Шов монтажный сварка: Швы сварных соединений – Сварка металлов
alexxlab | 30.05.2023 | 0 | Разное
Швы сварных соединений – Сварка металлов
Швы сварных соединений
Категория:
Сварка металлов
Швы сварных соединений
Сварной шов — участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла. Сварной шов является частью сварного соединения, которая по своей структуре отличается от структуры основного металла.
Сварные швы по виду соединения и форме поперечного сечения подразделяются на стыковые и угловые. Стыковые швы применяют для выполнения стыковых и, значительно реже, угловых и тавровых соединений. Угловые швы применяют в угловых, тавровых и нахлесточных соединениях.
Стыковой шов характеризуется шириной шва (е) и глубиной проплавления (ft). Характеристиками углового шва служат ширина шва (е), толщина шва (а) и катет шва (К).
Глубина проплавления стыкового шва (ft) — наибольшая глубина расплавления основного металла в сечении шва.
Толщина углового шва (а)—наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла.
Катет углового шва (К) — кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части. При симметричном угловом шве за расчетный катет принимается любой из равных катетов, при несимметричном шве — меньший.
Выпуклость сварного шва (g)—выпуклость шва, определяемая расстоянием между плоскостью, проходящей через видимые линий границы сварного шва с основным металлом, и поверхностью сварного шва, измеренным в месте наибольшей выпуклости.
Рис. 1. Сварные швы стыковой и угловой:
е — ширина шва; h — глубина проплавления; g — выпуклость (усиление) шва; а — толщина шва; с — катет шва
Швы сварных соединений можно классифицировать по различным признакам.
По форме наружной поверхности. Сварные швы могут быть выпуклыми, плоскими, вогнутыми. Стыковые швы выполняются выпуклыми (с усилением) и плоскими. Вогнутость стыковых швов недопустима, это является серьезным браком сварки.
Вогнутость стыковых швов недопустима, это является серьезным браком сварки.
Угловые швы выполняются выпуклыми, плоскими, вогнутыми. Вогнутость (А) угловых швов при сварке во всех пространственных положениях допускается не более 3 мм.
Выпуклость (усиление) сварных швов допускается не более 2 мм при сварке в нижнем положении и не более 3 мм при сварке в остальных положениях. Допускается увеличение усиления сварных швов, выполненных в вертикальном, горизонтальном и потолочном положениях на 1 мм при толщине основного металла до 26 мм и на 2 мм при толщине основного металла свыше 26 мм.
Сварные соединения с выпуклыми (стыковыми и угловыми) швами лучше работают на статическую нагрузку. Но швы с чрезмерным усилением нежелательны по двум причинам:
а) повышенный расход электродов и электрической энергии;
б) концентрация напряжений в точках пересечения поверхности шва с основным металлом.
Сварные соединения с плоскими (стыковыми и угловыми) и вогнутыми (угловыми) швами лучше работают на переменную и динамическую нагрузку.
По положению сварки. В соответствии с ГОСТ 11969—79 (СТ СЭВ 2856—81) («Сварка плавлением. Основные положения и их обозначения») сварные швы классифицируются в зависимости от положений сварки. Положение сварки определяется углом наклона продольной оси шва (а) и углом поворота поперечной оси шва ((3) относительно их нулевых положений.
Рис. 2. Классификация швов по форме наружной поверхности: а — стыковой выпуклый; б — стыковой плоский; в — стыковой вогнутый; г — угловой выпуклый; д — угловые плоский и вогнутый
Рис. 3. Положение швов в пространстве:
а — нижнее; б — вертикальное; в — горизонтальное; г — потолочное
Установлены следующие положения сварки и их обозначения: нижнее — Н, в лодочку — Л, горизонтальное — Г, полугоризонтальное — Пг; вертикальное — В, полувертикальное — Пв; потолочное — IT, полупотолочное — Пп.
Сварка в нижнем положении наиболее удобна, легко осваивается. В заводских условиях с помощью различных приспособлений удается почти полностью сваривать конструкции в нижнем положении. Сварка швов в вертикальном, горизонтальном и потолочном положениях выполняется в строительно-монтажном производстве.
Сварка швов в вертикальном, горизонтальном и потолочном положениях выполняется в строительно-монтажном производстве.
По протяженности. Различают сварные швы непрерывные и прерывистые. Непрерывный шов — сварной шов без промежутков по длине. Непрерывные швы по длине условно делят на короткие (до 300 мм), средние (до 1000 мм) и длинные (свыше 1000 мм).
Прерывистый шов — сварной шов с промежутками по длине. Расстояние от начала одного участка шва до начала следующего участка называется шагом шва (t). Прерывистые швы могут быть цепными и шахматными.
Цепной прерывистый шов — двусторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один против другого.
Шахматный прерывистый шов — двусторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой ее стороны.
По отношению к направлению действующего усилия. Различают сварные швы фланговые (боковые), лобовые, косые, комбинированные.
Фланговый шов расположен параллельно направлению действующего усилия.
Лобовой шов расположен перпендикулярно (нормально) к направлению действующего усилия.
Рис. 3. Прерывистые сварные швы:
а — цепной; б — шахматный; в — шаг прерывистого шва; г — длина участка шва
Рис. 4. Виды сварных швов по способу заполнения сечения шва:
а — однослойный; б — многослойный; в — многослойный многопроходный
Косой шоё расположен под углом к направлению действующего усилия. Комбинированный шов представляет сочетание» флангового и косого, флангового и лобового.
По способу заполнения сечения шва. Различают сварные швы однослойные (однопроходные), многослойные, многослойные многопроходные (рис. 4).
В многослойном шве число слоев равно числу проходов. Если в многослойном шве некоторые слои выполняются в несколько проходов, то такой шов называется многослойным многопроходным.
В стыковых сварных соединениях в основном применяются однослойные и многослойные швы. В угловых, тавровых и нахле-сточных соединениях чаще применяются однослойные и многослойные многопроходные швы.
В угловых, тавровых и нахле-сточных соединениях чаще применяются однослойные и многослойные многопроходные швы.
По условиям и месту выполнения. Различают сварные швы заводские и монтажные. Заводские швы, как правило, выполняются в помещениях (цех, мастерские или участок монтажных заготовок), т. е. в наиболее благоприятных для сварки производственных условиях. Монтажный шов — сварной шов, выполняемый при монтаже конструкций или сооружения. Монтажные швы чаще выполняются в неблагоприятных для сварки условиях (на больших высотных отметках, в различных пространственных положениях сварки, на открытом воздухе, зимой и летом).
Реклама:
Читать далее:
Типы сварных соединений
Статьи по теме:
- Устройства для отсоса вредных газов
- Размещение сварочного оборудования
- Требования по технике безопасности, предъявляемые к сварочному оборудованию
- Установки для специальной газопламенной обработки
- Резаки для газовой разделительной резки
Монтажный шов сварка
Главная » Статьи » Монтажный шов сварка
Швы сварных соединений
| Сварной шов Участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации. |
| ||||||||
| Стыковой шов Сварной шов стыкового соединения. |
| ||||||||
| Угловой шов Сварной шов углового, нахлесточного или таврового соединений. |
| ||||||||
| Точечный шов Сварной шов, в котором связь между сваренными частями осуществляется сварными точками. |
| ||||||||
| Сварная точка Элемент точечного шва, представляющий собой в плане круг или эллипс. |
| ||||||||
| Ядро точки Зона сварной точки, металл которой подвергался расплавлению. |
| ||||||||
| Непрерывный шов (Сплошной шов) Сварной шов без промежутков по длине. |
| ||||||||
| Прерывистый шов Сварной шов с промежутками по длине. |
| ||||||||
| Многослойный шов |
| ||||||||
| Подварочный шов Меньшая часть двухстороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке или накладываемая в последнюю очередь в корень шва. |
| ||||||||
| Монтажный шов Сварной шов, выполняемый при монтаже конструкции. |
|



- ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
weldworld.ru
Pereosnastka.ru
Швы сварных соединений
Категория:
Сварка металлов
Швы сварных соединений
Сварной шов — участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла. Сварной шов является частью сварного соединения, которая по своей структуре отличается от структуры основного металла.
Сварные швы по виду соединения и форме поперечного сечения подразделяются на стыковые и угловые. Стыковые швы применяют для выполнения стыковых и, значительно реже, угловых и тавровых соединений. Угловые швы применяют в угловых, тавровых и нахлесточных соединениях.
Стыковые швы применяют для выполнения стыковых и, значительно реже, угловых и тавровых соединений. Угловые швы применяют в угловых, тавровых и нахлесточных соединениях.
Стыковой шов характеризуется шириной шва (е) и глубиной проплавления (ft). Характеристиками углового шва служат ширина шва (е), толщина шва (а) и катет шва (К).
Глубина проплавления стыкового шва (ft) — наибольшая глубина расплавления основного металла в сечении шва.
Толщина углового шва (а)—наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла.
Катет углового шва (К) — кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части. При симметричном угловом шве за расчетный катет принимается любой из равных катетов, при несимметричном шве — меньший.
Выпуклость сварного шва (g)—выпуклость шва, определяемая расстоянием между плоскостью, проходящей через видимые линий границы сварного шва с основным металлом, и поверхностью сварного шва, измеренным в месте наибольшей выпуклости.
Рис. 1. Сварные швы стыковой и угловой: е — ширина шва; h — глубина проплавления; g — выпуклость (усиление) шва; а — толщина шва; с — катет шва
Швы сварных соединений можно классифицировать по различным признакам.
По форме наружной поверхности. Сварные швы могут быть выпуклыми, плоскими, вогнутыми. Стыковые швы выполняются выпуклыми (с усилением) и плоскими. Вогнутость стыковых швов недопустима, это является серьезным браком сварки.
Угловые швы выполняются выпуклыми, плоскими, вогнутыми. Вогнутость (А) угловых швов при сварке во всех пространственных положениях допускается не более 3 мм.
Выпуклость (усиление) сварных швов допускается не более 2 мм при сварке в нижнем положении и не более 3 мм при сварке в остальных положениях. Допускается увеличение усиления сварных швов, выполненных в вертикальном, горизонтальном и потолочном положениях на 1 мм при толщине основного металла до 26 мм и на 2 мм при толщине основного металла свыше 26 мм.
Сварные соединения с выпуклыми (стыковыми и угловыми) швами лучше работают на статическую нагрузку. Но швы с чрезмерным усилением нежелательны по двум причинам: а) повышенный расход электродов и электрической энергии;
Но швы с чрезмерным усилением нежелательны по двум причинам: а) повышенный расход электродов и электрической энергии;
б) концентрация напряжений в точках пересечения поверхности шва с основным металлом.
Сварные соединения с плоскими (стыковыми и угловыми) и вогнутыми (угловыми) швами лучше работают на переменную и динамическую нагрузку.
По положению сварки. В соответствии с ГОСТ 11969—79 (СТ СЭВ 2856—81) («Сварка плавлением. Основные положения и их обозначения») сварные швы классифицируются в зависимости от положений сварки. Положение сварки определяется углом наклона продольной оси шва (а) и углом поворота поперечной оси шва ((3) относительно их нулевых положений.
Рис. 2. Классификация швов по форме наружной поверхности: а — стыковой выпуклый; б — стыковой плоский; в — стыковой вогнутый; г — угловой выпуклый; д — угловые плоский и вогнутый
Рис. 3. Положение швов в пространстве: а — нижнее; б — вертикальное; в — горизонтальное; г — потолочное
Установлены следующие положения сварки и их обозначения: нижнее — Н, в лодочку — Л, горизонтальное — Г, полугоризонтальное — Пг; вертикальное — В, полувертикальное — Пв; потолочное — IT, полупотолочное — Пп.
Сварка в нижнем положении наиболее удобна, легко осваивается. В заводских условиях с помощью различных приспособлений удается почти полностью сваривать конструкции в нижнем положении. Сварка швов в вертикальном, горизонтальном и потолочном положениях выполняется в строительно-монтажном производстве.
По протяженности. Различают сварные швы непрерывные и прерывистые. Непрерывный шов — сварной шов без промежутков по длине. Непрерывные швы по длине условно делят на короткие (до 300 мм), средние (до 1000 мм) и длинные (свыше 1000 мм).
Прерывистый шов — сварной шов с промежутками по длине. Расстояние от начала одного участка шва до начала следующего участка называется шагом шва (t). Прерывистые швы могут быть цепными и шахматными.
Цепной прерывистый шов — двусторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один против другого.
Шахматный прерывистый шов — двусторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой ее стороны.
По отношению к направлению действующего усилия. Различают сварные швы фланговые (боковые), лобовые, косые, комбинированные.
Фланговый шов расположен параллельно направлению действующего усилия.
Лобовой шов расположен перпендикулярно (нормально) к направлению действующего усилия.
Рис. 3. Прерывистые сварные швы: а — цепной; б — шахматный; в — шаг прерывистого шва; г — длина участка шва
Рис. 4. Виды сварных швов по способу заполнения сечения шва: а — однослойный; б — многослойный; в — многослойный многопроходный
Косой шоё расположен под углом к направлению действующего усилия. Комбинированный шов представляет сочетание» флангового и косого, флангового и лобового.
По способу заполнения сечения шва. Различают сварные швы однослойные (однопроходные), многослойные, многослойные многопроходные (рис. 4).
В многослойном шве число слоев равно числу проходов. Если в многослойном шве некоторые слои выполняются в несколько проходов, то такой шов называется многослойным многопроходным.
В стыковых сварных соединениях в основном применяются однослойные и многослойные швы. В угловых, тавровых и нахле-сточных соединениях чаще применяются однослойные и многослойные многопроходные швы.
По условиям и месту выполнения. Различают сварные швы заводские и монтажные. Заводские швы, как правило, выполняются в помещениях (цех, мастерские или участок монтажных заготовок), т. е. в наиболее благоприятных для сварки производственных условиях. Монтажный шов — сварной шов, выполняемый при монтаже конструкций или сооружения. Монтажные швы чаще выполняются в неблагоприятных для сварки условиях (на больших высотных отметках, в различных пространственных положениях сварки, на открытом воздухе, зимой и летом).
Читать далее:
Типы сварных соединений
Статьи по теме:
pereosnastka.ru
ШОВ МОНТАЖНЫЙ – это… Что такое ШОВ МОНТАЖНЫЙ?
Монтажный шов — – элемент узла примыкания, который представляет собой комбинацию из различных изоляционных материалов, заполняющих монтажный зазор и обладающий заданными характеристиками.

Монтажный шов — Монтажный шов: элемент узла примыкания, представляющий собой комбинацию из различных изоляционных материалов, предназначенных для заполнения монтажного зазора, и обладающий заданными характеристиками… Источник: ГОСТ Р 52749 2007. Швы монтажные… … Официальная терминология
Монтажный шов — 78. Монтажный шов Сварной шов, выполняемый при монтаже конструкции Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
Силовое эксплуатационное воздействие на монтажный шов — воздействие, возникающее от взаимных перемещений оконной коробки (рамы) и стенового проема при изменении линейных размеров от температурно влажностных и других воздействий, а также при усадке зданий. Источник: ГОСТ 30971 2002: Швы монтажны … Словарь-справочник терминов нормативно-технической документации
Эксплуатационное силовое воздействие на монтажный шов — – воздействие на монтажный шов, возникающее в результате деформаций стенового проема и коробки оконного блока вследствие изменения температурно влажностных условий и ветровых нагрузок в период эксплуатации.
 [ГОСТ30971–2012] Рубрика… … Энциклопедия терминов, определений и пояснений строительных материалов
[ГОСТ30971–2012] Рубрика… … Энциклопедия терминов, определений и пояснений строительных материаловСиловое эксплуатационное воздействие на монтажный шов — воздействие, возникающее от взаимных перемещений оконной коробки (рамы) и стенового проема при изменении линейных размеров от температурно влажностных и других воздействий, а также при усадке зданий… Источник: ГОСТ 30971 2002.… … Официальная терминология
СТО 75298253-009-2008: Швы монтажные оконные. Технические условия — Терминология СТО 75298253 009 2008: Швы монтажные оконные. Технические условия: 3.3 боковой монтажный зазор: Монтажный зазор между торцевой поверхностью оконной коробки и смежной с ней поверхностью оконного проема. Определения термина из разных… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р 52749-2007: Швы монтажные оконные с паропроницаемыми саморасширяющимися лентами. Технические условия — Терминология ГОСТ Р 52749 2007: Швы монтажные оконные с паропроницаемыми саморасширяющимися лентами.
 Технические условия оригинал документа: 3.3 боковой монтажный зазор: Монтажный зазор между торцевой поверхностью оконной коробки и смежной с ней… … Словарь-справочник терминов нормативно-технической документации
Технические условия оригинал документа: 3.3 боковой монтажный зазор: Монтажный зазор между торцевой поверхностью оконной коробки и смежной с ней… … Словарь-справочник терминов нормативно-технической документацииузел — 01.04.14 узел (вычислительные сети) [node ] (2): Объект, который связан или соединен с одним или несколькими другими объектами. Примечание В топологии сети или в абстрактной компоновке узлы представляют собой точки на схеме. В… … Словарь-справочник терминов нормативно-технической документации
-
Узел примыкания — это конструктивная система, состоящая в общем случае из коробки СПК, монтажного шва, системы крепежа, части ограждающей конструкции, ограниченной областью распространения теплотехнической неоднородности на ее внутренней поверхности вблизи проема … Словарь-справочник терминов нормативно-технической документации
dic.academic.ru
Сварка монтажных стыков
СВАРОЧНЫЕ ДЕФОРМАЦИИ И НАПРЯЖЕНИЯ
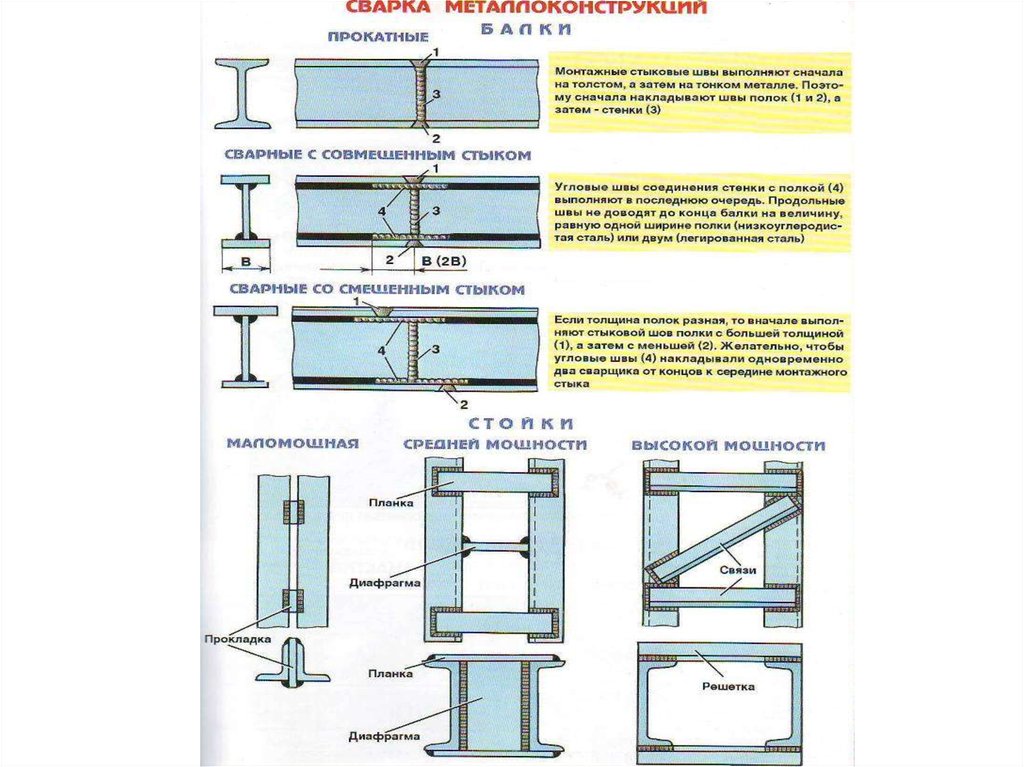
Как отмечалось выше, при стыковании на монтаже двух секций конструкции условия для выполнения сварки являются наиболее тяжелыми. Выполнение сварки всего сечения одновременно— совершенно невозможно, а поэтому после наложения части швов остальные будут накладываться в условиях закрепления обеих свариваемых секций.
Выполнение сварки всего сечения одновременно— совершенно невозможно, а поэтому после наложения части швов остальные будут накладываться в условиях закрепления обеих свариваемых секций.
Так, например, при сварке монтажного стыка двутавровой балки укорочение первого из свариваемых листов еще может произойти за счет сближения обеих секций и уменьшения зазора между остальными листами, но при наложении последующих швов такого сближения свариваемых секций произойтиуже не может, так как они оказываются распертыми первым листом. Поэтому, если при выполнении сварки не принимаются специальные меры борьбы с деформациями и напряжениями, необходимо первыми заваривать стыковые швы тех элементов сечения, которые дают наибольшую усадку (наиболее толстые швы), с тем, чтобы напряжения, вызванные сваркой последних стыковых швов в закрепленном положении, были наименьшими. Для предотвращения появления в конструкции напряжений лучше применить выгиб свариваемых листов. Например, если первым сварить стык стенки (рис. 216), то при сварке стыка поясов последние необходимо выгнуть, как было указано в § 63. Для возможности осуществления выгиба необходимо, чтобы
216), то при сварке стыка поясов последние необходимо выгнуть, как было указано в § 63. Для возможности осуществления выгиба необходимо, чтобы
Рис. 216. Сварка монтажного стыка двутавровой балки. |
поясные швы были недоварены на некоторую длину. После выполнения сварки всех стыков должны быть заварены оставшиеся недоваренными участки поясных швов. При этом, чтобы неодинаковое укорочение стенки и поясов (вследствие различного их сечения) не вызвало напряжений встыковых швах, целесообразно сварку поясных швов начинать от стыков (рис. 216), учитывая,
что создание несколько неблагоприятных условий в местах сопряжений углового монтажного шва с заводским менее опасно, нежели создания напряжений в стыковых швах балки.
В тех случаях, когда применение предварительного обратного выгиба по тем или иным причинам невозможно (например, при Х-образном стыковом шве толстых листов), следует применить распирание стыкуемых листов с тем, чтобы за счет упругих деформаций сжатия увеличить зазор в стыке. При этом стягивающие в процессе сварки усилия не будут передаваться через всю конструкцию к закреплениям, а будут восприняты распорными домкратами; после полного остывания шва оставшиеся в нем упругие деформации растяжения будут сняты по освобождении от домкратов за счет упругих деформаций сжатия в остальной части конструкции.
При этом стягивающие в процессе сварки усилия не будут передаваться через всю конструкцию к закреплениям, а будут восприняты распорными домкратами; после полного остывания шва оставшиеся в нем упругие деформации растяжения будут сняты по освобождении от домкратов за счет упругих деформаций сжатия в остальной части конструкции.
В сложных случаях, помимо применения специальных приемов, целесообразно выполнять сварку швов с проколачиванием.
Последовательность наложения отдельных швов должна быть согласована как с применяемыми методами сваркии приемами борьбы с короблением и напряжениями, так и с характером распределения напряжений от полезной нагрузки в сечении по стыку. Учитывая, что последние стыковые швы обычно выполняются в наиболее тяжелых условиях, следует последними выполнять швы (или участки швов), расположенные в тех частях стыкуемого сечения, которые наименее напряжены от полезной нагрузки. От этого правила можно отклоняться, если выполнение последнего замыкающего шва предположено с применением специальных мер (например, выгиба), обеспечивающих отсутствие в нем опасных напряжений.
Рис. 217. Схема расположения монтажного стыка на судах типа Либерти. |
Недостаточное внимание последовательности сварки монтажных стыков явилось одной из причин появления трещин в палубе судов типа „Либерти-. Игнорирование специальных мероприятий по борьбе с деформациями и напряжениями (и в частности отсутствие применения предварительных выгибов) привело к тому, что в районе монтажного стыка листы палубы получили весьма большие впадины (рис. 217). Последние исключили значительную часть настила палубы из участия в работе основного расчетного сечения корабля, вызвав перенапряжения в тех частях настила палубы, которые оказались неде – формированными из-за поддерживающих их продольных балок.
Кроме того, отсутствие четких указаний о последовательности наложения швов у люка могло привести к такой последовательности, при которой и так весьма перенапряженный участок (вследствие отсутствия округления углов люка) мог оказаться еще дополнительно ослабленным за счет возникновения в настиле пластических деформаций в процессе сварки и частичного уменьшения деформационной способности металла настила. В итоге всех указанных упущений на большом числе судов типа „Либерти“ появились трещины аварийного характера именно в районе указанного монтажного стыка.
В итоге всех указанных упущений на большом числе судов типа „Либерти“ появились трещины аварийного характера именно в районе указанного монтажного стыка.
Не останавливаясь на подробностях, следует лишь отметить, что без надлежащего продумывания последовательности наложения сварных швов не могут быть выбраны рациональные конструктивные формы и не может быть обеспечена надлежащая прочность и работоспособность сооружения. Выбор же последовательности сварки должен базироваться на ясном представлении всех явлений, протекающих в процессе сварки
[1] Иниду того, что в данном труле температура во все* случаях указана б
градусах Цельсия, в дальнейшем условное обозначение шкалы Цельсия —
[3] • 131
[4] = 2S. tg“.
Если на общие деформации сварных конструкций большое влияние оказывает последовательность наложения отдельных швов, то на местные деформации и деформации из плоскости свариваемых листов существенное влияние оказывает метод выполнения каждого шва. …
Как отмечалось выше, при сварке сложных составных сечений и конструкций характер возникающих деформаций зависит от порядка наложения швов. Поэтому одним из основных средств борьбы с деформациями при изготовлении сварных конструкций …
Поэтому одним из основных средств борьбы с деформациями при изготовлении сварных конструкций …
msd.com.ua
Шовная сварка – Как сварить сопротивлением
Вопросы и ответы
Смазка, используемая в головках для шовной сварки, очень важна. Он должен смазывать движущиеся шестерни и детали, а также токопроводящие силовые компоненты. Он должен быть токопроводящим и выдерживать тепло.
УСТРОЙСТВО ДЛЯ СВАРКИ С НАКАТНЫМ ПРИВОДОМ
Спецификация смазки зависит от конструкции изделия и производителя. Это специфика машины. Этот вопрос выходит за рамки этого блога. За помощью по этому вопросу следует обратиться к производителю оборудования или специалисту по восстановлению.
Это специфика машины. Этот вопрос выходит за рамки этого блога. За помощью по этому вопросу следует обратиться к производителю оборудования или специалисту по восстановлению.
Ссылка: Руководство по RWMA, раздел 4
В обычных стандартах, на которые я ссылаюсь, очень мало данных для такого тонкого материала. В стандарте AWS C1.1 указаны данные для нержавеющей стали толщиной 0,38 мм (0,015 дюйма), но нет информации о тестировании сварных швов.
Дальнейшее обсуждение с коллегами показало, что все, что меньше 0,2 мм (0,008 дюйма), считается фольгой в соответствии со стандартом AWS D17.2 (спецификация самолета). Ниже приведено содержание этого стандарта AWS D17.2. Это может дать некоторое представление об этом запросе?
спецификации, затем рассмотрите возможность присвоения сварному шву класса B или класса C и оцените его соответствующим образом.
Справочник: AWS C1.1, Рекомендуемые методы контактной сварки
AWS D17.
Существует два основных типа сварных швов.
Первый – это непрерывный шов.
НЕПРЕРЫВНЫЙ ШОВ
Это ряд точечных сварных швов внахлест. Они часто представляют собой непроницаемое для жидкости/газа уплотнение.
Точечный сварной шов будет выглядеть следующим образом:
Предположим, изготавливается бочка для жидкости. Стали придают круглую форму, а сварочный круг проходит по всей длине, образуя непрерывный шов. Затем добавляются крышка и дно, и у вас есть бочка.
«Вопрос в том, нужно ли колеса поменять местами и приварить по той же поверхности второй раз?»
При условии, что все было установлено правильно, а сварные швы расположены правильно, а сварные швы выполнены в соответствии с графиком, бочка должна пройти проверку после первого прохода сварки. Ответ должен быть: «ВТОРОЙ ПРОХОД НЕ НУЖЕН».
Ответ должен быть: «ВТОРОЙ ПРОХОД НЕ НУЖЕН».
Во-вторых, еще один проход по тем же сварным швам с теми же настройками сварки не будет. На втором проходе сварочные круги пропускают ток через точечные сварные швы. Сопротивление теперь очень низкое, и они не будут нагреваться, как это было, когда они были двумя листами металла. Область будет нагреваться, но не формировать самородок.
Возможно, есть смысл запустить второй проход. Первоначальный проход мог создать некоторое напряжение или может возникнуть необходимость в ковке, которую можно улучшить с помощью дополнительного нагрева и давления с помощью приложенного тепла. Закалке или ковке может помочь второй проход с некоторым нагревом. Второй проход может не расплавить самородок, но он может закалить или помочь создать продукт, который принесет пользу.
Если вам необходимо выполнить реверс для отпуска или ковки, на рынке продаются аппараты, называемые TWIN LAP WELDER, которые имеют следующее шовное колесо в толкающем/тянущем устройстве. Первое колесо делает шов / точечную сварку, второе колесо следует за ним и видит тот же ток, но находится над затвердевшим самородком и может только повторно нагревать область сварки для преимуществ отпуска или ковки. Это избавляет от необходимости делать реверс. Обе функции выполняются за один проход.
Первое колесо делает шов / точечную сварку, второе колесо следует за ним и видит тот же ток, но находится над затвердевшим самородком и может только повторно нагревать область сварки для преимуществ отпуска или ковки. Это избавляет от необходимости делать реверс. Обе функции выполняются за один проход.
Если мы делаем не непрерывную сварку, а точечную сварку, зачем переваривать тот же участок, если первый проход настроен правильно и он прошел хорошо. Через каждые «X» мм должен быть хороший сварной шов, и продукт готов к проверке качества.
Для получения дополнительной информации о шовной сварке см. доступный документ на AWS, указанный ниже.
Ссылка: RWMA – Руководство по контактной сварке, 4-е издание 9002
Определение сварки сопротивления составляет:
, которое, как говорится, тепло генерируется в соответствии с «Закон о джоулзах»
, чтобы сделать ток сварного шва для шва, который должен протекать через желаемую соединительную область. Насколько я знаю, пластик является электрическим изолятором и не способен пропускать ток. Поэтому не подходит для контактной сварки.
Насколько я знаю, пластик является электрическим изолятором и не способен пропускать ток. Поэтому не подходит для контактной сварки.
Насколько мне известно, пластик не сваривается сопротивлением.
Я знаю об ультразвуковой сварке пластмасс. Это тепло трения, образованное ультразвуковым движением и давлением.
Ссылка: Руководство по контактной сварке RWMA, 4-е издание
Фактическая температура поверхности будет зависеть от используемого режима сварки и метода охлаждения. Это непроницаемый для жидкости шов или точечный шов? Используется ли охлаждение потоком или нет? Какова скорость сварки швов? Эти и другие факторы будут влиять на выработку тепла и его накопление. Сталь независимо от толщины должна достигать одинаковой температуры для сварки. Толщина определяет, сколько общего тепла вводится и должно быть удалено.
НЕПРЕРЫВНЫЙ ШОВ – ЖИДКО-ГАЗОНЕПРОНИЦАЕМЫЙ
Читать далее:
Есть вопрос?
У вас есть вопрос, которого нет в нашей базе знаний? У вас есть вопросы по вышеуказанной статье? Нажмите здесь, чтобы спросить профессора.
Мир образования в контактной сварке ждет
Все КатегорииСварка встыкКонтроллеры и трансформаторыОхлаждениеЭлектродыСварка оплавлениемМатериалыПроекционная сваркаШововая сваркаТочечная сваркаВодяное охлаждение
© 2020 ТПИ | Политика конфиденциальности | Связаться с веб-мастером
Аппараты для сварки линейных швов Ergo– MITUSA Inc.
Системы сварки линейных швов TIG/MIG
Сварочный аппарат для линейных швов ERGO разработан для обеспечения высочайшего уровня воспроизводимой точности с использованием технологии линейных рельсов. В то время как в традиционных стилях шовной сварки используются менее точные операции с реечной рейкой и шестерней, в которых используются кулачковые толкатели. Сварочные аппараты с линейным швом обеспечивают усовершенствованную точную прямолинейную продольную сварку для сварки критических швов. Шовные сварщики на продажу или в аренду в наличии.
В конструкции машины для сварки швов ERGO используются прецизионные линейные направляющие, обеспечивающие плавное перемещение тележки по прямолинейному зажатому стыковому сварному соединению. Линейный стиль шовной сварки обеспечивает рентгеновское качество сварки со 100% проплавлением при сварке коротких или длинных швов.
Линейный стиль шовной сварки обеспечивает рентгеновское качество сварки со 100% проплавлением при сварке коротких или длинных швов.
Технология сварки с жестким линейным швом обеспечивает успешные результаты процесса сварки продольного шва высочайшего качества.
Машины для сварки швов используются для шовной сварки прямых, круглых или квадратных деталей. Шовное сварное соединение цилиндрических деталей, таких как сильфоны, конусы, резервуары, трубы, плоские листовые пластины, цилиндры сосудов, листовой металл HVAC и многое другое. Модели шовных сварщиков ERGO используются для шовной сварки деталей из углеродистой стали, нержавеющей стали, меди, алюминия, сплавов Hastelloy, INCO. Почти любой металл или сплав можно использовать во всех процессах шовной сварки в системах линейной шовной сварки.
Сварочный аппарат с системой электропитания
Пожалуйста, измените на «Цифровой сварочный аппарат ERGO»
MITUSA инженеры линейные сварщики шва, используемые для стыковой сварки кромок соединения листов для изготовления шовной сварки. Закаточные машины, использующие внутренние (внутренние диаметры), комбинированные конструкции или системы машин для сварки внешних швов.
Закаточные машины, использующие внутренние (внутренние диаметры), комбинированные конструкции или системы машин для сварки внешних швов.
Линейный рельсовый путь обеспечивает гораздо более прочную жесткую фиксацию ходового вагона, что обеспечивает плавное свободное движение ходового вагона Ergo TC-3. Направляющая боковой балки обрабатывается с допуском на прямолинейность 0,005 дюйма, так что шов будет как можно более точным. Обеспечение качественного процесса сварки продольных швов.
- LSW-12 1-футовая система шовной сварки ERGO 12″
- LSW-18 18-дюймовая система шовной сварки модели ERGO 1,5″
- LSW-24 2-футовая система шовной сварки ERGO 24″
- LSW-36 3-футовая система шовной сварки модели ERGO 36″
- LSW-48 4-футовая система шовной сварки модели ERGO 48″
- Доступны специальные системы шовной сварки ERGO
Сварщик швов
Системы шовной сварки ERGO доступны со всеми процессами дуговой сварки, такими как MIG (GMAW), TIG (GTAW), плазменная (PAW), (SAW) дуговая сварка под флюсом (Sub Arc), интегрированное оборудование для сварки швов. Машины для сварки швов ERGO оснащены предварительно установленными системами сварочного оборудования, готовыми к работе после запуска в цеху.
Машины для сварки швов ERGO оснащены предварительно установленными системами сварочного оборудования, готовыми к работе после запуска в цеху.
Особенности системы шовной сварки
Производственная и инженерная группа MITUSA определяет качество систем машин для шовной сварки. MITUSA производит современные машины для сварки швов дуговой сваркой, предназначенные для сварки встык толстых и тонких металлических концов. Используется для соединения стыкового шва в процессе сварки металла для полной сборки детали.
- Точность хода +/- 0,009 дюйма на расстоянии от 1 до 40 футов.
- Удобный, эргономичный центр управления модулями с легким доступом для оператора.
- Блок питания перемещается с элементами управления на боковой балке, снижая шум дуги.
- Запатентованный эргономичный инструмент для замены пальцевого привода мочевого пузыря.
- Простое подключение системы к одному основному входу питания.

- Прецизионная двухлинейная тележка для пассажирских вагонов.
- Опорный стержень с медной вставкой оправки с водяным охлаждением.
- Запатентованные медные зажимные пальцы и вставки.
- Прямая шлифовка инструмента для вставки станины закаточной машины для наилучшего соединения дуги.
- Активация ножным переключателем зажимных пальцев.
- Программируемая исходная позиция, ход и длина сварки одной кнопкой.
- Низкопрофильная, легко перемещаемая портативная конструкция с буксировочным двигателем для замены сварочной камеры.
- Простой в программировании контроллер процесса закаточной машины UWC.
- Непревзойденный сервис и поддержка до, во время и после продажи сварочного аппарата.
Машина для шовной сварки Обзор системы
Машины для шовной сварки
Вставка оправки с водяным охлаждением для линейной шовной сварки обеспечивает минимальное использование наших медных, нержавеющих захватных или алюминиевых зажимных пальцевых инструментов. Функция водяного охлаждения поддерживает оптимальную температуру вставки станины закаточной машины, вспомогательного стержня и кончиков пальцев для охлаждения сварного соединения в процессе шовной сварки.
Функция водяного охлаждения поддерживает оптимальную температуру вставки станины закаточной машины, вспомогательного стержня и кончиков пальцев для охлаждения сварного соединения в процессе шовной сварки.
Конструкция столешницы нашего прецизионного закаточного станка обеспечит успешный результат вашего проекта по сварке швов. Запатентованный зажимной инструмент MITUSA для шовных сварных соединений устраняет тепловую деформацию детали в отличие от методов закаточного инструмента любого другого производителя.
Сварщик швов ERGO использует простую конструкцию, замена подушки безопасности занимает около 2 часов, а не дней. В некоторых случаях сварочная камера может пострадать во время процесса сварки MIG (GMAW), некоторые брызги сварки в области станины закаточной машины со временем найдут отверстия. Ультрафиолетовое излучение и сварочные брызги в процессе дуговой сварки в конечном итоге требуют замены подушки безопасности.
Замена подушек безопасности на других марках может занять несколько часов. Чтобы заменить поврежденные подушки безопасности и быстро возобновить производство шовной сварки, требуется всего несколько минут, чтобы надуть баллоны линейного шовного сварочного аппарата.
Чтобы заменить поврежденные подушки безопасности и быстро возобновить производство шовной сварки, требуется всего несколько минут, чтобы надуть баллоны линейного шовного сварочного аппарата.
оснащены кнопкой быстрого аварийного останова с легким доступом для обеспечения использования и защиты оператора. Конструкции закаточных машин MITUSA отличаются простотой и безопасностью, когда речь идет о работе автоматической машины для шовной сварки.
Компания MITUSA ценит вклад оператора, когда речь идет о проектировании и установке необходимых опций на все наши системы автоматической дуговой сварки швов. Операторы шовных сварщиков лучше всего понимают, что такое шовный сварщик и как им правильно пользоваться.
Особенности сварочного аппарата ERGO
В конструкции автоматизированного сварочного аппарата для продольных швов ERGO используются прецизионные линейные направляющие, обеспечивающие прочность для плавного перемещения тележки по прямолинейному стыковому сварному соединению с зажимами. Линейный стиль шовной сварки обеспечивает рентгеновское качество сварки со 100% проплавлением при сварке коротких или длинных швов.
Линейный стиль шовной сварки обеспечивает рентгеновское качество сварки со 100% проплавлением при сварке коротких или длинных швов.
Технология сварки с жестким линейным швом обеспечивает высочайшее качество результатов процесса сварки с продольным швом.
MITUSA Настольные сварочные аппараты
Выдвижные устройства для выравнивания кромок станины для сварки продольных швов помогают оператору выравнивать шов детали по центральной линии вставки в канавке опорного стержня. Линейные рельсы крепятся к верхней и нижней части изготовленной гусеницы, что позволяет тележке гусеницы боковой балки плавно перемещаться через четыре опорных блока. Тележка с гусеничной тележкой имеет ряд предварительно просверленных отверстий размером 3/8 дюйма – 6 x 2 1/2 с резьбой для облегчения установки инструмента для выравнивания.
Станина машины для сварки продольных швов
ERGO LSW Модели сварочных аппаратов для настольной сварки имеют размеры от 1 фута до 4 футов. Всегда в наличии нестандартные конструкции сварочных аппаратов, звоните!
Спросите нас о наших машинах для сварки линейных швов ERGO, которые продаются на складе в Хантингтон-Парк, Калифорния, и готовы к отправке. Или позвольте нам разработать для вашей компании специальный аппарат для сварки линейных швов нашими строителями для вашего конкретного процесса автоматизированной дуговой сварки швов.
Или позвольте нам разработать для вашей компании специальный аппарат для сварки линейных швов нашими строителями для вашего конкретного процесса автоматизированной дуговой сварки швов.
Консоль безопасности шовной сварки
Особенности шовной сварки
- Конструкция с самым низким уровнем шума дуги.
- Компактная конструкция шовной сварки, исключающая спутывание напольного кабеля.
- Самая быстрая в отрасли конструкция инструмента для замены мочевого пузыря.
- Однокнопочное управление с возвратом домой.
- Конструкция системы установки для быстрой установки сварочного цеха.
- Оператор шовной сварки предпочитает характеристики загружаемого материала.
- Пользовательские параметры быстро добавляются к контуру для вашего приложения.
Весь наш инструмент для сварки линейных швов обрабатывается и изготавливается в нашем механическом цехе, что обеспечивает самую быструю доставку в отрасли
Автоматы для шовной сварки ERGO спроектированы так, чтобы их можно было легко установить с помощью вилочного погрузчика.