Шлифовка нержавейки: зеркальный блеск и ни одной царапинки!
alexxlab | 11.02.2023 | 0 | Разное
Процесс полировки нержавеющей стали
Добрый день, в данной статье познакомлю Вас с процессом электро полировки нержавеющих сталей и расскажу основные этапы получения зеркальных нержавеющих поверхностей.
После процесса электро полировки нержавейки можно получить два абсолютно разных результата:
1) Убрать следы побежалости от сварки и придать изделию блеск. В этом случае изделие погружается в ванну электро полировки кратковременно. Дефекты от грубой шлифовки и эффект *апельсиновой корки* горячекатаной стали не пропадет. Холоднокатаная же будет близка к зеркалу, если при изготовлении изделий, ее поверхность не повредили.
Стоимость полировки в этом случае, конечно же, зависит от формы и размеров изделия, но не является высокой.
2) Полировка нержавейки в зеркало. В данном случае процесс разделяется на два пути в зависимости от типа материала. Холоднокатаная нержавейка без следов царапин может потребовать незначительной дошлифовки с последующей полировкой. В случае, когда присутствуют задиры и царапины – потребуется шлифовать нержавейку в 3/4/5/7 этапов, в зависимости от глубины дефектов.
В случае, когда присутствуют задиры и царапины – потребуется шлифовать нержавейку в 3/4/5/7 этапов, в зависимости от глубины дефектов.
Горячекатаная же нержавейка (толщиной 4мм и более), потребует многоступенчатую шлифовку с зерном от P120 до P2500 и только после этого – электро полировка.
В данном случае, стоимость изделия приобретает весомый размер, т.к. перед полировкой нержавейки требуется шлифовка изделия.
На фото №1 представлены изделия из нержавейки до и после полировки в ванне. Продолжительность полировки 3 минуты. Нержавеющая стойка для ограждений приобрела товарный внешний вид – ушла чернота, следы побежалости, но зеркальной она не стала, т.к. труба использовалась горячекатаная.
На фото №2 Изделие выполнено из холоднокатаной нержавейки, но очень грубо обработаны сварные швы, как результат – зоны, которые не подвергались шлифовке получились зеркальные, но зоны грубой шлифовки подсветились.
На фото №3 представлено изделие из горячекатаной нержавейки после полировки. Как Вы видите, изделие приобрело блеск, но эффект *апельсиновой корки* остался.
Как Вы видите, изделие приобрело блеск, но эффект *апельсиновой корки* остался.
На фото №4 стол из нержавеющей стали с зеркальной поверхностью в диаметре 500мм. Перед полировкой данного изделия в зеркало, его потребовалось предварительно многоступенчато шлифовать до зерна P2500, т.к. стол выполнен из нержавейки 8мм, которая не существует холоднокатаной. Процесс шлифовки, в данном случае, занимает продолжительное время. Мастер выводит каждый миллиметр изделия, разглядывая поверхность, чтобы не оставить следов от шлифовки более крупного предыдущего зерна. Финальным процессом является опускание изделия в полировочную ванну. Только так рождаются идеальные зеркальные поверхности, которые радуют своим видом владельца.
Если Вы планируете изготовить изделия самостоятельно, но прибегнуть к услугам полировки в ООО «АЦИА», пожалуйста, обсудите этапы изготовления изделий с нашими специалистами. Финальный результат и трудоемкость работ (как результат – стоимость) в большей степени зависит от правильной последовательности операций.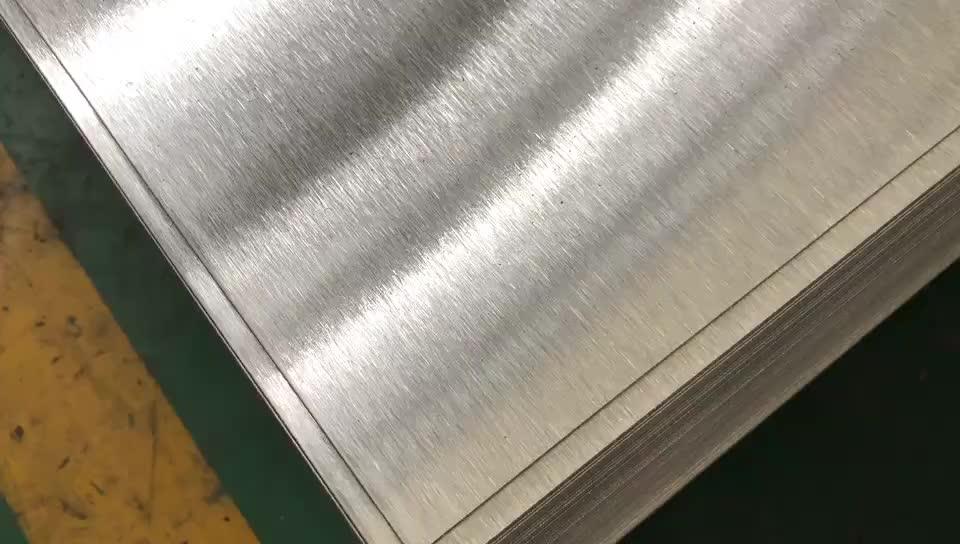 С деталями сложной формы – лучше сперва подготовить поверхность, а потом уже варить, чтобы в финале не пришлось подбираться в труднодоступные места. С плоскими же деталями – напротив. Сварка с последующей шлифовкой и полировкой.
С деталями сложной формы – лучше сперва подготовить поверхность, а потом уже варить, чтобы в финале не пришлось подбираться в труднодоступные места. С плоскими же деталями – напротив. Сварка с последующей шлифовкой и полировкой.
Обработка нержавеющей стали.Полировка и шлифовка.
Как правильно обрабатывать нержавеющую сталь?
Рассмотрим общие физико-химические свойства качественного нержавеющего проката: любая нержавейка легирована, то есть при выплавке в неё добавлены не менее 12% хрома. При реакции хрома с содержащимся в воздухе кислородом на поверхности стали формируется пленка из окислов, оксидная пленка называется пассивирующей, она и придает стали антикоррозийные свойства.
Любая нержавеющая сталь с течением времени подвергается коррозии, но этот процесс могут ускорять некоторые факторы:
1. Соприкосновение со стружкой или пылью обычного, низколегированного металла.
2. Неправильная защита при перевозке проката.
3. Абразивная обработка без применения охлаждающей жидкости (локальное термическое повреждение пленки оксида на поверхности).
Неправильная эксплуатация металла, например, попадание сильных кислот и щелочей, может привести не только к появлению коррозии, но и к моментальному распространению ее по всей поверхности стали.
Организация рабочего места.
Планируя производство изделий из нержавеющего проката, место для работы с легированной сталью стоит предусматривать обособленно от рабочих зон с другими материалами и металлами. Не рекомендуется хранить абразивные ленты и пасты для полирования для черной стали и нержавейки в одном месте. В процессе шлифования и полирования используйте абразивные материалы, предназначенные именно для легированных сталей , не содержащие ферритового напыления и углерода. Специалисты компании «Кипо Системз» рекомендуют применять ленты и пасты, содержащие керамику или абразивы на основе полимеров.
Существует четыре постулата успешной работы с нержавеющей стали:
1. Резка. Используйте ленточнопильные отрезные станки с подачей охлаждающей жидкости.
2. Фиксация. Тиски или зажимные приспособления, предназначенные для фиксации материала при обработке и резке, должны крепко держать деталь, не повреждая поверхности стали.
3. Сварка. Необходим сварочный аппарат, предназначенный для сварки нержавеющей стали в среде инертного газа, с учетом режима, соответствующего толщине свариваемого материала.
4. Полировка. Использование специализированных шлифовальных станков и инструмента, с соблюдением режимов, рекомендованных производителем абразивных материалов, уменьшит время и облегчит обработку.
Как обработать нержавеющую сталь если есть повреждения:
1. Нанесение кислоты в ручную, с последующим удалением образовавшейся на поверхности белесой пленки абразивными пастами.
2. Нанесение кислоты механизированным способом, с последующим удалением образовавшейся на поверхности белесой пленки абразивными пастами.
3. Обработка кислотами методом погружения – не требующая дальнейшей механической чистки поверхности, однако этот способ зачастую ограничен параметрами ванны и стоимостью обработки.
4. Очистка щетками из полимера с применением абразивов – снятие шлаков и зачистка побежалостей в зоне термического повреждения, обедненного хромом.
5. Механические обработка: шлифование и полирование поврежденной поверхности . Позволяет удалить сварной шлак, убрать царапины, разводы от термического воздействия и защитить зоны с обедненным хромом. При этом, качество обработки поверхности напрямую зависит от шероховатости (зернистости) шлифовальных материалов.
Как зачистить сварочный шов на изделиях из легированной стали?
Необходимо провести зачистку и дальнейшую полировку сварочного шва, для того, чтобы готовое изделие было товарным с привлекательным внешним видом, длительно служило в процессе эксплуатации. Для шлифовки и полировки швов после сварки изделий из нержавеющей стали лучше использовать абразивные материалы, содержащие в составе оксид алюминия, циркония или минералы искусственного происхождения. Их как правило используют специально для обработки легированных сталей. Тщательная и правильная обработка сварных соединений на нержавеющей стали позволит избежать дальнейшего санитарного ухода.
Не целесообразно обрабатывать швы материалами, содержащими в основе корунд, на сварном соединении в скором времени образуется коррозия , что уменьшит срок службы и испортит внешний вид изделия.
Не стоит забывать о том, что объемные шлифовальные работы весьма дорогостоящи. Для полировки поверхности до зеркала, профессионалы никогда не используют нетканые материалы, так как они «идут в глубину» и меняют геометрию поверхности. Тем не менее, нетканые материалы широко используются с целью создания матовых со сложным рисунком или сатинированных поверхностей на нержавеющей стали и цветных сплавах.
Что необходимо знать перед полированием легированных сталей?
1. Подготовка к полированию.
Специалисты компании «Кипо Системз» рекомендуют начинать полировку с более крупного зерна, и ступенчато снижать зерно вплоть до фракции 400. При смене фракции зерна необходимо тщательно промыть поверхность, с целью избежать попадания остатков более крупных частит и образовавшейся грязи на более мелкий абразив. Доведение поверхности до зеркального блеска лучше осуществить при помощи полировальных паст, благо их сейчас выпускают на любой вкус и цвет.
Доведение поверхности до зеркального блеска лучше осуществить при помощи полировальных паст, благо их сейчас выпускают на любой вкус и цвет.
2. Нанесение защитного слоя после шлифования или полирования:
Никельхромовая сталь становится нержавеющей благодаря оксидной пленке на её поверхности. После обработки абразивными материалами – оксидная пленка разрушается, и как следствие сталь в течение некоторого времени не является нержавеющей.
Благодаря естественной влажности воздуха оксидная пленка вновь образуется на поверхности нержавеющей стали в течение нескольких часов (4 – 8 ч.). Однако для избегания попадания мелких чужеродных частиц в образовавшиеся микропоры на нержавеющей стали, необходимо поверхность покрыть защитным аэрозолем или специальным средством.
Именно таким образом специалисты компании «Кипо Системз» добиваются очистки и одновременной консервации нержавеющей стали.
Шлифование нержавеющей стали
: можно ли это сделать?
Шлифование — это процесс механической обработки, который используется для удаления материала и чистовой обработки заготовок из нержавеющей стали.
Тем не менее, термочувствительная природа нержавеющей стали может создать ряд проблем при шлифовании.
Итак, возможна ли шлифовка нержавеющей стали? Что нужно учитывать при шлифовке нержавеющей стали?
При шлифовании нержавеющей стали могут возникнуть различные проблемы из-за ее твердости, термочувствительности и химической активности, которые могут легко загрязнить поверхность заготовки. Поэтому рекомендуется тщательно выбирать абразив, который сводит к минимуму выделение тепла и предотвращает загрязнение заготовки.
В этой статье представлено подробное руководство по шлифовке нержавеющей стали, в котором рассматриваются трудности, с которыми приходится сталкиваться во время процесса, и освещаются методы минимизации этих проблем.
Что в этой статье?
- Шлифование нержавеющей стали – Возможно ли?
- Управление процессом шлифования нержавеющей стали
- Как правильно выбрать абразив для шлифовки нержавеющей стали?
- Проблемы, возникающие при шлифовании нержавеющей стали
- Влияет ли шлифовка на антикоррозионные свойства нержавеющей стали?
- Применение шлифовки нержавеющей стали
- Шлифовка и чистовая обработка
- Заключительные мысли
- Часто задаваемые вопросы (FAQ)
MellowPine поддерживается считывателем. Когда вы покупаете по ссылкам на моем сайте, я могу получить партнерскую комиссию без каких-либо дополнительных затрат для вас.
Когда вы покупаете по ссылкам на моем сайте, я могу получить партнерскую комиссию без каких-либо дополнительных затрат для вас.
Шлифовка нержавеющей стали – возможно ли это?
Шлифование металлической заготовкиПростой ответ на этот вопрос: да, шлифовка нержавеющей стали возможна. Тем не менее, это должно быть выполнено в оптимальных условиях с использованием правильного инструмента и техники.
Свойства, которые затрудняют шлифование нержавеющей стали, включают ее низкую теплопроводность, неприятную химическую реакцию и высокую пластичность.
Из-за низкой теплопроводности нержавеющей стали тепло, выделяемое в процессе шлифования, плохо рассеивается, что приводит к повышению температуры заготовки во время операции шлифования.
Кроме того, высокое содержание хрома в нержавеющей стали приводит к образованию оксида хрома, более твердого, чем абразивный круг из оксида алюминия, что приводит к чрезмерному износу круга.
Высокая пластичность нержавеющей стали способствует образованию длинной стружки при съеме материала, которая часто блокирует зону шлифования, что влияет на процесс шлифования.
При правильном выборе инструментов и хорошем управлении технологическим процессом возможно шлифование нержавеющей стали.
Как правило, нержавеющие стали бывают разных марок: аустенитная нержавеющая сталь (304 и 316), ферритная нержавеющая сталь (430), мартенситная (410 и 440), дисперсионно-твердеющая нержавеющая сталь и дуплексная сталь.
Среди этих марок аустенитные стали обладают хорошей обрабатываемостью и подходят для шлифования. Ферритный сорт поддается формованию, но с трудом поддается измельчению. Мартенситную сталь легче шлифовать, чем ферритную и аустенитную нержавеющую сталь.
Целью шлифования нержавеющей стали является сохранение ее как можно более холодной на протяжении всего процесса. Чрезмерный нагрев заготовки может привести к обесцвечиванию и загрязнению.
Нержавеющая сталь имеет очень низкий коэффициент измельчения (количество удаляемого материала на единицу износа круга) по сравнению с другими марками стали.
Для справки: степень измельчения нержавеющей стали варьируется от 6 до 12, тогда как степень измельчения обычной стали варьируется от 40 до 80.
Шлифование нержавеющей стали обычно выполняется после механической обработки, литья или ковки стальных заготовок.
Управление процессом шлифования нержавеющей стали
| Параметр | Value |
|---|---|
| Grinding Pressure | Moderate and steady |
| Grinding Abrasive | Cubic Boron Nitrate (CBN) |
| Cutting Fluid Supply | Yes |
| Optimal Grit size | 36 -60 для черновой обработки и выше 60 для чистовой обработки |
Так как нержавеющая сталь склонна к загрязнению, рекомендуется не шлифовать ее с помощью шлифовальных кругов, которые ранее использовались для любого другого металла.
Это устраняет риск химических реакций, которые могут загрязнить поверхность заготовки.
Поскольку при шлифовании нержавеющей стали выделяется большое количество тепла от трения, которое может повредить заготовку и режущий инструмент, рекомендуется использовать шлифовальную жидкость для минимизации трения и улучшения рассеивания тепла.
Кроме того, шлифование на правильных скоростях снизит температуру шлифования и сведет к минимуму вероятность реакции сварки между абразивным кругом и стружкой заготовки.
Как правило, рекомендуется поддерживать постоянное движение заготовки из нержавеющей стали во время шлифования, чтобы избежать накопления тепла в локальной области, что приводит к обесцвечиванию.
Как недостаточное давление, так и скольжение круга могут привести к тому, что нержавеющая сталь будет давать более темную искру, чем углеродистая сталь, во время шлифования.
Поэтому важно поддерживать постоянное давление при шлифовке нержавеющей стали.
Чтобы поддерживать колесо в хорошем состоянии, требуется только легкая отделка и периодическая обработка. Это повышает долговечность круга и производительность операции шлифования.
Как правильно выбрать абразив для шлифовки нержавеющей стали?
Различные типы шлифовальных кругов Правильный выбор абразива может одновременно сократить расходы и повысить производительность. Вы можете найти множество абразивных материалов, каждый из которых имеет свои уникальные компромиссы между стоимостью, долговечностью и производительностью.
Вы можете найти множество абразивных материалов, каждый из которых имеет свои уникальные компромиссы между стоимостью, долговечностью и производительностью.
Шлифовальный абразив должен быть тверже вещества, которое он измельчает. Поэтому крайне важно использовать правильный абразив при шлифовке нержавеющей стали.
Кроме того, нержавеющая сталь является немагнитным металлом и поэтому не прилипает к шлифовальному кругу с железистым абразивом.
Однако его пластичная природа может привести к засорению абразивного зерна, что приведет к снижению эффективности шлифования.
Абразивные изделия с пометкой «Нержавеющая сталь» или «нержавеющая сталь» на этикетке специально предназначены для шлифования нержавеющей стали.
На основе типа абразива
Шлифовальный круг для нержавеющей сталиЗдесь обсуждаются термовосстанавливающие абразивы, специально разработанные для использования с нержавеющей сталью:
Кубический нитрид бора (CBN)
Наиболее подходящими шлифовальными кругами для заготовок из нержавеющей стали являются круги из кубического нитрида бора (CBN).
Благодаря высокой твердости зерна легко скалываются, а незначительная склонность к притягиванию элементов группы железа способствует тому, что шлифовальные круги из эльбора не засоряются во время шлифования. Таким образом, предлагая более плавную работу.
Шлифовальные круги из CBN требуют сравнительно меньшего шлифовального усилия для выполнения операции. Это сводит к минимуму выделение тепла во время процесса, что делает его пригодным для шлифования заготовок из нержавеющей стали.
Однако шлифовальные круги из CBN, подходящие для шлифования нержавеющей стали, сравнительно намного дороже, чем обычные шлифовальные круги.
При поиске шлифовального круга из CBN для шлифования нержавеющей стали рекомендуется иметь абразив с размером зерна F120, связанный вместе смолой и имеющий концентрацию около 100%.
Монокристаллический плавленый оксид алюминия
Монокристаллический плавленый оксид алюминия (MFA) имеет уникальную микроструктуру и высокую твердость, что позволяет создавать множество прочных режущих кромок.
Обладает хорошей шлифовальной способностью (рядом с CBN). Его зерна имеют сферическую форму, что предотвращает растрескивание и образование остаточных напряжений при шлифовании нержавеющей стали.
При шлифовании нержавеющей стали аустенитного класса используется MFA с зеленым шлифовальным кругом из карбида кремния, чтобы значительно снизить требуемое усилие резания и исключить риск перегрева.
Наконец, колесо MFA более экологично из-за меньшего количества серы при его производстве.
Оксид циркония
Зерно циркония превосходит зерно оксида алюминия с точки зрения остроты, скорости резания и долговечности.
Кроме того, диоксид циркония лучше рассеивает тепло, что полезно при разрезании толстых пластин из нержавеющей стали.
Используйте связку класса T для быстрой резки и увеличения срока службы.
Нержавеющая сталь и другие стали эффективно и качественно шлифуются шлифовальными кругами из диоксида циркония T27.
Размер абразива
Размер абразивного зерна напрямую влияет на шероховатость поверхности. Шлифовка нержавеющей стали может заблокировать зернистость абразива, что сделает инструмент бесполезным.
Шлифовка нержавеющей стали может заблокировать зернистость абразива, что сделает инструмент бесполезным.
Эта проблема проявляется при использовании мелкозернистого абразива для шлифовки нержавеющей стали.
Показано, что зернистость 36-60 предназначена для грубого шлифования, а 60 и выше – для чистового шлифования нержавеющей стали.
На основе типа связки
Абразив, используемый со шлифовальным кругом, должен быть прочным и способным выдерживать высокие ударные нагрузки. Эти свойства определяются типом связки шлифовального круга.
Шлифование нержавеющей стали может выполняться шлифовальным кругом на керамической связке. Он водонепроницаем, обладает высокой термостойкостью, коррозионной стойкостью и обладает высокими эксплуатационными характеристиками.
Его недостатком является то, что он хрупкий и не выдерживает значительных ударов или изгибов.
С другой стороны, шлифовальные круги на полимерной связке используются для резки и бесцентрового шлифования нержавеющей стали. Он обладает большой прочностью и эластичностью, не имеет ударов и подходит для более высоких скоростей.
Он обладает большой прочностью и эластичностью, не имеет ударов и подходит для более высоких скоростей.
Однако шлифование нержавеющей стали кругом на смоляной связке требует постоянного потока охлаждающей жидкости, так как связка на основе смолы размягчается, если температура превышает 150°C.
Проблемы шлифования нержавеющей стали
Шлифование стали для получения гладкой поверхностиНержавеющая сталь долгое время использовалась во многих областях, где важны прочность, долговечность и коррозионная стойкость.
К сожалению, с точки зрения металлообработки те же характеристики, которые делают его идеальным для тяжелой промышленности, также затрудняют работу с ним.
Перегрев заготовки
Нержавеющая сталь подвергается значительной пластической деформации и повышению температуры в процессе шлифования. Иногда давление резки нержавеющей стали может достигать 90 ГПа.
Увеличение усилия, прилагаемого шлифовальным кругом, повышает общую температуру зоны шлифования, повышая локальную температуру заготовки до 1000–1500°C из-за низкой теплопроводности нержавеющей стали.
Из-за этого поверхность легко подгорает и вызывает трещины в заготовке.
В целом сплавы, поддающиеся механической обработке и шлифованию, легче шлифуются и разбиваются на мелкие кусочки.
Такие сплавы самоочищаются и сохраняют чистоту зоны шлифования, но нержавеющая сталь образует более длинную стружку благодаря своей высокой пластичности.
Увеличение стоимости процесса шлифования
Более высокие усилия шлифования, связанные с шлифованием нержавеющей стали, затупляют абразивные зерна и ухудшают качество шлифовального круга.
Если посмотреть на затраты, связанные со шлифовкой, доработка нержавеющей стали стоит почти вдвое больше по сравнению с углеродистой сталью или сталью, допускающей автоматическую обработку.
Поскольку для применения требуется среда, свободная от загрязнений, абразивы, используемые с нержавеющей сталью, могут быть более дорогостоящими.
Опасность для здоровья
Нержавеющая сталь состоит из никеля в качестве одного из своих компонентов, и при шлифовке нержавеющей стали может образовываться мелкая пыль из частиц нержавеющей стали, взвешенных в воздухе.
Эта пыль состоит из никеля, который при вдыхании оператором может повредить легкие.
Поэтому рекомендуется всегда носить респиратор, чтобы свести к минимуму опасность для здоровья.
Влияет ли шлифовка на антикоррозионные свойства нержавеющей стали?
Да, шлифовка влияет на антикоррозионные свойства нержавеющей стали.
Хром и никель придают нержавеющей стали антикоррозионные свойства, а шлифовка снимает защитный слой оксида хрома, оставляя поверхность подверженной коррозии.
Однако содержащийся в заготовке хром вступает в реакцию с окружающим воздухом и образует «пассивный» слой оксида хрома для защиты поверхности от коррозии.
Таким образом, слой оксида хрома продолжает регенерироваться до тех пор, пока содержание хрома в сплаве нержавеющей стали не станет достаточным для реакции с окружающим воздухом.
Однако существуют различные факторы, которые могут повлиять на защитный слой хрома в процессе шлифования.
Перегрев и пригорание
Высокоскоростные шлифовальные круги, тупые абразивы и давление могут привести к перегреву заготовок из нержавеющей стали, а когда температура достигает диапазона 750-1550°F, начинается распространенная форма ржавчины.
Во избежание пригорания предпочтительны крупнозернистые циркониевые или керамические абразивные изделия.
Чрезмерное давление во время чистовой обработки
При полировке нержавеющей стали не надавливайте и не применяйте чрезмерное давление. Это может просто вызвать дальнейшее обесцвечивание или тепловое окрашивание.
Во избежание скопления тепла в одной области шлифовальный круг должен двигаться по всей поверхности.
Во время отделки и полировки избегайте чрезмерной обработки поверхности, применяя слишком большое давление и скорость абразива.
Эффект «апельсиновой корки» может возникнуть, если поверхность из нержавеющей стали подвергается чрезмерной нагрузке во время формовки или отделки.
Этот эффект можно свести к минимуму, используя мелкозернистые абразивы с последующей повторной полировкой заготовки на более низкой скорости и с меньшим давлением.
Перекрестное загрязнение сталью
Шлифование нержавеющей стали на круге, который использовался для шлифования других сортов стали, например, мягкой стали, может привести к загрязнению поверхности заготовки из нержавеющей стали.
Снижает коррозионную стойкость заготовки.
Области применения шлифовки нержавеющей стали
Шлифовка для сглаживания краев стальных заготовокШлифовка нержавеющей стали часто требуется для предсварочных, послесварочных и чистовых операций в различных промышленных и коммерческих целях.
Выполняется для очистки и удаления окалины после плазменной резки листов нержавеющей стали. Это предсварочная операция, применяемая для подготовки поверхности.
Шлифовка сварных соединений перил выполняется для обеспечения визуально привлекательного вида сварных соединений. Для шлифовки сварного шва часто используются ленточные шлифовальные машины с зернистостью 40, 60 или 80 гран.
Если вам нужна наилучшая отделка, вам следует искать инструменты с регуляторами скорости и правильно их использовать. Это поможет вам получить наилучшую отделку.
В коммерческих грилях общественного питания ключевой проблемой является уменьшение поверхностного валика сварного шва. Начиная с грубой шлифовки с использованием дисков с зернистостью 32–80, а затем абразивных лент с зернистостью 40–220, вы получаете гладкую поверхность.
Начиная с грубой шлифовки с использованием дисков с зернистостью 32–80, а затем абразивных лент с зернистостью 40–220, вы получаете гладкую поверхность.
Трубы из нержавеющей стали часто требуют зеркальной полировки, которую можно выполнить с помощью ленточной шлифовки диоксида циркония с абразивами зернистостью 80-120.
После этого поверхность обрабатывается полировальным кругом и полировальной пастой.
Нержавеющая сталь с матовым покрытием для сосуда под давлением достигается путем ленточной шлифовки с зернистостью от 40 до 320 гран с последующей чистовой операцией с помощью лепестковой щетки.
Шлифовка или чистовая обработка: какую лучше выполнить?
| Шлифовка | Финишная обработка |
|---|---|
| Быстрое удаление заусенцев и лишнего материала сварного шва | Выполняется для получения чистовой обработки, обычно выполняется после операции шлифования |
0 Выполняется поэтапно, начиная с крупного абразива и заканчивая более мелким. Дополнительно может потребоваться войлочная ткань или полировальная паста. Дополнительно может потребоваться войлочная ткань или полировальная паста. | |
| Оставляет глубокие царапины на поверхности нержавеющей стали | Достигается рисунок царапин, полировка или зеркальное покрытие. |
Решение о том, какой тип отделки выбрать для заготовки из нержавеющей стали, полностью зависит от спецификаций клиента или от того, какой конечный продукт будет использоваться.
Например, гладкая поверхность может использоваться для эстетических целей или для сосудов высокого давления, в то время как стеновая панель или перила лифта требуют только шлифовки для сглаживания острых краев.
Заключительные мысли
Шлифование нержавеющей стали может быть более дорогостоящим по сравнению со шлифованием алюминия и углеродистой стали, поскольку для этого требуются специальные абразивы с хорошим контролем процесса.
Неправильный выбор типа абразива, инструмента и метода работы может привести к повреждению материала и, в конечном итоге, к трате гораздо большего количества времени и денег на доработку, брак и снижение эффективности производства.
Однако шлифование нержавеющей стали рекомендуется только для дорогостоящих деталей, где первостепенное значение имеет высокое качество поверхности.
Например, окрашенный слой стали может хорошо работать в сухих и закрытых помещениях.
Однако, если вам нужна превосходная защита от коррозии без покрытия, а также вы хотите добавить эстетическую ценность изделию, нержавеющая сталь с соответствующей обработкой вас никогда не разочарует.
Часто задаваемые вопросы (FAQ)
Выделяет ли шлифовка нержавеющей стали токсичную пыль?
Да, при шлифовании нержавеющей стали образуется опасная пыль, содержащая тяжелые металлы, такие как хром и никель, которые могут вызвать раздражение дыхательных путей при воздействии на них в течение длительного периода времени.
Какие смазочно-охлаждающие жидкости обычно используются для шлифования нержавеющей стали?
Полупрозрачная эмуляция (EM2), растворимая жидкость химического типа (EM4), компаунд минерального масла (MO2) и сжатый воздух могут использоваться в качестве эффективных смазочно-охлаждающих жидкостей для шлифования нержавеющей стали.
Каковы наиболее распространенные дефекты шлифовки нержавеющей стали?
Некоторые наиболее распространенные дефекты шлифовки нержавеющей стали включают в себя термические оттенки, внедренные частицы железа, включения сульфидов и следы шлифовки.
7 советов по чистовой обработке нержавеющей стали
23 июля 2020 г. 0 0
По словам Эллиота Шепарда и Кевина Наннса из The Fabricator:
порядок. Из-за этого процесса, а также из-за того, что нержавеющая сталь более восприимчива к нагреву и загрязнению, вы можете обнаружить, что работа с этим материалом требует больше времени и денег, чем работа с углеродистой сталью.
«Важно понимать, как нержавеющая сталь реагирует на отделку и почему так важно использовать продукты, специально предназначенные для этого материала. Это сэкономит вам время и деньги, а также позволит достичь желаемых результатов.
Проблемы отделки нержавеющей стали
«Нержавеющая сталь используется во многих отраслях и областях, где важна высокая чистота или особые эстетические требования, включая производство пищевых продуктов, медицины, аэрокосмической промышленности, энергетики и архитектурных металлоконструкций. Несмотря на то, что материал обладает прочностью, долговечностью и коррозионной стойкостью, при сварке и чистовой обработке возникают некоторые проблемы. Вот некоторые факторы, которые следует учитывать:
Несмотря на то, что материал обладает прочностью, долговечностью и коррозионной стойкостью, при сварке и чистовой обработке возникают некоторые проблемы. Вот некоторые факторы, которые следует учитывать:
• Нержавеющая сталь подвержена загрязнению. На самом деле, он может быть более восприимчив к загрязнению, чем углеродистая сталь. В тех случаях, когда важна высокая чистота, а большинство сварных швов подвергается рентгеновскому контролю, например, в медицинском оборудовании и производстве электроэнергии, важно поддерживать постоянство сварного шва и избегать включений, чтобы предотвратить загрязнение. Это распространяется и на процесс отделки. Вы не хотите вводить загрязняющие вещества во время процесса отделки, которые впоследствии могут вызвать коррозию сварного шва или ослабить соединение.
• Мягкая нержавеющая сталь. Поскольку она мягче, чем сталь с более высоким содержанием углерода, ее легче повредить или выдолбить заготовку. Примите дополнительные меры предосторожности, чтобы не удалить слишком много материала, который впоследствии может ослабить сварной шов. Нержавеющая сталь также обесцвечивается при нагревании, поэтому чрезмерное давление во время шлифовки или отделки может придать металлу фиолетовый или коричневый цвет, что требует вторичной обработки для удаления обесцвечивания, что стоит вам времени и денег.
Примите дополнительные меры предосторожности, чтобы не удалить слишком много материала, который впоследствии может ослабить сварной шов. Нержавеющая сталь также обесцвечивается при нагревании, поэтому чрезмерное давление во время шлифовки или отделки может придать металлу фиолетовый или коричневый цвет, что требует вторичной обработки для удаления обесцвечивания, что стоит вам времени и денег.
• Финишная обработка нержавеющей стали представляет собой многоэтапный процесс. Чтобы надлежащим образом отделывать нержавеющую сталь, вы должны выполнить определенные шаги и пройти через уровни зернистости используемых вами абразивных продуктов. Ни один продукт не справляется со всеми задачами, когда речь идет об отделке нержавеющей стали. Обычно начинают со связанного абразива для удаления большого припуска, затем переходят к лепестковому диску для смешивания, затем используют диск из смолы и волокна для смешивания основного материала со сварным швом, прежде чем, наконец, закончить полировкой или полировальным диском. Хотя может возникнуть соблазн пропустить шаги, чтобы сэкономить время, это может привести к дорогостоящей доработке, если результаты не соответствуют вашим потребностям.
Хотя может возникнуть соблазн пропустить шаги, чтобы сэкономить время, это может привести к дорогостоящей доработке, если результаты не соответствуют вашим потребностям.
• Ошибки, приводящие к переделке и браку, обходятся дорого. Доработка нержавеющей стали может стоить в два раза больше, чем доработка углеродистой стали. Начнем с того, что нержавеющая сталь является более дорогим материалом, чем углеродистая сталь, и обычно требует больше труда. Нержавеющая сталь менее щадящая, и вы должны тщательно следить за процессом отделки, чтобы не повредить материал. Абразивы, используемые с нержавеющей сталью, также могут быть более дорогими, поскольку для их применения требуются продукты, не содержащие загрязнений.
Финишная обработка Что можно и чего нельзя делать
«Поскольку нержавеющая сталь может быть сложным и дорогим материалом для работы, важно пройти надлежащую подготовку, прежде чем приступать к ее шлифовке и чистовой обработке. Вот несколько советов относительно правильной техники, выбора продукта и использования, которые могут вам помочь.
“ 1. Выбирайте продукты в зависимости от требований к отделке. Обычные типы отделки нержавеющей стали: ненаправленная отделка, отделка № 4 или зеркальная полировка. Ваш выбор абразива зависит от требований к визуальной отделке или средней шероховатости (Ra). Для грубой шлифовки хорошо подойдет лепестковый диск с зернистостью 36 или 40. Но если вам нужна зеркальная полировка, вам нужно использовать еще больше зернистости и добавить несколько полировальных составов или фибровых кругов, чтобы отполировать материал до требуемой визуальной отделки. Продукт, специально разработанный для нержавеющей стали, будет более эффективно работать с этим материалом, потому что он будет резать быстрее, дольше служить и меньше нагреваться, чем продукт, разработанный для углеродистой стали.
” 2. Не допускайте перекрестного загрязнения. Тот факт, что продукт помечен как предназначенный для использования с углеродистой или нержавеющей сталью, не означает, что он не содержит загрязняющих веществ.
«Абразивные изделия на связке с маркировкой Inox не содержат загрязнений. Нужен ли вам незагрязняющий продукт или нет, зависит от окончательных требований вашего приложения. Также важно избегать использования продукта на нержавеющей стали после того, как он был использован на углеродистой стали. Если вы используете щетку из нержавеющей стали для углеродистой стали, а затем для нержавеющей стали, это приведет к попаданию загрязняющих веществ из черных металлов. Одним из способов избежать перекрестного загрязнения, когда круги и щетки выглядят одинаково, является использование абразивных материалов с цветовой маркировкой. Это может помочь предотвратить ошибочное использование щетки из углеродистой стали для нержавеющей стали или наоборот.
“ 3. Начните с желаемой отделки исходного материала. Начиная с предварительно обработанного базового материала до желаемых характеристик, это обычная практика, позволяющая сэкономить время и деньги на многих операциях. Например, основная деталь из листового металла может поступить на сварочную операцию с направленной отделкой № 4 или зеркальной полировкой, которая была завершена на машине. Это сводит к минимуму количество отделочных работ, которые необходимо выполнять вручную после сварки деталей.
Например, основная деталь из листового металла может поступить на сварочную операцию с направленной отделкой № 4 или зеркальной полировкой, которая была завершена на машине. Это сводит к минимуму количество отделочных работ, которые необходимо выполнять вручную после сварки деталей.
” 4. Не нажимайте слишком сильно. При использовании абразивных материалов давление равно теплу, а тепло может повредить нержавеющую сталь легче, чем углеродистую сталь. Вы можете контролировать нагрев при шлифовке или чистовой обработке, применяя меньшее давление и позволяя абразивной щетке или диску выполнять работу так, как она была задумана.
“ 5. Поддерживайте движение продукта. Используйте однородный и последовательный рисунок при шлифовке или чистовой обработке нержавеющей стали. Пребывание в одном месте слишком долго может привести к накоплению тепла, что может повредить основной металл и привести к увеличению времени и доработке.
” 6. Не пропускайте безопасность. Использование необходимых средств индивидуальной защиты (СИЗ) важно при любых сварочных и отделочных работах по металлу, но особенно при работе с нержавеющей сталью. Рекомендуется использовать респиратор при чистовой обработке любой стали или нержавеющей стали из-за пыли, образующейся от абразивов, а также от основного материала. Нержавеющая сталь имеет дополнительную опасность из-за большого количества никеля, который может попасть в воздух вместе с другими частицами при шлифовании, что может вызвать повреждение легких.
“ 7. Документируйте процесс. Детализация пошагового процесса чистовой обработки нержавеющей стали важна для получения стабильных результатов каждый раз. Это помогает избавиться от догадок и снижает вероятность переделки. Это особенно важно для приложений, требующих очень специфической отделки, которая будет измеряться каждый раз, например, в медицине или пищевой промышленности.