того, было проанализировано влияние каждого входного параметра на каждый выходной параметр, и в этой статье также были рекомендованы направления для дальнейших работ.
Прогнозирование неравномерного износа шлифовального круга на основе мгновенного включения многоосевого шлифования
Жуйлонг Кай ◽
Ненг Ван ◽
Ронг Мо ◽
Чжиён Чанг
Шлифовальный круг ◽
Износ колеса ◽
Износ шлифовального круга
Оценка взаимосвязи между условиями правки с использованием призматического правящего устройства, стойкости к правке и характеристик шлифования
Ген Учида ◽
Такадзо Ямада ◽
Коити Ичихара ◽
Макото Харада ◽
Тацуя Кохара ◽
. ..
..
Шероховатость поверхности ◽
Состояние поверхности ◽
Поверхность земли ◽
Шлифовальный круг ◽
Процесс измельчения ◽
Практическое применение ◽
Поверхность колеса ◽
Разница ◽
Шероховатость поверхности земли ◽
Отношение
В процессе шлифования состояние поверхности шлифовального круга изменяется в зависимости от условий правки, что влияет на шероховатость поверхности шлифования и сопротивление шлифованию. В последние годы сообщалось о нескольких исследованиях по практическому применению повязки с использованием призматических приспособлений. Однако было опубликовано лишь несколько исследований, в которых количественно оценивается влияние различий в условиях правки с использованием призматического правящего инструмента на шероховатость шлифованной поверхности и сопротивление шлифованию. Таким образом, это исследование направлено на количественную оценку влияния разницы в условиях правки с использованием призматического правящего инструмента на шероховатость шлифованной поверхности и сопротивление шлифованию, сосредоточив внимание на сопротивлении правке. В эксперименте правку производят путем изменения шага правки и глубины выреза правки призматическим правящим инструментом, измеряют шероховатость отшлифованной поверхности и сопротивление шлифованию. Следовательно, при увеличении шага правки и глубины резания правки шероховатость отшлифованной поверхности увеличивалась, а сопротивление шлифованию уменьшалось. Это явление было вызвано увеличением сопротивления правке при увеличении шага правки и глубины резания правки, что вызывало изменение состояния поверхности шлифовального круга. Кроме того, влияние разницы условий правки призматическим правящим инструментом на шероховатость отшлифованной поверхности и сопротивление шлифованию можно количественно оценить с помощью сопротивления правке.
В эксперименте правку производят путем изменения шага правки и глубины выреза правки призматическим правящим инструментом, измеряют шероховатость отшлифованной поверхности и сопротивление шлифованию. Следовательно, при увеличении шага правки и глубины резания правки шероховатость отшлифованной поверхности увеличивалась, а сопротивление шлифованию уменьшалось. Это явление было вызвано увеличением сопротивления правке при увеличении шага правки и глубины резания правки, что вызывало изменение состояния поверхности шлифовального круга. Кроме того, влияние разницы условий правки призматическим правящим инструментом на шероховатость отшлифованной поверхности и сопротивление шлифованию можно количественно оценить с помощью сопротивления правке.
Шлифование поверхности зеркала ELID для вогнутых форм токопроводящим эластичным кругом, содержащим технический углерод
Ацуши Эзура ◽
Кацуфуми Иназава ◽
Казухиро Омори ◽
Ёсихиро Уэхара ◽
Нобухиде Ито ◽
. ..
..
Угольно черный ◽
Скорость удаления ◽
Отделка поверхности ◽
Шлифовальный круг ◽
Бутадиеновый каучук ◽
Зеркальная поверхность ◽
Шлифовальные круги ◽
Высокое качество ◽
Точность формы ◽
Элид Гриндинг
Эластичные шлифовальные круги ранее использовались для разработки метода зеркальной обработки поверхности вогнутых сфер. В этом исследовании разрабатываются новые токопроводящие эластичные шлифовальные круги, к которым можно применять электролитическую правку в процессе производства (ELID); Целью исследования является решение проблемы поддержания постоянной скорости съема для колес на резиновой связке. Когда шлифование ELID выполняется с использованием круга на основе недиена (изобутан-изопреновый каучук, IIR), достигается больший объем съема, а также достигается более высокое качество поверхности по сравнению с диеновым (акрилонитрил-бутадиеновый каучук, NBR). на основе колеса. Кроме того, для исследования влияния твердости связки шлифовального круга на величину съема и точность формы шлифования изготавливают шлифовальные круги с различными уровнями твердости путем контроля количества содержащейся в них сажи и проводят эксперименты по шлифованию. Таким образом, при использовании более твердого шлифовального круга достигается больший съем, но ухудшается шероховатость отшлифованных поверхностей. Поэтому на практике необходимо выбрать подходящий шлифовальный круг, который может обеспечить как производительность, так и качество поверхности. Наконец, для получения высококачественной зеркальной поверхности вогнутой сферической поверхности на заготовках выполняется шлифование ELID, как это делается для форм для сферических линз. Таким образом, были созданы высококачественные зеркальные поверхности с шероховатостью Ra < 10 нм. При шлифовке заготовок шлифовальным кругом того же радиуса на краю вогнутого сферического профиля происходит избыточный съем, что снижает точность формы.
Кроме того, для исследования влияния твердости связки шлифовального круга на величину съема и точность формы шлифования изготавливают шлифовальные круги с различными уровнями твердости путем контроля количества содержащейся в них сажи и проводят эксперименты по шлифованию. Таким образом, при использовании более твердого шлифовального круга достигается больший съем, но ухудшается шероховатость отшлифованных поверхностей. Поэтому на практике необходимо выбрать подходящий шлифовальный круг, который может обеспечить как производительность, так и качество поверхности. Наконец, для получения высококачественной зеркальной поверхности вогнутой сферической поверхности на заготовках выполняется шлифование ELID, как это делается для форм для сферических линз. Таким образом, были созданы высококачественные зеркальные поверхности с шероховатостью Ra < 10 нм. При шлифовке заготовок шлифовальным кругом того же радиуса на краю вогнутого сферического профиля происходит избыточный съем, что снижает точность формы.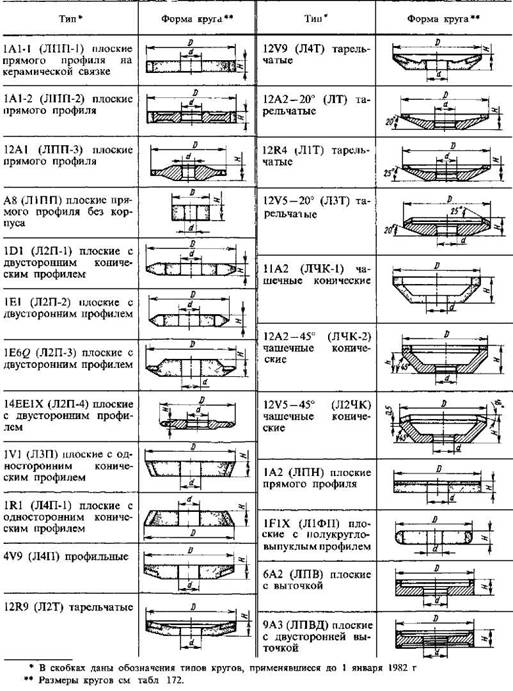 Численное моделирование показывает, что снятие фаски на шлифовальном круге эффективно для повышения точности формы. Ожидается, что результаты этого исследования будут способствовать автоматизации и снижению затрат в процессе зеркальной обработки вогнутых форм.
Численное моделирование показывает, что снятие фаски на шлифовальном круге эффективно для повышения точности формы. Ожидается, что результаты этого исследования будут способствовать автоматизации и снижению затрат в процессе зеркальной обработки вогнутых форм.
Характеристики полировки переработанного шлифовального круга с использованием обрезков шлифовального круга для мокрой полировки листов из нержавеющей стали
Акира Мидзобучи ◽
Такеши Хамада ◽
Ацуёси Ташима ◽
Кейта Хоримото ◽
Тору Исида ◽
…
Водный раствор ◽
Нержавеющая сталь ◽
Сейсмоизоляция ◽
Водонепроницаемый ◽
Связующий агент ◽
Шлифовальный круг ◽
Сухая обработка ◽
Стальные листы ◽
Соединение титана ◽
Выхлопное тепло
Поверхности крупногабаритных листов аустенитной нержавеющей стали, имеющие длину сторон не менее 1 м и толщину листа не менее 6 мм, применяемых для пищевых емкостей и выдвижных плит в устройствах сейсмоизоляции, должны быть обработаны до зеркального блеска. Полировка выполняется для улучшения качества поверхности таких листов, и обычно применяется сухая обработка. Проблемы, связанные с сухой обработкой, связаны с выделением тепла при механической обработке и обработке стружки. Для решения этих проблем необходим переход на мокрую обработку. В нашей лаборатории мы разработали машину для мокрой полировки и исследовали выбор шлифовальных кругов для разработки технологии мокрой полировки больших листов нержавеющей стали. В этом исследовании, чтобы снизить стоимость инструмента и повторно использовать ресурсы, мы попытались изготовить переработанный шлифовальный круг, используя фрагменты обрезков шлифовального круга. Водный раствор поливинилового спирта (ПВС) использовался в качестве связующего вещества для переработанного шлифовального круга для снижения нагрузки на окружающую среду. Чтобы преодолеть легкость растворения ПВС в воде, мы попытались улучшить водостойкость водного раствора ПВС путем включения органического соединения титана. Это одно из наших усилий, направленных на достижение целей устойчивого развития.
Полировка выполняется для улучшения качества поверхности таких листов, и обычно применяется сухая обработка. Проблемы, связанные с сухой обработкой, связаны с выделением тепла при механической обработке и обработке стружки. Для решения этих проблем необходим переход на мокрую обработку. В нашей лаборатории мы разработали машину для мокрой полировки и исследовали выбор шлифовальных кругов для разработки технологии мокрой полировки больших листов нержавеющей стали. В этом исследовании, чтобы снизить стоимость инструмента и повторно использовать ресурсы, мы попытались изготовить переработанный шлифовальный круг, используя фрагменты обрезков шлифовального круга. Водный раствор поливинилового спирта (ПВС) использовался в качестве связующего вещества для переработанного шлифовального круга для снижения нагрузки на окружающую среду. Чтобы преодолеть легкость растворения ПВС в воде, мы попытались улучшить водостойкость водного раствора ПВС путем включения органического соединения титана. Это одно из наших усилий, направленных на достижение целей устойчивого развития.