Шлифовка направляющих токарных станков – Шлифовка станины токарного станка – Законченные проекты
alexxlab | 17.10.2019 | 0 | Разное
Шлифовка станин
Цены на шлифовку станин, стоимость шлифовки
Предлагаем Вашему вниманию ориентировочную таблицу расценок на шлифовку токарных и шлифовальных станков. Шлифовка проводится на шлифовальном станке немецкой фирмы «Waldrich Coburg». Стоимость шлифовки станин указана примерно.
Внимание! Важная информация
Средний срок изготовления 1 комплекта – 5 рабочих дней.
Все цены на шлифовку станин и других деалей указаны без НДС и действительны на текущий момент.
Более точные цены можно узнать по тел.:
- 8 (900) 908-82-80
- 8 (4912) 51-04-63
или по e-mail: [email protected]
При наличии значительных дефектов на плоскостях (глубиной свыше 0,3 мм) стоимость обработки может быть увеличена по согласованию с заказчиком.
Цены на шлифовку шлифовальных станков
| Тип | L направляющей | Цена |
| станина 3Л722 | 1500 | 19 000р. |
| станина 3Л722 | 1700 | 19 000р. |
| станина 3Л722 | 1870 | 21 500р. |
| станина 3Л722 | 2400 | 26 000р. |
| станина 3Л722 | 2770 | 29 500р. |
| станина ЛШ630-4 | 4000 | 36 000р. |
| стойка 3е756 | 16 000р. | |
| стол тип 3л722 | низ – L 1900; верх-база L 1000 | 21 500р. |
Цены на шлифовку токарных станков
| Тип | Направляющие станины |
Каретка | Ползушка (ласточкин хвост) |
Поворотная часть суппорта |
Ползушка суппорта |
Сумма |
| 1М63-1 | 37 500р. | 13 500р. | 7 000р. | 4 500р. | 6 000р. | 68 500р. |
| 1М63-1,5 | 41 500р. | 13 500р. | 7 000р. | 4 500р. | 6 000р. | 72 500р. |
| 1М63-3 | 49 000р. | 13 500р. | 7 000р. | 4 500р. | 6 000р. | 80 000р. |
| 1М65-1 | 54 000р. | 16 000р. | 7 000р. | 5 000р. | 7 000р. | 89 000р. |
| 1М65-1,5 | 58 500р. | 16 000р. | 7 000р. | 5 000р. | 7 000р. | 93 500р. |
| 1М65-3 | 67 000р. | 16 000р. | 7 000р. | 5 000р. | 7 000р. | 102 000р. |
| 16К20-0,7 | 25 000р. | 11 000р. | 5 000р. | 4 500р. | 6 000р. | 51 500р. |
| 16К20-1 | 28 000р. | 11 000р. | 5 000р. | 4 500р. | 6 000р. | 54 500р. |
| 16К20-1,5 | 32 500р. | 11 000р. | 5 000р. | 4 500р. | 6 000р. | 59 000р. |
| 16К20-2 | 38 000р. | 11 000р. | 5 000р. | 4 500р. | 6 000р. | 64 500р. |
| 16М30-1,5 | 39 500р. | 20 500р. | 8 000р. | 68 000р. | ||
| 16М30-3 | 46 000р. | 20 500р. | 8 000р. | 74 500р. | ||
| 1А983-1 | 48 500р. | 15 680р. | 7 000р. | 5 000р. | 11 500р. | 87 680р. |
rosstanko.com
Представляем Вам установку ДП |



i-perf.ru
Шлифовка станин без демонтажа – Ремонт и сервис – СЕРВИС
Обработка направляющих с помощью переносных приспособлений
Обработка направляющих с помощью переносных приспособлений. При этом способе направляющие станков можно обрабатывать строганием, фрезерованием, шлифованием и протягиванием. Широкое распространение получил метод шлифования станин.
Переносные приспособления применяют обычно для обработки направляющих тяжелых станков, имеющих большую длину, которые нельзя обработать на имеющемся оборудовании.
Обработка направляющих станин токарного станка. При ремонте станин токарных станков наиболее распространенных типов базой для перемещения приспособлений в большинстве случаев служат направляющие задней бабки ремонтируемого стенка.
При значительном износе направляющих задней бабки они не могут служить базой. В этих случаях (сравнительно редких) вместо подушки задней бабки в качестве основания для приспособления используют плиту, перемещающуюся по вершинам призматических направляющих станин (рис. 1). При этом предварительно по линейке производится шабрение вершин призм 1 и боковых плоскостей 2.
Крупные токарные и револьверные станки часто имеют плоские направляющие, общие для салазок суппорта и задней бабки (револьверной головки). Для обработки таких направляющих с помощью переносных приспособлений приходится прибегать к созданию искусственных оперативных баз, по которым перемещают основание под приспособление. Иногда в качестве таких баз выбирают узкие полосы на самих направляющих, которые отшабривают вручную.
Обработка направляющих станин расточных, продольно-строгальных и других станков. При исправлении станин станков, относящихся к 3-й группе, за базы принимают плоскости 1 и 2 (рис. 2). В отдельных случаях, когда из-за большого износа основных направляющих в результате опускания стола подверглись износу также и поверхности 1, в качестве базы можно использовать поверхности 3.
На рис. 3 показано применение промежуточных элементов (установочных плит) для приспособлений при обработке направляющих станин разной конструкции. При проектировании установочной плиты приспособления не всегда следует стремиться к ее универсальности. Часто выгоднее изготовить простую плиту, специально предназначенную для данного станка, чем приспосабливать имеющуюся плиту другого назначения. Рабочие аппараты (строгальный, шлифовальный) крепят на плите так, чтобы было удобно обработать большую часть станины. Однако участок станины, закрываемый плитой, остается необработанным. Поэтому, когда станина исправлена, переставляют рабочий аппарат на другой край плиты и шлифуют оставшийся необработанным участок станины. Пружинный упор для переключения возвратно-поступательного движения также переносят и укрепляют на станине в соответствующем месте.
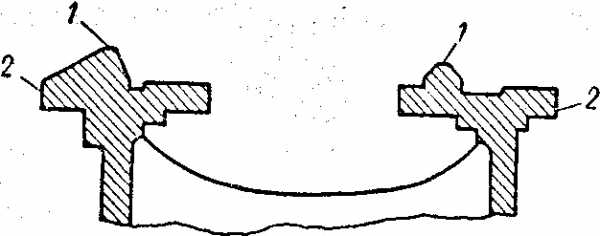
Рис. 1. Поверхности направляющих токарного станка, используемые как база при обработке рабочих поверхностей с помощью переносного приспособления
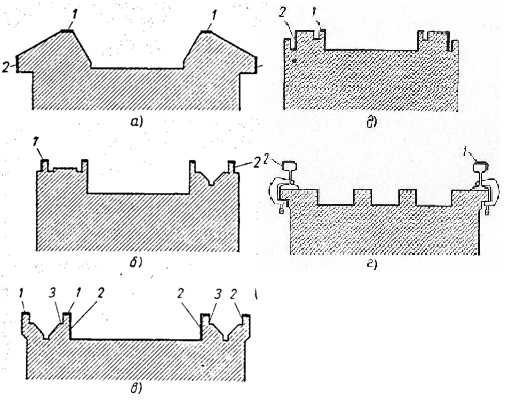
Рис. 2. Поверхности, принимаемые за базы при исправлении направляющих станин 3-й группы: а — у станин расточного станка; б, в, д — у станин продольно-строгальных станков; г — применение рельсов в качестве искусственной оперативной базы при исправлении станины крупного токарного станка
Рис. 3. Промежуточные элементы (плиты) для приспособлений: а — базирование по верхним обработанным, неизношенным поверхностям и по боковым поверхностям станины продольно-строгального станка; б — базирование по вершинам призм и боковым обработанным поверхностям; в — настройка для восстановления изношенных верхних базовых поверхностей; 2 — плита; 2 — компенсирующая планка; з —промежуточные планки, опирающиеся нижние обработанные неизнашиваемые участки направляющих

tbmr.ru
Шлифовка направляющих станин в Туле. Обработка изделий из металла
Нашей компанией оказывается широкий спектр услуг по обработке и изготовлению изделий, относящихся к типу крупногабаритных.
Среди них:
- Крупногабаритная шлифовка
- Обработка механизмов и узлов крупногабаритных металлорежущих станков
- Шлифовка станины и кареток разного размера, а также столов, оснований и плит, обработка деталей из чугуна и стали, имеющих плоские и призматические поверхности.
- Возможность произвести обработку изделий из металла способом фрезерования, шлифования и строгания.
Преимущества наших услуг
Каждая деталь станка со временем подвергается деформации и механическому износу. Это же относится и к станине. Износ станины определяется образованием трещин, перепадом уровня и другими повреждениями. Детали, изготавливаемые на станке с неисправной станиной, отличаются низким качеством и высоким процентом брака. Во избежание таких последствий, необходима регулярная обработка шлифовкой станины и других важных деталей каждого станка.
Шлифование представляет собой финишную операцию обработки деталей, которая отличается высокой производительностью. С помощью шлифования можно добиться нужной формы, размеров, а также придания определенных параметров детали.
Среди прочих услуг выполняем следующие работы:
- Фрезеровка, в том числе сложная, на плоских поверхностях.
- Фрезеровка уступов, тел вращений, пазов и винтовых поверхностей.
- Качественное шлифование плоского типа.
- Продольное строгание.
На нашей производственной базе работает оборудование, которое отличается следующими производственными характеристиками обработки деталей:
- Максимальная длина: 3100 мм.
- Максимальная ширина: 1000 мм.
- Максимальная высота: 900 мм.
- Максимальная масса обрабатываемой заготовки: 4500 кг.
Изготовить и обработать изделие возможно из различных материалов. Это и цветные и черные металлы, и различные сплавы и полимеры.
Мы принимаем заказы по чертежам и эскизам как на бумажных носителях, так и выполненных в таких распространенных программах, как AutoCAD или SolidWorks
При получении чертежа или эскиза, наши специалисты на месте информируют клиента о сроках и цене работы.
Для заказа оборудования – позвоните нам по телефону
8 (800) 700-31-54
Закажите
обратный звонок
и наш менеджер свяжется с вами в течении 15 мин.
promtechnolog.ru
Переносной шлифовальный станок – Конкурс «Сделано своими руками»
У восстанавливаемого в моей мастерской «из руин» токарно-винторезного станка 16К20 большой износ направляющих станины — более 0,4 мм. Направляющие можно отшлифовать в заводских условиях (необходима полная разборка станка, да и дорого) или отшабрить вручную. Но второй вариант вообще проблематичен, так как направляющие на этом станке закалены, т.е. термообработаны до высокой твердости металла.Для выхода из сложившейся ситуации был разработан и изготовлен переносной шлифовальный станок (здесь и далее ПШС) для шлифовки призматических и плоских направляющих станин токарных станков типа 1А616, 1К62, 16К20 и др.

Состоит из следующих основных узлов: стойки, выдвижной пиноли и шлифовальной головки. ПШС позволяет, не демонтируя и не полностью разбирая ремонтируемый станок, осуществить шлифовку изношенных направляющих в условиях любого гаража и мастерской. Базируется ПШС по направляющим задней балки, перемещается с помощью ручной тросовой лебедки, снабжен контргрузами. Привод шлифовальной головки имеет мощность 0,42 кВт, 3000 об/мин., 3 ф. Для охлаждения шлифовального камня и удаления отработанного абразива из зоны шлифовки имеется система подачи смазочно-охлаждающей жидкости (СОЖ) с помощью штатного насоса ремонтируемого станка.



Все детали изготавливались на моём токарном станке 1А616К, сварка велась полуавтоматом. Стойка куплена в пункте приёма металлолома, пиноль изготовлена из задней бабки станка 1А616, купленного на форуме у чипмейкеров.
Есть небольшие видеоматериалы, наглядно иллюстрирующие работу ПШС.
Всем удачи в конкурсе! Пусть победит лучший и достойнейший!
Конкурсная работа № 35, предоставлена в рамках Конкурса «Сделано своими руками»
Спонсоры Конкурса
Ресанта — ведущий поставщик электрооборудования для сварки, тепла и комфорта.
Тиберис — первый интернет-гипермаркет сварочного оборудования.
Евротек — интернет-магазин строительного оборудования.
websvarka.ru
Видео (10,5 Mb) Примечание: Если скорость вашего Интернета не позволяет смотреть ролик в on-line режиме, нажмите на ссылке правую кнопку мыши и в появившимся меню выберите “Сохранить как”.
| Представляем Вам установку ДПСС-1М для шлифовки направляющих станины. Установка предназначена для шлифовки направляющих каретки станин станков 1К62, 16К20, 1К62Д, МК6046, 1А62, 1М63, 164, 165 и других станков по соответствующему типоразмеру. Конструкция механизма позволяет, без демонтажа станка с фундамента, восстановить точность обработки после ремонта до первоначальных данных станка, чем значительно снижаются затраты на ремонт.
| Габаритные размеры
Технические характеристики
Принимаем заказы на обработку станин в цехах заказчика – выезд представителя на место работы.
|



2695581.ru
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
zrms.ru