Шовная контактная сварка: виды и их характеристика, принцип работы, оборудование, преимущества и недостатки
alexxlab | 12.04.2023 | 0 | Разное
Рельефная, шовная и точечная контактная сварка | Строительный справочник | материалы – конструкции
При точечной контактной сварке локализация эффекта Джоуля и эффективность проковки определяются формой наконечников электродов и прилагаемым к электродам усилием. В случае рельефной сварки усилие, прилагаемое к электродам при проковке, и сечение канала прохождения тока определяются контактом на специально выштампованных выступах или рельефах.
Размеры рельефов определяют объем металла в соединяемых деталях, в котором будет происходить образование ядра сварных точек. Значительное усилие сжатия, прилагаемое ко всем выступам одновременно, и распределение тока, определяющего эффект Джоуля, достигаются за счет большой общей поверхности электродов — выступов, причем ток в этом случае проходит именно через данные рельефы.
Схема рельефной сварки |
Способы рельефной сварки |
Кинематическая схема данного способа сварки близка к схеме точечной сварки.
Основной интерес к данному способу сварки вызван тем, что он позволяет одновременно сваривать значительное количество рельефных контактов на одной стороне деталей (при ограниченных размерах машины и ограничениях по геометрической форме соединяемых деталей).
Двухточечная односторонняя сварка
В этом варианте применения ток во вторичном сварочном контуре трансформатора подается на два электрода с одной стороны свариваемых листов. Два листа металла накладываются один на другой под электродами машины, причем под листы подкладывается медная пластина, называемая противоэлектродом.
После того, как было осуществлено сжатие деталей двумя электродами и включена подача напряжения на сварочный трансформатор, ток начинает проходить от одного электрода к другому через два листа металла и через противоэлектрод по последовательной схеме.
В данном случае также имеет место значительное количество дополнительных параллельных цепей, по которым может проходить сварочный ток, и именно по этой причине круг применений двухточечной односторонней сварки значительно ограничен.
Точечная контактная сварка |
Непрямая или псевдодвухточечная односторонняя сварка
Данный способ является разновидностью способа двухточечной односторонней контактной сварки, поскольку электроды располагаются на одной стороне верхнего листа. В этом случае за счет использования верхнего листа устраняется ток утечки. В результате остается только набор довольно больших последовательных сопротивлений, которые требуют повышенных значений напряжения во вторичном контуре.
Последовательная двухточечная сварка “push – pull”
В этом случае используются два симметричных трансформатора с одинаковыми характеристиками, расположенных с двух сторон свариваемых листов металла. Эффект “push – pull” представляет собой электрический эффект, при котором ток ограничивается напряжениями в симметричных противоположных вторичных контурах, в результате чего токи утечки через листы в местах контакта с электродами снижаются (электрические условия близки к способу одноточечной сварки).
Применения системы “push – pull” не ограничиваются по толщине или порядку подкладывания листов, поскольку она позволяет сваривать все пригодные для сварки материалы в любой последовательности, любой толщины (листы с покрытиями, листы из легких сплавов и т.п.) и даже при малых расстояниях по оси между электродами.
Схема шовной сварки |
Применение шовной сварки |
Роликовая (шовная) сварка
Роликовой (шовной) сваркой называют сварку последовательными точками с контролируемым интервалом. Варианты реализации способа определяются конструкцией используемых для нее машин. Сварка таким способом может выполняться и на машине для точечной контактной сварки при условии большой скорости выполнения точек (от 300 до 1000 точек в минуту). В этом случае необходимо использовать машины с малой инерционностью системы сжатия. Перемещение детали вручную носит случайный характер, и периодичность следования точек будет зависеть исключительно от профессионализма оператора. Для исключения нерегулярности следования точек электроды классической сварочной машины заменяются роликами, вращением которых может управлять сама машина.
Варианты реализации способа определяются конструкцией используемых для нее машин. Сварка таким способом может выполняться и на машине для точечной контактной сварки при условии большой скорости выполнения точек (от 300 до 1000 точек в минуту). В этом случае необходимо использовать машины с малой инерционностью системы сжатия. Перемещение детали вручную носит случайный характер, и периодичность следования точек будет зависеть исключительно от профессионализма оператора. Для исключения нерегулярности следования точек электроды классической сварочной машины заменяются роликами, вращением которых может управлять сама машина.
Сжатие и синхронизация вращения роликов обеспечивают прижимание двух деталей друг к другу и их подачу вперед. В данном случае достаточно только надлежащим образом подобрать цикличность нагревов и охлаждения в соответствии с тангенциальной скоростью подачи детали двумя роликами, с тем, чтобы получить сварные швы, точки которых будут находиться друг от друга на контролируемом расстоянии. Понятно, что прижимание деталей роликами должно осуществляться непрерывно во время всего процесса сварки одного шва. Интерпретация закона Джоуля-Ленца для рассматриваемого случая аналогична точечной контактной сварке.
Понятно, что прижимание деталей роликами должно осуществляться непрерывно во время всего процесса сварки одного шва. Интерпретация закона Джоуля-Ленца для рассматриваемого случая аналогична точечной контактной сварке.
Общее сопротивление, имеющее место в данном случае, складывается из последовательных сопротивлений той же природы (внутренние и контактные сопротивления). Сопротивления внешних контактов роликов с листом повышенные, поскольку место соприкосновения роликов с листом теоретически является линией (не поверхностью).
Стыковая контактная сварка |
Использованы репродукции http://welding.su/gallery/ |
Способ контактной сварки (стыковая сварка) |
Стыковая сварка сопротивлением имеет такую же последовательность шагов, что и точечная сварка (сборка, сварка и механическая обработка).
При наличии слишком большого выступа деталей за края губок происходит перегрев детали за пределами зоны, в которой необходимо создать эффект Джоуля. Перегрев приводит к размягчению деталей и делает их непригодными для взаимной осадки, не считая того, что данный нагрев проходит за счет снижения эффекта от нагрева на граничной поверхности.
Шовная контактная (роликовая) сварка: особенности, достоинства и недостатки
Друзья! Давайте вместе поддержим Христианский портал!
Узнать подробнее
Содержание:
- Что такое шовная сварка
- Достоинства и недостатки
- Виды шовной сварки
- Интересное видео
Основная цель каждого вида сварки стоит в получении качественного и прочного шва, который в дальнейшем сможет спокойно выдержать повышенные нагрузки. От этого будет зависеть износостойкость металлической конструкции.
От этого будет зависеть износостойкость металлической конструкции.
Иногда в условиях производства применяется шовная сварка, во время которой соединение деталей выполняется внахлест. В результате получается прочное соединение, но все же предварительно стоит рассмотреть важные особенности этой технологии.
Что такое шовная сварка
Роликовая сварка – это вид сваривания, во время которого металлические конструкции объединяются швов, полученным в результате подведения тока к крутящимся дисковым электродам и применения силы тока. Основа шва состоит из ряда точек сваривания. Данная технология сваривания чем-то напоминает контактную технологию, но вместо конических электродов во время нее применяются роликовые.
Стоит отметить! Во время рабочего процесса ролики постоянно катаются по области линии шва, именно это обеспечивает плотное прижатие соединяемых элементов друг к другу. Также это защищает сварное соединение от попадания влаги и газов.
Шовный или роликовый сварочный процесс часто применяется для соединения труб из металлических листов, герметичных камер и других конструкций. Его удобно использовать для соединения тонких листов из металлической основы.
Его удобно использовать для соединения тонких листов из металлической основы.
Достоинства и недостатки
Контактная шовная сварка успела хорошо зарекомендовать себя среди опытных сварщиков. Это обеспечивается за счет наличия положительных свойств:
- сварка обладает высокой производительностью. Сваривание больших металлических конструкций занимает мало времени. По этой причине данную технологию можно приспособить к конвейерному производству;
- швы получаются ровными и прочными, их качество удивляет даже профессионалов;
- во время сварочного процесса не нужно применять защитный газ, флюс, присадочные материалы;
- при этой технологии наблюдается высокий уровень культуры труда. Рабочим нет необходимости применять комплектующие, которые могут загрязнить рабочую одежду и зону, в которой выполняются работы.
Но у данного вида сварки имеются некоторые недостатки, которые обязательно нужно учитывать во время рабочего процесса. Она не предназначена для сваривания разных видов металлов. При помощи нее невозможно сварить элементы с толщиной более 3 мм. Кроме этого во время данной технологии требуется использовать дорогостоящее оборудование.
При помощи нее невозможно сварить элементы с толщиной более 3 мм. Кроме этого во время данной технологии требуется использовать дорогостоящее оборудование.
Виды шовной сварки
Роликовая или шовная сварка может выполняться при помощи разных технологий, которые позволяют получить прочное и ровное соединение. Выделяют всего три вида:
- Непрерывная сварка. Во время нее металлические заготовки устанавливаются между двумя заготовками и прокатываются, вместе с этим на область металла оказывается воздействие сварочного тока. Ток передается в непрерывном режиме, именно это и легло в название данного процесса. Однако этот метод применяется редко. Это связано с тем, что во время него происходит перегревание роликов-электродов, соединение выходит некачественным, также его можно применять для сваривания деталей с толщиной не больше 1 мм.
- Прерывистая сварка. Этот метод считается самым популярным и востребованным. Свариваемые детали прокатываются между двумя роликами, ток поступает в прерывистом режиме.

- Шаговая сварка. Во время этой технологии свариваемые детали располагаются между роликами, но при подаче тока не применяется прокатка, а именно в момент формирования сварной точки детали остаются в неподвижном состоянии. Этот процесс применяется редко, но он незаменим в случаях, когда требуется сварить алюминиевые изделия.
Контактная и роликовая сварка чем-то похожи, но при последней технологии производится сваривание внахлест. Этот метод часто применяется на предприятиях, где необходимо соединить тонкие изделия, металлические листы, трубы и другие компоненты. Но не стоит забывать про важные особенности, от которых зависит правильное проведение технологии.
Интересное видео
Рубрика статьи
Назад
Вперёд
Какие материалы используются для шовной сварки колес?
Сварка контактным швом идеально подходит для быстрого получения высококачественных сварных швов. Однако для обеспечения этого материал, из которого изготавливается сварочный круг, должен обладать соответствующими свойствами.
Однако для обеспечения этого материал, из которого изготавливается сварочный круг, должен обладать соответствующими свойствами.
Сварка контактным швом напрямую связана с точечной сваркой. Электрический ток и давление используются для сварки двух одинаковых или разнородных материалов. Однако, в отличие от точечной сварки, два электрода имеют форму колес и обычно сделаны из меди. Одно из этих двух колес ведущее. При прохождении двух заготовок точки сварки генерируются импульсами тока. При превышении определенной частоты импульсов точки сварки могут даже перекрываться — создается сплошной сварной шов.
Преимущества контактной шовной сварки Преимущество контактной шовной сварки по сравнению с точечной сваркой заключается в том, что в каждом случае не требуется продвигать заготовки вручную. Это означает, что пара электродов не должна открываться и закрываться по отдельности после каждой отдельной точки. При контактной шовной сварке вращающиеся сварочные электроды автоматически продвигают заготовку.
Благодаря этим сварочным круговым электродам можно не только выполнять сплошные сварные швы, но и износ электродов значительно меньше, чем при точечной сварке. Поскольку контактная шовная сварка позволяет получать непрерывные сварные швы, еще одним замечательным преимуществом является то, что ее можно использовать для изготовления воздухонепроницаемых и водонепроницаемых швов.
В каких отраслях используется контактная шовная сварка?Из-за таких непрерывных сварных швов этот процесс используется при производстве контейнеров, которые должны быть водонепроницаемыми и/или воздухонепроницаемыми. Например, в производстве топливных баков. Кроме того, с помощью этого процесса часто сваривают трубы и шланги, поскольку в этом процессе не используются плавящиеся металлы и, следовательно, не образуются сварочные швы.
Метод также очень хорошо подходит для процессов, которые можно автоматизировать. Например, роликовая шовная сварка используется для изготовления барабанов стиральных машин, посудомоечных машин, раковин или дымоходных труб.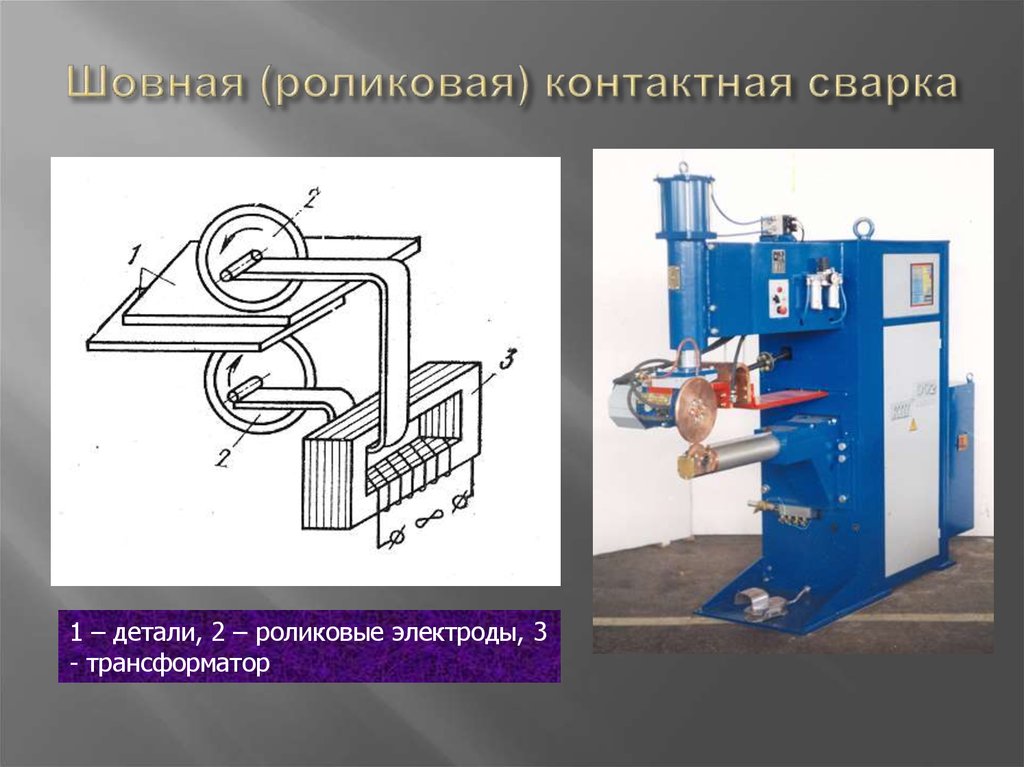
Медь и медные сплавы идеально подходят в качестве материалов для шовной сварки колес, так как обладают высокой тепло- и электропроводностью. В основном для электродов шовной сварки используются те же сплавы, что и для электродов точечной сварки. Например, материалы класса 2 RWMA используются для заготовок с высокой электропроводностью. Они идеально подходят для сварки холоднокатаной и горячекатаной стали, а также латуни и бронзы.
Для сварки материалов с высоким сопротивлением, таких как нержавеющая сталь, монель-металл и нихром, используются материалы класса 3 RWMA.
В чем преимущества сварочных кругов из сплавов AMPCO? AMPCO METAL производит широкий ассортимент сплавов, которые можно использовать в различных областях. Сплавы с высоким содержанием меди AMPCOLOY® 83, AMPCOLOY® 88, AMPCOLOY®89, AMPCOLOY® 91, AMPCOLOY® 95, AMPCOLOY® 940, AMPCOLOY® 944 и AMPCOLOY® 972 особенно хорошо подходят для контактной сварки. Материалы используются в качестве пластин, а также сварочных электродов.
Материалы используются в качестве пластин, а также сварочных электродов.
Сварочные круги из AMPCOLOY® 972 или AMPCOLOY® 940 рекомендуются для сварки низкоуглеродистой и углеродистой стали, а сварочные круги из AMPCOLOY® 95 рекомендуются для сварки нержавеющей стали. Сварочные круги должны быть достаточно охлаждены, особенно при сварке стальных листов с металлическими покрытиями или алюминиевых и магниевых сплавов, так как они склонны образовывать сплавы с материалом сварочного круга. Поэтому сварочные круги, как правило, имеют полый вал. Эта шахта может быть заполнена водой и отвечает за охлаждение.
For further information about resistance welding, please download our free «AMPCO METAL guide for resistance welding and anti spatter»
Сварочные системы | Koops
Возможности
Сварочные возможности Koops теперь включают мультипроцессную сварку Newcor и отдельные автономные установки, а также запасные части OEM и ремонт машин. Мы предлагаем высококачественные и надежные решения для сварки в соответствии с вашими требованиями, будь то простые или сложные.
Мы предлагаем высококачественные и надежные решения для сварки в соответствии с вашими требованиями, будь то простые или сложные.
У нас есть возможность помочь вам разработать продукт и построить производственный процесс. Наша сварочная лаборатория укомплектована сварочными аппаратами Newcor, которые мы можем использовать для запуска прототипов и оптимизации графиков сварки.
Запросить предложение
Шовная сварка
Сварка швов с пониженной инерцией (также известная как малоинерционная шовная сварка) была задумана и разработана для минимизации массы конструкции сварочной системы. Это было сделано для увеличения времени реакции сварочного круга для максимального контроля сварки.
Сварка швов увеличивает скорость сварки и снижает необходимое давление сварки. Более тонкие материалы и материалы с трудными свойствами соединения можно сваривать с более высоким качеством.
Применение:
- Корпуса электродвигателей
- Бамперы
- Компрессоры
- Каталитические нейтрализаторы
Преимущества:
6 Более высокая, чем обычная скорость сваркиСварка трением
Сварка трением — это процесс соединения в твердом состоянии, используемый для соединения двух деталей, малых или больших, вместе с помощью тепло, выделяющееся при механическом трении двух частей. Этот процесс имеет много преимуществ по сравнению с другими процессами сварки, включая возможность сваривать широкий спектр разнородных металлов, отсутствие необходимости в защитном газе или присадочном металле, а также возможность избежать определенных дефектов сварки, обычно встречающихся в процессах сварки плавлением.
Этот процесс имеет много преимуществ по сравнению с другими процессами сварки, включая возможность сваривать широкий спектр разнородных металлов, отсутствие необходимости в защитном газе или присадочном металле, а также возможность избежать определенных дефектов сварки, обычно встречающихся в процессах сварки плавлением.
Сварка трением – одна из наших специализаций. Это популярное инженерное решение, которое мы предлагаем нашим клиентам по всему миру.
Преимущества сварки трений:
- Последовательное качество
- Способность присоединиться к различным металлам
- Снижение отходов материала
- Корочее время цикла
- Не требуется металлический наполнитель. Увеличить
Сварка сопротивлением — это надежный промышленный процесс соединения, позволяющий производить высокопрочные соединения на скоростях массового производства. Один из старейших процессов электросварки, используемых сегодня в промышленности, включает соединение материалов, которые производятся на поверхностях обшивки.
 Это связано с выделением тепла за счет сопротивления материала прохождению электрического тока. Сила прикладывается до, во время и после подачи тока, чтобы ограничить площадь контакта сварки на стыкуемых поверхностях. Переменными, критически важными для сварки, являются тепло (сварочный ток), давление (сила сварки) и время.
Это связано с выделением тепла за счет сопротивления материала прохождению электрического тока. Сила прикладывается до, во время и после подачи тока, чтобы ограничить площадь контакта сварки на стыкуемых поверхностях. Переменными, критически важными для сварки, являются тепло (сварочный ток), давление (сила сварки) и время.Сварка с выступом — это разновидность контактной сварки, при которой энергия для сварки фокусируется с помощью выступов, встроенных в деталь в месте сварки. Этот процесс концентрирует сварочный ток, что обеспечивает более эффективную сварку с использованием меньшего сварочного тока без ущерба для прочности сварного шва.
Newcor имеет долгую историю автоматизации процессов контактной сварки и применения их к широкому спектру продуктов, таких как бытовая техника, листовой металл / компоненты автомобилей, HVAC, военная / аэрокосмическая промышленность, электродвигатели / компрессоры, контейнеры, строительство / сельское хозяйство и бытовая техника.
