Шлифование валов: Шлифование валов – Обработка валов шлифованием
alexxlab | 19.02.2023 | 0 | Разное
Припуски на шлифование валов. Справочник
- Главная /
- Справочник /
- Припуски на шлифование валов
| Диаметр вала d в мм | Характер шлифования | Характер вала | Длина вала L в мм | ||||||||
| до 100 | св, 100 до 250 | св, 250 до 500 | св, 500 до 800 | св, 800 до 1200 | св, 1200 до 2000 | ||||||
| Припуск 2a на диаметр в мм | |||||||||||
| До 10 | Центровое | Сырой | 0,2 | 0,2 | 0,3 | – | – | – | |||
| Закаливаемый | 0,3 | 0,3 | 0,4 | – | – | – | |||||
| Бесцентровое | Сырой | 0,2 | 0,2 | 0,2 | – | – | – | ||||
| Закаливаемый | 0,3 | 0,3 | 0,4 | – | – | – | |||||
Св. 10 до 18 10 до 18 | Центровое | Сырой | 0,2 | 0,3 | 0,3 | 0,3 | – | – | |||
| Закаливаемый | 0,3 | 0,3 | 0,4 | 0,5 | – | – | |||||
| Бесцентровое | Сырой | 0,2 | 0,2 | 0,2 | 0,3 | – | |||||
| Закаливаемый | 0,3 | 0,3 | 0,4 | 0,5 | – | – | |||||
Св. 18 до 30 18 до 30 | Центровое | Сырой | 0,3 | 0,3 | 0,3 | 0,4 | 0,4 | – | |||
| Закаливаемый | 0,3 | 0,4 | 0,4 | 0,5 | 0,6 | – | |||||
| Бесцентровое | Сырой | 0,3 | 0,3 | 0,3 | 0,3 | – | – | ||||
| Закаливаемый | 0,3 | 0,4 | 0,4 | 0,5 | – | – | |||||
Св. 30 до 50 30 до 50 | Центровое | Сырой | 0,3 | 0,3 | 0,4 | 0,5 | 0,6 | 0,6 | |||
| Закаливаемый | 0,4 | 0,4 | 0,5 | 0,6 | 0,7 | 0,7 | |||||
| Бесцентровое | Сырой | 0,3 | 0,3 | 0,3 | 0,4 | – | – | ||||
| Закаливаемый | 0,4 | 0,4 | 0,5 | 0,5 | |||||||
Св. 50 до 80 50 до 80 | Центровое | Сырой | 0,3 | 0,4 | 0,4 | 0,5 | 0,6 | 0,7 | |||
| Закаливаемый | 0,4 | 0,5 | 0,5 | 0,6 | 0,8 | 0,9 | |||||
| Бесцентровое | Сырой | 0,3 | 0,3 | 0,3 | 0,4 | – | – | ||||
| Закаливаемый | 0,4 | 0,5 | 0,6 | – | – | ||||||
Св. 80 до 120 80 до 120 | Центровое | Сырой | 0,4 | 0,4 | 0,5 | 0,5 | 0,6 | 0,7 | |||
| Закаливаемый | 0,5 | 0,5 | 0,6 | 0,6 | 0,8 | 0,9 | |||||
| Бесцентровое | Сырой | 0,4 | 0,4 | 0,4 | 0,5 | – | – | ||||
| Закаливаемый | 0,5 | 0,5 | 0,6 | 0,7 | – | – | |||||
Св.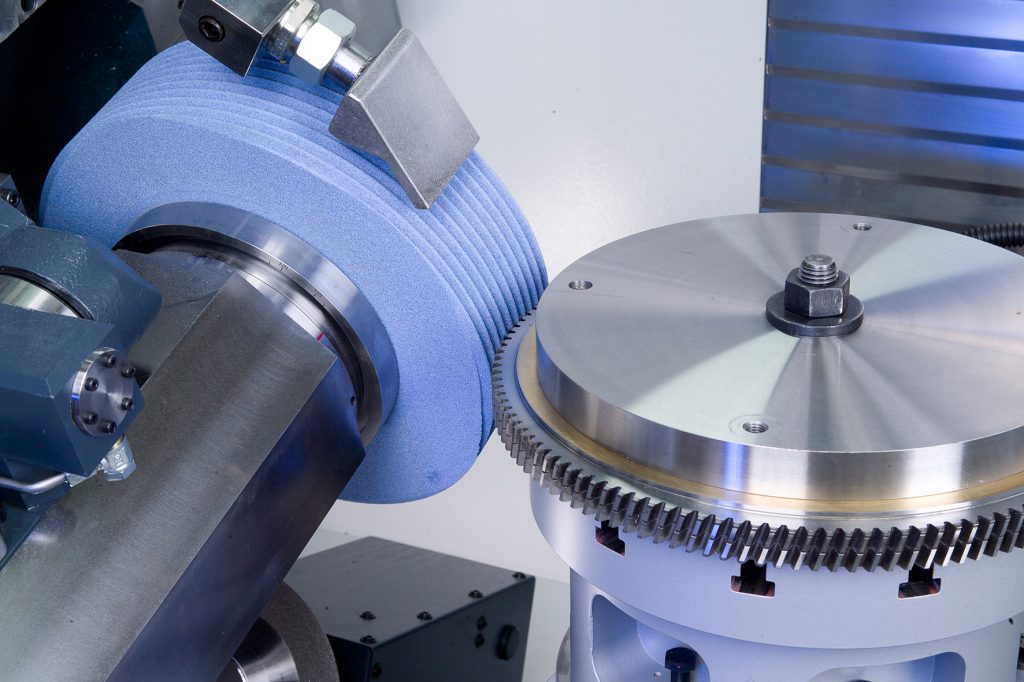 120 до 180 120 до 180 | Центровое | Сырой | 0,5 | 0,5 | 0,6 | 0,6 | 0,7 | 0,8 | |||
| Закаливаемый | 0,5 | 0,6 | 0,7 | 0,8 | 0,9 | 1,0 | |||||
| Бесцентровое | Сырой | 0,5 | 0,5 | 0,5 | 0,5 | – | – | ||||
| Закаливаемый | 0,5 | 0,6 | 0,7 | 0,8 | – | – | |||||
Св. 180 до 260 180 до 260 | Центровое | Сырой | 0,5 | 0,6 | 0,6 | 0,7 | 0,8 | 0,9 | |||
| Закаливаемый | 0,6 | 0,7 | 0,7 | 0,8 | 0,9 | 1,1 | |||||
| Св.260 до 360 | Центровое | Сырой | 0,6 | 0,6 | 0,7 | 0,7 | 0,8 | 0,9 | |||
| Закаливаемый | 0,7 | 0,8 | 0,9 | 1,0 | 1,1 | ||||||
Св. 360 до 500 360 до 500 | Центровое | Сырой | 0,7 | 0,7 | 0,8 | 0,8 | 0,9 | 1,0 | |||
| Закаливаемый | 0,8 | 0,8 | 0,9 | 0,9 | 1,0 | 1,2 | |||||
Примечание:
Для условий мелкосерийного или индивидуального производства величина припуска определяется умножением табличной величины на коэффициент К=1,2 с округлением до десятых в сторону увеличения.
Например: 0,4 х 1,2 = 0,48 . Принимаем 0,5. При этом допуск на предварительную обработку устанавливается по 4-му классу точности С4.
Шлифование валов — Студопедия
Поделись
Шлифование производится абразивными кругами при обильной подаче в зону резания СОЖ и является основным методом чистовой обработки наружных поверхностей. Различают предварительное, чистовое и тонкое шлифование. Предварительным шлифованием обеспечивают точность по 8-9 квалитету. Шероховатость поверхности составляет 0,4 – 6,3 мкм. Чистовое шлифование осуществляют после термической обработки. Им обеспечивают точность по 6 – 7 квалитету с шероховатостью поверхности 0,2 – 3,2 мкм. Более высокая точность достигается тонким шлифованием с шероховатостью поверхности 0,025 – 0,1 мкм. Шлифование делится на вида: круглое и бесцентровое.
Различают предварительное, чистовое и тонкое шлифование. Предварительным шлифованием обеспечивают точность по 8-9 квалитету. Шероховатость поверхности составляет 0,4 – 6,3 мкм. Чистовое шлифование осуществляют после термической обработки. Им обеспечивают точность по 6 – 7 квалитету с шероховатостью поверхности 0,2 – 3,2 мкм. Более высокая точность достигается тонким шлифованием с шероховатостью поверхности 0,025 – 0,1 мкм. Шлифование делится на вида: круглое и бесцентровое.
Круглое шлифование наружных цилиндрических и конических поверхностей выполняют, на круглошлифовальных станках. Деталь устанавливается в центрах, патроне или цанге. Существует два основных метода круглого шлифования: с продольной подачей и методом врезания.
Шлифование с продольной подачей осуществляется возвратно-поступательным перемещением детали относительно шлифовального круга. На каждый двойной ход стола круг перемещается к центру заготовки на 0,005 – 0,02 мм. Схема шлифования с продольной подачей представлена на рис 2. 75, а.
75, а.
Шлифование методом врезания производится кругом, ширина которого больше длины обрабатываемого участка (рис. 2.75, б). В данном случае круг имеет только поперечную подачу. Одновременное шлифование нескольких поверхностей методом врезания может быть осуществлено фасонным кругом (рис. 2.75, в; г). Данный метод более производителен чем шлифование с продольной подачей, поэтому его применяют в массовом и крупносерийном производстве.
Бесцентровое шлифование осуществляется на бесцентрово-шлифовальных станках. Здесь также применяются два метода шлифования: с продольной подачей и врезанием.
Бесцентровое шлифование с продольной подачей применяют для обработки гладких валов. Схема шлифования представлена на рис. 2.76, а; б. Деталь 2 при шлифовании не закрепляется, а свободно перемещается между двумя шлифовальными кругами вдоль своей оси. Круг 1 большего диаметра является шлифовальным, а круг 3 меньшего диаметра является ведущим. Этот круг устанавливается под углом 1 – 5о к оси шлифовального круга и вращает деталь с подачей в осевом направлении. Деталь опирается на нож 4 со скосом, благодаря которому она прижимается к ведущему кругу. Детали при шлифовании одна за другой поступают в зону обработки с одной стороны, а выходят с другой.
Этот круг устанавливается под углом 1 – 5о к оси шлифовального круга и вращает деталь с подачей в осевом направлении. Деталь опирается на нож 4 со скосом, благодаря которому она прижимается к ведущему кругу. Детали при шлифовании одна за другой поступают в зону обработки с одной стороны, а выходят с другой.
Бесцентровое шлифование врезаниемприменяютдля обработки валов с буртиком. Схема шлифования представлена на рис. 2.76, в. Перед обработкой ведущий круг отводят на некоторое расстояние от опоры и устанавливают деталь на опору сверху или сбоку. Затем круг подводят к детали для обработки. Шлифование осуществляется с подачей ведущего круга к шлифовальному кругу. Этим методом можно шлифовать детали с конической поверхностью, применяя ведущий круг, заправленный на конус.
В процессе резания шлифовальный круг теряет форму и режущую способность, т.е. круг засаливается. Для восстановления формы и режущей способности шлифовальных кругов их подвергают правке. Правку осуществляют алмазами в оправах, алмазными карандашами, роликами и пр. Алмазный карандаш представляет собой абразивный инструмент, в котором мелкие алмазы, синтетические или естественные, закреплены в связке. Связка представляет собой затвердевший полимерный материал. Масса отдельных алмазов в карандаше находится в пределах 0,03 – 0,5 карата (1 карат равен 0,2 грамма). Алмазы в оправах могут также иметь искусственное или естественное происхождение. Они, как правило, крупнее, чем алмазы в карандашах. Их масса достигает 2 карат. На рис. 2.77, а представлена схема правки круга алмазом в оправе при шлифовании поворотного кулака. Правка производится периодически перемещением алмаза по копиру. Недостатком правки широких кругов по копиру является необходимость перерывов в работе станка для правки. Это время может составлять 10 – 15% от основного.
Правку осуществляют алмазами в оправах, алмазными карандашами, роликами и пр. Алмазный карандаш представляет собой абразивный инструмент, в котором мелкие алмазы, синтетические или естественные, закреплены в связке. Связка представляет собой затвердевший полимерный материал. Масса отдельных алмазов в карандаше находится в пределах 0,03 – 0,5 карата (1 карат равен 0,2 грамма). Алмазы в оправах могут также иметь искусственное или естественное происхождение. Они, как правило, крупнее, чем алмазы в карандашах. Их масса достигает 2 карат. На рис. 2.77, а представлена схема правки круга алмазом в оправе при шлифовании поворотного кулака. Правка производится периодически перемещением алмаза по копиру. Недостатком правки широких кругов по копиру является необходимость перерывов в работе станка для правки. Это время может составлять 10 – 15% от основного.
Правка круга алмазными роликами осуществляется также периодически, но одновременно по всей его образующей, т.к. форма роликов соответствует профилю круга.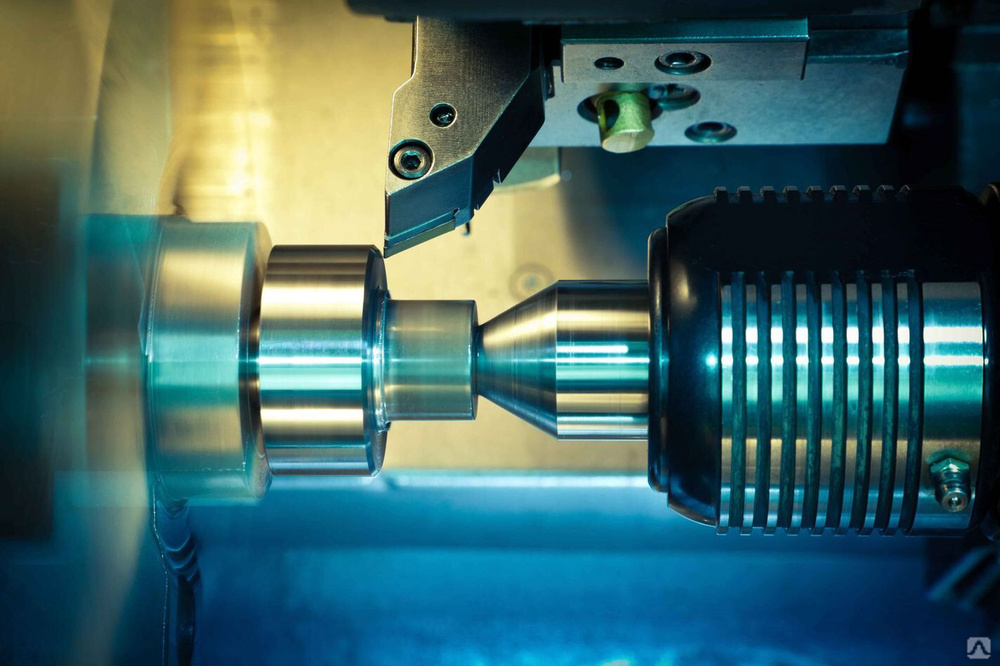 Это сокращает время правки в 2 – 3 раза. На рис 2.77, б представлен совмещенный эскиз для трех операций шлифования вала. На первых двух операциях, отмеченных позициями А и Б шлифуются шейки и прилегающие к ним торцовые поверхности. На третьей операции в позиции В на закаленном валу твердостью HRC 60 производится прорезка кругами двух кольцевых канавок, что исключает их предварительное точение.
Это сокращает время правки в 2 – 3 раза. На рис 2.77, б представлен совмещенный эскиз для трех операций шлифования вала. На первых двух операциях, отмеченных позициями А и Б шлифуются шейки и прилегающие к ним торцовые поверхности. На третьей операции в позиции В на закаленном валу твердостью HRC 60 производится прорезка кругами двух кольцевых канавок, что исключает их предварительное точение.
Страница не найдена 404
Что случилось?Эта ссылка никуда не ведет. Возможно, вы неправильно написали ссылку или перешли по старой ссылке.
Что я могу сделать?Пожалуйста, используйте строку поиска или расширенный поиск, чтобы найти то, что вы ищете.
Протестировать сейчас Machineseeker – Приложение !
Приложение Machineseeker для iPhone и Android .
Дополнительная информация
Machineseeker.com является официальным спонсором:
Популярные подержанные машины: Топ 200 -1к -2к -3k -4k -5к -6к -7к -8k -9к -10к -11к -12к -13к -14k -15к -16к -17к -18k -19к -20к -21k -22k -23k -24k
Вся информация, предложения и цены на этом сайте могут быть изменены и не носят обязательного характера!
Используя этот веб-сайт, вы принимаете наши условия и политика конфиденциальности .
Указанные товарные знаки принадлежат их соответствующим владельцам.
Machineseeker Group GmbH не несет ответственности за содержание внешних веб-сайтов, на которые имеются ссылки.
© 1999-2022 Machineseeker Group GmbH
Этот веб-сайт защищен reCAPTCHA, к нему применяются Политика конфиденциальности и Условия использования Google.
Шлифовальный круг с валом, вал G 3 мм | НИХОННСЕЙМИТУ
(!) В связи с прекращением Microsoft поддержки Internet Explorer 11 15 июня 2022 г. этот сайт не поддерживает рекомендуемую среду.
- MISUMI Mexico выставляет счета в формате CFDI 4.0, поэтому нам нужен ваш “Constancia de Situación Fiscal”, дополнительная информация .
- МИСУМИ Главная>
- Инструменты обработки>
- Принадлежности для шлифовки и полировки>
- Установленные точки >
- Шлифовальный круг с валом, вал G 3 мм
- Скидка за объем
 org/Brand”> NIHONNSEIMITU
org/Brand”> NIHONNSEIMITUNIHONNSEIMITU
| Part Number |
|---|
| G3311 |
| G3312 |
| G3313 |
| G3511 |
| Номер детали | Количество шт. входит в упак. | Минимальное количество заказа | Объем скидки | дней до отправки | Внешний диаметр шлифовального руля (мм) | Длина шлифовального руля (мм) | Общая длина (мм) | 080 | (мм) | 080 | (мм) | 808070 7008.
|---|---|---|---|---|---|---|---|---|---|---|---|
5 шт. в упаковке | 1 упаковка | В наличии | 9 дней и более | 13 | 13 | 43 | WA | – | |||
 |